modelisation de la d´ ecoupe des t´ olesˆ …
TRANSCRIPT

ANIS BEN ISMAIL
MODELISATION DE LA DECOUPE DES TOLES
FERROMAGNETIQUES
Correlation entre l’etat mecanique et les proprietesmagnetiques
These de doctorat en cotutelle presenteea la Faculte des etudes superieures de l’Universite Laval, Quebec
dans le cadre du programme de doctorat en genie civilpour l’obtention du grade de Philosophiae Doctor (Ph. D.)
Departement de genie civilFACULTE DES SCIENCES ET DE GENIE
UNIVERSITE LAVALQUEBEC
et
UNIVERSITE DE TECHNOLOGIE DE COMPIEGNECOMPIEGNE, FRANCE
pour l’obtention du grade de docteur
2007
c©Anis Ben Ismail, 2007

Remerciements
Mes remerciements s’adressent d’abord a Monsieur Gerard MOULIN, Professeur a
l’Universite de Technologie de Compiegne, qui a accepte de diriger le jury ainsi qu’a
Messieurs Khemais SAANOUNI, Professeur a l’Universite de Technologie de Troyes, et
Monsieur Daniel MARCEAU, Professeur a l’Universite de Quebec a Chicoutimi, qui
ont accepte de juger ce travail en etant rapporteurs.
Je remercie Monsieur Eric HUG, Professeur a l’Ecole Nationale Superieure d’Inge-
nieurs de Caen, et Monsieur Andre Maillard, Ingenieur au pole d’activite Technologie
des procedes du CETIM, pour avoir accepte de faire partie de mon jury de these. Ils
ont egalement beaucoup contribue a la realisation de ce travail, et je leur suis tres
reconnaissant pour toutes leurs interventions.
Je tiens a exprimer mes respects les plus distingues ainsi que ma gratitude a mes
directeurs de these, Mohamed Rachik et Mario Fafard. Ils ont toujours su encadrer
mon travail tout en me laissant suffisamment de liberte. Leurs directives, leurs appui et
leurs enthousiasme communicatif ont ete des facteurs essentiels au bon deroulement des
travaux. J’apprecie aussi tous leurs efforts pour m’aider a preparer l’avenir. Ces trois
annees passees a travailler ensemble me laisseront un formidable souvenir professionnel,
mais aussi humain. Merci encore du fond du coeur Mohamed et Mario.
Mes remerciement vont egalement a Monsieur Pierre-emmanuel MAZERAN, Pro-
fesseur a l’Universite de Technologie de Compiegne, pour ses suggestions et ses precieux
conseils dans la realisation des essais de nanoindentation. J’associe a ces remerciement
Monsieur Nicolas BUIRON, Maıtre de Conferences a l’Universite de Technologie de
Compiegne, pour son aide tres appreciable dans la realisation des essais magnetiques.
Je voudrais adresser un remerciement a l’ensemble des membres du departement
genie civil a l’Universite Laval. Je pense particulierement a Lyne Dupuis, Patrice Goulet,
Donald Picard, Hichem Mir, Paul Lessard, Denyse Marcotte, pour leur agreable accueil
et leur convivialite lors de mes sejours au Quebec, qui ont veille a me faciliter toutes

Remerciements iii
les demarches administratives que je pouvais rencontrer durant ces annees.
Je remercie egalement l’ensemble des membres du laboratoire Roberval avec qui
j’ai passe de tres bons moments. Je pense particulierement a Brigitte, Muriel, Etienne
Arnoult, Pascal Lardeur, Pierre Feissel, Delphine Brancherie, a Mesdames Nicole Maury
et Cathy Gambier (GRADIENT) pour leur aide administrative pendant cette these.
Je n’oublie pas de remercier tous les thesards et docteurs qui ont croise mon chemin
et qui ont contribue a l’instauration d’une joyeuse et pas forcement moins produc-
tive atmosphere de recherche. Ils se reconnaıtrons par leurs prenoms : Amine, Bastien,
Christelle, Daly, Jacem(s), Manel, Moez, Hatem, Haykel, Riad, Sadok, Salah, Slim(s),
Zahira, Zied...
Je finis cette longue liste par remercier mes parents, mes soeurs pour leur patience
et leur soutien.
Grace a toutes ses personnes, ce que je retiendrai au cours des ces quelques annees
passees entre l’UTC et l’UL va bien au-dela de la modelisation de decoupage des toles.
Merci enfin a toi, lecteur, de t’interesser a mon travail.

Resume
La correlation entre l’evolution du materiau lors de la decoupe des toles minces et
la degradation des proprietes magnetiques constitue un point cle dans la conception
des actionneurs electriques. De plus, la mesure des proprietes magnetiques constitue
actuellement un outil de controle non destructif en essor dans l’industrie. Dans le cadre
d’un projet sur ce theme, notre travail porte sur le developpement d’un outil predictif
pour etablir une correlation entre le procede de mise en forme qui est le decoupage,
l’etat du materiau qui en resulte et les proprietes magnetiques de ce dernier. Cette
etude s’inscrit dans le cadre d’une collaboration entre l’Universite de Technologie de
Compiegne, l’Universite Laval (Quebec, Canada) et le CETIM et elle a ete decomposee
en deux parties.
La premiere partie a ete consacree a l’analyse et a la modelisation de la decoupe. En
ce qui concerne les aspects experimentaux des travaux, des essais de tractions uni-
axiale a differentes vitesses de deformation ont permis de determiner le comportement
mecanique du materiau et sa sensibilite a la vitesse. Par ailleurs, des essais de poi-
nonnage et de cisaillage ont ete effectues afin d’analyser l’influence de differentes pa-
rametres du procede tels que le jeu outil-matrice et la cadence (vitesse de decoupe /
deformation). En ce qui concerne les aspects numeriques, la modelisation par elements
finis a necessite l’utilisation de techniques et approches appropriees pour traiter les
multiples non linearites presentes dans ce genre de problemes. Dans la deuxieme partie
nous nous sommes interesses a la correlation entre l’etat mecanique du materiau et ses
proprietes magnetique suite a un effet de poinonnage. Pour acceder a des quantites ca-
racteristiques de l’etat mecanique du materiau au voisinage du bord decoupe, des essais
de nanoindentation ont ete combine a l’identification inverse. Par ailleurs, des mesures
magnetiques menees sur des eprouvettes de traction a differents taux de deformation
ont permis d’etablir une courbe d’evolution de la permeabilite magnetique en fonction
de la deformation plastique. La combinaison de ces resultats nous a permis d’etablir
une correlation entre l’etat mecanique du materiau, notamment le taux de deformation
plastique, et la degradation de ses proprietes magnetiques (chute de permeabilite) au
voisinage du bord decoupe.

Abstract
The correlation between material evolution when dealing with blanking process and
the degradation of the magnetic properties constitutes a key point in the design of
the electric machines. Moreover, the measurement of the magnetic properties currently
constitutes a tool for non destructive testing in rise in industry. Within the framework
of a project on this topic, our work concerns the development of a predictive tool to
establish a correlation between the blanking process, the state of the material which
results from it and the magnetic properties of this last. This study lies within the scope
of a collaboration between the University of Technology of Compiegne, Laval University
(Quebec, Canada) and CETIM and it were broken up into two parts.
The first part was devoted to the analysis and modeling of blanking process. Concerning
the experimental aspects of work, uniaxial tensile tests at various strain rates made
it possible to reach the mechanical behaviour of material and its sensitivity at the
velocity. In addition, blanking tests were carried out in order to analyze the influence
of different parameters from the process such as the clearance punch-die and velocity
(blanking velocity / strain rate). Concerning the numerical aspects, finite elements
modeling need the use of techniques and approaches suitable to treat the multiples
non-linearity’s present in this kind of problems. In the second part we were interested
in the correlation between the mechanical state of material and its magnetic properties
following a punching effect. To reach quantities characteristic of the mechanical state
of material in the vicinity of the cut edge, nanoindentation tests were combined with
technique of inverse identification. In addition, magnetic measurements carried out on
tensile specimen with various strain rates allowed to establish the evolution curve of
permeability according to the plastic strain. The combination of these results enabled
us to establish a correlation between the mechanical state of material, in particular the
plastic strain, and the degradation of its magnetic properties (falls of permeability) in
the vicinity of the cut edge.
Avant-propos
Ce travail a ete realise grace au soutien du Conseil Regional de Picardie (Pole
Modelisation Numerique). Il s’inscrit dans le cadre d’une collaboration entre l’Univer-
site de Technologie de Compiegne, l’Universite Laval (Quebec) et le CETIM.
La these menee en cotutelle entre l’UTC et l’Universite Laval a permis des echanges fruc-
tueux et enrichissants autour d’un sujet pluridisciplinaire. Les travaux sont consacres au
developpement d’un modele predictif permettant d’etablir des correlations entre l’etat
mecanique du materiau et la degradation de ses proprietes magnetiques dans le cas des
toles ferromagnetiques decoupees.

Cette these est dediee a la memoire de mon pere
Table des matieres
Remerciements ii
Resume iv
Abstract v
Avant-propos vi
Table des matieres viii
Liste des tableaux xii
Table des figures xiv
1 Introduction 1
1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.2 Decoupage par poinconnage ou cisaillage . . . . . . . . . . . . . . . . . 2
1.2.1 Procede de poinconnage . . . . . . . . . . . . . . . . . . . . . . 3
1.2.2 Procede de cisaillage . . . . . . . . . . . . . . . . . . . . . . . . 5
1.3 Approche experimentale de l’operation de decou-page . . . . . . . . . . 7
1.3.1 Mecanismes de l’operation de decoupage . . . . . . . . . . . . . 8
1.3.2 Bilan sur le comportement du materiau au cours de la decoupe . 10
1.4 Modelisation elements finis de l’operation de decoupage . . . . . . . . . 11
1.4.1 Algorithmes de resolution . . . . . . . . . . . . . . . . . . . . . 12
1.4.2 Remaillage pour l’operation de decoupage . . . . . . . . . . . . 12
1.5 Synthese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
1.6 Problematique liee a la these . . . . . . . . . . . . . . . . . . . . . . . . 17
1.6.1 Problematique en decoupage des toles minces ferromagnetiques . 17
1.6.2 Objectifs de la these . . . . . . . . . . . . . . . . . . . . . . . . 20
1.6.3 Plan du memoire . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2 Revue de litterature 24
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
2.2 Influence de quelques parametres sur le procede... . . . . . . . . . . . . 25

Table des matieres ix
2.2.1 Jeu entre le poincon et la matrice . . . . . . . . . . . . . . . . . 25
2.2.2 Geometrie de l’outillage . . . . . . . . . . . . . . . . . . . . . . 26
2.2.3 Coefficient de frottement . . . . . . . . . . . . . . . . . . . . . . 26
2.2.4 Epaisseur de la tole . . . . . . . . . . . . . . . . . . . . . . . . . 26
2.2.5 Vitesse de decoupe . . . . . . . . . . . . . . . . . . . . . . . . . 27
2.2.6 Influence de la vitesse de deformation et de la temperature . . . 29
2.3 Modeles de comportement avec effet de la vitesse... . . . . . . . . . . . 32
2.3.1 Lois de comportement phenomenologiques . . . . . . . . . . . . 34
2.3.2 Synthese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38
2.4 Mecanique de l’endommagement . . . . . . . . . . . . . . . . . . . . . . 39
2.4.1 Processus physique de la rupture . . . . . . . . . . . . . . . . . 40
2.4.2 Modeles d’endommagement . . . . . . . . . . . . . . . . . . . . 43
2.4.3 Synthese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47
2.5 Caracterisation du materiau au voisinage du bord decoupe . . . . . . . 48
2.5.1 Profil du bord de decoupe . . . . . . . . . . . . . . . . . . . . . 48
2.5.2 Outils et methodes . . . . . . . . . . . . . . . . . . . . . . . . . 51
2.5.3 Caracterisation mecanique . . . . . . . . . . . . . . . . . . . . . 51
2.5.4 Caracterisation magnetique . . . . . . . . . . . . . . . . . . . . 53
2.6 Principaux resultats . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57
2.7 Synthese du chapitre 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . 61
3 Identification d’un modele de comportement avec effet de la vitesse
de deformation 62
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62
3.2 Les materiaux magnetiques en general... . . . . . . . . . . . . . . . . . 63
3.2.1 Les alliages Fer-Silicium . . . . . . . . . . . . . . . . . . . . . . 63
3.2.2 Influence du silicium . . . . . . . . . . . . . . . . . . . . . . . . 64
3.2.3 Toles orientees et non orientees . . . . . . . . . . . . . . . . . . 65
3.3 Presentation du materiau a l’etude . . . . . . . . . . . . . . . . . . . . 67
3.3.1 Caracteristiques mecaniques standards . . . . . . . . . . . . . . 68
3.3.2 Caracteristiques magnetiques standards . . . . . . . . . . . . . . 68
3.4 Comportement mecanique . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.4.1 La courbe de traction dans la direction de laminage . . . . . . . 69
3.4.2 Influence de l’orientation de la sollicitation
sur les proprietes mecaniques . . . . . . . . . . . . . . . . . . . 72
3.4.3 Synthese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
3.5 Influence de la vitesse de deformation . . . . . . . . . . . . . . . . . . . 75
3.5.1 La VideoTraction . . . . . . . . . . . . . . . . . . . . . . . . . . 76
3.5.2 Resultats experimentaux . . . . . . . . . . . . . . . . . . . . . . 77
3.5.3 Identification d’une loi dependante de la vitesse . . . . . . . . . 78
3.6 Validation numerique . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80

Table des matieres x
3.7 Synthese du chapitre 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
4 Procede de decoupage 85
4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
4.2 Aspects experimentaux . . . . . . . . . . . . . . . . . . . . . . . . . . . 85
4.2.1 Etude experimentale du poinconnage . . . . . . . . . . . . . . . 86
4.2.2 Etude experimentale du cisaillage . . . . . . . . . . . . . . . . . 97
4.3 Aspects numeriques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
4.3.1 Simulation numerique du poinconnage . . . . . . . . . . . . . . 106
4.3.2 Simulation numerique du cisaillage . . . . . . . . . . . . . . . . 117
4.4 Synthese du chapitre 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
5 Caracterisation mecanique au voisinage du bord decoupe 122
5.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
5.2 La technique de nanoindentation . . . . . . . . . . . . . . . . . . . . . 123
5.2.1 Durete du materiau . . . . . . . . . . . . . . . . . . . . . . . . . 124
5.2.2 Module de Young . . . . . . . . . . . . . . . . . . . . . . . . . . 125
5.3 Description de l’essai utilise . . . . . . . . . . . . . . . . . . . . . . . . 126
5.3.1 Forme de l’indenteur . . . . . . . . . . . . . . . . . . . . . . . . 126
5.3.2 Echantillons etudies . . . . . . . . . . . . . . . . . . . . . . . . . 127
5.3.3 Preparation des echantillons . . . . . . . . . . . . . . . . . . . . 128
5.4 Resultats experimentaux . . . . . . . . . . . . . . . . . . . . . . . . . . 129
5.4.1 Cycle charge/decharge . . . . . . . . . . . . . . . . . . . . . . . 129
5.4.2 Mesure de la durete . . . . . . . . . . . . . . . . . . . . . . . . . 130
5.5 Identification inverse . . . . . . . . . . . . . . . . . . . . . . . . . . . . 131
5.5.1 Description de la procedure d’identification . . . . . . . . . . . . 133
5.5.2 Simulation de l’essai de nanoindentation . . . . . . . . . . . . . 135
5.5.3 Resultats d’identification . . . . . . . . . . . . . . . . . . . . . . 137
5.5.4 Validation des resultats . . . . . . . . . . . . . . . . . . . . . . . 138
5.5.5 Interpolation des resultats au voisinage du bord decoupe . . . . 140
5.6 Synthese du chapitre 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
6 Caracterisation magnetique au voisinage du bord decoupe 142
6.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142
6.2 Materiel et techniques utilises . . . . . . . . . . . . . . . . . . . . . . . 143
6.2.1 Description du banc de mesure . . . . . . . . . . . . . . . . . . 143
6.2.2 Calculs des parametres magnetiques . . . . . . . . . . . . . . . . 145
6.2.3 Traitement numerique des signaux . . . . . . . . . . . . . . . . 147
6.3 Procedure experimentale . . . . . . . . . . . . . . . . . . . . . . . . . . 149
6.3.1 Mesures preliminaires . . . . . . . . . . . . . . . . . . . . . . . . 149
6.3.2 Modification des caracteristiques magnetiques avec εp . . . . . . 152
Table des matieres xi
6.4 Evolution du comportement magnetique avec εp . . . . . . . . . . . . . 153
6.5 Variation des proprietes magnetiques... . . . . . . . . . . . . . . . . . . 156
6.6 Synthese du chapitre 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . 159
7 Conclusion 161
7.1 Analyse et modelisation de la decoupe . . . . . . . . . . . . . . . . . . 161
7.2 Correlation entre l’etat mecanique du materiau... . . . . . . . . . . . . 163
7.3 Perspectives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 164
Bibliographie 167
A Algorithmes de resolution 181
A.1 Equations d’equilibre . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181
A.2 Principe des puissances virtuelles . . . . . . . . . . . . . . . . . . . . . 182
A.3 Approche statique implicite . . . . . . . . . . . . . . . . . . . . . . . . 183
A.4 Approche statique explicite . . . . . . . . . . . . . . . . . . . . . . . . 184
A.5 Approche dynamique explicite . . . . . . . . . . . . . . . . . . . . . . . 185
B La formulation ALE 187
B.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 187
B.2 Mise en equations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 187
C Modelisation du dispositif magnetique par elements finis 190
C.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 190
C.2 Methodologie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 190
D Mesures magnetiques sur eprouvette percee 194
D.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194
D.2 Resultats et analyses . . . . . . . . . . . . . . . . . . . . . . . . . . . . 194

Liste des tableaux
2.1 Domaine des vitesses de deformations en fonction du procede [1] . . . . 32
2.2 Methodes experimentales pour l’etude du comportement en sollicitations
dynamiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34
3.1 Les grandes categories de materiaux ferromagnetiques : Caracteristiques
et utilisation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
3.2 Principales caracteristiques des alliages Fe-3%Si par rapport au fer pur 65
3.3 Caracteristiques mecaniques standards du ”Sollac M800-65A” (donnees
du fournisseur) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.4 Caracteristiques magnetiques standards du ”Sollac M800-65A” (donnees
du fournisseur) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 68
3.5 Comparaison des grandeurs caracteristiques de l’essai de traction (sens
DL, D30, D45, D60 et DT) avec les donnees CETIM . . . . . . . . . . 73
4.1 Outils pour le poinconnage . . . . . . . . . . . . . . . . . . . . . . . . . 91
4.2 Configurations des jeux et des vitesses utilisees lors des essais de poinconnage 91
4.3 Jeux utilises pour le cisaillage . . . . . . . . . . . . . . . . . . . . . . . 99
4.4 Parametres du modele de Gurson obtenus pour un essai de poinconnage
(jeu7, 69%, vitesse 111mm.s−1) . . . . . . . . . . . . . . . . . . . . . . 113
4.5 Valeurs utilisees de q1 en fonction des jeux et vitesses simulees . . . . . 114
4.6 Evolution de l’effort maximal de poinconnage (Mod.Num 1 : elastoplastique ;
Mod.Num 2 : elastoplastique avec dependance a la vitesse de deformation)116
4.7 Valeur de q1 utilisee pour la validation numerique en fonction de la vitesse
et du jeu . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
4.8 Evolution de l’effort maximal de cisaillage (Mod.Num 1 : elastoplastique ;
Mod.Num 2 : elastoplastique avec dependance a la vitesse de deformation)120
5.1 Parametres de la loi obtenue reliant la deformation plastique equivalente
a δ . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 140
6.1 Principales caracteristiques des ferrites (Veff (mm3), volume effective ;
Leff (mm), longueur effectif ; Seff (mm2), section effective ; m (g), masse ;
µi (25C ; 0,1mT), permeabilite initiale) . . . . . . . . . . . . . . . . . 144

Liste des tableaux xiii
6.2 Recapitulatif des parametres constructifs du banc et des relations de calcul147
6.3 Proprietes magnetiques generales du ”Sollac M800-65A”, sens du lami-
nage. Mesures sur eprouvettes de traction non-deformees pour f=50Hz. 151
6.4 Recapitulatif des lois obtenues reliant les differentes caracteristiques magnetiques
de l’alliage ”Sollac M800-65A” a la deformation plastique. . . . . . . . 160
6.5 Recapitulatif des lois obtenues reliant les differentes caracteristiques magnetiques
de l’alliage ”Sollac M800-65A” a la distance ’δ’ au voisinage du bord
decoupe. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 160

Table des figures
1.1 Circuit de fabrication des toles laminees en bandes [2] . . . . . . . . . . 2
1.2 Representation shematique du procede de poinconnage . . . . . . . . . 3
1.3 Les differentes phases de poinconnage [3] . . . . . . . . . . . . . . . . . 4
1.4 Representation shematique du procede de cisaillage . . . . . . . . . . . 5
1.5 Configuration des tests de cisaillement, (a) une zone de cisaillement ; (b)
deux zones de cisaillement . . . . . . . . . . . . . . . . . . . . . . . . . 6
1.6 Comportement du materiau au cours de l’operation de decoupage [4] . 7
1.7 Aspects experimentaux du bord decoupe [5] . . . . . . . . . . . . . . . 8
1.8 Mecanismes d’indentation et de cisaillement . . . . . . . . . . . . . . . 9
1.9 Mecanisme du cisaillement [6] . . . . . . . . . . . . . . . . . . . . . . . 10
1.10 Interet de la formulation ALE : (a) Formulation eulerienne (non coınci-
dence des frontieres) ; (b) Formulation lagrangienne (distorsions) ; (c)
Formulation ALE [7] . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
1.11 Critere de penetration . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
1.12 Formes typiques de toles magnetiques obtenues apres mise en oeuvre . 18
1.13 Differentes etapes possibles pouvant intervenir dans un processus de
decoupe d’un stator et d’un rotor dans une tole laminee [8] . . . . . . . 19
1.14 Outil predictif de la degradation des proprietes magneto-mecaniques au
voisinage du bord de decoupe . . . . . . . . . . . . . . . . . . . . . . . 22
2.1 Propagation de la fissure pour differents jeux [9] . . . . . . . . . . . . . 25
2.2 Evolution experimentale de l’effort de poinconnage en fonction de la vi-
tesse pour un acier X30Cr13 [10] . . . . . . . . . . . . . . . . . . . . . . 27
2.3 Resultats experimentaux en double cisaillement pour un acier XES 10−4s−1 <
Γ < 10s2 [11] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2.4 Contrainte maximale en fonction du taux de deformation logarithmique [11] 29
2.5 Courbes contrainte-deformation obtenues lors d’essais de traction dyna-
mique sur un acier doux entre 1.10−3 et 106s−1 [12] . . . . . . . . . . . 30
2.6 Evolution schematique de la contrainte de cisaillement normalisee avec
la temperature pour deux vitesses de deformation [13] . . . . . . . . . . 31
2.7 Effets physiques existant en fonction de la vitesse de deformation [14] . 33
2.8 Principe de la rupture ductile a cupule . . . . . . . . . . . . . . . . . . 41

Table des figures xv
2.9 Schematisation du mecanisme de germination . . . . . . . . . . . . . . 41
2.10 Schematisation du mecanisme de croissance . . . . . . . . . . . . . . . 42
2.11 Schematisation du mecanisme de coalescence . . . . . . . . . . . . . . . 42
2.12 Rupture de monocristaux par striction complete . . . . . . . . . . . . . 43
2.13 Profil de decoupe lors du poinconnage [4] . . . . . . . . . . . . . . . . . 48
2.14 Evolution de la hauteur de la zone pliee en fonction de la penetration
relative s/t0, s etant la penetration et t0 l’epaisseur de la tole (SPCC :
acier doux, Al-O : aluminium, SUS : acier inoxydable) [15]. . . . . . . . 49
2.15 Evolution de la hauteur de la zone lisse en fonction de la penetration
relative (SPCC : acier doux, Al-O : aluminium, SUS : acier inoxydable) [16] 50
2.16 Releves experimentaux de la microdurete et courbe moyenne [17] . . . . 52
2.17 Evolution de la fraction volumique de vide selon deux directions (s et
y) [18] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
2.18 Evolution typique des pertes totales de puissance d’une eprouvette Ep-
stein en fonction du nombre de cisaillement (DL : Direction Longitudi-
nale ; DT : Direction Transversale) [19] . . . . . . . . . . . . . . . . . . 54
2.19 Augmentation des pertes de puissance en fonction des pertes initiales
du materiau, dues a la decoupe d’une tole FeSi GO. (a) et (c) : pertes
mesurees apres decoupe a 1T et 1,5T ; (b) et (d) pertes mesurees apres
decoupe et recuit [20] . . . . . . . . . . . . . . . . . . . . . . . . . . . . 55
2.20 Representation 3D de l’evolution du champ magnetique en fonction de
l’induction et de la distance au bord de decoupe [17] . . . . . . . . . . . 56
2.21 Maillage deforme et potentiel de rupture avant la separation du materiau
[21] . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 58
2.22 Types de maillages utilises en decoupe des toles [22], [23] . . . . . . . . 58
2.23 Comparaison entre les courbes effort-penetration experimentales et numeriques
pour un jeu = 12% [24] . . . . . . . . . . . . . . . . . . . . . . . . . . . 59
2.24 Estimation de la hauteur de la bavure [18] . . . . . . . . . . . . . . . . 59
2.25 (a) Geometrie du procede simplifie de poinconnage (b) Zoom sur le
maillage de la zone de decoupe [25] . . . . . . . . . . . . . . . . . . . . 60
2.26 Courbe force-deplacement du poincon [25] . . . . . . . . . . . . . . . . 60
3.1 Texture de Goss dans le plan de laminage. Identification des directions
[100], [111], [011] et (110) [26] . . . . . . . . . . . . . . . . . . . . . . . 66
3.2 Essai typique de traction monotone uniaxiale(DL, 10−4s−1) . . . . . . . 69
3.3 Decrochement de contrainte et palier de Luders(DL, 10−4s−1) [27] . . . 70
3.4 Courbe de traction pour les differentes directions . . . . . . . . . . . . 72
3.5 Evolution des caracteristiques mecaniques en fonction de la direction
de sollicitation pour ε = 10−4s−1 :(a) limite d’elasticite, (b) contrainte
maximale, (c) allongement a rupture, (d) longueur du palier de Luders 73
3.6 Evolution des coefficients de Hollomon dans le plan de la tole . . . . . 74

Table des figures xvi
3.7 Courbes de traction pour les differentes vitesses de deformation . . . . 75
3.8 Eprouvette marquee pour la VideoTraction . . . . . . . . . . . . . . . . 76
3.9 Dispositif experimental de la VideoTraction . . . . . . . . . . . . . . . 76
3.10 Courbes rationnelles de la VideoTraction et de la traction . . . . . . . 77
3.11 Courbes de VideoTraction a differentes vitesses . . . . . . . . . . . . . 78
3.12 Identification du coefficient de sensibilite a la vitesse . . . . . . . . . . . 79
3.13 Modele geometrique de la simulation de la videotraction . . . . . . . . 80
3.14 Courbe d’ecrouissage quasi-statique extrapolee aux grandes deformations
plastiques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
3.15 Evolution de σ/σref en fonction de ε/εref . . . . . . . . . . . . . . . . . 82
3.16 Prise en compte de la dependance a la vitesse de deformation lors de la
simulation et comparaison avec les resultats experimentaux . . . . . . . 83
4.1 Presse hydraulique, boitiers de commande et dispositif d’aquisition . . . 86
4.2 Cinematique du mouvement . . . . . . . . . . . . . . . . . . . . . . . . 87
4.3 Evolution de la position du poincon et de sa vitesse au cours du temps
pour les deux cadences extremes . . . . . . . . . . . . . . . . . . . . . . 88
4.4 Evolution des differentes vitesses lors de la penetration de l’outil dans la
tole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 89
4.5 Photo de face et de profil d’un poincon (Φoutil = 8, 90mm) . . . . . . . 89
4.6 Montage du poincon sur la presse . . . . . . . . . . . . . . . . . . . . . 90
4.7 Tole poinconnee et debouchures . . . . . . . . . . . . . . . . . . . . . . 90
4.8 Influence du jeu sur les courbes force-penetration pour les differentes
vitesses de poinconnage . . . . . . . . . . . . . . . . . . . . . . . . . . . 92
4.9 Evolution de l’effort maximum en fonction du jeu (Vitesse de poinconnage
126, 9mm.s−1) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 93
4.10 Influence de la vitesse de decoupe sur la courbe force-penetration pour
quelques uns des jeux utilises . . . . . . . . . . . . . . . . . . . . . . . 94
4.11 (a). Exemple d’un profil de poinconnage (Jeu = 3, 85%, Vitesse = 126,9
mm.s−1) ; (b). Cupules caracteristiques de la zone arrachee. . . . . . . . 95
4.12 Evolution de la hauteur de la zone lisse et arrachee (jeu de 3, 85% et
7, 69%) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96
4.13 Evolution de la hauteur de la zone arrachee avec le jeu . . . . . . . . . 96
4.14 Evolution de la hauteur de la zone lisse avec le jeu . . . . . . . . . . . . 97
4.15 Dispositif experimental du cisaillage . . . . . . . . . . . . . . . . . . . . 98
4.16 Schematisation de l’essai de cisaillage . . . . . . . . . . . . . . . . . . . 98
4.17 Profil cisaille pour un jeu de (a)18, 46% ; (b)61, 53% . . . . . . . . . . . 99
4.18 Influence du jeu sur les courbes force-penetration pour les differentes
vitesses de cisaillage . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
4.19 Evolution de l’effort maximal en fonction du jeu . . . . . . . . . . . . . 101
4.20 Influence de la vitesse sur la courbe force-penetration pour differents jeux 102

Table des figures xvii
4.21 Les profils de cisaillage pour une vitesse de 58mm.s−1 . . . . . . . . . . 103
4.22 Zone de rupture ductile, presence de cupule sans inclusions . . . . . . . 103
4.23 Repartition des 3 zones pour une vitesse de 58 mm.s−1 . . . . . . . . . 104
4.24 Repartition des 3 zones pour une vitesse de 154 mm.s−1 . . . . . . . . 104
4.25 Evolution de la penetration a rupture de l’outil avec le jeu . . . . . . . 105
4.26 Modele geometrique du poinconnage . . . . . . . . . . . . . . . . . . . 106
4.27 Modelisation des conditions aux limites . . . . . . . . . . . . . . . . . . 106
4.28 Maillage de la tole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
4.29 Evolution du maillage pour un jeu de 15, 38% et une vitesse 79, 3mm.s−1 :
(a) penetration de 50% ; (b) penetration de 85% . . . . . . . . . . . . . 108
4.30 Separation du maillage (penetration 100%) . . . . . . . . . . . . . . . . 108
4.31 Distribution de la contrainte equivalente dans la tole : Cas de cisaillage
(Vitesse = 154 mm.s−1, Jeu = 7,69%) . . . . . . . . . . . . . . . . . . 109
4.32 Distribution de la contrainte equivalente dans la tole : Cas de poinconnage
(Vitesse = 126,9 mm.s−1, Jeu = 7,69%) . . . . . . . . . . . . . . . . . 110
4.33 Distribution de la deformation plastique equivalente dans la tole : Cas
de cisaillage (Vitesse = 154 mm.s−1, Jeu = 7,69%) . . . . . . . . . . . 111
4.34 Distribution de la deformation plastique equivalente dans la tole : Cas
de poinconnage (Vitesse = 126,9 mm.s−1, Jeu = 7,69%) . . . . . . . . 112
4.35 Application des parametres de Gurson identifies pour une vitesse de
111mm.s−1 a une vitesse de 87, 2mm.s−1 (Jeu identique) . . . . . . . . 113
4.36 Courbes force-penetration numerique et experimentale (Vitesse = 126,9
mm.s−1) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
4.37 Modele geometrique du cisaillage . . . . . . . . . . . . . . . . . . . . . 117
4.38 Courbes force-penetration numerique et experimentale (Vitesse = 154
mm.s−1) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
5.1 Mode de determination de l’etat du materiau au voisinage du bord decoupe123
5.2 Schema de principe d’un nanoindenteur . . . . . . . . . . . . . . . . . . 123
5.3 Illustration du comportement de la matiere sous l’indenteur et definition
des differentes profondeurs caracteristiques (hT , hS, hR et hC) sous charge
(trait continu) et apres decharge (trait pointille) [28] . . . . . . . . . . 125
5.4 Cycle de charge/decharge du nanoindenteur . . . . . . . . . . . . . . . 126
5.5 Image MEB d’une empreinte residuelle d’un indenteur conique : (a). Vue
dans le plan ; (b). Vue a 75 ; (c). Vue a 45 . . . . . . . . . . . . . . . 127
5.6 Echantillon poinconne utilise pour un essai de nanoindentation . . . . . 128
5.7 (a). Empreintes du nanoindenteur au voisinage du bord decoupe ; (b).
Impact remanent a la surface d’un echantillon . . . . . . . . . . . . . . 129
5.8 Courbes Charge/Penetration au voisinage du bord decoupe . . . . . . . 130
5.9 Evolution de la durete au voisinage du bord decoupe . . . . . . . . . . 131
5.10 Superposition des deux courbes experimentale et numerique . . . . . . 132

Table des figures xviii
5.11 Principe de la methode inverse . . . . . . . . . . . . . . . . . . . . . . . 134
5.12 Caracteristiques du maillage elements finis . . . . . . . . . . . . . . . . 136
5.13 Evolution de la deformation plastique cumulee p0 au voisinage du bord
decoupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137
5.14 Evolution de la limite elastique σy au voisinage du bord decoupe . . . . 138
5.15 Trajet le long duquel est relevee la deformation plastique equivalente
(Vitesse de poinconnage = 126, 9mm.s−1 ; Jeu = 3, 85%) . . . . . . . . 138
5.16 Comparaison entre les resultats de l’identification inverse et les predictions
de la simulation : (a). Deformation plastique equivalente p0 ; (b). Limite
elastique σy . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 139
6.1 Aperu general du banc de mesures magnetiques . . . . . . . . . . . . . 143
6.2 Dimensions des culasses et bobinage d’excitation . . . . . . . . . . . . . 144
6.3 Schema du systeme d’alimentation . . . . . . . . . . . . . . . . . . . . 145
6.4 Aquisition des signaux a la base du traitement numerique : I(t) et V (t)
(”Sollac M800-65A”, non deforme, champ sinusoıdal a 50Hz) . . . . . . 148
6.5 Evolution de B(t) et H(t) calculee sur une periode (”Sollac M800-65A”,
non deforme, champ sinusoıdal a 50Hz) . . . . . . . . . . . . . . . . . . 148
6.6 Mesures sur eprouvette non deformee (Sens longitudinal, f=50Hz) . . . 150
6.7 Courbes d’aimantation Bmax(Hmax) obtenues pour differents taux de
deformation plastique. . . . . . . . . . . . . . . . . . . . . . . . . . . . 152
6.8 Evolution de µr avec εp pour differentes valeurs de Hmax. . . . . . . . . 153
6.9 Evolution des cycles d’hysteresis dynamiques avec εp. . . . . . . . . . . 153
6.10 Evolution de Bmax avec εp pour trois valeurs de Hmax. . . . . . . . . . 154
6.11 Evolution de µr avec εp pour differentes valeurs de Hmax. . . . . . . . . 155
6.12 Methode d’evaluation des proprietes magnetiques au voisinage du bord
decoupe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 156
6.13 Evolution de la permeabilite relative au voisinage du bord decoupe. . . 157
6.14 Evolution de l’induction maximale au voisinage du bord decoupe (Induc-
tion maximale a Hmax = 200 et 1000A.m−1) . . . . . . . . . . . . . . . 158
6.15 Evolution de l’induction maximale au voisinage du bord decoupe (Induc-
tion maximale a Hmax = 5000A.m−1) . . . . . . . . . . . . . . . . . . . 158
A.1 Equilibre d’un solide . . . . . . . . . . . . . . . . . . . . . . . . . . . . 181
C.1 Cas d’une eprouvette non deformee (sans trou) . . . . . . . . . . . . . . 191
C.2 Cas d’une eprouvette avec trou (9mm de diametre) . . . . . . . . . . . 191
C.3 Apercu des equipotentielles (B = 1,1 Tesla). . . . . . . . . . . . . . . . 192
C.4 Courbes d’aimantation experimentales et numeriques pour une eprouvette
avec et sans trou. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 193

Table des figures xix
D.1 Influence du poinconnage sur les caracteristiques magnetiques du ”Sollac
M800-65A”, f=50Hz. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 195

Chapitre 1
Introduction
1.1 Introduction
La technique de decoupage des metaux est apparue la premiere fois en 1929. Cette
date a marque la publication du premier brevet decrivant le procede de decoupage au
moyen d’une machine hydraulique et d’un outillage special qui etait concu de maniere
a bloquer la matiere avant qu’elle ne soit decoupee. Vers 1950 plusieurs chercheurs se
sont interesses vivement a cette technique qui s’est averee rapide et moins couteuse
pour l’obtention de profils donnes et avec la maıtrise de plusieurs parametres tels que
la composition chimique et le traitement des aciers constituant l’outillage, on assiste
actuellement a la construction de nouvelles machines plus performantes.
Les procedes de mise en forme des metaux sont des operations realisees dans le but
d’obtenir des formes finales desirees dans les applications industrielles. C’est ainsi que
les operations d’emboutissage ou de forgeage entrent dans cette categorie. L’operation
de decoupage des metaux peut etre consideree comme une operation de mise en forme
particuliere dans le mesure ou le but final est l’obtention d’une piece mise en forme
par decoupage dans une tole. Cette operation est particuliere, parce qu’elle necessite
une analyse fine ou le comportement du materiau voit une degradation continue de ces
proprietes elastiques et plastiques, pour deboucher a la fin du processus sur la rupture
totale de la partie decoupee.
Les procedes d’usinage et de mise en forme des produits plats sont divers. Dans ce tra-
vail on s’interessera essentiellement au poinconnage et au cisaillage comme procedes de
decoupe, le premier se faisant avec un outil a contour ferme alors que le second necessite
INTRODUCTION 2
un outil a contour droit et ouvert.
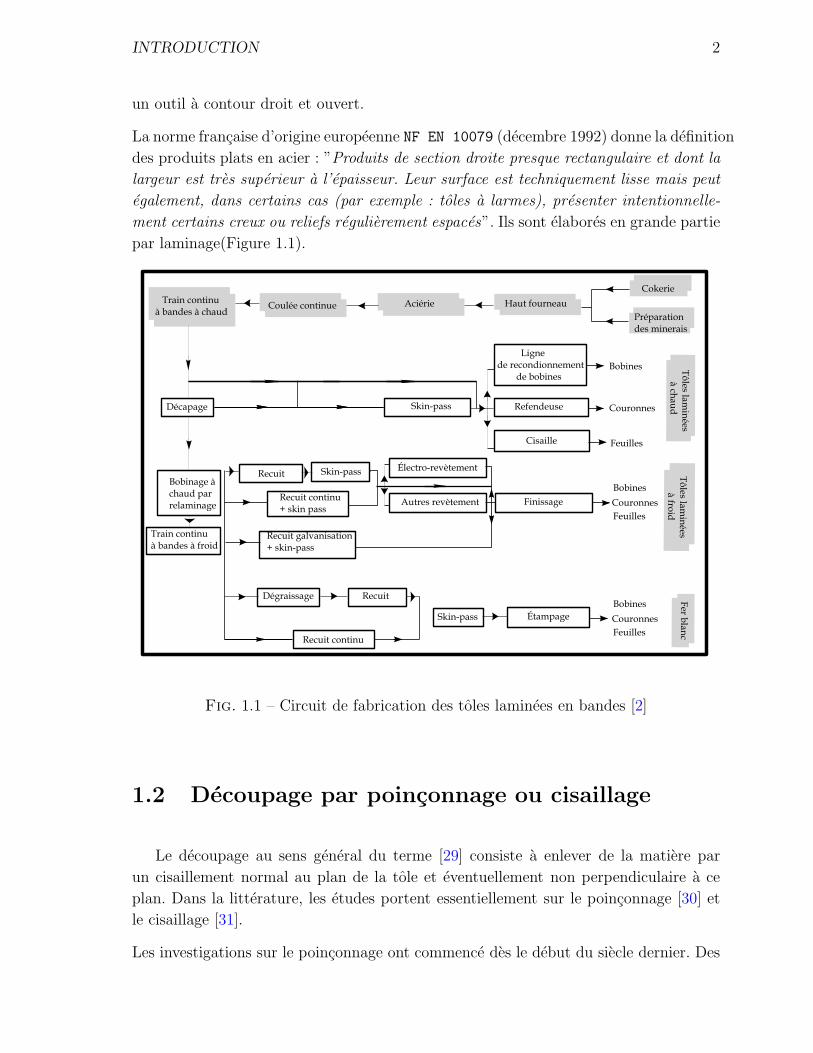
La norme francaise d’origine europeenne NF EN 10079 (decembre 1992) donne la definition
des produits plats en acier : ”Produits de section droite presque rectangulaire et dont la
largeur est tres superieur a l’epaisseur. Leur surface est techniquement lisse mais peut
egalement, dans certains cas (par exemple : toles a larmes), presenter intentionnelle-
ment certains creux ou reliefs regulierement espaces”. Ils sont elabores en grande partie
par laminage(Figure 1.1).
Fig. 1.1 – Circuit de fabrication des toles laminees en bandes [2]
1.2 Decoupage par poinconnage ou cisaillage
Le decoupage au sens general du terme [29] consiste a enlever de la matiere par
un cisaillement normal au plan de la tole et eventuellement non perpendiculaire a ce
plan. Dans la litterature, les etudes portent essentiellement sur le poinconnage [30] et
le cisaillage [31].
Les investigations sur le poinconnage ont commence des le debut du siecle dernier. Des
INTRODUCTION 3
etudes experimentales et theoriques sur des configurations planes ( [32], [33]) ou axi-
symetriques ( [34], [35]) ont permis de developper les grandes theories qui definissent les
modes de deformations au cours du processus ainsi que la distribution des contraintes en
fonction de certains parametres geometriques et materiels. Elles ont montre que, durant
ce procede, la tole est soumise a un effort de cisaillement. La theorie du cisaillement
pur pour des toles minces quant a elle a ete bien detaillee par Iosipescu [36]. Dans la
suite, nous nous interesserons a la comprehension du mecanisme de poinconnage et des
modes de cisaillement.
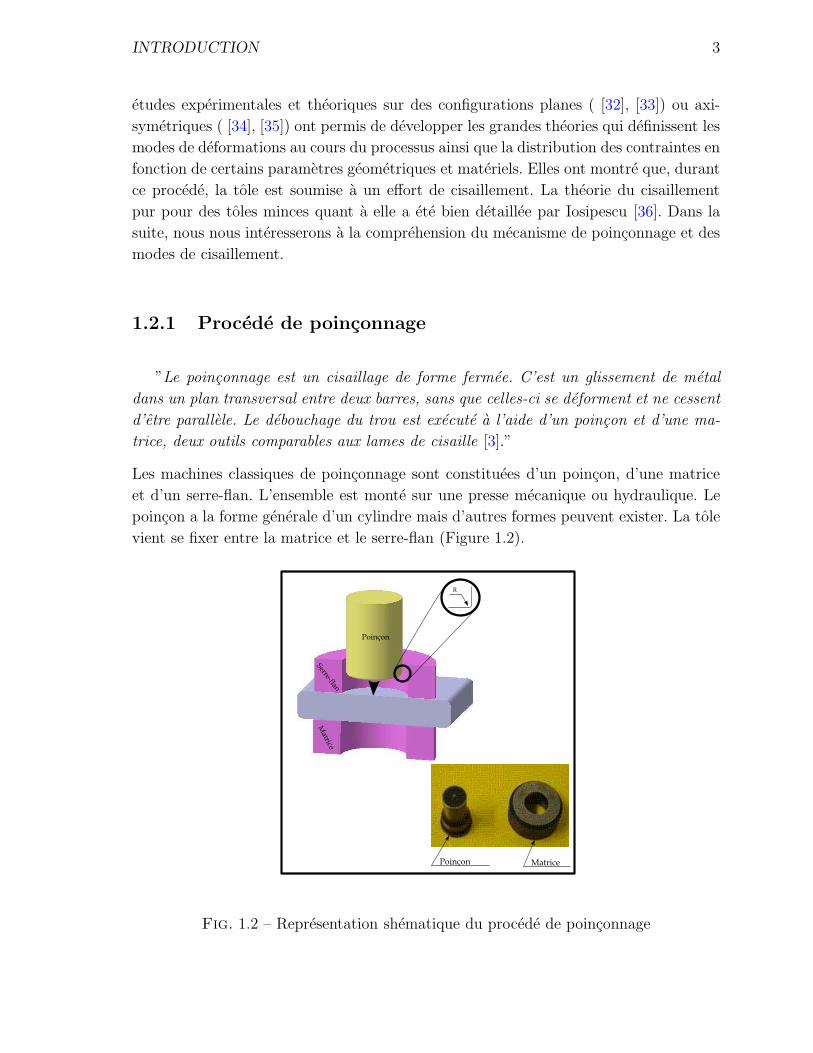
1.2.1 Procede de poinconnage
”Le poinconnage est un cisaillage de forme fermee. C’est un glissement de metal
dans un plan transversal entre deux barres, sans que celles-ci se deforment et ne cessent
d’etre parallele. Le debouchage du trou est execute a l’aide d’un poincon et d’une ma-
trice, deux outils comparables aux lames de cisaille [3].”
Les machines classiques de poinconnage sont constituees d’un poincon, d’une matrice
et d’un serre-flan. L’ensemble est monte sur une presse mecanique ou hydraulique. Le
poincon a la forme generale d’un cylindre mais d’autres formes peuvent exister. La tole
vient se fixer entre la matrice et le serre-flan (Figure 1.2).
Fig. 1.2 – Representation shematique du procede de poinconnage
INTRODUCTION 4
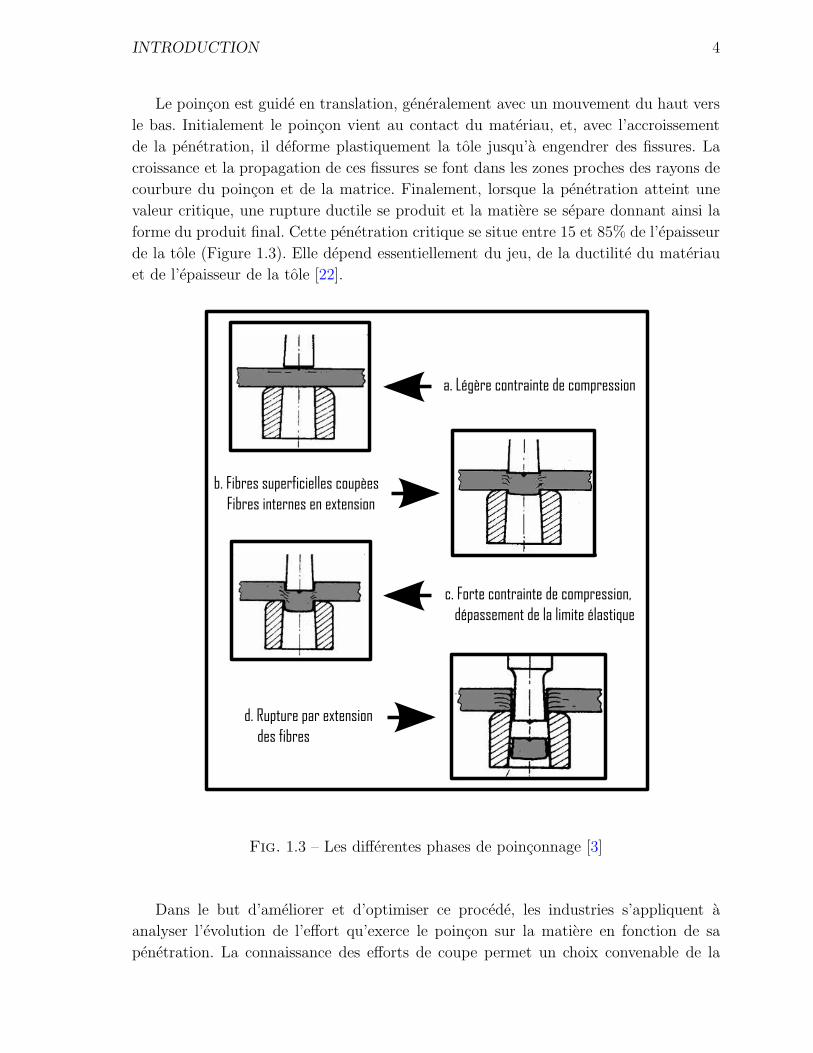
Le poincon est guide en translation, generalement avec un mouvement du haut vers
le bas. Initialement le poincon vient au contact du materiau, et, avec l’accroissement
de la penetration, il deforme plastiquement la tole jusqu’a engendrer des fissures. La
croissance et la propagation de ces fissures se font dans les zones proches des rayons de
courbure du poincon et de la matrice. Finalement, lorsque la penetration atteint une
valeur critique, une rupture ductile se produit et la matiere se separe donnant ainsi la
forme du produit final. Cette penetration critique se situe entre 15 et 85% de l’epaisseur
de la tole (Figure 1.3). Elle depend essentiellement du jeu, de la ductilite du materiau
et de l’epaisseur de la tole [22].
Fig. 1.3 – Les differentes phases de poinconnage [3]
Dans le but d’ameliorer et d’optimiser ce procede, les industries s’appliquent a
analyser l’evolution de l’effort qu’exerce le poincon sur la matiere en fonction de sa
penetration. La connaissance des efforts de coupe permet un choix convenable de la
INTRODUCTION 5
presse et une meilleure estimation de la duree de vie des outils.Un second indicateur
qui interesse les industries est le profil de decoupe qui permet de juger la qualite finale
du produit.
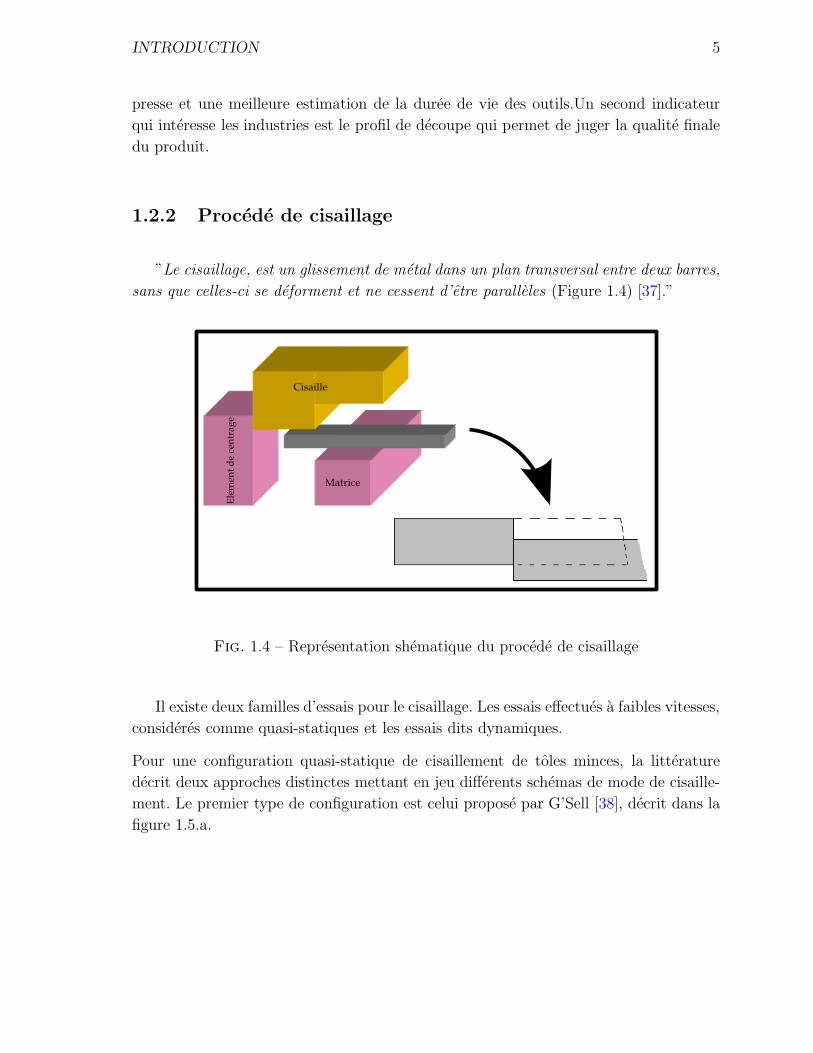
1.2.2 Procede de cisaillage
”Le cisaillage, est un glissement de metal dans un plan transversal entre deux barres,
sans que celles-ci se deforment et ne cessent d’etre paralleles (Figure 1.4) [37].”
Fig. 1.4 – Representation shematique du procede de cisaillage
Il existe deux familles d’essais pour le cisaillage. Les essais effectues a faibles vitesses,
consideres comme quasi-statiques et les essais dits dynamiques.
Pour une configuration quasi-statique de cisaillement de toles minces, la litterature
decrit deux approches distinctes mettant en jeu differents schemas de mode de cisaille-
ment. Le premier type de configuration est celui propose par G’Sell [38], decrit dans la
figure 1.5.a.

