nettoyage et désinfection appliqués aux contenants ... · 1/16 nettoyage et désinfection...
TRANSCRIPT

1/16
Nettoyage et désinfection appliqués aux contenants vinaires en
bois destinés à la vinification et à l’élevage des vins
Partie II = Nécessité, Principes et Méthode de Désinfection du bois au
contact du vin
Dr. Pascal CHATONNET
a. La désinfection des récipients vinaires en bois
i. Utilisation traditionnelle du dioxyde de soufre
Le brûlage de soufre à l’intérieur des récipients vinaires vides à la fin du XVIIIe siècle
représente le premier acte de désinfection des contenants et d’ajout d’antiseptique exogène en
œnologie. Depuis cette date, l’ajout de dioxyde de soufre sous forme de gaz ou de solution
saline est toujours au cœur de la protection du vin vis à vis des altérations microbiennes et de
la désinfection des récipients vinaires en bois. En effet, la combustion du soufre élémentaire
dans l’air produit du dioxyde de soufre utilisé sous forme gazeuse à forte concentration qui
permet d’agir sur la surface mais également sur les premiers millimètres de bois en
provoquant une acidification mortelle du contenu intracellulaire des microorganismes.
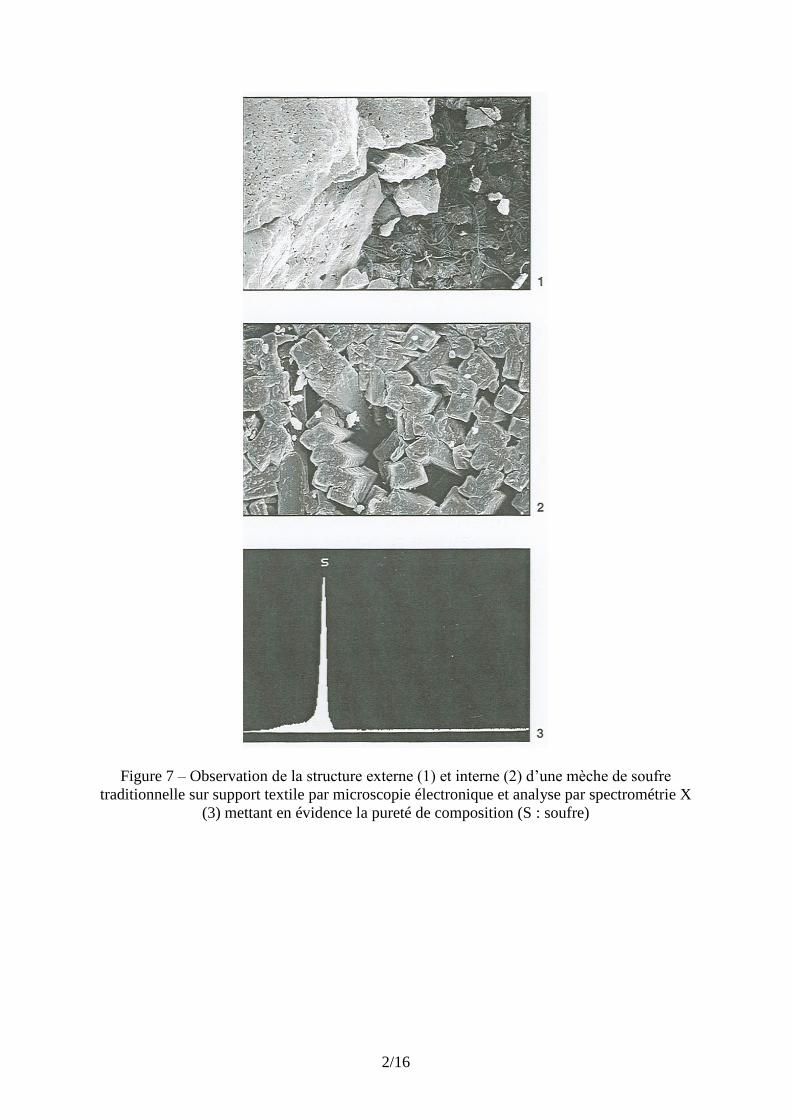
Le dioxyde de soufre gazeux peut être produit traditionnellement par la combustion d’une
mèche (soufre sur une trame métallique ou textile), ou de pastilles de soufre compacté sur une
charge minérale (silicates, fibre de verre) ou organiques (bois, fibres textiles plastiques)
placée à l’intérieur du récipient vide (figures 7 & 8). Il peut également être introduit
directement sous forme gazeuse à partir de gaz industriel liquéfié. Le dioxyde de soufre agit
sur la surface et la micro-porosité en contact immédiat avec le vin, l’excès de dioxyde de
soufre est ensuite partiellement dissout dans le vin lors de son entonnage par émulsion
gazeuse ou évacué à l’extérieur par le déplacement de volumes.
2/16
Figure 7 – Observation de la structure externe (1) et interne (2) d’une mèche de soufre
traditionnelle sur support textile par microscopie électronique et analyse par spectrométrie X
(3) mettant en évidence la pureté de composition (S : soufre)
3/16
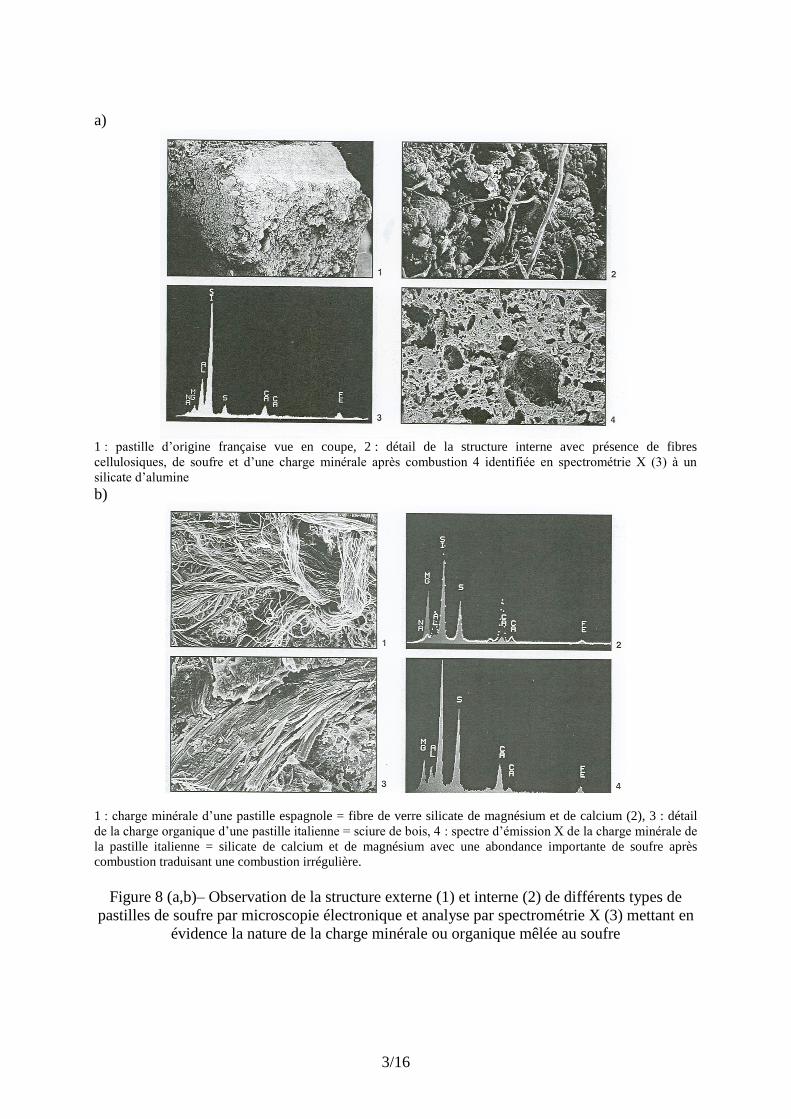
a)
1 : pastille d’origine française vue en coupe, 2 : détail de la structure interne avec présence de fibres
cellulosiques, de soufre et d’une charge minérale après combustion 4 identifiée en spectrométrie X (3) à un
silicate d’alumine
b)
1 : charge minérale d’une pastille espagnole = fibre de verre silicate de magnésium et de calcium (2), 3 : détail
de la charge organique d’une pastille italienne = sciure de bois, 4 : spectre d’émission X de la charge minérale de
la pastille italienne = silicate de calcium et de magnésium avec une abondance importante de soufre après
combustion traduisant une combustion irrégulière.
