présentation des règles qualité-hygiène-sécurité-sûreté
TRANSCRIPT

Séminaire Création du BTS Pilotage de Procédésmercredi 11 mai 2016Les enjeux du triptyque
Qualité / Santé Sécurité / Environnement
Catherine Jagu déléguée DD & AE du Gimélec
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 2 sur 25
Sommaire
1. Missions du BTS Pilotage de Procédés
2. Le système de management intégré QSSE, H, E
3. Zooms sur management, non conformités, risques, données
4. Règlementations et normes
5. Zooms sur quelques réglementations clés

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 3 sur 25
Les fonctions
L’interaction entre ces trois fonctions est permanente
Fonction 1 :GESTION DU PROCESSUS
Fonction 3 :MANAGEMENT
Fonction 2 :QUALITÉ, HYGIÈNE, SANTÉ, SÉCURITÉ ET ENVIRONNEMENT
(QHSSE)
Missions du BTS Pilotage de procédés

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 4 sur 25
Missions du BTS Pilotage de procédés
Dans les secteurs de la chimie, du caoutchouc, Papier-carton, de la métallurgie, du pétrole, de l’énergie, de la plasturgie, de l’eau, du textile
Processusinput output
Ressources humaines
Contraintes et objectifs
Piloter un processus industriel « continu » et une équipe de production

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 5 sur 25
Le système de management QSSE
21
10. Amélioration
La structure commune de niveau supérieurdite « High Level » ou « universelle »
© AFNOR COMPETENCES tous droits réservés – D0819 – N.Bonnet/E.Vanin – V4
Nouvelle structure commune, dite « Haut niveau » (HLS) ou « universelle » en simplifiant la gestion documentaire au profit d’informations documentées. 1. Domaine d’application
2. Références normatives3. Termes et définitions
4. Contexte de l’organisme5- Leadership
6- Planification
7- Soutien8. Fonctionnement
9 - Evaluation des performances
Source : Formation AFNOR « Dires d’expert »
Depuis 2015, les normes de management clés ont la même structureLa collecte et l’analyse des données sont un élément clé de la prise de décision