INTRODUCTION 6
Fig. 1.5 – Configuration des tests de cisaillement, (a) une zone de cisaillement ; (b)
deux zones de cisaillement
Cette configuration a ete introduite la premiere fois pour etudier le cisaillement
des polymeres minces (1983). Ce principe a ete ensuite repris pour l’etude des aciers
doux [39], la fatigue en cisaillement des alliages d’aluminium [40] et pour les alliages a
memoire de forme [41]. Les essais de cisaillage presentes dans la suite de ce memoire uti-
lisent cette methodologie. La seconde configuration a ete elaboree par Yoshida et Myau-
chi [42]. Elle se base sur le principe d’un cisaillement double (Figure 1.5.b). L’avantage
fondamental de cette configuration est le respect de la symetrie geometrique par rapport
a la direction du chargement. A grande vitesse, les essais de cisaillement se font avec
des bancs experimentaux specifiques tels que l’appareillage de Kolsky [43], nomme aussi
SHPB (Split Hopkinson Pressure Bar) combine pour un essai de cisaillement double. Les
vitesses de deformation atteignent 104s−1. Ces essais permettent d’etudier separement
l’impact de la deformation, du taux de deformation et de la temperature sur la reponse
du materiau. D’autres techniques sont a l’etude [11] qui permettent de faire des etudes
a tres hautes vitesses de deformation (superieures a 104s−1). Elles presentent l’avantage
de s’affranchir des bruits parasites et des effets de l’onde de choc qui peuvent intervenir.

INTRODUCTION 7
1.3 Approche experimentale de l’operation de decou-
page
Une description du comportement de la tole au cours de l’operation de decoupage
est donnee par Maillard [4], en analysant le diagramme de l’effort vertical exerce sur le
poincon en fonction de sa penetration dans la tole. Il distingue cinq phases principales
comme le montre la figure 1.6.
Fig. 1.6 – Comportement du materiau au cours de l’operation de decoupage [4]
Phase OA : Caracterise un comportement elastique. Dans cette phase, la partie de la
tole decoupee subit un bombe attribue a un phenomene de flexion.
Phase AB : L’allure non lineaire de cette portion du diagramme indique une plas-
tification de la tole, plastification qui est accompagnee par un durcissement du
materiau (ecrouissage) caracteristique du comportement d’un materiau ductile.
Phase BC : La chute de l’effort exerce sur le poincon depuis le point B est liee a une
perte de portance de la tole. Une partie de l’epaisseur de la tole au voisinage de
la matrice est cisaillee. Autrement dit, on assiste a un debut de decoupage par
reduction de la section cisaillee qui engendre l’affaiblissement de la resistance de
la tole.
Phase CD : La chute brutale de l’effort a une profondeur de penetration pratiquement
constante, est attribuee a un amorcage de fissure et a la propagation de celle-ci.
INTRODUCTION 8
Phase DE : La resistance de la tole par cohesion etant totalement mobilisee (phase
AB, phase BC, phase CD) la phase DE semble liee aux differents phenomenes qui
interviennent apres cisaillement de la tole. Une resistance par frottement entre la
piece decoupee et la tole est presente dans cette phase.
1.3.1 Mecanismes de l’operation de decoupage
L’analyse du processus de decoupage est complexe car divers phenomenes phy-
siques tels que l’ecrouissage, l’endommagement, l’initiation et la propagation des fissures
doivent etre pris en consideration afin de decrire l’operation entre son debut (compor-
tement elastique du materiau) et sa fin (rupture totale de la tole).
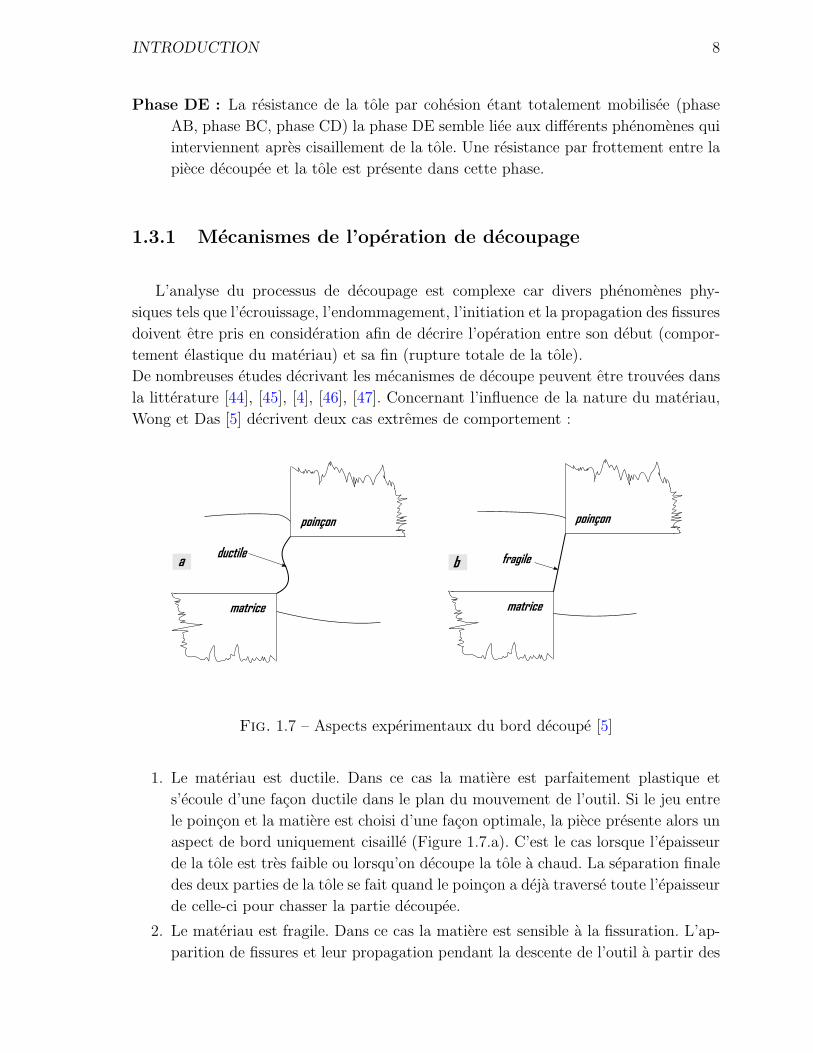
De nombreuses etudes decrivant les mecanismes de decoupe peuvent etre trouvees dans
la litterature [44], [45], [4], [46], [47]. Concernant l’influence de la nature du materiau,
Wong et Das [5] decrivent deux cas extremes de comportement :
Fig. 1.7 – Aspects experimentaux du bord decoupe [5]
1. Le materiau est ductile. Dans ce cas la matiere est parfaitement plastique et
s’ecoule d’une facon ductile dans le plan du mouvement de l’outil. Si le jeu entre
le poincon et la matiere est choisi d’une facon optimale, la piece presente alors un
aspect de bord uniquement cisaille (Figure 1.7.a). C’est le cas lorsque l’epaisseur
de la tole est tres faible ou lorsqu’on decoupe la tole a chaud. La separation finale
des deux parties de la tole se fait quand le poincon a deja traverse toute l’epaisseur
de celle-ci pour chasser la partie decoupee.
2. Le materiau est fragile. Dans ce cas la matiere est sensible a la fissuration. L’ap-
parition de fissures et leur propagation pendant la descente de l’outil a partir des

INTRODUCTION 9
arretes de coupe du poincon et de la matrice provoquent la rupture souvent bru-
tale de la piece. La piece presente dans ce cas uniquement une surface de rupture
(Figure 1.7.b).
En realite, pour la plupart des toles, le comportement lors du decoupage est en
general situe entre ces cas extremes. S’il y a un comportement ductile il va y
avoir plus de deformation dans la zone de coupe et on obtiendra une forme en
”S” apres rupture. Par contre, si le comportement du materiau est fragile la
zone de decoupe ne presentra pas beaucoup de deformation (Figure 1.7.b). Au
debut de l’operation, le comportement du materiau est gouverne par une phase
elastoplastique endommageable (jusqu’a la naissance des fissures) et ensuite, une
phase qui consiste en une propagation plus ou moins brutale des fissures jusqu’a
la rupture finale [44], [45]. La modelisation de la decoupe peut etre basee sur la
mecanique de l’endommagement. Comme l’a montre Hambli [48], il est possible
de simuler la propagation des fissures a partir de la chute brutale du module
d’elasticite endommage.
Osaki et Yoshikai [46] distinguent deux mecanismes durant la premiere phase d’ecoulement
plastique : le materiau subit d’abord une indentation des parties saillantes de l’outil. Il
est ensuite cisaille consecutivement au mouvement relatif des deux parties de la piece
poussee par les lames de l’outil (Figure 1.8).
Fig. 1.8 – Mecanismes d’indentation et de cisaillement
Ils montrent cependant, pour un poincon a base plane, que lorsque le diametre est
superieur a l’epaiseur de la tole il ne s’agit plus de poinconnage de petits diametres
et l’etape d’indentation peut etre negligee. Atkins [49], decrit la phase d’ecoulement
plastique comme la somme des deformations plastique et d’amorcage de microfissures
provenant des ruptures de particules de seconde phase, de decohesion entre ces particules

INTRODUCTION 10
et la matrice, de la concentration de lignes de glissement dans la zone cisaillee. Cette
description est conforme a celle proposee par Kondo [6], concernant le mecanisme a
l’origine de la formation de la zone cisaillee du bord decoupe :
– amorcage de microfissures depuis l’arete de coupe et dirigee vers la region situee
sous la face de l’outil ou la valeur de la contrainte hydrostatique de compression
est la plus faible.
– rupture des fibres les unes apres les autres (Figure 1.9).
Fig. 1.9 – Mecanisme du cisaillement [6]
Au passage de l’arete d’outil, les fissures creees sont raclees ; il se forme alors une surface
lisse caracteristique de la zone cisaillee.
Ce mecanisme s’appuie sur les observations effectuees sur des decoupes partielles mon-
trant les distorsions de la texture de laminage sur le bord cisaille. Les fibres s’allongent
en direction de l’outil et paraissent comme coupees au niveau du plan de cisaillage.
Pendant la phase de rupture, l’amorcage des fissures se produit en aval de l’arete de
coupe [50]. Ces fissures se propagent et provoquent la rupture de la piece avant que le
poincon n’ait traverse la tole. Organ et Mellor [51], ont observe des facies de rupture
de materiaux metalliques et ont montre des surfaces a cupules caracteristiques de la
rupture ductile.
1.3.2 Bilan sur le comportement du materiau au cours de la
decoupe
Cette revue bibliographique du comportement du materiau pendant l’operation
de decoupe montre que la simulation complete de l’operation doit rendre compte de
differents mecanismes tels que :
INTRODUCTION 11
– la phase elastique correspondant au debut de l’operation,
– la phase plastique avec ecrouissage du materiau pendant laquelle le bombe se
forme, la tole est ensuite cisaillee suivant un mecanisme qui semble conjuguer
les deformations et les ruptures de fibres. Simultanement, la croissance rapide
de la flexion de la tole et la reduction des surfaces d’appui de l’outil ont pu
etre constatees pendant cette phase [50]. L’evolution du contact tole-outil et tole-
matrice devra egalement etre pris en compte dans la simulation,
– la phase de rupture finale. Cette phase correspond a un processus d’amorcage et
de coalescence de macrofissures suivant un processus de rupture ductile.
Compte tenu de l’objectif de notre etude, il sera donc necessaire de rendre compte
de ces phases de l’operation de decoupe pour mener a bien la simulation de ce procede.
1.4 Modelisation elements finis de l’operation de
decoupage
La modelisation numerique s’impose comme un moyen d’etude et de recherche dans
l’industrie. Ces vingt dernieres annees, des progres notables ont ete realises dans le
developpement des methodes de calculs pour une grande variete de procedes de mise
en forme tel que le poinconnage ou le cisaillage. Les premiers travaux de recherche
recenses dans ce domaine [52] concernent la simulation de procedes 2D en supposant un
comportement rigide plastique du materiau. Depuis des conferences internationales ont
ete organisees a partir de 1986 concernant la mise en forme des materiax (Numiform), et
de maniere plus specifique la mise en forme des toles (Numisheet), afin de confronter les
avancees techniques dans ces domaines. Ainsi, de nombreux logiciels de simulation de
procedes de mise en forme sont disponibles sur le marche, comme les codes generalistes
(ABAQUS, MARC, ADINA...).
Dans le cas de la simulation numerique du procede de decoupage tels que le poinconnage
ou le cisaillage, les besoins exprimes par l’industrie concernant la fiabilite et la rapidite
des simulations, necessitent le developpement des modeles theoriques et numeriques
permettant de reproduire l’operation de mise en forme. Ces modeles sont ainsi mis
au point afin de resoudre les difficultes qui proviennent des multiples non-linearites
mecaniques couramment rencontrees dans la simulation des procedes de mise en forme
telles que :
– Les non-linearites geometriques qui apparaissent dans les problemes comprenant
des grandes deformations, deplacements et rotations.
– Les non-linearites materielles dues a la loi de comportement du materiau.
– Les non-linearites liees aux variations des conditions aux limites dues au contact.

INTRODUCTION 12
Numeriquement, ces difficultes se manifestent a differents niveaux en particulier pour :
– La resolution des equations non lineaires d’equilibre ;
– L’integration des lois de comportement ;
– La resolution des problemes locaux de contact et de frottement couples avec la
resolution globale des equations d’equilibre ;
– Les fortes distorsions du maillage apparaissant au cours du calcul et conduisent a
une solution erronee voire a l’arret premature des calculs.
1.4.1 Algorithmes de resolution
La resolution des equations d’equilibre non lineaires constitue un domaine de re-
cherche important dans la modelisation numerique des structures. Plusieurs techniques
numeriques ont ete developpees, et une comparaison des differentes methodes peut etre
trouvee dans [53] et [54]. En particulier, pour des procedes de mise en forme simples,
la methode implicite dite quasi-statique permettant d’assurer l’equilibre a chaque pas,
apparaıt comme la plus efficace. Le developpement de cette methode a ete assuree
pendant les annees 80. Cependant, le passage a la resolution de problemes 3D a fait
apparaıtre d’autres complications comme des instabilites dues aux etats de contraintes
locaux, a l’augmentation des inconnues dues au contact. Ces difficultes se traduisent
par un nombre d’increments et d’iterations d’equilibre important et des temps de cal-
culs longs avec risque de non convergence du processus. Ainsi des approches explicites
statiques et dynamiques ont ete developpees ces dernieres annees. Actuellement, la ma-
jorite des simulations a grandes echelles des procedes de mise en forme, sont realisees
avec des methodes dynamiques explicites. Ces methodes 1, neanmoins peuvent devenir
instable si le pas de calcul n’est pas assez petit, ce qui conduit a des temps de resolution
importants.
1.4.2 Remaillage pour l’operation de decoupage
Pour de nombreux problemes pratiques de calcul par elements finis, les strategies
de remaillage sont necessaires pour obtenir une solution numerique avec une precision
definie a priori. Dans le cas de la decoupe, l’adaptivite du maillage est un outil essen-
tiel.
Pour la methode des elements finis, il est communement admis que la precision des
1Nous decrivons dans l’annexe A, les algotithmes de resolution utilises dans les problemes de mise
en forme.

INTRODUCTION 13
resultats obtenus en calcul de structures et le temps de calcul, dependent largement
de la precision de la discretisation temporelle et spatiale employees. Ainsi, de maniere
empirique, les utilisateurs de codes de calculs apportent couramment des modifications
jugees bonnes, au maillage decrivant la geometrie de leur probleme, afin d’obtenir des
resultats de grande qualite, pour un cout de calcul acceptable. Le but de ces modifica-
tions est d’enrichir l’approximation en adaptant soit la taille des elements soit le degre
d’interpolation polynomiale des elements.
Plusieurs approches ont ete developpees et utilisees dans les problemes lineaires et dans
certains problemes non lineaires. L’un des premiers articles a traiter de ce probleme
pour la mise en forme des materiaux a ete presente par Zienkiewicz [55]. En utilisant la
technique de projection-lissage developpee pour les problemes lineaires, l’auteur propose
un estimateur d’erreur base sur le taux d’energie dissipee. L’utilisation de cet estima-
teur a ete prolongee pour la localisation de contrainte en cisaillement [56] et aussi lors
de l’application des modeles poreux [57]. D’autres auteurs se sont interesses a l’applica-
tion de cet estimateur pour les problemes non lineaires comme Fourment (application
de la deformation viscoplastique lors de la mise en forme des materiaux [58]) et Moal
(couplage thermomecanique avec un modele viscoplastique parfait [59]).
Dans le contexte de la localisation des deformations, Peric [60] a introduit la formulation
thermodynamique pour indiquer l’erreur lors des petites deformations elastoplastiques.
L’utilisation d’un indicateur d’erreur a ete etendue plus tard aux problemes a grandes
deformations elastoplastiques. Certains auteurs utilisent un schema d’integration im-
plicite, d’autres des algorithmes dynamiques explicites. La combinaison entre differents
indicateurs d’erreurs a ete aussi envisagee ( [61], [62]).
Les indicateurs d’erreurs
– Indicateurs d’erreurs en plasticite : Le premier pas vers les indicateurs d’er-
reur applicables en grandes deformations pour les problemes elastoplastiques est
de modifier, d’une facon appropriee, les variables d’etats. L’estimation de l’erreur
peut se faire par une procedure elementaire : on remplace les valeurs exactes des
variables et de certaines derivees utiles au probleme par les valeurs post-traitees
obtenues par simulation numerique. Il existe des indicateurs d’erreurs bases sur
la norme de l’energie, sur la dissipation plastique et sur le travail plastique.
Il est possible de combiner plusieurs indicateurs d’erreurs. On peut definir par
exemple un indicateur unique qui rassemble celui base sur la norme d’energie et
celui de la dissipation plastique (ou du travail). L’indicateur d’erreur le plus appro-
prie pour traiter les problemes industriels les plus repandus (grandes deformations
elastoplastiques) est celui base sur le taux du travail plastique. Cependant, pour

INTRODUCTION 14
des problemes qui presentent de grands gradients de deformations localises, c’est
a dire qui traitent de l’endommagement, la formulation d’indicateurs d’erreurs
plus specifiques est indispensable.
– Indicateurs d’erreur pour l’endommagement : L’idee essentielle pour modeliser
correctement l’endommagement du materiau est de correler la procedure de re-
maillage avec le mecanisme d’endommagement. Ainsi, la mesure d’erreur est ef-
fectuee suivant des indicateurs du taux d’endommagement et la procedure de re-
maillage ne se fait plus uniquement sur le critere de l’evolution de la deformation
plastique mais s’interesse aussi aux regions de rupture.
Au depart, le critere utilise pour representer la rupture ductile etait base sur le
travail total de la plasticite. Par la suite, Kachanov [63] presenta une analyse alter-
native de la rupture ductile connue sous le nom de ”mecanisme continu d’endom-
magement”. Le developpement des techniques experimentales et l’amelioration des
modeles elastoplastiques en analyse par elements finis a favorise l’implantation de
cette analyse pour les processus de mise en forme des materiaux [64].
La plupart des simulations numeriques recentes investissent enormement dans le
choix du critere approprie qui pilote la procedure de remaillage. Un schema de remaillage
adaptatif a ete propose par Ortiz [65] dans lequel la densite du maillage augmente
dans certaines regions. Le remaillage adaptatif consiste a adapter le maillage initial a
l’evolution de la geometrie en cours de la deformation. Il est base sur la formulation
mixte Euler-Lagrange.
La formulation mixte Euler-Lagrange(ALE)
Les inconvenients des formulations lagrangienne et eulerienne peuvent etre large-
ment minimises grace a l’adoption de formulations mixtes euleriennes/lagrangiennes.
D’une maniere generale, dans la litterature, on denomme formulation mixte eulerienne/-
lagrangienne ou formulation eulerienne/lagrangienne arbitraire, toute formulation conte-
nant simultanement une part eulerienne et une part lagrangienne. Pour conserver une
notation classique, l’abreviation anglo-saxone est conservee dans la suite du texte :
cette formulation est ainsi appelee formulation ALE (Arbitrary Lagrangian Eulerian)
( [7], [66], [67]).
La formulation ALE permet de combiner les avantages de la representation lagran-
gienne (bonne definition des frontieres variables, facilite d’imposer des conditions aux
limites materielles) et ceux de la formulation eulerienne (possibilite de prise en compte

INTRODUCTION 15
de grandes distorsions). Le principe de cette formulation mixte est l’utilisation de
maillages se deplacant a taux independant (bien que non nul) de celui de la matiere.
En consequence, la matiere se deplace par rapport au maillage, comme dans une for-
mulation eulerienne pure, mais la forme exterieure des elements est controlee par les
conditions aux limites du probleme, comme dans une formulation lagrangienne.
La figure 1.10 illustre les difficultes associees aux formulations euleriennes et lagran-
gienne ainsi que l’interet de la formulation ALE 2.
Fig. 1.10 – Interet de la formulation ALE : (a) Formulation eulerienne (non coıncidence
des frontieres) ; (b) Formulation lagrangienne (distorsions) ; (c) Formulation ALE [7]
L’adaptivite du maillage est un element necessaire dans l’analyse numerique et qui
se fait par diminution de la taille des elements la ou la qualite de la solution n’est
plus garantie soit par augmentation de la taille la ou s’est necessaire. Les indicateurs
d’erreurs permettent d’effectuer cette adaptavite d’une maniere automatique.
Decision de remaillage
La decision de remaillage est pilotee par l’utilisateur qui fixe une frequence d’execution
du remaillage en fonction du procede simule. Cette procedure semble bien adaptee au
probleme traite pour lequel l’evolution de la deformation est globalement uniforme.
D’autres criteres de decision sont neanmoins envisageables.
2La mise en equations de la formulation ALE est detailee dans l’annexe B.

INTRODUCTION 16
– Criteres geometriques : Lorsque l’erreur de discretisation des contours de-
vient trop importante, il est necessaire de regenerer le maillage en augmentant la
discretisation dans ces zones. Ce critere geometrique s’appuie sur la discretisation
des zones en contact. Il est calcule de la maniere suivante.
Supposons qu’un contacteur maıtre penetre d’une distance ζ , sur le cote d’un
element de contact esclave(1 − 2), comme presente ci-dessous (Figure 1.11).
Fig. 1.11 – Critere de penetration
Le remaillage est realise lorsque la penetration maximum ζmax (analogue a l’erreur
de troncature geometrique) rencontree sur tous les elements du modele atteint une
valeur seuil ζ0 donnee par l’utilisateur.
Cette procedure permet ainsi de declencher le remaillage lorsque la discretisation
des contours n’est pas assez precise pour representer correctement la geometrie
evolutive du probleme. Cependant cette procedure n’est sensible que dans des
phases de penetrations importantes d’outils. Ainsi, il a ete trouve que des distor-
sions majeures d’elements peuvent ne pas etre corrigees a temps par l’application
de cette procedure.
Une autre approche consiste a verifier la qualite geometrique de chaque element au
cours des pas, et a executer un remaillage lorsqu’un critere de qualite est depasse.
De nombreux criteres ont ete evalues dans la litterature [68] et cette methode est
couramment employee. Cependant, elle est applicable lorsque le mailleur utilise
est de qualite suffisante pour garantir des facteurs de forme des elements accep-
tables pour toute geometrie.

INTRODUCTION 17
– Critere energetique : Ces criteres sont essentiellement bases sur des estima-
teurs d’erreur locaux. Le remaillage est decide lorsqu’une erreur globale sur la
structure ou une erreur locale sur un element depasse l’erreur admissible prescrite
par l’utilisateur.
1.5 Synthese
Le poinconnage et le cisaillage sont largement utilises dans la categorie des procedes
dit conventionnels, du fait de leur simplicite de mise en place et du faible cout de re-
vient. Au long de ces dernieres decennies, d’autres procedes, non conventionnels, ont ete
developpes. Ils permettent une meilleure productivite (rendement important, vitesse de
decoupe elevee) et l’obtention de formes complexes mais leur cout est encore relative-
ment eleve.
Concernant les methodes numeriques, ils constituent en general un outil efficace pour la
conception de procedes de mise en forme. Dans le cas du poinconnage, ou du cisaillage, la
mise en place d’un simulateur numerique permet, par une approche iterative, une opti-
misation du procede. Elle est d’une grande importance dans la phase de developpement
du procede pour d’une part, etablir les trajets de chargement (pression, deplacement) et
d’autre part, pour etudier la sensibilite aux parametres. Dans l’industrie, l’application
de la methode des elements finis est assez recente. L’utilisation des ordinateurs tres
puissants permet depuis peu d’avoir des applications en trois dimensions. De plus, la
simulation numerique permet de mieux comprendre le procede en suivant l’evolution
des variables internes lors du poinconnage ou du cisaillage, elle facilite egalement la
mise au point du procede et la determination des limites reduisant ainsi le nombre de
tests preparatoires.
1.6 Problematique liee a la these
1.6.1 Problematique en decoupage des toles minces ferromagnetiques
La mise en forme des toles ferromagnetiques utilise les memes procedes classiques
que ceux employes pour les toles minces non magnetiques : decoupage par cisaillage,
poinconnage, etc.
Les appareils electromecaniques, que ce soient les transformateurs ou les moteurs electriques,
INTRODUCTION 18
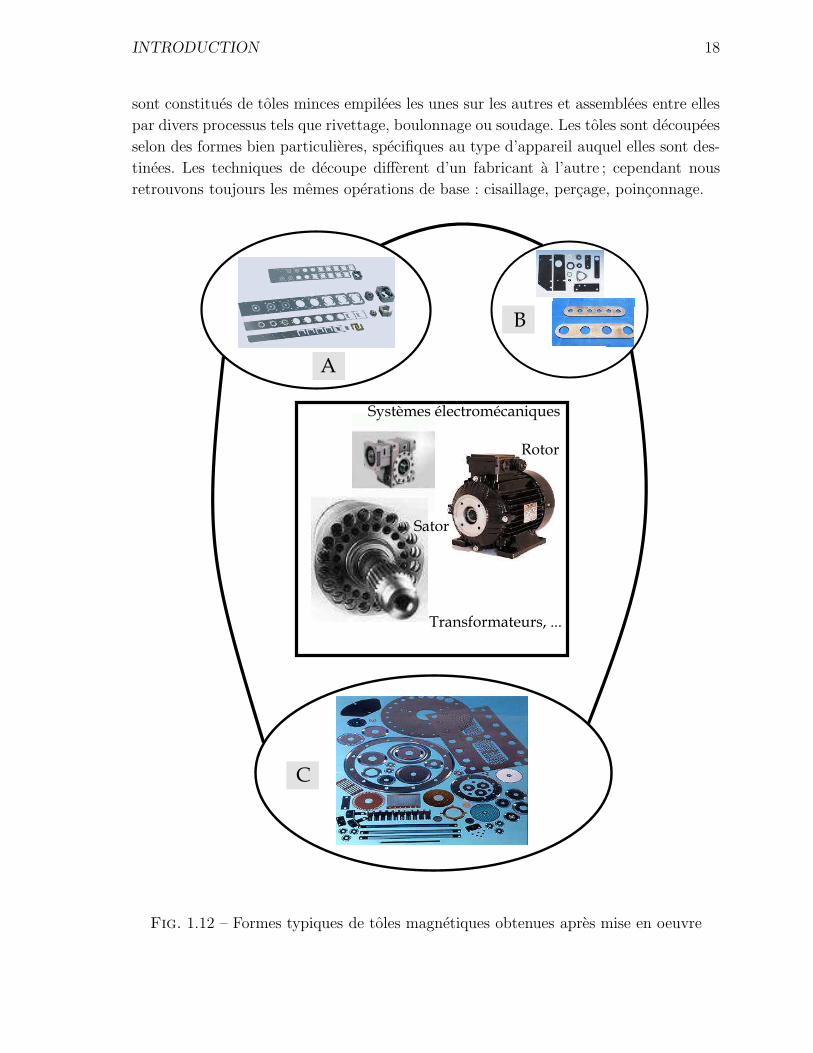
sont constitues de toles minces empilees les unes sur les autres et assemblees entre elles
par divers processus tels que rivettage, boulonnage ou soudage. Les toles sont decoupees
selon des formes bien particulieres, specifiques au type d’appareil auquel elles sont des-
tinees. Les techniques de decoupe different d’un fabricant a l’autre ; cependant nous
retrouvons toujours les memes operations de base : cisaillage, percage, poinconnage.
Fig. 1.12 – Formes typiques de toles magnetiques obtenues apres mise en oeuvre

INTRODUCTION 19
La figure 1.12 represente plusieurs formes typiques de toles ferromagnetiques :
– A : Toles de stator a profil de dents complexe, utilisees pour la conception de
moteurs pas a pas.
– B : Toles laminees pour rotor et stator obtenues par poinconnage et percage.
– C : Formes de toles magnetiques employees dans les transformateurs et systemes
electromecaniques, etc.
Les aciers magnetiques peuvent se classer selon leur aptitude aux procedes de
decoupage. Les alliages presentant les meilleurs proprietes mecaniques pour la mise
en forme sont les aciers conventionnels a bas carbone. Cependant, leurs proprietes
magnetiques restent mediocres. Viennent ensuite les aciers au silicium non orientes
puis les alliages orientes, dont la texture a tendance a les fragiliser. Les materiaux les
plus difficiles a usiner sont les FeNi et FeCo. Nous constatons que plus les proprietes
magnetiques du materiau sont bonnes, moins celui-ci est facile a mettre en oeuvre. Un
compromis est donc a rechercher entre ces deux proprietes, qui depend essentiellement
de l’utilisation prevue du materiau.
Dans le cas du decoupage de toles de stators et de rotors, les differentes operations
sont souvent automatisees ; la figure 1.13 montre une sequence typique d’operations de
fabrication de stators et de rotors a partir d’une tole.
Fig. 1.13 – Differentes etapes possibles pouvant intervenir dans un processus de decoupe
d’un stator et d’un rotor dans une tole laminee [8]
La matiere otee au centre du stator est utilisee pour le rotor. Les presses sont souvent
a decoupes multiples : plusieurs elements de stators et rotors sont ainsi simultanement
decoupees dans une tole.
Les matrices utilisees pour le poinconnage des toles sont a une ou plusieurs entailles.
Celles a entaille unique representent un cout moins eleve pour le fabricant. De plus,
l’outil peut etre utilise sur differents alliages et pour differentes geometries de moteurs.
Ces matrices servent pour des productions limitees. Au contraire, les matrices a en-
tailles multiples permettent a la presse d’operer a capacite maximale sans interruption.
INTRODUCTION 20
Cependant, tout changement dans la conception du produit rend l’outil inutilisable.
Les pieces plates decoupees presentent souvent un cambrage. Il peut s’agir d’un galbe
initial de la tole ou d’un effet de la decoupe. L’aptitude a la decoupe d’une tole est
determinee par la nature meme du materiau et de l’outil de decoupe utilise. La bavure
generee lors de la decoupe depend principalement de l’affutage de l’outil. Une hauteur
de bavure tres importante peut engendrer le refus du produit, surtout pour les pieces
de faibles epaisseurs. Le poinconnage ou le cisaillage generent des endommagements
complexes en bord de decoupe, avec des zones en forte traction et compression [4].
Le produit presente alors une degaradation importante des proprietes magnetiques du
materiau lors de sa mise en oeuvre. Pour des raisons de competitivite, les diverses
operations de decoupe des toles doivent s’effectuer dans des delais raisonnables. Sauf
cas particuliers, le produit ne subit aucun recuit apres sa mise en forme.
De nombreux types de toles sont livres enduits d’un revetement isolant, protecteur
contre la corrosion et qui ameliore l’aptitude de decoupe de la tole [69]. Ce revetement,
de nature organique ou inorganique [70], est tres souvent depose en fin de production
des bandes laminees. La mise en forme finale des machines s’accompagne alors souvent
d’un rattrapage des defauts de planeite, de bavures, de l’alignement, ou du galbe. Elle
necessite l’emploi de techniques agressives pour la tole : serrage en force, mise sous
contraintes des pieces, soudage, moulage, etc, [71].
1.6.2 Objectifs de la these
Parmi l’ensemble des operations realisees dans le travail des toles, l’operation de
decoupage tient une place a part. En effet, l’emboutissage, le pliage ou le relevage de
collerette sont, par exemple, des operations qui sollicitent la tole dans le domaine plas-
tique alors que le decoupage, par definition, a pour but de depasser ce domaine et
d’endommager le materiau jusqu’a creer des fissures necessaires pour amorcer la rup-
ture et detacher la piece decoupee de la tole. Cette operation est cependant souvent liee
aux autres operations : decoupage de flan pour emboutissage, poinconnage suivi d’un
relevage de collerette, detourage de piece embouties, etc.
Le poinconnage et le cisaillage sont les procedes conventionnels les plus couramment
utilises dans l’industrie pour le decoupage. Au cours de son utilisation, l’outil peut
connaıtre des problemes de casse (bris d’outil), d’ecaillage (rupture locale sur le bord de
l’outil) et d’usure progressive des parties actives conduisant en general a un emoussement
des aretes de coupe qui peut etre nuisible a la qualite des pieces decoupees.
Un fort couplage entre le comportement magnetique et l’etat mecanique du materiau

INTRODUCTION 21
existe. Les caracteristiques magnetiques sont sensibles a la composition chimique du
materiau, a sa texture cristallographique, mais aussi aux contraintes mecaniques in-
ternes appliquees. Or, les procedes de decoupage utilisent des techniques qui deforment
plastiquement la matiere jusqu’a la rupture finale. Ils engendrent ainsi une degradation
inevitable et importante du comportement magnetique des toles, essentiellement aux
bords decoupes. Ce phenomene nuit au rendement des machines electriques et les in-
dustries cherchent a prevoir, en amont de leur fabrication, cette perte energetique afin
de mieux dimensionner les pieces les constituant.
A l’Universite de Technologie de Compiegne, des travaux de recherche ont ete inities
dans le but d’estimer l’influence des decoupes et des contraintes mecaniques engendrees
sur le comportement magnetique du point de vue macroscopique. Hug [8], s’est interesse
a l’etude des degradations des proprietes magnetiques d’alliages doux avec la deformation
plastique. Les alliages etudies sont des Fe-3%Si a grains orientes et le FeCo-2%V.
Hubert [72], puis Iordache [27] ont etudie l’impact des contraintes, internes et ap-
pliquees, sur le couplage magnetomecanique. Il decoule de leurs travaux que les pro-
prietes magnetiques se degradent rapidement et d’une facon tres prononcee des les
faibles deformations plastiques. Les bords de decoupe des pieces sont les zones les plus
affectees par cette degradation.
S’inscrivant dans un projet global sur ce theme, les travaux presentes ont pour ob-
jectif d’etablir des correlations entre le procede de mise en forme qui est le decoupage
(poinconnage et cisaillage), l’etat du materiau qui en resulte et les proprietes magnetiques
de ce dernier. Les travaux presentes dans ce memoire porte sur deux volets ; d’une
part l’etude experimentale et numerique des procedes de poinconnage et de cisaillage.
D’autre part, la mise au point d’un systeme de mesures des proprietes mecaniques
(l’etat local de l’ecrouissage du materiau) et les proprietes magnetiques au voisinage du
bord decoupe des produits mis en forme. La combinaison des deux volets, constitue une
contribution tres importante au developpement d’un outil d’aide a la conception de ma-
chines electriques tournantes par le biais d’un modele predictif permettant d’etablir des
correlations entre le procede de decoupe et la degradation des proprietes magnetiques
des toles decoupees.

INTRODUCTION 22
Fig. 1.14 – Outil predictif de la degradation des proprietes magneto-mecaniques au
voisinage du bord de decoupe
1.6.3 Plan du memoire
Par soucis de clarte, ce document a ete scinde en cinq chapitres, outre une intro-
duction et une conclusion.
Apres avoir decrit la problematique liee au decoupage, situer le contexte de la these et
fixe les objectifs des travaux dans le chapitre 1, une etude bibliographique montrant
l’influence de certains parametres sur le procede de decoupage et la qualite de produit
ainsi obtenu a l’issu d’une telle operation, est presentee dans le chapitre 2. Ce chapitre
comporte egalement une description de certains modeles de comportement sensibles
a la vitesse de deformation. Un interet particulier est porte aussi dans ce chapitre, a
l’etude des caracteristiques des pieces decoupees et l’influence d’une telle operation sur
les proprietes magneto-mecaniques du materiau.
Dans le chapitre 3, on decrit la caracterisation du materiau a l’etude, le Fe-3%Si, ainsi
qu’a la modelisation de son comportement mecanique. Une loi de comportement ap-
propriee au caractere dependant de la vitesse de deformation est identifiee pour une
INTRODUCTION 23
implementation numerique.
Le quatrieme chapitre presente une etude experimentale et numerique detaillee du
poinconnage et du cisaillage. L’etude experimentale porte sur l’influence du jeu et de la
vitesse de decoupe. Les travaux numeriques s’interessent a la validation de la simulation
complete des procedes.
Le cinquieme chapitre est didie a la caracterisation mecanique du materiau au voisinage
du bord de decoupe. On presente notamment la methode employee pour quantifier le ni-
veau d’ecrouissage. Il s’agit de la technique de nanoindentation couple avec la methode
d’identification inverse.
Enfin, le chapitre 6 est consacre a la caracterisation magnetique au voisinage du bord
de decoupe. Une campagne d’essais est mise en place pour etudier les modifications du
comportement magnetique d’un materiau ayant subi un certain niveau de deformation
plastique. Les resultats ainsi obtenues sont correles avec les resultats issus de test de
nanoindentation afin d’evaluer la variation de certaines grandeurs magnetiques au voi-
sinage du bord de decoupe.
La demarche developpee dans ce travail y est decrite et les resultats obtenus sont ex-
poses.

Chapitre 2
Revue de litterature
2.1 Introduction
Le probleme de decoupe induit de fortes non-linearites geometriques et materielles.
Des phenomenes d’instabilite apparaissent durant la phase d’adoucissement et la rup-
ture intervient d’une maniere tres rapide. Le metal mis en question perd alors son
homogeneite et ne presente plus l’element de volume au sens de la mecanique des mi-
lieux continus.
Ce chapitre, presente une revue de la litterature portant sur les differents parametres
qui entrent en jeu durant l’execution d’une telle operation. L’accent a ete mis aussi sur
le choix des modeles theoriques necessaires pour la description du procede de decoupage
des toles. Une fois que le procede de decoupe est mene a terme : quelles sont les ca-
racteristiques des pieces decoupees ? Autrement dit, quel est l’etat du materiau au
voisinage des bords decoupes ?

