optimisation des contacts internes à des implants chirurgicaux
TRANSCRIPT
Mec. Ind. (2000) 1, 331–347 2000 Éditions scientifiques et médicales Elsevier SAS. Tous droits réservésS1296-2139(00)01051-4/FLA
Optimisation des contacts internes à des implantschirurgicaux
Patrick Kaszynski a, Elhem Ghorbel b*, Didier Marquis a
a Laboratoire de mechanique et technologie, ENS de Cachan, 61, avenue du President Wilson, F94235 Cachan cedex, Franceb Laboratoire de microstructure et mécanique des matériaux, ENSAM, 151, boulevard de l’Hôpital, F75013 Paris, France
(Reçu le 27 décembre 1999 ; accepté le 10 juillet 2000)
Résumé —L’étude qui est présentée concerne l’amélioration de la tenue en service de prothèses servant à redresser la colonnevertébrale. La ruine de ces prothèses est provoquée par l’enfoncement progressif des dents du moletage de la tige dans l’implantconduisant à la formation d’un jeu radial. Nous avons montré qu’une optimisation de la géométrie des contacts internes auximplants et des traitements thermo-mécaniques qui leur sont appliqués permet de limiter le phénomène de rochet responsablede la dégradation de ce type de structures. Pour la prédiction du comportement un choix de modèle pour ce type d’application aété effectué et une stratégie expérimentale pour l’identification des paramètres adaptée aux niveaux de sollicitations que subit lastructure a été mise en place. 2000 Éditions scientifiques et médicales Elsevier SAS
indentation cyclique / rochet / plasticité / grandes déformations / analyse expérimentale
Abstract —Optimization of contacts present in surgical implants. This study is devoted to the improvement of the durabilityof surgical structures used in the correction of pelvic obliquity. The main mechanism causing the degradation of the assembliesis due to the progressive plastic deformation of both the rod and the washer or the implant. We show that an optimization ofboth manufacturing process and the geometry of the contacting bodies leads to a decrease of the ratcheting. A choice of a modeladjusted to the considered application, and the establishment of an experimental methodology for the identification of the constitutiveequations parameters required to the simulation of the mechanical component behavior and the prediction of their lifetime underservice conditions are described. 2000 Éditions scientifiques et médicales Elsevier SAS
cyclic indentation / ratcheting / plasticity / large deformation / experimental analysis
1. INTRODUCTION
La volonté d’optimiser au mieux les produits indus-triels, l’élaboration de règles de sécurité de plus en plusstrictes et l’amélioration des techniques expérimentaleset des moyens de simulations ont conduit les ingénieurset chercheurs spécialistes des matériaux à proposer deslois de comportement permettant de reproduire des ob-servations micro et/ou macroscopiques de plus en plusfines. Toutefois, la détermination des caractéristiques mé-caniques locales ou globales d’une structure pour uneapplication industrielle donnée nécessite de choisir unmodèle de comportement et d’identifier ses paramètres.Cette identification passe, alors, par la réalisation d’es-
* Correspondance et tirés à part :[email protected]
sais particuliers et par la mise en place d’une stratégieexpérimentale adaptée à l’application.
1.1. Position du problème industriel
Les préoccupations des ingénieurs et chercheurs quantà l’optimisation et à la prédiction de durée de vie deproduits fiables sont encore plus fortes dans le domainemédical. En effet, étant donnée l’amélioration des tech-niques chirurgicales et du matériel et en raison des exi-gences grandissantes des patients, le domaine médical esten perpétuelle évolution. Aussi, les chercheurs et ingé-nieurs en collaboration avec différents chirurgiens, ten-tent d’apporter constamment des améliorations aux ma-tériels. Elles ont pour buts d’accroître la durée de vie desprothèses, de faciliter le montage des différentes pièces etde réduire la taille des implants. Les prothèses auxquelles
331
P. Kaszynski et al.
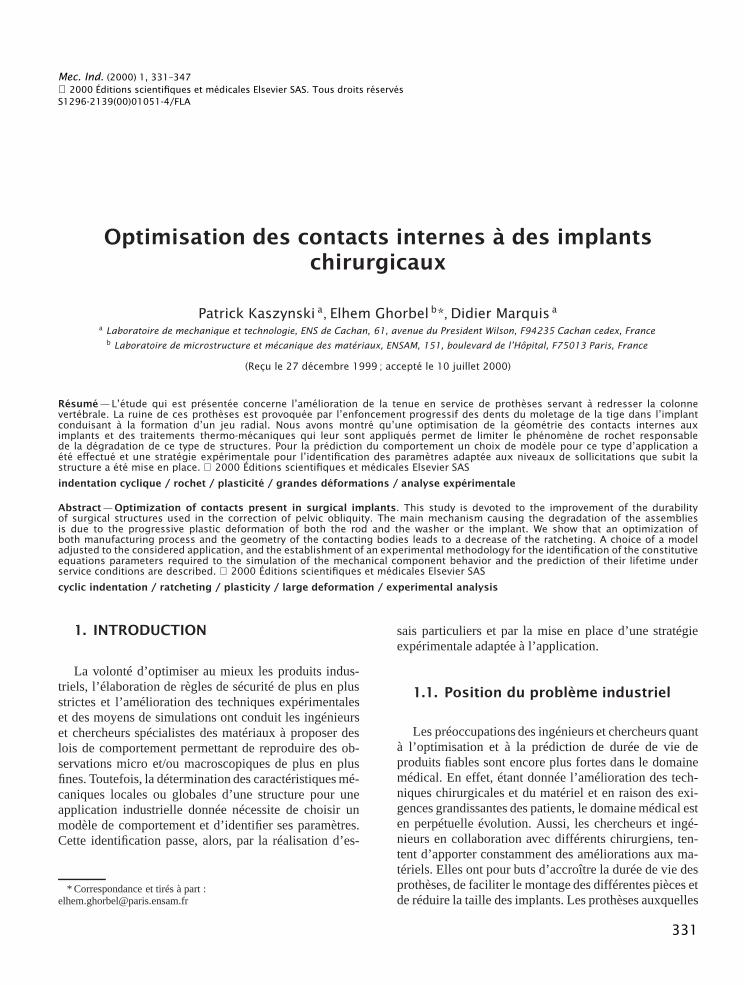
Figure 1. Exemple d’instrumentation orthopédique.
on s’intéresse dans cette étude servent à corriger des pa-thologies du rachis humain. Lesfigures 1et 2 présentent,sur un squelette artificiel, deux instrumentations de lon-gueurs différentes, le nombre de vertèbres instrumentéespouvant varier de deux à vingt-quatre. Ces prothèses sontutilisées lorsqu’il est nécessaire de :
• corriger de mauvaises postures de la colonne verté-brale, ce qui est le cas pour les patients présentant defortes scolioses ;
• immobiliser plusieurs vertèbres entre elles, lorsqu’undisque intervertébral est écrasé ou lorsqu’une vertèbre estfracturée ;
• soulager mécaniquement une vertèbre.
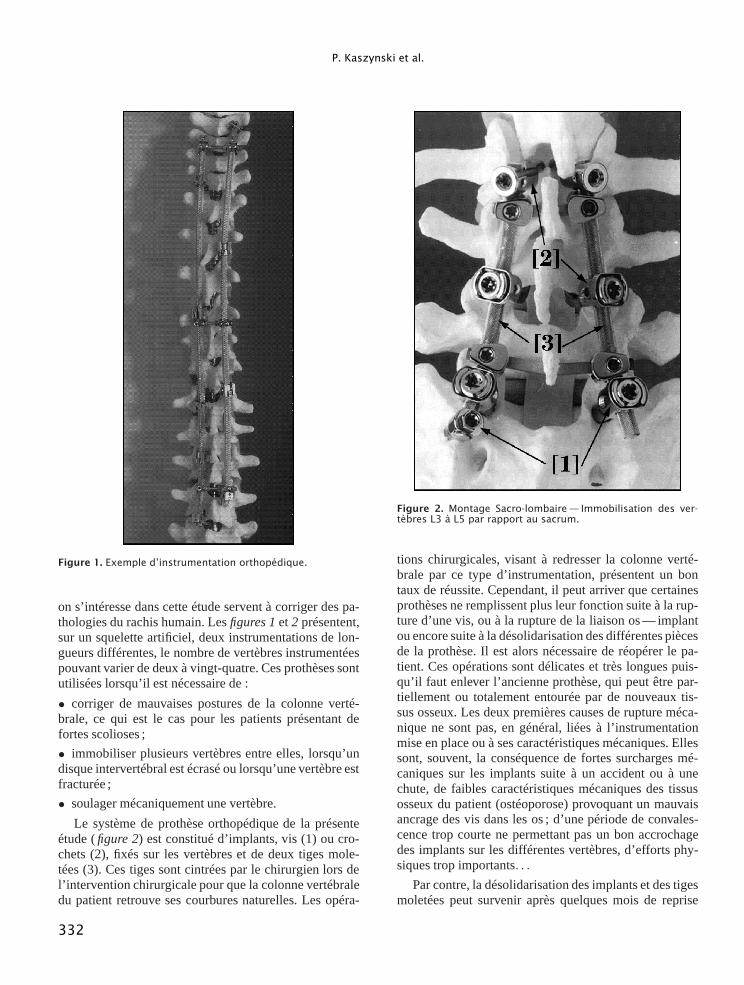
Le système de prothèse orthopédique de la présenteétude (figure 2) est constitué d’implants, vis (1) ou cro-chets (2), fixés sur les vertèbres et de deux tiges mole-tées (3). Ces tiges sont cintrées par le chirurgien lors del’intervention chirurgicale pour que la colonne vertébraledu patient retrouve ses courbures naturelles. Les opéra-
Figure 2. Montage Sacro-lombaire — Immobilisation des ver-tèbres L3 à L5 par rapport au sacrum.
tions chirurgicales, visant à redresser la colonne verté-brale par ce type d’instrumentation, présentent un bontaux de réussite. Cependant, il peut arriver que certainesprothèses ne remplissent plus leur fonction suite à la rup-ture d’une vis, ou à la rupture de la liaison os — implantou encore suite à la désolidarisation des différentes piècesde la prothèse. Il est alors nécessaire de réopérer le pa-tient. Ces opérations sont délicates et très longues puis-qu’il faut enlever l’ancienne prothèse, qui peut être par-tiellement ou totalement entourée par de nouveaux tis-sus osseux. Les deux premières causes de rupture méca-nique ne sont pas, en général, liées à l’instrumentationmise en place ou à ses caractéristiques mécaniques. Ellessont, souvent, la conséquence de fortes surcharges mé-caniques sur les implants suite à un accident ou à unechute, de faibles caractéristiques mécaniques des tissusosseux du patient (ostéoporose) provoquant un mauvaisancrage des vis dans les os ; d’une période de convales-cence trop courte ne permettant pas un bon accrochagedes implants sur les différentes vertèbres, d’efforts phy-siques trop importants. . .