Figure 8 (a,b)– Observation de la structure externe (1) et interne (2) de différents types de
pastilles de soufre par microscopie électronique et analyse par spectrométrie X (3) mettant en
évidence la nature de la charge minérale ou organique mêlée au soufre
4/16
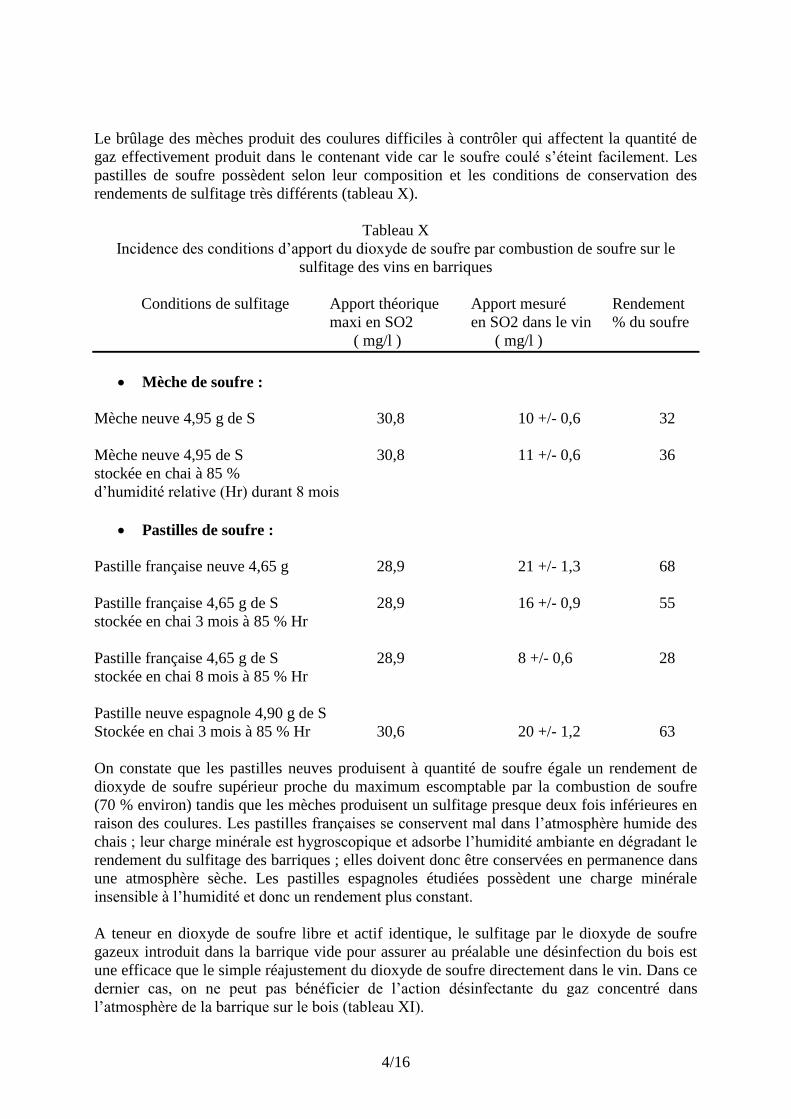
Le brûlage des mèches produit des coulures difficiles à contrôler qui affectent la quantité de
gaz effectivement produit dans le contenant vide car le soufre coulé s’éteint facilement. Les
pastilles de soufre possèdent selon leur composition et les conditions de conservation des
rendements de sulfitage très différents (tableau X).
Tableau X
Incidence des conditions d’apport du dioxyde de soufre par combustion de soufre sur le
sulfitage des vins en barriques
Conditions de sulfitage Apport théorique Apport mesuré Rendement
maxi en SO2 en SO2 dans le vin % du soufre
( mg/l ) ( mg/l )
Mèche de soufre :
Mèche neuve 4,95 g de S 30,8 10 +/- 0,6 32
Mèche neuve 4,95 de S 30,8 11 +/- 0,6 36
stockée en chai à 85 %
d’humidité relative (Hr) durant 8 mois
Pastilles de soufre :
Pastille française neuve 4,65 g 28,9 21 +/- 1,3 68
Pastille française 4,65 g de S 28,9 16 +/- 0,9 55
stockée en chai 3 mois à 85 % Hr
Pastille française 4,65 g de S 28,9 8 +/- 0,6 28
stockée en chai 8 mois à 85 % Hr
Pastille neuve espagnole 4,90 g de S
Stockée en chai 3 mois à 85 % Hr 30,6 20 +/- 1,2 63
On constate que les pastilles neuves produisent à quantité de soufre égale un rendement de
dioxyde de soufre supérieur proche du maximum escomptable par la combustion de soufre
(70 % environ) tandis que les mèches produisent un sulfitage presque deux fois inférieures en
raison des coulures. Les pastilles françaises se conservent mal dans l’atmosphère humide des
chais ; leur charge minérale est hygroscopique et adsorbe l’humidité ambiante en dégradant le
rendement du sulfitage des barriques ; elles doivent donc être conservées en permanence dans
une atmosphère sèche. Les pastilles espagnoles étudiées possèdent une charge minérale
insensible à l’humidité et donc un rendement plus constant.