REVUE DE LITTERATURE 25
2.2 Influence de quelques parametres sur le procede
de decoupage
2.2.1 Jeu entre le poincon et la matrice
Le jeu j correspond a la distance radiale separant l’arete coupante de l’outil de la
matrice. Il est generalement rapporte a l’epaisseur de la tole (en %) par l’expression
suivante :
j =Rm − Rp
e∗ 100(%) (2.1)
ou Rm, Rp et e sont respectivement le rayon de la matrice, le rayon de l’outil et
l’epaisseur de la tole (Figure 1.2).
Ce parametre affecte de maniere significative aussi bien la duree de vie de l’outil, que
l’effort maximum de decoupe ainsi que la precision dimensionnelle du produit fini [73].
En effet, plus le jeu est grand plus l’effort maximal diminue. Cependant, pour avoir une
meilleure qualite de la surface de decoupe, il est preferable de diminuer le jeu car la
hauteur de la bavure lui est proportionnelle [73]. Ainsi, le jeu optimum est celui pour
lequel la direction de propagation des fissures coıncide avec la ligne joignant les angles
du poincon et de la matrice [74]. La figure 2.1 illustre schematiquement les differents
aspects de la fissuration de la tole soumise a un decoupage avec differents jeux [9].
Fig. 2.1 – Propagation de la fissure pour differents jeux [9]
Des observations experimentales ont montre qu’un jeu entre le poincon et la matrice
trop faible, provoque un phenomene de dedoublement de la surface de rupture et accroıt
REVUE DE LITTERATURE 26
la vitesse de l’usure des outils alors qu’un jeu excessif provoque un bombe tres marque
du produit. D’une facon generale, il n’existe pas de regle permettant de determiner un
jeu optimal pour une fabrication donnee. Chaque ouvrage propose des valeurs de jeu
plus ou moins concordantes. Le choix final s’appuie sur l’experience personnelle des
operateurs.
2.2.2 Geometrie de l’outillage
Generalement, dans l’industrie, les rayons du poincon et de la matrice sont choisis
de facon identique. Plusieurs etudes ont ete effectuees pour determiner l’impact de ces
parametres sur l’operation de decoupe des toles minces [75], [23]. Parmi les conclusions
les plus significatives, on notera que la penetration de l’outil, avant rupture, croıt avec
l’accroissement du rayon de l’outil et de la matrice, et qu’un grand rayon rend plus
difficile la naissance et la propagation de fissures du cote de l’outil.
On trouve dans [46] une etude experimentale examinant l’influence de la geometrie de
l’outillage sur la qualite geometrique du bord decoupe. Les auteurs de [47] ont pu mettre
en evidence la dependance entre le facies de rupture et la geometrie du bord tranchant
de l’outillage. En se basant sur une etude micrographique des pieces decoupees, ils ont
montre que les phenomenes lies a la naissance et a la propagation des fissures, et par
consequent l’aspect du bord decoupe dependent entre autre de la geometrie du bord
tranchant du poincon.
2.2.3 Coefficient de frottement
Les etudes concernant l’effet du coefficient de frottement sur l’operation de poinconnage
ne sont pas tres nombreuses, ceci etant lie a la difficulte de quantifier ce parametre au
cours de tests experimentaux. Maiti [76] a montre lors de ses etudes sur le poinconnage
des toles minces que l’accroissement du coefficient de frottement se traduit par une
augmentation de l’effort exerce par le poincon sur la tole.
2.2.4 Epaisseur de la tole
Comme l’a montre Chang [34], l’epaisseur de la tole est l’un des facteurs les plus
importants conditionnant la geometrie du bord. Dans [45], Lange a constate que pour
des conditions operatoires donnees et pour une nuance de materiau donnee, le bord
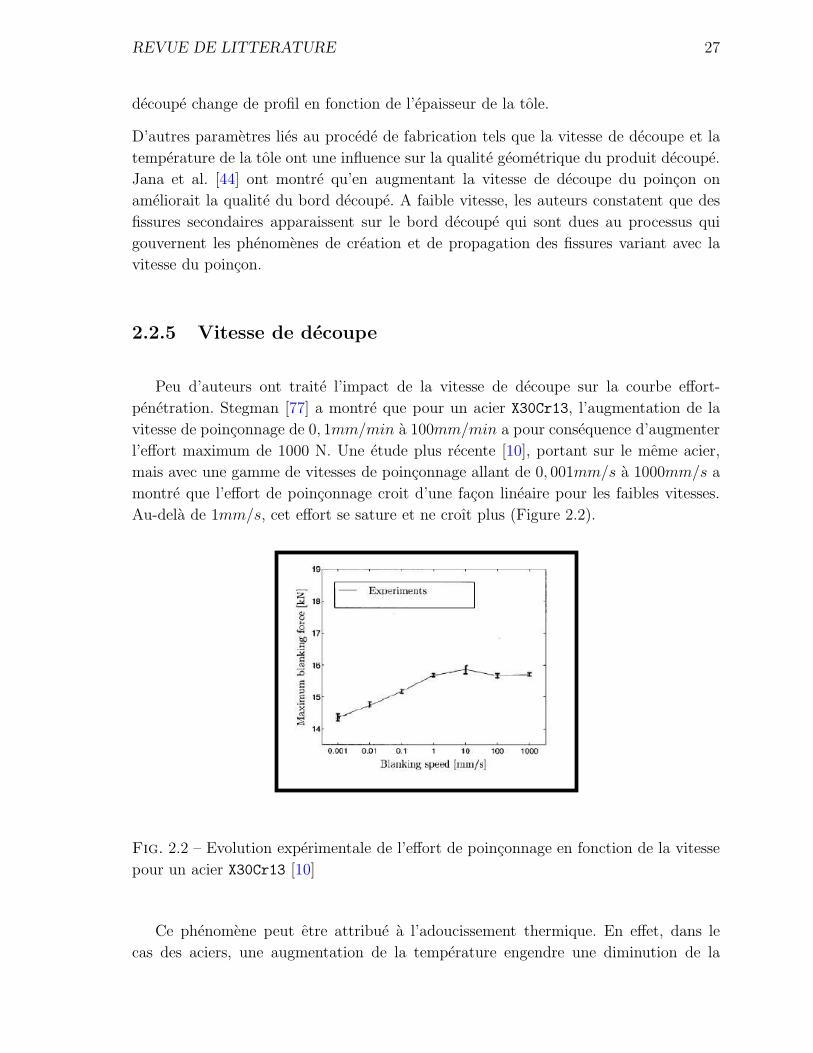
REVUE DE LITTERATURE 27
decoupe change de profil en fonction de l’epaisseur de la tole.
D’autres parametres lies au procede de fabrication tels que la vitesse de decoupe et la
temperature de la tole ont une influence sur la qualite geometrique du produit decoupe.
Jana et al. [44] ont montre qu’en augmentant la vitesse de decoupe du poincon on
ameliorait la qualite du bord decoupe. A faible vitesse, les auteurs constatent que des
fissures secondaires apparaissent sur le bord decoupe qui sont dues au processus qui
gouvernent les phenomenes de creation et de propagation des fissures variant avec la
vitesse du poincon.
2.2.5 Vitesse de decoupe
Peu d’auteurs ont traite l’impact de la vitesse de decoupe sur la courbe effort-
penetration. Stegman [77] a montre que pour un acier X30Cr13, l’augmentation de la
vitesse de poinconnage de 0, 1mm/min a 100mm/min a pour consequence d’augmenter
l’effort maximum de 1000 N. Une etude plus recente [10], portant sur le meme acier,
mais avec une gamme de vitesses de poinconnage allant de 0, 001mm/s a 1000mm/s a
montre que l’effort de poinconnage croit d’une facon lineaire pour les faibles vitesses.
Au-dela de 1mm/s, cet effort se sature et ne croıt plus (Figure 2.2).
Fig. 2.2 – Evolution experimentale de l’effort de poinconnage en fonction de la vitesse
pour un acier X30Cr13 [10]
Ce phenomene peut etre attribue a l’adoucissement thermique. En effet, dans le
cas des aciers, une augmentation de la temperature engendre une diminution de la

REVUE DE LITTERATURE 28
contrainte d’ecoulement plastique. Pour les faibles vitesses de poinconnage, le travail
de la deformation plastique degage de la chaleur, qui n’est pas assez importante pour
participer a l’adoucissement de la matiere. Ainsi, l’effort maximal continue a croıtre logi-
quement. Cependant, au-dela d’une certaine vitesse de deformation, le gradient local de
temperature devient assez important pour contribuer a la diminution de la contrainte
d’ecoulement. L’effort maximal n’evolue plus de la meme maniere, et dans le cas de
l’acier X30Cr13, devient constant. Toutefois, pour la majorite des aciers, l’effort maxi-
mum est independant de la vitesse tant que celle-ci reste dans la gamme des vitesses
tres faibles.
Klepaczko [11] a etudie l’influence de la vitesse de cisaillement pour un acier XES (la-
mine a froid pour emboutissage profond), ecroui et d’epaisseur 0, 6mm. La gamme des
vitesses quasi-statiques correspond a 10−3s−1 < Γ < 10s−1 et celle des vitesses dyna-
miques a 102s−1 < Γ < 104s−1. Les premieres mesures exploitables avec un essai de
double cisaillement sont les courbes deformation-contrainte de cisaillement τ = f(Γ)
(Figure 2.3).
Fig. 2.3 – Resultats experimentaux en double cisaillement pour un acier XES 10−4s−1 <
Γ < 10s2 [11]
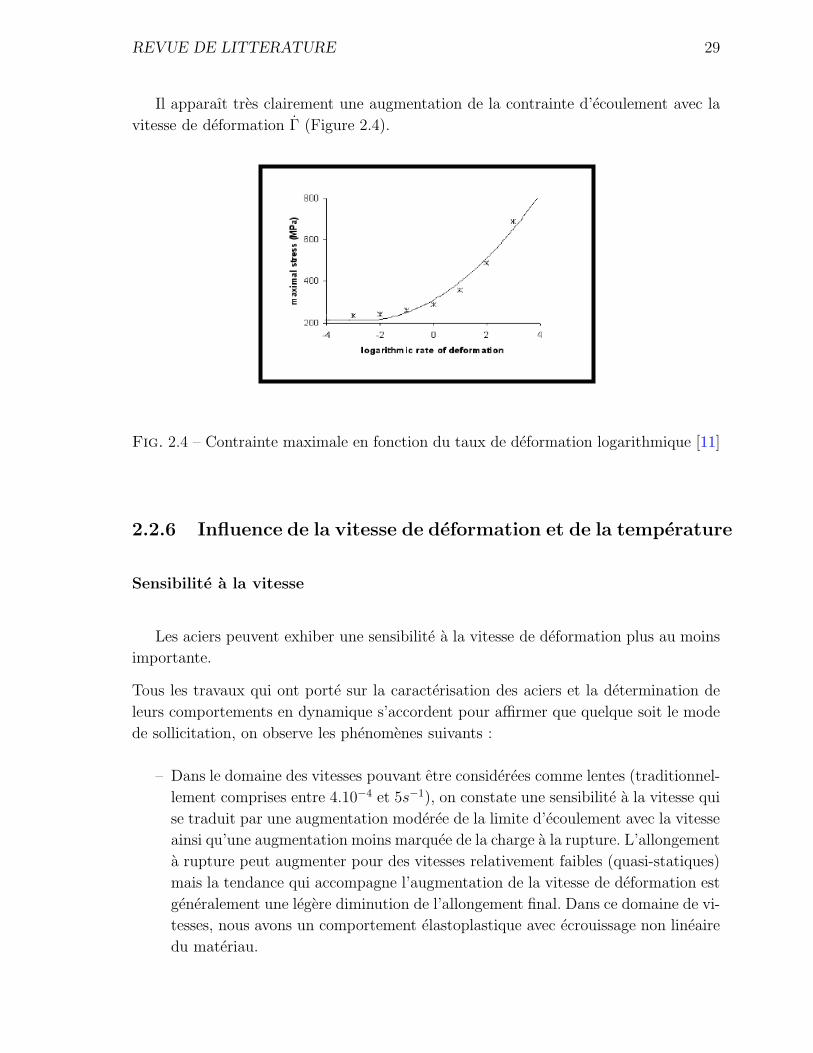
REVUE DE LITTERATURE 29
Il apparaıt tres clairement une augmentation de la contrainte d’ecoulement avec la
vitesse de deformation Γ (Figure 2.4).
Fig. 2.4 – Contrainte maximale en fonction du taux de deformation logarithmique [11]
2.2.6 Influence de la vitesse de deformation et de la temperature
Sensibilite a la vitesse
Les aciers peuvent exhiber une sensibilite a la vitesse de deformation plus au moins
importante.
Tous les travaux qui ont porte sur la caracterisation des aciers et la determination de
leurs comportements en dynamique s’accordent pour affirmer que quelque soit le mode
de sollicitation, on observe les phenomenes suivants :
– Dans le domaine des vitesses pouvant etre considerees comme lentes (traditionnel-
lement comprises entre 4.10−4 et 5s−1), on constate une sensibilite a la vitesse qui
se traduit par une augmentation moderee de la limite d’ecoulement avec la vitesse
ainsi qu’une augmentation moins marquee de la charge a la rupture. L’allongement
a rupture peut augmenter pour des vitesses relativement faibles (quasi-statiques)
mais la tendance qui accompagne l’augmentation de la vitesse de deformation est
generalement une legere diminution de l’allongement final. Dans ce domaine de vi-
tesses, nous avons un comportement elastoplastique avec ecrouissage non lineaire
du materiau.

REVUE DE LITTERATURE 30
– Lorsqu’une vitesse seuil (de transition) de l’ordre de 2s−1 est atteinte, la limite
d’elasticite (d’ecoulement) et la charge a la rupture sont identiques. Le compor-
tement de l’acier est elastoplastique parfaitement plastique (ecrouissage nul).
– Aux vitesses superieures pouvant atteindre 100s−1 ou plus, la limite d’ecoulement
est superieure a la charge a la rupture et continue a augmenter tres vite avec
la vitesse de deformation. Ce comportement se caracterise par un ecoulement
sans effort du materiau des que la limite d’ecoulement est atteinte. La contrainte
diminue avec la deformation, nous avons donc un ecrouissage negatif.
Ce phenomene de vitesse de transition est connu depuis tres longtemps. En 1944 Man-
joine [12] a mis en evidence ce phenomene pour un acier doux de limite d’elasticite
egale a 205 MPa (en quasi-statique) en realisant des essais de traction uniaxiale a des
vitesses allant de 10−3 a 106s−1. Les resultats de ces essais sont montres sur la figure
2.5.
Fig. 2.5 – Courbes contrainte-deformation obtenues lors d’essais de traction dynamique
sur un acier doux entre 1.10−3 et 106s−1 [12]
Dans le cas des CC (c’est le cas du Fe-Si), il est couramment rapporte dans la
litterature ( [78]- [79]) que l’augmentation de la vitesse de deformation induit une
forte augmentation de la limite d’elasticite mais que l’ecrouissage est moins influence.
Ces effets sont inverses pour la structure cubique a faces centrees (CFC). Des travaux
entrepris par Rosenfield et Hann en 1966 [13] ont permis de definir trois domaines
distincts de sensibilite a la vitesse de deformation. Le premier domaine ou la vitesse de
deformation varie entre 10−6 et 10−2s−1 est relativement insensible. Dans cette zone, les

REVUE DE LITTERATURE 31
mecanismes athermiques sont predominants. Le second domaine se situe dans une plage
de vitesses comprises entre 10−3 et 103s−1. Dans celui-ci, les metaux CC presentent une
sensibilite quasi-lineaire et les mecanismes thermoactives sont preponderants. Enfin,
pour les vitesses de deformations tres elevees ε > 103s−1, la contrainte d’ecoulement
plastique est fortement influencee par la vitesse de deformation. Pour ces vitesses dites
dynamiques, les mecanismes d’amortissement visqueux sont predominants, le materiau
se comporte comme un fluide visqueux.
Sensibilite a la temperature
En regle generale, la temperature joue un role inverse a la vitesse de deformation :
une augmentation de la temperature aura pour consequence de reduire la contrainte
d’ecoulement (Figure 2.6).
Fig. 2.6 – Evolution schematique de la contrainte de cisaillement normalisee avec la
temperature pour deux vitesses de deformation [13]
Lors de la deformation dynamique, un echauffement important apparaıt au sein de
l’eprouvette et conduit a un mode de deformation adiabatique. Lorsque l’effet de la
temperature (effet adoucissant) est superieur a celui de l’ecrouissage (durcissement),
celui-ci devient negatif en raison de l’adoucissement thermique [13]. On note trois do-
maines distincts definis a partir de la temperature de fusion Tm.

REVUE DE LITTERATURE 32
Dans la premiere zone, la contrainte diminue fortement avec la temperature tant
que celle-ci n’atteint pas Tm
3. Cette decroissance s’explique par la preponderance des
mecanismes de deformation thermoactives. Dans le second domaine, la contrainte reste
insensible a la temperature (plateau athermique) pour une plage de temperatures com-
prises entre Tm
3< T < Tm
2. Dans ce cas, la deformation resulte principalement de la
contrainte appliquee. Pour les temperatures T > Tm
2, le materiau presente a nouveau
une forte sensibilite a la temperature se traduisant par une chute de la contrainte.
Cependant, la temperature peut parfois contribuer a augmenter la contrainte d’ecoulement
pour de faibles vitesses de deformation. Ce phenomene est appele vieillissement dyna-
mique [80]. Notons que cet effet est affecte par la vitesse de deformation [80] et que, au
dela de certaines temperatures, le vieillissement dynamique disparaıt.
2.3 Modeles de comportement avec effet de la vi-
tesse de deformation
La limite d’elasticite, l’allongement uniforme et l’allongement a rupture d’un materiau
ne sont pas des valeurs intrinseques constantes. Elles dependent notamment des condi-
tions de vitesse et de temperature. Ceci est un fait bien connu c’est pourquoi les
conditions des essais de caracterisation permettant la classification des materiaux sont
definies en quasi-statique. Cependant, classer les aciers en fonction de leurs caracteristiques
en conditions quasi-statiques pour des applications comme le decoupage ou la prediction
du comportement en cas de chocs risque de reserver des surprises.
Le tableau 2.1 est une revue des gammes de vitesses pour certains procedes de mise en
forme et de fabrication des toles.
Tab. 2.1 – Domaine des vitesses de deformations en fonction du procede [1]
Procede Vitesse de deformation(s−1)
Poinconnage 10−4 < ε < 104
Forgeage 10−1 < ε < 5.102
Choc de structures 10−1 < ε < 103
Emboutissage profond 1 < ε < 102
Filage / Laminage 1 < ε < 103
Torsion d’enveloppes 102 < ε < 5.103
Explosion d’enveloppes 103 < ε < 105
Impact de projectiles 5.103 < ε < 106

REVUE DE LITTERATURE 33
Les besoins de la mise en forme en matiere de lois de comportement sont bien
specifiques. Les lois dynamiques a grandes vitesses sont plutot reservees a des compor-
tements lors de phenomenes extremement rapides, tels que le decoupage. L’amelioration
de la rentabilite des procedes de decoupe est realisee en augmentant la cadence des ou-
tils. Cependant, le recours aux grandes vitesses induit de forts taux locaux de deformation,
ce qui complique l’optimisation du procede.
En chargement dynamique, de nombreux effets totalement absents en mode quasi-
statique, parmi lesquels on peut citer l’apparition des effets d’inertie et la transition
isotherme/adiabatique (Figure 2.7). Une caracterisation mecanique quasi-statique n’est
plus suffisante pour decrire le comportement du materiau.
Fig. 2.7 – Effets physiques existant en fonction de la vitesse de deformation [14]
La transition isotherme/adiabatique se produit a partir de 1s−1 ( [81], [14]). A cette
vitesse, les deformations generent de la chaleur, ce qui a pour consequence d’augmenter
la temperature au sein du materiau. La temperature a pour effet d’induire une baisse
de la contrainte d’ecoulement conduisant a l’initiation d’une instabilite. A l’oppose,
les effets d’inertie (significatifs a partir de 50s−1 [81], [14]) ont tendance a retarder
le processus de localisation et d’instabilite [82]. Il est donc primordial de prendre en
compte l’effet de la vitesse de deformation et de la temperature. Ce couplage thermovi-
scoplastique est recommande des que les grandes vitesses de deformation sont atteintes
(≥ 1s−1).
Les metaux cubiques centres presentent une plus grande sensibilite a la vitesse de
deformation ( [13], [83]) par rapport aux materiaux cubiques a faces centrees par
exemple. La caracterisation dynamique des materiaux se fait suivant des tests specifiques.

REVUE DE LITTERATURE 34
Sans s’y attarder, nous citons au tableau 2.2 les plus courants.
Tab. 2.2 – Methodes experimentales pour l’etude du comportement en sollicitations
dynamiques
Type d’essai Dispositif
Traction Barre de traction directe [84]
Compression Barre de Kolsky-Hopkinson [85]
Torsion Barre de Campbell-Duffy [78]
Cisaillement Tube et barre de Hopkinson [86]
Comme nous l’avons souligne precedemment, le poinconnage des toles minces depend
de plusieurs parametres geometriques (rayons de courbure des outils, jeu poincon-
matrice, etc) et mecaniques (vitesse du poincon, coefficient de frottement, etc). Ce-
pendant, peu d’auteurs ont aborde l’influence de la vitesse de penetration sur le pro-
cessus de poinconnage [77]. Il en decoule que pour de petites vitesses de deformations,
la reponse du materiau (courbe effort-penetration) est independante de la vitesse mais
qu’a plus grande vitesse, le comportement en est influence [77], [10].
2.3.1 Lois de comportement phenomenologiques
Le principal interet de ces modeles est qu’ils fournissent une bonne correlation entre
les calculs et les mesures experimentales dans des conditions precises de deformation.
Une base de donnees experimentale est donc indispensable afin d’identifier les pa-
rametres de ces modeles. La base physique de ce type de modeles est restreinte ce
qui rend les extrapolations hors du domaine initialement utilise pour l’identification as-
sez risque. Ceci constitue le principal inconvenient de ces modeles. Toutes ces lois sont
donnees, en plasticite, sous forme de relation entre la limite d’elasticite σ, la deformation
plastique equivalente εp et son taux εp.
• Modele de Litonski(1977) [87]
Il compte parmi les modeles les plus connus, ou la dependance en temperature de la
contrainte est lineaire :
σ = B(1 − AT )(1 + Cεp)m(εp + ε0)
n (2.2)
avec m la sensibilite a la vitesse de deformation et n le coefficient d’ecrouissage. A, B
et C sont des constantes du materiau.

REVUE DE LITTERATURE 35
• Modele de Lubahn (1947) et Felgar (1961)
Cette formulation simple, basee sur les travaux du Luban [88] et Felgar [89], a ete
proposee par divers auteurs a la fin des annees 1980 (Klopp [90], Fressengeas et Molinari
[91]). Sa forme generalisee est la suivante :
σ = Kεnp ε
m
p T−v (2.3)
• Modele de Lindholm (1968)
La loi de Lindholm [92], integre uniquement une sensibilite a la vitesse de deformation.
Ce modele ne fait pas intervenir la temperature. Il s’exprime sous la forme :
σ = σ0 + (A′
+ B′
εp)Logεp (2.4)
σ0 est l’ecrouissage quasi-statique qui pour une loi de Ludwick se met sous la forme
suivante :
σ = (A + Bεnp ) + (A
′
+ B′
εp)Logεp (2.5)
Les parametres A, B, A′
, B′
et n sont des constantes caracteristiques du materiau. A
represente la limite d’elasticite ; B, B′
et n sont des parametres lies a l’ecrouissage, A′
represente la sensibilite a la vitesse de deformation.
• Modele de Johnson-Cook(1983)
Ce modele decrit l’ecrouissage et les effets de la vitesse et de la temperature. Il est
largement repandu dans le domaine de la modelisation de processus fortement dyna-
miques [93], [94]. Il s’ecrit sous la forme :
σ = (A + Bεnp )
[1 + q.ln(
εp
E)
](1 − Tm) (2.6)
avec q, E et m des constantes a identifier. T est equivalente a une temperature (sans

REVUE DE LITTERATURE 36
dimension) definie par :
T =
0 si T < Ttransition
T−Ttransition
Tfusion−Ttransitionsi Ttransition < T < Tfusion
1 si T > Tfusion
(2.7)
ou T est la temperature ambiante, Tfusion la temperature de fusion et Ttransition la
temperature de transition. Toutes ces temperatures sont exprimees en K.
Ce modele est tres couramment utilise en raison de sa capacite a predire les grandes
deformations. Il a l’avantage d’etre simple a identifier, cependant, l’adoucissement adia-
batique peut etre surestime si l’equation (2.7) est utilisee. Une forme modifiee qui utilise
une loi exponentielle pour la sensibilite a la temperature a ete testee par Bourgain [95]
pour la frappe a froid d’un acier de type IFS. Cette loi dont la forme est donnee par
(2.8) est generalement utilisee dans le cas d’un fort adoucissement adiabatique.
σ = (A + Bεnp )
[1 + qln(
εp
E)
](1 − A
′
expB′
T)
(2.8)
ou A′
et B′
sont des constantes a determiner.
• Modele de Cowper-Symonds(1957)
Tres utilisee, cette loi en puissance a deux parametres donne un decalage homothetique
de la courbe statique en fonction de la vitesse de deformation [96]. Elle ne prend pas
en compte la variation de l’ecrouissage ni l’effet de la temperature. Son expression est
la suivante :
σ = σ0
[1 +
(εp
D
) 1p
](2.9)
Les parametres D et p sont facilement identifiables, σ0 est l’ecrouissage adopte pour le
materiau dans des conditions quasi-statiques. Ce modele est disponible dans le code de
calcul ABAQUS [97].
• Modele de Ludwick-Steinberg (1980)
Dans cette loi, on considere une partie lineaire regie par la loi de comportement de
Ludwick et une seconde partie logarithmique refletant le comportement visqueux aux

REVUE DE LITTERATURE 37
vitesses de deformations superieures [98]. Son expression, dans le cas d’un ecrouissage
de Ludwick, est la suivante :
σ =
(A + Bεnp )[1 + Cln( εp
ε0)]
si ε > ε0
(A + Bεnp ) si ε < ε0
(2.10)
ou ε0 correspond a l’intersection des deux domaines (environ 10s−1).
• Modele de Jones modifie (1998)
Ce modele sensible a la vitesse de deformation [99] peut etre represente par la loi
suivante :
σ = σ0
[1 +
((εu − εν)εp
Du(εp − εν) + Dν(εu − εp)
) 1Aε+B
](2.11)
εu, εν , Du, Dν sont des parametres constants a identifier.
Ces equations ont permis de resoudre de nombreux problemes de mise en forme, cepen-
dant, elles negligent l’effet de la temperature sur la sensibilite a la vitesse de deformation
m et sur le coefficient d’ecrouissage n. C’est ainsi que d’autres modeles tel que Klepaczko
(1987) [100] incluant cette dependance en temperature, observee experimentalement,
ont ete proposes.
• Modele de Klepazcko(1987)
Klepaczko [100] propose une loi de comportement incluant la dependance a l’ecrouissage,
a la vitesse de deformation et a la temperature observee experimentalement. Cette loi
est de la forme :
σ = B(T )[εp + ε0]n(T )ε
m(T )(2.12)
ou n(T ), m(T ) et B(T ) sont respectivement le coefficient d’ecrouissage, la sensibilite a
la vitesse de deformation et le module de plasticite.
• Modele de Zerilli-Armstrong modifie(1987)
Cette loi se base en partie sur l’analyse des mecanismes physiques de deformation plas-
tique [101]. Elle se fonde sur la theorie des dislocations et sur le modele de l’aire d’acti-
vation thermique. La partie de la contrainte d’ecoulement thermiquement dependante
s’ecrit :
σth = Bexp−βT (2.13)
REVUE DE LITTERATURE 38
β = β0 + β1Log
εp
ε0
(2.14)
Les cas des metaux a structure cubique centree (CC) et cubique a faces centrees (CFC)
sont decrits separement :
– Pour la structure CFC, les effets de la temperature et de la vitesse de deformation
sont tres dependants du niveau de deformation instantanee. L’aire d’activation
et la densite de dislocations etant proportionnelles a la deformation, β devient
proportionnel a ε0,5.
– Pour les structure CC, l’aire d’activation depend peu du niveau de deformation
plastique, de telle sorte que β peut etre considere comme constant. L’effet de
l’ecrouissage est generalement modelise par une loi classique d’Hollomon pour
donner :
σ =
C0 + C2ε
npexp(−C3 + C4TLogε) pour les CFC
C0 + C1exp(−C3 + C4TLogε) + C2εnp pour les CC
(2.15)
C0 est une constante qui reflete l’effet du durcissement des solutes (note parfois ∆σG) ;
C1, C2, C3 et C4 sont des constantes a identifier, n est le coefficient d’ecrouissage et T
la temperature.
On releve dans la litterature [84] et [102] que l’augmentation de la vitesse de deformation
agit differemment sur ces deux types de structures cristallines. En effet, pour les CC,
la vitesse de deformation induit une forte augmentation de la limite elastique alors que
l’ecrouissage est moins influence. A l’oppose, ces effets sont inverses sur les structures
CFC. Pour ces raisons, un effet additif de l’ecrouissage et de la vitesse est utilise pour
decrire le comportement des CC et un effet multiplicatif est utilise pour les CFC.
2.3.2 Synthese
Il est bien connu que ce type de modeles dependant de la vitesse provoque un
”durcissement” du materiau. De plus, la prise en compte de la vitesse de deformation
retarde l’apparition de l’instabilite plastique. L’interet de la prise en compte de la
sensibilite a la vitesse afin d’eliminer la perte d’ellipticite des equations d’equilibre a
ete mis en evidence par plusieurs auteurs et notamment par Needleman [103].
L’importance de la prise en compte des effets de la vitesse est indispensable pour la
prediction du comportement des aciers a grandes vitesses. Nous avons fourni une liste

REVUE DE LITTERATURE 39
ainsi qu’une breve description des lois de comportement phenomenologiques les plus
utilisees en dynamique.
2.4 Mecanique de l’endommagement
Le poinconnage et le cisaillage se distinguent des autres procedes de mise en forme
par la separation de la matiere. Ce phenomene est lie a l’initiation et a la propagation
de fissures : c’est de l’endommagement suivi de la rupture. Il est judicieux de faire la
distinction entre les deux.
Au debut du 20ieme siecle, la difference considerable entre les contraintes de rupture
mesurees et calculees d’apres les forces de liaison inter-atomiques, conduisait a envisa-
ger l’intervention necessaire de micro-fissures au sein du materiau, c’est a dire d’une
forme d’endommagement. Ce n’est qu’au debut des annees 50 que l’etude de la rupture
des structures a ete initiee par Irwin et fut completee dans les annees 60 et 70 en raison
des efforts menes pour les programmes nucleaires et spatiaux. La mecanique de la rup-
ture etudie l’evolution de macro-defauts de la structure appeles fissures qui sont une
decohesion de la matiere suffisamment grande par rapport aux heterogeneites de celle-
ci. Elle prend en compte la modification des champs de contraintes et de deformations
induits par ces singularites geometriques.
La mecanique lineaire de la rupture est ainsi fondee sur une analyse elastique du champ
des contraintes en petites deformations. Elle s’applique aux structures elastiques pour
lesquelles les zones plastifiees restent faibles par rapport aux dimensions structurales.
Elles donnent d’excellents resultats pour les materiaux elastiques fragiles comme les
aciers a haute resistance. Dans ce cadre, la valeur critique du taux de restitution
d’energie, du facteur d’intensite de contraintes pour le cas elastique, ou de l’integrale
de Rice pour le cas general est une condition precise de rupture par instabilite du mi-
lieu fissure. Cette methode est cependant limitee des lors que la zone plastifiee devient
grande par rapport aux dimensions du milieu. Ainsi, cette approche dite globale de la
mecanique de la rupture peut s’averer insuffisamment precise lorsque l’evaluation de
marges de securite a la rupture devient plus severe.
Ainsi, a partir des annees 70, la mecanique de l’endommagement fondee par Kacha-
nov [63] et Robotnov [104] s’est developpee. Elle a pour but d’etudier la deterioration
progressive de la matiere et de prevoir l’apparition des fissures microscopiques qui
precede la rupture macroscopique. Une approche locale de la mecanique de la rup-
ture est ainsi developpee. Elle repose sur la connaissance des mecanismes physiques
de l’endommagement et le calcul des contraintes, deformations et variables decrivant

REVUE DE LITTERATURE 40
l’apparition ou la propagation d’une fissure existante.
Les travaux de cette these etant places dans le cadre des grandes deformations elastoplastiques,
nous sommes amenes a considerer un modele d’endommagement elastoplastique decrivant
par une approche locale, l’evolution de la ductilite et de l’endommagement du materiau.
2.4.1 Processus physique de la rupture
Deux principaux mecanismes de rupture locale peuvent etre mis en evidence lors
d’essais classiques de traction. Il s’agit de la rupture fragile par clivage et la rupture
ductile mettant en jeu les grandes deformations elastoplastiques et la croissance de l’en-
dommagement.
La rupture fragile se produit sans deformation plastique globale appreciable. Lors de
l’essai de traction, la reponse globale du materiau est dans un premier temps elastique
puis plastique. Lorsque les conditions d’instabilite sont atteintes, la propagation de
fissure intervient brutalement, sans apparition notable de striction. Ce type de rup-
ture peut correspondre soit a une decohesion intergranulaire, soit a une rupture des
grains suivant des plans cristallographiques simples, c’est le clivage. Le facies de rupture
presente alors un aspect caracteristique de petites facettes qui reflechissent la lumiere
d’ou le nom de facies a grains ou cristallin. Les risques de rupture fragile pour les aciers
sont lies a la temperature, la vitesse de sollicitation et la concentration de contraintes.
La rupture ductile est generalement associee aux grandes deformations plastiques.
Contrairement a la rupture fragile, la courbe d’ecrouissage presente une grande phase
de striction avant rupture. Deux principaux modes de rupture ductile existent.
– La rupture ductile a cupules
L’observation en microscopie electronique a balayage a revele depuis longtemps l’as-
pect caracteristique des facies de rupture ductile a cupules et a permis de constater a
quel point ce mode de rupture est general. Une surface de rupture de facies ductile a
cupules se presente, comme une juxtaposition de cupules au fond desquelles se trouve
parfois un precipite ou une inclusion (Figure 2.8).

REVUE DE LITTERATURE 41
Fig. 2.8 – Principe de la rupture ductile a cupule
Le processus physique conduisant a une telle rupture peut etre decrit par la mecanique
de l’endommagement progressif qui est decompose en trois stades, correspondant a des
mecanismes microstructuraux bien specifiques :
– Phase d’amorcage de microcavites (Figure 2.9) (ou denommee germination ou
nucleation). Cet amorcage est du a une incompatibilite de deformation entre la
matrice et les particules. Les concentrations de contraintes, autour des defauts
inclus dans la matrice, generalement des particules de seconde phase, ou des inclu-
sions, engendrent des grandes deformations plastiques. La difference de ductilite
entre ces heterogeneites cree des decohesions a leurs interfaces.
Fig. 2.9 – Schematisation du mecanisme de germination
– Phase de croissance progressive des cavites sous la contrainte appliquee (Figure
2.10). Cette phase est la plus importante de la vie du materiau. Elle resulte de
deux phenomenes combines. Il s’agit d’une part de l’augmentation du nombre de
cavites obtenues par nucleation et d’autre part de l’augmentation de la taille de
ces cavites en fonction de la contrainte appliquee.

REVUE DE LITTERATURE 42
Fig. 2.10 – Schematisation du mecanisme de croissance
Il est a noter que la contrainte appliquee influe beaucoup sur l’evolution de la
forme de la cavite et de son volume. Le cas le plus severe pour la croissance des
cavites est l’etat de tension hydrostatique.
– Phase de coalescence des cavites (Figure 2.11). Des cavites proches l’une de l’autre
interagissent et precipitent la croissance de leur volume jusqu’a se rejoindre et
former ainsi un macro-defaut.
Fig. 2.11 – Schematisation du mecanisme de coalescence
– La rupture par ecoulement plastique
La rupture par ecoulement plastique constitue le second mode de rupture ductile. Elle
a d’abord ete observee sur des monocristaux en uniaxial [105] : un monocristal de
magnesium se rompt apres striction par separation des plans de base (rupture par ci-
saillement pur) alors qu’un monocristal de fer pur presente, dans les memes conditions,
une rupture en pointe, c’est-a-dire que la surface de l’eprouvette se reduit progressive-
ment a un point lors de la traction. Dans de tels cas, il est difficile de distinguer ou finit
le glissement et ou commence la rupture.
De maniere analogue aux monocristaux, certains polycristaux tres purs peuvent subir
une rupture en pointe (Figure 2.12). La fraction volumique des particules de seconde
phase est en effet un parametre essentiel : lorsqu’elle diminue, la striction augmente et

REVUE DE LITTERATURE 43
peut ainsi atteindre 100% pour les metaux purs [106].
Fig. 2.12 – Rupture de monocristaux par striction complete
2.4.2 Modeles d’endommagement
Dans la litterature, un nombre important de formulations ont ete proposees pour
l’ecriture de lois d’endommagement permettant de predire la rupture. Les lois actuelles
traitent l’endommagement comme une croissance de cavites dans un milieu poreux
suppose elastoplastique.
Modeles decouples
Pour les modeles decouples, la variable d’endommagement n’intervient pas dans la
formulation de la loi de comportement de la matrice. La variable d’endommagement
est calculee a partir de l’etat de contrainte et de deformation dans une configuration a
l’equilible. Dans cette classe, nous relevons les modeles suivants :
• Modele de Mc Clintock (1968)
Le modele de Mc Clintock [107] prend en compte la croissance d’une cavite cylindrique
de rayon R dans une matrice parfaitement plastique. L’hypothese principale est de
negliger les interactions entre les cavites. Le modele est donne sous la forme :
dR
R= 0, 8exp
(√3σm
σeq
)dεp
eq (2.16)

REVUE DE LITTERATURE 44
ou σm est la contrainte hydrostatique, σeq est la contrainte equivalente, dεpeq est l’increment
de deformation equivalente de von Mises determine par :
dεpeq =
√2
3dεp
ij.dεpij (2.17)
• Modele de Rice et Tracey(1969)
Le modele de Rice et Tracey [108] est un modele de croissance d’une cavite spherique
dans une matrice rigide parfaitement plastique obeissant au critere de plasticite de von
Mises. Si R est le rayon de la cavite, l’evolution de ce rayon est donne par :
dR
R≈ 0, 283exp
(3σm
2σeq
)dεp
eq (2.18)
La triaxialite des contraintes intervient sous forme exponentielle, traduisant son impor-
tance dans la croissance des cavites. Le critere de rupture de Rice et Tracey s’ecrit selon
la forme :
0, 283exp
(3σm
2σeq
)dεp
eq = M (2.19)
avec
M = lnRc
R0(2.20)
ou M est un parametre du materiau, R0 est assimilable a un rayon initial moyen des
cavites et Rc le rayon critique de la cavite a rupture.
• Modele de Oyane(1980)
Le modele de Oyane [109] repose sur le fait que le materiau subit une rupture lorsqu’un
volume critique donne est atteint. Sous forme integre, ceci se traduit par :
LnVR
V0
=
∫ εeqR
0
(a + b
σm
σeq
)dεp
eq (2.21)
ou VR et V0 sont respectivement le volume de cavites a rupture et initial, εeqR est la
deformation equivalente a la rupture. a et b sont des constantes caracteristiques du
materiau. Finalement, le critere propose s’ecrit :
I =1
b
∫ εeqR
0
(aσm
σeq
+ 1
)dεp
eq = 1 (2.22)
Lorsque l’integrale I atteint la valeur de 1, la rupture se produit.
• Modele de Huang et Hutchinson(1991)

REVUE DE LITTERATURE 45
Le modele de Huang et Hutchinson [110] est inspire du modele de Rice et Tracey pour
une cavite spherique, dont la matrice est supposee rigide parfaitement plastique. Ils
obtiennent :
dR
R=
426exp( 3σm
2σeq)dεp
eq si σm
σeq> 1
426( 3σm
2σeq)
14 exp(
√3σm
2σeq)dεp
eq si σm
σeq< 1
(2.23)
Modeles couples
Les modeles couples reposent sur l’utilisation d’une variable continue pour decrire
l’endommagement. Cette notion a ete introduite pour la premiere fois par Kachanov [63]
et reprise par la suite par Lemaitre-Chaboche ( [111]- [112]). Dans sa forme simple, la
contrainte effective construite sur cette base prend la forme suivante :
σ =σ
1 − D(2.24)
avec σ le tenseur des contraintes usuelles satisfaisant l’equilibre de la structure, σ la
contrainte rapportee a la section qui resiste effectivement aux efforts et D une variable
scalaire decrivant l’endommagement. Ce modele a connu differentes extensions. Pour
l’utilisation de ce type d’approche dans le domaine de la simulation des procedes de
mise en forme, le lecteur peut se referer aux travaux de Saanouni ( [113]- [114]).
Une autre approche consiste a modifier la forme de la fonction de dissipation a partir
de considerations micro structurales. De nombreux modeles ont ete proposes.
• Modele de Gurson(1977)
Le modele de Gurson [115] s’appuie sur un modele micro structural. Il etablit la forme
des potentiels plastiques, pour differentes geometries de micro cavites. Pour ce modele,
la matrice est supposee rigide plastique.
La fonction seuil s’ecrit sous la forme suivante :
Φ(σeq, σy, fv, σm) =
(σeq
σy
)2
+ 2fv
(3σm
2σy
)− 1 − f 2
v = 0 (2.25)
avec :
fv =Vvides
Vvides + Vmatrice
(2.26)
ou fv est la porosite, σy est la contrainte d’ecoulement de la matrice et Vvides, Vmatrice
sont respectivement les volumes des vides presents dans la matrice et le volume de la
matrice.
Ce modele fut modifie par differents auteurs comme nous allons le voir et a ete utilise

REVUE DE LITTERATURE 46
dans de nombreux travaux sur la rupture ductile des metaux.
• Modele de Tvergaard(1981)
Le potentiel de Gurson est modifie par [116] pour ameliorer la comparaison entre les
resultats obtenus par le modele et une analyse numerique portant sur un milieu com-
prenant un ensemble periodique de cavites. Il introduit trois coefficients pour prendre
en compte l’interaction de ces cavites. Le potentiel propose a alors la forme suivante :
Φ(σeq, σy, fv, σm) =
(σeq
σy
)2
+ 2q1fvcosh
(3q2σm
2σy
)− 1 − q3f
2v = 0 (2.27)
ou q1, q2 et q3 sont des caracteristiques du materiau introduites par Tvergaard [116].
Tvergaard a ainsi introduit une porosite apparente q1fv [117]. Si q1 = q2 = q3 = 1, on
retrouve le modele initialement propose par Gurson. Les valeurs couramment utilisees
de q1 et q2 sont comprises entre 1 et 2 selon le materiau poreux ductile considere. On
utilise souvent l’egalite q3 = q21. D’autres auteurs comme Tvergaard et Needleman [118]
ont generalise ce modele a une matrice viscoplastique suivant une loi de puissance avec
ecrouissage et adoucissement thermique.
• Modele de Gurson-Tvergaard-Needleman(1984)
La porosite fv de l’equation precedente est remplacee par une porosite effective f ∗v [118].
Ainsi, le modele Gurson-Tvergaard-Needleman s’ecrit :
Φ(σeq, σy, f∗v , σm) = (
σeq
σy
)2 + 2q1f∗v cosh(
3q2σm
2σy
) − 1 − q3f∗2v = 0 (2.28)
Ces auteurs proposent :
f ∗v =
fv pour fv ≤ fc
fc + fu−fc
fF−fc(fv − fc) pour fc ≤ fv ≤ fF
fF pour fv ≥ fF
(2.29)
ou fc est la porosite a partir de laquelle la porosite effective f ∗v croıt plus vite que la
porosite vraie fv, ce qui pourrait etre assimile a une amorce de coalescence. fF est la
valeur de la porosite vraie a partir de laquelle la rupture se declenche.
La variation de la porosite du materiau, notee f , provient de deux sources microsco-
piques : la germination et la croissance de cavites :
f = fnucleation + fcroissance (2.30)
REVUE DE LITTERATURE 47
Le terme de germination est delicat a determiner. Needleman et Rice [119] ont
propose une equation de la forme :
fnucleation = Aσy + Btr(σ
3) (2.31)
ou A et B sont des fonctions exponentielles de la contrainte ou de la deformation selon
si la germination est controlee par la contrainte ou la deformation. Le lecteur peut se
reporter a l’article de Tvergaard [Tve-90].
Si on considere un VER, la vitesse de variation du VER est donnee par la trace de la
vitesse de deformation equivalente. Dans les cas ou la matrice est plastique incompres-
sible, la conservation de la masse permet d’ecrire :
f = (1 − f)εkk (2.32)
2.4.3 Synthese
Les modeles decrits precedemment sont formules de maniere implicite : ils decrivent
les mecanismes micromecaniques de l’endommagement par le biais de grandeurs macro-
scopiques et sont valides sous chargement quasi-statique. Dans le cas de chargements
dynamiques, la rupture des materiaux peut etre decrite par la notion de criteres seuils
concernant les grandeurs mecaniques classiques usuelles de la mecanique des milieux
continus. Des modeles bases sur une approche stochastique sont possibles tels que le
modele de Curran [120] ou le modele base sur la probabilite de rupture fragile de
Stroh [121].
Il existe encore une large gamme de modeles continus d’endommagement comme ceux
proposes par Freudenthal ( [122], [123]), Cockroft et Lathman [124], Brozzo ( [122],
[123]), Ghosh ( [122], [123]), Atkins [32], etc.
Cette large gamme de modeles est due au fait qu’il n’existe pas de formulation ”uni-
verselle” d’endommagement applicable a tous les types de procedes de mise en forme.
Le choix d’une approche donnee est tres important dans la validation des investigations
numeriques [107]. De plus, l’identification et le calage de ces modeles sont tres delicats
( [125]- [126]) en raison du fait qu’en theorie ils ne doivent etre identifies et utilises
que sous les memes conditions de chargement. L’un des modeles les plus implementes
dans les logiciels de modelisation numerique commerciaux, et qui a donne d’excellents
resultats en simulant le poinconnage et le cisaillage, est celui de Gurson-Tvergaard-
Needleman.

REVUE DE LITTERATURE 48
2.5 Caracterisation du materiau au voisinage du bord
decoupe
Le decoupage engendre de fortes degradations de l’etat du materiau et induit des
contraintes residuelles au voisinage du bord decoupe. Cependant, il paraıt important
de connaıtre localement les zones affectees du materiau.
Lors du procede de decoupage des toles, la paroi decoupee n’est pas lisse comme apres
un percage au foret, les rugosites obtenues sont tres visibles. Le metal subit sous l’outil
des deformations plastiques tres intenses avant sa rupture. D’autre part, la tole subit
des sollicitations dependantes de la geometrie du systeme mecanique et, en particulier,
du rapport entre l’epaisseur de la tole et son diametre, et du jeu entre le poincon et
la matrice. L’aspect de la paroi ou encore de bavure constitue un critere de qualite
preponderant. Des etudes experimentales montrent que la hauteur de la bavure croıt
generalement avec l’etat de l’usure de l’outil. On estime que la hauteur des bavures ne
doit pas exceder 5 a 10% de l’epaisseur de la tole.
2.5.1 Profil du bord de decoupe
En plus de la courbe effort-penetration, les industries s’interessent a l’aspect de la
surface decoupee, qui est un indicateur sur la qualite du procede. Le profil de decoupe
presente une surface irreguliere qui est divisee en quatre zones (Figure 2.13) ( [15], [73],
[127]- [128]) :
Fig. 2.13 – Profil de decoupe lors du poinconnage [4]
- Une zone pliee ou bombee : c’est la partie de la matiere qui a ete entraınee en premier
lors de la penetration de l’outil. Elle est due aux deformations elastoplastiques
subies au debut du poinconnage.

REVUE DE LITTERATURE 49
- Une zone de rupture en cisaillement (zone lisse), caracterisee par un aspect lisse et
plat.
- Une zone de rupture ductile (zone rugueuse), caracterisee par une surface presentant
des cupules.
- Une bavure : une legere irregularite apparaıt en fin de poinconnage due essentielle-
ment a la localisation de la rupture.
Un profil ideal ne devrait pas presenter de zone pliee ou de rupture, ni de bavure. Il
devrait se composer uniquement d’une surface lisse [128]. La realisation d’un tel profil
est impossible d’ou la necessite de minimiser les hauteurs des zones nefastes. La forma-
tion des differentes zones est influencee par un certain nombre de parametres : proprietes
du materiau, epaisseur, jeu outil-matrice, rayon de courbure des outils, frottement, etc.
Differentes etudes experimentales ont ete effectuees pour identifier des parametres op-
timaux donnant un meilleur profil [129].
La hauteur de la zone pliee augmente avec la penetration de l’outil ( [15], [130], [16]). Ce-
pendant, le taux de croissance diminue lorsque la penetration depasse 20% de l’epaisseur
de la tole (figure 2.14). Elle augmente aussi avec le jeu.
Fig. 2.14 – Evolution de la hauteur de la zone pliee en fonction de la penetration
relative s/t0, s etant la penetration et t0 l’epaisseur de la tole (SPCC : acier doux,
Al-O : aluminium, SUS : acier inoxydable) [15].
Quand le jeu est faible, la hauteur de la zone pliee n’augmente plus au dela de 20%
de penetration, mais pour des jeux plus importants cette hauteur continue a augmenter
jusqu’a la rupture finale de la matiere [16]. Ces grands jeux offrent a la matiere une plus

REVUE DE LITTERATURE 50
grande zone de deformation. Les forces de serrage n’affectent quasiment pas la hauteur
de la zone pliee. On notera aussi que, plus le materiau a un coefficient d’ecrouissage
important, plus grande sera la zone pliee.
La dimension de la surface lisse augmente avec la penetration de l’outil [73], ( [16]-
[128]). Elle croıt lentement au debut de la penetration, mais quand celle-ci atteint 20%
de l’epaisseur de la tole la hauteur de cette zone augmente approximativement de la
meme proportion de l’accroissement de la penetration (Figure 2.15) [16].
Fig. 2.15 – Evolution de la hauteur de la zone lisse en fonction de la penetration relative
(SPCC : acier doux, Al-O : aluminium, SUS : acier inoxydable) [16]
Le taux de croissance de cette zone est plus important pour les jeux faibles. Ainsi,
la hauteur finale de la surface lisse est plus importante dans ce cas de figure. Le taux
d’accroissement de la hauteur du pliage et de la zone lisse change approximativement
aux alentours de 20% de penetration de l’outil dans la tole. Il existerait donc une
transition de mecanisme de decoupe a cet instant, qui passerait d’un mecanisme de
cisaillage simple a un cisaillage de couches minces. Avec la progression de la penetration,
une dechirure se produit pres des rayons de courbure du poincon et de la matrice et
une bavure prend naissance. La hauteur de cette bavure croıt avec l’usure des outils, et
donc avec leur rayon de courbure ( [73], [131]). Elle croıt aussi avec les jeux. Pour les
aciers doux, la penetration a laquelle la rupture s’effectue se situe entre 65 et 80% de
l’epaisseur de la tole.

