pour gagner en flexibilité le changement rapide d'outils · qualité totale… cette...
TRANSCRIPT
Pour gagner en flexibilité......Le changement rapide d'outils
Université MONTESQUIEU – BORDEAUX IVInstitut d’Administration des Entreprises
Master Sciences de Gestion et Management« Administration des Entreprises »
Promotion 2005-2006
- SOMMAIRE -
Introduction...............................................................................................................................3
I. La naissance d'une nouvelle méthode en gestion de la production...................................4
1. D'hier à aujourd'hui.....................................................................................................42. L'origine......................................................................................................................43. Le contexte..................................................................................................................5
II. Une méthode du juste à temps............................................................................................7
1. Définition....................................................................................................................72. Méthodologie..............................................................................................................83. Quelques éléments essentiels pour réussir la mise en œuvre de l’outil SMED........114. L’implication des opérateurs : un facteur important.................................................125. Les atouts et inconvénients du SMED......................................................................13
III. Exemples et applications du SMED dans la réalité.......................................................14
1. Exemples et résultats obtenus grâce au SMED.........................................................142. Applications du SMED en entreprises......................................................................18
Conclusion................................................................................................................................20
Annexe : Lexique de quelques termes utilisés......................................................................21
Références................................................................................................................................23
I N T R O D U C T I O N
Les entreprises se trouvent aujourd’hui dans une situation particulière où une bonnegestion de la production constitue un objectif majeur à atteindre. En effet, confrontées à unedemande des consommateurs de plus en plus exigeante en terme de délai et de qualité, lesentreprises se disputent continuellement les parts de marchés sur lesquels la concurrence resterude et où chacun tente de se démarquer.
Plus précisément, le secteur de la production est un des secteurs que l’entreprise sedoit vivement de prendre en considération puisque une gestion adaptée à la demande luipermettra de rencontrer de nombreuses opportunités sur le marché tout en cherchant à réduireses coûts. A ce titre, la production et la logistique sont actuellement marquées par ledéveloppement du juste à temps et la nécessité de réduire les stocks.
Dans un contexte où il est devenu indispensable de répondre rapidement auxévolutions de la demande tout en minimisant les coûts logistiques, la mise en oeuvre de laméthode SMED contribue à atteindre ces deux objectifs.
En effet, à l’instar d’autres méthodes telles que les kanbans, le takt time, les 5S ouencore la cellule en « U », la méthode SMED fait partie des principaux concepts de base del’approche juste à temps. L'application de la méthode SMED a pour objectif de minimiser lestemps de changement d'outils nécessaires au passage d'une série de production à une autre.
Combien d'heures passent les industries chaque année à régler leurs machines et àmettre en train leurs fabrications? Avez-vous déjà imaginé ce qu’elles pourraient faire de ces heures?
Le présent dossier aura donc pour objectif de présenter les grands aspects dufonctionnement de la méthode SMED. Nous essayerons ensuite d’illustrer notre recherche parquelques exemples de son application concrète au sein des entreprises.
3
I) La naissance d’une nouvelle méthode en gestion de production :
1) D’hier à aujourd’hui…
Jusqu’aux années 60, la gestion de production n’a pas vraiment fait l’objet d’études oud’analyses approfondies : l’atelier de production était considéré comme un secteur secondaire ;les sujets majeurs de préoccupations étaient alors davantage centrés sur l’informatisation quicommençait à se développer dans les entreprises et sur les structures de management.
Il y a quelques années encore on se préoccupait bien plus de la cadence instantanéedes machines que du temps nécessaire à leur mise en service, à la maintenance ou auchangement de série. Les équipements étaient parfois réglés pour plusieurs mois, voireplusieurs années. La diversification des produits, leur personnalisation et la mise en place destechniques de production au plus juste, de réduction des stocks et de flexibilisation, ontcontraint les industriels à réduire fortement leurs séries de fabrication. Les temps de mise entrain sont devenus alors des freins à la productivité et à la flexibilité.
Cependant, à l’heure actuelle, dans un contexte de forte compétitivité entre lesentreprises et de course à la production, de plus en plus d’industries tentent de baser leursobjectifs de croissance sur une amélioration,voire même une optimisation de leur système deproduction. Ainsi, la recherche d’une meilleure productivité industrielle reste la principalepréoccupation de la plupart des entreprises avec, désormais, des priorités bien connues :réduction des temps de cycle de production, flexibilité face aux aléas, maîtrise des coûts,qualité totale…Cette amélioration de la performance industrielle fait appel à plusieurs méthodes et techniquesqui permettent de mieux gérer et même d’optimiser l’automatisation, l’organisation de l’usineet l’ordonnancement des ateliers ou encore la réduction des coûts de production.
2) L’origine
La situation particulière des japonais, privée de presque toutes les ressources naturellesles a poussés et contraints à développer une aversion profonde pour toute forme de gaspillage.Suzaki propose un certain nombre de techniques pour éliminer ou réduire le gaspillage. Ainsil’accumulation par les occidentaux, de stocks inactifs et inutilisés sur de longues périodes detemps constitue une protection contre divers aléas. Par contre les japonais y voient desmatière accumulées qui immobilisent des capitaux, occupent de précieux espaces et sedétériorent par l’effet du temps ou des changement technologiques.
Un autre aspect sur lequel se sont penchés les japonais est le temps de mise en route,de préparation ou de lancement d’une machine ou d’un processus. Là aussi, les Occidentauxperçoivent ce temps comme un mal nécessaire et, pour réduire l’effet économique, ils lancentde longues séries de production. Les coûts de mise en route, distribués sur un grand nombred’unités produites, représentent alors un coût unitaire très acceptable. Inutile d’ajouter que laaussi les quantités excédentaire vont grossir les stocks en magasin.
Pour réduire significativement les temps de mise en route, donc pour réduire les coûtset accroître la flexibilité de production, S.Shingo, qualifié de Taylor de l’ère moderne, a lancéce qu’il a appelé la méthode SMED. Cette technique, née en 1950, quand Shingo faisait uneétude d’amélioration de la productivité chez Mazda, doit son nom au fait qu’il observa que les
4
presses de moulage créaient d’importants goulots d’étranglement, et que la direction songeaità en augmenter le nombre pour accroître la production. En réduisant les temps de réglage deces presses, la productivité augmenta considérablement.Par la suite chez Toyota, on réduisit le temps de réglage d’une presse de 1000t de 4h à 2h,puis de 2h à 3 minutes.
3) Le contexte
3.1. La révolution du juste à temps et Ecole de Toyota
Le juste à temps (JàT) est né à la suite du premier choc pétrolier. A cette époque, lesentreprises automobiles se sont retrouvées avec leurs parkings pleins de voitures invendues.L’automobile étant un produit à forte valeur ajoutée, les fabricants pensèrent que pour éviterd’accumuler des véhicules invendus, il ne fallait pas en produire plus que les consommateursen réclamaient.Une des premières entreprises à réagir lors de la crise qui suivit le choc pétrolier fut Toyota.M. Ohno, qui devait devenir le directeur technique de Toyota, expliquait que « lorsquel’entreprise s’est retrouvée avec ses parkings pleins de voitures invendues, il a fallu fairequelque chose et ce quelque chose, qui a pris des années pour se constituer en une doctrinecohérente, est la base de toutes les organisations modernes : on l’appelle le JUSTE-A-TEMPS » (Pimor, 2003).