3 normes incontournables:• ISO 9001 qualité• ISO 14001 environnement• ISO 45001 santé sécurité
•ISO 22000 hygiène : spécifique agro-alimentairehttps://fr.wikipedia.org/wiki/ISO_22000
•ISO 50001 énergie

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 6 sur 25
Des objectifs différents
• Produire bien = produire une qualité six sigmas de façon efficiente• Produire sûr = prévenir les accidents et incidents + prévenir les maladies• Produire propre = prévenir les pollutions (air, eau, sols) et économiser les
ressources
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 7 sur 25
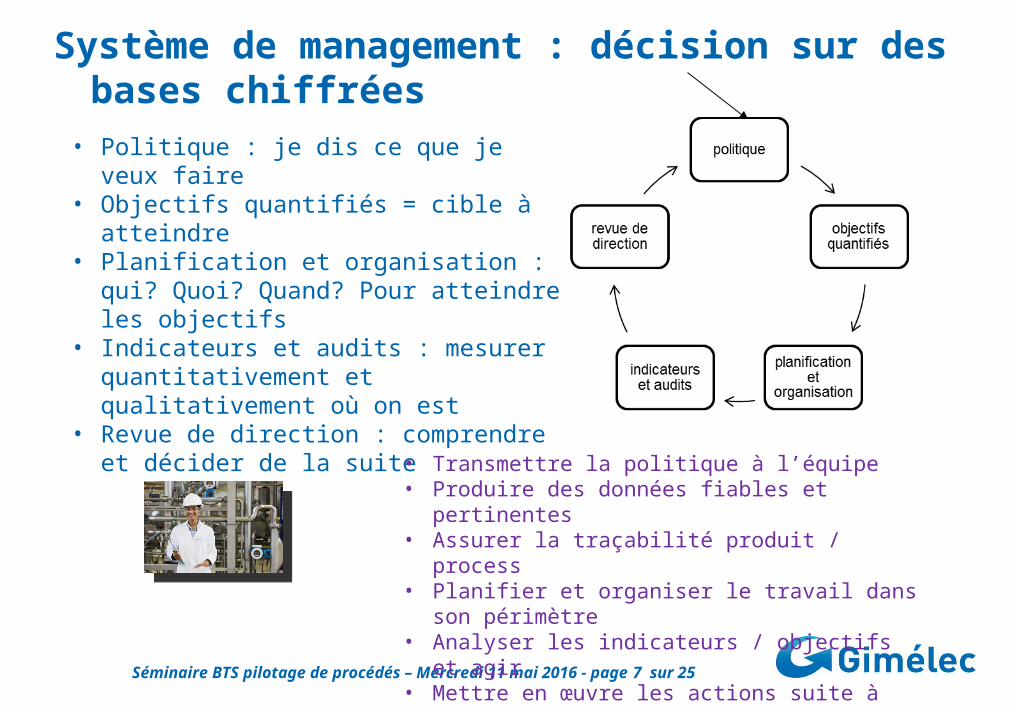
Système de management : décision sur des bases chiffrées
• Politique : je dis ce que je veux faire• Objectifs quantifiés = cible à atteindre• Planification et organisation : qui? Quoi?
Quand? Pour atteindre les objectifs• Indicateurs et audits : mesurer
quantitativement et qualitativement où on est• Revue de direction : comprendre et décider de
la suite
• Transmettre la politique à l’équipe• Produire des données fiables et pertinentes• Assurer la traçabilité produit / process• Planifier et organiser le travail dans son périmètre• Analyser les indicateurs / objectifs et agir• Mettre en œuvre les actions suite à audit• Rendre compte
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 8 sur 25
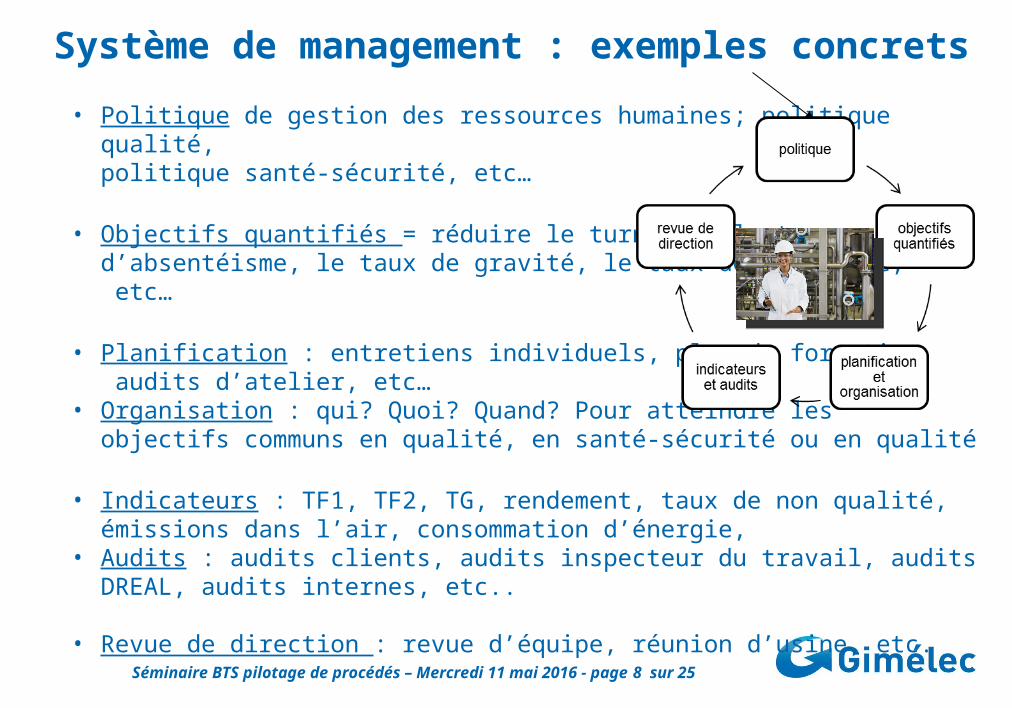
Système de management : exemples concrets
• Politique de gestion des ressources humaines; politique qualité, politique santé-sécurité, etc…
• Objectifs quantifiés = réduire le turnover, le taux d’absentéisme, le taux de gravité, le taux de fréquence, etc…
• Planification : entretiens individuels, plan de formation, audits d’atelier, etc…
• Organisation : qui? Quoi? Quand? Pour atteindre les objectifs communs en qualité, en santé-sécurité ou en qualité
• Indicateurs : TF1, TF2, TG, rendement, taux de non qualité, émissions dans l’air, consommation d’énergie,
• Audits : audits clients, audits inspecteur du travail, audits DREAL, audits internes, etc..