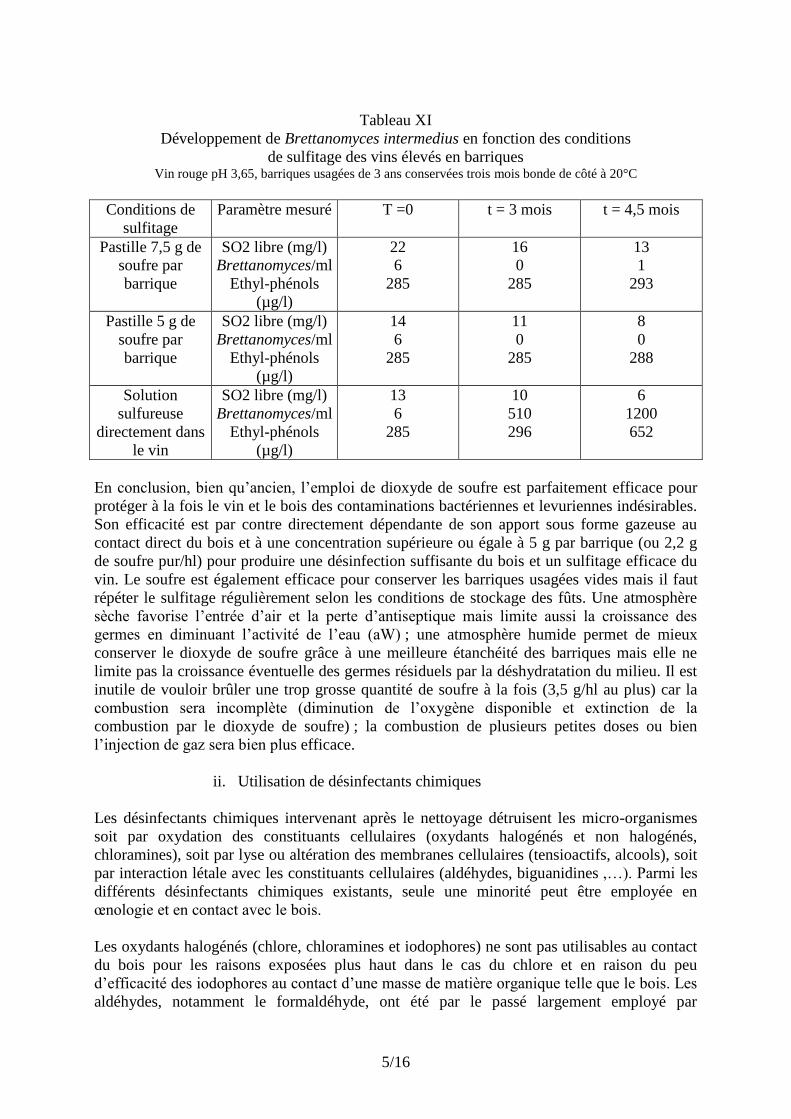
A teneur en dioxyde de soufre libre et actif identique, le sulfitage par le dioxyde de soufre
gazeux introduit dans la barrique vide pour assurer au préalable une désinfection du bois est
une efficace que le simple réajustement du dioxyde de soufre directement dans le vin. Dans ce
dernier cas, on ne peut pas bénéficier de l’action désinfectante du gaz concentré dans
l’atmosphère de la barrique sur le bois (tableau XI).
5/16
Tableau XI
Développement de Brettanomyces intermedius en fonction des conditions
de sulfitage des vins élevés en barriques Vin rouge pH 3,65, barriques usagées de 3 ans conservées trois mois bonde de côté à 20°C
Conditions de
sulfitage
Paramètre mesuré T =0 t = 3 mois t = 4,5 mois
Pastille 7,5 g de
soufre par
barrique
SO2 libre (mg/l)
Brettanomyces/ml
Ethyl-phénols
(µg/l)
22
6
285
16
0
285
13
1
293
Pastille 5 g de
soufre par
barrique
SO2 libre (mg/l)
Brettanomyces/ml
Ethyl-phénols
(µg/l)
14
6
285
11
0
285
8
0
288
Solution
sulfureuse
directement dans
le vin
SO2 libre (mg/l)
Brettanomyces/ml
Ethyl-phénols
(µg/l)
13
6
285
10
510
296
6
1200
652
En conclusion, bien qu’ancien, l’emploi de dioxyde de soufre est parfaitement efficace pour
protéger à la fois le vin et le bois des contaminations bactériennes et levuriennes indésirables.
Son efficacité est par contre directement dépendante de son apport sous forme gazeuse au
contact direct du bois et à une concentration supérieure ou égale à 5 g par barrique (ou 2,2 g
de soufre pur/hl) pour produire une désinfection suffisante du bois et un sulfitage efficace du
vin. Le soufre est également efficace pour conserver les barriques usagées vides mais il faut
répéter le sulfitage régulièrement selon les conditions de stockage des fûts. Une atmosphère
sèche favorise l’entrée d’air et la perte d’antiseptique mais limite aussi la croissance des
germes en diminuant l’activité de l’eau (aW) ; une atmosphère humide permet de mieux
conserver le dioxyde de soufre grâce à une meilleure étanchéité des barriques mais elle ne
limite pas la croissance éventuelle des germes résiduels par la déshydratation du milieu. Il est
inutile de vouloir brûler une trop grosse quantité de soufre à la fois (3,5 g/hl au plus) car la
combustion sera incomplète (diminution de l’oxygène disponible et extinction de la
combustion par le dioxyde de soufre) ; la combustion de plusieurs petites doses ou bien
l’injection de gaz sera bien plus efficace.
ii. Utilisation de désinfectants chimiques
Les désinfectants chimiques intervenant après le nettoyage détruisent les micro-organismes
soit par oxydation des constituants cellulaires (oxydants halogénés et non halogénés,
chloramines), soit par lyse ou altération des membranes cellulaires (tensioactifs, alcools), soit
par interaction létale avec les constituants cellulaires (aldéhydes, biguanidines ,…). Parmi les
différents désinfectants chimiques existants, seule une minorité peut être employée en
œnologie et en contact avec le bois.
Les oxydants halogénés (chlore, chloramines et iodophores) ne sont pas utilisables au contact
du bois pour les raisons exposées plus haut dans le cas du chlore et en raison du peu
d’efficacité des iodophores au contact d’une masse de matière organique telle que le bois. Les
aldéhydes, notamment le formaldéhyde, ont été par le passé largement employé par
6/16
fumigation pour la conservation prolongée des récipients vinaires vides. Ce produit à un
spectre d’efficacité très large et un effet sporicide puissant. Cependant, la toxicité du formol
(produit suspecté de propriétés cancérigènes) recommande son abandon. Les biguanidines
sont des molécules peu adaptées à la flore du vin (peu ou pas d’efficacité contre les
champignons en général). Les alcools doivent être utilisés à de forte concentration (50-70 %
vol.), ils n’ont que pas ou peu d’effet sur les levures, peu efficaces, coûteux et inflammables.
Les savons ampholytes nécessitent une forte concentration pour être efficaces et moussent
fortement ce qui rend très difficile leur rinçage.
En conséquence, parmi les désinfectants chimiques disponibles ne restent utilisables
pratiquement que les oxydants non halogénés et les ammoniums quaternaires.
* Oxydants non halogénés
Par agents oxydants non halogénés ont entend essentiellement :
- le peroxyde d’hydrogène ;
- les sels de peroxydes ,
- l’acide peracétique ;
- le permanganate de potassium.
Le peroxyde d’hydrogène, ou eau oxygénée, se trouve dans le commerce sous forme liquide à
30 % de matière active ou 110 volumes ( 1 volume = 1 litre d’oxygène libéré par litre de
solution). Pour être pleinement efficace, l’eau oxygénée nécessite un temps de contact assez
long. En outre, l’oxygène actif n’est libéré rapidement à pH neutre ou acide qu’à partir de
60°C. De part son principe d’action, la présence du bois comme matière organique limite
l’efficacité désinfectante. Le peroxyde d’hydrogène sous forme liquide à partir de 1 % vol. est
actif sur toutes les bactéries, mais moins sur les levures, les moisissures et les spores.
Les sels de peroxydes produisent une fois dissous dans l’eau des solutions d’oxygène actif
comparables au peroxyde d’hydrogène liquide mais en ayant l’avantage d’être préparés juste
au moment de l’emploi en étant plus stables. Le perborate de sodium, pour des questions de
rejets plus ou moins toxiques pour l’environnement, est remplacé par le percarbonate de
sodium (mono ou tétrahydrate) et par le mono persulfate de sodium, qui sont actifs à plus
basse température.
Le percarbonate de sodium (Na2CO3, 3 H2O2) peut libérer 27,5 % d’oxygène actif pH alcalin
(pH 5 % = 10,6). Il est actif à plus basse température que l’eau oxygénée. Grâce à la libération
de carbonates, en travaillant à pH alcalin, il augmente l’activité peroxydante et possède des
propriétés détergentes. Le mono persulfate de sodium actif (KHSO5) est présent en mélange à
40-45 % avec du sulfate et de l’hydrogénosultate de potasssium et produit une solution à pH
acide (solution à 1 % pH 2).