Par contre, la désolidarisation des implants et des tigesmoletées peut survenir après quelques mois de reprise
332
Optimisation des contacts internes à des implants chirurgicaux
d’activité du patient. Aucune pièce n’est cassée, maisl’existence d’un jeu entre l’implant et la tige provoqueune perte de correction de la posture du patient. C’estce mode de dégradation des prothèses que le fabricantcherche principalement à éviter.
Des études antérieures [1, 2] ont été menées pourcaractériser les assemblages implants — tige moletée etpour identifier leur mode de dégradation sous l’effetd’une charge cyclique à valeur moyenne non nulle.Les observations microscopiques nous ont permis deconclure que le mode de dégradation des prothèses estla conséquence de deux phénomènes consécutifs :
• une déformation progressive des surfaces de contactentre les dents du moletage et l’implant (première phase) ;
• une usure par abrasion des dents du moletage, qui est laconséquence d’un micro-glissement entre les différentespièces (seconde phase).
Lors du serrage de la vis de pression, les dents de latige moletée pénètrent dans l’implant et dans la pastille,permettant ainsi une transmission, par obstacle, de l’ef-fort axial appliqué sur l’implant. Les cycles de charge-ment mécanique exercent sur les zones de contact entrel’implant et la tige ou sur les zones de contact entre la pas-tille et la tige une contrainte radiale de forme sinusoïdaledont la valeur moyenne est non nulle. Cette sollicitationcyclique conduit à un enfoncement progressif des dentsdu moletage dans les pièces avoisinantes. Lorsque la dé-formation plastique (enfoncement) est suffisamment im-portante, un jeu radial se forme entre la tige et l’implant.La transmission de l’effort axial ne se fait plus par la to-talité des dents en contact mais uniquement par quelquesdents. Lorsque le nombre de dents en contact devient tropfaible, les obstacles (dents encastrées) ne permettent plusla transmission de cet effort axial. Il se produit, alors, unmicroglissement entre l’implant et la tige. Dès lors, onsuppose que la prothèse ne remplit plus sa fonction.
Pour éviter la dégradation des assemblages, par l’ap-parition d’un jeu entre les différentes pièces, il est indis-pensable d’annuler, ou tout au moins de limiter au maxi-mum, la première phase du mode de dégradation : l’en-foncement progressif des dents du moletage dans l’im-plant ou la pastille. Notre objectif est, donc, d’optimiserautant la géométrie des pièces en contact que les traite-ments thermo-mécaniques qu’il faut leur appliquer.
1.2. Objectifs de l’étude
On a montré que la ruine des contacts internes àdes implants chirurgicaux qui servent au redressementde la colonne vertébrale est essentiellement due à la
déformation plastique progressive. Avant de s’attaquer àla mise en place d’outils prédictifs de durée de vie deces structures, il est important d’établir, dans un premiertemps, la dépendance du rochet vis-à-vis des paramètresde chargement. Une optimisation des traitements thermo-mécaniques et de la géométrie des pièces en contact estnécessaire, dans un second temps. Pour mener à bien cesdeux aspects, une stratégie expérimentale doit être miseen place. Le premier aspect a fait l’objet d’une étudeantérieure [1] et ne sera pas développé dans ce papier.On s’intéressera tout particulièrement à l’étude du secondaspect.
Les modèles qui existent dans la littérature et qui per-mettent la prédiction du rochet sont assez complexes, lesurestiment généralement, et ne sont pas implantés, pourla plupart d’entre eux, dans des codes de calcul indus-triels largement diffusés. D’autre part, les essais permet-tant l’identification des paramètres de ces modèles sonteffectués en imposant au matériau des petites perturba-tions. Or, l’indentation cyclique engendre des grands dé-placements et petites déformations. Dès lors, nous pro-posons d’aborder le problème de la simulation du com-portement en deux étapes. La première consiste à identi-fier les paramètres les plus pertinents du modèle de com-portement aux grandes perturbations en mettant au pointune stratégie expérimentale appropriée. Dans la seconde,nous mettrons en évidence que des problèmes de la méca-nique faisant intervenir plusieurs domaines (contact, ro-chet) peuvent être traités en utilisant des lois de compor-tement contenant un nombre d’équations constitutives etde paramètres restreints. Dans ce papier nous ne dévelop-perons que la première étape.
2. COMPORTEMENT CYCLIQUEMULTIAXIAL
2.1. Durcissement cyclique et rochet
L’étude de la déformation plastique progressive despièces en contact soumises à des chargements cycliquescomplexes, fait intervenir deux domaines de la méca-nique des matériaux, domaines rarement abordés simulta-nément : la plasticité multiaxiale cyclique et la théorie ducontact. Dans cette étude, le thème du contact sera recen-tré sur celui de l’indentation. D’autre part, l’intérêt qu’onporte au caractère multiaxial de la plasticité cyclique peutparaître surprenant au premier abord, puisque pour cetype de chargement, un seul effort est contrôlé ; la chargeappliquée sur l’indenteur. Il est, toutefois, bien connu
333
P. Kaszynski et al.
que, même en élasticité [Hertz], l’état de contraintes dé-veloppé dans le cas du contact d’une bille sur un plan esttridimensionnel.
Différents auteurs se sont intéressés à l’étude du com-portement cyclique des alliages métalliques et tout par-ticulièrement des aciers inoxydables tels le 316L oule 304L. Il en ressort que lorsqu’un matériau est soumisà une sollicitation cyclique uniaxiale à déformation im-posée, avec ou sans déformation moyenne, deux phéno-mènes peuvent se manifester : un durcissement cycliquequi correspond à une augmentation de la contrainte maxi-male en fonction du nombre de cycles appliqués ou unadoucissement cyclique qui se traduit par une diminu-tion de la contrainte maximale en fonction du nombre decycles appliqués.
Dans le cas de sollicitations à contraintes imposées,à moyenne nulle, le durcissement du matériau se traduitpar la diminution de la déformation plastique, alors qu’unadoucissement se caractérise par l’effet inverse. Dans lesdeux cas, nous observons, après quelques dizaines decycles, une stabilisation du comportement. Le cycle sta-bilisé est atteint lorsque l’énergie totale due à la présencedes différents types de dislocations et des sous-structuresde dislocations est stabilisée. Lorsque le niveau de char-gement diminue, deux phénomènes peuvent se produire.Le premier correspond à la formation d’une nouvellestructure de dislocations au détriment de l’ancienne quiest progressivement détruite : on dit, alors, qu’il n’y a paseffet mémoire. Pour le second, une partie de l’anciennestructure des dislocations reste présente dans le matériauet vient interagir avec le nouveau réseau : il y a un effetde mémoire.
Lorsque le chargement à contrainte imposée n’estpas symétrique (σmax 6= −σmin), d’autres phénomènessupplémentaires, tels que la déformation progressive,l’accommodation ou l’adaptation, peuvent apparaître.L’adaptation et l’accommodation ne sont pas des méca-nismes de déformation gênants dans la conception despièces, puisque la déformation plastique reste limitée siles charges appliquées ne dépassent pas certaines va-leurs critiques. Le phénomène de déformation progres-sive pose, quant à lui, beaucoup plus de problèmes deconception puisque la déformation plastique des piècesne peut pas être arrêtée même si les charges mécaniquesrestent relativement faibles. Expérimentalement, aucunauteur n’a jamais constaté l’arrêt de la déformation plas-tique progressive, le nombre de cycles appliqués étantfini et relativement faible (< 10 000 cycles). Le phéno-mène de rochet a été mis en évidence en 1911 par Bairs-tow [3]. Les années 1960 ont vu se développer de nom-breuses études sur le rochet uniaxial à température am-