• Revue de direction : revue d’équipe, réunion d’usine, etc.

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 9 sur 25
La lutte contre les non-conformités : traiter et prévenirles non conformités : rebuts, défauts produits, pollutions bactériennes des produits, maladies professionnelles, incidents, accidents , pollutions Cela débouche sur l’amélioration continue sur le terrain
• constater grâce aux instruments et aux remontées de l’équipe• isoler / contenir par des décisions opérationnelles rapides et adaptées• Solliciter les experts pour l’analyse de causes et y participer• Mettre en œuvre directement ou indirectement les solutions et la mesure
d’efficacité
• constater: points de mesure sur paramètres clés avec des équipements de mesure fiables et pertinents
• Isoler / contenir : pour limiter les conséquences• Analyser les causes : seul moyen efficace d’arrêter la
« production de NC »• Traiter les causes et non les effets: multifactorielles, en
cascade, apparentes ou cachées, techniques ou humaines, aléatoires ou continues, …
• Mesurer l’efficacité : modification par modification sur la base de l’effet attendu quantifié vs effet constaté

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 10 sur 25
La lutte contre les non-conformités : exemples concrets
• Non conformités produits : composition, dérive de paramètres, solidification ou gazéification intempestive,…
• Non conformités process : brusque augmentation de la consommation d’énergie ou matière, casse de machine, …
• Accidents : explosion, dégagement de gaz dangereux, chute, électrocution, déversement de produits dans le sol ou les eaux, …
• Maladies : intoxication respiratoire, Troubles musculo-squelettiques, …
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 11 sur 25