7/16
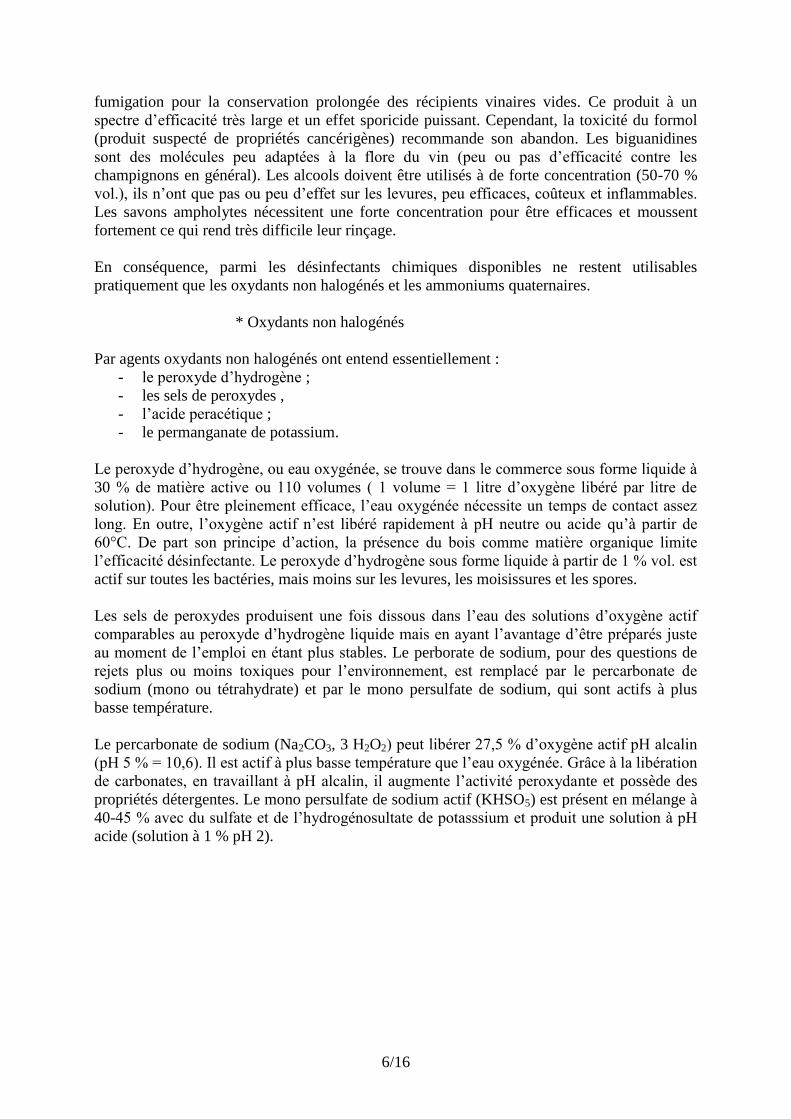
Figure 9 – Mode de décomposition de l’acide peracétique
L’acide peracétique présente par rapport à l’eau oxygéné classique un effet sporicide et anti-
levures beaucoup plus important sans nécessiter une température aussi élevée pour être actif.
Une efficacité supérieure et obtenue avec des temps de contact plus courts, une température
plus basse, à une concentration plus faible (< 1 %), avec une stabilité accrue. Il se décompose
en oxygène et en acide acétique (figure 9), mais aux concentrations employées, le risque de
résidus excessif d’acide acétique et nul. Le produit dilué est facilement rincé et inodore. Son
utilisation est à proscrire au contact du bronze, mais il ne produit pas de corrosion particulière
de l’aluminium et de l’acier inoxydable.
Le permanganate de potassium KMnO4 est un produit utilisé depuis très longtemps pour la
désinfection des contenants vinaires. Il possède des propriétés oxydantes importantes en
milieu acide qui l’on surtout fait utilisé comme désodorisant mais ses propriétés
désinfectantes sont assez limitées en comparaison des oxydants précités et nécessite des temps
de contact assez longs. Il produit une coloration rose de l’eau mais n’entraîne pas de
changement de couleur sur le bois a l’état dilué, son rejet génère une certaine pollution par le
Manganèse.
En conséquence, parmi les matières actives oxydantes envisageables, ce sont les sels de
peroxydes, notamment le percarbonate, et l’acide peracétique qui présentent les compromis
les plus intéressants pour la désinfection du bois.
iii. Procédure de nettoyage-désinfection chimique
Un protocole de nettoyage et de désinfection, tout en adaptant les temps aux conditions de
travail locales et au degré de salissure, doit systématiquement respecter l’enchaînement des
étapes suivantes :
- Rinçage à l’eau froide basse pression pour l’élimination des dépôts majeurs non
adhérents durant 1 à 2 min selon le débit d’eau ;
- Nettoyage à chaud (60-80°C) :
à haute pression (100-120 b) à l’aide d’une tête rotative avec ou non
l’assistance de détergent alcalin à base de carbonate de sodium pour un
encrassement moyen ou d’hydroxyde de sodium si le tartre est trop épais ;
8/16
à basse pression avec une tête de lavage bien dimensionnée en recyclage dans
le cas des gros contenants.
- Rinçage à l’eau perdue rapidement ;
- Désinfection à base de peroxyde, en milieu neutre ou acide, en lavage haute-pression
pour les petits contenants ou basse pression pour les gros ;
- Rinçage rapide à l’eau perdue (basse pression)
- Rinçage final à l’eau sulfitée
- Egouttage si la procédure s’arrête à ce stade avant un méchage, sinon une désinfection
thermique peut s’enchaîner directement.
iv. Traitements thermiques
La désinfection par voie thermique permet d’éviter l’emploi de substances chimiques
exogènes. La phase de nettoyage préalable, avec ou sans l’assistance de complexes détergents,
ne nécessite pas une température supérieure à 80°C. Au contraire, au-delà de ce niveau
certains composés perdent d’ailleurs de leur efficacité (ammoniums quaternaires). Par contre,
pour assurer l’élimination des germes présents en surface et plus en profondeur à l’intérieur
des douelles, une température élevée permettra d’augmenter l’efficacité en réduisant le temps
du traitement. Cependant, on ne peut pas sur le bois utiliser une température trop élevée
pendant une durée trop longue car il se produirait inévitablement une altération mécanique du
contenant en bois. Dans ces conditions, le traitement thermique du bois peut être réalisé, soit
avec de l’eau chaude entre 85 et 90°C, soit avec de la vapeur fluente à 105-120°C (pression <
0,5 bar) tout au plus mais difficilement avec de la vapeur surchauffée (> 160°C) qui nécessite
par ailleurs des installations beaucoup plus lourdes.