biante ainsi qu’à haute température [4, 5]. Ces études ontessentiellement été menées pour apporter des réponses àdes problèmes de conception de certaines pièces interve-nant dans le domaine thermonucléaire. Toutefois, il fautnoter que le phénomène de déformation progressive n’estpas présent dans tous les matériaux ni pour toutes lesconditions de chargement. Différents travaux [6, 7] ontmontré qu’à température ambiante, le rochet mécaniqueuniaxial n’est présent que pour une contrainte maximalesupérieure à une valeur limite. Pour des températures in-termédiaires (320◦C), ce n’est plus la contrainte maxi-male qui gouverne le rochet, mais principalement l’am-plitude des contraintes imposées. Il est, également, im-portant de souligner l’influence de la nature de l’écrouis-sage cyclique du matériau sur la « vitesse » de la défor-mation progressive [8, 9] :
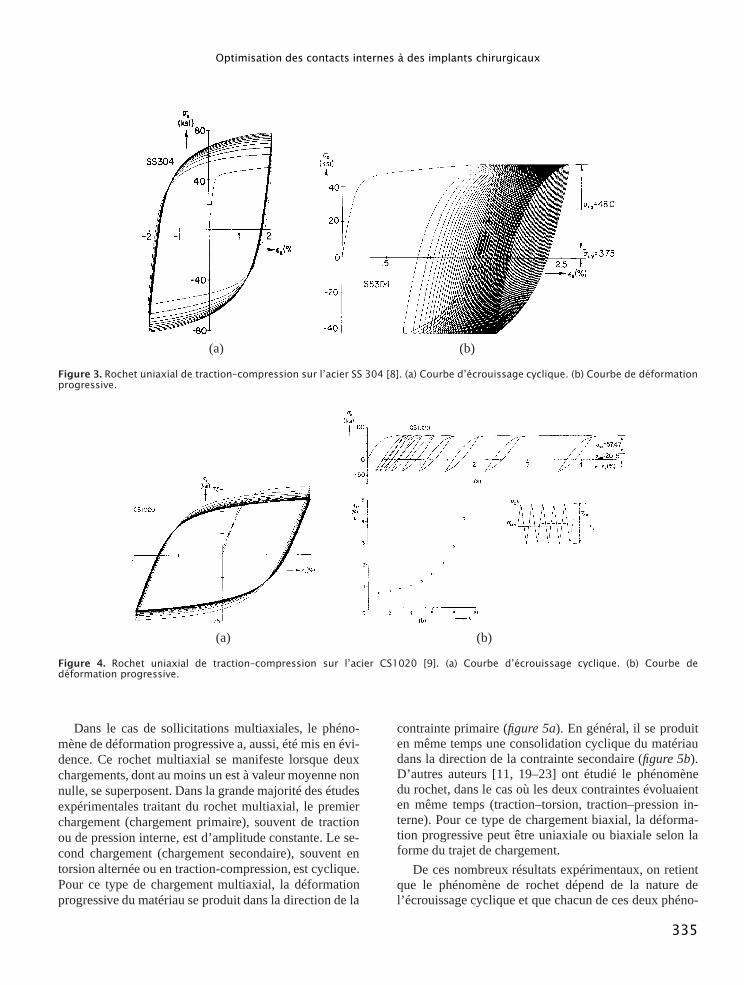
• pour les matériaux durcissant cycliquement (figure 3a)la déformation progressive est relativement importantependant les premiers cycles de chargement, puis, aprèsconsolidation cyclique du matériau, se stabilise (figure3b) ; en même temps, une diminution de la largeur descycles plastiques est observée ;
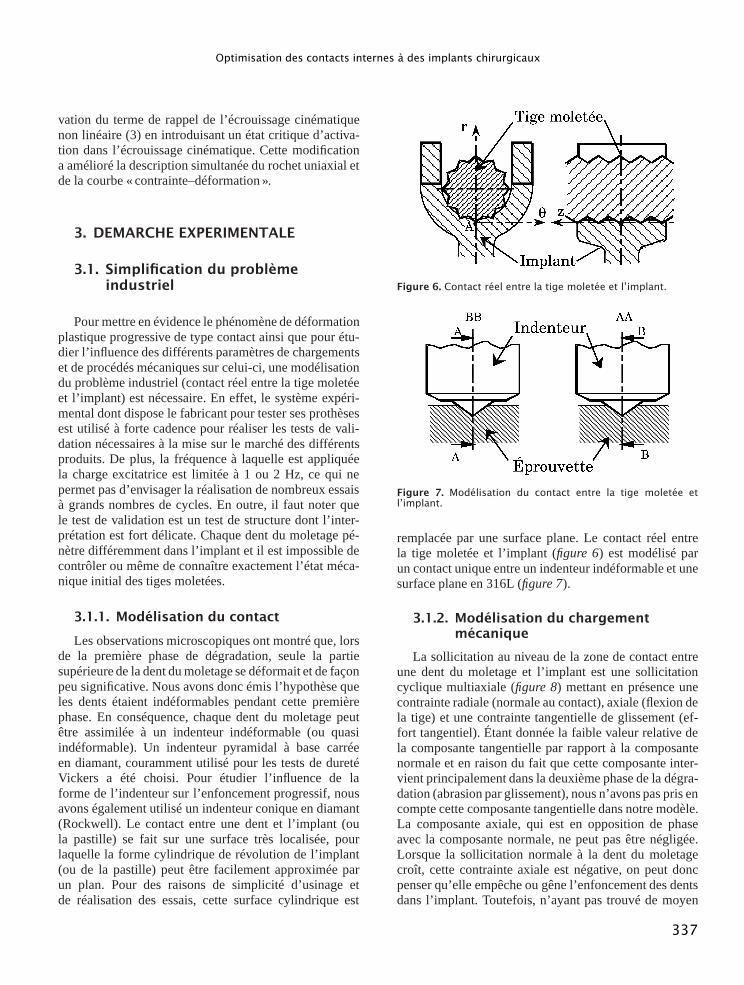
• pour les matériaux adoucissants (figure 4a), la défor-mation progressive devient de plus en plus rapide enfonction du nombre de cycles appliqués (figure 4b) ; il estpossible d’observer une augmentation de la largeur desdifférents cycles plastiques.
Ces observations macroscopiques tant sur le phéno-mène de l’écrouissage cyclique que sur le rochet ont étéréalisées en effectuant des essais uniaxiaux. Ils montrentque le rochet ne dépend pas que des paramètres de char-gement, tels la contrainte moyenne, l’amplitude [6, 9,10], la séquence [11], la température et la vitesse [12],mais aussi de la nature de l’écrouissage cyclique qui estfonction des mêmes paramètres ainsi que de l’histoire duchargement. Or, dans la plupart des applications indus-trielles et notamment celle qui nous intéresse, les sollici-tations appliquées aux structures sont multiaxiales. Pourcaractériser leur comportement en service, des essais cy-cliques multiaxiaux ont été entrepris. Durant ces quinzedernières années, les principales études et observationsont été réalisées en effectuant des essais de traction–torsion. Ces cinq dernières années ont vu se dévelop-per des essais plus complexes, parmi lesquels nous pou-vons mentionner les essais cycliques de traction–torsion–pression interne [4, 13] ainsi que les essais triaxiaux(traction–traction–traction) [14]. On en retient que le dur-cissement maximal dépend, en plus de l’effet d’amplitude[15], de mémoire [16] et de séquence [17], de la forme etdu type des trajets de chargement [14, 18].
334
Optimisation des contacts internes à des implants chirurgicaux
(a) (b)
Figure 3. Rochet uniaxial de traction–compression sur l’acier SS 304 [8]. (a) Courbe d’écrouissage cyclique. (b) Courbe de déformationprogressive.
(a) (b)
Figure 4. Rochet uniaxial de traction–compression sur l’acier CS1020 [9]. (a) Courbe d’écrouissage cyclique. (b) Courbe dedéformation progressive.
Dans le cas de sollicitations multiaxiales, le phéno-mène de déformation progressive a, aussi, été mis en évi-dence. Ce rochet multiaxial se manifeste lorsque deuxchargements, dont au moins un est à valeur moyenne nonnulle, se superposent. Dans la grande majorité des étudesexpérimentales traitant du rochet multiaxial, le premierchargement (chargement primaire), souvent de tractionou de pression interne, est d’amplitude constante. Le se-cond chargement (chargement secondaire), souvent entorsion alternée ou en traction-compression, est cyclique.Pour ce type de chargement multiaxial, la déformationprogressive du matériau se produit dans la direction de la
contrainte primaire (figure 5a). En général, il se produiten même temps une consolidation cyclique du matériaudans la direction de la contrainte secondaire (figure 5b).D’autres auteurs [11, 19–23] ont étudié le phénomènedu rochet, dans le cas où les deux contraintes évoluaienten même temps (traction–torsion, traction–pression in-terne). Pour ce type de chargement biaxial, la déforma-tion progressive peut être uniaxiale ou biaxiale selon laforme du trajet de chargement.
De ces nombreux résultats expérimentaux, on retientque le phénomène de rochet dépend de la nature del’écrouissage cyclique et que chacun de ces deux phéno-
335

P. Kaszynski et al.
(a) (b)
Figure 5. Essai de rochet traction constante — torsion alternée [4]. (a) Rochet axial. (b) Consolidation cyclique en torsion.
mènes est relié aux paramètres, au type et à la forme destrajets de chargement. D’autre part, si à l’heure actuelleles mécanismes physiques responsables de l’écrouissagecyclique sont connus, il n’en est pas de même pour lerochet. Ceci rend très délicate une bonne description si-multanée du phénomène de rochet et de l’écrouissagecyclique sous chargement uniaxial. Lorsque les sollici-tations sont triaxiales et homogènes, on arrive à prédirede façon satisfaisante le durcissement cyclique mais l’es-timation correcte de la déformation plastique progressiveest encore difficile. Pour des chargements induisant desétats de contraintes tridimensionnels et hétérogènes, leproblème de la description des effets liés au phénomènedu rochet est encore ouvert, tant sur le plan expérimentalque sur celui de la modélisation.
2.2. Prise en compte de la déformationplastique : apports et limitesdes modèles
La littérature relative aux lois de comportement desmatériaux métalliques est abondante. On s’intéressera àcelles établies en se plaçant dans le cadre de la formula-tion thermodynamique des milieux continus [24]. Nousdisposons, aujourd’hui de modèles performants permet-tant la prise en compte simultanée de différents méca-nismes microscopiques qui interviennent lors du proces-sus de fabrication (changement de phases. . .) ou en ser-vice (effet mémoire, durcissement cyclique, rochet. . .).Ces modèles sont complexes de part le nombre d’équa-tions constitutives qu’ils contiennent et le nombre de pa-ramètres à identifier qui y interviennent, ce qui engendreun frein quant à leur utilisation dans le monde industriel.Ainsi, il semble plus approprié de développer ou d’utili-
ser des modèles en fonction du matériau et de l’applica-tion industrielle visée.
Dans le cas présent nous nous intéressons à la prédic-tion de durée de vie de structure dont la ruine est causéepar la déformation plastique progressive. Celle-ci ne peutêtre décrite sans la prise en compte d’une non-linéarité del’écrouissage cinématique. Nous rappelons que les mo-dèles qui nous intéressent reposent sur le critère de vonMises et supportent une décomposition de l’écrouissageen un écrouissage isotrope non linéaire, décrit par unevariable scalaireR, et un écrouissage cinématique nonlinéaire [25] que traduit une variable tensorielleX. Lesprincipales lois d’évolution qui régissent ce type de mo-dèle sont données par les équations suivantes :
p =√
2
3εp : εp (1)
R = b(Q∞ −R)p (2)
X= 2
3Cεp − γXp (3)
oùb,Q∞, C etγ sont des paramètres à identifier.
Pour décrire correctement les cas de chargements mul-tiaxiaux non proportionnels et/ou pour tenir compte deseffets mémoire de certains matériaux, de nombreux au-teurs [14, 26] ont modifié la loi d’évolution de l’écrouis-sage isotrope (1). De nombreuses améliorations ont étéaussi apportées à la description de l’écrouissage ciné-matique (2) afin d’affiner la description du surécrouis-sage cyclique sous chargement complexes [27–29]. Tou-tefois, la déformation plastique progressive demeure lar-gement surestimée. Partant du constat que le modèled’écrouissage cinématique linéaire ne produit jamais derochet, alors que les modèles d’écrouissage cinématiquenon linéaire en produisent généralement trop, de nom-breux auteurs [30–33] ont eu l’idée de retarder l’acti-
336
Optimisation des contacts internes à des implants chirurgicaux
vation du terme de rappel de l’écrouissage cinématiquenon linéaire (3) en introduisant un état critique d’activa-tion dans l’écrouissage cinématique. Cette modificationa amélioré la description simultanée du rochet uniaxial etde la courbe « contrainte–déformation ».