L'APICS (Académie pour la Promotion Internationale de la Culture et de la Science)nous propose une définition plus complète et réaliste en définissant le JAT comme «unephilosophie de production basée sur l'élimination systématique des gaspillages etl'amélioration continue de la productivité ».
A travers tout le concept Juste à Temps (JàT), l'entreprise se tourne vers les besoinsprécis de sa clientèle. Il ne s'agit alors plus de favoriser les économies d'échelles par desvolumes de production surdimensionnés, puis de vendre ce qui a été fabriqué et stocké, maisde produire la quantité réellement désirée, avec comme objectif principal une réduction descoûts de production. Cette démarche passe par une élimination systématique des stocks et desen-cours de production avec des méthodes de gestion développées en grande partie au Japon,comme le kanban par exemple.
Plusieurs facteurs poussent les entreprises actuelles désireuses d'être compétitives àadopter une réduction massive des stocks et des en-cours de production. Il s’agit : d’uneconcurrence qui s'accroît par une multiplication des échanges régionaux, nationaux etinternationaux, des produits avec des cycles de vie de plus en plus courts, des besoins de plusen plus restrictifs qui nécessitent sans cesse un accroissement de la différenciation. En effet,l'amélioration continue de l'ensemble du système de production dans l'attente d'uneproductivité globale optimale est une obligation face à laquelle ces entreprises ne peuvent pasdéroger.
Dès lors, il est d'une grande importance de prendre en compte l'ensemble de ces facteurs et detrouver un moyen d'articuler l'entreprise autour de ces contraintes très divergentes. Laquestion qui se pose est la suivante : Comment traduire au mieux, par une organisation de lalogistique adéquate, le nombre toujours plus élevé de références dans un temps de réponsecontinuellement plus faible ?
5
Cette démarche d'organisation de la production, a pour objectif de réduire les coûts et lesdélais, d'améliorer la qualité en utilisant des techniques de productions à flux tendus, c'est àdire sans attente ni stock.Les critères du JàT sont résumés par la loi des cinq zéros : zéro stock, zéro délai, zéro défaut,zéro panne, zéro papier.Ces objectifs sont difficiles à atteindre car il faut éliminer complètement les encours mais ilsproposent un but qui pousse à la rationalisation. Les japonais ont montré que la réduction desstocks et des délais crée un environnement favorable à la baisse des coûts, à associer àl'exigence de la qualité de production.
La méthode JàT vise essentiellement quatre résultats : une diminution des stocks de toute nature, mais plus particulièrement de ceux situés
entre les postes de travail (les en-cours) ; exemple : on n'achète que les matièresnécessaires à la production
une diminution des coûts globaux résultant des réglages, des manutentions, et desstocks. Il ne suffit pas de produire JàT ; il faut surtout produire moins cher que sesconcurrents
une diminution du cycle de fabrication, qui raccourcit le délai de livraison d'unecommande ; exemple : on ne fabrique que les produits commandés, c'est le client quifixe la production
une augmentation de la flexibilité ; exemple : la production doit pouvoir s'adapter àtoute variation de la demande.
Une autre conception intimement liée au JAT c’est la qualité. En effet, est-il légitimed'aborder le JàT sans chercher à comprendre et mettre en place une politique de qualitétotale ?Dans un processus automatisé, toute pièce doit être aux normes et doit entrer dans la machinedans les conditions prévues et au moment prévu. L’automatisation n’implique pas seulementla rigueur des processus, mais aussi la conformité de tous les éléments qui interviennent dansle processus de production. Toutes les qualités requises des pièces doivent être contrôlées dèsleur fabrication, d’où l’existence de cahiers de charges très précis.Dès lors, l’école de Toyota a dû inventer le TQC (Total Quality Control), en vue de vérifier enpermanence les caractéristiques de ce qu’on produit.
3.2. Les facteurs de succès opérationnels du JàT
- La gestion des approvisionnements- La gestion de la production- L'aménagement de l'usine- La qualité
Le juste à temps est donc très différent de la production de masse, qui a pour objectif defabriquer plusieurs gros lots d'un même produit, lesquels sont par la suite entreposés jusqu'àce qu'un client passe une commande. La philosophie du JAT repose plutôt sur la fabrication deplusieurs produits en petites quantités afin de mieux répondre aux besoins des clients. Cettephilosophie, en fait, s'appuie sur l'amélioration continue de la qualité et de la productivité
6
dans toutes les activités de l'entreprise et est soutenue par deux grands principes, soitl'élimination du gaspillage, partout dans l'entreprise, et le respect de la personne.
3.3 Le juste à temps s’attaque à sept types de gaspillages
Lorsque les dirigeants d'une entreprise décident de s'engager dans une démarche JAT,ils doivent être conscients que les approches ne fonctionnent que si les processus ont d'abordété analysés et que les activités sans valeur ajoutée ont été éliminées.
Les types de gaspillages à éliminer : La surproduction Le transport et la manutention Les transformations inutiles du produit Les stocks de surplus Les mouvements inutiles Les défauts de fabrication L'attente
Les attentes intolérables sont les arrêts dus à des défaillances d'équipements ou auxchangements de séries.
Les premières sont combattues à l'aide de la Maintenance Productive Totale (TPM), à l'automaintenance… Les secondes sont progressivement éliminées à l'aide de méthodes dechangement rapide d'outils, le SMED.
II)- Une Méthode du juste à temps : LE SMED
Le juste à temps impose de disposer de lots de chaque élément à assembler. Onvoudrait bien entendu avoir des lots très petits mais souvent, lorsqu’on met en fabrication unlot, on doit changer l’outillage ou le réglage de la machine, si l’on a fabriqué autre choseauparavant. Le temps de démarrage est souvent générateur de pièces non conformes ; unesolution à ce problème consiste à réduire le temps d’outillage : c’est le SMED,
1) Définition
E n gestion de la production, SMED est l'abréviation de Single Minute Exchange ofDie, et qui peut être traduit par : changement d’outil en (quelques) minutes.
L e SMED est une méthode d’organisation qui cherche à réduire de façon systématique letemps de changement de série, avec un objectif quantifié, (norme AFNOR NF X50-310).Cette méthode consiste à changer l’outil en un temps en minutes exprimable par un nombred’un seul chiffre.