REVUE DE LITTERATURE 51
2.5.2 Outils et methodes
Deux familles de techniques de mesure peuvent etre distinguees. La premiere est
appelee ”destructive” ou ”semi destructive” car elle entraıne l’endommagement de la
piece. On citera a titre indicatif, la methode du trou ( [132], [133]), la methode du
trepan ( [132], [133]) et la methode de deflexion [133]. La seconde famille utilise les
proprietes physiques du materiau sans alterer son integrite. Parmi ces techniques ”non
destructive” on citera la diffraction des rayons X [134], la diffraction des neutrons [135]
et les methodes ultrasonores [136]. Ces techniques ne sont pas appropriees pour un re-
leve a proximite immediate du bord decoupe (de l’ordre du 50µm). D’autres methodes,
qui n’estiment pas de facon directe la contrainte residuelle, permettent la cartographie
precise de la deformation plastique equivalente. On citera la technique de nanoindenta-
tion ( [137], [138]) (semi-destructive), aussi appelee test d’indentation instrumentee a
resolution nanometrique. C’est une technique de caracterisation mecanique, developpee
depuis une vingtaine d’annees et qui se base sur le principe des tests de durete.
Cette technique permet de mesurer les proprietes des surfaces sur des epaisseurs tres
fines (de la centaine de nm a quelques microns). Ceci est particulierement interessant
pour analyser des couches ou des films tres minces qui ne peuvent etre testes par des
methodes conventionnelles (tests de traction, durete, etc). Elle permet aussi d’analyser
des zones localisees de la surface d’un materiau, avec une precision de positionnement
de 1 micrometre. En effet, differents travaux ( [28], [139]) montrent qu’il est possible,
grace a cette technique, d’acceder non seulement a la durete et au module de Young
d’un materiau, mais egalement, en combinant ces essais a une simulation par elements
finis, a leur loi de comportement.
2.5.3 Caracterisation mecanique
Des mesures de durete sur le pourtour de decoupe ont ete etablies par Shmidt [19] sur
des alliages NO (Non Orientes). Une analyse micrographique des zones deformees met en
evidence une densite importante de lignes de glissement, decroissant progressivement
avec la distance au bord de decoupe. D’autre part, des figures d’attaque revelent la
presence de grains d’orientations (111) en surface des eprouvettes deformees, signifiant
une degradation de la texture de Goss ideale (110)[001].
Plus recemment, une etude similaire a celle realisee par Shmidt et qui a porte sur
l’evolution de la durete en fonction de la distance au bord de decoupe pour le cas des
toles poinconnees (Figure 2.16) a ete publie par Marouani [17].

REVUE DE LITTERATURE 52
Fig. 2.16 – Releves experimentaux de la microdurete et courbe moyenne [17]
Les resultats montrent une forte dispersion, de l’ordre de 15% a 20%. Hubert [140]
realise les memes mesures sur des Fe-Si GO (Grains Orientes). L’auteur opere de la facon
suivante : il effectue differents essais de traction sur des eprouvettes normalisees, a des
taux de deformation plastique variables, suivis de mesures de microdurete sur la tranche
prealablement electropolie. Il obtient alors pour l’alliage etudie une loi empirique de
l’evolution de la durete en fonction de la deformation plastique equivalente :
Hv = 195(1 + 0, 13εeq0,36p ) (2.33)
La loi ainsi obtenue a permis a Marouani [17] d’etablir l’evolution de la deformation
plastique equivalente en fonction de la distance du bord de decoupe :
εeqp =
2, 649
(x + 0, 67)11(2.34)
La forte dispersion de la microdurete induit une incertitude importante sur l’evaluation
de la deformation plastique en fonction de la distance du bord decoupe. Les proprietes
magnetiques etant sensibles a l’etat de contrainte interne, il est important de recourir a
une estimation plus precise et representative de l’etat reel de la contrainte dans la tole
decoupee.
D’autres auteurs ont publies des travaux qui portent sur l’evolution des variables d’en-
dommagement au voisinage du bord de decoupe. Rachik [18] etudie numeriquement
l’evolution de la fraction volumique du vide (Modele d’endommagement de Gurson) le
long du bord de decoupe pour un acier DD13 (Figure 2.17).

REVUE DE LITTERATURE 53
Fig. 2.17 – Evolution de la fraction volumique de vide selon deux directions (s et y) [18]
Il demontre aussi que la hauteur de bavure est deduite de la localisation de la fraction
de volume vide maximale le long du bord decoupe. Afin de valider ces estimations
numeriques, l’auteur se base sur l’etude experimentale de Ming Li [141] concernant le
decoupage des feuilles en aluminium.
2.5.4 Caracterisation magnetique
Une recherche bibliographique nous a montre que ce sujet n’a ete aborde que tres
rarement et d’une facon globale (macroscopique) bien que les consequences au niveau
industriel semblent tres importantes.
Shmidt [19] analyse l’influence du cisaillage sur les proprietes magnetiques d’aciers non
orientes a 1% de silicium. Pour cela, des eprouvettes Epstein sont decoupees dans le
sens de leur longueur en plusieurs parties d’egale largeur, afin d’augmenter la longueur
specifique du bord de decoupe (Figure 2.18).

REVUE DE LITTERATURE 54
Fig. 2.18 – Evolution typique des pertes totales de puissance d’une eprouvette Epstein
en fonction du nombre de cisaillement (DL : Direction Longitudinale ; DT : Direction
Transversale) [19]
L’auteur constate une augmentation sensible des pertes totales de puissance, ac-
compagnee d’une diminution de permeabilite µ. La chute maximale de µ survient au
voisinage de la permeabilite maximale. L’augmentation des pertes ∆P avec le nombre
de decoupes est fonction egalement de l’induction maximale a laquelle celles-ci sont
mesurees : en effet, ∆P diminue a mesure que B (Induction magnetique) augmente,
quelque soit le nombre de cisaillages realises. Le maximum de ∆P est obtenu aux alen-
tours de 0, 6T et vaut environ 35%. L’auteur compare egalement le cas d’un outil de
cisaillage neuf a un outil use et trouve que ce dernier augmente les pertes de puissance
du materiau (de 10% environ).
Godek [142] analyse l’effet du refendage de toles Fe-Si GO sur leurs proprietes magnetiques.
Le refendage est la decoupe des toles GO, initialement enroulees sous forme de produits
de grandes largeurs, en bandes de largeurs adaptees a la conception des transformateurs.
Le produit ainsi redimensionne est ensuite reenroule sur des rouleaux de diametres
adequats. Au cours de ce processus, le materiau est le siege de deformations plastiques
provoquees par le refendage proprement dit, mais egalement par les contraintes de
traction et de flexion au cours des differents enroulements. Les mesures des proprietes
magnetiques sur ces toles indiquent une augmentation importante des pertes ∆P avec
la mise en forme (un maximum de 20% est atteint sous certaines conditions), ∆P etant

REVUE DE LITTERATURE 55
fonction de la largeur des toles apres decoupe : les toles les plus larges sont en effet
moins affectees par les contraintes mecaniques.
Szymura et Zawada [20] ont publie des travaux concernant l’influence du decoupage
sur les pertes de puissance d’alliages Fe-Si a texture de Goss. Les auteurs menent en
parallele des mesures magnetiques de pertes a 50Hz et des analyses micrographiques
de l’alliage. L’augmentation relative des pertes ∆PP
en fonction des pertes initiales du
materiau est representee (Figure 2.19).
Fig. 2.19 – Augmentation des pertes de puissance en fonction des pertes initiales du
materiau, dues a la decoupe d’une tole FeSi GO. (a) et (c) : pertes mesurees apres
decoupe a 1T et 1,5T ; (b) et (d) pertes mesurees apres decoupe et recuit [20]
Les pertes augmentent apres decoupe, aussi bien pour des mesures a 1T qu’a 1, 5T
(1 et 1,5 T sont les valeurs de l’induction magnetique B mesurees a 50Hz). Cependant,
celle-ci est plus importante a faible induction et depend des pertes de puissance ini-
tiales du materiau. Les variations de P dues a la decoupe sont plus grandes pour les
echantillons apres decoupe (20mn sous hydrogene sec a 800C ne permettent pas de
retrouver les pertes initiales du materiau).
Certains auteurs ont publie des travaux sur l’influence des decoupes laser sur les ca-
racteristiques magnetiques des materiaux. Dickman [143] donne des resultats de mesures
des proprietes magnetiques d’alliages FeSi NO (Grains Non-Orientes) decoupes au la-

REVUE DE LITTERATURE 56
ser, et analyse l’influence de differents parametres specifiques a ce mode de decoupe
(vitesse de decoupe, puissance du faisceau laser, etc). Les boucles d’hysteresis dyna-
miques (relevees a 50Hz) presentent une aire plus importante apres decoupe, signifiant
une modification de l’ensemble des caracteristiques magnetiques de l’alliage. En par-
ticulier, l’augmentation relative des pertes varie entre 3% et 17%, selon les conditions
experimentales. ∆PP
se situe donc bien en deca des mesures obtenues apres une decoupe
classique (poinconnage ou cisaillage). Neanmoins, ce processus d’usinage induit encore
des contraintes d’origine thermique dans le materiau suffisantes pour augmenter les
pertes de facon non negligeable. Lanotte et ses collaborateurs [144] realisent les memes
mesures sur des Fe-Si GO. Ils mettent en evidence que la decoupe par laser conduit aux
meilleurs caracteristiques magnetiques, en comparaison avec d’autres methodes conven-
tionnelles d’usinage.
Plus recemment, Marouani [17] a etudie l’evolution de certaines grandeurs electromagnetiques
au voisinage du bord de decoupe. L’auteur s’est base dans son etude sur des modeles
empiriques qui expriment l’evolution des grandeurs electromagnetiques principales en
fonction de la deformation plastique tel que le modele de Frhlich identifie pour des
alliages Fe-Si NO.
Fig. 2.20 – Representation 3D de l’evolution du champ magnetique en fonction de
l’induction et de la distance au bord de decoupe [17]
La figure 2.20 montre en premiere approche des resultats utilisant l’estimation
numerique de la deformation en bord de decoupe.

REVUE DE LITTERATURE 57
2.6 Principaux resultats
Le procede de decoupage des pieces metalliques est le sujet d’une variation impor-
tante des parametres du procede. On trouve dans la litterature de nombreuses etudes
qui traitent ce probleme par mecanismes de cisaillement, et en particulier les operations
de poinconnage et de cisaillage. Les differents auteurs ont essentiellement traite trois
approches differentes :
• Des approches theoriques peu nombreuses, dans lesquelles les auteurs ont essaye
d’analyser essentiellement l’expression theorique de l’effort applique par le poincon en
fonction de sa penetration [145], [146], [147].
• Une approche numerique qui traite differentes modelisations du probleme de
decoupage des toles par la methode des elements finis [148], [4], [9].
• Une approche experimentale dans laquelle beaucoup d’essais sur presses instru-
mentees ont ete realises [146], [4], [48].
Parmi les resultats les plus importants, on citera en premier les travaux de Maiti [76]
qui a etudie l’influence de quelques parametres du procede de decoupe tels que le jeu et
le frottement sur l’effort de poinconnage. Il a utilise pour cela un modele elastoplastique
dans le cadre des petites deformations. Ainsi, les resultats n’etaient valables que pour
les faibles penetrations du poincon (inferieures a 30% de l’epaisseur de la tole). Ensuite,
Goijaerts [149] a developpe un modele par elements finis elastoplastiques base sur la
theorie des deformations finies. L’utilisation de l’approche ALE lui a permis de valider
son travail avec des penetrations beaucoup plus importantes. Ces simulations traitent
le probleme du poinconnage comme une operation de cisaillage et sont incapables de
predire le moment de rupture de la matiere, qui est un critere donnant une indication
sur la qualite finale de la surface decoupee. Pour remedier a cette lacune, de nouvelles
approches par elements finis ont ete elaborees implementant l’initiation et la propaga-
tion de l’endommagement dans la matiere. D’abord, ce fut le critere de McClintock qui a
ete utilise par Taupin [128] pour piloter la rupture. La suppression des elements endom-
mages et le remaillage lui ont permis de visualiser la separation de la matiere. Ensuite,
differents criteres d’endommagements, couples ou decouples avec la loi d’ecoulement
plastique, ont ete utilises. Klingenberg [150] en a evalue plusieurs et preconise pour les

REVUE DE LITTERATURE 58
essais de poinconnage le modele continu de Gurson-Tvergaard-Needleman.
Plus recemment, Brokken [21] a introduit une approche basee sur la technique OS-
ALE (Operator Split ALE) combinee avec la technique de remaillage pour localiser la
deformation plastique lors d’un essai de decoupage. Cette approche lui a permis aussi
de predire la rupture juste avant la separation du materiau pour un jeu donne (Figure
2.21).
Fig. 2.21 – Maillage deforme et potentiel de rupture avant la separation du materiau [21]
Le maillage doit etre tres fin dans les zones de grandes distorsions pour que le calcul
puisse aboutir (zones entre l’outil et la matrice (Figure 2.22).
Fig. 2.22 – Types de maillages utilises en decoupe des toles [22], [23]
Tous ces outils de modelisation ont permis par exemple a Rachik [24] de reproduire
numeriquement la courbe effort-penetration (Figure 2.23) et d’analyser l’influence des

REVUE DE LITTERATURE 59
differents parametres mis en jeu. Il a utilise pour cela un schema de resolution dyna-
mique/explicite associe a la formulation mixte Euler/Lagrange pour l’adaptation du
maillage. En utilisant le critere modifie d’endommagement de Gurson, Rachik [18] a pu
pousser ses investigations a l’estimation de la hauteur de la bavure finale et predire la
forme du bord decoupe (Figure 2.24).
Fig. 2.23 – Comparaison entre les courbes effort-penetration experimentales et
numeriques pour un jeu = 12% [24]
Fig. 2.24 – Estimation de la hauteur de la bavure [18]

REVUE DE LITTERATURE 60
Une etude recente menee par Boudifa [25] porte sur le poinconnage des toles en
acier. Pour la simulation de ce procede, l’auteur utilise 3 modeles d’endommagement :
MAC1, MAC2 et Gurson. La tole a une epaisseur de 1,5 mm et le jeu entre le poincon
et la matrice est de 5% de l’epaisseur de la tole, soit j = 0, 075mm. La figure 2.25
represente le maillage utilise pour simuler le poinconnage.
Fig. 2.25 – (a) Geometrie du procede simplifie de poinconnage (b) Zoom sur le maillage
de la zone de decoupe [25]
Fig. 2.26 – Courbe force-deplacement du poincon [25]
REVUE DE LITTERATURE 61
Boudifa [25] montre d’apres la figure 2.26 que les efforts maximums predits par les
modeles MAC1 et MAC2 sont superieurs a l’effort predit par le modele de Gurson. De
plus, le decoupage est entierement acheve avec les modeles MAC1 et MAC2, quant au
modele de Gurson il n’y a pas de chute vraiment brutale de l’effort de poinconnage.
Pour conclure, l’auteur confirme a travers cet exemple de mise en forme que les modeles
macroscopiques traites montrent leur capacite a modeliser d’une facon realiste le cou-
plage comportement/endommagement avec prevision de la fissuration dans les zones de
forte localisation de l’ecoulement plastique.
2.7 Synthese du chapitre 2
Des millions de tonnes d’acier lamine sont elaborees sous forme de tole chaque annee.
En fonction de la geometrie finale de la piece et de leurs domaines d’utilisation, les toles
sont decoupees a l’aide de procedes specifiques tels que le poinconnage ou le cisaillage.
L’optimisation de ces operations necessite une connaissance maitrisee de l’influence des
parametres mis en jeu, geometrie (jeu, rayons des outils, etc) et mecaniques (vitesse de
decoupe, temperature, etc). Les investigations se font par analyse de la courbe effort-
penetration et par analyse du profil decoupe.
Les methodes numeriques constituent en general un outil efficace pour la conception de
procedes de mise en forme. Dans le cas du poinconnage ou du cisaillage, la mise en place
d’une simulation numerique permet, par une approche iterative, une optimisation du
procede. Elle est d’une grande importance dans la phase de developpement du procede
d’une part, pour etablir les trajets de chargement (pression, deplacement) et d’autre
part, pour etudier la sensibilite aux parametres qui vont nous permettre par la suite de
predire la forme finale et l’etat du materiau au voisinage du bord decoupe.

Chapitre 3
Identification d’un modele de
comportement avec effet de la
vitesse de deformation
3.1 Introduction
Au cours de ce siecle, la production et l’utilisation croissantes de l’electricite ont
pu en partie etre realisees grace a l’emploi de materiaux magnetiques aux proprietes
de plus en plus elaborees. Ces materiaux interviennent dans de nombreux domaines :
electrotechnique, electronique, systemes de communication, stockage d’informations,
etc.
Les pieces utilises dans ces secteurs d’activite sont realisees dans des toles minces de
materiaux industriels qui combinent un ou plusieurs elements magnetques avec un ou
plusieurs elements d’alliage non ferromagnetiques. Leur ajout confere au produit final
des proprietes supplementaires plus ou moins recherchees par les industries. Le travail
de cette these a porte sur l’alliage Fe-3%Si. Ce chapitre est consacre a la description du
comportement mecanique de l’alliage a l’etude.

IDENTIFICATION D’UN MODELE... 63
3.2 Les materiaux magnetiques en general et les al-
liages Fer-Silicium en particulier
Parmi les metaux purs, seuls le fer, le nickel, le cobalt et les lanthanides presentent
des proprietes ferromagnetiques. Le tableau 3.1 donne une liste non-exhaustive d’alliages
de fer frequement rencontres, et precise leurs principales caracteristiques et leur domaine
d’utilisation.
Tab. 3.1 – Les grandes categories de materiaux ferromagnetiques : Caracteristiques et
utilisationMateriaux Caracteristiques Utilisation
- Fer pur - Nombreuses impuretes - Petit appareillage
electromenager
- Fer-Silicium - Isotropie, - Machines tournantes,
- Texture de Goss,
- Texture cubique. - Transformateurs, etc.
- Fer-Nickel - Proprietes magnetiques elevees, - Stabilisation thermique des
systemes electromecaniques,
etc.
- Anisotropie...
- Fer-Cobalt - Faible resistivite - Materiels d’avions,
- Forte anisotropie - Materiels sous-marins, etc.
3.2.1 Les alliages Fer-Silicium
La premiere tole electrique fabriquee a partir d’un alliage fer-silicium a ete realisee
au debut du 20ieme siecle et sa production n’a cesse de croıtre en relation avec le besoin
des constructeurs de machines electriques. Son succes est lie aux proprietes particulieres
qu’un ajout de silicium confere a un acier doux, et bien entendu au cout relativement
faible de ces alliages. Les techniques modernes d’elaboration permettent en outre de
piloter precisement la taille des grains, et de developper des textures adaptees aux
differents flux (unidirectionel et multidirectionnel).
IDENTIFICATION D’UN MODELE... 64
3.2.2 Influence du silicium
Le silicium modifie sensiblement certaines proprietes du fer, ces variations pouvant
etre tantot benefiques, tantot nefastes.
Modification des proprietes physiques
La resistivite electrique ρ croıt lineairement avec l’apport en silicium pour un pour-
centage compris entre 0% et 7% (en masse) [151]. Cette modification est la princi-
pale raison qui motive l’emploi des alliages fer-silicium dans l’industrie des machines
electriques. Elle entraıne une diminution de l’intensite des courants de Foucault et des
pertes d’energie dynamiques.
Modification des proprietes magnetiques
La constante d’anisotropie magnetocristalline K1 diminue lineairement en fonction
de la concentration en silicium [151]. Cette baisse entraıne une diminution de l’energie
d’anisotropie. Le couplage entre les moments magnetiques et la direction de facile ai-
mantation 〈100〉 devient egalement moins rigide. L’energie magnetostatique du volume
ferromagnetique peut alors etre plus facilement reduite [69]. La diminution de l’aniso-
tropie magnetocristalline entraıne egalement une reduction des pertes par hysteresis car
elles sont correlees a l’energie de paroi qui est proportionnelle a K121 [151], [152].
L’ajout de silicium modifie aussi l’aimantation a saturation Ms et la magnetostriction
λs. Il s’agit de la principale consequence negative de l’apport de silicium. La dimuni-
tion de l’aimantation a saturation Ms suit une loi lineaire [151]. Cette evolution est
liee a la diminution du nombre d’atomes ferromagnetiques par unite de volume [69].
Concernant la magnetostriction λs, la modification n’est pas lineaire et depend de la di-
rection du champ dans le cristal. λ100 augmente d’abord jusqu’a environ 3% de silicium
puis diminue jusqu’a s’annuler pour des compositions superieures a 6% [69]. On montre
egalement que λ111 augmente jusqu’a devenir positif pour un pourcentage de silicium
superieur a 4, 5%. Pour un polycristal isotrope theorique, la valeur de magnetostriction
a saturation moyenne λs est issue d’un melange pondere entre les caracteristiques λ100
et λ111 du materiau considere [153].
λs =2λ100 + 3λ111
5(3.1)

IDENTIFICATION D’UN MODELE... 65
Quand la teneur en silicium augmente, la magnetostriction a saturation λs devient
progressivement positive. Sa norme a egalement tendance a baisser, ce qui diminue le
bruit lie aux deformations magnetostrictives a l’interieur des machines [154].
Le tableau 3.2 resume les principales proprietes magnetiques d’un fer pur et d’un alliage
Fer Silicium. Il s’agit du Fe-3%Si qui a une structure monophasee de ferrite-α, cubique
centree, de parametre de maille 0,287nm. Les atomes de silicium occupent des sites
cristallins repartis au hasard dans le reseau du fer.
Tab. 3.2 – Principales caracteristiques des alliages Fe-3%Si par rapport au fer purρ(10−7Ωm) K1 λ100(10−6) λ111(10−6) Bs(Tesla)
Fer pur 1 4,8 21 -21 2,15
Fer-3%Si 1 4,8 21 -21 2,05
Modification des proprietes mecaniques
La presence de silicium modifie egalement les proprietes mecaniques du fer. Le sili-
cium a la particularite d’attirer la plupart des impuretes pour former de gros precipites,
et ainsi purifier la matrice [155]. Quand le pourcentage de silicium augmente, la durete
et la rigidite de l’alliage Fer Silicium s’accroissent. Un ajout de 3% de silicium ameliore
la decoupe. Cependant, au dessus de 4%, le metal devient trop fragile pour etre mis
en forme facilement a froid. Il ne peut plus etre lamine (taux limite a 5% pour des
transformations a chaud).
D’autres additifs viennent s’ajouter au silicium volontairement ou involontairement
pendant l’elaboration de l’alliage. Certains elements apportent des proprietes recherchees
par les industriels (aluminium [156], manganese [157], phosphore [158]...) et d’autres
nuisent aux proprietes du materiau (carbone, oxygene, azote [153], [159], [160]...).
3.2.3 Toles orientees et non orientees
Le domaine d’application d’une tole de fer-silicium depend de la texture developpee
au cours de son elaboration. On parvient a augmenter la permeabilite de l’alliage en
alignant, les axes cristallins 〈100〉 de tous les grains, qui se trouvent alors ”orientes”
preferentiellement dans le plan de la tole : il s’agit du fer-silicium a grains orientes ou
GO. On peut egalement elaborer un materiau possedant des proprietes isotropes dans
le plan de la tole : le fer-silicium a grains non-orientes ou NO.

IDENTIFICATION D’UN MODELE... 66
Le fer-silicium GO (Grains Orientes)
Les toles de fer-silicium GO sont produites avec une teneur en silicium d’environ
3%. Le procede de fabrication employe comprend une succession de laminages a chaud
puis a froid entrecoupes de traitements thermiques adaptes. Le traitement final consiste
en une recristallisation secondaire qui provoque une croissance preferentielle des grains
orientes selon la texture 110 〈001〉 ou texture de Goss (Figure 3.1).
Fig. 3.1 – Texture de Goss dans le plan de laminage. Identification des directions [100],
[111], [011] et (110) [26]
Le plan de laminage appartient a la famille cristallographique 110, la direction
de laminage (DL) est parallele a la direction 〈001〉 [26]. Cette texture conduit a une
structure en domaines magnetiques particulierement simple [161], [162]. Ce materiau
possede d’excellentes proprietes magnetiques dans le sens DL. Les toles en fer-silicium
GO sont en particulier utilisees dans les noyaux de transformateurs ou l’aimantation
est quasi-unidirectionnelle.
Le fer-silicium NO (Non Oriente)
On utilise les alliages fer-silicium NO principalement dans les machines tournantes.
Ils possedent generalement une structure a petits grains equiaxes dont la taille offre
un compromis entre pertes d’energie magnetiques et isotropie de la tole. La mise en
forme finale est assuree par un laminage a froid suivi d’un recuit de recristallisation. Ce

IDENTIFICATION D’UN MODELE... 67
type de traitement conduit a une legere anisotropie des caracteristiques magnetiques,
qui sont toujours meilleures suivant DL [26]. La tole est habituellement protegee contre
la corrosion apres sa mise en forme. Il peut s’agir d’isolants organiques (vernis, po-
lymeres) ou mineraux (phosphates, chromates). Cet isolant ne met pas la tole sous
tension, contrairement aux fer-silicium GO.
Les toles de Fe-Si NO, apres avoir longtemps ete seulement laminees a chaud, subissent
a present un laminage a froid permettant d’atteindre des epaisseurs relativement faibles.
Parmi les toles de Fe-Si a grains non orientes, il existe deux familles de produits, issues
d’une coulee identique a l’origine.
– Les toles de fer-silicium a grains non orientes dites ”semi-process” sont livrees a
l’etat semi-fini (brut de laminage a froid). Leur epaisseur nominale varie de 0, 50 a
0, 65mm. Ce materiau possede d’excellentes proprietes de decoupe. Le traitement
de recuit de recristallisation, necessaire pour restaurer les proprietes magnetiques,
est effectue apres la mise en forme de la piece. Cette famille a un cout de produc-
tion peu eleve. Les qualites magnetiques sont cependant mediocres puisqu’aucun
traitement thermique de decarburation n’est realise.
– Les toles de fer-silicium a grains non orientes dites ”fully-process” ont subi un
recuit final de recristalisation apres laminage a froid. Ces toles possedent toutes
leurs caracteristiques magnetiques a l’etat de livraison par le siderurgiste. Il n’est
donc en principe pas necessaire de faire un traitement thermique apres decoupe
chez l’utilisateur. Deux variantes du mode d’elaboration existent, en fonction de
la qualite et de l’epaisseur du produit final souhaite.
3.3 Presentation du materiau a l’etude
Notre etude porte sur l’alliage ferromagnetique ”Sollac M800-65A”, fourni par le
CETIM (Centre Technique des Industries Mecaniques) dans le cadre d’une collaboration
entre cet organisme, l’UTC et le Conseil Regional de Picardie. Il s’agit de Fe-3%Si livre
sous forme de tole mince d’epaisseur 0, 65mm et a grains non orientes. C’est un acier
”fully-process”, cubique centre, monophase de ferrite-α destine a la fabrication des
circuits magnetiques des moteurs electriques.
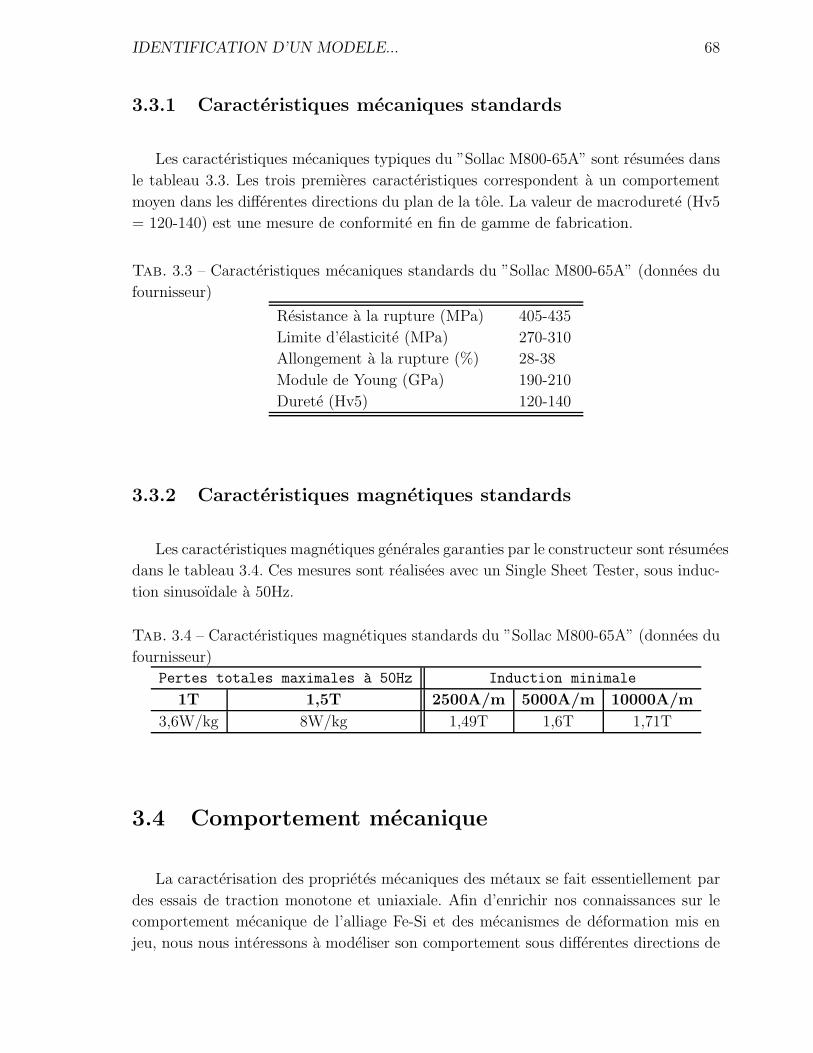
IDENTIFICATION D’UN MODELE... 68
3.3.1 Caracteristiques mecaniques standards
Les caracteristiques mecaniques typiques du ”Sollac M800-65A” sont resumees dans
le tableau 3.3. Les trois premieres caracteristiques correspondent a un comportement
moyen dans les differentes directions du plan de la tole. La valeur de macrodurete (Hv5
= 120-140) est une mesure de conformite en fin de gamme de fabrication.
Tab. 3.3 – Caracteristiques mecaniques standards du ”Sollac M800-65A” (donnees du
fournisseur)
Resistance a la rupture (MPa) 405-435
Limite d’elasticite (MPa) 270-310
Allongement a la rupture (%) 28-38
Module de Young (GPa) 190-210
Durete (Hv5) 120-140
3.3.2 Caracteristiques magnetiques standards
Les caracteristiques magnetiques generales garanties par le constructeur sont resumees
dans le tableau 3.4. Ces mesures sont realisees avec un Single Sheet Tester, sous induc-
tion sinusoıdale a 50Hz.
Tab. 3.4 – Caracteristiques magnetiques standards du ”Sollac M800-65A” (donnees du
fournisseur)
Pertes totales maximales a 50Hz Induction minimale
1T 1,5T 2500A/m 5000A/m 10000A/m
3,6W/kg 8W/kg 1,49T 1,6T 1,71T
3.4 Comportement mecanique
La caracterisation des proprietes mecaniques des metaux se fait essentiellement par
des essais de traction monotone et uniaxiale. Afin d’enrichir nos connaissances sur le
comportement mecanique de l’alliage Fe-Si et des mecanismes de deformation mis en
jeu, nous nous interessons a modeliser son comportement sous differentes directions de

IDENTIFICATION D’UN MODELE... 69
sollicitation. Une attention particuliere est accordee a la dependance de l’ecoulement
plastique a la vitesse de deformation.
3.4.1 La courbe de traction dans la direction de laminage
Des eprouvettes rectangulaires de 167.5mm de longueur par 12.5mm de largeur ont
ete decoupees dans les toles type ”Sollac M800-65A” de 0.65mm d’epaisseur conformement
a la norme EN10002-1 [163], specifique aux essais de traction pour les materiaux
metalliques. Un traitement thermique permet d’eliminer les contraintes residuelles in-
troduites par l’usinage des eprouvettes. Il consiste a placer les eprouvettes dans un
four sous vide chauffe a 720C pendant deux heures, puis a les refroidir a l’air avec
une vitesse de 0, 2C/s. La partie utile de l’essai de traction (distance definie entre les
mors) est de 87, 5mm, la section de l’eprouvette est de 8, 125mm2. La deformation a
ete mesuree a l’aide d’un extensometre a couteaux distants de 25mm.
La figure 3.2 presente un essai typique de traction effectue a une vitesse de deformation
de 10−4s−1, suivant la direction de laminage de la tole et a temperature ambiante.
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35 0.40
100
200
300
400
500
600
Déformation (%)
Con
trai
nte
(MP
a)
Courbe conventionnelle
Courbe rationnelle
Fig. 3.2 – Essai typique de traction monotone uniaxiale(DL, 10−4s−1)
La figure 3.2 represente les courbes de traction rationnelle et conventionnelle du
materiau. L’allure des courbes de traction obtenue est caracteristique des alliages de

IDENTIFICATION D’UN MODELE... 70
fer a bas taux de carbone, de structure cristallographique cubique centree : courbe avec
decrochement de contrainte et palier de Luders [112], [164] et [165]. Generalement, les
metaux cubiques centres presentent une limite d’elasticite franche, suivie d’une baisse
de la contrainte au debut de la deformation plastique. Pourtant, de faibles deformations
interviennent souvent avant la limite macroscopique. Cette perte de la linearite, mise
en evidence dans la figure 3.3, peut etre liee a deux phenomenes, selon Jaoul [105] :
– une microdeformation par fluage, liee a l’arrachement par agitation thermique des
dislocations ancrees par les nuages de carbone ou d’azote ;
– le developpement de petites bandes de Piobert-Luders qui n’ont pas encore tra-
verse toute la section de l’eprouvette. La limite d’elasticite est atteinte seulement
quand cette traversee est effectuee.
Fig. 3.3 – Decrochement de contrainte et palier de Luders(DL, 10−4s−1) [27]
On definit la limite d’elasticite superieure σmaxe par la contrainte correspondante a la
transition elastoplastique macroscopique, alors que la limite d’elasticite inferieure σmine
est definie comme la valeur minimale de la contrainte pendant la plasticite. La plas-
ticite debute par une chute de la contrainte d’ecoulement d’environ 11 MPa (σmaxe =
288, 5MPa, σmine = 277, 5MPa), confinee dans une zone etroite de la deformation.
L’interpretation du phenomene a ete proposee initialement par Cotrell [164] : les dis-
locations sont emprisonnees a l’interieur d’atmospheres constituees en particulier de
carbone, d’oxygene et d’azote. Sous l’effet d’une contrainte suffisante, les dislocations se
liberent et peuvent ainsi se mouvoir plus facilement, la force necessaire a leur deplacement
diminuant. Il apparaıt alors un decrochement brusque de la contrainte d’ecoulement.
Une autre approche, concernant le comportement collectif d’un grand nombre de dis-
locations se deplacant simultanement, est fournie par Hahn [166]. La brusque chute de
contrainte observee au debut de la deformation plastique est due a une rapide mul-
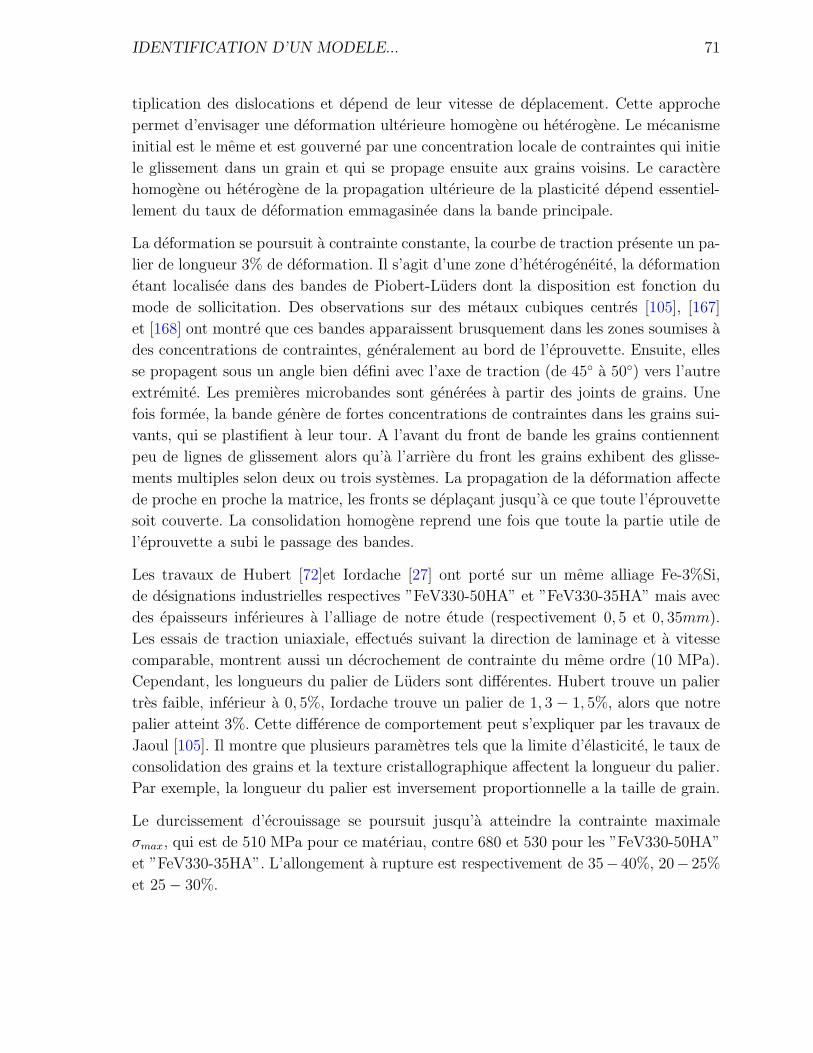
IDENTIFICATION D’UN MODELE... 71
tiplication des dislocations et depend de leur vitesse de deplacement. Cette approche
permet d’envisager une deformation ulterieure homogene ou heterogene. Le mecanisme
initial est le meme et est gouverne par une concentration locale de contraintes qui initie
le glissement dans un grain et qui se propage ensuite aux grains voisins. Le caractere
homogene ou heterogene de la propagation ulterieure de la plasticite depend essentiel-
lement du taux de deformation emmagasinee dans la bande principale.
La deformation se poursuit a contrainte constante, la courbe de traction presente un pa-
lier de longueur 3% de deformation. Il s’agit d’une zone d’heterogeneite, la deformation
etant localisee dans des bandes de Piobert-Luders dont la disposition est fonction du
mode de sollicitation. Des observations sur des metaux cubiques centres [105], [167]
et [168] ont montre que ces bandes apparaissent brusquement dans les zones soumises a
des concentrations de contraintes, generalement au bord de l’eprouvette. Ensuite, elles
se propagent sous un angle bien defini avec l’axe de traction (de 45 a 50) vers l’autre
extremite. Les premieres microbandes sont generees a partir des joints de grains. Une
fois formee, la bande genere de fortes concentrations de contraintes dans les grains sui-
vants, qui se plastifient a leur tour. A l’avant du front de bande les grains contiennent
peu de lignes de glissement alors qu’a l’arriere du front les grains exhibent des glisse-
ments multiples selon deux ou trois systemes. La propagation de la deformation affecte
de proche en proche la matrice, les fronts se deplacant jusqu’a ce que toute l’eprouvette
soit couverte. La consolidation homogene reprend une fois que toute la partie utile de
l’eprouvette a subi le passage des bandes.
Les travaux de Hubert [72]et Iordache [27] ont porte sur un meme alliage Fe-3%Si,
de designations industrielles respectives ”FeV330-50HA” et ”FeV330-35HA” mais avec
des epaisseurs inferieures a l’alliage de notre etude (respectivement 0, 5 et 0, 35mm).
Les essais de traction uniaxiale, effectues suivant la direction de laminage et a vitesse
comparable, montrent aussi un decrochement de contrainte du meme ordre (10 MPa).
Cependant, les longueurs du palier de Luders sont differentes. Hubert trouve un palier
tres faible, inferieur a 0, 5%, Iordache trouve un palier de 1, 3 − 1, 5%, alors que notre
palier atteint 3%. Cette difference de comportement peut s’expliquer par les travaux de
Jaoul [105]. Il montre que plusieurs parametres tels que la limite d’elasticite, le taux de
consolidation des grains et la texture cristallographique affectent la longueur du palier.
Par exemple, la longueur du palier est inversement proportionnelle a la taille de grain.
Le durcissement d’ecrouissage se poursuit jusqu’a atteindre la contrainte maximale
σmax, qui est de 510 MPa pour ce materiau, contre 680 et 530 pour les ”FeV330-50HA”
et ”FeV330-35HA”. L’allongement a rupture est respectivement de 35− 40%, 20− 25%
et 25 − 30%.
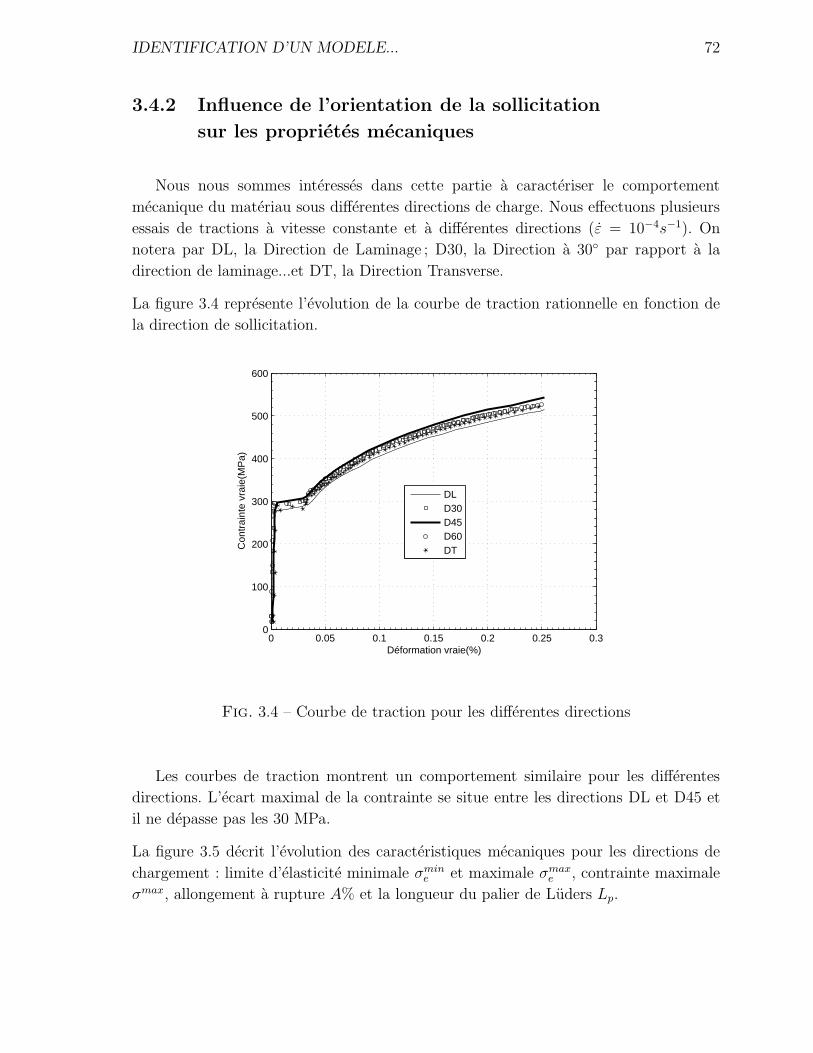
IDENTIFICATION D’UN MODELE... 72
3.4.2 Influence de l’orientation de la sollicitation
sur les proprietes mecaniques
Nous nous sommes interesses dans cette partie a caracteriser le comportement
mecanique du materiau sous differentes directions de charge. Nous effectuons plusieurs
essais de tractions a vitesse constante et a differentes directions (ε = 10−4s−1). On
notera par DL, la Direction de Laminage ; D30, la Direction a 30 par rapport a la
direction de laminage...et DT, la Direction Transverse.
La figure 3.4 represente l’evolution de la courbe de traction rationnelle en fonction de
la direction de sollicitation.
0 0.05 0.1 0.15 0.2 0.25 0.30
100
200
300
400
500
600
Déformation vraie(%)
Con
trai
nte
vrai
e(M
Pa)
DLD30D45D60DT
Fig. 3.4 – Courbe de traction pour les differentes directions
Les courbes de traction montrent un comportement similaire pour les differentes
directions. L’ecart maximal de la contrainte se situe entre les directions DL et D45 et
il ne depasse pas les 30 MPa.
La figure 3.5 decrit l’evolution des caracteristiques mecaniques pour les directions de
chargement : limite d’elasticite minimale σmine et maximale σmax
e , contrainte maximale
σmax, allongement a rupture A% et la longueur du palier de Luders Lp.