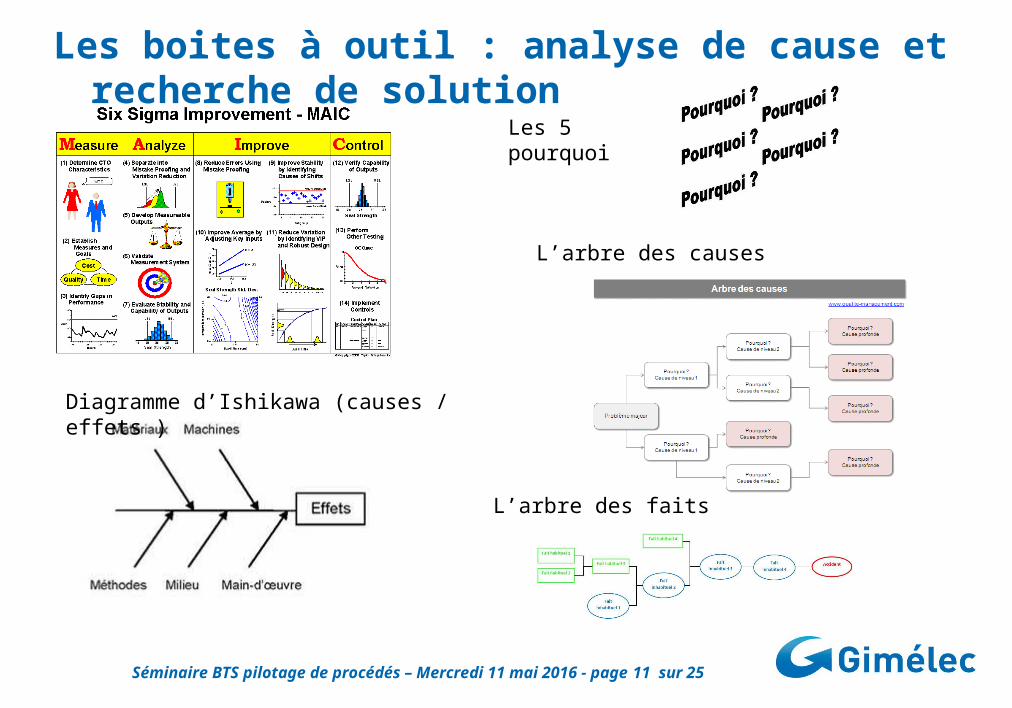
Les boites à outil : analyse de cause et recherche de solution
Diagramme d’Ishikawa (causes / effets )
Les 5 pourquoi
L’arbre des causes
L’arbre des faits
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 12 sur 25
Connaître et prévenir les risques : vision systémique + penser l’incertain + remettre en cause ses certitudes
Le risque zéro n'existe pas! mais on peut tendre vers …•analyse de prévention : AMDEC analyse des mode de défaillances, de leurs effets et de leur criticité (proba de non détection x gravité x fréquence = criticité) •analyse dynamique d'impact : de risque : danger + exposition+ propagation •deux méthodologies complémentaires à comprendre: identifier et évaluer les risques en statique et en dynamique avec des études de cas
Les situations d'urgence •être préparé à faire face aux accidents : plan de prévention•plan de situation d'urgence
• Faire le lien entre les processus physico-chimiques et leurs conséquences QSSE
• Appréhender la toxicologie des substances dangereuses• Former / sensibiliser l’équipe aux risques pour elle-même et pour les
autres• Appliquer les plans de prévention et de situation d’urgence
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 13 sur 25
Connaître et prévenir les risques : exemples concrets• analyse dynamique de risque : danger + exposition+ propagation en lien
avec Seveso dans l’industrie chimique : niveau d’un site avec impacts sécurité + environnement
• Analyse de risque chimique au poste : en lien avec REACH et CLP : inhalation d’un gaz avec des effets toxiques par une personne enceinte
• AMDEC analyse des mode de défaillances, de leurs effets et de leur criticité (proba de non détection x gravité x fréquence = criticité) : en phase de conception d’une nouvelle machine ou d’un nouveau procédé