La méthode SMED est utilisée dans le cadre de changements de fabrication. Elle a
7
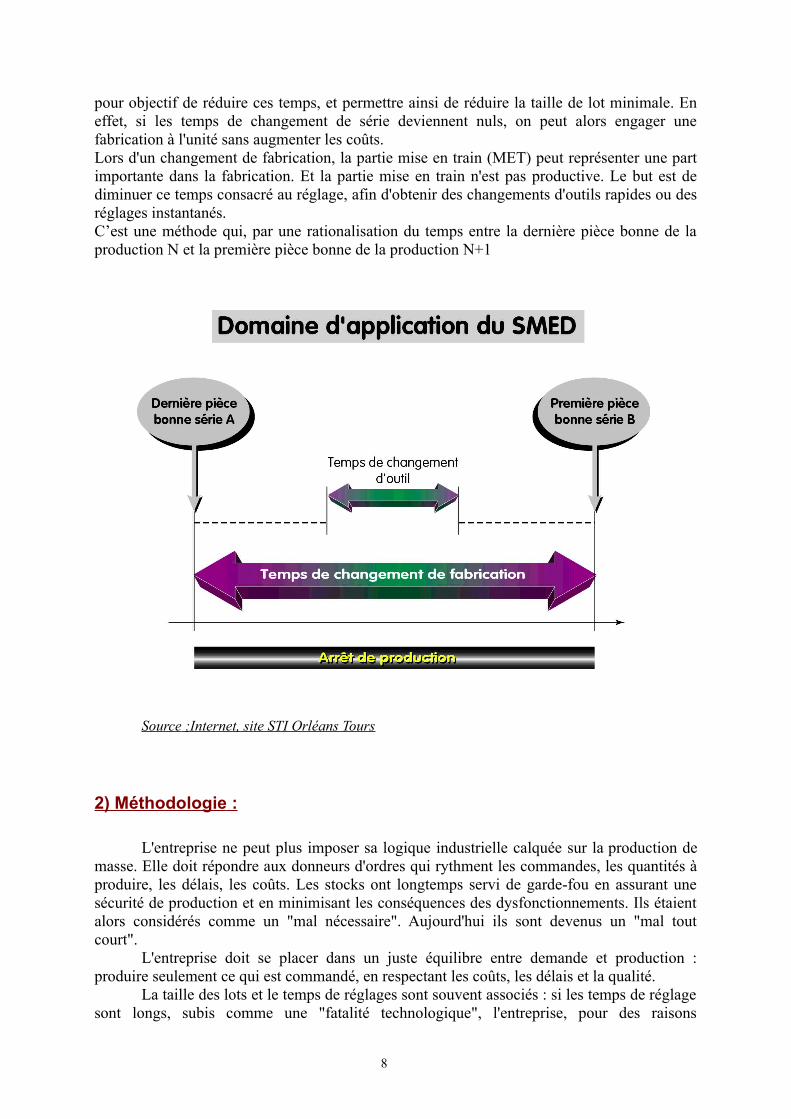
pour objectif de réduire ces temps, et permettre ainsi de réduire la taille de lot minimale. Eneffet, si les temps de changement de série deviennent nuls, on peut alors engager unefabrication à l'unité sans augmenter les coûts.Lors d'un changement de fabrication, la partie mise en train (MET) peut représenter une partimportante dans la fabrication. Et la partie mise en train n'est pas productive. Le but est dediminuer ce temps consacré au réglage, afin d'obtenir des changements d'outils rapides ou desréglages instantanés.C’est une méthode qui, par une rationalisation du temps entre la dernière pièce bonne de laproduction N et la première pièce bonne de la production N+1
Source :Internet, site STI Orléans Tours
2) Méthodologie :
L'entreprise ne peut plus imposer sa logique industrielle calquée sur la production demasse. Elle doit répondre aux donneurs d'ordres qui rythment les commandes, les quantités àproduire, les délais, les coûts. Les stocks ont longtemps servi de garde-fou en assurant unesécurité de production et en minimisant les conséquences des dysfonctionnements. Ils étaientalors considérés comme un "mal nécessaire". Aujourd'hui ils sont devenus un "mal toutcourt".
L'entreprise doit se placer dans un juste équilibre entre demande et production :produire seulement ce qui est commandé, en respectant les coûts, les délais et la qualité.
La taille des lots et le temps de réglages sont souvent associés : si les temps de réglagesont longs, subis comme une "fatalité technologique", l'entreprise, pour des raisons
8
économiques évidentes, grossit la taille des lots. La production est réalisée par anticipation etla réactivité aux commandes est mauvaise.
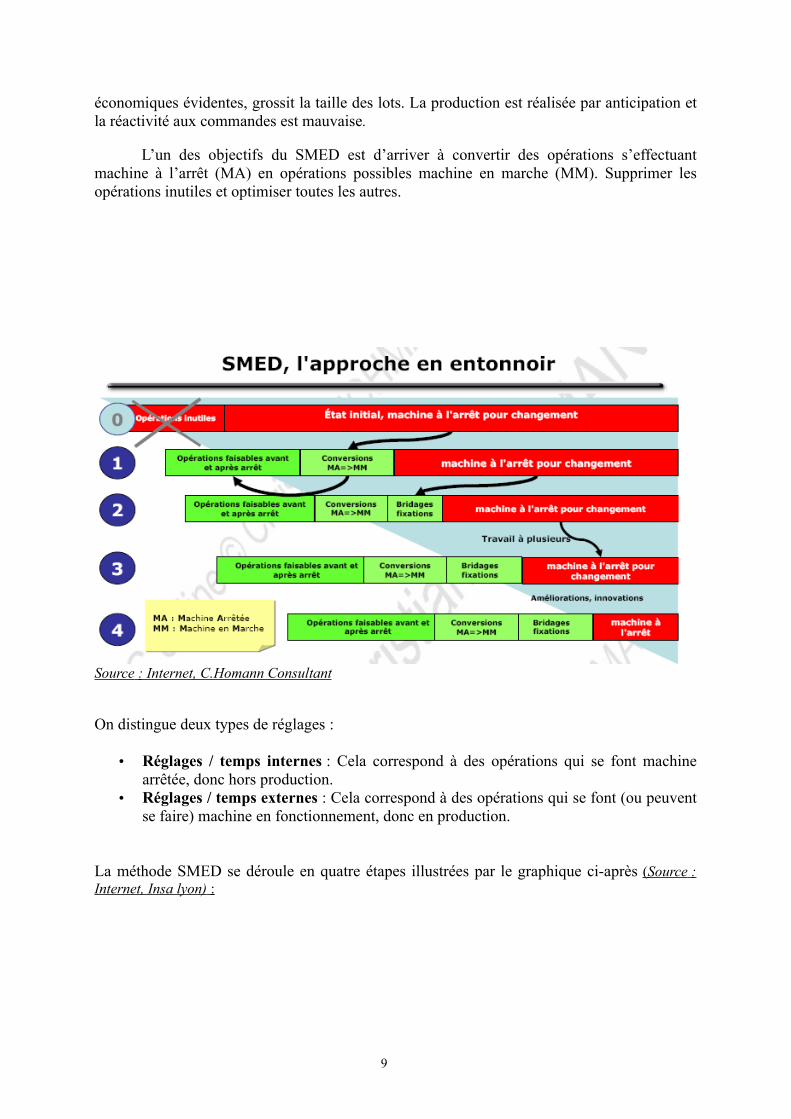
L’un des objectifs du SMED est d’arriver à convertir des opérations s’effectuantmachine à l’arrêt (MA) en opérations possibles machine en marche (MM). Supprimer lesopérations inutiles et optimiser toutes les autres.
Source : Internet, C.Homann Consultant
On distingue deux types de réglages :
Réglages / temps internes : Cela correspond à des opérations qui se font machinearrêtée, donc hors production.
Réglages / temps externes : Cela correspond à des opérations qui se font (ou peuventse faire) machine en fonctionnement, donc en production.