IDENTIFICATION D’UN MODELE... 73
DL D30 D45 D60 DT250
275
300
σ e(MP
a)
(a)
σemax
σemin
DL D30 D45 D60 DT500
525
550
σ max
(MP
a)
(b)
DL D30 D45 D60 DT2.5
2.75
3
3.25
Long
ueur
du
palie
r de
Lüd
ers
L p(%)
(c)
DL D30 D45 D60 DT25
35
45
Allo
ngem
ent à
rup
ture
A(%
) (d)
Fig. 3.5 – Evolution des caracteristiques mecaniques en fonction de la direction de
sollicitation pour ε = 10−4s−1 :(a) limite d’elasticite, (b) contrainte maximale, (c)
allongement a rupture, (d) longueur du palier de Luders
• Comapraison avec les donnees CETIM
Le comportement mecanique en traction, moyenne sur l’ensemble des directions de
la tole, peut etre caracterise par les parametres decrits dans le taleau 3.5 ci-dessous
comparees aux donnees CETIM.
Tab. 3.5 – Comparaison des grandeurs caracteristiques de l’essai de traction (sens DL,
D30, D45, D60 et DT) avec les donnees CETIM
Presente etude Donnees CETIM
σmaxe (MPa) 293 ± 4,5 270-310
∆σmaxe (%) 3,1
σmine (MPa) 279 ± 7,5 –
∆σmine (%) 5,4
σmax(MPa) 523,5 ± 13,5 405-435
∆σmax(%) 5,1
A(%) 39,6 ± 2,5 28-38
Lp(%) 2,9 ± 0,25 –
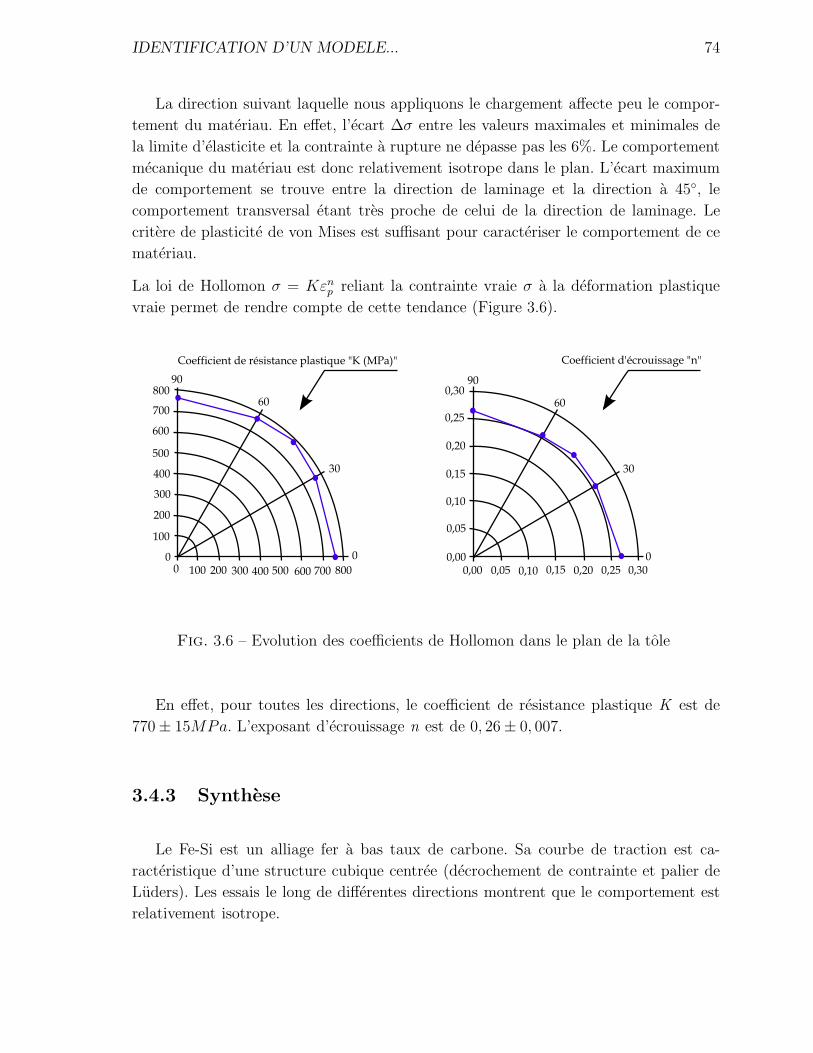
IDENTIFICATION D’UN MODELE... 74
La direction suivant laquelle nous appliquons le chargement affecte peu le compor-
tement du materiau. En effet, l’ecart ∆σ entre les valeurs maximales et minimales de
la limite d’elasticite et la contrainte a rupture ne depasse pas les 6%. Le comportement
mecanique du materiau est donc relativement isotrope dans le plan. L’ecart maximum
de comportement se trouve entre la direction de laminage et la direction a 45, le
comportement transversal etant tres proche de celui de la direction de laminage. Le
critere de plasticite de von Mises est suffisant pour caracteriser le comportement de ce
materiau.
La loi de Hollomon σ = Kεnp reliant la contrainte vraie σ a la deformation plastique
vraie permet de rendre compte de cette tendance (Figure 3.6).
Fig. 3.6 – Evolution des coefficients de Hollomon dans le plan de la tole
En effet, pour toutes les directions, le coefficient de resistance plastique K est de
770 ± 15MPa. L’exposant d’ecrouissage n est de 0, 26 ± 0, 007.
3.4.3 Synthese
Le Fe-Si est un alliage fer a bas taux de carbone. Sa courbe de traction est ca-
racteristique d’une structure cubique centree (decrochement de contrainte et palier de
Luders). Les essais le long de differentes directions montrent que le comportement est
relativement isotrope.

IDENTIFICATION D’UN MODELE... 75
3.5 Influence de la vitesse de deformation
Des essais de traction preliminaires a vitesses de traverses variables montrent une
sensibilite des caracteristiques mecaniques a la vitesse de deformation (Figure 3.7).
0 0.05 0.1 0.15 0.2 0.25 0.30
100
200
300
400
500
600C
ontr
aint
e vr
aie
(MP
a)
Déformation vraie (%)
10−2s−1
10−4s−1
7.5 10−6s−1
Fig. 3.7 – Courbes de traction pour les differentes vitesses de deformation
On constate que la limite d’elasticite augmente avec la vitesse de deformation. Les
tests de traction decrits precedemment se font a vitesse de traverse constante, exprimee
en mms−1. Cette vitesse est convertie en taux de deformation initiale, exprime en s−1,
et qui est calcule en fonction des dimensions de l’eprouvette et de l’extensometre. Ce
taux varie au cours de l’essai. Or l’identification d’une loi de comportement plastique,
qui prend en compte la dependance de la reponse mecanique du materiau a la vi-
tesse de sollicitation, necessite des courbes contrainte vraie-deformation vraie realisees
sous differents taux de deformation constants. En se basant sur l’etude bibliographique
decrite dans le chapitre 2 concernant les modeles mecaniques de dependance a la vitesse,
dans ce qui suit, nous detaillons l’approche experimentale pour identifier les parametres
d’un modele donne.

IDENTIFICATION D’UN MODELE... 76
3.5.1 La VideoTraction
La VideoTraction est un essai de traction a pilotage videometrique qui donne acces
au comportement intrinseque des materiaux. Developpee par G’sell [38] au sein du
laboratoire de Physique des Materiaux de l’ecole des Mines de Nancy, cette technique
permet le pilotage en temps reel, des deplacements des mors de la machine de traction
de facon a assurer un taux de deformation local constant.
Quatre taches sombres et symetriques par rapport aux axes principaux de l’eprouvette
sont marquees sur l’une des faces (Figure 3.8).
Fig. 3.8 – Eprouvette marquee pour la VideoTraction
Elles sont espacees de 8mm, et un polissage prealable est effectue pour donner
un meilleur contraste taches/surface. Une fois l’eprouvette fixee entre les mors de la
machine de traction, une camera numerise les marques (Figure 3.9).
Fig. 3.9 – Dispositif experimental de la VideoTraction

IDENTIFICATION D’UN MODELE... 77
La deformation vraie est obtenue par analyse des deplacements des barycentres
des marques numerisees par la camera. Cette derniere est interfacee a un logiciel de
traitement d’images pour l’analyse des distorsions. Les marques situees suivant l’axe de
traction donnent acces a la deformation vraie axiale εxx, tandis que les marques alignees
perpendiculairement determinent la deformation vraie transverse εyy. La contrainte
vraie σxx est definie comme la force de traction par unite de section droite au niveau des
marques. La section courante est calculee a partir de la section initiale de l’echantillon
et de la deformation vraie. A partir de ces donnees, une autoregulation de la vitesse de
traverse permet de garantir un taux de deformation εxx constant.
La traction classique et la VideoTraction relevent le meme comportement pour les
faibles deformations. Au dela de 10% de deformation, les courbes rationnelles divergent
legerement (Figure 3.10). L’instabilite du palier de Luders fait que la VideoTraction a
du mal a imposer un taux de deformation constant, d’ou la difference avec la courbe
classique.
0 0.05 0.1 0.15 0.2 0.25250
300
350
400
450
500
550
Déformation vraie (%)
Con
trai
nte
vrai
e (M
Pa)
VidéoTraction
Traction classique
Fig. 3.10 – Courbes rationnelles de la VideoTraction et de la traction
3.5.2 Resultats experimentaux
Lors des essais de VideoTraction, la camera capture et numerise une surface de
l’eprouvette (fenetre), qui est un compromis entre la nettete de l’image et la largeur
de la surface et qui ne doit plus etre modifie. Le mouvement des marques doit etre

IDENTIFICATION D’UN MODELE... 78
compris dans cet espace, ce qui limite la deformation totale atteinte a 25%. De plus, le
logiciel de traitement d’image n’est pas capable de suivre les mouvements rapides des
taches et de reactualiser les coordonnees des barycentres, ce qui limite la gamme des
vitesses qu’on peut explorer. La vitesse de deformation, pour un poinconnage dans la
zone la plus sollicitee, se situe entre 10−4 et 104s−1. Malheureusement, pour les raisons
techniques citees, nous ne pourrons pas atteindre des vitesses superieures a 5.10−3s−1
en VideoTraction. Les essais seront effectues pour les vitesses suivantes : 10−5, 5.10−5,
10−4, 5.10−4, 10−3 et 5.10−3s−1 et une fois la loi de comportement identifiee, elle sera
extrapolee aux grandes vitesses. La figure 3.11 represente l’evolution de la contrainte
en fonction de la deformation.
0 5 10 15 20 250
100
200
300
400
500
10−5
5.10−5
10−4
5.10−4
10−3
5.10−3
σ(M
Pa)
ε (%)
Fig. 3.11 – Courbes de VideoTraction a differentes vitesses
3.5.3 Identification d’une loi dependante de la vitesse
La loi de Lubahn et Felgar ( [88], [89]), citee precedemment, correspond au compor-
tement particulier du materiau. Elle beneficie en plus d’une simplicite d’ecriture et d’un
faible nombre de parametres a identifier. Le modele neglige l’effet de la temperature et
s’ecrit :
σ(ε, ε) = Kεnp
(ε
εref
)m
(3.2)
avec K et n deux parametres identifies dans le cas quasi-statique, εref le taux de
deformation caracterisant le comportement quasi-statique et m la sensibilite a la vi-

IDENTIFICATION D’UN MODELE... 79
tesse de deformation. L’analyse de cette dependance se fait par rapport a une courbe
de reference correspondant a un comportement statique. Dans nos experiences, ce com-
portement correspond au test effectue a la plus faible vitesse, soit εref = 10−5s−1. Il est
modelise par :
σref = Kεnp (3.3)
et donc :σ
σref
=
(ε
εref
)m
(3.4)
L’equation 3.4 permet d’identifier le coefficient m en tracant la courbe representative
de :
ln
(σ
σref
)= m. ln
(ε
εref
)(3.5)
L’identification du parametre m est illustre par la figure 3.12.
1 2 3 4 5 6 7 80
0.02
0.04
0.06
0.08
Points expérimentaux
Régression linéaire: m=0,0085 (R2=0,85)
ln(σ
/σref)
ln (ε/εref)
Fig. 3.12 – Identification du coefficient de sensibilite a la vitesse
Le coefficient m a pour valeur 0, 0085. Le comportement du materiau s’ecrit donc
comme suit :
σ(ε, ε) = 750ε0,245p
(ε
εref
)0,0085
(3.6)

IDENTIFICATION D’UN MODELE... 80
3.6 Validation numerique
Pour valider l’identification decrite precedemment, on modelise le comportement
mecanique du materiau de deux facons. La premiere, simpliste, considere le comporte-
ment comme etant purement elastoplastique alors que la seconde, plus representative
du cas reel, prend en compte la dependance a la vitesse de deformation.
Les essais de VideoTraction ont ete effectues sur des eprouvettes rectangulaires de
167, 5mm de longueur par 12, 5mm de largeur. Deux taches, espacees de 8mm au centre
des eprouvettes, ont permis le suivi de la deformation en fonction de la contrainte, a
taux de deformation constant, comme il a ete explique precedemment. La representation
geometrique de l’essai de traction peut se restreindre, en raison de la symetrie du
probleme, a la representation 2D d’un quart de l’eprouvette (Figure 3.13).
Fig. 3.13 – Modele geometrique de la simulation de la videotraction
La tole etant mince, on utilise l’hypothese des contraintes planes. Les elements
du maillage choisis sont des quadrilateres Q4, bilineaires et a integration reduite (250
elements CPS4R). Le comportement elastoplastique est introduit par la courbe d’ecrouissage
σ = f(εp), etablie a partir d’un essai de traction quasi-statique. On definit la vitesse
ε = 10−5s−1 comme vitesse representative d’un comportement quasi-statique. La courbe
experimentale donne l’evolution de la contrainte pour une deformation plastique maxi-
male de 30%. Le caractere isotrope du materiau et le critere de plasticite de von Mises
nous permettent d’identifier la loi d’ecrouissage σ = Kεnp .
Pour les besoins numeriques, nous extrapolons cette courbe a des deformations beau-
coup plus importantes et qui atteignent 300% (Figure 3.14).

IDENTIFICATION D’UN MODELE... 81
0 0.5 1 1.5 2 2.5 3250
500
750
1000
σref(M
Pa)
εp
Fig. 3.14 – Courbe d’ecrouissage quasi-statique extrapolee aux grandes deformations
plastiques
La loi de Lubahn et Felgar ( [88], [89]), decrite precedemment, permet d’etablir le
comportement mecanique du materiau avec dependance a la vitesse en fonction de son
comportement quasi-statique. En effet, en exprimant le comportement quasi-statique
comme suit ( εref etant le taux de deformation quasi-statique) :
σref = Kεnp (3.7)
et plus generalement, pour un taux de deformation quelconque,
σ = Kεnp
(ε
εref
)m
(3.8)
on obtient la relation suivante :
σ
σref
=
(ε
εref
)m
(3.9)
Le parametre de sensibilite a la vitesse m a ete identifie a 0, 0085. Experimentalement,
le taux de deformation quasi-statique est de 10−5s−1 et les taux de deformations dyna-
miques sont compris entre 5.10−5 et 5.10−3s−1. Cependant, pour les besoins numeriques
il faut extrapoler, la aussi, l’evolution de εεref
en fonction de σσref
a des vitesses plus
importantes (Figure 3.15).

IDENTIFICATION D’UN MODELE... 82
0 500 1000 1500 20001
1.02
1.04
1.06
1.08
Points expérimentauxCourbe extrapolée
σ/σ
ref
ε/εref
Fig. 3.15 – Evolution de σ/σref en fonction de ε/εref
La figure 3.16 compare les courbes experimentales de la VideoTraction avec les
courbes numeriques obtenues par les deux modeles du comportement du materiau :
elastoplastique et elastoplastique avec dependance a la vitesse de deformation (ADVD).

IDENTIFICATION D’UN MODELE... 83
0 5 10 150
100
200
300
400
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
σ(M
Pa)
ε (%)
(a) ε = 10−5s−1
0 5 10 15 20 250
100
200
300
400
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
σ(M
Pa)
ε (%)
(b) ε = 5.10−3s−1
Fig. 3.16 – Prise en compte de la dependance a la vitesse de deformation lors de la
simulation et comparaison avec les resultats experimentaux

IDENTIFICATION D’UN MODELE... 84
L’erreur du modele elastoplastique croıt avec la vitesse et atteint 5% (pour une
dispersion inferieure a 1%) pour la vitesse de 5.10−3s−1. Cette vitesse est relativement
faible par rapport a celles atteintes lors de la decoupe, ce qui nous laisse penser que
l’erreur finale sera superieure a 5%.
La prise en compte de la sensibilite a la vitesse de sollicitation ameliore nettement
la correlation numerique/experimentale. Ce travail nous conforte dans le choix du
modele caracterisant le comportement du materiau ainsi que dans son implementation
numerique. L’instabilite du palier de Luders et sa non-reproductibilite induit une erreur,
non significative, au niveau numerique.
3.7 Synthese du chapitre 3
L’alliage etudie presente une sensibilite a la vitesse de deformation qui ne peut
pas etre negligee lors de sa caracterisation. Des essais de VideoTraction ont permis
d’identifier les parametres d’une loi appropriee au caractere homothetique de l’evolution
de la contrainte d’ecoulement en fonction de la vitesse de deformation. Cette loi a
ete validee numeriquement sur des simulations des essais de VideoTraction avant son
utilisation dans la modelisation des procedes de decoupe.

Chapitre 4
Procede de decoupage
4.1 Introduction
Apres avoir etudie et modelise le comportement du Fe-Si, nous nous interessons aux
aspects experimentaux du poinconnage et du cisaillage, d’une part et d’autre part, a la
modelisation numerique de ces procedes. Ceci est de grande importance, pour quantifier
la degradation de l’etat mecanique du materiau liee aux procedes de decoupe des toles
minces.
4.2 Aspects experimentaux
Ce travail a pour but d’etudier essentiellement l’influence du jeu et de la vitesse
de decoupe sur les courbes force-penetration ainsi que leurs impacts sur la qualite du
profil decoupe et sur les modes de rupture. Les conclusions degagees de cette analyse
serviront ulterieurement a operer les bons choix pour la simulation de ces procedes.

PROCEDE DEDECOUPE 86
4.2.1 Etude experimentale du poinconnage
Materiel et techniques utilises
Les essais de decoupe sont effectues au Centre Technique des Industries Mecaniques
(CETIM-Senlis). Les operations de decoupe se font sur une presse mecanique avec
le materiau etudie precedemment. Il se presente sous forme d’une bande de 0, 65mm
d’epaisseur enroulee sur une bobine. Afin de deplier cette bobine et de pouvoir ainsi
amener convenablement la matiere sous l’outil de decoupe, elle est posee sur un devidoir.
La tole est ensuite entraınee par un redresseur pour etre centree sous l’outil afin d’ob-
tenir des toles sous forme de bandes planes. La machine permettant le cisaillage et le
poinconnage est une presse mecanique ”BRET” de 200 tonnes (Figure 4.1).
Fig. 4.1 – Presse hydraulique, boitiers de commande et dispositif d’aquisition
PROCEDE DEDECOUPE 87
Le mouvement de l’outil est assure par un systeme bielle-manivelle entraıne par
inertie. La machine est couplee a un ordinateur qui permet l’acquisition, via un capteur
piezo-electrique, de l’effort applique a l’outil au cours du temps. Un calcul approprie
permet de remonter aux courbes d’evolution de la charge en fonction de la penetration
de l’outil de decoupe dans la tole.
La presse mecanique permet l’utilisation de cadences comprises entre 30 et 80 coups/min.
En se basant sur la theorie des transformations du mouvement, en l’occurrence celle
d’un mouvement circulaire uniforme, en un mouvement rectiligne non uniforme, on
definit l’expression de la position de l’outil et sa vitesse. La figure 4.2 represente le
systeme bielle-manivelle.
Fig. 4.2 – Cinematique du mouvement
La distance ”OB” a pour expression :
x = r cos α +√
L2 − r2 sin2 α) (4.1)
Soit ω la vitesse de rotation du vilebrequin. Prenons comme origine des deplacements
du coulisseau le point mors bas (PMB) et comme origine des temps, l’instant de passage
en ce point. Soit x la position de l’outil a l’instant t. Pour t = 0, x = 0. D’autre part,
on pose α = ωt. D’ou :
x = r + L − (r cos ωt +√
L2 − r2 sin2 ωt) (4.2)

PROCEDE DEDECOUPE 88
Le chemin parcouru par le coulisseau lorque le vilebrequin passe du PMB (ωt = 0) au
point mors haut (PMH) (ωt = π) s’appelle la course c (c = xmax = 2r).
En pratique, le terme r2 sin2 ωtL2 est tres petit devant 1(pour la presse utilisee, L = 600mm,
c = 56mm et r2
L2 = 0, 0022). Le developpement de (4.2) au voisinage de 1 aboutit a :
x = r(1 − cos ωt) +r2 sin2 ωt
2L(4.3)
La vitesse de l’outil est egalement donnee par :
V = ωr sin ωt(1 +r
Lcos ωt) (4.4)
Ainsi, en raison du mecanisme utilise (bielle-manivelle), la vitesse de decoupe n’est pas
constante au cours du deplacement de l’outil (Figure 4.3).
0 0.5 1 1.5 2−100
−75
−50
−25
0
25
50
75
100
Temps (s)
Cadence 30 coups/mn
V (mm/s)X (mm)
0 0.25 0.5 0.75−250
−200
−150
−100
−50
0
50
100
150
200
250
Temps (s)
Cadence 80 coups/mn
V (mm/s)X (mm)
Fig. 4.3 – Evolution de la position du poincon et de sa vitesse au cours du temps pour
les deux cadences extremes
En faisant varier la position de la tole par rapport au PMB et la cadence de l’outil,
on arrive a avoir une large gamme de vitesse de decoupe (Figure 4.4). On suppose que
cette gamme de vitesse est constante lors de decoupe.

PROCEDE DEDECOUPE 89
0 0.2 0.4 0.6 0.8 10
20
40
60
80
100
120
140
Vite
sse
(mm
/s)
Pénétration (mm)
126,9mm/s119mm/s111mm/s103,2mm/s95,2mm/s87,2mm/s79,3mm/s63,5mm/s47,6mm/s29mm/s
Fig. 4.4 – Evolution des differentes vitesses lors de la penetration de l’outil dans la tole
Differentes configurations d’essais
Les poincons utilises sont cylindriques (Figure 4.5), consideres comme neufs et
montes sur le mors mobile de la presse (Figure 4.6). Le rayon de courbure de l’arete
de decoupe est estime a 0, 02mm. Les outils uses (rayons de courbure superieurs a
0, 1mm) deteriorent rapidement les profils de decoupe avec une hauteur de bavure plus
importante [169].
Fig. 4.5 – Photo de face et de profil d’un poincon (Φoutil = 8, 90mm)
PROCEDE DEDECOUPE 90
Fig. 4.6 – Montage du poincon sur la presse
La figure 4.7 presente une tole poinconnee avec ses debouchures.
Fig. 4.7 – Tole poinconnee et debouchures
La matrice et le serre-flan ont des dimensions constantes et le jeu est ajuste en
faisant varier les dimensions du poincon (Tableau 4.1).
PROCEDE DEDECOUPE 91
Tab. 4.1 – Outils pour le poinconnage
Diametre matrice 9mm
Diametre serre-flan 12mm
Diametre poincon ≫≫ Jeu 8,95mm ≫≫ 3,85%
8,90mm ≫≫ 7,69%
8,85mm ≫≫ 11,54%
8,80mm ≫≫ 15,38%
8,75mm ≫≫ 19,23%
8,70mm ≫≫ 23,07%
Pour chaque jeu, on realise des essais a differentes vitesses. Pour les faibles jeux
(3, 85% et 7, 69%) une gamme de vitesse plus large sera etudiee afin de mieux definir
l’impact de la vitesse de decoupe sur le comportement du materiau lors du poinconnage
(Tableau 4.2).
Tab. 4.2 – Configurations des jeux et des vitesses utilisees lors des essais de poinconnage
Vitesse de poinconnage (mm.s−1)
Jeu(%) 29 47,6 63,5 79,3 87,2 95,2 103,2 111 119 126,9
3,85 • • • • • • • • •7,69 • • • • • • • •11,54 • • • •15,38 • • • •19,23 • • • •23,07 • • • •
Resultats et analyses
- Influence du jeu
Le jeu entre le poincon et la matrice joue un role tres important dans le processus de
poinconnage. Le choix du jeu influence, entre autres, la duree de vie des outils, l’effort
de poinconnage et la qualite (forme de bavure) de la decoupe. La figure 4.8 represente
des resultats obtenus pour quelques unes des vitesses utilisees.
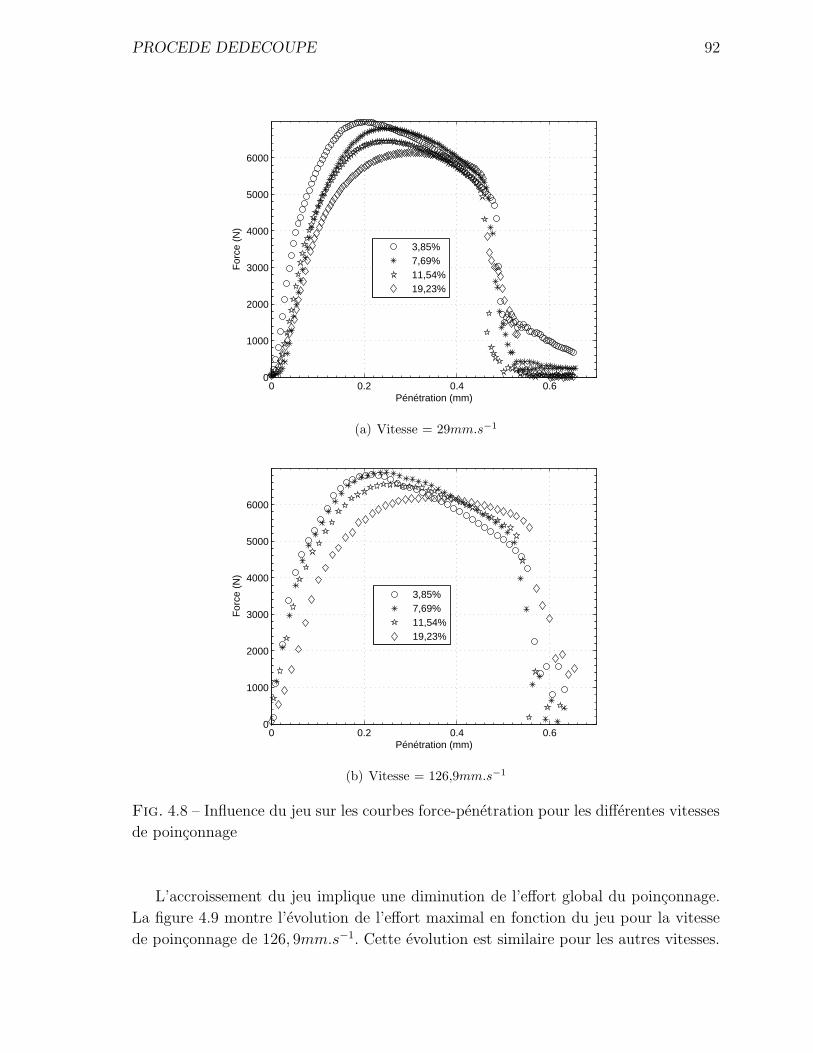
PROCEDE DEDECOUPE 92
0 0.2 0.4 0.60
1000
2000
3000
4000
5000
6000
For
ce (
N)
Pénétration (mm)
3,85%7,69%11,54%19,23%
(a) Vitesse = 29mm.s−1
0 0.2 0.4 0.60
1000
2000
3000
4000
5000
6000
For
ce (
N)
Pénétration (mm)
3,85%7,69%11,54%19,23%
(b) Vitesse = 126,9mm.s−1
Fig. 4.8 – Influence du jeu sur les courbes force-penetration pour les differentes vitesses
de poinconnage
L’accroissement du jeu implique une diminution de l’effort global du poinconnage.
La figure 4.9 montre l’evolution de l’effort maximal en fonction du jeu pour la vitesse
de poinconnage de 126, 9mm.s−1. Cette evolution est similaire pour les autres vitesses.

PROCEDE DEDECOUPE 93
On note que pour ce materiau, pour un jeu relatif allant de 3 a 23%, la diminution de
cet effort est de l’ordre de 10 a 12%.
0 5 10 15 20 256000
6250
6500
6750
7000
Jeu (%)
For
ce m
axim
ale
(N)
Fig. 4.9 – Evolution de l’effort maximum en fonction du jeu (Vitesse de poinconnage
126, 9mm.s−1)
Rappelons que le jeu poincon-matrice influence radicalement la qualite de la surface
de decoupe et la precision dimensionnelle de la piece poinconnee. Dans le cas de jeux
assez grands, le profil de la surface de decoupe est de tres mauvaise qualite a cause d’une
zone arrachee et d’une bavure importante. Quand ces jeux diminuent, les irregularites
de cette surface s’amoindrissent. D’une maniere generale, on ne peut pas travailler avec
un jeu superieur a 23% dans le cas du poinconnage. Une analyse des profils de decoupe
devra le confirmer.
- Influence de la vitesse
Au meme titre que le jeu, la vitesse de poinconnage est un parametre important pour la
maıtrise du processus. Elle affecte, egalement la duree de vie des outils de decoupe et la
qualite du bord decoupe. La figure 4.10 trace l’evolution de la courbe force-penetration
pour quelques jeux et met en evidence l’influence de la vitesse de poinconnage. On
constate que la vitesse n’affecte pas la valeur de l’effort maximal mais plutot la valeur
de la penetration a rupture. Pour les faibles vitesses, soit 29 et 47,6 mm.s−1, la rupture
survient aux alentours de 0,45 et 0,50 mm de penetration (70 - 77% de l’epaisseur).

PROCEDE DEDECOUPE 94
0 0.2 0.4 0.60
1000
2000
3000
4000
5000
6000
For
ce (
N)
Pénétration (mm)
47,6 mm.s−1
63,5 mm.s−1
79,3 mm.s−1
95,2 mm.s−1
103,2 mm.s−1
111 mm.s−1
119 mm.s−1
126,9 mm.s−1
(a) Jeu = 3,85%
0 0,2 0,4 0,60
1000
2000
3000
4000
5000
6000
For
ce (
N)
Pénétration (mm)
29 mm.s−1
63,5 mm.s−1
79,3 mm.s−1
95,2 mm.s−1
103,2 mm.s−1
111 mm.s−1
126,9 mm.s−1
(b) Jeu = 7,69%
Fig. 4.10 – Influence de la vitesse de decoupe sur la courbe force-penetration pour
quelques uns des jeux utilises

PROCEDE DEDECOUPE 95
Pour des vitesses plus importantes, elle se situe aux alentours de 0,55 et 0,65mm (85 -
100% de l’epaisseur).
- Analyse du profil de decoupe
Une analyse complementaire des facies et des profils de rupture nous permet une
meilleure comprehension du processus de poinconnage. Comme nous l’avons souligne
au chapitre 2, le facies de rupture se decompose en trois zones (Figure 2.13) : une zone
pliee, une zone de rupture en cisaillement et une zone de rupture ductile. La formation
et la repartition de ces trois zones dependent des proprietes du materiau, de l’epaisseur
de la tole et des conditions experimentales des essais (jeux et vitesses). Les ”meilleurs”
essais sont ceux qui presentent une large zone de cisaillement et donc une faible zone
de rupture ductile.
Les images des profils des differentes configurations sont obtenues apres decoupage des
trous et par analyse au MEB. L’image (Figure 4.11.a) montre clairement la zone lisse
et la zone arrachee. La figure 4.11.b illustre les cupules caracteristiques de la rupture
ductile.
Fig. 4.11 – (a). Exemple d’un profil de poinconnage (Jeu = 3, 85%, Vitesse = 126,9
mm.s−1) ; (b). Cupules caracteristiques de la zone arrachee.
La figure 4.12 trace l’evolution de la hauteur de la zone lisse et de la zone arrachee
pour les jeux de 3,85 et 7, 69%. Pour le jeu 3, 85%, on a une hauteur respective de
420 ± 20µm et 160 ± 15µm pour la zone lisse et arrachee alors que pour le jeu 7, 69%,
les hauteurs respectives sont de 395± 17µm et 175 ± 100µm. Ces proportions peuvent
etre estimees comme constantes et donc independantes de la vitesse de poinconnage.
Cependant, il semble que la variation du jeu ait un impact plus sensible sur la hauteur
de la zone lisse que sur celle de la zone arrachee.
Six jeux sont utilises pour etudier l’impact de ce parametre sur le mode de rupture

PROCEDE DEDECOUPE 96
20 40 60 80 100 120 1400.1
0.2
0.3
0.4
0.5
Hau
teur
(mm
)
Vitesse (mm.s−1)
Zone lisse 3,85%Zone arrachée 3,85%Zone lisse 7,69%Zone arrachée 7,69%
Fig. 4.12 – Evolution de la hauteur de la zone lisse et arrachee (jeu de 3, 85% et 7, 69%)
durant le poinconnage. Meme apres avoir demontre que la vitesse n’influence pas la pro-
portion de la hauteur de la zone lisse et arrachee, pour chaque jeu on appliquera au mini-
mum quatre vitesses. Ceci permet de nous conforter dans nos conclusions precedentes.
La figure 4.13 represente l’evolution de la zone arrachee en fonction du jeu pour les
quatre vitesses. La hauteur relevee est de 185 ± 400µm.
0 5 10 15 20 250.13
0.15
0.17
0.19
0.21
0.23
Hau
teur
de
la z
one
de r
uptu
re (
mm
)
Jeu (%)
29mm.s−1
47,6mm.s−1
79,3mm.s−1
126,9mm.s−1
Fig. 4.13 – Evolution de la hauteur de la zone arrachee avec le jeu

PROCEDE DEDECOUPE 97
L’evolution de la hauteur de la zone lisse (Figure 4.14) est maximale pour les faibles
jeux (3,85 et 7,69%). Sachant que les meilleurs essais sont ceux qui presentent une
large zone de cisaillement, il est evident que le meilleur poinconnage se fait avec les
faibles jeux. Au dela de 7,69%, la hauteur de la zone lisse diminue lineairement jusqu’a
atteindre une hauteur minimale pour les jeux de 19,23 et 23,07%.
0 5 10 15 20 250.25
0.3
0.35
0.4
0.45H
aute
ur d
e la
zon
e lis
se (
mm
)
Jeu (%)
29mm.s−1
47,6mm.s−1
79,3mm.s−1
126,9mm.s−1
Tendance
Fig. 4.14 – Evolution de la hauteur de la zone lisse avec le jeu
4.2.2 Etude experimentale du cisaillage
Materiel et techniques utilises
Les essais de cisaillage ont ete, comme pour le poinconnage, menes au CETIM. Un
outil a lame droite et ouverte a ete realise specialement pour nos essais (Figure 4.15).
Sa conception et sa realisation ont ete financees par le Conseil Regional de Picardie.
Le cisaillage effectue est dit simple et a bord libre. La cisaille est montee sur la presse
mecanique utilisee pour le poinconnage. L’outil coupant est a arete vive, droite et
a contour ouvert. Le materiau est present sous forme de bande d’epaisseur egale a
0, 65mm tout comme pour le poinconnage.

PROCEDE DEDECOUPE 98
Fig. 4.15 – Dispositif experimental du cisaillage
Gamme de configuration des essais
Le materiau est depose sur la matrice sans que son bord ne soit en contact avec
d’autres pieces. Pour des raisons techniques, l’outil doit etre guide dans son mouvement
par un element de centrage (element gauche dans la figure 4.16). On notera l’absence
d’un element de serrage (serre-flan) pour ces essais. Deux vitesses sont utilisees : 58 et
154 mm.s−1.
Fig. 4.16 – Schematisation de l’essai de cisaillage
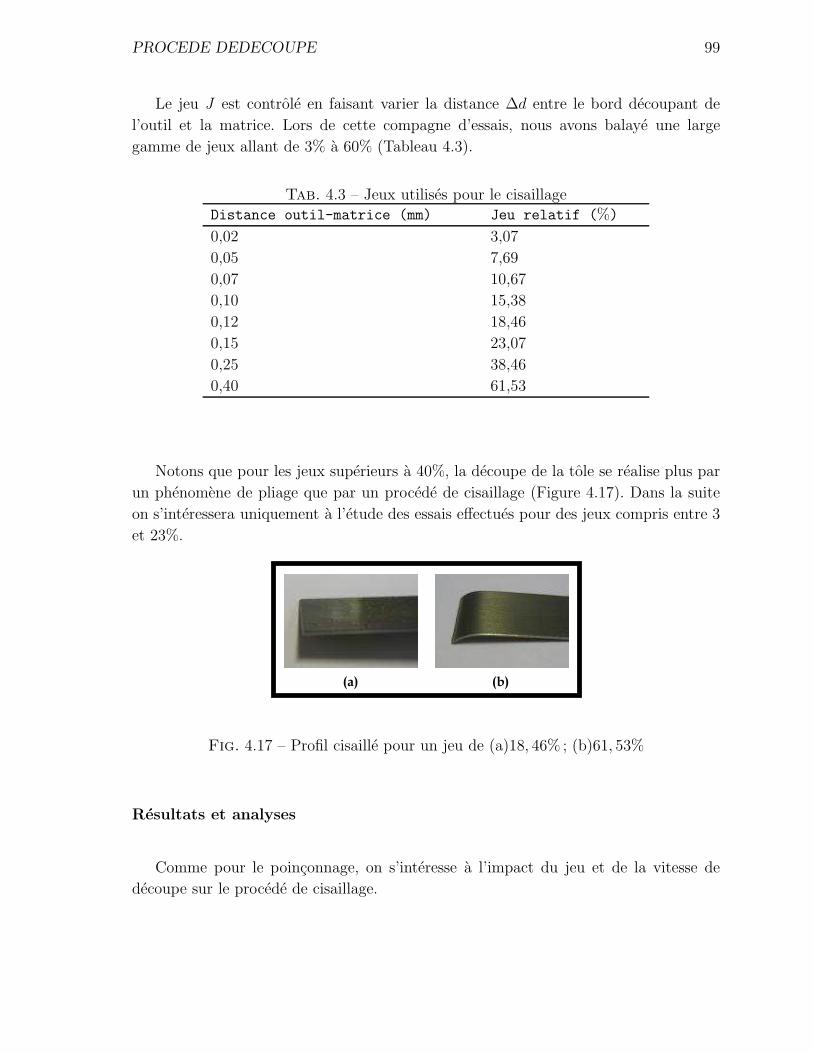
PROCEDE DEDECOUPE 99
Le jeu J est controle en faisant varier la distance ∆d entre le bord decoupant de
l’outil et la matrice. Lors de cette compagne d’essais, nous avons balaye une large
gamme de jeux allant de 3% a 60% (Tableau 4.3).
Tab. 4.3 – Jeux utilises pour le cisaillage
Distance outil-matrice (mm) Jeu relatif (%)
0,02 3,07
0,05 7,69
0,07 10,67
0,10 15,38
0,12 18,46
0,15 23,07
0,25 38,46
0,40 61,53
Notons que pour les jeux superieurs a 40%, la decoupe de la tole se realise plus par
un phenomene de pliage que par un procede de cisaillage (Figure 4.17). Dans la suite
on s’interessera uniquement a l’etude des essais effectues pour des jeux compris entre 3
et 23%.
Fig. 4.17 – Profil cisaille pour un jeu de (a)18, 46% ; (b)61, 53%
Resultats et analyses
Comme pour le poinconnage, on s’interesse a l’impact du jeu et de la vitesse de
decoupe sur le procede de cisaillage.
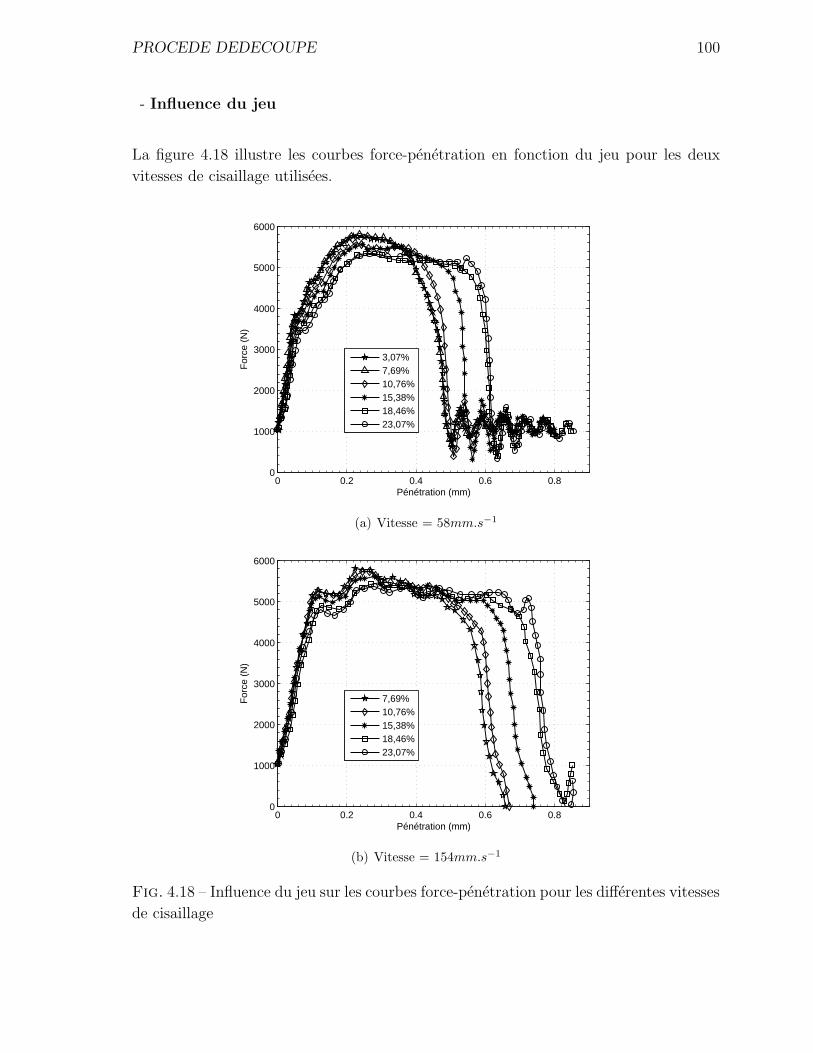
PROCEDE DEDECOUPE 100
- Influence du jeu
La figure 4.18 illustre les courbes force-penetration en fonction du jeu pour les deux
vitesses de cisaillage utilisees.
0 0.2 0.4 0.6 0.80
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
3,07%7,69%10,76%15,38%18,46%23,07%
(a) Vitesse = 58mm.s−1
0 0.2 0.4 0.6 0.80
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
7,69%10,76%15,38%18,46%23,07%
(b) Vitesse = 154mm.s−1
Fig. 4.18 – Influence du jeu sur les courbes force-penetration pour les differentes vitesses
de cisaillage
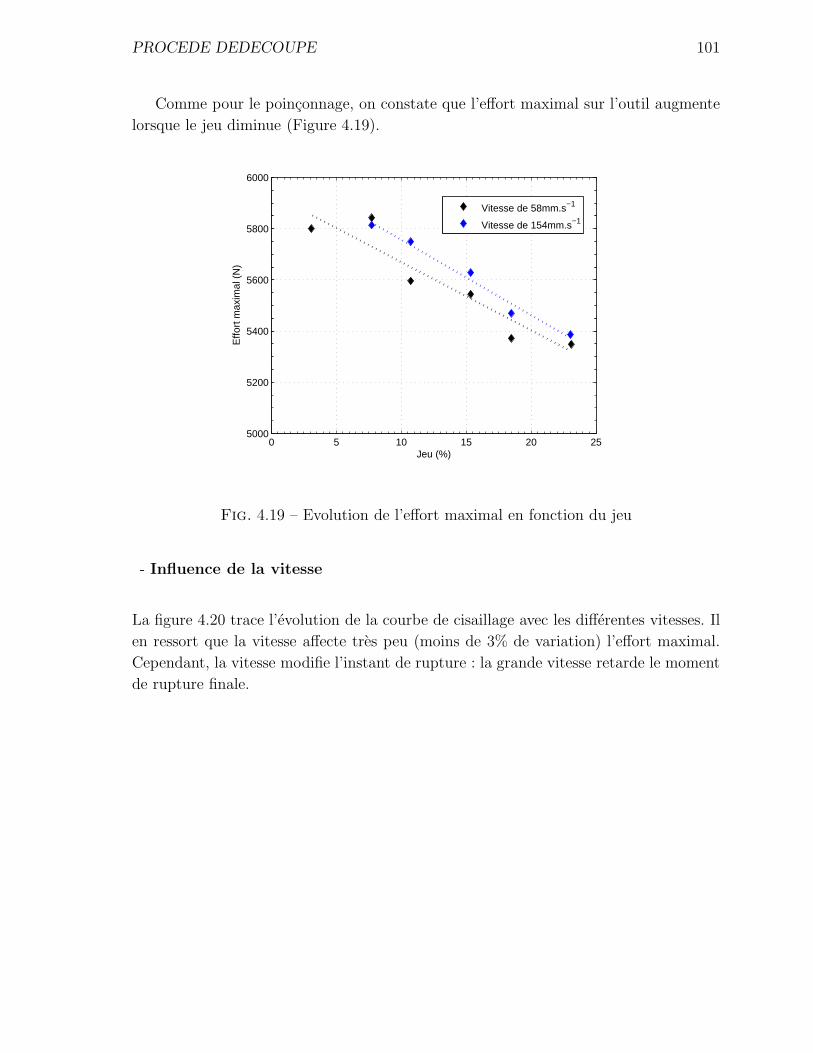
PROCEDE DEDECOUPE 101
Comme pour le poinconnage, on constate que l’effort maximal sur l’outil augmente
lorsque le jeu diminue (Figure 4.19).
0 5 10 15 20 255000
5200
5400
5600
5800
6000
Effo
rt m
axim
al (
N)
Jeu (%)
Vitesse de 58mm.s−1
Vitesse de 154mm.s−1
Fig. 4.19 – Evolution de l’effort maximal en fonction du jeu
- Influence de la vitesse
La figure 4.20 trace l’evolution de la courbe de cisaillage avec les differentes vitesses. Il
en ressort que la vitesse affecte tres peu (moins de 3% de variation) l’effort maximal.
Cependant, la vitesse modifie l’instant de rupture : la grande vitesse retarde le moment
de rupture finale.

PROCEDE DEDECOUPE 102
0 0.2 0.4 0.60
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
58 mm.s−1
154 mm.s−1
(a) Jeu = 7,69%
0 0.2 0.4 0.60
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
58 mm.s−1
154 mm.s−1
(b) Jeu = 10,76%
0 0.2 0.4 0.6 0.80
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
58 mm.s−1
154 mm.s−1
(c) Jeu = 15,38%
0 0.2 0.4 0.6 0.80
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
58 mm.s−1
154 mm.s−1
(d) Jeu = 18,46%
0 0.2 0.4 0.6 0.80
1000
2000
3000
4000
5000
6000
Pénétration (mm)
For
ce (
N)
58 mm.s−1
154 mm.s−1
(e) Jeu = 23,07%
Fig. 4.20 – Influence de la vitesse sur la courbe force-penetration pour differents jeux

PROCEDE DEDECOUPE 103
- Analyse du profil de decoupe
Comme pour le poinconnage, les facies de decoupe ont ete observes au microscope
(Figure 4.21). On retrouve une configuration classique : zone pliee, zone cisaillee et
zone arrachee. Les cupules de cette derniere zone (Figure 4.22) sont caracteristiques, la
aussi, d’une dechirure ductile avec absence d’inclusion au sein du materiau.
Fig. 4.21 – Les profils de cisaillage pour une vitesse de 58mm.s−1
Fig. 4.22 – Zone de rupture ductile, presence de cupule sans inclusions
Les figures 4.23 et 4.24 representent la repartition du pliage, de la zone de cisaille-
ment et de la zone de rupture ductile pour chaque jeu pour les deux vitesses de cisaille-
ment. La hauteur du pliage est tres faible et se situe entre 0,06 et 0,09mm (9∼14%
de l’epaisseur). Celle du cisaillement croıt en fonction du jeu aux depens de la zone de
rupture.