• Se préparer à faire face aux accidents : participer à un exercice de simulation incendie avec les pompiers locaux pour valider / améliorer le plan de prévention
• plan de situation d'urgence : mettre en œuvre les actions nécessaires suite à un dégazage inopiné la nuit en l’absence de la hiérarchie
• Les nouveaux risques : terrorisme, cyberpiratage, …
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 14 sur 25
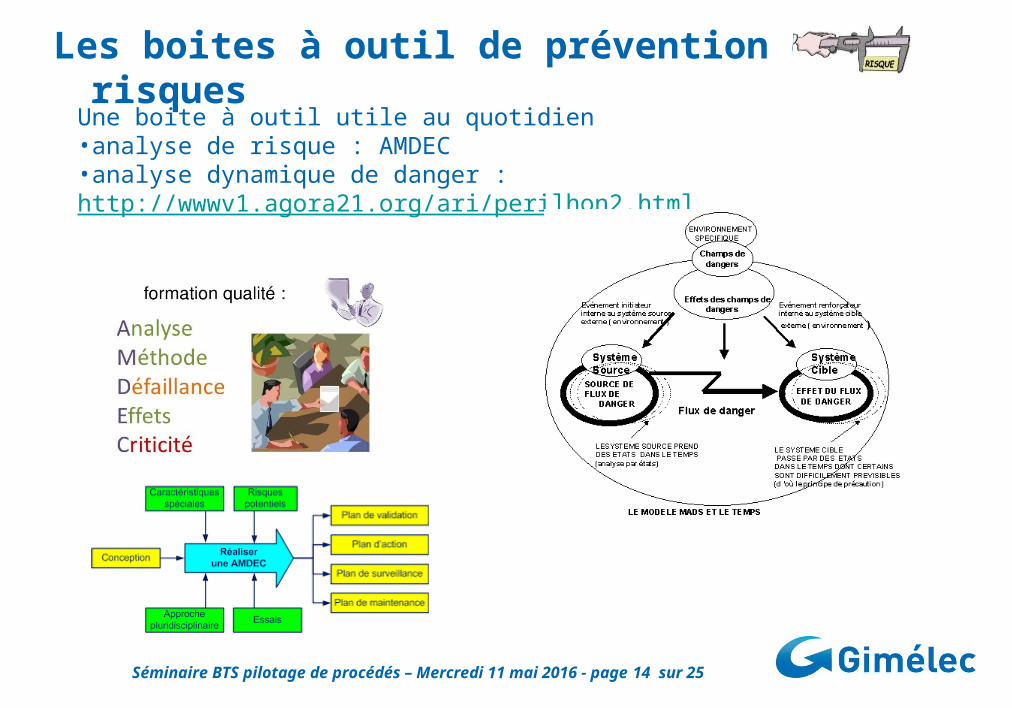
Les boites à outil de prévention des risques
Une boite à outil utile au quotidien•analyse de risque : AMDEC•analyse dynamique de danger : http://wwwv1.agora21.org/ari/perilhon2.html
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 15 sur 25
Données pertinentes et fiables : collecte, analyse, conservation, sécurisation
• Types de données : produit, process, émissions, consommations, déchets, ressources humaines, équipements, etc
• Données critiques!
• Réagir / décider face à un ensemble de données pour prévenir• Rendre compte / remonter les informations pertinentes• Former / sensibiliser l’équipe et les intervenants extérieurs
Processusinput output
Ressources humaines,
matérielles et financières
Contraintes et objectifs

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 16 sur 25
Données pertinentes et fiables : exemples concrets• dérives produit ou process : surchauffe, baisse de la quantité
produite / référence, modification de la composition produit, augmentation de la quantité de coproduits
• Dérive des émissions dans l’air , l’eau, le sol• Dérive des consommations d’énergie, d’une ou plusieurs matières
premières• Augmentation ou réduction des déchets, • Absentéismes, maladies, incidents • Usure des équipements ou des moyens de mesure