3. DEMARCHE EXPERIMENTALE
3.1. Simplification du problèmeindustriel
Pour mettre en évidence le phénomène de déformationplastique progressive de type contact ainsi que pour étu-dier l’influence des différents paramètres de chargementset de procédés mécaniques sur celui-ci, une modélisationdu problème industriel (contact réel entre la tige moletéeet l’implant) est nécessaire. En effet, le système expéri-mental dont dispose le fabricant pour tester ses prothèsesest utilisé à forte cadence pour réaliser les tests de vali-dation nécessaires à la mise sur le marché des différentsproduits. De plus, la fréquence à laquelle est appliquéela charge excitatrice est limitée à 1 ou 2 Hz, ce qui nepermet pas d’envisager la réalisation de nombreux essaisà grands nombres de cycles. En outre, il faut noter quele test de validation est un test de structure dont l’inter-prétation est fort délicate. Chaque dent du moletage pé-nètre différemment dans l’implant et il est impossible decontrôler ou même de connaître exactement l’état méca-nique initial des tiges moletées.
3.1.1. Modélisation du contact
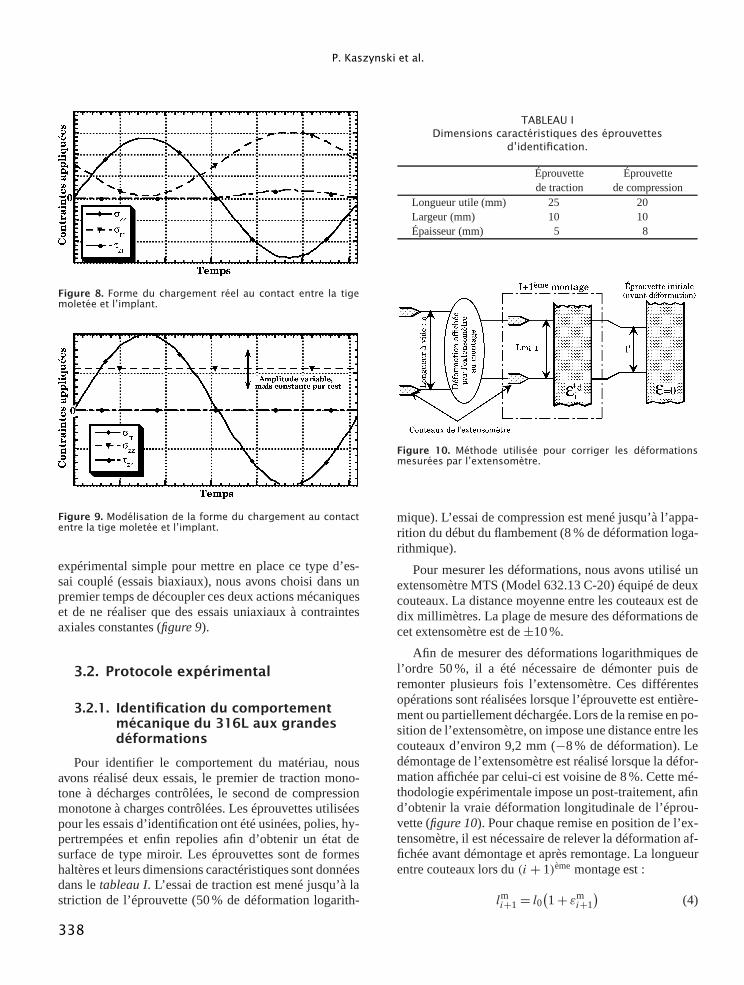
Les observations microscopiques ont montré que, lorsde la première phase de dégradation, seule la partiesupérieure de la dent du moletage se déformait et de façonpeu significative. Nous avons donc émis l’hypothèse queles dents étaient indéformables pendant cette premièrephase. En conséquence, chaque dent du moletage peutêtre assimilée à un indenteur indéformable (ou quasiindéformable). Un indenteur pyramidal à base carréeen diamant, couramment utilisé pour les tests de duretéVickers a été choisi. Pour étudier l’influence de laforme de l’indenteur sur l’enfoncement progressif, nousavons également utilisé un indenteur conique en diamant(Rockwell). Le contact entre une dent et l’implant (oula pastille) se fait sur une surface très localisée, pourlaquelle la forme cylindrique de révolution de l’implant(ou de la pastille) peut être facilement approximée parun plan. Pour des raisons de simplicité d’usinage etde réalisation des essais, cette surface cylindrique est
Figure 6. Contact réel entre la tige moletée et l’implant.
Figure 7. Modélisation du contact entre la tige moletée etl’implant.
remplacée par une surface plane. Le contact réel entrela tige moletée et l’implant (figure 6) est modélisé parun contact unique entre un indenteur indéformable et unesurface plane en 316L (figure 7).
3.1.2. Modélisation du chargementmécanique
La sollicitation au niveau de la zone de contact entreune dent du moletage et l’implant est une sollicitationcyclique multiaxiale (figure 8) mettant en présence unecontrainte radiale (normale au contact), axiale (flexion dela tige) et une contrainte tangentielle de glissement (ef-fort tangentiel). Étant donnée la faible valeur relative dela composante tangentielle par rapport à la composantenormale et en raison du fait que cette composante inter-vient principalement dans la deuxième phase de la dégra-dation (abrasion par glissement), nous n’avons pas pris encompte cette composante tangentielle dans notre modèle.La composante axiale, qui est en opposition de phaseavec la composante normale, ne peut pas être négligée.Lorsque la sollicitation normale à la dent du moletagecroît, cette contrainte axiale est négative, on peut doncpenser qu’elle empêche ou gêne l’enfoncement des dentsdans l’implant. Toutefois, n’ayant pas trouvé de moyen
337
P. Kaszynski et al.
Figure 8. Forme du chargement réel au contact entre la tigemoletée et l’implant.
Figure 9. Modélisation de la forme du chargement au contactentre la tige moletée et l’implant.
expérimental simple pour mettre en place ce type d’es-sai couplé (essais biaxiaux), nous avons choisi dans unpremier temps de découpler ces deux actions mécaniqueset de ne réaliser que des essais uniaxiaux à contraintesaxiales constantes (figure 9).
3.2. Protocole expérimental
3.2.1. Identification du comportementmécanique du 316L aux grandesdéformations
Pour identifier le comportement du matériau, nousavons réalisé deux essais, le premier de traction mono-tone à décharges contrôlées, le second de compressionmonotone à charges contrôlées. Les éprouvettes utiliséespour les essais d’identification ont été usinées, polies, hy-pertrempées et enfin repolies afin d’obtenir un état desurface de type miroir. Les éprouvettes sont de formeshaltères et leurs dimensions caractéristiques sont donnéesdans letableau I. L’essai de traction est mené jusqu’à lastriction de l’éprouvette (50 % de déformation logarith-
TABLEAU IDimensions caractéristiques des éprouvettes
d’identification.
Éprouvette Éprouvettede traction de compression
Longueur utile (mm) 25 20Largeur (mm) 10 10Épaisseur (mm) 5 8
Figure 10. Méthode utilisée pour corriger les déformationsmesurées par l’extensomètre.
mique). L’essai de compression est mené jusqu’à l’appa-rition du début du flambement (8 % de déformation loga-rithmique).
Pour mesurer les déformations, nous avons utilisé unextensomètre MTS (Model 632.13 C-20) équipé de deuxcouteaux. La distance moyenne entre les couteaux est dedix millimètres. La plage de mesure des déformations decet extensomètre est de±10 %.
Afin de mesurer des déformations logarithmiques del’ordre 50 %, il a été nécessaire de démonter puis deremonter plusieurs fois l’extensomètre. Ces différentesopérations sont réalisées lorsque l’éprouvette est entière-ment ou partiellement déchargée. Lors de la remise en po-sition de l’extensomètre, on impose une distance entre lescouteaux d’environ 9,2 mm (−8 % de déformation). Ledémontage de l’extensomètre est réalisé lorsque la défor-mation affichée par celui-ci est voisine de 8 %. Cette mé-thodologie expérimentale impose un post-traitement, afind’obtenir la vraie déformation longitudinale de l’éprou-vette (figure 10). Pour chaque remise en position de l’ex-tensomètre, il est nécessaire de relever la déformation af-fichée avant démontage et après remontage. La longueurentre couteaux lors du(i + 1)èmemontage est :
lmi+1= l0(1+ εm
i+1
)(4)
338

Optimisation des contacts internes à des implants chirurgicaux
Cette longueur correspond à une longueur initialed’éprouvette (l′) :
l′ = lmi+1
1+ ε∗di(5)
La connaissance, à chaque instant, de la longueur entreles couteaux lors du(i + 1)ème chargement permet deconnaître la déformation vraie définie par l’équation (6) :
ε∗i+1=li+1− l′l′
(6)
En remplaçantli+1 et l′ par leurs expressions données parles équations (4) et (5), nous obtenons :
ε∗i+1=(1+ εi+1)(1+ ε∗di )− (1+ εm
i+1)
(1+ εmi+1)
(7)
Pour le premier essai, la déformation vraie est égale à :
ε∗1 =(1+ ε1)− (1+ εm
1 )
(1+ εm1 )
(8)
où l0 est la longueur à vide entre les couteaux (10 mm),εmi la déformation donnée par l’extensomètre lors duième
montage,εdi la déformation donnée par l’extensomètre
lors duièmedémontage,ε∗i la déformation vraie courante,ε∗di la déformation vraie lors duième démontage etεila déformation donnée par l’extensomètre lors duième
chargement.