La méthode SMED se déroule en quatre étapes illustrées par le graphique ci-après ( Source :Internet, Insa lyon) :
9
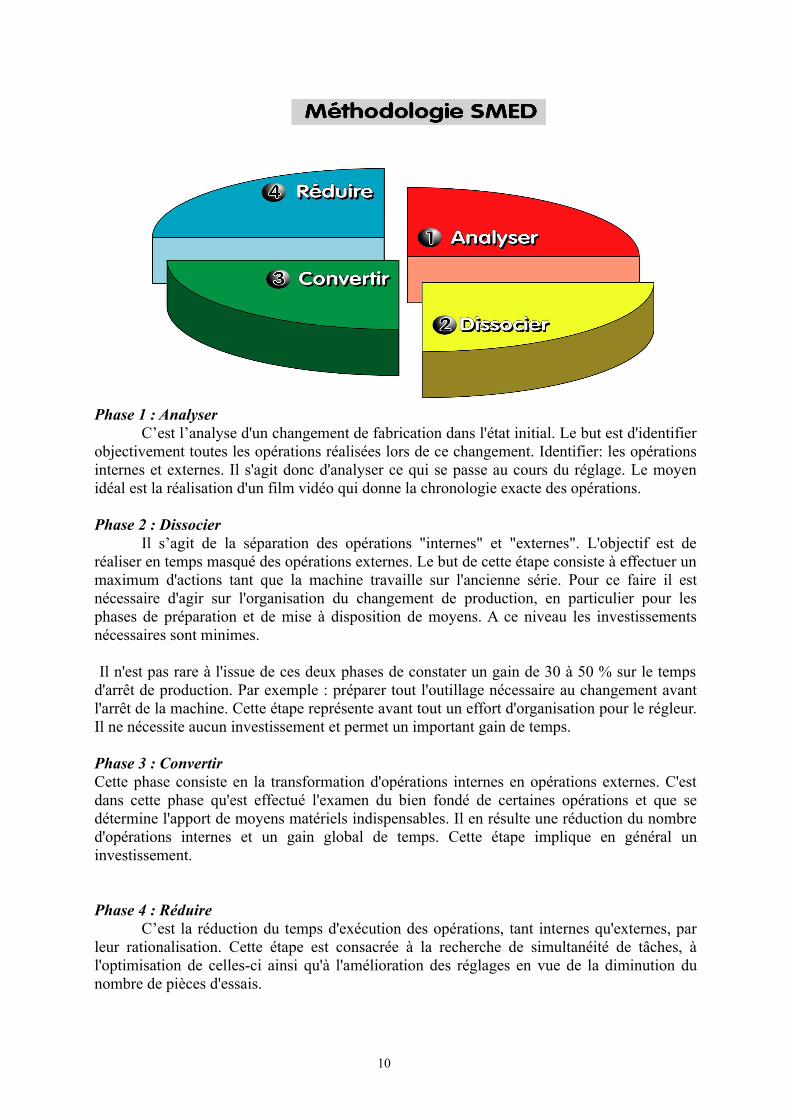
Phase 1 : AnalyserC’est l’analyse d'un changement de fabrication dans l'état initial. Le but est d'identifier
objectivement toutes les opérations réalisées lors de ce changement. Identifier: les opérationsinternes et externes. Il s'agit donc d'analyser ce qui se passe au cours du réglage. Le moyenidéal est la réalisation d'un film vidéo qui donne la chronologie exacte des opérations.
Phase 2 : DissocierIl s’agit de la séparation des opérations "internes" et "externes". L'objectif est de
réaliser en temps masqué des opérations externes. Le but de cette étape consiste à effectuer unmaximum d'actions tant que la machine travaille sur l'ancienne série. Pour ce faire il estnécessaire d'agir sur l'organisation du changement de production, en particulier pour lesphases de préparation et de mise à disposition de moyens. A ce niveau les investissementsnécessaires sont minimes.
Il n'est pas rare à l'issue de ces deux phases de constater un gain de 30 à 50 % sur le tempsd'arrêt de production. Par exemple : préparer tout l'outillage nécessaire au changement avantl'arrêt de la machine. Cette étape représente avant tout un effort d'organisation pour le régleur.Il ne nécessite aucun investissement et permet un important gain de temps.
Phase 3 : ConvertirCette phase consiste en la transformation d'opérations internes en opérations externes. C'estdans cette phase qu'est effectué l'examen du bien fondé de certaines opérations et que sedétermine l'apport de moyens matériels indispensables. Il en résulte une réduction du nombred'opérations internes et un gain global de temps. Cette étape implique en général uninvestissement.
Phase 4 : RéduireC’est la réduction du temps d'exécution des opérations, tant internes qu'externes, par
leur rationalisation. Cette étape est consacrée à la recherche de simultanéité de tâches, àl'optimisation de celles-ci ainsi qu'à l'amélioration des réglages en vue de la diminution dunombre de pièces d'essais.
10
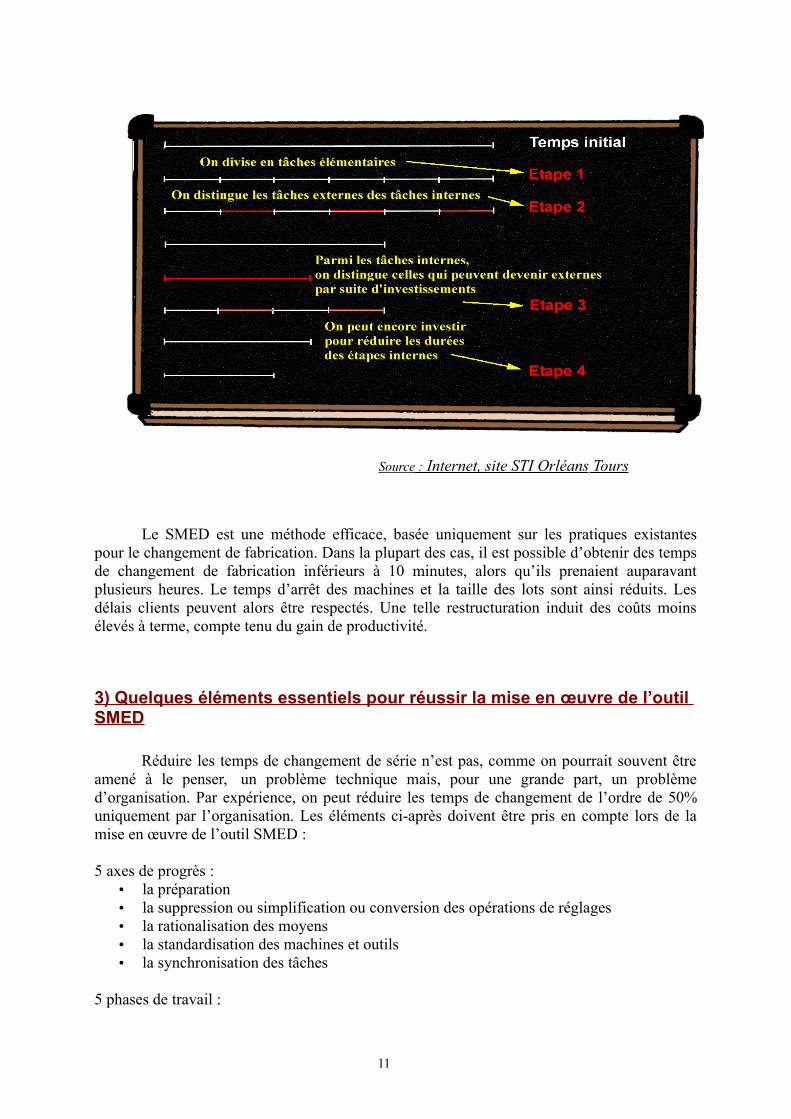
Le SMED est une méthode efficace, basée uniquement sur les pratiques existantespour le changement de fabrication. Dans la plupart des cas, il est possible d’obtenir des tempsde changement de fabrication inférieurs à 10 minutes, alors qu’ils prenaient auparavantplusieurs heures. Le temps d’arrêt des machines et la taille des lots sont ainsi réduits. Lesdélais clients peuvent alors être respectés. Une telle restructuration induit des coûts moinsélevés à terme, compte tenu du gain de productivité.