• Comprendre les signaux avant-coureurs• Faire le lien avec les conséquences potentielles• Identifier les signaux perturbés

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 17 sur 25
Données pertinentes et fiables : boite à outils
• Méthodes : six sigmas, statistical process control,
• Fonctions support : métrologie, maintenance, qualité, santé sécurité environnement
• Systèmes d’instrumentation et régulation
• L’industrie 4.0 : systèmes cyber-physiques, usine virtuelle, … 1800 1900 2000 Aujourd’hui
Expertise
1ère RévolutionIndustrielle
2ème Révolution Industrielle
3ème RévolutionIndustrielle
4ème RévolutionIndustrielle
Machine à vapeur, 1784Convoyeur, 1870
Automate programmable(1969)
Energie hydraulique &fossile
Energie électriqueProduction de masse
Logique programmableTechniques communicantes
Logiciels deModélisationInternet Industriel
Conception virtuelleNumérisation, Internet industriel
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 18 sur 25
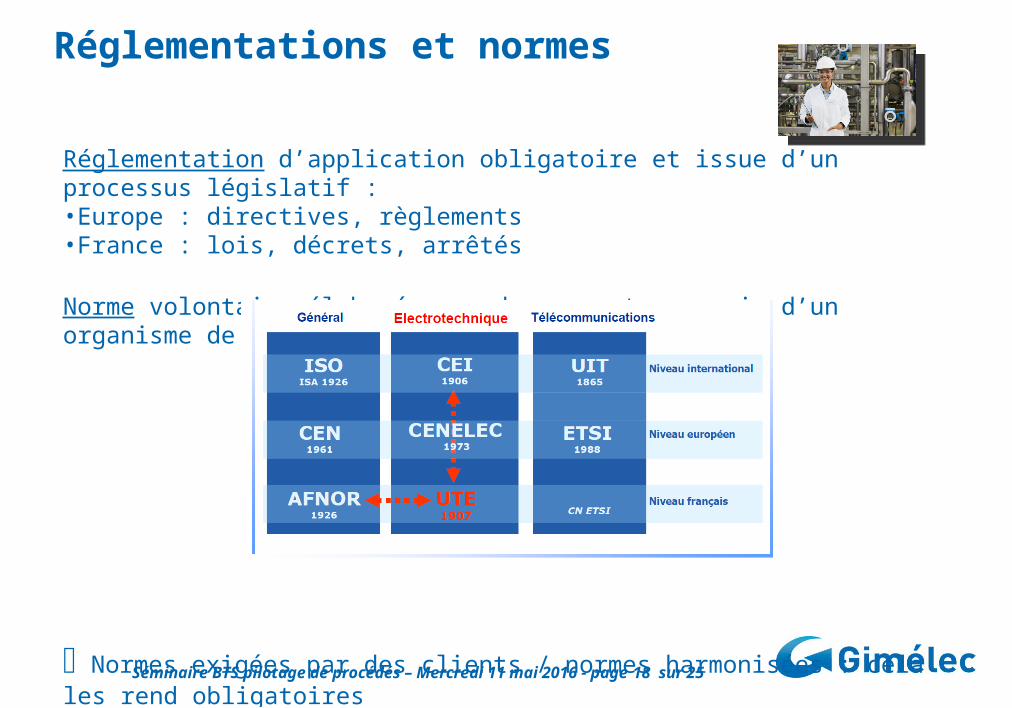
Réglementations et normes
Réglementation d’application obligatoire et issue d’un processus législatif : •Europe : directives, règlements•France : lois, décrets, arrêtés
Norme volontaire élaborée par des experts au sein d’un organisme de normalisation :
Normes exigées par des clients / normes harmonisées : cela les rend obligatoires
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 19 sur 25
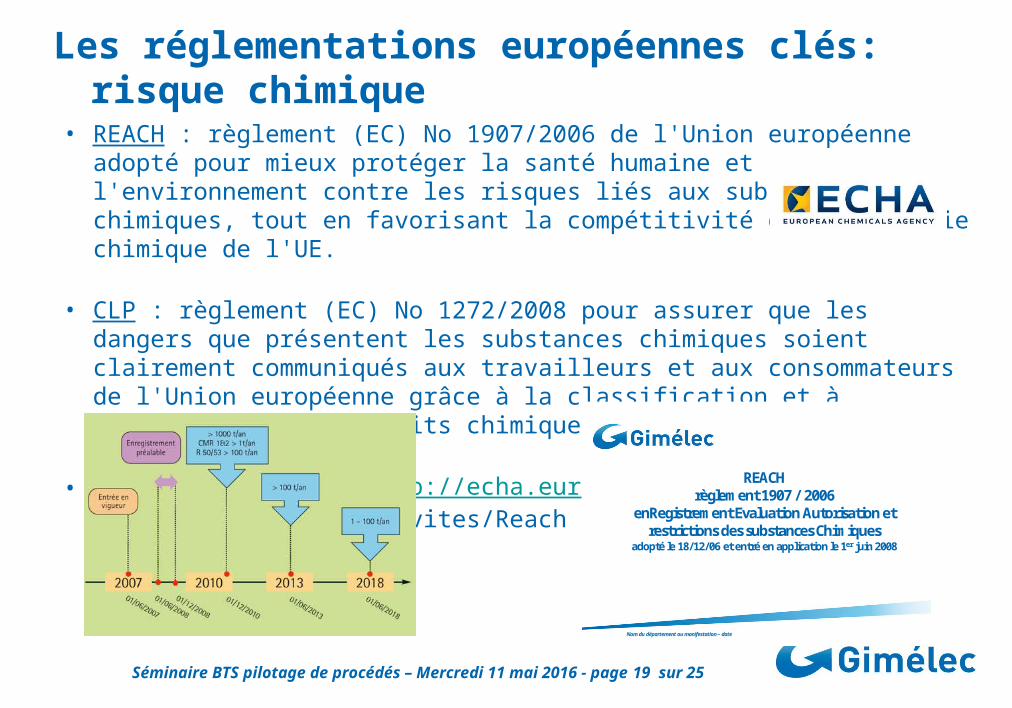
Les réglementations européennes clés: risque chimique
• REACH : règlement (EC) No 1907/2006 de l'Union européenne adopté pour mieux protéger la santé humaine et l'environnement contre les risques liés aux substances chimiques, tout en favorisant la compétitivité de l'industrie chimique de l'UE.