PROCEDE DEDECOUPE 104
0%
10%
20%
30%
40%
50%
60%
70%
Jeu (%)
Zone pliéeZone de cisaillementZone de rupture ductile
3,07 7,69 15,38 18,46 23,0710,67
Fig. 4.23 – Repartition des 3 zones pour une vitesse de 58 mm.s−1
0%
10%
20%
30%
40%
50%
60%
70%
80%
Jeu (%)
Zone pliéeZone de cisaillementZone de rupture ductile
7,69 15,3810,67 18,46 23,07
Fig. 4.24 – Repartition des 3 zones pour une vitesse de 154 mm.s−1
Ce resultat confirme le fait que l’accroissement du jeu retarde le moment de rupture
observe a partir des courbes effort-penetration.
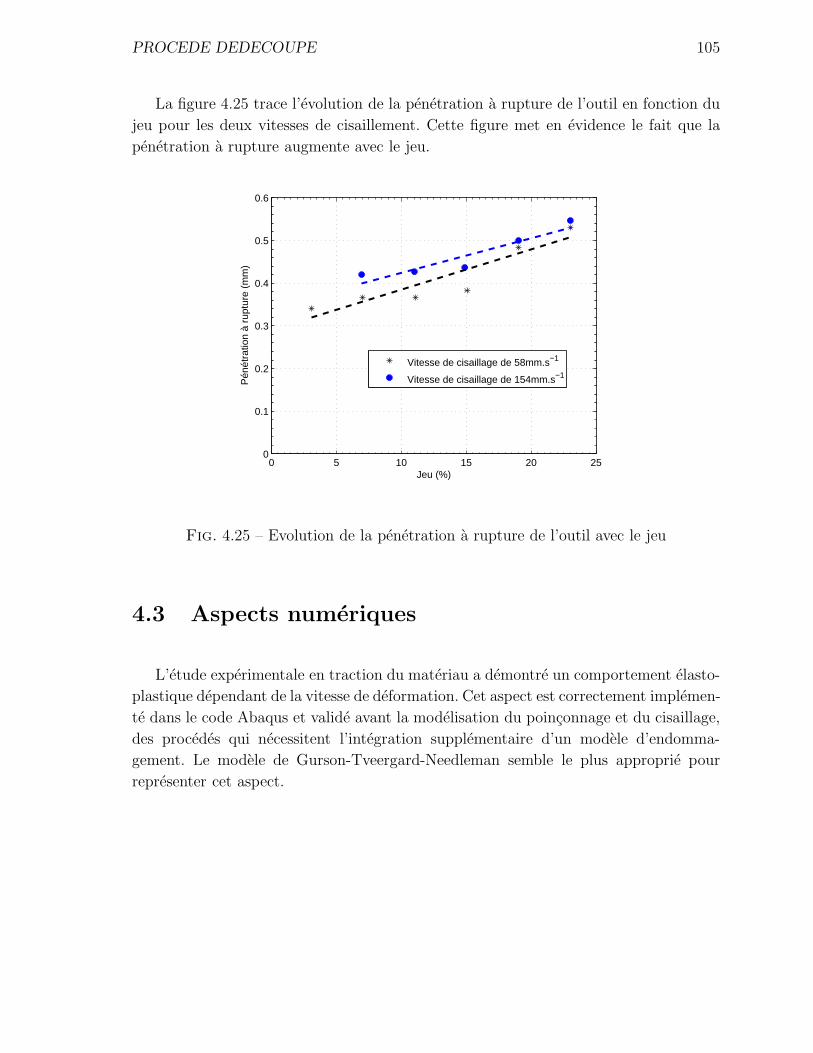
PROCEDE DEDECOUPE 105
La figure 4.25 trace l’evolution de la penetration a rupture de l’outil en fonction du
jeu pour les deux vitesses de cisaillement. Cette figure met en evidence le fait que la
penetration a rupture augmente avec le jeu.
0 5 10 15 20 250
0.1
0.2
0.3
0.4
0.5
0.6
Pén
étra
tion
à ru
ptur
e (m
m)
Jeu (%)
Vitesse de cisaillage de 58mm.s−1
Vitesse de cisaillage de 154mm.s−1
Fig. 4.25 – Evolution de la penetration a rupture de l’outil avec le jeu
4.3 Aspects numeriques
L’etude experimentale en traction du materiau a demontre un comportement elasto-
plastique dependant de la vitesse de deformation. Cet aspect est correctement implemen-
te dans le code Abaqus et valide avant la modelisation du poinconnage et du cisaillage,
des procedes qui necessitent l’integration supplementaire d’un modele d’endomma-
gement. Le modele de Gurson-Tveergard-Needleman semble le plus approprie pour
representer cet aspect.

PROCEDE DEDECOUPE 106
4.3.1 Simulation numerique du poinconnage
Modele geometrique et outils numeriques
Le poinconnage est realise par des outils cylindriques de differents diametres. La
tole est serree entre une matrice et un serre-flan cylindriques. En raison de la symetrie
du probleme, on utilise un modele axisymetrique (Figure 4.26).
Fig. 4.26 – Modele geometrique du poinconnage
Dans cette configuration, le bord gauche de la tole (axe de symetrie) est libre sui-
vant l’axe −→oy et est fixe suivant l’axe −→ox. Le cote droit est completement restreint en
deplacement (Figure 4.27).
Fig. 4.27 – Modelisation des conditions aux limites

PROCEDE DEDECOUPE 107
Le poincon, le serre-flan et la matrice sont consideres comme des corps rigides. La
tole est maillee avec des elements quadrilateres Q4 a integration reduite (CAX4R). Un
maillage libre et plus fin est effectue dans la zone qui subit les plus grandes distorsions,
au voisinage du passage du poincon (Figure 4.28). 1024 elements sont utilises (1161
noeuds) dont 960 elements pour la zone la plus sollicitee.
Fig. 4.28 – Maillage de la tole
L’identification du comportement mecanique du materiau prenant en compte la
dependance de la reponse mecanique a la vitesse de sollicitation a ete validee avec
succes par la modelisation des essais de traction. Le poinconnage necessite la prise en
compte de la ruine complete de la matiere. Le modele de Gurson-Tveergard-Needleman
est ajoute pour enrichir la caracterisation du comportement du materiau. Son utilisation
necessite l’introduction des parametres q1, q2 et q3 de l’equation (2.28), les parametres
fF et fc decrivant la rupture (equation (2.29)), ainsi que les parametres εN , SN et fN
pilotant le taux de nucleation du vide. En effet, le taux de nucleation s’ecrit comme
suit [97] :
fnuc = A.εpl (4.5)
avec
A =fN
SN
√2π
exp[−1
2
(εpl − εN
SN
)2
] (4.6)
ou εpl et εpl representent les taux de deformation plastique equivalente et la deformation
plastique equivalente.
Un frottement de type Coulomb est defini aux interfaces. Le coefficient de frottement
est generalement pris entre 0,1 et 0,2 dans le cas de poinconnage sans lubrification
( [22], [150], [16]). Pour cette etude, nous avons retenu un coefficient de frottement de
0,15.
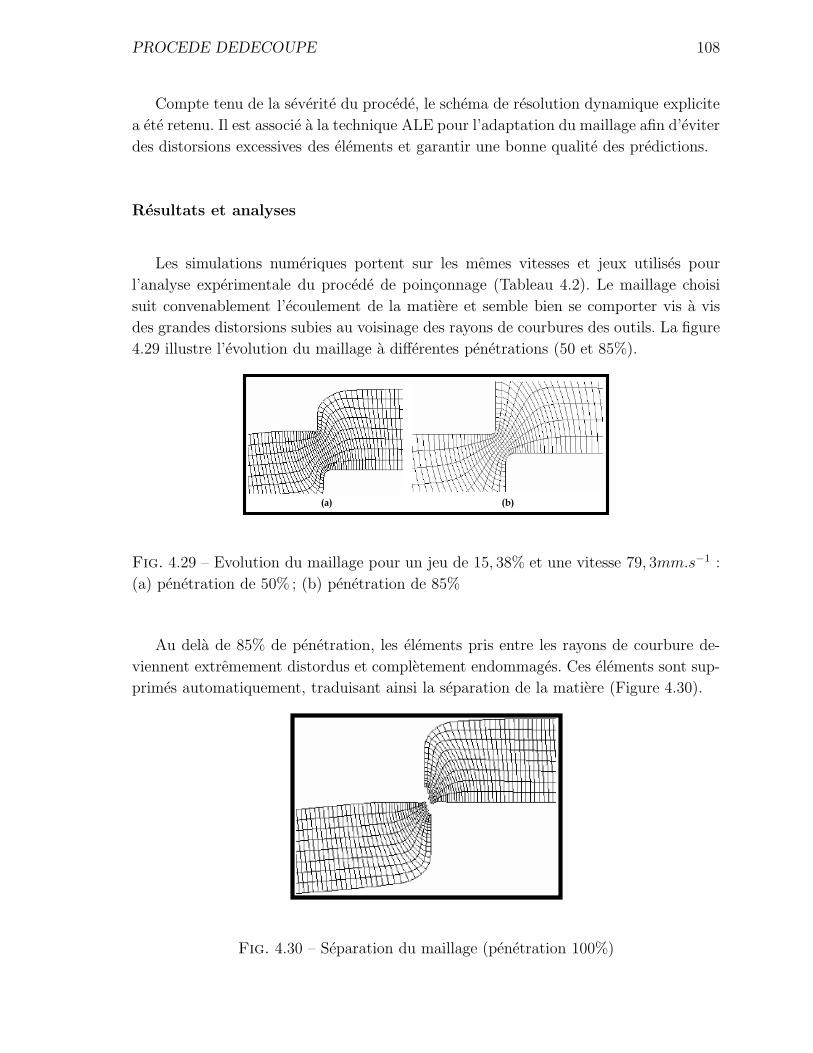
PROCEDE DEDECOUPE 108
Compte tenu de la severite du procede, le schema de resolution dynamique explicite
a ete retenu. Il est associe a la technique ALE pour l’adaptation du maillage afin d’eviter
des distorsions excessives des elements et garantir une bonne qualite des predictions.
Resultats et analyses
Les simulations numeriques portent sur les memes vitesses et jeux utilises pour
l’analyse experimentale du procede de poinconnage (Tableau 4.2). Le maillage choisi
suit convenablement l’ecoulement de la matiere et semble bien se comporter vis a vis
des grandes distorsions subies au voisinage des rayons de courbures des outils. La figure
4.29 illustre l’evolution du maillage a differentes penetrations (50 et 85%).
Fig. 4.29 – Evolution du maillage pour un jeu de 15, 38% et une vitesse 79, 3mm.s−1 :
(a) penetration de 50% ; (b) penetration de 85%
Au dela de 85% de penetration, les elements pris entre les rayons de courbure de-
viennent extremement distordus et completement endommages. Ces elements sont sup-
primes automatiquement, traduisant ainsi la separation de la matiere (Figure 4.30).
Fig. 4.30 – Separation du maillage (penetration 100%)

PROCEDE DEDECOUPE 109
Les figures 4.31-34 illustrent la distribution de la contrainte equivalente et de la
deformation plastique equivalente dans le cas du cisaillage et de poinconnage.
(a) Penetration de 50%
(b) Penetration de 85%
Fig. 4.31 – Distribution de la contrainte equivalente dans la tole : Cas de cisaillage
(Vitesse = 154 mm.s−1, Jeu = 7,69%)
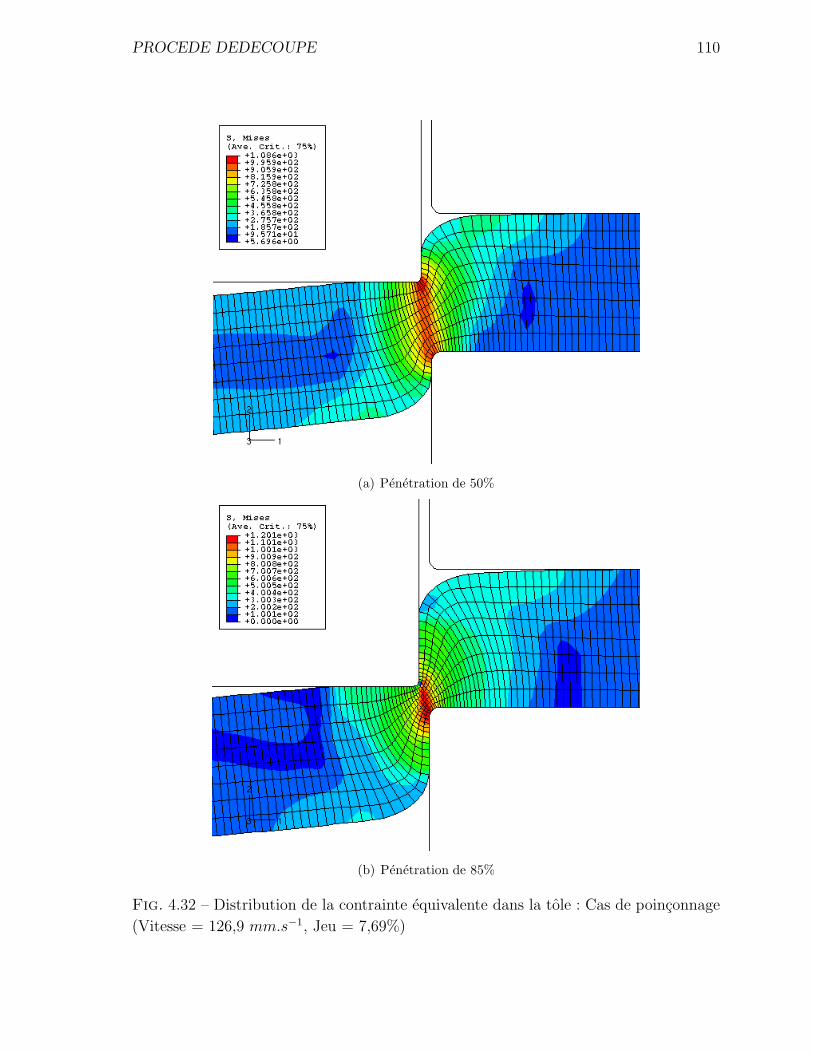
PROCEDE DEDECOUPE 110
(a) Penetration de 50%
(b) Penetration de 85%
Fig. 4.32 – Distribution de la contrainte equivalente dans la tole : Cas de poinconnage
(Vitesse = 126,9 mm.s−1, Jeu = 7,69%)

PROCEDE DEDECOUPE 111
(a) Penetration de 50%
(b) Penetration de 85%
Fig. 4.33 – Distribution de la deformation plastique equivalente dans la tole : Cas de
cisaillage (Vitesse = 154 mm.s−1, Jeu = 7,69%)

PROCEDE DEDECOUPE 112
(a) Penetration de 50%
(b) Penetration de 85%
Fig. 4.34 – Distribution de la deformation plastique equivalente dans la tole : Cas de
poinconnage (Vitesse = 126,9 mm.s−1, Jeu = 7,69%)
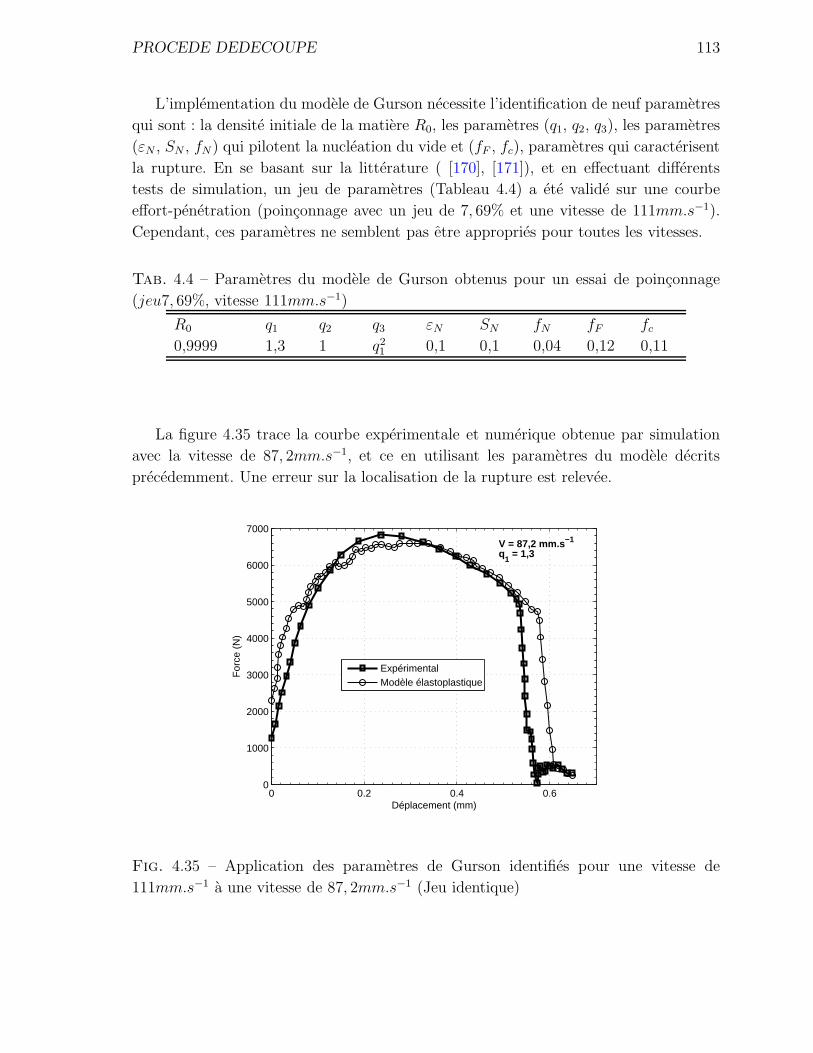
PROCEDE DEDECOUPE 113
L’implementation du modele de Gurson necessite l’identification de neuf parametres
qui sont : la densite initiale de la matiere R0, les parametres (q1, q2, q3), les parametres
(εN , SN , fN) qui pilotent la nucleation du vide et (fF , fc), parametres qui caracterisent
la rupture. En se basant sur la litterature ( [170], [171]), et en effectuant differents
tests de simulation, un jeu de parametres (Tableau 4.4) a ete valide sur une courbe
effort-penetration (poinconnage avec un jeu de 7, 69% et une vitesse de 111mm.s−1).
Cependant, ces parametres ne semblent pas etre appropries pour toutes les vitesses.
Tab. 4.4 – Parametres du modele de Gurson obtenus pour un essai de poinconnage
(jeu7, 69%, vitesse 111mm.s−1)
R0 q1 q2 q3 εN SN fN fF fc
0,9999 1,3 1 q21 0,1 0,1 0,04 0,12 0,11
La figure 4.35 trace la courbe experimentale et numerique obtenue par simulation
avec la vitesse de 87, 2mm.s−1, et ce en utilisant les parametres du modele decrits
precedemment. Une erreur sur la localisation de la rupture est relevee.
0 0.2 0.4 0.60
1000
2000
3000
4000
5000
6000
7000
For
ce (
N)
Déplacement (mm)
ExpérimentalModèle élastoplastique
V = 87,2 mm.s −1
q1 = 1,3
Fig. 4.35 – Application des parametres de Gurson identifies pour une vitesse de
111mm.s−1 a une vitesse de 87, 2mm.s−1 (Jeu identique)
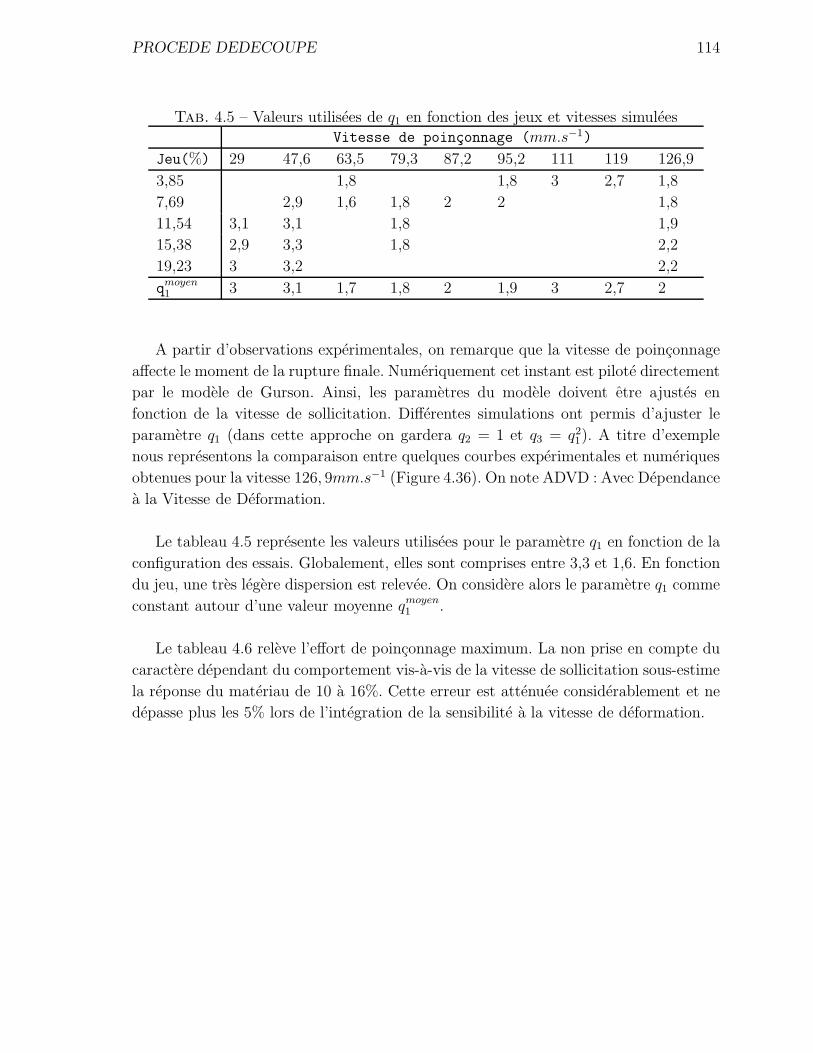
PROCEDE DEDECOUPE 114
Tab. 4.5 – Valeurs utilisees de q1 en fonction des jeux et vitesses simulees
Vitesse de poinconnage (mm.s−1)
Jeu(%) 29 47,6 63,5 79,3 87,2 95,2 111 119 126,9
3,85 1,8 1,8 3 2,7 1,8
7,69 2,9 1,6 1,8 2 2 1,8
11,54 3,1 3,1 1,8 1,9
15,38 2,9 3,3 1,8 2,2
19,23 3 3,2 2,2
qmoyen1 3 3,1 1,7 1,8 2 1,9 3 2,7 2
A partir d’observations experimentales, on remarque que la vitesse de poinconnage
affecte le moment de la rupture finale. Numeriquement cet instant est pilote directement
par le modele de Gurson. Ainsi, les parametres du modele doivent etre ajustes en
fonction de la vitesse de sollicitation. Differentes simulations ont permis d’ajuster le
parametre q1 (dans cette approche on gardera q2 = 1 et q3 = q21). A titre d’exemple
nous representons la comparaison entre quelques courbes experimentales et numeriques
obtenues pour la vitesse 126, 9mm.s−1 (Figure 4.36). On note ADVD : Avec Dependance
a la Vitesse de Deformation.
Le tableau 4.5 represente les valeurs utilisees pour le parametre q1 en fonction de la
configuration des essais. Globalement, elles sont comprises entre 3,3 et 1,6. En fonction
du jeu, une tres legere dispersion est relevee. On considere alors le parametre q1 comme
constant autour d’une valeur moyenne qmoyen1 .
Le tableau 4.6 releve l’effort de poinconnage maximum. La non prise en compte du
caractere dependant du comportement vis-a-vis de la vitesse de sollicitation sous-estime
la reponse du materiau de 10 a 16%. Cette erreur est attenuee considerablement et ne
depasse plus les 5% lors de l’integration de la sensibilite a la vitesse de deformation.

PROCEDE DEDECOUPE 115
0 0.2 0.4 0.6 0.70
2000
4000
6000
For
ce (
N)
Pénétration (mm)
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
(a) Jeu = 3,85%
0 0.2 0.4 0.60
2000
4000
6000
For
ce (
N)
Pénétration (mm)
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
(b) Jeu = 7,69%
0 0.2 0.4 0.6 0.70
2000
4000
6000
For
ce (
N)
Pénétration (mm)
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
(c) Jeu = 11,54%
Fig. 4.36 – Courbes force-penetration numerique et experimentale (Vitesse = 126,9
mm.s−1)

PROCEDE DEDECOUPE 116
Tab. 4.6 – Evolution de l’effort maximal de poinconnage (Mod.Num 1 : elastoplastique ;
Mod.Num 2 : elastoplastique avec dependance a la vitesse de deformation)
Fmax(N)
Jeu(%) Vitesse(mm/s) Experimental Mod.Num1
(Erreur %)
Mod.Num2
(Erreur %)
3,85 63,5 6870 5810(-15,4) 6760(-1,6)
95,2 6880 6000(-12,8) 7020(+2)
111 6830 6020(-11,9) 6850(+0,3)
119 6740 6050(-10,2) 7040(+4,5)
126,9 6740 5990(-11,2) 7020(+4,2)
7,69 47,6 6770 5750(-15,1) 6610(-2,4)
63,5 6620 5780(-12,7) 6850(+0,5)
79,3 6810 5730(-15,9) 6720(-1,3)
87,2 6840 5830(-14,8) 6850(+0,1)
95,2 6840 6000(-12,3) 6800(-0,6)
126,9 6870 5940(-13,5) 6790(-1,2)
11,54 29 6470 5610(-13,3) 6310(-2,5)
47,6 6460 5590(-13,5) 6400(-0,9)
79,3 6430 5650(-12,1) 6520(+1,4)
126,9 6570 5720(-12,9) 6690(+1,8)
15,38 29 6440 5640(-12,4) 6390(-0,8)
47,6 6500 5640(-13,2) 6470(-0,5)
79,3 6440 5720(-11,2) 6500(+0,9)
126,9 6450 5710(-11,5) 6620(+2,6)
19,23 29 6260 5600(-10,5) 6350(+1,4)
47,6 6140 5500(-10,4) 6350(+3,4)
126,9 6200 5620(-9,4) 6510(+5)

PROCEDE DEDECOUPE 117
4.3.2 Simulation numerique du cisaillage
Modele geometrique et outils numeriques
Le modele geometrique ressemble a celui du poinconnage. En representation 2D, il
est constitue d’un outil, d’une matrice et de la tole. Le probleme n’est plus traite en
axisymetrique mais en deformations planes (Figure 4.37).
Fig. 4.37 – Modele geometrique du cisaillage
La cisaille et la matrice sont des corps rigides. La tole deformable est maillee avec
des elements quadrilateraux du type CPE4R. Un maillage plus fin est defini dans la
zone la plus sollicitee, comme pour le poinconnage (Figure 4.28). 1024 elements sont
utilises dont 960 pour la zone la plus sollicitee.
Le comportement mecanique du materiau est un comportement elastoplastique, endom-
mageable et dependant de la vitesse de deformation. Il a ete defini de la meme maniere
que pour le poinconnage (voir §4.3.1.1).
Un frottement de type Coulomb est defini entre la matrice, la tole et la cisaille. L’etat de
surface de la cisaille etant legerement plus rugueux que les outils utilises en poinconnage,
le coefficient de frottement adopte est de 0,2 contre 0,15 pour le poinconnage.

PROCEDE DEDECOUPE 118
Resultats et analyses
Les investigations numeriques portent sur la meme gamme de vitesses de decoupe
et de jeux utilises lors de l’etude experimentale. Les grandes distorsions du maillage
semblent etre bien gerees comme pour le poinconnage.
Comme pour le poinconnage, on examine l’influence de la vitesse de deformation en com-
parant deux modeles de comportement. La premiere est basee sur le modele elastoplastique.
La seconde, le complete en tenant compte de la dependance a la vitesse de deformation.
Les parametres (εN , SN , fN ,fF , fc) relatifs au modele de Gurson sont extraits du ta-
bleau 4.4. Afin de representer correctement le moment de rupture, le parametre q1 varie
en fonction de la vitesse. Nous gardons q2 constante et egale a 1, alors que q3 = q21. La
figure 4.38 compare quelques resultats numeriques avec les courbes experimentales.

PROCEDE DEDECOUPE 119
0 0.2 0.4 0.6 0.80
2000
4000
6000
8000
For
ce (
N)
Pénétration (mm)
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
(a) Jeu = 7,69%
0 0.2 0.4 0.6 0.80
2000
4000
6000
8000
For
ce (
N)
Pénétration (mm)
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
(b) Jeu = 10,67%
0 0.2 0.4 0.6 0.80
2000
4000
6000
For
ce (
N)
Pénétration (mm)
ExperimentalModèle élastoplastiqueModèle élastoplastique ADVD
(c) Jeu = 15,38%
Fig. 4.38 – Courbes force-penetration numerique et experimentale (Vitesse = 154
mm.s−1)
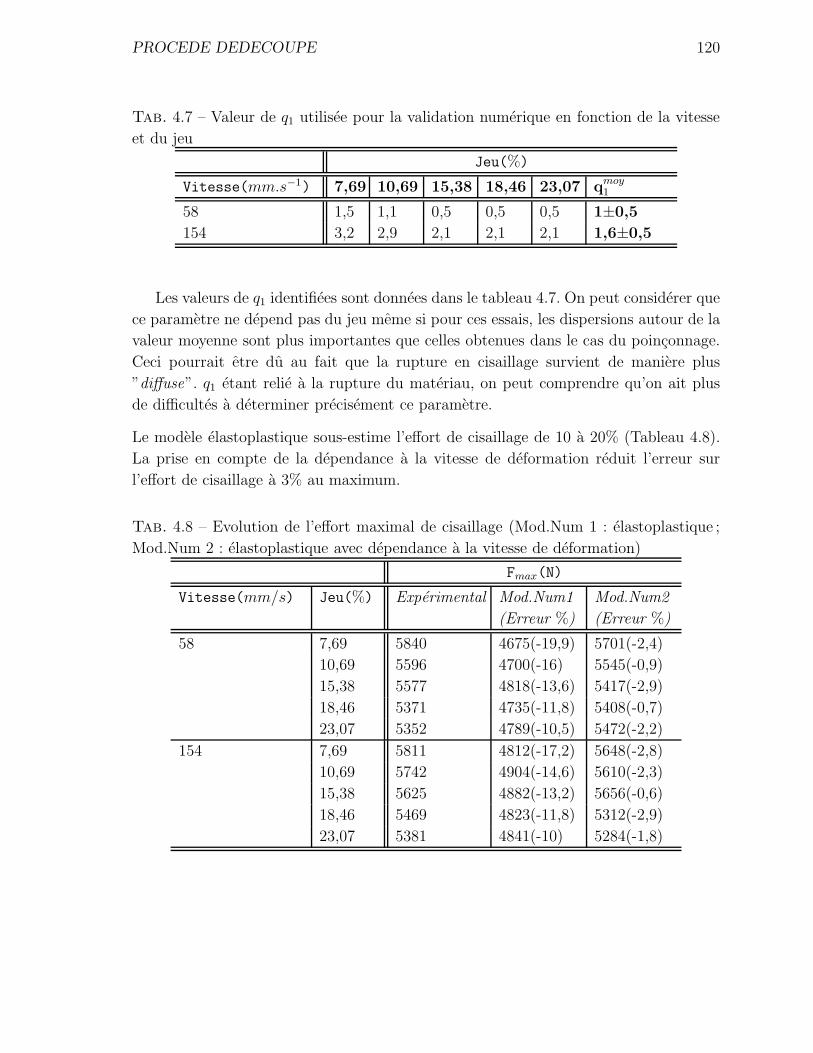
PROCEDE DEDECOUPE 120
Tab. 4.7 – Valeur de q1 utilisee pour la validation numerique en fonction de la vitesse
et du jeu
Jeu(%)
Vitesse(mm.s−1) 7,69 10,69 15,38 18,46 23,07 qmoy1
58 1,5 1,1 0,5 0,5 0,5 1±0,5
154 3,2 2,9 2,1 2,1 2,1 1,6±0,5
Les valeurs de q1 identifiees sont donnees dans le tableau 4.7. On peut considerer que
ce parametre ne depend pas du jeu meme si pour ces essais, les dispersions autour de la
valeur moyenne sont plus importantes que celles obtenues dans le cas du poinconnage.
Ceci pourrait etre du au fait que la rupture en cisaillage survient de maniere plus
”diffuse”. q1 etant relie a la rupture du materiau, on peut comprendre qu’on ait plus
de difficultes a determiner precisement ce parametre.
Le modele elastoplastique sous-estime l’effort de cisaillage de 10 a 20% (Tableau 4.8).
La prise en compte de la dependance a la vitesse de deformation reduit l’erreur sur
l’effort de cisaillage a 3% au maximum.
Tab. 4.8 – Evolution de l’effort maximal de cisaillage (Mod.Num 1 : elastoplastique ;
Mod.Num 2 : elastoplastique avec dependance a la vitesse de deformation)
Fmax(N)
Vitesse(mm/s) Jeu(%) Experimental Mod.Num1
(Erreur %)
Mod.Num2
(Erreur %)
58 7,69 5840 4675(-19,9) 5701(-2,4)
10,69 5596 4700(-16) 5545(-0,9)
15,38 5577 4818(-13,6) 5417(-2,9)
18,46 5371 4735(-11,8) 5408(-0,7)
23,07 5352 4789(-10,5) 5472(-2,2)
154 7,69 5811 4812(-17,2) 5648(-2,8)
10,69 5742 4904(-14,6) 5610(-2,3)
15,38 5625 4882(-13,2) 5656(-0,6)
18,46 5469 4823(-11,8) 5312(-2,9)
23,07 5381 4841(-10) 5284(-1,8)

PROCEDE DEDECOUPE 121
4.4 Synthese du chapitre 4
Plusieurs configurations d’essais de poinconnage et de cisaillage ont permis d’etudier
correctement ces techniques de decoupage. Pour les deux procedes, l’effort maximum di-
minue en fonction du jeu et reste invariant en fonction de la vitesse. Pour le poinconnage,
le moment de rupture finale (repere par la chute brutale de la force) est fonction de vi-
tesse et du jeu. En effet, pour les vitesses inferieures a 47 mm.s−1, cet instant est repere
a 70 - 75% de la penetration. Pour les vitesses superieures a 47 mm.s−1, la rupture se
produit a 85 - 90% de la penetration. Cet instant est retarde aussi avec l’accroissement
du jeu. L’analyse des profils de decoupe montre que la repartition des differentes zones
(pliee, lisse et arrachee) est independante de la vitesse. Pour le poinconnage, la hauteur
de la zone lisse est maximale pour les faibles jeux, diminue lineairement pour les jeux
intermediaires et est minimale pour les grands jeux. Pour le cisaillage, la zone pliee est
constante pour les differents jeux, alors que la zone lisse croıt et la zone arrachee dimi-
nue. La chute brutale de l’effort observe sur les courbes effort - penetration correspond
a la separation de la debouchure du reste de la tole. Le debut de la rupture ductile
repere par la zone arrachee se produit legerement avant. Ce resultat est confirme par
nos investigations.
La validation du modele utilise pour la caracterisation du comportement mecanique du
materiau a permis de simuler les procedes du poinconnage et du cisaillage. Les courbes
effort-penetration obtenues, comparees aux mesures, prouvent l’utilite de ce modele. En
effet, une representation elastoplastique du comportement sous-estime l’effort maximal
de 10 a 20%. Le modele dependant de la vitesse de deformation reduit cette erreur a
5%.
Le poinconnage et le cisaillage necessitent l’utilisation d’un modele endommageant. Le
choix a ete porte sur le modele continu de Gurson-Tvergaard-Needleman qui fait inter-
venir neuf parametres relies a la caracterisation initiale de la porosite du materiau et au
pilotage de la nucleation et la croissance du vide au sein de la matiere. Un jeu unique de
parametres ne suffit pas pour representer le comportement du materiau vis-a-vis de la
decoupe a differents vitesses. L’ajustement des parametres q1 et q3 (avec q3 = q21) a per-
mis de simuler convenablement la totalite des essais de poinconnage et de cisaillage. On
a montre que q1 avait une signification physique car ce parametre caracterise l’amorce
de rupture du materiau.

Chapitre 5
Caracterisation mecanique au
voisinage du bord decoupe
5.1 Introduction
Les modeles numeriques decrits precedemment ont ete confrontes aux mesures pour
verifier leur validite. Les comparaisons effectuees ont porte sur des quantites globales
telles que l’effort sur l’outil et la penetration a rupture.
Pour etre en mesure d’etablir des correlations entre l’etat du materiau au voisinage du
bord decoupe et la degradation des proprietes magnetiques, il est important d’acceder a
des quantites locales telles que l’ecrouissage, les deformations et contraintes residuelles,
etc. Il s’avere donc necessaire de pouvoir valider les predictions de ces quantites issues
de la modelisation des procedes.
Pour ce faire, l’ideal sera d’effectuer des mesures directes de l’etat mecanique du materiau
au voisinage du bord decoupe mais ceci n’est pas une tache facile. Pour contourner cette
difficulte, on utilise une mesure indirecte. Il s’agit du test de nanoindentation qu’on
combine a une technique d’identification inverse (Figure 5.1).

CARACTERISATION MECANIQUE... 123
Fig. 5.1 – Mode de determination de l’etat du materiau au voisinage du bord decoupe
La procedure proposee a ete validee sur la determination de l’etat d’ecrouissage
au voisinage du bord decoupe. Dans ce qui suit, on donne une description du test de
nanoindentation utilise.
5.2 La technique de nanoindentation
Introduites au debut des annees 1980 ( [172], [173]), les mesures de nanoindentation
instrumentee se sont aujourd’hui beaucoup developpees. La nanoindentation est une
technique permettant de determiner localement les proprietes mecaniques d’un materiau
par l’enfoncement d’une pointe (Figure 5.2).
Fig. 5.2 – Schema de principe d’un nanoindenteur

CARACTERISATION MECANIQUE... 124
Cet essai permet d’acceder a des proprietes telles que le module d’elasticite, le coef-
ficient de Poisson, la limite d’elasticite, etc. Cela demande des appareils tres sensibles et
precis. La mesure par nanoindenatation necessite d’appliquer et de controler des charges
aussi faibles que quelques dizaines de micro-Newtons (µN) [174]. L’avantage de l’instru-
ment de nanoindentation est sa capacite a mesurer avec une resolution nanometrique,
la profondeur de penetration allant jusqu’a quelques micrometres. Les indentations, a
cette echelle, permettent d’evaluer les proprietes mecaniques locales.
La pointe de l’indenteur, de geometrie connue est appliquee sur la surface du materiau a
etudier avec une charge croissante [175]. L’indenteur est solidaire du noyau d’un electro-
aimant en courant continu. La charge est donc proportionnelle au courant d’excitation
de la bobine. Il est possible de fixer soit la charge maximale a appliquer, soit la pro-
fondeur maximale des indents. Lorsque l’une de ces deux limites est atteinte, la phase
de decharge partielle ou totale, est alors amorcee. Tout au long du cycle, la position
relative de la pointe par rapport a l’echantillon est reperee grace a un capteur capaci-
tif. L’analyse de l’empreinte permet d’acceder a la durete alors que l’exploitation de la
courbe charge/penetration permet d’acceder a d’autres proprietes telles que le module
de Young, la limite d’elasticite, la durete, etc.
5.2.1 Durete du materiau
La durete d’un materiau est, par definition, le rapport entre la force normale,P , et
l’air de la surface de contact projetee,Ac [28] (Figure 5.3) :
H =P
Ac
=P
C0h2c
(5.1)
Pour un indenteur a pointe parfaite, Ac est directement liee a la penetration, hc, par un
facteur dependant de la geometrie de l’indenteur : C0 = 24.5, pour une pointe de type
Berkovich. Une derivation de cette expression montre que :
hc
hc
=1
2
(P
P− H
H
)(5.2)
La vitesse de deformation au cours de l’indentation, εi, est definie par hc
hc. Pour que
l’essai d’indentation soit conduit a une vitesse de deformation constante, la durete doit
etre constante quelle que soit la penetration de l’indenteur, ce qui implique :
εi =hc
hc
=1
2
P
P(5.3)

CARACTERISATION MECANIQUE... 125
Fig. 5.3 – Illustration du comportement de la matiere sous l’indenteur et definition des
differentes profondeurs caracteristiques (hT , hS, hR et hC) sous charge (trait continu) et
apres decharge (trait pointille) [28]
5.2.2 Module de Young
L’analyse de la courbe charge/decharge (Figure 5.4) permet d’acceder au module
de Young du materiau. En effet, a la decharge, la pente S de la tangente (debut de
decharge) est donnee par :
S =δP
δZ(5.4)
Pour relier la pente determinee precedemment au module de Young, on utilise le modele
propose par Oliver et Pharr [28].
1
E=
1
1 − ν2×(
2β√
Ac
S√
Π− 1 − ν2
i
Ei
)(5.5)
ν : Coefficient de Poisson du materiau. Ei, νi et β : Coefficients elastiques et parametres
geometriques de l’indenteur. Il est important de noter que ce modele donne une valeur
moyenne du module de Young dans le plan (100) et ne tient pas compte du caractere
anisotrope du materiau.

CARACTERISATION MECANIQUE... 126
Fig. 5.4 – Cycle de charge/decharge du nanoindenteur
5.3 Description de l’essai utilise
Les mesures ont eu lieu au Laboratoire ”AFM” de l’Universite de Technologie de
Compiegne. Nous utilisons la methode de mesure de raideur en continu CSM (Conti-
nuous Stiffness Mesurement) pour acceder a la raideur de contact S. Cette methode est
detaillee dans [28] et [176]. L’instrument est calibre en employant un etalon. Le taux
de derive est preregle a < 0.05nm.s−1 avant chaque indentation.
Le processus des essais est base sur un protocole experimental bien defini. Nous allons
effectuer des indentations suivant la longueur de l’eprouvette en allant du point le plus
proche de bord decoupe vers l’extremite libre. Pour ce faire, nous nous sommes fixes les
parametres suivants :
a. Une penetration maximale d’indenteur d’environ 3µm,
b. Un pas δx entre deux indentations adjacentes egal a 25µm.
5.3.1 Forme de l’indenteur
Nous avons utilise principalement un indenteur conique de revolution de demi-angle
theorique α = 70.3 avec un rayon de pointe = 26.85nm. Dans la suite de ce manuscrit,
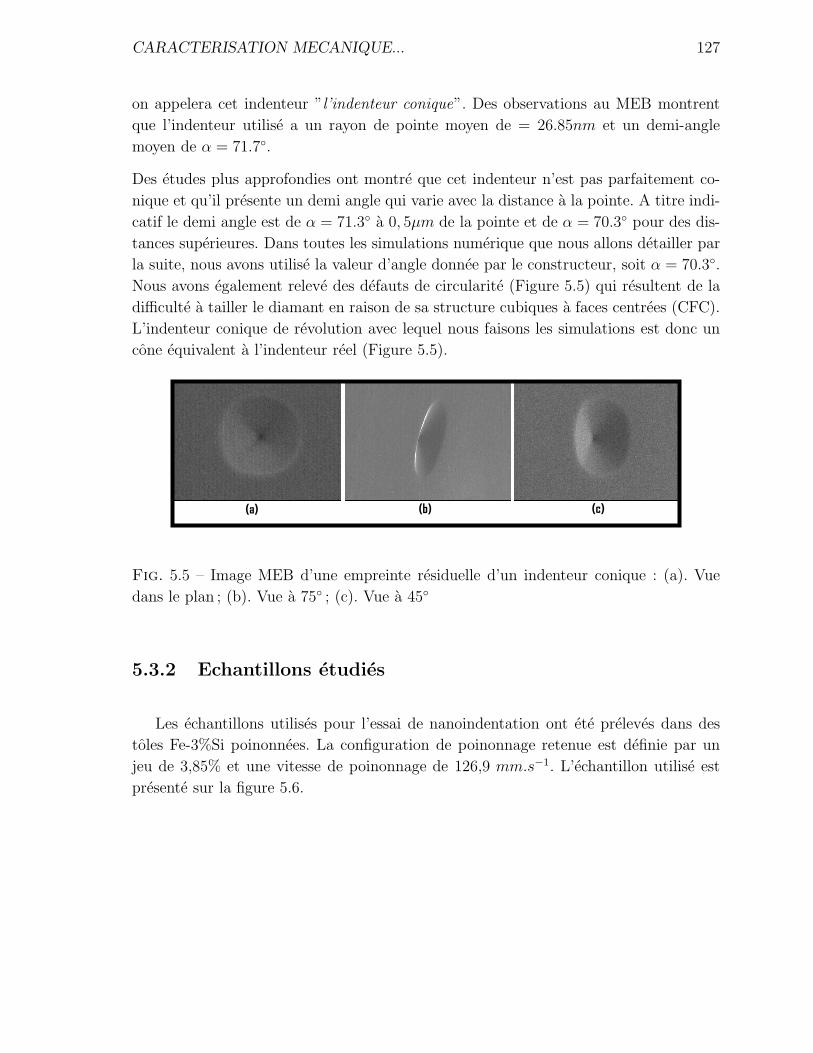
CARACTERISATION MECANIQUE... 127
on appelera cet indenteur ”l’indenteur conique”. Des observations au MEB montrent
que l’indenteur utilise a un rayon de pointe moyen de = 26.85nm et un demi-angle
moyen de α = 71.7.
Des etudes plus approfondies ont montre que cet indenteur n’est pas parfaitement co-
nique et qu’il presente un demi angle qui varie avec la distance a la pointe. A titre indi-
catif le demi angle est de α = 71.3 a 0, 5µm de la pointe et de α = 70.3 pour des dis-
tances superieures. Dans toutes les simulations numerique que nous allons detailler par
la suite, nous avons utilise la valeur d’angle donnee par le constructeur, soit α = 70.3.
Nous avons egalement releve des defauts de circularite (Figure 5.5) qui resultent de la
difficulte a tailler le diamant en raison de sa structure cubiques a faces centrees (CFC).
L’indenteur conique de revolution avec lequel nous faisons les simulations est donc un
cone equivalent a l’indenteur reel (Figure 5.5).
Fig. 5.5 – Image MEB d’une empreinte residuelle d’un indenteur conique : (a). Vue
dans le plan ; (b). Vue a 75 ; (c). Vue a 45
5.3.2 Echantillons etudies
Les echantillons utilises pour l’essai de nanoindentation ont ete preleves dans des
toles Fe-3%Si poinonnees. La configuration de poinonnage retenue est definie par un
jeu de 3,85% et une vitesse de poinonnage de 126,9 mm.s−1. L’echantillon utilise est
presente sur la figure 5.6.

CARACTERISATION MECANIQUE... 128
Fig. 5.6 – Echantillon poinconne utilise pour un essai de nanoindentation
5.3.3 Preparation des echantillons
La premiere etape importante dans le processus de caracterisation est la preparation
des echantillons. Les echantillons utilises dans ce travail ont necessite une preparation
particuliere en raison de l’oxydation en surface. Dans notre cas l’epaisseur initiale des
echantillons est un parametre tres important a cause du caractere magnetique du notre
materiau. Afin d’attenuer une zone oxydee genante qui se developpe a la surface de
l’echantillon sans avoir un effet secondaire au voisinage du bord decoupe, la methode
standard utilisee consiste en un polissage mecanique sur papiers abrasifs en finissant
par un papier a grain tres fin.
Apres avoir effectuer un polissage mecanique, une analyse microstructural s’avere necessaire
pour verifier l’etat de surface de l’echantillon et passer par la suite a l’indentation.