3) Quelques éléments essentiels pour réussir la mise en œuvre de l’outil SMED
Réduire les temps de changement de série n’est pas, comme on pourrait souvent êtreamené à le penser, un problème technique mais, pour une grande part, un problèmed’organisation. Par expérience, on peut réduire les temps de changement de l’ordre de 50%uniquement par l’organisation. Les éléments ci-après doivent être pris en compte lors de lamise en œuvre de l’outil SMED :
5 axes de progrès : la préparation la suppression ou simplification ou conversion des opérations de réglages la rationalisation des moyens la standardisation des machines et outils la synchronisation des tâches
5 phases de travail :
11
Source : Internet, site STI Orléans Tours
Observer Organiser Mettre en place et s’entraîner Améliorer Standardiser
Les incontournables Check-list, modes opératoires Validations sur le terrain Mise en œuvre d’idées d’améliorations simples Etat d’esprit KAIZEN L’implication et la participation de tous Les 5S
Un maître mot: la simplification, rendre le changement de série accessible aux opérateurs etopératrices, afin de rendre les productions encore plus autonomes.- Il est toujours possible de réduire les temps de changement de référence- L’amélioration est infinie.
4) L’implication des opérateurs : un facteur important
Pour augmenter le nombre de changements, il faut réussir à réduire les temps dechangements (changements de moules pour des presses, changements de série en assemblage,etc., qui sont autant de temps de non-production).
La logique est certes imparable mais, en pratique, beaucoup d'usines stagnent sur unpallier après les progrès initiaux, qu'il s'agisse d'équipements capacitaires ou d'assemblage.L’accélération des changements d’outils est une discipline difficile.
Les monteurs-régleurs ne sont jamais assez nombreux pour assumer cette charge detravail supplémentaire. De surcroît, pour réduire les temps de changement, on est le plussouvent conduit à faire effectuer à deux un travail qui se faisait seul jusque là : où trouver ledeuxième homme ?
Les responsables d’usine qui ont réussi le pari du SMED nous disent que la solutionest simple : impliquer les opérateurs dans le changement, ce qui libère du temps aux régleurs,et permet à ces derniers de se concentrer sur les opérations plus délicates, les réglages fins,etc. Simple en théorie… Mais l'implication des opérateurs dans le changement ne se faitjamais facilement. Il ne s'agit pas d'une question technique car on voit assez vite ce quel'opérateur pourrait faire pour assister le régleur. Le problème est plutôt que, du fait del’organisation en place, l'opérateur est rarement familiarisé avec la machine qu’il utilise.
Pour impliquer les opérateurs dans les changements, il faut au préalable réussir àresponsabiliser les opérateurs en équipes sur des groupes d'équipement stables. Sous-jacent auproblème du SMED, il y a la question des équipes autonomes. Cette responsabilisation passe tout d'abord par le 5S, grâce auquel les opérateurs sefamiliarisent intimement avec les machines et sont prêts à aider lors des changements.Pourquoi alors ne pas systématiser les équipes autonomes en définissant des zones "5S" oùune équipe d'opérateurs est responsable de plusieurs machines ? C’est le souci de flexibilitéqui en empêche, bien entendu ! Flexibilité de la main d’œuvre, puisqu'on travaille avec denombreux intérimaires qu'il est difficile de responsabiliser. Flexibilité des tâches, ensuite,puisqu’on veut pouvoir redéfinir à tout moment l'allocation des opérateurs dans l'atelier.
12
Toyota insiste lourdement sur la notion d'équipe. La sociologue Terry Bresser a mêmecaractérisé l'ensemble de l'approche sociale de Toyota comme la systématisation du modèle del'équipe à tous les niveaux. Et pourtant, nous voyons tant de tentatives de mise en place dulean en partant des outils (kanban, kaizen, SMED, value stream mapping) qui considèrent queces dimensions organisationnelles seront abordées "plus tard", quand l'usine sera "mûre".Malheureusement, si l’on ne prend pas ces aspect en compte des le départ, les gains obtenuspar l’application des outils ne sont pas pérennes.
5) Les atouts et inconvénients du SMED
Les atouts de la méthode sont identifiables par les caractéristiques suivantes :
1. Augmentation de la productivité et de la capacité de production 2. Augmentation de la flexibilité de la production 3. Amélioration de la qualité 4. Coûts diminués 5. Réduction des stocks 6. Élimination des erreurs de réglage 7. Diminution du nombre de rebuts et de pièces de réglage 8. Confort et travail rationnel des régleurs 9. Nettoyage simplifié
En outre, un atout majeur du SMED est qu'il exige une bonne communication entre lesdifférents départements de l'entreprise. S'il s'agit par exemple de modifier l'outillage pourréduire les temps de changement de fabrication, il sera nécessaire d'impliquer le bureautechnique, mais aussi le service qualité et si possible un membre de l'encadrement supérieur.Plus l'équipe impliquée est pluridisciplinaire, plus les résultats de son travail serontperformants.
La mise en place du SMED est onéreuse. En effet, il en découle des coûts internesdifficilement quantifiables, qu’il s’agisse de la main d’œuvre impliquée ou des gains deproductivité réalisés. Cependant, vu les gains obtenus en terme de productivité, les dirigeantsd’entreprises estiment que c’est une démarche qui mérite d’être mise en place. Tel est le casde Nicolas Yatzimirsky, directeur industriel de Saint-Gobain Isover pour l’Europe del’Ouest : « Nous sommes tous là pour avancer. Quant aux investissements réalisés depuis lamise en place de la démarche, ils ont permis des progrès difficilement quantifiables, mais quenous n’aurions objectivement pas atteints sans elle ».
Les gains par le SMED sont souvent spectaculaires mais il est important de connaîtreles piéges à éviter. Dégager du temps utile pour une machine ou un process améliore son rendement, mais peutdans bien des cas retarder ou même rendre inutile des investissements capacitaires.
13
Être plus flexible est de plus en plus nécessaire, la nouvelle donne économique nousimpose sa loi. Il vaut mieux procéder graduellement, se fixer des objectifs réalistes, mêmemodestes pour le début.
Suivre les quatre phases et enregistrer les progrès à chacune d'elle, puis reprendre lamême démarche avec un objectif plus ambitieux et réitérer jusqu'à ce que les efforts à fournirdeviennent prohibitifs par rapport aux gains escomptés.