3.2.2. Essais d’indentations
La description du montage utilisé pour réaliser les es-sais des indentations cycliques et monotones a fait l’ob-jet de travaux antérieurs [2]. Le protocole expérimen-tal adopté pour effectuer les essais d’indentations cy-cliques est représenté par un organigramme (figure 11).Les essais cycliques et monotones ont été réalisés avecun pilotage en effort. Le choix de cette consigne de pi-lotage s’impose naturellement pour les essais cycliques,puisque l’on désire connaître l’enfoncement progressif del’indenteur sous l’effet d’une sollicitation en effort. Parcontre, pour les essais monotones, ce mode d’asservisse-ment est plus discutable. En effet, la courbe d’indentationmonotone (déplacement–effort) présente, à l’origine, unetangente horizontale, un faible incrément d’effort provo-quant un déplacement important. Si la fréquence d’acqui-sition est trop faible, le début de la courbe est mal défini.En revanche, il permet de décrire correctement la phasede décharge qui est quasiment verticale. Un asservisse-ment en déplacement aurait permis une bonne description
Figure 11. Organigramme du test d’indentation cyclique.
du début de l’indentation, mais il aurait été délicat d’avoirun relevé correct de la phase de décharge. L’asservisse-ment en effort a donc été choisi aussi bien pour les essaiscycliques que monotones alors que le signal d’excitationest de forme sinusoïdale.
Afin de limiter la taille des fichiers de résultats etpour rendre le post-traitement abordable tout en ayantune bonne description des cycles de chargement, nousavons limité le nombre de points enregistrés par cycleainsi que le nombre de cycles enregistrés. L’acquisitiondes résultats expérimentaux se fait en deux phases. Lapremière est continue et correspond à l’enregistrement decinquante cycles consécutifs. La deuxième est disconti-nue et conduit à l’enregistrement de trois cycles de char-gement consécutifs, pour des temps préétablis et de plusen plus espacés lorsque l’évolution de l’enfoncement pro-gressif de l’indenteur est plus faible. Le nombre de cycles
339

P. Kaszynski et al.
TABLEAU IIComposition chimique pondérale.
Carbone Chrome Nickel Molybdène Manganèse Si Cu S, P Fe316 L 0,016 17 11,4 2,02 1,78 0,65 0,25 Traces resteM25W < 0,03 17 13 3 – – – < 0,005 reste
TABLEAU IIIPropriétés physiques et mécaniques des aciers M25W et 316L.
Propriétés physiques Propriétés mécaniquesCoefficients de dilatation (10−6m·m−1· ◦C−1) Module d’Young Rp0,002 Rm A
20–200◦C 200–400◦C 400–600◦C (GPa) (MPa) (MPa) (%)M25W 16,8 17,7 18,5 203 200 530 60316L 16,5 17,5 17,5 196 195 480–680 50
pour lequel un enregistrement de trois cycles consécu-tifs est réalisé est déterminé de telle façon que, dans ungraphe semi-logarithmique, les relevés soient régulière-ment espacés (équation (9)) :
Log(Ni)
Log(Ni+1)= a, ce qui donneNi =N0a
i (9)
avec Ni : nombre de cycles appliqués lors duième
enregistrement,N0 : nombre de cycles enregistrés enmode continu,b (b = exp(a)) : paramètre permettant defixer le nombre d’enregistrements. Ce coefficient a étéfixé à une valeur comprise entre 1,1 et 1,3, ce qui permetd’obtenir 40 à 50 enregistrements discrets pour un essaiallant jusqu’à 500 000 cycles.
4. MATERIAUX
À l’heure actuelle, la plupart des prothèses posées surles patients sont en acier inoxydable austénitique. Pourles patients présentant une allergie à ce matériau, il existeune alternative : les prothèses en titane. Cet impératifconcernant le matériau est justifié par le coût importantet les délais très longs pour montrer la biocompatibilitéd’un nouveau matériau. Toutes les pièces utilisées dansles prothèses, faisant l’objet de cette étude, sont en acierinoxydable austénitique M25W. Cet acier a été mis aupoint pour la fabrication d’implants chirurgicaux perma-nents et possède des propriétés aussi bien de biocompati-bilité avec le corps humain que de malléabilité. En effet,la tige doit être non seulement moletée, mais aussi pliée etredressée plusieurs fois lors de l’opération, afin d’assurerune bonne correction de la colonne vertébrale du patient.
La composition chimique du M25W est très proche decelle du 316L industriel (tableaux IIet III ). En général,les valeurs moyennes en carbone et en chrome sontidentiques, alors que les valeurs moyennes en nickel eten molybdène sont supérieures d’un à deux points pourl’acier M25W. On remarque aussi que les principalescaractéristiques mécaniques et physiques de ces deuxaciers sont très proches. De ce fait et vu que l’acierM25W ne se présente que sous forme de tôles mincesou de cylindres de 15 mm de diamètre ne permettantpas l’usinage des éprouvettes nécessaires à cette étude,l’ensemble des expérimentations est réalisé sur l’acierinoxydable austénitique 316L industriel. Cet acier a faitl’objet d’un grand nombre d’études tant sur le planexpérimental que sur le plan modélisation et simulationnumérique sous sollicitations multiaxiales homogènes. Ilprésente une grande sensibilité à la vitesse de chargementet au durcissement cyclique.
Pour les essais permettant d’identifier la présence d’unphénomène de déformation progressive ou l’influencedes paramètres de chargement, l’éprouvette est un disquede 80 mm de diamètre et de 15 mm d’épaisseur. Leséprouvettes permettant d’identifier l’influence de la dé-formation plastique, sont spécifiques. Toutes les éprou-vettes ont préalablement été soumises aux mêmes traite-ments thermomécaniques :
• un polissage mécanique avec un disque en papierabrasif (120 à 18µm), afin d’obtenir un échantillon ayantune bonne planéité et une faible rugosité ;
• une hypertrempe (pour ôter toutes les contraintesrésiduelles et toutes les déformations plastiques) ;
• un polissage mécanique au papier abrasif (18 mm)suivi d’un polissage très fin au feutre imbibé d’une so-lution au diamant (3µm), pour enlever la couche oxydée
340

Optimisation des contacts internes à des implants chirurgicaux
et obtenir un état miroir semblable à celui obtenu sur lesimplants.
5. RESULTATS EXPERIMENTAUX
Des essais expérimentaux décrits antérieurement [2]ont permis de montrer l’existence du phénomène de dé-formation progressive dans le cas de sollicitations de typecontact. Nous avons, également, montré que l’enfonce-ment moyen progressif d’un indenteur Vickers dans unmassif en 316L peut être interpolé par une fonction affinedu logarithme du nombre de cycles appliqués. L’enfon-cement moyen progressif devient de plus en plus faiblelorsque le nombre de cycles augmente, mais, dans lesconditions expérimentales utilisées, il ne s’annule jamais.
Les différents essais réalisés ont montré que le tauxd’enfoncement moyen progressif (λ) dépend fortementdes conditions de chargement (l’amplitude et la valeurmoyenne du chargement) alors que la fréquence d’excita-tion ne l’affecte pas. Le taux d’enfoncement moyen pro-gressif (λ) est, alors, décrit par l’équation (10), dans la-quelle l’effort maximum et l’effort moyen interviennent.Les coefficients identifiés pour l’indentation d’une pyra-mide Vickers dans un massif plan en 316L sont donnésci-après :
λ=A+B(Fmaxi − Fmoy)
+C exp
(Fmaxi
D− Fmoy
E
)(10)
A= 0,34µm·décade−1 ; B = 0,00124µm·décade−1·N ;C = 0,50µm·décade−1 ;D = 84,3 N−1 etE = 49,4 N−1.Contrairement aux résultats expérimentaux reportés parcertains auteurs [4, 6], nous ne constatons ni un seuilde déclenchement de l’enfoncement progressif, ni la pré-sence d’un maximum local pour le paramètreλ et encoremoins une dépendance du rochet vis-à-vis de la vitessede chargement. De même, le fait que, pour une amplitudede chargement donnée, la vitesse d’enfoncement moyenest d’autant plus faible que l’effort moyen est élevé estopposé aux observations faites par Goodman [10]. Le ca-ractère durcissant de l’acier étudié, lorsque celui-ci estsoumis à des sollicitations cycliques est mis en évidence.En effet, à amplitude de contrainte fixée, l’amplitude desdéformations devient de plus en plus grande, ce qui pro-voque une augmentation de la pente moyenne des cycles.
Dans le cas des prothèses orthopédiques, nous souhai-tons diminuer le plus possible, voire annuler totalement,l’enfoncement progressif des dents du moletage dans lesimplants. Pour cela, nous disposons de deux moyens :
• diminuer l’amplitude de chargement sur chaque dent ;ceci revient à augmenter le nombre de dents du moletageen contact avec l’implant ;
• augmenter la charge moyenne sur chaque dent dumoletage ; cet effet peut être obtenu par l’augmentationdu couple de serrage de la vis de blocage de la prothèse.
Dans ce qui suit, les essais cycliques sont réalisés àune fréquence d’excitation de 10 Hz. Cette fréquencepermet d’obtenir des relevés expérimentaux peu bruitéspour une durée d’essai raisonnable.
5.1. Identification du comportement dumatériau
Le calcul de l’enfoncement progressif d’un indenteurdans une éprouvette plane par la méthode des élémentsfinis nécessite l’identification de la loi de comportementdu matériau étudié. Pour des trajets de chargementuniaxiaux (cycliques ou monotones), l’identification de laloi de comportement est généralement obtenue à partir deplusieurs essais cycliques (à déformation moyenne nulle)menés à différents niveaux de déformation. Une telleidentification est généralement réalisée à partir d’essaisayant des niveaux de déformations (ou de contraintes)semblables à ceux rencontrés dans les structures enservice. Les coefficients de la loi de comportement,identifiés par des essais cycliques à deux niveaux decontraintes très différents, peuvent être très éloignés.
La simulation numérique d’une indentation cycliquenécessite une identification des paramètres de la loi decomportement un peu différente pour deux raisons es-sentielles. La première est due au fait que les niveauxdes contraintes sous l’indenteur sont hétérogènes et devaleurs inconnues, ce qui rend délicate la déterminationd’un ou de plusieurs niveaux de sollicitation pour l’iden-tification à partir d’essais cycliques. La deuxième rai-son est générée par les niveaux de déformations atteintslors des essais d’indentations et que les essais cycliquesd’identification ne permettent pas d’atteindre. En effet,ce type de trajet de chargement est composé de deuxphases très différentes : une indentation monotone, quiprovoque localement des taux de déformation très impor-tants (de l’ordre de 60 % de déformation logarithmique)suivie d’un chargement cyclique, qui induit de très faiblesmodifications des déformations du matériau préalable-ment déformé plastiquement par l’indentation monotone.