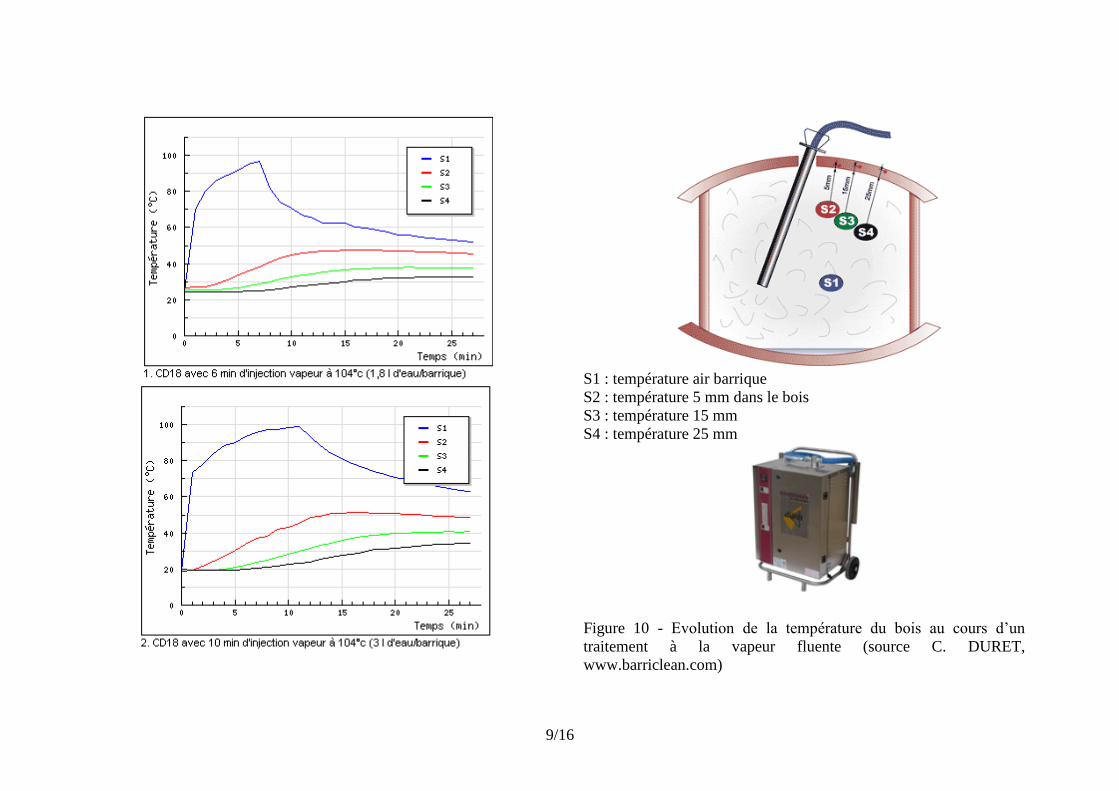
Le principal intérêt de la désinfection par voie thermique et de pouvoir accéder à des couches
profondes du bois qui sont parfaitement inaccessibles aux traitements chimiques. Néanmoins,
le bois possède une inertie thermique très importante qui ralentit considérablement la
diffusion de la chaleur dans sa masse (tableau IV). La désinfection par voie thermique est
donc forcément assez lente. La figure présente l’évolution de la température à différents
niveaux d’une barrique au cours de sa désinfection par la vapeur fluente à 104°C.
Tableau IV
Comparaison de la conductivité thermique de différents matériaux et composés
Matériel Conductibilité thermique (20°C)
W.m-1
.K-1
Air 0,026
Eau 0,60
Acier 46
Acier inoxydable 26
Bois, parallèle aux fibres 0,36
Bois, perpendiculaire aux fibres 0,15
9/16
S1 : température air barrique
S2 : température 5 mm dans le bois
S3 : température 15 mm
S4 : température 25 mm
Figure 10 - Evolution de la température du bois au cours d’un
traitement à la vapeur fluente (source C. DURET,
www.barriclean.com)
10/16
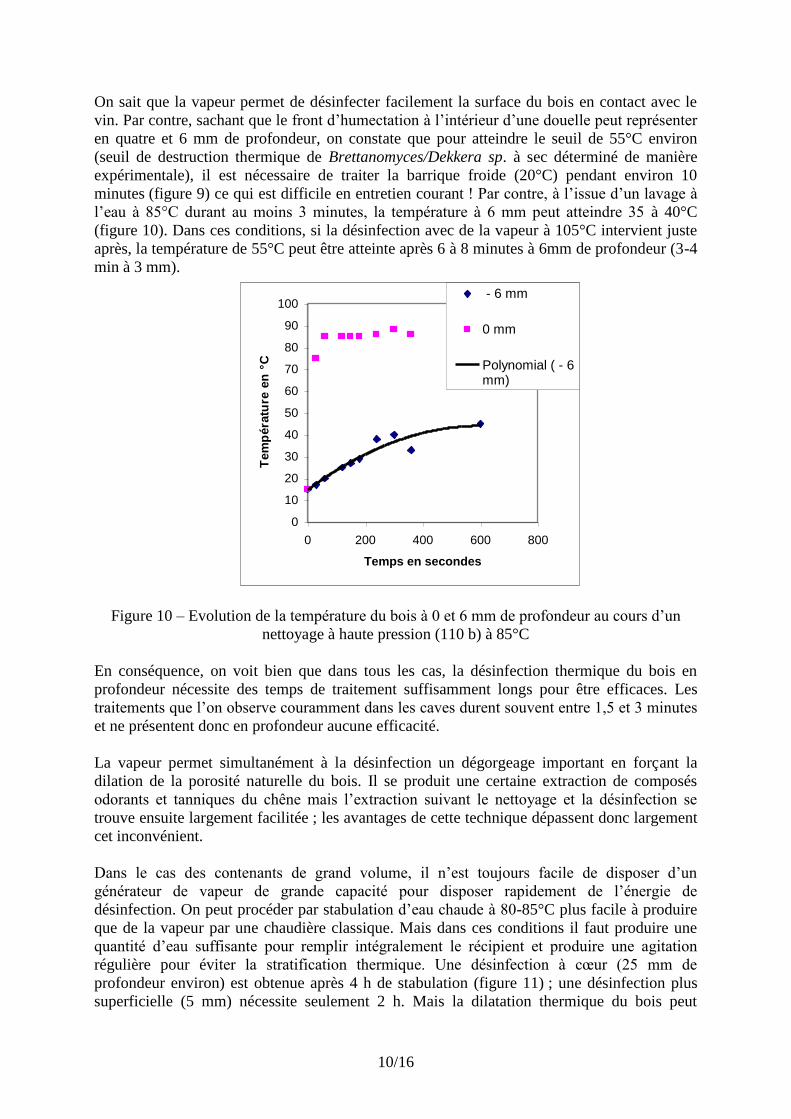
On sait que la vapeur permet de désinfecter facilement la surface du bois en contact avec le
vin. Par contre, sachant que le front d’humectation à l’intérieur d’une douelle peut représenter
en quatre et 6 mm de profondeur, on constate que pour atteindre le seuil de 55°C environ
(seuil de destruction thermique de Brettanomyces/Dekkera sp. à sec déterminé de manière
expérimentale), il est nécessaire de traiter la barrique froide (20°C) pendant environ 10
minutes (figure 9) ce qui est difficile en entretien courant ! Par contre, à l’issue d’un lavage à
l’eau à 85°C durant au moins 3 minutes, la température à 6 mm peut atteindre 35 à 40°C
(figure 10). Dans ces conditions, si la désinfection avec de la vapeur à 105°C intervient juste
après, la température de 55°C peut être atteinte après 6 à 8 minutes à 6mm de profondeur (3-4
min à 3 mm).
Figure 10 – Evolution de la température du bois à 0 et 6 mm de profondeur au cours d’un
nettoyage à haute pression (110 b) à 85°C
En conséquence, on voit bien que dans tous les cas, la désinfection thermique du bois en
profondeur nécessite des temps de traitement suffisamment longs pour être efficaces. Les
traitements que l’on observe couramment dans les caves durent souvent entre 1,5 et 3 minutes
et ne présentent donc en profondeur aucune efficacité.