Il ne faut pas penser que le principe du SMED n'est applicable qu'à l'industrie, auxmachines et ateliers automatisés. Les notions de changement rapide d'outil, de série ou de lotsont confondues. Les changements de fabrication sur une ligne d'assemblage manuel, où ilfaut ré-agencer les postes, remplacer les outillages et gabarits spécifiques obéissent auxmêmes impératifs et la méthode est parfaitement applicable. On peut appliquer le SMED dansune boulangerie, au moulage plastique et pourquoi pas dans un bureau ?
Il semble néanmoins important, avant de d'engager la démarche SMED et afin d'enassurer le succès, de prévenir du "piège".
Dans un environnement industriel, les points d'amélioration potentiels sont nombreux.On pourrait même améliorer indéfiniment. Or le temps, les moyens techniques, financiers ethumains sont toujours limités. Se jeter sur le SMED et vouloir l'appliquer partout, sansréflexion préalable est "dangereux". Il convient en effet de distinguer dans le process lespostes ou machines qui méritent le SMED.
Vouloir en faire trop est un piège. Une démarche SMED ne doit pas avoir pour butd'établir une performance pour la performance, mais doit contribuer à générer plus de profitspour l'entreprise.
III) Exemples et applications du SMED dans la réalité :
1) Exemples et résultats obtenus grâce au SMED
Exemple de SMED
14
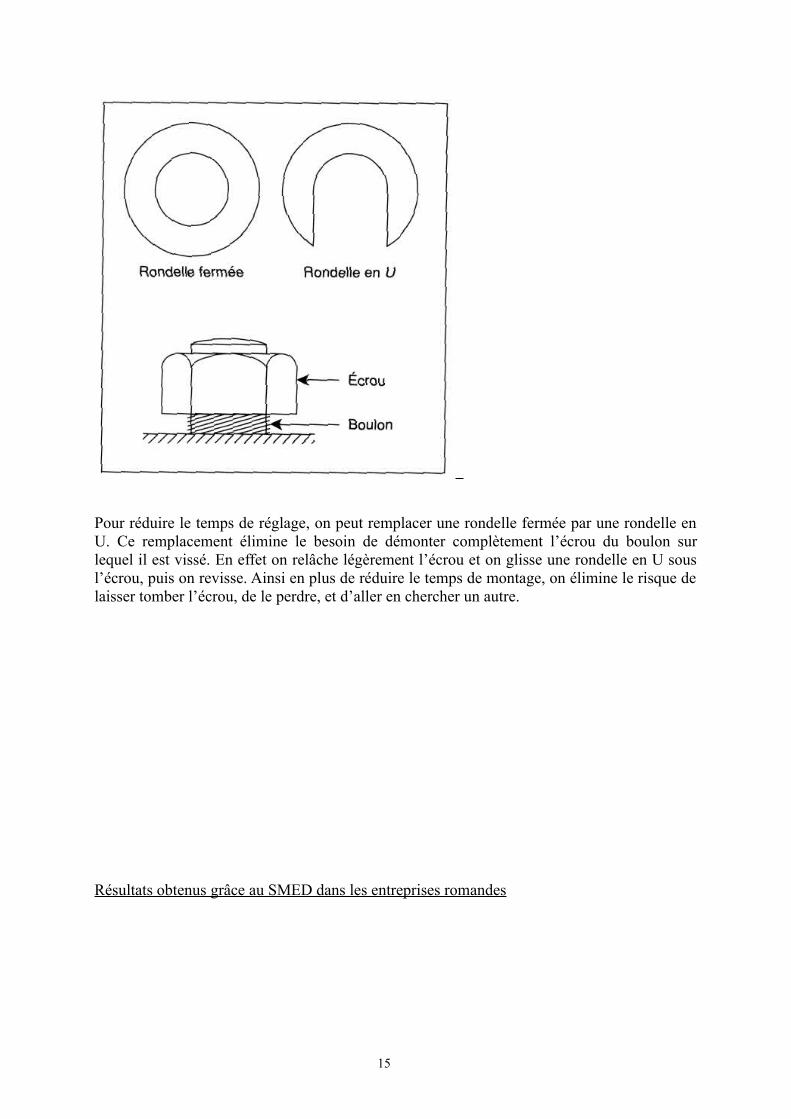
Pour réduire le temps de réglage, on peut remplacer une rondelle fermée par une rondelle enU. Ce remplacement élimine le besoin de démonter complètement l’écrou du boulon surlequel il est vissé. En effet on relâche légèrement l’écrou et on glisse une rondelle en U sousl’écrou, puis on revisse. Ainsi en plus de réduire le temps de montage, on élimine le risque delaisser tomber l’écrou, de le perdre, et d’aller en chercher un autre.
Résultats obtenus grâce au SMED dans les entreprises romandes
15
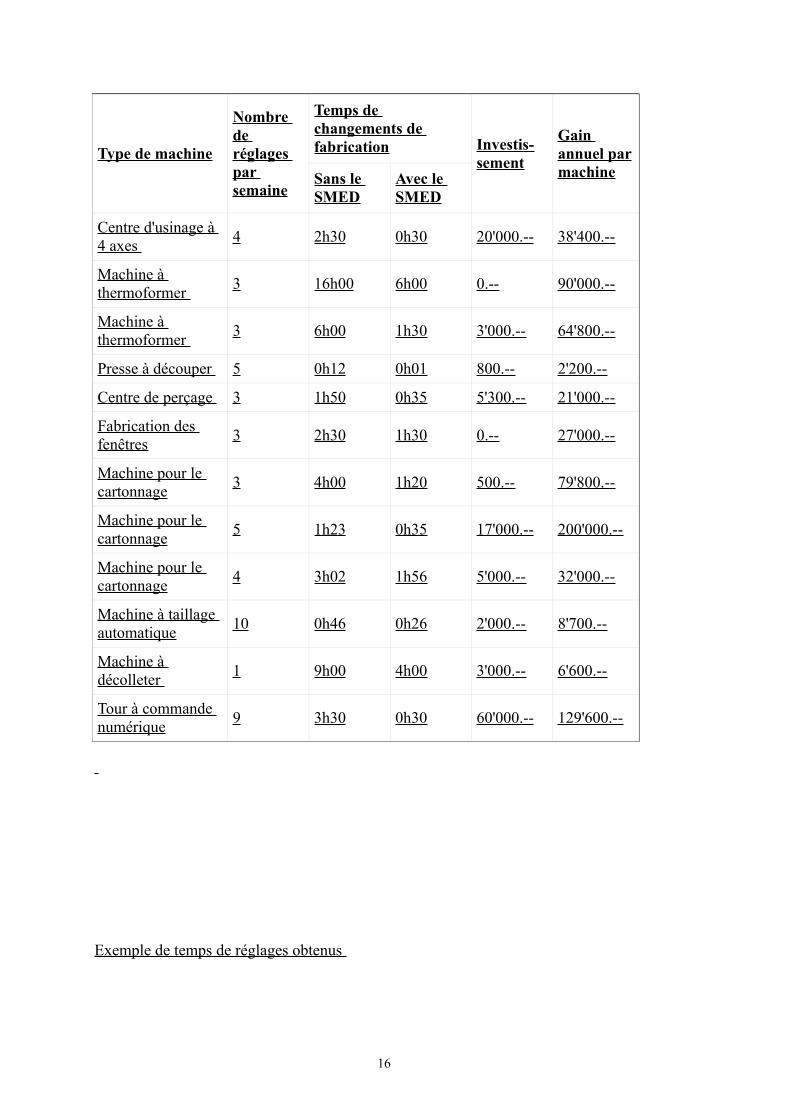
Type de machine
Nombre de réglages par semaine
Temps de changements de fabrication Investis-
sement
Gain annuel parmachineSans le
SMEDAvec le SMED
Centre d'usinage à 4 axes
4 2h30 0h30 20'000.-- 38'400.--
Machine à thermoformer
3 16h00 6h00 0.-- 90'000.--
Machine à thermoformer
3 6h00 1h30 3'000.-- 64'800.--
Presse à découper 5 0h12 0h01 800.-- 2'200.--
Centre de perçage 3 1h50 0h35 5'300.-- 21'000.--
Fabrication des fenêtres
3 2h30 1h30 0.-- 27'000.--
Machine pour le cartonnage
3 4h00 1h20 500.-- 79'800.--
Machine pour le cartonnage
5 1h23 0h35 17'000.-- 200'000.--
Machine pour le cartonnage
4 3h02 1h56 5'000.-- 32'000.--
Machine à taillage automatique
10 0h46 0h26 2'000.-- 8'700.--
Machine à décolleter
1 9h00 4h00 3'000.-- 6'600.--
Tour à commande numérique
9 3h30 0h30 60'000.-- 129'600.--
Exemple de temps de réglages obtenus
16

L’exemple ci-après illustre les temps de réglages internes et externes obtenus aprèsapplication de l’outil SMED. Ces temps résultent d’une expérience menée à l’école detechnologie supérieure de Montréal.