En conséquence, pour l’identification des paramètresde la loi de comportement du matériau, des essais mono-tones (traction et compression) ont été entrepris. La parti-tion entre écrouissage isotrope (taille du domaine d’élas-
341
P. Kaszynski et al.
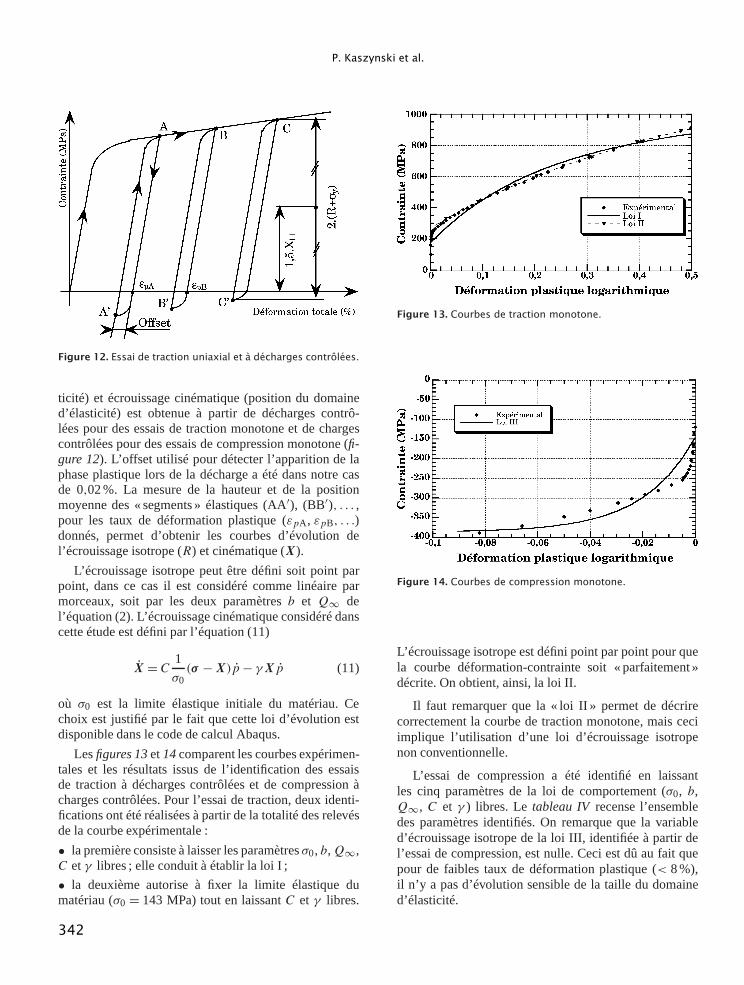
Figure 12. Essai de traction uniaxial et à décharges contrôlées.
ticité) et écrouissage cinématique (position du domained’élasticité) est obtenue à partir de décharges contrô-lées pour des essais de traction monotone et de chargescontrôlées pour des essais de compression monotone (fi-gure 12). L’offset utilisé pour détecter l’apparition de laphase plastique lors de la décharge a été dans notre casde 0,02 %. La mesure de la hauteur et de la positionmoyenne des « segments » élastiques (AA′), (BB′), . . . ,pour les taux de déformation plastique (εpA, εpB, . . .)donnés, permet d’obtenir les courbes d’évolution del’écrouissage isotrope (R) et cinématique (X).
L’écrouissage isotrope peut être défini soit point parpoint, dans ce cas il est considéré comme linéaire parmorceaux, soit par les deux paramètresb et Q∞ del’équation (2). L’écrouissage cinématique considéré danscette étude est défini par l’équation (11)
X = C 1
σ0(σ −X)p− γXp (11)
où σ0 est la limite élastique initiale du matériau. Cechoix est justifié par le fait que cette loi d’évolution estdisponible dans le code de calcul Abaqus.
Lesfigures 13et14comparent les courbes expérimen-tales et les résultats issus de l’identification des essaisde traction à décharges contrôlées et de compression àcharges contrôlées. Pour l’essai de traction, deux identi-fications ont été réalisées à partir de la totalité des relevésde la courbe expérimentale :
• la première consiste à laisser les paramètresσ0, b,Q∞,C etγ libres ; elle conduit à établir la loi I ;
• la deuxième autorise à fixer la limite élastique dumatériau (σ0 = 143 MPa) tout en laissantC et γ libres.
Figure 13. Courbes de traction monotone.
Figure 14. Courbes de compression monotone.
L’écrouissage isotrope est défini point par point pour quela courbe déformation-contrainte soit « parfaitement »décrite. On obtient, ainsi, la loi II.
Il faut remarquer que la « loi II » permet de décrirecorrectement la courbe de traction monotone, mais ceciimplique l’utilisation d’une loi d’écrouissage isotropenon conventionnelle.
L’essai de compression a été identifié en laissantles cinq paramètres de la loi de comportement (σ0, b,Q∞, C et γ ) libres. Le tableau IV recense l’ensembledes paramètres identifiés. On remarque que la variabled’écrouissage isotrope de la loi III, identifiée à partir del’essai de compression, est nulle. Ceci est dû au fait quepour de faibles taux de déformation plastique (< 8 %),il n’y a pas d’évolution sensible de la taille du domained’élasticité.
342
Optimisation des contacts internes à des implants chirurgicaux
TABLEAU IVParamètres d’identification des essais de traction et de compression.
Limite élastique (MPa) Écrouissage isotrope Écrouissage cinématiqueb Q∞ (MPa) C (MPa) γ
Traction (loi I) 174 0,0024 91 779 3184,3 4,98Traction (loi II) 146 point par point 3184,3 4,98Compression (loi III) 143 0,0 0,0 10806 44,8
5.2. Influence de l’écrouissage initialsur le rochet
Les tiges ont subi, pendant l’opération de moletage,une déformation plastique importante, ce qui a induit unfort écrouissage du matériau. Cet état a été mis en évi-dence par une analyse de la largeur intégrale des pics dediffraction X [1] qui a montré que le niveau de déforma-tion plastique est indépendant de l’état mécanique initialdes tiges. Pour évaluer l’influence de cet écrouissage surla déformation progressive sous une sollicitation de typecontact, nous avons réalisé, dans des zones présentant destaux d’écrouissage différents, des essais d’indentationscycliques dans les mêmes conditions de chargement (ef-fort moyen : 475 N ; amplitude de chargement : 550 N ;indenteur pyramidal Vickers).
5.2.1. Introduction d’un gradient dedéformation plastique
Afin de limiter le nombre d’éprouvettes à usiner, nousavons défini une éprouvette plate à section variable maisà épaisseur constante. La forme de cette éprouvette aété optimisée afin d’obtenir, sur la partie utile de celle-ci, après un essai de traction uniaxiale, une évolutionrégulière de la déformation plastique variant de 0 à 50 %.
La conception de cette éprouvette nécessite de ré-soudre un problème inverse, à savoir déterminer la loid’évolution de la demi largeur utileb(x) en suivant l’évo-lution d’une section utile caractérisée par le point (A)d’abscissex. Après déformation plastique de l’éprou-vette, la section utile est en (A′) et a pour nouvelle abs-cissex + u(x) ; u(x) étant le déplacement de la sectionutile.
Pour faciliter le calcul de l’éprouvette, nous avonsinterpolé la courbe « contrainte–déformation plastique »par une fonction affine (équation (12)) et nous avons optépour un choix d’un gradient de déformation plastiqueuniforme dans toute la zone utile de l’éprouvette (équa-tion (13)). Ceci a conduit à estimer la demi largeur del’éprouvette par l’équation (14) :
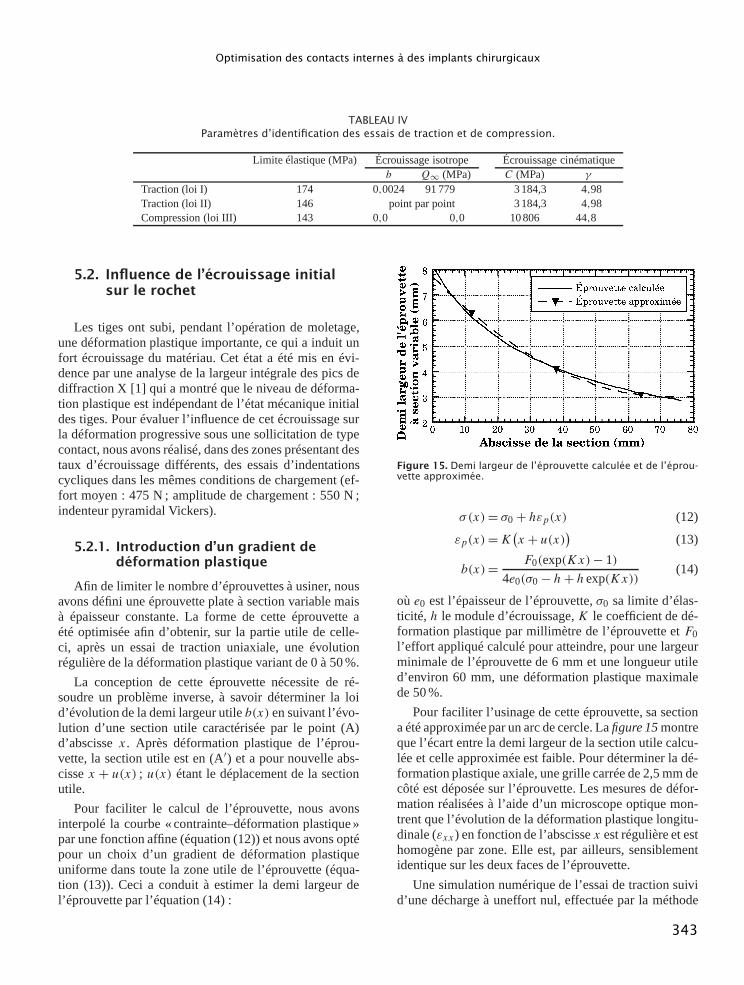
Figure 15. Demi largeur de l’éprouvette calculée et de l’éprou-vette approximée.