La vapeur permet simultanément à la désinfection un dégorgeage important en forçant la
dilation de la porosité naturelle du bois. Il se produit une certaine extraction de composés
odorants et tanniques du chêne mais l’extraction suivant le nettoyage et la désinfection se
trouve ensuite largement facilitée ; les avantages de cette technique dépassent donc largement
cet inconvénient.
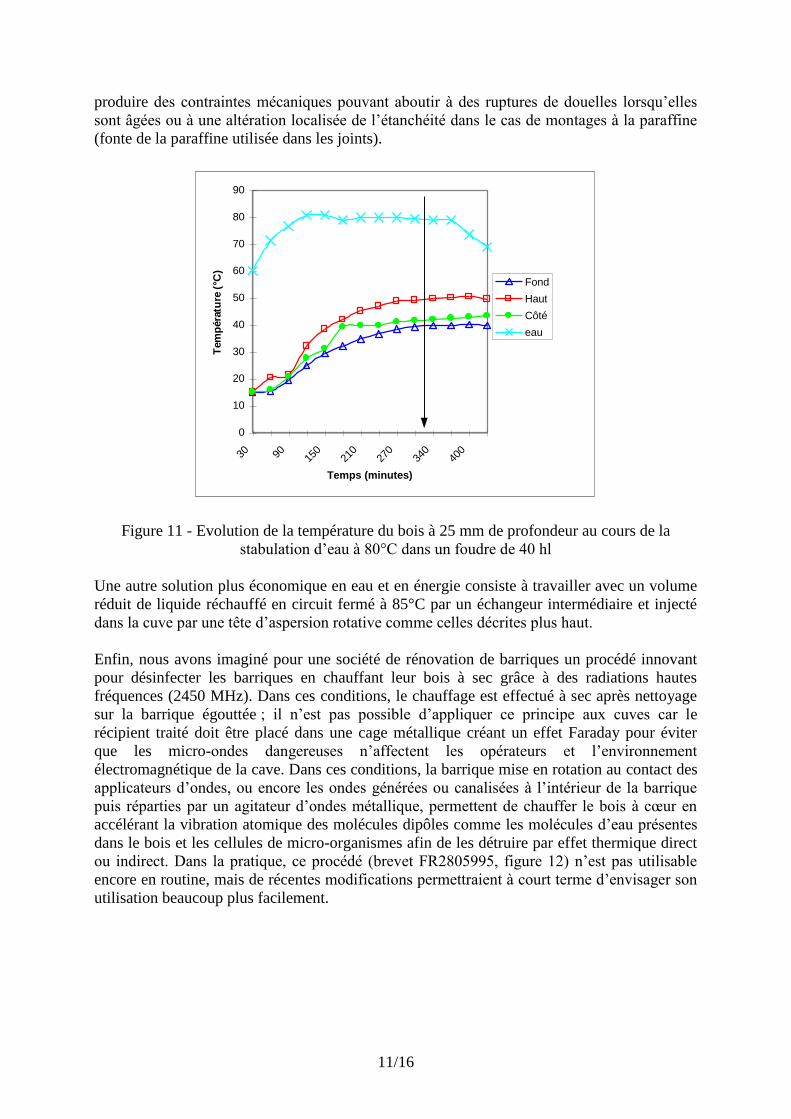
Dans le cas des contenants de grand volume, il n’est toujours facile de disposer d’un
générateur de vapeur de grande capacité pour disposer rapidement de l’énergie de
désinfection. On peut procéder par stabulation d’eau chaude à 80-85°C plus facile à produire
que de la vapeur par une chaudière classique. Mais dans ces conditions il faut produire une
quantité d’eau suffisante pour remplir intégralement le récipient et produire une agitation
régulière pour éviter la stratification thermique. Une désinfection à cœur (25 mm de
profondeur environ) est obtenue après 4 h de stabulation (figure 11) ; une désinfection plus
superficielle (5 mm) nécessite seulement 2 h. Mais la dilatation thermique du bois peut
0
10
20
30
40
50
60
70
80
90
100
0 200 400 600 800
Temps en secondes
Tem
péra
ture
en
°C
- 6 mm
0 mm
Polynomial ( - 6mm)
11/16
produire des contraintes mécaniques pouvant aboutir à des ruptures de douelles lorsqu’elles
sont âgées ou à une altération localisée de l’étanchéité dans le cas de montages à la paraffine
(fonte de la paraffine utilisée dans les joints).
0
10
20
30
40
50
60
70
80
90
30 90 150
210
270
340
400
Temps (minutes)
Tem
péra
ture
(°C
)
Fond
Haut
Côté
eau
Figure 11 - Evolution de la température du bois à 25 mm de profondeur au cours de la
stabulation d’eau à 80°C dans un foudre de 40 hl
Une autre solution plus économique en eau et en énergie consiste à travailler avec un volume
réduit de liquide réchauffé en circuit fermé à 85°C par un échangeur intermédiaire et injecté
dans la cuve par une tête d’aspersion rotative comme celles décrites plus haut.
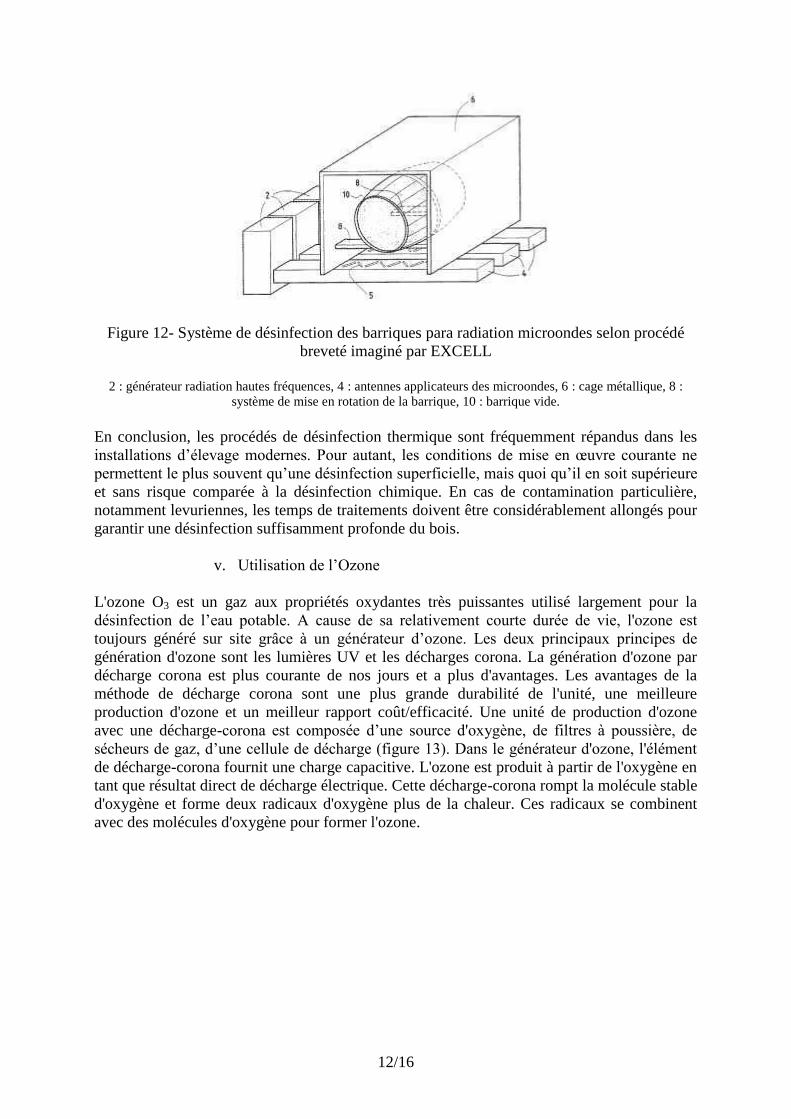
Enfin, nous avons imaginé pour une société de rénovation de barriques un procédé innovant
pour désinfecter les barriques en chauffant leur bois à sec grâce à des radiations hautes
fréquences (2450 MHz). Dans ces conditions, le chauffage est effectué à sec après nettoyage
sur la barrique égouttée ; il n’est pas possible d’appliquer ce principe aux cuves car le
récipient traité doit être placé dans une cage métallique créant un effet Faraday pour éviter
que les micro-ondes dangereuses n’affectent les opérateurs et l’environnement
électromagnétique de la cave. Dans ces conditions, la barrique mise en rotation au contact des
applicateurs d’ondes, ou encore les ondes générées ou canalisées à l’intérieur de la barrique
puis réparties par un agitateur d’ondes métallique, permettent de chauffer le bois à cœur en
accélérant la vibration atomique des molécules dipôles comme les molécules d’eau présentes
dans le bois et les cellules de micro-organismes afin de les détruire par effet thermique direct
ou indirect. Dans la pratique, ce procédé (brevet FR2805995, figure 12) n’est pas utilisable
encore en routine, mais de récentes modifications permettraient à court terme d’envisager son
utilisation beaucoup plus facilement.