SM EDS M E D
N o D u ré e (s e c ) M o ye n s d e ré d u c tio né lé m e n t D e sc r ip tio n d e l 'é lé m e n t In te rn e E x te rn e
1 A lle r c h e rc h e r la c lé à m o le t te 5 0 5 0 P ré p o s it io n n e r c lé2 D é v is s e r le s b o u lo n s d e c o n tre - fo u rc h e 4 5 4 5 R é d u ire3 R e tire r le s g o u p ille s d e fo u rch e s 2 4 0 2 4 0 R é d u ire4 P o s it io n n e r la g ru e 8 5 8 5 N o u v e a u m o y e n m a n u te n tio n5 A cc ro c h e r e t s o u le v e r le s fo u rc h e s 11 0 11 06 D é p la c e r e t d é p o s e r a u s o l le s fo u rc h e s 11 5 11 57 A lle r c h e rc h e r le s n o u v e lle s fo u rc h e s 11 2 5 11 2 5 M a n u te n t io n n a ire e n a v a n c e8 S o u le v e r la co n tre - fo u rc h e 1 0 5 1 0 59 D é p la c e r e t d é p o s e r a u s o l la c o n tre -fo u rc h e 4 0 4 0
1 0 A lle r c h e rc h e r la n o u v e lle c o n tre - fo u rc h e 3 3 0 3 3 0 M a n u te n t io n n a ire e n a v a n c e11 P o s it io n n e r la n o u v e lle c o n tre -fo u rc h e 4 0 4 01 2 V is s e r le s b o u lo n s d e c o n tre -fo u rc h e 8 5 8 5 R é d u ire1 3 D é p la c e r le s n o u v e lle s fo u rch e s 2 4 0 2 4 01 4 D é c ro c h e r le s c h a în e s e t p o s it io n n e r le s fo u rc h e s4 5 4 51 5 In s é re r le s g o u p ille s d e fo u rc h e s 4 8 0 4 8 0 R é d u ire
Te m p s to ta l 3 1 3 5 1 5 4 5 1 5 9 0% re s p e c t if in te rn e / e x te rn e 4 9 % 5 1 %
Source : département de génie de la production automatisée, Ecole de TechnologieSupérieure, Montréal
17
2) Applications du SMED en entreprises
Entreprise de Plasturgie
Dans un contexte concurrentiel accru avec une conjoncture défavorable, la réactivité etles gains de productivité deviennent primordiaux pour la PMI de Plasturgie. En effet, lapression qui s’exerce actuellement sur tous les acteurs de la filière incite à des améliorationsde performance et à une plus grande réactivité à coût supportable pour la structure déjàfragile.Consciente de ces enjeux, la Filière Plasturgie en Picardie s’appuie sur une prospectionsoutenue et sur la perception de l’animateur et des signataires du Contrat de Filière, pourproposer aux entreprises d’injection plastique une action collective sur le SMED (changementrapide d’outillage).
Le SMED s’adresse à toutes les entreprises industrielles concernées par des changementsfréquents d’outillage. En Plasturgie, cette technique pourra servir les intérêts des petitesentreprises d’injection positionnées sur des petites séries répétitives et/ou pressées par desproductions en « just in time ».
La filière Plasturgie propose une Formation-Action collective aux entreprises picardesd’injection plastique. L’action construite sur mesure devra permettre :- des gains de productivité immédiats sur les changements de fabrication ;- une appropriation de la méthode favorisant le transfert vers d’autres productions ;- d’appréhender les aménagements nécessaires à la mise en place du SMED dans l’atelier ;- de sensibiliser aux outils de la qualité ;- de favoriser les échanges inter-entreprises.L’action démarrera dès la constitution d’un groupe de cinq entreprises intéressées par ladémarche. Le CRITT Polymères assurera le portage et l’animation de cette action. L’Etat et leConseil Régional de Picardie apporteront leur soutien pour réduire la participation financièredes entreprises, sous réserve du respect des critères d’éligibilité.
Searle Industrie : le Canderel sans délai
Près de 120 000 flacons de sucre artificiel par jour. La filiale française du groupeaméricain vient d’introduire la production en juste à temps.Appartenant à un grand groupe pharmaceutique, Searle Industrie fabrique en France le sucreCanderel, soit 120 000 flacons par jour sur des lignes de fabrication installées en avril 1991.L’usine qui emploie 250 personnes fonctionne en juste-à-temps. Objectif : Le service au client en qualité de délais. Pour ce faire, elle utilise la techniquejaponaise de type SMED, conséquence du juste-à-temps, qui cohabite avec un système deGPAO (gestion de production assistée par ordinateur) construit sur mesure.Stock de sécurité : les informations sont saisies au jour le jour par un des huit opérateurspolyvalents qui forment les équipes fonctionnant en deux fois huit heures. Le programme deproduction est établi sur un mois. Les achats sont déclenchés par une télécopie transmise auxdeux fournisseurs principaux (poudre et flacon d’emballage) qui répond avec un accusé deréception. Des fournisseurs qui ont signé une charte de qualité avec Searle Industries’engageant à respecter un niveau de qualité adéquat. « Nous pouvons ainsi minimiser nos
18
temps de contrôle et de livrer plus rapidement les produits », précise Alexandre Ruiz,directeur de Searle Industrie.