• CLP : règlement (EC) No 1272/2008 pour assurer que les dangers que présentent les substances chimiques soient clairement communiqués aux travailleurs et aux consommateurs de l'Union européenne grâce à la classification et à l'étiquetage des produits chimiques.
• Sites web utiles : http://echa.europa.eu/regulations ; http://www.uic.fr/Activites/Reach
Nom du département ou manifestation – date
REACHrèglement 1907 / 2006
enRegistrement Evaluation Autorisation et restrictions des substances Chimiques
adopté le 18/12/06 et entré en application le 1er juin 2008
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 20 sur 25
Les réglementations européennes clés : sécurité industrielle
directive SEVESO 3 2012/18/UE relative à la prévention des accidents majeurs Impose aux États membres d'identifier les sites industriels présentant des risques d'accidents majeurs, appelés « sites SEVESO », et d'y maintenir un haut niveau de prévention.
•obligation pour les industriels de caractériser leurs activités en fonction d'une nomenclature, appelée « nomenclature des installations classées pour la protection de l'environnement » et les déclarer auprès des services d’état ;•recensement par les États des établissements à risques (avec identifications des substances dangereuses) ;•réalisation d'études de danger par les industriels pour identifier tous les scénarios possibles d'accident, évaluer leurs conséquences et mettre en place des moyens de prévention ;•mise en place pour les établissements à risques d'une politique de prévention des accidents majeurs et de plans d'urgence interne et externe ;•coopération entre exploitants pour limiter les effets domino ;•maîtrise de l'urbanisation autour des sites ;•information des riverains ;•mise en place d'autorité compétente pour l'inspection des sites à risques (en France, l'inspection des installations classées pour l'environnement).