12/16
Figure 12- Système de désinfection des barriques para radiation microondes selon procédé
breveté imaginé par EXCELL
2 : générateur radiation hautes fréquences, 4 : antennes applicateurs des microondes, 6 : cage métallique, 8 :
système de mise en rotation de la barrique, 10 : barrique vide.
En conclusion, les procédés de désinfection thermique sont fréquemment répandus dans les
installations d’élevage modernes. Pour autant, les conditions de mise en œuvre courante ne
permettent le plus souvent qu’une désinfection superficielle, mais quoi qu’il en soit supérieure
et sans risque comparée à la désinfection chimique. En cas de contamination particulière,
notamment levuriennes, les temps de traitements doivent être considérablement allongés pour
garantir une désinfection suffisamment profonde du bois.
v. Utilisation de l’Ozone
L'ozone O3 est un gaz aux propriétés oxydantes très puissantes utilisé largement pour la
désinfection de l’eau potable. A cause de sa relativement courte durée de vie, l'ozone est
toujours généré sur site grâce à un générateur d’ozone. Les deux principaux principes de
génération d'ozone sont les lumières UV et les décharges corona. La génération d'ozone par
décharge corona est plus courante de nos jours et a plus d'avantages. Les avantages de la
méthode de décharge corona sont une plus grande durabilité de l'unité, une meilleure
production d'ozone et un meilleur rapport coût/efficacité. Une unité de production d'ozone
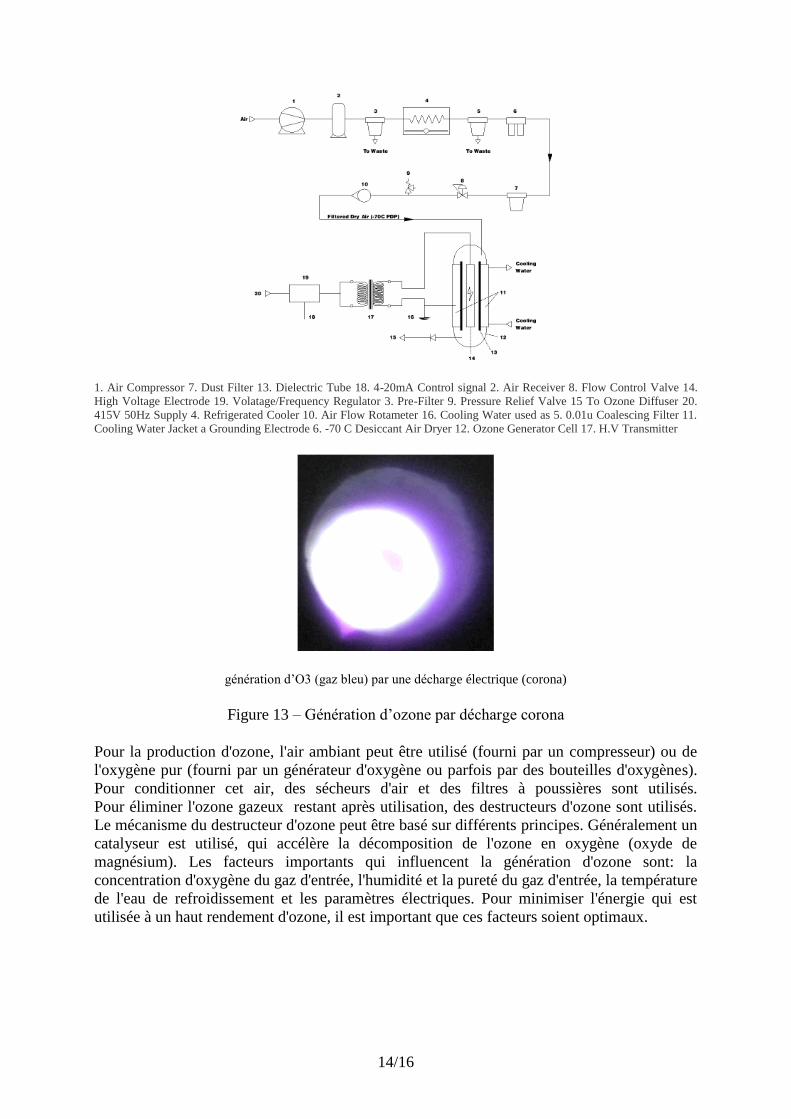
avec une décharge-corona est composée d’une source d'oxygène, de filtres à poussière, de
sécheurs de gaz, d’une cellule de décharge (figure 13). Dans le générateur d'ozone, l'élément
de décharge-corona fournit une charge capacitive. L'ozone est produit à partir de l'oxygène en
tant que résultat direct de décharge électrique. Cette décharge-corona rompt la molécule stable
d'oxygène et forme deux radicaux d'oxygène plus de la chaleur. Ces radicaux se combinent
avec des molécules d'oxygène pour former l'ozone.
13/16
14/16
1. Air Compressor 7. Dust Filter 13. Dielectric Tube 18. 4-20mA Control signal 2. Air Receiver 8. Flow Control Valve 14.
High Voltage Electrode 19. Volatage/Frequency Regulator 3. Pre-Filter 9. Pressure Relief Valve 15 To Ozone Diffuser 20.
415V 50Hz Supply 4. Refrigerated Cooler 10. Air Flow Rotameter 16. Cooling Water used as 5. 0.01u Coalescing Filter 11.
Cooling Water Jacket a Grounding Electrode 6. -70 C Desiccant Air Dryer 12. Ozone Generator Cell 17. H.V Transmitter
génération d’O3 (gaz bleu) par une décharge électrique (corona)
Figure 13 – Génération d’ozone par décharge corona
Pour la production d'ozone, l'air ambiant peut être utilisé (fourni par un compresseur) ou de
l'oxygène pur (fourni par un générateur d'oxygène ou parfois par des bouteilles d'oxygènes).
Pour conditionner cet air, des sécheurs d'air et des filtres à poussières sont utilisés.
Pour éliminer l'ozone gazeux restant après utilisation, des destructeurs d'ozone sont utilisés.