Saint –Gobain Isover : le leader mondial de l’isolation prend un nouvel élan
C’est le site d’orange dans le Vaucluse qui a bénéficié de ce véritable coûtd’accélérateur donné aux performances industrielles, afin de résister sur un marchéextrêmement concurrentiel.Cette entreprise a voulu développer une véritable culture du progrès qui vienne du terrain enassociant opérateurs et agents de maîtrise. Elle a choisi de se faire assister par AgamusConsult. « Pour favoriser l’implication du terrain, nous avons décidé de mettre en place desdémarches d’amélioration de type 5S, TPM (Total Productive Maintenance) et SMED »,explique Jean-Louis Lubrano, directeur associé du cabinet conseil.La ligne de production a ainsi été remise en question : modification de l’organisation desespaces de travail pour l’amélioration de l’hygiène, de la sécurité et de la performance,perfectionnement de la disponiblité des équipes avec le développement de la maintenanceautonome ou encore l’amélioration des temps de changement de fabrication.« Nous avons choisi une méthode qui nous permette d’être le plus efficace possible dans lesmeilleurs délais », précise Jean-Louis Lubrano.Depuis la mise en place du SMED, le temps de démarrage d’une nouvelle ligne ne prend plusque 10 jours, contre 45 auparavant.
De nombreux groupes, tels que Danone et Nestlé, recherchent souvent des personnesayant des compétences sur le modèle SMED. Ceci nous amène à penser que cette méthode estaussi utilisée sur les sites de fabrication de ces entreprises.
19
C O N C L U S I O N
La méthode SMED est donc un concept qui présente de nombreux atouts pour lagestion de la production de l’entreprise tels qu’une augmentation de la productivité, de laflexibilité de la production, une amélioration de la qualité, ou encore une réduction des stockset coûts et une élimination des erreurs de réglage.
Cependant, son bon fonctionnement dépend avant tout d’une communication dequalité entre les différents départements de l’entreprise. En effet, il est souvent nécessaired’impliquer plusieurs services de l’entreprise et de savoir les coordonner afin d’obtenir desrésultats les plus performants.
D’autre part, un aspect quelque peu pénalisant de la méthode SMED concerne sondéploiement puisque un certain nombre d’opérations ne peuvent être ni supprimées niréduites. Il conviendra donc de les réexaminer périodiquement car les progrès et innovationstechnologiques peuvent apparaître et aider à les traiter.
Afin de conclure notre propos, on pourrait ouvrir le débat vers un aboutissement duSMED où les temps de changements seraient à durée zéro, c’est-à-dire instantanés. A ce titre,il existe le concept ONTED, signifiant One Touch Exchange of Die, qui illustre à la perfectioncette volonté de parvenir à un temps de changement très simplifié et d’une durée ultra-brève.
20
Annexe : Lexique de quelques termes utilisés
L e Lean Management veille à la réduction des pertes générées à l'intérieur d'uneorganisation (industrie, services...), pour une production dite au plus juste. Les objectifs sont :
réduire la durée des cycles de production, diminuer les stocks, augmenter la productivité, optimiser la qualité.
Méthodologie du LeanLe Lean fait appel à des recettes méthodologiques, mais repose aussi sur un état d'esprit. Lamotivation et les comportements des hommes sont nécessaires à la réussite de ce genre dedémarche. Parmi les outils citons a priori :
les 5S, le Kaizen, le Kanban.
Les 5SCette méthode prend pour principe qu'un travail efficace et de qualité nécessite propreté,sécurité et rigueur. Les 5S sont Seiri, Seiton, Seiso, Seiketsu, Shitsuke, cinq actions :
débarrasser, ranger, nettoyer, standardiser, progresser.
La démarche permet de construire un environnement de travail fonctionnel, les trois premièresétapes concernant la mise en condition du terrain, les deux autres permettant le maintien et laprogression. La traduction du 5S est résumée dans le tableau ci-après :
Traductionlittérale
Traduction "utile" Traduction US
Seiri Ranger Supprimer l'inutile Sorting Out
Seiton Ordre, arrangement Situer les choses Systematic Arrangement
Seiso Nettoyage Scintiller Spic and Span
Seiketsu Propre, net Standardiser Standardizing
Shitsuke Education Suivi Self-discipline
21
Le KanbanLe Kanban, c'est l'organisation de la production "juste à temps", née chez Toyota dans lesannées cinquante. Le principe est de ne produire qu'à la demande. On parle de flux tendu oude flux tiré. Le fonctionnement est basé sur la mise en circulation d'un nombre limité d'étiquettes (kanbanen japonais), accompagnant les produits ou pièces détachées fournis. Le retour d'une étiquetteà son point de départ, provoque la fabrication d'une nouvelle unité. Pour diminuer la quantitéde produits en stock, il suffit de limiter le nombre d'étiquettes. Cette méthode permet de limiter le volume des stocks et le montant immobilisé. Elle nécessitecependant une réactivité parfaite au risque de générer des retards à la livraison ou des arrêtsde production en cas de retard dans les approvisionnements.
L e Kaizen : Le mot Kaizen est la fusion des deux mots japonais "Kai" et "Zen" quisignifient respectivement "Changement" et "Bon". La traduction française courante est« amélioration continue ». En fait, par extension, on veut signifier "analyser pour rendremeilleur".Le Kaizen désigne un principe d'amélioration constante, impliquant tous les salariés, desouvriers au directeur. C'est une démarche étape par étape, ne nécessitant ni moyensimportants, ni bouleversement brutal des pratiques. Le Kaizen utilise plusieurs voies. :
rendre le travail plus motivant, plus efficace, moins fatiguant, plus sûr. Il est nécessaire d'emporter l'adhésion de chacun, notamment en instituant des groupesde travail Kaizen.
améliorer les équipements : mieux installer les postes de travail, imaginer desdétrompeurs...
réviser les procédures
Value Stream Mapping signifie littéralement "cartographie du flux de la valeur".Le Value Stream Mapping est une cartographie descriptive des flux dans le processus étudié,qui dans l'idéal couvre la supply chain entière; de l'approvisionnement des matières à lalivraison au client consommateur.Cette cartographie sert à :
Visualiser le flux de création de valeur dans le processus, Discriminer les tâches à valeur ajoutée des tâches à non valeur ajoutée, et par
conséquent identifier les sources de gaspillage, de non performance du processusactuel.
Elle utilise des symboles (pictogrammes) simples dont la connaissance permet une lectureaisée, une compréhension du processus et l'identification immédiate des points à améliorer.
22
REFERENCES
Ouvrages :
T. Leconte, La pratique du SMED, éditions d'Organisation, 2001
R. Chapeaucou, Techniques d'amélioration continue en Production, éditions Dunod,2003
R. Colin, Le SMED, éditions Afnor, 2003
A. Courtois, Gestion de Production, éditions d'Organisation, 2004
G. Javel, Organisation et Gestion de la Production, éditions Dunod, 2002
A. Gratacap, La Gestion de Production, éditions Dunod, 2002
Sites Internet :
- http://www.rtf.ch/pages/outils_methodes/smed.htm
- http://gpr.insa- lyon.fr/supgedem/Home/Le_monde_industriel/L_entreprise/Le_systeme_physique_de_production/le_SMED.htm
- http://www.mdeie.gouv.qc.ca/mdercontent/000021780000/upload/publications/pdf /Entreprises/outils_gestion/juste_a_temps.pdf
- http://www.enpc.fr/fr/formations/depts/mgi/newsl2.pdf
- http://www.lean.enst.fr/wiki/bin/view/Lean/FlexibiliteOrNotFlexibilite
- http://ahmed.benabdallah.sem.recherch.affinitiz.com/
- http://sti.ac-orleans-tours.fr/spip/SMED.html
:- http://www.guideinformatique.com/fiche-lean_management-712.html
23