•Mots clés : Rapport sécurité et Étude des dangers, Réduction des risques à la source, Politique de prévention des risques majeurs, Système de gestion de la Sécurité, Plans d’opération interne POI et les Plans particuliers d’intervention PPI, PPRT (plan de prévention des risques technologiques)
•Sites web utiles : http://www.uic.fr/Activites/Securite-industrielle ; http://www.ineris.fr/ ;

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 21 sur 25
Les réglementations européennes clés: sécurité industrielledirective IED 2010/75/UE relative aux émissions industrielles (prévention des risques chroniques)parvenir à un niveau élevé de protection de l'environnement grâce à une prévention et à une réduction intégrées de la pollution provenant d'un large éventail d'activités industrielles et agricoles•le recours aux MTD dans l’exploitation des activités concernées. Les MTD doivent être le fondement de la définition des valeurs limites d’émission (VLE) et des autres conditions de l’autorisation.•le réexamen périodique des conditions d’autorisation.•la remise en état du site dans un état au moins équivalent à celui décrit dans un « rapport de base » qui décrit l’état du sol et des eaux souterraines avant la mise en service.•Mots clés : MTD Meilleures Techniques Disponibles (définies dans la directive) : techniques les plus efficaces en matière de protection de l’environnement dans son ensemble. Cela recouvre aussi bien des procédés de production, des installations de traitement des rejets que la substitution de produits chimiques ou bien encore des dispositions organisationnelles. Cela suppose d’avoir la possibilité de se procurer la technique, qu’elle soit effectivement mise en œuvre à l’échelle industrielle et que son coût soit acceptable au regard du secteur considéré. La directive énonce une liste de critères à prendre en considération pour la détermination des MTD.BREF Best available techniques REFerence document : les documents de référence MTD et de conclusions sur les MTD sont élaborés par le Bureau Européen de l’IPPC (EIPPCB). Ils contiennent :•un état des lieux technico-économique du secteur ;•un inventaire des techniques mises en œuvre dans le secteur lors de la rédaction du BREF ;•un inventaire des consommations et émissions associées ;•une présentation des techniques prétendantes aux MTD ;
• un choix de celles retenues comme MTD , qui doit comprendre : les MTD et leur description, les informations nécessaires pour évaluer leur applicabilité, les niveaux d’émission associés aux MTD (appelés NEAMTD ou BATAEL), les mesures de surveillance associées, les niveaux de consommation associés et, s’il y a lieu, les mesures pertinentes de remise en état du site.
•une présentation des techniques émergentes.
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 22 sur 25
Les réglementations européennes clés: sécurité industrielledirective atmosphère explosive ATEX 2014/34/UEDes obligations pour les employeurs : empêcher la formation des ATEX, éviter l’inflammation des ATEX, atténuer les effets néfastes de l’explosion des ATEX.
Pour satisfaire ces exigences, •évaluer les risques spécifiques créés par des ATEX, •en tenant compte de la probabilité de formation des ATEX, de la probabilité d’inflammation de ces ATEX, des substances utilisées, des procédés et de leurs interactions éventuelles, de l’étendue des conséquences prévisibles d’une explosion, •classer en zones les emplacements à risques où des ATEX peuvent se former ; ces zones sont définies en fonction de la fréquence et de la durée de la présence des ATEX, •installer dans ces zones des matériels électriques et non électriques conformes à la Directive ATEX •prendre des mesures techniques adéquates de prévention et de protection contre les effets des explosions,•prendre des mesures organisationnelles telles que la formation du personnel appelé à travailler dans les zones ATEX, •établir un document relatif à la protection contre les explosions (DRPCE...).
•Sites web utiles : http://www.uic.fr/Activites/Securite-industrielle ; http://www.ineris.fr/aida/sites/default/files/gesdoc/81878/Guide_IED.pdf/ ;

Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 23 sur 25
Les réglementations européennes clés : énergie
Directive Efficacité énergétique 2012/27/UE
un cadre commun de mesures pour la promotion de l’efficacité énergétique dans l’Union en vue d’assurer la réalisation du grand objectif (…) d’accroître de 20% l’efficacité énergétique d’ici à 2020 et de préparer la voie pour de nouvelles améliorations de l’efficacité énergétique au-delà de cette date".
•Les audits énergétiques obligatoires pour les grandes entreprises!•Un plan d’économies d’énergies suite à audit
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 24 sur 25
Les réglementations en France
• beaucoup de transpositions du droit européen dans le code de l’environnement, …
• Des particularités françaises dans l’interprétation et la transposition en lien avec un historique national : dans le code du travail, …
• Avoir une approche par thématique pour appréhender toutes ses dimensions de façon synthétique et pragmatique
Séminaire BTS pilotage de procédés – Mercredi 11 mai 2016 - page 25 sur 25
Merci de votre attention
Des questions?
@Gimélecyoutube.com/user/Gimelecscribd.com/Gimelec
linkedin.com/company/gim-leccslideshare.net/Gimelec
Gimélec
@Industrie_4_0
www.gimelec.fr