Le mécanisme du destructeur d'ozone peut être basé sur différents principes. Généralement un
catalyseur est utilisé, qui accélère la décomposition de l'ozone en oxygène (oxyde de
magnésium). Les facteurs importants qui influencent la génération d'ozone sont: la
concentration d'oxygène du gaz d'entrée, l'humidité et la pureté du gaz d'entrée, la température
de l'eau de refroidissement et les paramètres électriques. Pour minimiser l'énergie qui est
utilisée à un haut rendement d'ozone, il est important que ces facteurs soient optimaux.
15/16
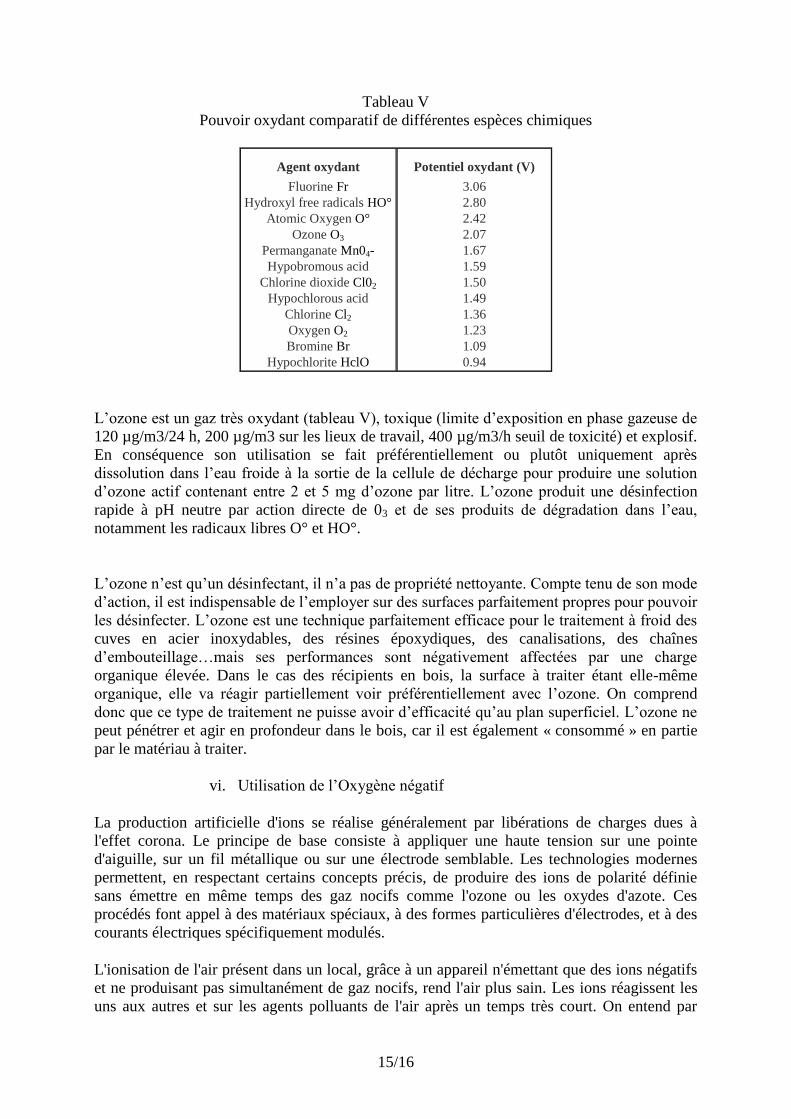
Tableau V
Pouvoir oxydant comparatif de différentes espèces chimiques
Agent oxydant
Fluorine Fr
Hydroxyl free radicals HO°
Atomic Oxygen O°
Ozone O3
Permanganate Mn04-
Hypobromous acid
Chlorine dioxide Cl02
Hypochlorous acid
Chlorine Cl2
Oxygen O2
Bromine Br
Hypochlorite HclO
Potentiel oxydant (V)
3.06
2.80
2.42
2.07
1.67
1.59
1.50
1.49
1.36
1.23
1.09
0.94
L’ozone est un gaz très oxydant (tableau V), toxique (limite d’exposition en phase gazeuse de
120 µg/m3/24 h, 200 µg/m3 sur les lieux de travail, 400 µg/m3/h seuil de toxicité) et explosif.
En conséquence son utilisation se fait préférentiellement ou plutôt uniquement après
dissolution dans l’eau froide à la sortie de la cellule de décharge pour produire une solution
d’ozone actif contenant entre 2 et 5 mg d’ozone par litre. L’ozone produit une désinfection
rapide à pH neutre par action directe de 03 et de ses produits de dégradation dans l’eau,
notamment les radicaux libres O° et HO°.
L’ozone n’est qu’un désinfectant, il n’a pas de propriété nettoyante. Compte tenu de son mode
d’action, il est indispensable de l’employer sur des surfaces parfaitement propres pour pouvoir
les désinfecter. L’ozone est une technique parfaitement efficace pour le traitement à froid des
cuves en acier inoxydables, des résines époxydiques, des canalisations, des chaînes
d’embouteillage…mais ses performances sont négativement affectées par une charge
organique élevée. Dans le cas des récipients en bois, la surface à traiter étant elle-même
organique, elle va réagir partiellement voir préférentiellement avec l’ozone. On comprend
donc que ce type de traitement ne puisse avoir d’efficacité qu’au plan superficiel. L’ozone ne
peut pénétrer et agir en profondeur dans le bois, car il est également « consommé » en partie
par le matériau à traiter.
vi. Utilisation de l’Oxygène négatif
La production artificielle d'ions se réalise généralement par libérations de charges dues à
l'effet corona. Le principe de base consiste à appliquer une haute tension sur une pointe
d'aiguille, sur un fil métallique ou sur une électrode semblable. Les technologies modernes
permettent, en respectant certains concepts précis, de produire des ions de polarité définie
sans émettre en même temps des gaz nocifs comme l'ozone ou les oxydes d'azote. Ces
procédés font appel à des matériaux spéciaux, à des formes particulières d'électrodes, et à des
courants électriques spécifiquement modulés.
L'ionisation de l'air présent dans un local, grâce à un appareil n'émettant que des ions négatifs
et ne produisant pas simultanément de gaz nocifs, rend l'air plus sain. Les ions réagissent les
uns aux autres et sur les agents polluants de l'air après un temps très court. On entend par
16/16
agents polluants : les poussières fines, les particules odorantes, les germes bactériens, les
vapeurs toxiques ou nauséabondes qui sont généralement chargés positivement. Un appareil
générateur d'ions négatifs créé un champ électrique continu entre l'appareil lui-même, le sol
ainsi qu’avec les parois de la pièce où il est installé. Ceci se produit grâce à la différence de
potentiel établie entre la haute tension continue des électrodes du générateur et les murs de la
pièce non chargés. Les particules présentes dans l'air ambiant vont migrer vers le pôle opposé
selon les lignes de forces du champ électrique. L'air se purifie de cette manière. Le procédé
est particulièrement efficace pour éliminer les poussières en suspension, les agents
microbiens, les spores et certains contaminants chimiques particulièrement réactifs.
L’application de l’oxygène négatif à la désinfection des récipients vinaires en bois a été
proposée (VECTOCLEAN). Cependant, compte tenu de son principe même, ce procédé
possède une efficacité limitée au traitement de l’air intérieur des récipients et très
indirectement des surfaces en contact avec l’air traité. Il s’ensuit un traitement excessivement
long (30 à 60 minutes pour une barrique), affectant seulement indirectement les surfaces et
seulement les surfaces et donc pratiquement inapplicable.