σ(x)= σ0+ hεp(x) (12)
εp(x)=K(x + u(x)) (13)
b(x)= F0(exp(Kx)− 1)
4e0(σ0− h+ hexp(Kx))(14)
où e0 est l’épaisseur de l’éprouvette,σ0 sa limite d’élas-ticité, h le module d’écrouissage,K le coefficient de dé-formation plastique par millimètre de l’éprouvette etF0l’effort appliqué calculé pour atteindre, pour une largeurminimale de l’éprouvette de 6 mm et une longueur utiled’environ 60 mm, une déformation plastique maximalede 50 %.
Pour faciliter l’usinage de cette éprouvette, sa sectiona été approximée par un arc de cercle. Lafigure 15montreque l’écart entre la demi largeur de la section utile calcu-lée et celle approximée est faible. Pour déterminer la dé-formation plastique axiale, une grille carrée de 2,5 mm decôté est déposée sur l’éprouvette. Les mesures de défor-mation réalisées à l’aide d’un microscope optique mon-trent que l’évolution de la déformation plastique longitu-dinale (εxx) en fonction de l’abscissex est régulière et esthomogène par zone. Elle est, par ailleurs, sensiblementidentique sur les deux faces de l’éprouvette.
Une simulation numérique de l’essai de traction suivid’une décharge à uneffort nul, effectuée par la méthode
343
P. Kaszynski et al.
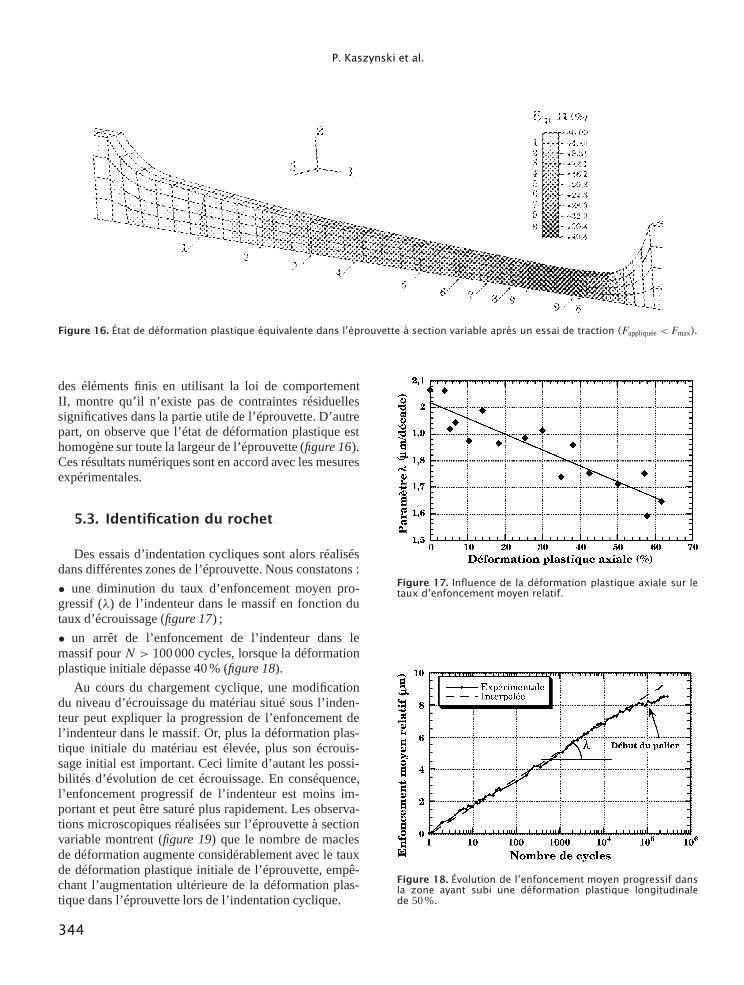
Figure 16. État de déformation plastique équivalente dans l’éprouvette à section variable après un essai de traction (Fappliquée<Fmax).
des éléments finis en utilisant la loi de comportementII, montre qu’il n’existe pas de contraintes résiduellessignificatives dans la partie utile de l’éprouvette. D’autrepart, on observe que l’état de déformation plastique esthomogène sur toute la largeur de l’éprouvette (figure 16).Ces résultats numériques sont en accord avec les mesuresexpérimentales.
5.3. Identification du rochet
Des essais d’indentation cycliques sont alors réalisésdans différentes zones de l’éprouvette. Nous constatons :
• une diminution du taux d’enfoncement moyen pro-gressif (λ) de l’indenteur dans le massif en fonction dutaux d’écrouissage (figure 17) ;
• un arrêt de l’enfoncement de l’indenteur dans lemassif pourN > 100 000 cycles, lorsque la déformationplastique initiale dépasse 40 % (figure 18).
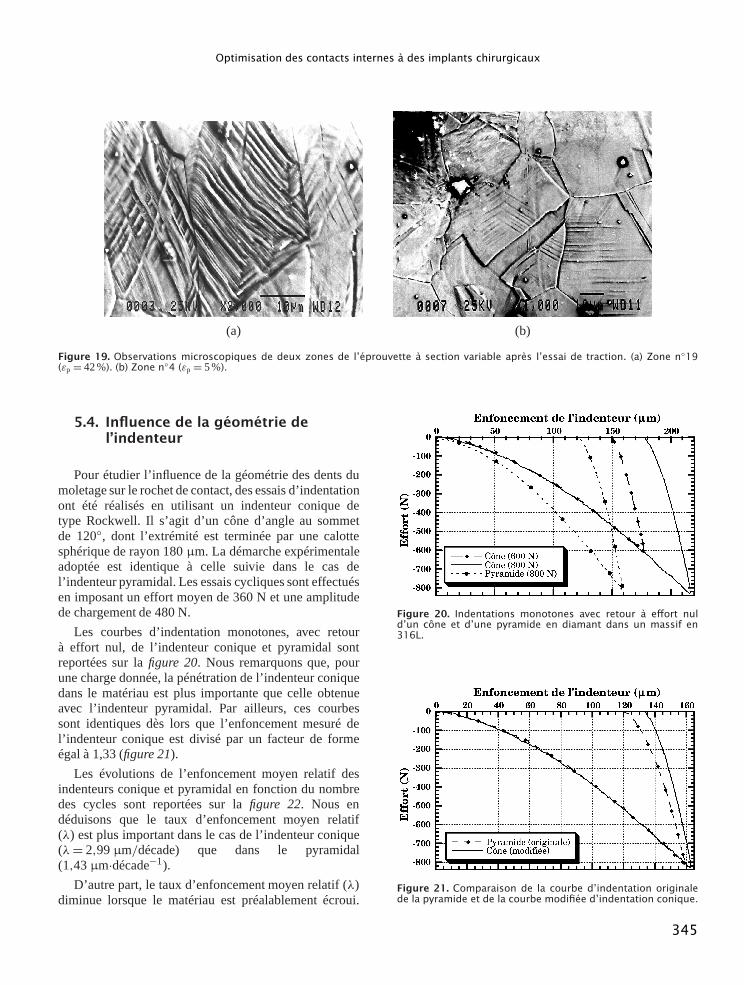
Au cours du chargement cyclique, une modificationdu niveau d’écrouissage du matériau situé sous l’inden-teur peut expliquer la progression de l’enfoncement del’indenteur dans le massif. Or, plus la déformation plas-tique initiale du matériau est élevée, plus son écrouis-sage initial est important. Ceci limite d’autant les possi-bilités d’évolution de cet écrouissage. En conséquence,l’enfoncement progressif de l’indenteur est moins im-portant et peut être saturé plus rapidement. Les observa-tions microscopiques réalisées sur l’éprouvette à sectionvariable montrent (figure 19) que le nombre de maclesde déformation augmente considérablement avec le tauxde déformation plastique initiale de l’éprouvette, empê-chant l’augmentation ultérieure de la déformation plas-tique dans l’éprouvette lors de l’indentation cyclique.
Figure 17. Influence de la déformation plastique axiale sur letaux d’enfoncement moyen relatif.
Figure 18. Évolution de l’enfoncement moyen progressif dansla zone ayant subi une déformation plastique longitudinalede 50 %.
344
Optimisation des contacts internes à des implants chirurgicaux
(a) (b)
Figure 19. Observations microscopiques de deux zones de l’éprouvette à section variable après l’essai de traction. (a) Zone n◦19(εp = 42 %). (b) Zone n◦4 (εp = 5 %).
5.4. Influence de la géométrie del’indenteur
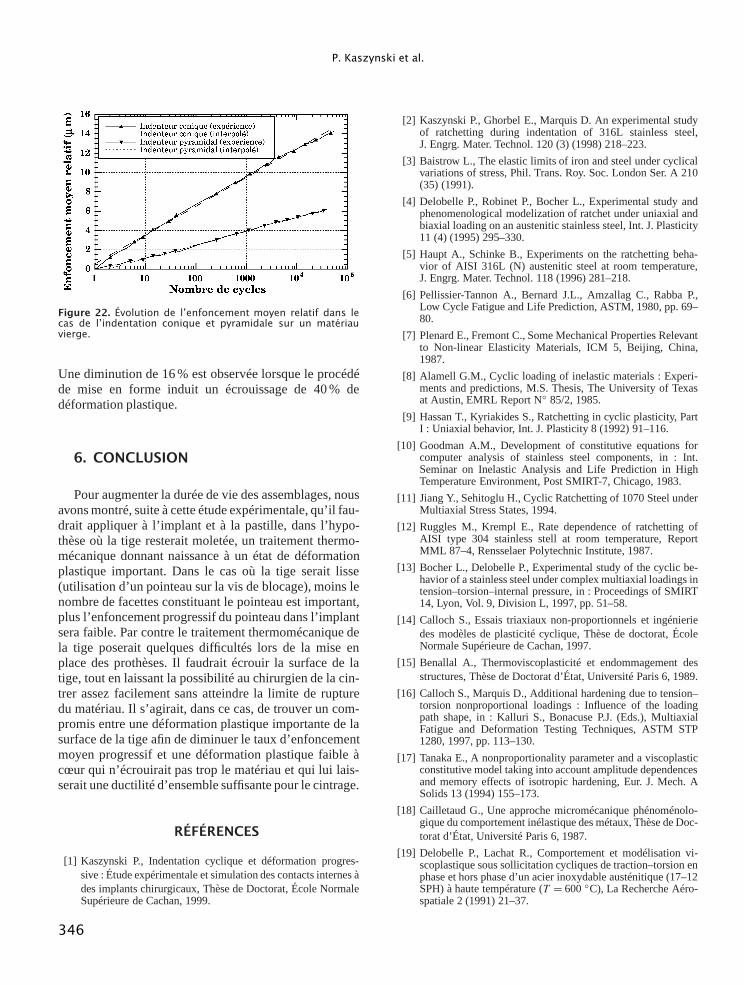
Pour étudier l’influence de la géométrie des dents dumoletage sur le rochet de contact, des essais d’indentationont été réalisés en utilisant un indenteur conique detype Rockwell. Il s’agit d’un cône d’angle au sommetde 120◦, dont l’extrémité est terminée par une calottesphérique de rayon 180µm. La démarche expérimentaleadoptée est identique à celle suivie dans le cas del’indenteur pyramidal. Les essais cycliques sont effectuésen imposant un effort moyen de 360 N et une amplitudede chargement de 480 N.