CARACTERISATION MECANIQUE... 129
5.4 Resultats experimentaux
5.4.1 Cycle charge/decharge
Des indentations de 3 µm de profondeur ont ete effectuees au voisinage du bord
decoupe (Figure 5.7). Pour eviter des interactions entre les indents, ceux-ci sont effectues
avec un pas de 25µm. L’indent 1 est celui qui est le plus proche du bord. La zone modulee
s’etale entre 100 µm et 600 µm du bord decoupe.
Fig. 5.7 – (a). Empreintes du nanoindenteur au voisinage du bord decoupe ; (b). Impact
remanent a la surface d’un echantillon
La figure 5.8 represente les courbes charge/penetration des 4 premiers points indentes.
Ces courbes montrent clairement une evolution des proprietes du materiau avec la dis-
tance au bord decoupe.
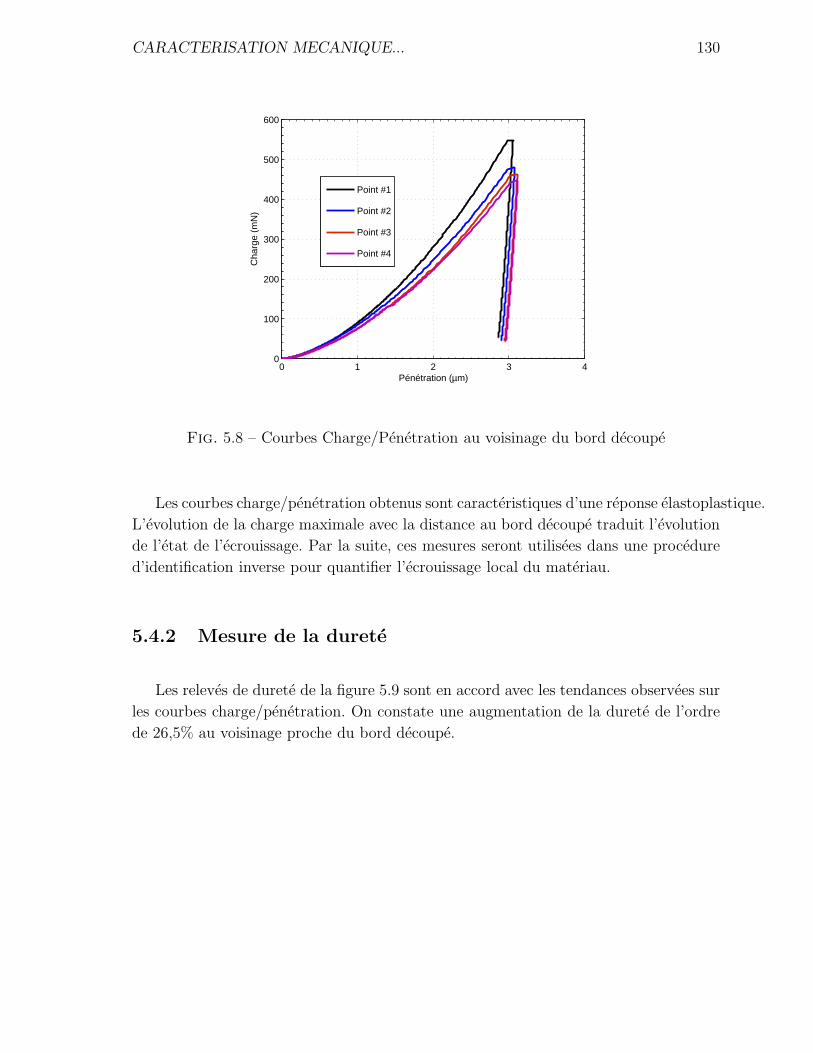
CARACTERISATION MECANIQUE... 130
0 1 2 3 40
100
200
300
400
500
600
Cha
rge
(mN
)
Pénétration (µm)
Point #1
Point #2
Point #3
Point #4
Fig. 5.8 – Courbes Charge/Penetration au voisinage du bord decoupe
Les courbes charge/penetration obtenus sont caracteristiques d’une reponse elastoplastique.
L’evolution de la charge maximale avec la distance au bord decoupe traduit l’evolution
de l’etat de l’ecrouissage. Par la suite, ces mesures seront utilisees dans une procedure
d’identification inverse pour quantifier l’ecrouissage local du materiau.
5.4.2 Mesure de la durete
Les releves de durete de la figure 5.9 sont en accord avec les tendances observees sur
les courbes charge/penetration. On constate une augmentation de la durete de l’ordre
de 26,5% au voisinage proche du bord decoupe.

CARACTERISATION MECANIQUE... 131
0 100 200 300 400 500 6002
2.1
2.2
2.3
2.4
2.5
2.6
2.7
H (
GP
a)
Distance au voisinage du bord découpé (µm)
Fig. 5.9 – Evolution de la durete au voisinage du bord decoupe
L’evolution de la durete H avec la distance au bord decoupe δ peut etre approchee
par [72] :
H = H0
(1 +
α
(δ + β)n
)(5.6)
H0 est la durete initiale du materiau, que nous retrouvons lorsque la distance du bord
decoupe tend vers l’infini. α, β et n sont des constantes caracteristiques du modele.
5.5 Identification inverse
Pour acceder a des grandeurs caracteristiques de l’etat du materiau a partir de l’es-
sai de nanoindentation, on utilise une technique d’identification inverse qui consiste a
analyser l’essai a l’aide d’un modele de comportement et a faire varier les parametres du
dit modele de faon a faire concider la reponse calculee avec les mesures. Pour ce faire,
on combine des analyses elements finis a la technique d’optimisation pour minimiser
l’ecart entre la reponse mesuree et la reponse calculee. Dans notre cas, l’identification
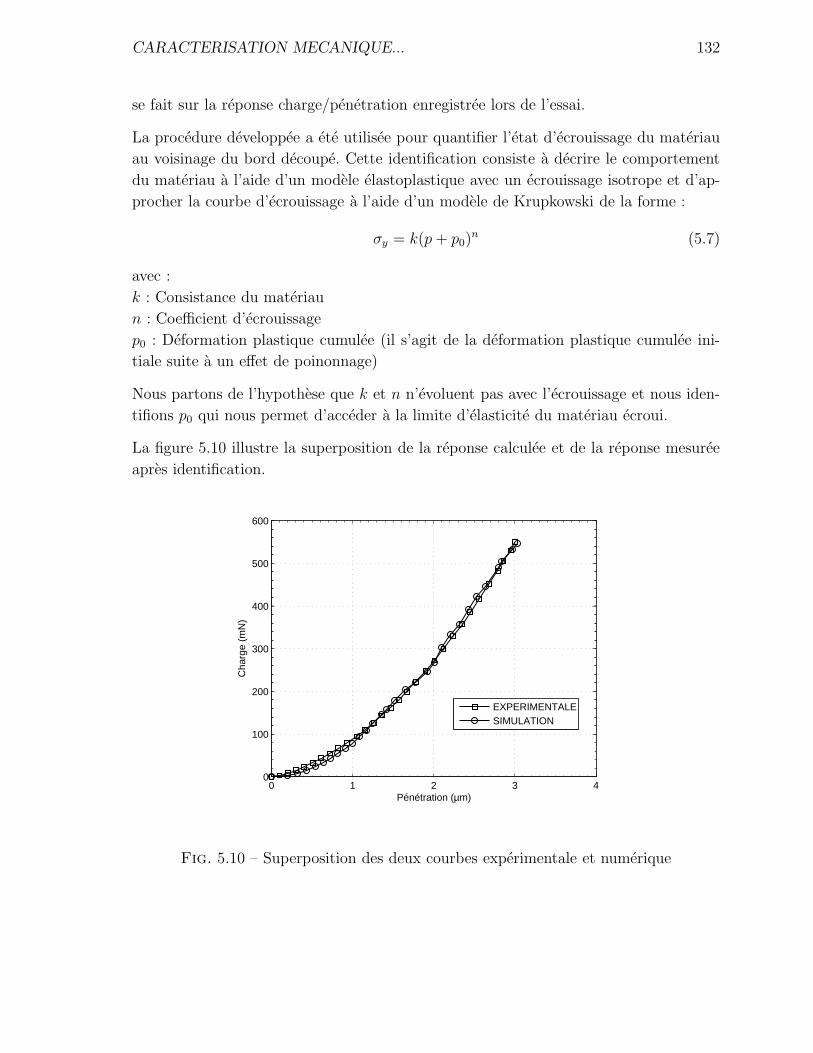
CARACTERISATION MECANIQUE... 132
se fait sur la reponse charge/penetration enregistree lors de l’essai.
La procedure developpee a ete utilisee pour quantifier l’etat d’ecrouissage du materiau
au voisinage du bord decoupe. Cette identification consiste a decrire le comportement
du materiau a l’aide d’un modele elastoplastique avec un ecrouissage isotrope et d’ap-
procher la courbe d’ecrouissage a l’aide d’un modele de Krupkowski de la forme :
σy = k(p + p0)n (5.7)
avec :
k : Consistance du materiau
n : Coefficient d’ecrouissage
p0 : Deformation plastique cumulee (il s’agit de la deformation plastique cumulee ini-
tiale suite a un effet de poinonnage)
Nous partons de l’hypothese que k et n n’evoluent pas avec l’ecrouissage et nous iden-
tifions p0 qui nous permet d’acceder a la limite d’elasticite du materiau ecroui.
La figure 5.10 illustre la superposition de la reponse calculee et de la reponse mesuree
apres identification.
0 1 2 3 40
100
200
300
400
500
600
Cha
rge
(mN
)
Pénétration (µm)
EXPERIMENTALESIMULATION
Fig. 5.10 – Superposition des deux courbes experimentale et numerique

CARACTERISATION MECANIQUE... 133
5.5.1 Description de la procedure d’identification
Pour l’identification inverse nous avons utilise le logiciel SiDoLo Version 2.44 com-
bine avec Abaqus. Ce logiciel est une boıte a outils pour l’identification de modeles de
comportement de systemes physiques. C’est un outil de simulation, qui permet, pour
certaines classes de systemes, de programmer tres simplement les equations de son
modele et d’obtenir les reponses de celui-ci a des sollicitations diverses. C’est surtout
un outil d’identification, qui permet lorsque l’on souhaite confronter un modele a des
resultats experimentaux, une estimation de tous les parametres du modele ”suffisam-
ment” sensibles aux essais utilises. L’evaluation des parametres du modele a identifier
se ramene ainsi a la resolution d’un probleme d’optimisation non lineaire. Le logiciel
SiDoLo utilise pour cette resolution des algorithmes classiques de minimisation. Le
couplage entre Abaqus et SiDoLo est illustre par la figure 5.11.

CARACTERISATION MECANIQUE... 134
Fig. 5.11 – Principe de la methode inverse

CARACTERISATION MECANIQUE... 135
5.5.2 Simulation de l’essai de nanoindentation
Pour evaluer la fonction cout et ses gradients lors de l’identification inverse, l’essai
de nanoindentation a ete modelise par elements finis. La modelisation d’un tel essai est
relativement delicate et souleve des questions relatives a des aspects tels que la taille
du domaine a discretiser, les conditions aux limites, la finesse de la discretisation, etc.
A la difference de la modelisation des essais de poinonnage, nous utilisons Abaqus/Stand-
ard (schema de resolution implicite) pour l’analyse de l’essai de nanoindentation. Ceci
est motive par la precision des predictions et la stabilite de la solution que requiere la
procedure d’identification inverse.
En raison des symetries du probleme, on utilise un modele axisymetrique et compte tenu
de la difference de rigidite entre l’indenteur et la tole, l’indenteur est suppose rigide.
La partie utile de la tole est discretisee a l’aide d’elements Q4 axisymetriques massifs a
integration reduite. Un maillage libre et plus fin est effectue dans la zone qui subit les
plus grandes distorsions, au voisinage de l’indenteur. 7591 elements sont utilises dont
4525 elements pour la zone la plus sollicitee. La longueur caracteristique d’un element
pres de l’indenteur est de 3,75nm.
La taille du domaine discretise doit etre suffisamment grande au regard la penetration
maximale afin d’eviter l’influence des conditions aux limites sur les resultats de l’ana-
lyse. La taille de domaine discretise et les conditions aux limites sont representees par la
figure 5.12. Cette taille de domaine discretise resulte d’un compromis entre la precision
des predictions et le temps de calcul. Pour la determiner, nous avons effectue des ana-
lyses avec differentes tailles de domaine discretise et compare les resultats obtenus aux
mesures. Le choix des conditions aux limites appropriees a fait l’objet d’investigations
similaires. Pour le frottement a l’interface tole/indenteur on utilise la loi classique de
Coulomb avec un coefficient de frottement de 0.05. Cette valeur a ete fixee sur la
base d’essais numeriques et des sources bibliographiques car il est toujours delicat de
connaıtre precisement le coefficient de frottement.
Lors de la simulation de l’essai, la zone situee sous l’indenteur subit des deformations
localisees tres importantes qui conduisent a des distorsions excessives des elements.
Pour limiter ces distorsions et garantir une bonne qualite des predictions, on utilise une
procedure d’adaptation de maillage. Dans cette etude, on utilise la technique ALE pour
repositionner les noeuds au cours des deformations.
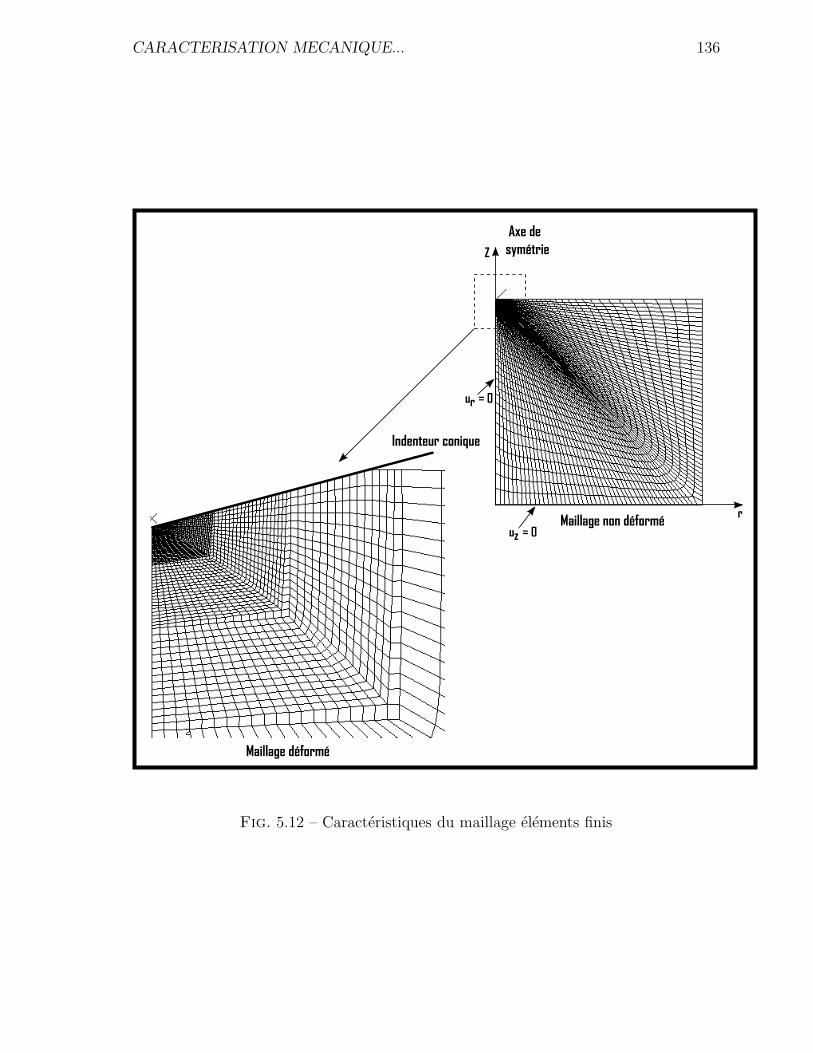
CARACTERISATION MECANIQUE... 136
Fig. 5.12 – Caracteristiques du maillage elements finis

CARACTERISATION MECANIQUE... 137
5.5.3 Resultats d’identification
Le parametre identifie dans cette etude est p0 qui, pour nous, represente la deformation
plastique cumulee du materiau apres poinonnage. Les deux autres parametres k et n
sont supposes independants du niveau d’ecrouissage et sont determines a partir des
essais de traction. Pour le materiau a l’etude, k = 750 MPa et n = 0, 245. Le niveau
de la deformation plastique cumulee a ete identifie sur les courbes charge/penetration
provenant des essais de nanoindentation a differentes distances δ du bord decoupe. Les
resultats obtenus sont representes par la figure 5.13. On constate une nette evolution
de la deformation plastique au bord du trou.
100 200 300 400 500 6000
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
Déf
orm
atio
n pl
astiq
ue c
umul
ée p
0
Distance au voisinage du bord découpé δ(µm)
IDENTIFICATION
Fig. 5.13 – Evolution de la deformation plastique cumulee p0 au voisinage du bord
decoupe
Les resultats d’identification presentes precedemment sont utilises pour determiner
l’evolution de la limite d’elasticite du materiau au voisinage du bord decoupe. Cette
limite d’elasticite est calculee a l’aide de l’equation 5.7 en utilisant la deformation
plastique identifiee.
La figure 5.14 illustre l’evolution de la limite d’elasticite avec la distance au bord du
trou. On observe une nette augmentation de celle-ci lorsqu’on s’approche du bord en
raison de l’ecrouissage provoque lors du poinonnage.

CARACTERISATION MECANIQUE... 138
100 200 300 400 500 600200
250
300
350
400
450
Lim
ite é
last
ique
σy
Distance au voisinage du bord découpé δ(µm)
IDENTIFICATION
Fig. 5.14 – Evolution de la limite elastique σy au voisinage du bord decoupe
5.5.4 Validation des resultats
Les resultats presentes dans le paragraphe precedent ont ete obtenus en combinant
les mesures de l’essai de nanoindentation a l’identification inverse. Par ailleurs, nous
disposons de la prediction du niveau d’ecrouissage au voisinage du bord decoupe issue
de la simulation numerique du procede. La figure 5.15 trace un trajet le long duquel
sera releve le niveau de la deformation plastique cumulee.
Fig. 5.15 – Trajet le long duquel est relevee la deformation plastique equivalente (Vi-
tesse de poinconnage = 126, 9mm.s−1 ; Jeu = 3, 85%)

CARACTERISATION MECANIQUE... 139
La comparaison des deux approches permet de valider a la fois la procedure d’iden-
tification inverse et les modeles de simulation de poinonnage (Figure 5.16).
100 200 300 400 500 6000
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0.08
Déf
orm
atio
n pl
astiq
ue c
umul
ée p
0
Distance au voisinage du bord découpé δ(µm)
IDENTIFICATIONSIMULATION
(a) Deformation plastique cumulee p0
100 200 300 400 500 600200
250
300
350
400
450
Lim
ite é
last
ique
σy
Distance au voisinage du bord découpé δ(µm)
IDENTIFICATIONSIMULATION
(b) Limite elastique σy
Fig. 5.16 – Comparaison entre les resultats de l’identification inverse et les predictions
de la simulation : (a). Deformation plastique equivalente p0 ; (b). Limite elastique σy

CARACTERISATION MECANIQUE... 140
La figure 5.16.a montre une comparaison entre les resultats de l’identification inverse
et les predictions de la simulation concernant la deformation plastique cumulee. Dans
la figure 5.16.b, on donne la meme comparaison pour la limite d’elasticite.
Ces resultats montrent une bonne correlation entre les resultats mesures (obtenus par
nanoindentation et identification inverse), meme s’il s’agit d’une mesure indirecte, et
les predictions obtenues par simulation du procede de poinonnage. En effet les ecarts
constates sont de l’ordre de 2, 5% pour le niveau de deformation plastique a l’endroit le
plus proche du bord decoupe. Concernant la limite d’elasticite l’ecart releve est de l’ordre
de 3, 14% au loin du bord decoupe. Pour cette zone, on retrouve la limite d’elasticite
initiale du materiau.
5.5.5 Interpolation des resultats au voisinage du bord decoupe
L’evolution de la deformation plastique cumulee au voisinage du bord decoupe sera
utilisee par la suite pour etablir des correlations entre l’etat mecanique du materiau et
la perte de permeabilite magnetique. Pour ce faire, nous avons besoin de construire une
interpolation de la deformation plastique cumulee en fonction de la distance du bord
decoupe. Compte tenu de la forme de l’evolution observee, la meilleure approximation
a ete obtenue a l’aide d’une equation de la forme :
ln(p0) = A + Bδ + Cδ2 + Dδ3 (5.8)
Les parametre A, B, C et D ont ete identifies a l’aide du logiciel TableCurve. Les valeurs
obtenues sont resumees dans le tableau 5.1.
Tab. 5.1 – Parametres de la loi obtenue reliant la deformation plastique equivalente a
δ
Parametres Valeur Limites
A -0,001366 δ ∈ [100 − 600]µm
B -0,065422
C 0,0005463
D -1,53511.10−6
On note que cette interpolation donne de bons resultats y compris pour les ni-
veaux de deformations tres faibles. Ceci est important pour l’utilisation que nous
en ferons par la suite. En effet les resultats de l’interpolation seront utilises pour
correler le niveau de la deformation plastique cumulee avec la chute de permeabilite

CARACTERISATION MECANIQUE... 141
magnetique. Or il se trouve que les materiaux ferromagnetiques possedent des ca-
racteristiques magnetiques particulierement sensibles aux faibles deformations (a titre
d’exemple, 1% de deformation plastique engendre 90% de chute de la permeabilite
maximale). Il est donc tres important d’avoir une bonne approximation meme pour les
faibles niveaux de deformation.
5.6 Synthese du chapitre 5
L’utilisation du dispositif de nanoindentation instrumente, nous a permis de determiner
l’evolution de certaines proprietes mecaniques principales, telle que la durete au voisi-
nage du bord decoupe suite a un effet de poinonnage. Combinee a une procedure d’iden-
tification inverse, cette technique nous a permis par la suite d’acceder a l’evolution du
niveau d’ecrouissage du materiau au voisinage du bord decoupe (deformation plastique
cumulee et limite d’elasticite). Les resultats obtenus ont ete compares a des predictions
issues de la simulation numerique du procede de poinonnage en vue de valider a la fois
la procedure d’identification et les modeles numerique de simulation du procede.
Par ailleurs, les estimations de deformation plastique cumulee au voisinage du bord
decoupe ont ete utilisees pour construire une approximation de l’evolution de celle-ci
avec la distance au bord decoupe. Cette interpolation sera utilisee dans le chapitre
suivant pour etablir une correlation entre le niveau d’ecrouissage (etat mecanique du
materiau) et la degradation des proprietes magnetiques (permeabilite magnetique, in-
duction maximale) qui resulte du poinonnage.
Chapitre 6
Caracterisation magnetique au
voisinage du bord decoupe
6.1 Introduction
Apres avoir etudie les modifications de l’etat d’ecrouissage de l’alliage Fe-Si au
voisinage du bord decoupe, nous nous proposons a present d’etudier les modifications
des proprietes magnetiques induites par le poinonnage.
Les mesures magnetiques, sont realisees sur des eprouvettes de traction ayant subi un
certain degre de deformation plastique. Nous decrivons le banc de mesures utilise a cet
effet, ainsi que le processus experimental adopte. L’influence de la deformation plastique
est alors determinee en relevant les caracteristiques suivantes : la courbe de premiere
aimantation et la permeabilite relative, sur des eprouvettes prealablement deformees.
Enfin, la correlation avec les resultats presentes dans le chapitre precedent concernant
l’evolution de la deformation plastique cumulee au voisinage du bord decoupe, a permis
aussi d’evaluer les caracteristiques magnetiques dans cette zone du materiau affectee
mecaniquement par le passage d’un outil de decoupe. Nous nous sommes inspires pour
cette partie des tarvaux de Hug [8] et Hubert [72], concernant l’etude de l’influence de la
deformation plastique sur le comportement magnetique des metaux ferromagnetiques.

CARACTERISATION MAGNETIQUE... 143
6.2 Materiel et techniques utilises
6.2.1 Description du banc de mesure
Pour la caracterisation magnetique, on utilise generalement un dispositif constitue
d’un circuit magnetique ferme autour de l’eprouvette [177], un systeme d’aimantation et
d’un systeme d’acquisition et de traitement de signaux electriques qui permet d’acceder
aux champs magnetique H et a l’induction B. Le banc utilise dans cette etude est
represente par la figure 6.1.
Fig. 6.1 – Aperu general du banc de mesures magnetiques
Il est constitue de deux culasses en ferrites, deux bobines primaires et d’une bobine
secondaire enroulee autour de l’eprouvette. Les culasses de fermeture sont des elements
important de dispositif puisqu’ils assurent la fermeture de flux.

CARACTERISATION MAGNETIQUE... 144
Celles utilisees dans cette etude sont de ferrites en U de haute permeabilite fournies
par Philips et sont schematiquement representees a la figure 6.2. Leurs caracteristiques
principales sont resumees dans le tableau 6.1.
Fig. 6.2 – Dimensions des culasses et bobinage d’excitation
Tab. 6.1 – Principales caracteristiques des ferrites (Veff (mm3), volume effective ; Leff
(mm), longueur effectif ; Seff (mm2), section effective ; m (g), masse ; µi (25C ; 0,1mT),
permeabilite initiale)
Grade Veff Leff Seff m µi
3C(MnZn) 199.103 308 645 500 2300±20
Les bobines primaires sont deux enroulement en fils de cuivre de 0,7 mm et 195
spires. Elles fournissent un courant maximale de 4 A pour assurer l’excitation du
systeme. Le bobinage secondaire qui reoit l’eprouvette au cours de l’essai est constitue
de 120 spires en fils de cuivre de 0.1 mm.
L’alimentation de l’ensemble, l’acquisition et le traitement des signaux electriques sont
assures par le systeme schematiquement decrit par la figure 6.3.

CARACTERISATION MAGNETIQUE... 145
Fig. 6.3 – Schema du systeme d’alimentation
Il est compose d’un bloc d’alimentation qui fournit un courant alternatif I(t) au
bobinage primaire. Ceci cree un flux magnetique variable qui est canalise par les culasses
dans l’eprouvette. La variation de ce flux induit une tension V (t) dans le bobinage
secondaire. L’acquisition du courant d’excitation et de la tension sont assures par une
mesure directe pour la tension et a l’aide d’un capteur a effet Hall pour le courant. Les
signaux ainsi obtenus sont traites a l’aide de dispositifs electroniques qui permettent
d’acceder au champ magnetique H(t) et a l’induction B(t) dans l’eprouvette.
6.2.2 Calculs des parametres magnetiques
Nous donnons dans ce paragraphe les relations permettant le calcul des parametres
magnetiques : le champ magnetique H(t) et l’induction B(t) dans l’eprouvette analysee.
Calcul du champ magnetique H(t)
Le champ magnetique superficiel a l’eprouvette cree par les bobinages primaires
est suppose etre directement proportionnel au courant d’excitation I(t). Il est calcule
conformement a la norme IEC, a partir du theoreme d’Ampere :
H(t) =Nbp
leqm
I(t) (6.1)

CARACTERISATION MAGNETIQUE... 146
ou Nbp est le nombre de spires du bobinage primaire et leqm est la longueur conventionnelle
du circuit magnetique, egale a la longueur interieure de la culasse.
Determination de l’induction B dans l’echantillon
La tension V (t) induite dans la bobine secondaire de nombre de spires Nbs est
proportionnelle a la variation du flux magnetique Φtotal commun a chaque spire (loi de
Faraday) :
V (t) = −Nbs
dΦtotal
dt(6.2)
La difference entre la section du bobinage secondaire Sbs et celle de l’eprouvette Se
(Sbs > Se) fait que le flux Φtotal mesure par la bobine est la somme du flux Φe dans
l’eprouvette et du flux Φair dans l’air du reste de la section du bobinage :
Φtotal = Φe + Φair = BSe + µ0H(Sbs − Se) (6.3)
Prenant en compte les relations (6.2) et (6.3), la formule de calcul de l’induction devient :
B(t) =1
Se
[1
Nbs
∫V (t)dt − µ0H(t)(Sbs − Se)
](6.4)
Comme le nombre de spires Nbs est connu et que le champ H(t) est calcule a partir du
courant d’excitation (6.1), les deux parametres qui restent a determiner sont les sections
de l’echantillon Se et de la bobine secondaire Sbs.
Nous souhaitons analyser des eprouvettes sollicitees mecaniquement a un certain ni-
veau de deformation, on tient donc compte de la variation de leur section, en faisant
l’hypothese de la conservation de leur volume :
Se =Se0
1 + εc
(6.5)
Nous travaillons sur des eprouvettes plates de traction de dimensions 167, 5mm de
longueur par 12, 5mm de largeur et d’epaisseur 0, 65mm. Se0 est la section initiale
(12,5 x 0,65 mm2), εc est la deformation conventionelle et µ0 la permeabilite du vide
4π.10−7H.m−1.
Dans ces conditions, la formule de calcul de l’induction devient :
B(t) =1 + εc
Se0
[1
Nbs
∫V (t)dt − µ0H(t)(Sbs −
Se0
1 + εc
)
](6.6)

CARACTERISATION MAGNETIQUE... 147
Permeabilite magnetique relative
Les cycles d’hysteresis peuvent maintenant etre determines. Le releve des valeurs
maximales du champ et de l’induction, Hmax et Bmax respectivement, servent a determiner
la courbe normale d’aimantation et a calculer la permeabilite relative µr avec la formule
(6.7) :
µr =1
µ0
Bmax
Hmax
(6.7)
Pour conclure, les parametres de construction du banc de mesure ainsi que les rela-
tions analytiques de calcul des grandeurs magnetiques sont donnes dans le tableau
recapitulatif 6.2.
Tab. 6.2 – Recapitulatif des parametres constructifs du banc et des relations de calcul
Nombre spires bobinage pri-
maire :Nbp
195
Longueur conventionnelle du circuit
magnetique :leqm (mm)
50,8
Nombre spires bobinage secon-
daire :Nbs
120
Section du bobinage secondaire :Sbs
(mm2)
123
Champ magnetique : H(t)(A/m)Nbp
leqm
I(t)
Induction magnetique : B(t)(T) 1+εc
Se0
[1
Nbs
∫V (t)dt − µ0H(t)(Sbs − Se0
1+εc)]
Permeabilite magnetique relative : µr1µ0
Bmax
Hmax
6.2.3 Traitement numerique des signaux
L’echantillonnage d’un signal continu periodique x(t) de periode Ts donne une suite
de valeurs x(nTe), ou Te est la periode d’echantillonnage :
x(t) ⇒ xe(t) = x(nTe), n ∈ Z (6.8)
Le courant d’excitation I(t) et la tension V (t) induite dans la bobine secondaire par la
variation du flux magnetique sont echantillonnes (Figure 6.4). Dans ces conditions, les
formules de calcul du champ, de l’induction sur une periode deviennent :
H(nTe) =Nbp
leqm
I(nTe), n = 1...Ts
Te
(6.9)
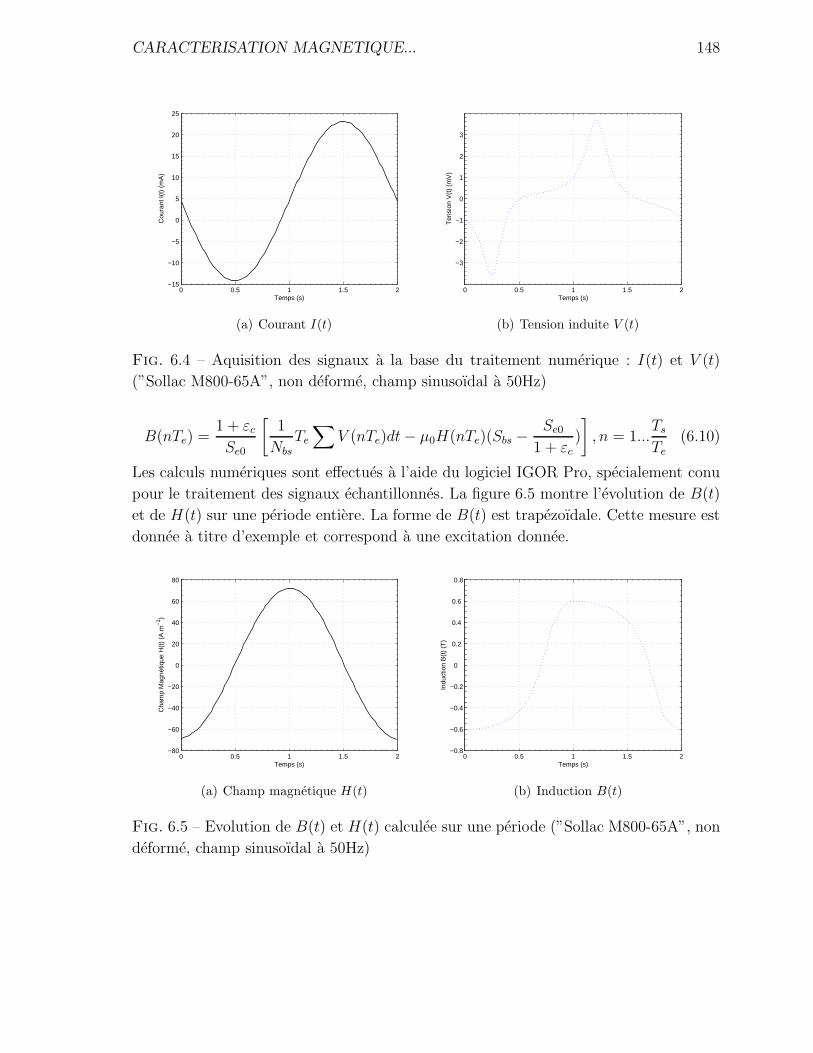
CARACTERISATION MAGNETIQUE... 148
0 0.5 1 1.5 2−15
−10
−5
0
5
10
15
20
25
Cou
rant
I(t)
(m
A)
Temps (s)
(a) Courant I(t)
0 0.5 1 1.5 2
−3
−2
−1
0
1
2
3
Ten
sion
V(t
) (m
V)
Temps (s)
(b) Tension induite V (t)
Fig. 6.4 – Aquisition des signaux a la base du traitement numerique : I(t) et V (t)
(”Sollac M800-65A”, non deforme, champ sinusoıdal a 50Hz)
B(nTe) =1 + εc
Se0
[1
Nbs
Te
∑V (nTe)dt − µ0H(nTe)(Sbs −
Se0
1 + εc
)
], n = 1...
Ts
Te
(6.10)
Les calculs numeriques sont effectues a l’aide du logiciel IGOR Pro, specialement conu
pour le traitement des signaux echantillonnes. La figure 6.5 montre l’evolution de B(t)
et de H(t) sur une periode entiere. La forme de B(t) est trapezoıdale. Cette mesure est
donnee a titre d’exemple et correspond a une excitation donnee.
0 0.5 1 1.5 2−80
−60
−40
−20
0
20
40
60
80
Cha
mp
Mag
nétiq
ue H
(t)
(A.m
−1 )
Temps (s)
(a) Champ magnetique H(t)
0 0.5 1 1.5 2−0.8
−0.6
−0.4
−0.2
0
0.2
0.4
0.6
0.8
Indu
ctio
n B
(t)
(T)
Temps (s)
(b) Induction B(t)
Fig. 6.5 – Evolution de B(t) et H(t) calculee sur une periode (”Sollac M800-65A”, non
deforme, champ sinusoıdal a 50Hz)
CARACTERISATION MAGNETIQUE... 149
6.3 Procedure experimentale
Les resultats presentes ci-apres sont bases sur un protocole experimental bien defini.
Nous avons realise des mesures completes des caracteristiques magnetiques du materiau
(”Sollac M800-65A”), pour differentes valeurs de deformations plastiques prealablement
imposees. Les essais se divisent en deux parties distinctes :
(a)- Deformation d’une eprouvette de traction a une valeur εp predefinie. Les eprouvettes
ont subi au prealable un traitement thermique visant a eliminer les contraintes
introduites au cours de leur usinage. Les conditions de ce recuit, effectue sous
vide, sont : θ = 750C, t = 10h.
(b)- Mesures des caracteristiques magnetiques de l’eprouvette a l’aide du banc de
mesures concu a cet effet.
Nous nous sommes fixes les parametres suivants : la temperature (θ = 20C) et la
frequence d’excitation dans le cas de mesures en courant sinusoıdale impose (f = 50Hz).
6.3.1 Mesures preliminaires
Mesures magnetiques sur eprouvette non deformee
Nous avons commence cette etude par une determination complete des proprietes
magnetiques du materiau non deforme. La figure 6.6 presente la courbe d’aimantation
et l’evolution de µr avec Hm le long de la courbe d’aimantation. Nous retrouvons les
trois zones classiques de la courbe d’aimantation :
– Le front de montee : Bm passe rapidement de 0 a 0,99T environ pour Hm compris
entre 0 et 150A.m−1,
– Le coude de saturation : l’augmentation de Bm est moins importante (passage de
0,99T a 1,40T pour Hm compris entre 150A.m−1 et 1000A.m−1),
– L’approche de la saturation : Bm augmente a present tres faiblement, atteignant
1,6T pour 6000A.m−1.
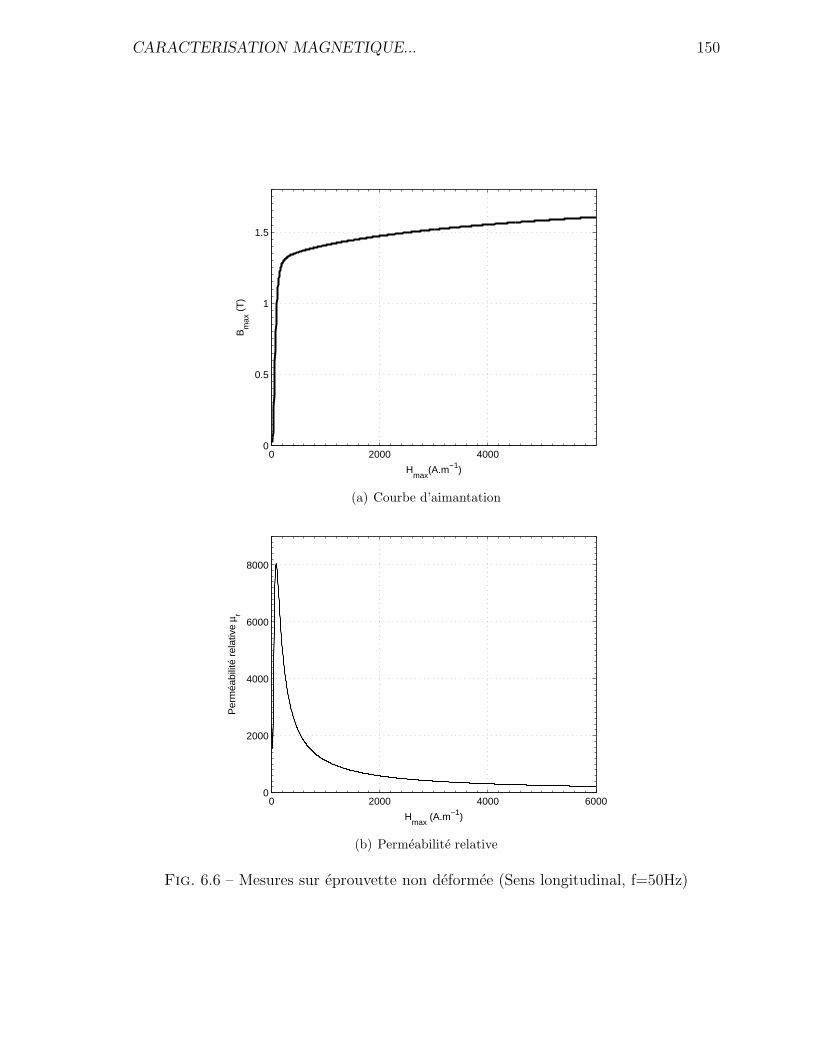
CARACTERISATION MAGNETIQUE... 150
0 2000 40000
0.5
1
1.5B
max
(T
)
Hmax
(A.m−1)
(a) Courbe d’aimantation
0 2000 4000 60000
2000
4000
6000
8000
Per
méa
bilit
é re
lativ
e µ r
Hmax
(A.m−1)
(b) Permeabilite relative
Fig. 6.6 – Mesures sur eprouvette non deformee (Sens longitudinal, f=50Hz)

CARACTERISATION MAGNETIQUE... 151
Les variations importantes de l’aimantation du materiau sont sans doute mieux
mises en valeurs si nous considerons la courbe µr(Hm) (Figure 6.6.b). Nous voyons
que la permeabilite relative maximale µrm = 8046, 41 est rapidement atteinte. Nous
pouvons considerer que la valeur de Hm correspondante indique la limite entre le front
de montee et le coude de saturation.
Le tableau 6.3 resume les caracteristiques magnetiques du ”Sollac M800-65A”, mesurees
dans le sens longitudinal d’une eprouvette de traction.
Tab. 6.3 – Proprietes magnetiques generales du ”Sollac M800-65A”, sens du laminage.
Mesures sur eprouvettes de traction non-deformees pour f=50Hz.Induction maximale (Bmax(T)) 1,60 (Hmax = 6000A.m−1)
Permeabilite relative initiale (µri) 2318,43
Permeabilite relative maximale (µrm) 8046,41
Une simulation par elements finis 1 a permis la visualisation du parcours des lignes de
champs pour le cas d’une eprouvette sans et avec un trou. La modelisation est pilotee par
l’intensite du courant qu’on impose a travers les conducteurs. Cette simulation a permis
aussi de tirer des constatations concernant l’efficacite et les perfermances declarees pour
ce type de dispositif utilise ( [178], [179]).
Les mesures effectuees sur les eprouvettes sont bien reproductibles. Pour le verifier,
nous nous sommes livres a deux tests : repetition des mesures sur une meme eprouvette ;
mesures sur plusieurs eprouvettes vierges. Nous avons constate une tres faible dispersion
entre ces differents resultats. Cette bonne reproductibilite nous permet donc de realiser
les mesures sur eprouvettes deformees et surtout de pouvoir comparer les resultats entre
eux.
Mesures magnetiques sur eprouvette percee
Il s’agit d’etudier experimentalement l’influence d’un poinonnage sur le comporte-
ment magnetique d’une tole 2. La caracteristique magnetique que nous analysons est la
courbe d’aimantation et la courbe d’evolution de la permeabilite relative. L’echantillon
subit un recuit prealable :
-Temperature : 820C
-Temps de maintien : 10h00
1Les resultats de cette simulation sont presentes en annexe C.2Les resultats de cette etude experimentale sont presentes en annexe D.

CARACTERISATION MAGNETIQUE... 152
6.3.2 Modification des caracteristiques magnetiques avec εp
La figure 6.7 montre l’evolution des courbes d’aimantation Bmax(Hmax), sommets
des differents cycles d’hysteresis releves pour plusieurs taux de deformation.
Nous constatons une deterioration importante des caracteristiques magnetiques des les
premiers stades de deformation plastique, surtout dans la zone du front de montee,
representative de la permeabilite relative maximale µrm.
0 2000 4000 60000
0.5
1
1.5
Bm
ax(T
)
Hmax
(A.m−1)
Non déformée
εp = 0,46%
εp = 5,26%
εp = 9,8%
εp = 18,9%
Fig. 6.7 – Courbes d’aimantation Bmax(Hmax) obtenues pour differents taux de
deformation plastique.
Cet effet est mis en evidence a la figure 6.8 qui presente les variations de µr en fonction
de Hm pour differentes valeurs de εp. A l’approche de la saturation, les caracteristiques
d’aimantation se rejoignent et tendent vers une limite commune representative de la
saturation magnetique.
La forte diminution de la permeabilite entraıne une modification de la forme des cycles
d’hysteresis (Figure 6.9).

CARACTERISATION MAGNETIQUE... 153
0 2000 4000 60000
2000
4000
6000
8000
Per
méa
bilit
é re
lativ
e µ r
Hmax
(A.m−1)
Non déformée
εp = 0,46%
εp = 5,26%
εp = 9,8%
εp = 18,9%
(a) Courbe lineaire
101
102
103
0
2000
4000
6000
8000
Per
méa
bilit
é re
lativ
e µ r
Hmax
(A.m−1)
Non déformée
εp = 0,46%
εp = 5,26%
εp = 9,8%
εp = 18,9%
(b) Courbe semi-logarithmique
Fig. 6.8 – Evolution de µr avec εp pour differentes valeurs de Hmax.
−6000 −4000 −2000 0 2000 4000 6000
−1.4
0
1.4
B (
T)
H (A.m−1)
Non déformée
εp = 0,46%
εp = 5,26%
Fig. 6.9 – Evolution des cycles d’hysteresis dynamiques avec εp.
6.4 Modelisation du comportement magnetique avec
εp
Les resultats experimentaux presentes aux figures 6.7 a 6.9 permettent de determiner
l’evolution des principaux parametres magnetiques avec εp. Pour une amplitude imposee

CARACTERISATION MAGNETIQUE... 154
du champ magnetique Hm, l’induction maximale Bm diminue avec les deformations
(Figure 6.10). Cette tendance est fortement marquee pour les faibles valeurs de Hm
(decroissance exponentielle) puis s’attenue a l’approche de la saturation (decroissance
lineaire).
0 5 10 15 200
0.2
0.4
0.6
0.8
1
1.2
1.4B
max
(T
)
εp (%)
Hmax
= 200 A.m−1
Hmax
= 1000 A.m−1
Hmax
= 5000 A.m−1
Fig. 6.10 – Evolution de Bmax avec εp pour trois valeurs de Hmax.
L’evolution des differentes permeabilites avec εp, pour Hm imposee, est similaire (Figure
6.11) ; la diminution la plus importante concerne µrm qui passe de 8046,41 a 1035,45
entre 0 et 0,5% de deformation. A l’approche de la saturation magnetique, µr reste
presque constante.
A la vue des resultats precedents, nous pouvons deduire certaines lois de comportement
reliant les parametres magnetiques aux deformations plastiques du materiau.
L’induction maximale atteinte pour une valeur Hm imposee diminue fortement avec εp
pour les faibles valeurs de Hm, puis cet effet s’estompe a mesure que le materiau se
sature magnetiquement.