Les courbes d’indentation monotones, avec retourà effort nul, de l’indenteur conique et pyramidal sontreportées sur lafigure 20. Nous remarquons que, pourune charge donnée, la pénétration de l’indenteur coniquedans le matériau est plus importante que celle obtenueavec l’indenteur pyramidal. Par ailleurs, ces courbessont identiques dès lors que l’enfoncement mesuré del’indenteur conique est divisé par un facteur de formeégal à 1,33 (figure 21).
Les évolutions de l’enfoncement moyen relatif desindenteurs conique et pyramidal en fonction du nombredes cycles sont reportées sur lafigure 22. Nous endéduisons que le taux d’enfoncement moyen relatif(λ) est plus important dans le cas de l’indenteur conique(λ= 2,99µm/décade) que dans le pyramidal(1,43µm·décade−1).
D’autre part, le taux d’enfoncement moyen relatif (λ)diminue lorsque le matériau est préalablement écroui.
Figure 20. Indentations monotones avec retour à effort nuld’un cône et d’une pyramide en diamant dans un massif en316L.
Figure 21. Comparaison de la courbe d’indentation originalede la pyramide et de la courbe modifiée d’indentation conique.
345
P. Kaszynski et al.
Figure 22. Évolution de l’enfoncement moyen relatif dans lecas de l’indentation conique et pyramidale sur un matériauvierge.
Une diminution de 16 % est observée lorsque le procédéde mise en forme induit un écrouissage de 40 % dedéformation plastique.
6. CONCLUSION
Pour augmenter la durée de vie des assemblages, nousavons montré, suite à cette étude expérimentale, qu’il fau-drait appliquer à l’implant et à la pastille, dans l’hypo-thèse où la tige resterait moletée, un traitement thermo-mécanique donnant naissance à un état de déformationplastique important. Dans le cas où la tige serait lisse(utilisation d’un pointeau sur la vis de blocage), moins lenombre de facettes constituant le pointeau est important,plus l’enfoncement progressif du pointeau dans l’implantsera faible. Par contre le traitement thermomécanique dela tige poserait quelques difficultés lors de la mise enplace des prothèses. Il faudrait écrouir la surface de latige, tout en laissant la possibilité au chirurgien de la cin-trer assez facilement sans atteindre la limite de rupturedu matériau. Il s’agirait, dans ce cas, de trouver un com-promis entre une déformation plastique importante de lasurface de la tige afin de diminuer le taux d’enfoncementmoyen progressif et une déformation plastique faible àcœur qui n’écrouirait pas trop le matériau et qui lui lais-serait une ductilité d’ensemble suffisante pour le cintrage.
RÉFÉRENCES
[1] Kaszynski P., Indentation cyclique et déformation progres-sive : Étude expérimentale et simulation des contacts internes àdes implants chirurgicaux, Thèse de Doctorat, École NormaleSupérieure de Cachan, 1999.
[2] Kaszynski P., Ghorbel E., Marquis D. An experimental studyof ratchetting during indentation of 316L stainless steel,J. Engrg. Mater. Technol. 120 (3) (1998) 218–223.
[3] Baistrow L., The elastic limits of iron and steel under cyclicalvariations of stress, Phil. Trans. Roy. Soc. London Ser. A 210(35) (1991).
[4] Delobelle P., Robinet P., Bocher L., Experimental study andphenomenological modelization of ratchet under uniaxial andbiaxial loading on an austenitic stainless steel, Int. J. Plasticity11 (4) (1995) 295–330.
[5] Haupt A., Schinke B., Experiments on the ratchetting beha-vior of AISI 316L (N) austenitic steel at room temperature,J. Engrg. Mater. Technol. 118 (1996) 281–218.
[6] Pellissier-Tannon A., Bernard J.L., Amzallag C., Rabba P.,Low Cycle Fatigue and Life Prediction, ASTM, 1980, pp. 69–80.
[7] Plenard E., Fremont C., Some Mechanical Properties Relevantto Non-linear Elasticity Materials, ICM 5, Beijing, China,1987.
[8] Alamell G.M., Cyclic loading of inelastic materials : Experi-ments and predictions, M.S. Thesis, The University of Texasat Austin, EMRL Report N◦ 85/2, 1985.
[9] Hassan T., Kyriakides S., Ratchetting in cyclic plasticity, PartI : Uniaxial behavior, Int. J. Plasticity 8 (1992) 91–116.
[10] Goodman A.M., Development of constitutive equations forcomputer analysis of stainless steel components, in : Int.Seminar on Inelastic Analysis and Life Prediction in HighTemperature Environment, Post SMIRT-7, Chicago, 1983.
[11] Jiang Y., Sehitoglu H., Cyclic Ratchetting of 1070 Steel underMultiaxial Stress States, 1994.
[12] Ruggles M., Krempl E., Rate dependence of ratchetting ofAISI type 304 stainless stell at room temperature, ReportMML 87–4, Rensselaer Polytechnic Institute, 1987.
[13] Bocher L., Delobelle P., Experimental study of the cyclic be-havior of a stainless steel under complex multiaxial loadings intension–torsion–internal pressure, in : Proceedings of SMIRT14, Lyon, Vol. 9, Division L, 1997, pp. 51–58.
[14] Calloch S., Essais triaxiaux non-proportionnels et ingénieriedes modèles de plasticité cyclique, Thèse de doctorat, ÉcoleNormale Supérieure de Cachan, 1997.
[15] Benallal A., Thermoviscoplasticité et endommagement desstructures, Thèse de Doctorat d’État, Université Paris 6, 1989.
[16] Calloch S., Marquis D., Additional hardening due to tension–torsion nonproportional loadings : Influence of the loadingpath shape, in : Kalluri S., Bonacuse P.J. (Eds.), MultiaxialFatigue and Deformation Testing Techniques, ASTM STP1280, 1997, pp. 113–130.
[17] Tanaka E., A nonproportionality parameter and a viscoplasticconstitutive model taking intoaccount amplitude dependencesand memory effects of isotropic hardening, Eur. J. Mech. ASolids 13 (1994) 155–173.
[18] Cailletaud G., Une approche micromécanique phénoménolo-gique du comportement inélastique des métaux, Thèse de Doc-torat d’État, Université Paris 6, 1987.
[19] Delobelle P., Lachat R., Comportement et modélisation vi-scoplastique sous sollicitation cycliques de traction–torsion enphase et hors phase d’un acier inoxydable austénitique (17–12SPH) à haute température (T = 600◦C), La Recherche Aéro-spatiale 2 (1991) 21–37.
346
Optimisation des contacts internes à des implants chirurgicaux
[20] Delobelle P., Synthesis of the elastoviscoplastic behaviorand modelization of an austenitic stainless steel over largetemperature range, under uniaxial and biaxial loadings, Part I :Behavior, Int. J. Plasticity 9 (1993) 65–85.
[21] Delobelle P., Synthesis of the elastoviscoplastic behaviorand modelization of an austenitic stainless steel over largetemperature range, under uniaxial and biaxial loadings, PartII : Phenomenological modelization, Int. J. Plasticity 9 (1993)65–85.
[22] Hassan T., Corona E., Kyriakides S., Ratchetting in cyclicplasticity, Part II : Multiaxial behavior, Int. J. Plasticity 8(1992) 117–146.
[23] Corona E., Hassan T., Kyriakides S., On the performance ofkinematic hardenning rules in predicting a class of biaxialratchetting histories, Int. J. Plasticity 12 (1) (1996) 117–145.
[24] Germain P., Cours de mécanique des milieux continus, Mas-son, 1972.
[25] Armstrong P.J., Frederick C.O., A mathematical represen-tation of the multiaxial Bauschinger effect, CEGB ReportRD/B/N731, Berkeley Nuclear Laboratories, 1966.
[26] Benallal A., Marquis D., Constitutive equations for nonpro-portional cyclic elasto-viscoplasticity, J. Engrg. Mater. Tech-nol. 109 (1987) 326–336.
[27] Marquis D., Modélisation et identification de l’écrouissageanisotrope des métaux, Thèse de 3ème cycle, Université Paris6, 1979.
[28] Chaboche J.L., Nouailhas D., Paulmier P., Policella H., Sur lesproblèmes posés par la description des effets de rochet en plas-ticité et viscoplasticité cycliques, La Recherche Aérospatiale1 (1989) 63–79.
[29] Tanaka E., A nonproportionality parameter and a viscoplasticconstitutive model taking intoaccount amplitude dependencesand memory effects of isotropic hardening, Eur. J. Mech. ASolids 13 (1994) 155–173.
[30] Chaboche J.L., On some modifications of kinematic hardeningto improve the description of ratchetting effects, Int. J. Plasti-city 7 (1991) 661–678.
[31] Ohno N., Wang D., Kinematic hardening rules with criticalstate of dynamic recovery. Part I : Formulation and basicfeatures for ratchetting behavior, Int. J. Plasticity 9 (1993)375–390.
[32] Ohno N., Wang D., Kinematic hardening rules with criticalstate of dynamic recovery. Part II : Application to experimentsof ratchetting behavior, Int. J. Plasticity 9 (1993) 391–403.
[33] McDowell, On stress state dependence of cyclic ratchettingbehavior of two rail steel, Int. J. Plasticity 11 (4) (1995) 397–421.
347