CARACTERISATION MAGNETIQUE... 155
0 5 10 15 200
2000
4000
6000
8000
Per
méa
bilit
é re
lativ
e µ r
εp (%)
µri
µrm
Fig. 6.11 – Evolution de µr avec εp pour differentes valeurs de Hmax.
Nous pouvons modeliser les donnees experimentales de la figure 6.10 par la relation
generale suivante :
Bmax =κ0
κ1 + εκ2p
(6.11)
B0max = κ0/κ1 represente l’induction maximale atteinte pour un champ donne, le
materiau etant vierge d’un point de vue mecanique. κ0, κ1 et κ2 sont des constantes
caracteristiques de la degradation mecanique et fonction de l’amplitude maximale du
champ magnetique applique. Pour les trois series de mesures presentees a la figure 6.12,
nous obtenons :
Bmax =
0,265
0,204+ε0,215p
pour Hmax = 200A.m−1 ; B0max = 1, 29T
1,890
1,342+ε0,230p
pour Hmax = 1000A.m−1 ; B0max = 1, 40T
195,7125,5+ε1
ppour Hmax = 5000A.m−1 ; B0
max = 1, 55T
(6.12)
Cette derniere loi (Bmax pour Hmax = 1000A.m−1) peut etre approximee par une
regression lineaire entre 0 et 20%. Nous avons alors :
Bmax = 1, 557 − 0, 0012.εp (6.13)
Concernant la permeabilite relative maximale et initiale, nous avons :
µri = 363,69
0,156+ε0,20p
avec µ0ri = 2318,43
µrm = 1062,21
0,132+ε0,18p
avec µ0rm = 8046, 41
(6.14)

CARACTERISATION MAGNETIQUE... 156
µ0ri et µ0
rm etant respectivement les permeabilites relatives maximale et initiale obtenues
pour 0% de deformation.
6.5 Variation des proprietes magnetiques au voisi-
nage du bord decoupe
Nous avons determine dans le cinquieme chapitre de ce memoire une relation experimentale
reliant la deformation plastique cumulee p0 a la distance au voisinage du bord decoupe
grace a un essai de nanoindentation et son analyse inverse (cf. §5.5.5). D’autre part, la
formule (6.12) et (6.14) donne les variations de la permeabilite relative et de l’induction
maximale avec la deformation plastique. Nous pouvons donc ecrire ces lois empiriques
en fonction de la deformation plastique cumulee p0. Ceci nous permet egalement de
definir les parametres magnetiques en tout point au voisinage du bord decoupe.
Fig. 6.12 – Methode d’evaluation des proprietes magnetiques au voisinage du bord
decoupe
Prenons l’exemple de la permeabilite relative maximale : la relation (6.14) permet
d’ecrire, en fonction de la deformation plastique cumulee :
µrm =1062, 21
0, 132 + p0,180
(6.15)
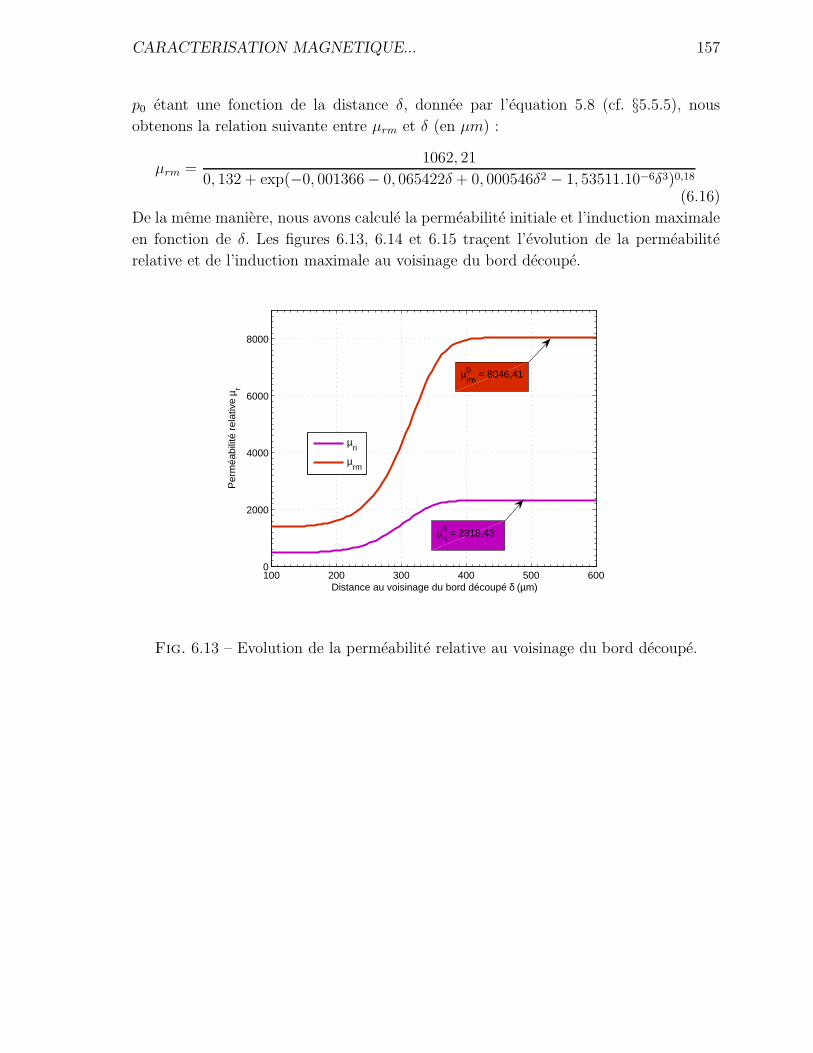
CARACTERISATION MAGNETIQUE... 157
p0 etant une fonction de la distance δ, donnee par l’equation 5.8 (cf. §5.5.5), nous
obtenons la relation suivante entre µrm et δ (en µm) :
µrm =1062, 21
0, 132 + exp(−0, 001366 − 0, 065422δ + 0, 000546δ2 − 1, 53511.10−6δ3)0,18
(6.16)
De la meme maniere, nous avons calcule la permeabilite initiale et l’induction maximale
en fonction de δ. Les figures 6.13, 6.14 et 6.15 tracent l’evolution de la permeabilite
relative et de l’induction maximale au voisinage du bord decoupe.
100 200 300 400 500 6000
2000
4000
6000
8000
Per
méa
bilit
é re
lativ
e µ r
Distance au voisinage du bord découpé δ (µm)
µri
µrm
µrm0 = 8046,41
µri0 = 2318,43
Fig. 6.13 – Evolution de la permeabilite relative au voisinage du bord decoupe.

CARACTERISATION MAGNETIQUE... 158
100 200 300 400 500 600
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
Indu
ctio
n m
axim
ale,
Bm
ax(T
)
Distance au voisinage du bord découpé δ (µm)
Hmax
= 200 A.m−1
Hmax
= 1000 A.m−1
Bmax0 = 1,40 T
Bmax0 = 1,29 T
Fig. 6.14 – Evolution de l’induction maximale au voisinage du bord decoupe (Induction
maximale a Hmax = 200 et 1000A.m−1)
100 200 300 400 500 6001.5584
1.5585
1.5586
1.5587
1.5588
1.5589
1.559
1.5591
1.5592
1.5593
1.5594
Indu
ctio
n m
axim
ale,
Bm
ax(T
)
Distance au voisinage du bord découpé δ (µm)
Hmax
= 5000 A.m−1
Bmax0 = 1,55936 T
Fig. 6.15 – Evolution de l’induction maximale au voisinage du bord decoupe (Induction
maximale a Hmax = 5000A.m−1)

CARACTERISATION MAGNETIQUE... 159
Les deformations deviennent tres faibles a partir d’une distance d’environ 300 µm au
bord de decoupe. Pour cette distance la degradation des proprietes magnetiques est non
negligeable. A mesure que nous nous eloignons du bord, µri, µrm et Bmax augmentent
tres rapidement pour retrouver les valeurs initiales, respectivement µ0ri, µo
rm et B0max.
- En bord de decoupe (a 100 µm), la permeabilite relative maximale atteint des valeurs
proche de 1404,75 ; soit une chute d’environ 82,54% de la valeur initiale.
- En bord de decoupe (a 100 µm), la permeabilite relative initiale atteint des valeurs
proche de 486 ; soit une chute d’environ 79% de la valeur initiale.
- Concernant l’induction maximale en bord de decoupe (a 100 µm), elle atteint des
valeurs proche de :
- 0,34 T pour Hmax = 200A.m−1 ; soit une chute d’environ 75,71%
- 1 T pour Hmax = 1000A.m−1 ; soit une chute d’environ 22,5%
- 1,5584 T pour Hmax = 5000A.m−1 ce qui est tres proche de la valeur initiale.
Ces resultats sont en accord avec ceux obtenus par Hubert [140], Ossart [180] concer-
nant l’etude de la mise en forme des dents de stators des machines electriques.
6.6 Synthese du chapitre 6
Nous avons mis au point un dispositif permettant la caracterisation des proprietes
magnetiques des eprouvettes de type toles Fe-Si ayant subi un certain degre de deformation
plastique. Le dispositif consiste en deux culasses de fermeture de champ positionnees
en contact direct avec l’echantillon. Le bobinage d’excitation est supporte par les cu-
lasses et le bobinage de mesure est de type encerclant. Par la suite une modelisation
par elements finis du dispositif nous certifie l’homogeneite du flux magnetique dans
l’eprouvette. Les erreurs dans la determination du champ magnetique, inherentes a la
methode employee, restent dans des limites raisonnables, en accord avec les perfor-
mances declarees pour ce type de dispositif.
Les mesures magnetiques effectuees sur les eprouvettes plastiquement deformees montrent
une forte degradation des caracteristiques Bmax(Hmax) et µr, des les premiers stades
d’ecrouissage. Les resulats ainsi obtenus sont correles aux resultats issus des tests de
nanoindentation et son identification inverse dans le but de quantifier les degradations
de ces proprietes magnetiques au voisinage du bord decoupe a l’issu d’une operation de
poinonnage. Les deux tableaux suivant recapitulent les differentes lois obtenues.

CARACTERISATION MAGNETIQUE... 160
Tab. 6.4 – Recapitulatif des lois obtenues reliant les differentes caracteristiques
magnetiques de l’alliage ”Sollac M800-65A” a la deformation plastique.
Parametre magnetique Formulation Limites
Bmax B0max.
κ(Hmax)
κ(Hmax)+εn(Hmax)p
Hmax ∈ [0 − 6000]
µri µ0ri.
αα+εn
pµ0
ri=2318,43 ; α= 0,156 ;
n=0,20
µrm µ0rm. β
β+εmp
µ0rm=8046,41 ; β= 0,132 ;
m=0,18
Tab. 6.5 – Recapitulatif des lois obtenues reliant les differentes caracteristiques
magnetiques de l’alliage ”Sollac M800-65A” a la distance ’δ’ au voisinage du bord
decoupe.
Parametre magnetique Formulation
B200max
0,2650,204+exp(−0,001366−0,065422δ+0,000546δ2−1,53511.10−6δ3)0,21
B1000max
1,8901,342+exp(−0,001366−0,065422δ+0,000546δ2−1,53511.10−6δ3)0,23
B5000max
195,7125,5+exp(−0,001366−0,065422δ+0,000546δ2−1,53511.10−6δ3)
µri363,69
0,156+exp(−0,001366−0,065422δ+0,000546δ2−1,53511.10−6δ3)0,20
µrm1062,21
0,132+exp(−0,001366−0,065422δ+0,000546δ2−1,53511.10−6δ3)0,18

Chapitre 7
Conclusion
Les travaux menes dans le cadre de la these portent sur deux volets, d’une part l’ana-
lyse et la modelisation des tests de decoupe (poinonnage et cisaillage) et d’autre part
la caracterisation de l’etat mecanique et magnetique du materiau au voisinage du bord
decoupe. L’ensemble aboutit a la correlation de l’etat du materiau (niveau d’ecrouissage)
au voisinage du bord decoupe a la degradation de ses proprietes magnetiques (chute de
permeabilite).
7.1 Analyse et modelisation de la decoupe
En ce qui concerne les aspects experimentaux des travaux, des essais de traction
unixiale a differentes vitesses de deformation ont permis de determiner le comporte-
ment mecanique du materiau et sa sensibilite a la vitesse. Les courbes de traction
obtenues sont typiques des alliages Fer-Silicium de structure cubique centrees. Elles
presentent un decrochement de contrainte en debut de la plasticite de l’ordre d’une
dizaine de MPa ainsi qu’un palier de Luders de longueur d’environ 3% de deformation.
Des tests sous differentes directions de chargement (DL, 30, 45, 60 et DT) ont clai-
rement montre un comportement isotrope du materiau. En effet, la variation des ca-
racteristiques mecaniques (limites d’elasticite, contrainte maximale, etc.) ne depasse
pas les 6%. La courbe d’ecrouissage du materiaux en quasi statique est representee par
un modele de Hollomon avec K = 770 MPa et n =0,26.
Pour effectuer des essais de traction a vitesse de deformations constante, un dispositif
de VideoTraction a ete utilise. Nous avons ainsi pu realiser des essais a des vitesses de
deformation allant de 10−5 a 5.10−3s−1. Les courbes obtenues montrent que la sensibi-

CONCLUSION 162
lite du comportement a la vitesse de deformation peut etre representee par une trans-
lation homothetique de la courbe quasi-statique. En effet, malgre l’augmentation de la
contrainte d’ecoulement plastique en fonction du taux de deformation, les parametres
de la loi de Hollomon restent sensiblement identiques. Pour representer le comporte-
ment du materiau avec la dependance a la vitesse, nous avons retenu un modele de la
forme :
σ(ε, ε) = Kεnp
(ε
εref
)m
(7.1)
avec εref le taux de deformation quasi-statique.
Par ailleurs, des essais de poinonnage et de cisaillage ont ete effectues au CETIM-Senlis
afin d’analyser l’influence de differents parametres du procede tels que le jeux outil-
matrice et la cadence (vitesses de decoupe/deformation). Parmi les resultats les plus
remarquables on rappelle que pour le poinonnage, comme pour le cisaillage, l’accroisse-
ment du jeu conduit a la diminution de l’effort global de decoupe de 10 a 15% (Figure
4.10 et Figure 4.22). Ce resultat a ete releve dans plusieurs travaux ( [74], [73], [169]).
Dans les gammes de vitesse explorees, nous n’avons pas releve d’influence notable de
la vitesse de deformation sur l’effort maximum de decoupe. Ce resultat peut etre at-
tribue au phenomene d’adoucissement thermique qui, dans le cas des aciers, contribue
a la diminution de la contrainte de l’ecoulement plastique quand la temperature du
materiau augmente. En effet, les vitesses de deformation en decoupe peuvent atteindre
100 s−1 et engendrer ainsi un gradient local de temperature non negligeable. Tous les
materiaux ne reagissent pas de la meme faon et une etude du CETIM [169] portant
sur le poinonnage de sept types de materiaux divers avec des vitesses allant de 38 a
508 mm.s−1 a conclu que ”L’influence de la vitesse paraıt etre complexe a etudier et il
semble que les tendances obtenues doivent etre reliees a un domaine de vitesse donne
et pour des nuances particuliere de materiaux travailles”. Cependant, on observe une
influence importante de la vitesse de decoupe sur la penetration a rupture et donc sur le
profil du bord decoupe. En effet, pour les faibles vitesses, la zone lisse qui a directement
reliee a la penetration a rupture represente environ 70% de l’epaisseur alors que pour
les vitesses les plus elevees, elle atteint jusqu’a 90% de l’epaisseur.
L’analyse des facies de rupture a permis de degager quelques differences entre le poi-
nonnage et le cisaillage. Ces facies se composent d’une zone pliee, d’une zone cisaillee
et d’une zone de rupture ductile. La hauteur de la zone lisse en poinonnage n’est pas
sensible a la vitesse mais diminue en fonction du jeu. La zone arrachee n’est affectee ni
par la vitesse ni par le jeu. En cisaillage, la hauteur de la zone bombee est constante,
la zone lisse augmente et la zone arrachee diminue avec l’accroissement du jeu. Relati-
vement peu d’articles ont ete consacres a l’etude des facies de rupture dans le cas du
poinonnage et du cisaillage. Il est etabli que l’augmentation de la vitesse de decoupage
ameliore la qualite de celle-ci (diminution de la hauteur de bavure), mais des resultats

CONCLUSION 163
contradictoires peuvent exister [169].
En ce qui concerne les aspects numeriques, les tests de decoupe ont ete analyses a
l’aide d’un modele elements finis axisymetrique pour le poinonnage et en deformations
planes pour le cisaillage. Dans les modeles utilises, les outils sont consideres rigide.
Compte tenu de la severite des transformations dans la zone decoupe, un schema dyna-
mique explicite a ete retenu (Abaqus/Explicit). Pour eviter des distorsions excessives
des elements et garantir une bonne qualite des predictions, on utilise la technique ALE
pour adapter le maillage au cours du processus.
Compte tenu des objectifs de la these, le modele de comportement de la tole est un
point cle et a ce titre une attention particuliere lui a ete accordee. Pour cet aspect,
nous avons retenu une modele de comportement elastoplastique dependant de la vi-
tesse. L’endommagement est represente par le modele continu de Gurson, modifie par
Tvergaard et Needleman [118]. Ce modele comporte neuf parametres caracteristiques
du comportement du materiau a l’etude :
– R0 densite relative initiale, on considere arbitrairement une fraction volumique
du vide initiale de 10−4s−1 ;
– q1, q2 et q3 sont les parametres de calage du modele ajoute par Tvergaard ;
– eN , SN et fN pilotent la nucleation du vide au sein du materiau ;
– fF et fC controlent quant a eux la rupture critique.
Un jeu de parametre a ete identifie pour une courbe donnee et represente dans le tableau
4.4. Ce jeu de parametres permet une bonne modelisation d’un essai de poinonnage
pour un jeu et a une vitesse de poinon donnes mais n’est pas approprie pour les autres
configurations. Il doit etre ajuste pour les autres essais. Notre choix a ete de garder fixe
sept des neuf parametres et de ne faire varier que q1 et q3 (q3 = q21). q1 varie entre 0,5
et 3,3. La valeur la plus repandue etant 1,5 ( [170], [171]).
7.2 Correlation entre l’etat mecanique du materiau
et ses proprietes magnetiques
Pour acceder a des quantites caracteristiques de l’etat mecanique du materiau au
voisinage du bord decoupe, des essais de nanoindentation ont ete combine a l’identifi-
cation inverse. Des indentations ont ete effectuees a un pas regulier en partant du bord
decoupe. Les courbes charge/penetration ainsi obtenues ont ete utilisees en guise de
reponse mesuree pour identifier le niveau de deformation plastique equivalente a l’en-
droit de chaque indent. Nous avons ainsi etabli la variation du niveau d’ecrouissage avec
la distance au bord decoupe. Les resultats obtenus ont ete compares aux predictions

CONCLUSION 164
issues de la simulation numerique des tests de poinonnage. Ceci nous a permis de valider
a la fois les modeles numeriques utilises pour simulation du poinonnage et la procedure
d’identification utilisee pour caracteriser l’etat mecanique du materiau au voisinage du
bord decoupe.
Par ailleurs, des mesures magnetiques menees sur des eprouvettes de traction a different
taux de deformation ont permis d’etablir une courbe d’evolution de la permeabilite
magnetique en fonction de la deformation plastique. D’autres mesures magnetiques ont
ete menees sur des toles poinonnees et ont permis de quantifier la degradation de la
permeabilite magnetique liee au procede de decoupe.
La combinaison des resultats decrits precedemment nous a permis d’etablir une correlation
entre l’etat mecanique du materiau, notamment le taux de deformation plastique, et
la degradation de ses proprietes magnetiques (chute de permeabilite) au voisinage du
bord decoupe.
Ces resultats encourageants ont permis de progresser sur la voie du developpement d’un
outil predictif permettant de modeliser l’interaction entre le materiau, le procede de poi-
nonnage et les proprietes d’usage (ici les proprietes magnetiques). Un tel outil serait
d’une grande utilite pour l’aide a la conception de machines electriques tournantes.
7.3 Perspectives
Etant donnees les contraintes de temps, il fut impossible de realiser tous les travaux
prevus initialement. Par consequent, il semble approprie de conclure cette these par
quelques recommandations et quelques pistes de recherche particulierement porteuses.
– Les essais de traction ont montre que la reponse mecanique du materiau est sen-
sible a la vitesse de deformation : l’ecoulement plastique s’accroit avec l’aug-
mentation de la vitesse. La prise en compte de cet aspect a permis d’ameliorer
considerablement les resultats numeriques. Cependant quelques limites de notre
approche sont a noter. La premiere concerne la courbe d’ecrouissage utilisee pour
caracteriser le comportement mecanique du materiau en quasi-statique. A partir
d’un essai de traction uniaxiale, il nous est possible de tracer l’evolution de la
contrainte equivalente en fonction de la deformation plastique equivalente au sens
du critere de plasticite de von Mises. Une loi de la forme σ = Kεnp est identifiee
allant jusqu’a 40% de deformation. Pour les besoins numeriques ce modele est
extrapole a 300% de deformation plastique equivalente. Le critere de von Mises
n’etant valable que pour les faibles deformations, Jaoul [105] preconise pour des

CONCLUSION 165
deformations plus importantes, l’utilisation de la courbe d’ecrouissage generalisee.
Cette courbe est obtenue par divers essais experimentaux allant des plus simples
(traction, torsion, etc.) aux plus complexes (traction-torsion, traction biaxiale,
etc). Ainsi, le recours a de tels essais mecaniques complementaires semble plus
judicieux qu’une extrapolation pour la caracterisation du comportement aux tres
grandes deformations equivalentes.
– Une autre limite de ce travail concerne la modelisation a differentes vitesses de
deformation. Elle est du essentiellement a des limites materielles et technologiques.
En effet, la gamme de vitesses utilisee pour l’etude du comportement ne depasse
pas les 5.10−3 s−1, alors qu’en decoupe le materiau est sollicite a des vitesses allant
jusqu’a 104 s−1. La loi de comportement identifiee experimentalement est donc
extrapolee afin de couvrir les grandes vitesses. Afin de remedier a cet inconvenient
nous recommandons la mise niveau du dispositif de VideoTraction afin de pouvoir
effectuer des essais a de grandes vitesses ou envisager des tests type ” Barre de
Hopkinson”.
– L’amelioration du modele numerique doit etre effectuee pour le rendre plus precis
dans son estimation des faibles niveaux de deformation plastique. En effet, la
degradation magnetique se manifeste de maniere significative des les faibles taux
de deformations. Le modele numerique doit donc fournir une bonne estimation
de cette grandeur afin de determiner precisement la degradation des proprietes
magnetiques du materiau apres sa mise en forme.
– Signalons qu’une caracterisation mecanique via la nanoindentation et son analyse
inverse, paraıt un moyen tres efficace et assez simple pour acceder a des grandeurs
caracteristiques de l’etat mecanique du materiau au voisinage du bord decoupe.
Neanmoins, cette methode reste indirecte. Par consequent il faut envisager des
techniques directes pour valider les resultats obtenus via le test de nanoindenta-
tion et son analyse inverse.
– Developpement et amelioration des dispositifs de mesures magnetiques. L’ideal se-
rait de pouvoir mesurer les proprietes magnetiques locales. Des capteurs de bruit
Barkhausen semblent une bonne piste mais ils posent le probleme de miniaturi-
sation. Des developpements de cet aspect seraient pertinents.
– Il faut egalement envisager des mesures de contraintes residuelles au voisinage du
bord decoupe. De telles mesures permettent d’une part de disposer d’elements
complementaires de validation. Mais combinees a la realisation et la miniaturi-
sation de capteurs de bruit Barkhausen, elles ouvrent une voie tres interessante

CONCLUSION 166
pour l’application dans le domaine du controle non destructif.

Bibliographie
[1] Legrand.J. Stelly.M., Dormeval.R. Some metallurgical aspects of the dynamic
expansion of shells. In International Conference on Metallurgical Effects of Hifh-
Strain-Rate Deformation and Fabrication, United States, 1981.
[2] Delanau.P. Biausser.H., Chauquet.P. Metallurgie des toles laminees sur train
continue. Techniques de l’ingenieur, 2005.
[3] Christophe.Z. Cours de technologie : Le principe du poinonnage, Janvier 2001.
[4] Maillard.A. Etude experiementale et theorique du decoupage. Thse de doctorat,
Universite de Technologie de Compiegne, 1991.
[5] Das.M.K Wong.V.G. Analysis of stresses in bar cropping. In
15th.Int.Mach.tool.Res.Conference,Birmingham,Macmillan, pages 617–624, 1975.
[6] Kondo.K. Mechanism of shearing processes of ductile sheet metals. Bull.the Japan
Soc. of Prec. Engg, 2(2), 1967.
[7] Steinmann.P. Askes.H., Kuhl.E. An ale formulation based on spatial and material
settings of continuum mechanics. part 2 : Classification and applications. Compu-
ter Methods in Applied Mechanics and Engineering, 193(39-41) :4223–4245, 2004.
[8] Hug.E. Etude des degradations des proprietes magnetiques d’alliages Fe-3%Si avec
les deformations plastiques. Application a la mise en oeuvre des toles utilisees
dans la conception des moteurs electriques. These de doctorat, Universite de
Technologie de Compiegne, France, 1993.
[9] Boude.S Reszka.M Hambli.R, Potiron.A. Sheet metal blanking simulation with
abaqus. In ABAQUS USER’S CONFERENCE, pages 409–417, Paris, 1995.
[10] Baaijens.F.P.T. Goijaerts.A.M., Govaert.L.E. Experimental and numerical inves-
tigation on the influence of process speed on the blanking process. Journal of
Manufacturing Science and Engineering, 124(2) :416–419, 2002.
[11] Nowacki.W.K. Klepaczko.J.R., Nguyen.H.V. Quasi-static and dynamic shearing
of sheet metals. European Journal of Mechanics - A/Solids, 18 :271–289, 1999.
[12] Manjoine.M.J. Influence of strain and temperature on yield stresses of mils steel.
Journal of applied mechanics, 11 :11–18, 1944.

Bibliographie 168
[13] Hann.G. Rosenfield.A.R. Numerical description of the ambiant low temperature
and high strain rate flow and fracture behaviour of plane carbon steel. Transac-
tions American Society for Metals, 59 :967, 1966.
[14] Rusinek.A. Modlisation thermoviscoplastique d’une nuance de tle d’acier aux
grandes vitesses de dformation. Etude exprimentale et numrique du cisaillement,
de la traction et de la perforation. Thse de doctorat, Universit de Metz, France,
2000.
[15] Lou.L. Fang.G., Zeng.P. Finite element simulation of the effect of clearance on
the forming quality in the blanking process. Journal of Materials Processing
Technology, 122(2-3) :249–254, 2002.
[16] Takakura.N. Iizuka.T. Hatanaka.N., Yamaguchi.K. Simulation of sheared edge
formation process in blanking of sheet metals. Journal of Materials Processing
Technology, 140(1-3) :628–634, 2003.
[17] Marouani.H. Etude numerique et experimentale de poinconnage et de cisaillage
des toles Fe-3%Si : Effect de la vitesse de deformation. These de doctorat, Uni-
versite de Technologie de Compiegne, Compiegne, 2006.
[18] Maillard.A. Rachik.M., Roelandt.J.M. Some phenomenological and computatio-
nal aspects of sheet metal blanking simulation. Journal of Materials Processing
Technology, 128(1-3) :256–265, 2002.
[19] Schmidt.K.H. Influence of punching on the magnetic properties of electrical steel
with 1% silicon. Journal of Magnetism and magnetic materials, 2 :136, 1976.
[20] Zawada.A. Szymura.S. Effect of cutting operation on core-loss of grain-oriented
silicon iron. Journal of Material Science, 16 :3194, 1981.
[21] Baaijens.F.P.T. Brokken.D., Brekelmans.W.A.M. Numerical modelling of the me-
tal blanking process. Journal of Materials Processing Technology, 83(192-199),
1998.
[22] Bressan.J.D. Vaz.J.M. A computational approach to blanking processes. Journal
of Materials Processing Technology, 125(126) :206–212, 2002.
[23] Samuel.M. Fem simulations and experimental analysis of parameters of influence
in the blanking process. Journal of Materials Processing Technology, 84(1-3) :97–
106, 1998.
[24] Maillard.A. Rachik.M., Roelandt.J.M. Numerical simulation of sheet metal blan-
king, predicting the shape of the cut edge. Key Engineering Materials, 233(329-
334), 2003.
[25] Boudifa.M. Modelisation macro et micro-macro des materiaux polycristallins en-
dommageables avec compressibilite induite. These de doctorat, Universite de Tech-
nologie de Troyes, France, 2006.
[26] Couderchon.G. Toles et alliages magnetiques doux. E1750-1, 1988.

Bibliographie 169
[27] Iordache.V.E. Suivi de l’etat de contraintes, appliquees et internes, des alliages
ferromagnetiques doux par mesure de leurs proprietes magnetiques. These de
doctorat, Universite de Technologie de Compiegne, France, 2003.
[28] Pharr.G.M. Oliver.W.C. An improved technique for determining hardness and
elastic modulus using load and displacement sensing indentation experiments.
Journal of Materials Research, 7 :1564–1583, 1992.
[29] CETIM, editor. Elements pour la conception et la realisation, volume 1. CRIF,
1989.
[30] VDI, editor. Verein Deutscher Ingenieure, volume 3368-3359, 1989.
[31] Bensimon.R. Les materiaux metalliques, volume 2. PYC Editions, 1970.
[32] Atkins.A.G. Surfaces produces by guillotining. Philosophical Magazine, 43 :627–
641, 1981.
[33] Swift.H.W. Chang.T.M. Shearing of metal bars. Journal of the Institute of Metals,
78 :119–146, 1950.
[34] Chang.T.M. Shearing of metal blanks. Journal of the Institute of Metals, 78(393-
414), 1951.
[35] Timmerbeil.F.W. Shearing of metal blanks. Journal of the Institute of Metals,
46(58-66), 1956.
[36] Iosipescu.N. New accurate procedure for single shear testing of metal. Journal of
Materials, 2 :537–566, 1967.
[37] Patrick.M. Technologie du cisaillage, Janvier 2001.
[38] Shrivastava.S. G’Sell.C., Boni.S. Application of the plane simple shear test for
determination of the plastic behaviour of solid polymers at large strains. Journal
of Materials Science, 18 :903–918, 1983.
[39] G’Sell.C. Rauch.E.F. Flow localization induced by a change in strain path in mild
steel. Materials Science and Engineering A, 111 :71–80, 1989.
[40] Tourabi.A. Wack.B. Cyclic simple shear of metallic sheet (application to a
aluminium-lithium alloy). Journal of Materials Science, 28 :453–457, 1993.
[41] Favier.D. Manach.P.Y. Shear and tensile thermomechanical behavior of near
equiatomic niti alloy. Materials Science and Engineering A, 222(1) :45–57, 1997.
[42] Myauchi.K. Yoshida.K. Experimental studies of mechanical behaviour as related
to sheet metal forming. Mechanics of Sheet Metal Forming, 2 :19–49, 1978.
[43] Kolsky.H. Stress waves in solids. Oxford University Press, pages 20–50, 1953.
[44] Ong.N.S Jana.S. Effect of punch clearance in the high-speed blanking of the thick
metal using an accelerator for mechanical press. Journal of mechanical working
technology, 19 :55–72, 1989.

Bibliographie 170
[45] Kurt.L and al. Bending, Handbook of metal forming. ISBN0-07-036285-8. First
edition, Mcgraw-Hill Book Compagny, USA, 1985.
[46] Yoshikai.T Osaki.T. Effect of profile in basal section in shearing process. Memoire
of the faculty of engineering, Kyushu University, 38(3) :249–273, September 1978.
[47] Yamasaki.T Osaki.T. Effect of the geometry of cutting edge of tool in blanking
process and punching. Memoire of the faculty of engineering, Kyushu University,
38(4) :371–395, December 1984.
[48] Hambli.R. Numerical fracture prediction during sheet-metal blanking process.
Engineering Fracture Mechanics, 68(Issue3) :365–378, 2000.
[49] Atkins.A.G. On cropping and related processes. International Journal of Mecha-
nical Science, 22 :215–231, 1980.
[50] Viaud Collet Gasnier Ferron, Cristescu. Lubrification en decoupage-etude des
efforts et deplacements en poinconnage-influence du lubrifiant. Technical Report
13 Y 322, CETIM Senlis, Aout 1983. partiel n3.
[51] Organ.S. Melor.C. Duclile fracture in metalic material. Proceeding Instrumental
Mechanics Engneering, 95(180) :79–88, 1965.
[52] Kobayshi.S Lee.C.H. New solutions to rigid-plastic deformation problems using
matrix method. Trans.ASME, J.Engng.Ind, 95 :865–886, 1973.
[53] King.I.P. Marcal.P.V. Elastic plastic analysis of two dimensional stress systems
by the finite element method, volume 9. Num.Meth.Ind.Form.Swansea, 1967.
[54] Taylor.L.M. Nagtegaal.J.C. Comparison of implicit and explicit finite
element methods for analysis of sheet forming problems. In Proc.1st
Int.Conf.NUMISHEET’91, pages 705–725, Zurich, Suisse, 1991.
[55] Huang.G.C. Zienkiewicz.O.C., Liu.Y.C. Error estimation and adaptivity in flow
formulation for forming problems. International Journal For Numerical Methods
In Engineering, 25 :23–42, 1988.
[56] Huang.G.C. Zienkiewicz.O.C. A note on localization phenomena and adaptive
finite-element analysis in forming processes. Communications in Applied Nume-
rical Methods, 6 :71–76, 1990.
[57] Liu.Y.C. Zienkiewicz.O.C., Huang.G.C. Adaptive fem computation of forming
processes - application to porous and non-porous materials. International Journal
For Numerical Methods In Engineering, 30(8) :1527–1553, 1990.
[58] Chenot.J.L. Fourment.L. Error estimators for viscoplastic materials : application
to forming processes. Engineering and Computations, 12 :469–490, 1995.
[59] Massoni.E. Moal.A. Finite element simulation of the inertia welding of two similar
parts. Engineering Computations, 12(6) :497–512, 1995.

Bibliographie 171
[60] Owen.D.R.J. Peric.D., Yu.J. On error estimates and adaptivity in elastoplastic
solids : Applications to the numerical simulation of strain localization in classical
and cosserat continua. International Journal For Numerical Methods In Enginee-
ring, 37(8) :1351–1379, 1994.
[61] Stein.E. Barthold.F.J., Schmidt.M. Error indicators and mesh refinements for
finite-element-computations of elastoplastic deformations. Computational Me-
chanics, 22(3) :225–238, 1998.
[62] Pelle.J.P. Gaillimard.L., Ladevze.P. Error estimation and adaptivity in elastoplas-
ticity. International Journal For Numerical Methods In Engineering, 39(2) :189–
217, 1996.
[63] Kachanov.L.M. Time of the rupture process under creep conditions.
Isv.Akad.Nauk., SSR., 8 :26–31, 1958.
[64] Vaz.J.M. Owen.D.R.J. Computational techniques applied to high-speed machi-
ning under adiabatic strain localization conditions. Computer Methods in Applied
Mechanics and Engineering, 171(3-4) :445–461, 1999.
[65] Quigley.I.J.J. Ortiz.M. Adaptive mesh refinement in strain localization problems.
Computer Methods in Applied Mechanics and Engineering, 90(1-3) :781–804, 1991.
[66] Gastaldi.L. Boffi.D. Stability and geometric conservation laws for ale formu-
lations. Computer Methods in Applied Mechanics and Engineering, 193(42-
44) :4717–4739, 2004.
[67] Idelsohn.S.R. Pin.F.D. Onate.E., Garcia.J. Finite calculus formulations for finite
element analysis of incompressible flows. eulerian, ale and lagrangian approaches.
Computer Methods in Applied Mechanics and Engineering, 195(23-24) :3001–3037,
2006.
[68] Aelaai.M. Contribution a l’etude de la modelisation des grandes transformations
elasto-plastiques, problemes de remaillage. These de doctorat, Universite de Tech-
nologie de Compiegne, 1986.
[69] Brissonneau.P. Non-oriented si-fe sheets. Journal of Magnetism and Magnetic
Materials, 19(1-3) :52–59, 1980.
[70] Ruder.W.E. Magnetically soft materials. Metal handbook, page 785, 1980.
[71] Ivanov-Smolenski.A. Machines electriques. Techniques sovietiques, 1 :201–214,
1980.
[72] Hubert.O. Influence des contraintes internes et de la structure des dislocations sur
les couplages magnetomecaniques dans les alliages Fe-3%Si a grains non-orientes.
These de doctorat, Universite de Technologie de Compiegne, France, 1998.
[73] Gurun.H. Tekiner.Z., Nalbant.M. An experimental study for the effect of different
clearances on burr, smooth-sheared and blanking force on aluminium sheet metal.
Materials And Design, 2006. In Press, Corrected Proof.

Bibliographie 172
[74] Guerin.F. Hambli.R. Application of a neural network for optimum clearance
prediction in sheet metal blanking processes. Finite Elements in Analysis and
Design, 39(11) :1039–1052, 2003.
[75] Potiron.A. Hambli.R. Finite element modeling of sheet-metal blanking operations
with experimental verification. Journal of Materials Processing Technology, 102(1-
3) :257–265, 2000.
[76] Singh.U.P. Date.P.P. Narasimhan.K. Maiti.S.K., Ambekar.A.A. Assessment of in-
fluence of some process parameters on sheet metal blanking. Journal of Materials
Processing Technology, 102(1-3) :249–256, 2000.
[77] Brokken.D. Brekelmans.W.A.M. Govaert.L.E. Baaijens.F.P.T. Stegeman.Y.W.,
Goijaerts.A.M. An experimental and numerical study of a planar blanking pro-
cess. Journal of Materials Processing Technology, 87(1-3) :226–276, 1999.
[78] Duffy.J. Testing techniques and materials behaviour at high rates of strain. In
2nd Conference on Mechanical Properties of Materials at High Rates of Strain,
london, 1979.
[79] Hollomon.J.H. Zener.C. Effects of strain upon plastic flow of steel. Journal of
Applied Physics, 15 :22, 1944.
[80] Zeghib.N.E. Etude experimentale et modelisation de la deformation plastique te-
nant compte du viellissement dynamique - cas des aciers doux. These de doctorat,
Universit de Metz, France, 1990.
[81] Zhao.H. Gary.G. Etude experimentale du comportement dynamique des mate-
riaux. Mecanique Et Industries, 1 :15–26, 2000.
[82] Molinari.A. Instabilite thermoviscoplastique en cisaillement simple. Journal of
Theoretical and Applied Mechanics, 4 :659–684, 1985.
[83] Ferguson.W.G. Campbell.J.D. Temperature and strain-rate dependence of the
shear strength of mlild steel. Philosophical Magazine, 21 :63–82, 1970.
[84] Duffy.J. Klepaczko.J.R. Strain rate history effects in body-centered-cubic metals,
mechanical testing for determination model development. Eds American Society
for Testing and Materials, pages 251–268, 1982.
[85] Hauser.F.E. Dharan.C.K.H. Determination of stress-strain characteristics at very
high strain rates effects in 1000-o aluminium. Experimental Mechanics, 10 :370–
376, 1970.
[86] Klepaczko.J.R. Rusinek.A. Shear testing of a sheet steel at wide range of strain
rates and a constitutive relation with strain-rate and temperature dependence of
the flow stress. International Journal of Plasticity, 17(1) :87–115, 2001.
[87] Litonski.J. Plastic flow of a tube under adiabatic torsion. Academie Polonaise
des Sciences, 25 :7–14, 1977.

Bibliographie 173
[88] Lubahn.J.D. Derivation of stress, strain, temperature, strain-rate relation for
plastic deformation. Journal of Applied Mechanics, 25 :7, 1947.
[89] Lubahn.J.D. Felgar.R.P. Plasticity and creep of metals. Journal of Applied Me-
chanics, 25, 1961.
[90] Shawki.T.G. Klopp.R.W., Clifton.R.J. Pressure-shear impact and the dynamic
viscoplastic response of metals. Mechanics of Materials, 4(3-4) :375–385, 1985.
[91] Molinari.A. Fressengeas.C. Inertia and thermal effects on the localization of plas-
tic flow. Acta Metallurgica, 33(3) :387–396, 1985.
[92] Yeakley.L.M. Lindholm.U.S. High strain rate testing : tension and compression.
Experimental Mechanics, 15 :22, 1968.
[93] Cook.W.H. Johnson.G.R. A constitutive model and data for metals subjected
to large strains, high strain rates and high temperatures. In 7th International
Symposium on Ballistics, The Hague, Netherlands, 1983.
[94] Cook.W.H. Johnson.G.R. Fracture characteristics of three metals subjected to
various strains, strain rates, temperature and pressures. Engineering fracture
materials, 21 :31–48, 1985.
[95] Bourgain.E. Revue critique des modeles de comportement mecanique d’aciers sous
sollicitations dynamiques : application a la caracterisation de nuances utilisees en
formage a froid. Rapport IRSID PE5797/EB/LT, IRSID, Novembre 1991.
[96] Symonds.P.S. Cowper.G.T. Strain-hardening and strain-rate effects in the impact
loading of cantilever beams. Division of Applied Mathematics, 1957.
[97] Karlsson Hibbitt and Sorensen. Abaqus theory manual. Manual, 2004. Version
6.5.1.
[98] Guinan.M.W. Steinberg.D.J., Cochran.S.G. Aconstitutive model for strain rates
form 10−4 to 10−4s−1. Journal of Applied Physics, 51(3), 1980.
[99] SOLLAC-ARCELOR. Rapport interne 17347/98, Bibliotheque d’ARCELOR,
1998.
[100] Klepaczko.J.R. A pratical stress-strain-strain rate-temperature constitutive rela-
tion of the power form. Journal of the Mechanics and Physics Solids, 15(2) :143–
165, 1987.
[101] Amstrong.R.W. Zerilli.F.J. Dislocation-mechanics-based constitutive relations for
materials dynamics calculations. Journal of Applied Physics, 61 :1816, 1987.
[102] Ruiz.C. Ruiz.D., Harding.J. The double notch shear test analysis and development
for material testing at very high strain rates. In Elseiver, editor, 1st International
Conference on Structures Under Shock and Impact, London and New York, 1989.
[103] Needleman.A. Material rate dependence and mesh sensitivity in localization pro-
blems. Computer Methods in Applied Mechanics and Engineering, 67 :69–86,
1988.

Bibliographie 174
[104] Robotnov.Y.N. Creep problems in structural members. North-Holland, 1969.
[105] Jaoul.B. Etude de la plasticite et application aux metaux. Number p600. Dunod,
Paris, 1965.
[106] Guttmann.M. La rupture ductile-la rupture fragile. Number 92-308. CESSID,
1992.
[107] Burg.C.A. McClintock.F.A., Kaplan.S.M. A criterion for ductile fracture by the
growth of holes. Journal of Applied Mechanics, 35 :363–371, 1968.
[108] Tracey.D.M. Rice.J.R. On the ductile enlargement of voids in triaxial stress fields.
Journal of the Mechanics and Physics of Solids, 17(3) :201–217, 1969.
[109] Okimoto.K. Shima.S. Oyane.M., Sato.T. Criteria for ductile fracture and their
applications. Journal of Mechanical Working Technology, 4(1) :65–81, 1980.
[110] Tvergaard.V. Huang.Y., Hutchinson.J.W. Cavitation instabilities in elastic-
plastic solids. Journal of the Mechanics and Physics of Solids, 39(2) :223–241,
1991.
[111] Chaboche.J.L. Lemaitre.J. Aspects phnomnologique de la rupture par endomma-
gement. Journal of Applied Mechanics, 2(3) :317–365, 1978.
[112] Chaboche.J.L. Lemaitre.J. Mcanique des matriaux solides. Bordas, 1985.
[113] Saanouni.K. Virtual metal forming including the ductile damage occurrence :
Actual state of the art and main perspectives. Journal of Materials Processing
Technology, 177 :19–25, 2006.
[114] Hammi.Y. Cherouat.A., Saanouni.K. Numerical improvement of thin tubes hy-
droforming with respect to ductile damage. International Journal of Mechanical
Sciences, 44 :2427–2446, 2002.
[115] Gurson.A.L. Continuul theory of ductile rupture by void nucleation and growth :
Parti-yield criteria and flow rules for porous ductile media. Journal of Engineering
Materials Technology, 99 :1–15, 1977.
[116] Tvergaard.V. Influence of voids on shear band instabilities under plane strain
conditions. International Journal of Fracture, 17(4) :389–407, 1981.
[117] Gilormini.P. Bornet.M., Bretheau.T. Homogeneisation en mecanique des
materiaux 2 : Comportements non lineaires et problemes ouverts. Science Pu-
blication, 2000.
[118] Tvergaard.V. Material failure by void growth to coalescence. advances in applied
mechanics. Advances in Applied Mechanics, 27 :395–407, 1990.
[119] Rice.J.R. Needleman.A. Limits to ductility set by plastic flow localization. Me-
chanics of Sheet Metal Forming, 1(3) :237–267, 1978.
[120] Shockey.D.A. Curran.D.R., Seaman.L. Dynamic failure of solids. Physics Reports
147(5-6), University of London, 1987. p.253-388.
Bibliographie 175
[121] Stroh.N. A theory of the fracture of metals. Advances in Physics, 6(24) :418–465,
1957.
[122] Sturgess.C.E.N. Hartley.P., Pillinger.I. Numerical modelling of material defor-
mation processes : research, development, and applications. London, New York :
Springer-Verlag, 1992.
[123] Sturgess.C.E.N. Rowe.G.W. Clift.S.E., Hartley.P. Fracture prediction in plastic
deformation processes. International Journal of Mechanical Sciences, 32(1) :1–17,
1990.
[124] Latham.D.J. Cockcroft.M.G. A simple criterion of fracture for ductile metals.
Technical Report 240, National Engineering Laboratory, 1966.
[125] Atkins.A.G. Fracture mechanics and metal forming : damage mechanics and
the local approach of yesterday and today. In Fracture research in retrospect,
Rotterdam, Balkema, 1997.
[126] Habraken.A.M. Zhu.Y.Y., Cescotto.S. Modelling of fracture initiation in metal
forming process. Material Processing defects, 1995.
[127] Baaijens.F.P.T. Brokken.D., Brekelmans.W.A.M. Predicting the shape of blanked
products : a finite element approach. Journal of Materials Processing Technology,
103(1) :51–56, 2000.
[128] Wu.W.t. Altan.T. Taupin.E., Breitling.J. Material fracture and burr formation
in blanking results of fem simulations and comparison with experiments. Journal
of Materials Processing Technology, 59(1-2) :68–78, 1996.
[129] Lee.T.C. Tang.C.Y. Chen.Z.H., Chan.L.C. An investigation on the formation
and propagation of shear band in fine-blanking process. Journal of Materials
Processing Technology, 138(1-3) :610–614, 2003.
[130] Baaijens.F.P.T. Goijaerts.A.M., Govaert.L.E. Evaluation of ductile fracture mo-
dels for different metals in blanking. Journal of Materials Processing Technology,
3(110) :312–323, 2001.
[131] Kang.B.S. Hwang.S.M. Shim.K.H., Lee.S.K. Investigation on blanking of thin
sheet metal using the ductile fracture criterion and its experimental verification.
Journal of Materials Processing Technology, 155(156) :1935–1942, 2004.
[132] Maeder.G. Barralis.J., Castex.L. Precontraintes et traintements superficiels.
Techniques de l’ingenieur, 1999.
[133] Plaut-Aubry.R. Mesure de contrainte residuelles par interferometrie de Speckle.
Memoire presente en vue d’obtenir le diplome d’ingenieur cnam, Conservatoire
National des Arts et Metiers de Paris, 2000.
[134] Broll.N. Caracterisation de solides cristallises par diffraction X. Techniques de
l’ingenieur, 1996.

Bibliographie 176
[135] Cotton.J.P. Diffraction et spectrometrie des neutrons. Techniques de l’ingenieur,
1999.
[136] Budnik.C. Essais non destructifs - Controle par ultrasons. Techniques de
l’ingenieur, 1997.
[137] Tabor.D. Atkins.A.G. Plastic indentation in metals with cones. Journal of the
Mechanics and Physics of Solids, 13(3) :149–164, 1965.
[138] Tabor.D. The physical meaning of indentation and scratch hardness. Journal of
Applied Physics, 7 :159–166, 1956.
[139] Fischer-Cripps.A.C. Nanoindentation. In Mechanical Engineering Series.
Springer-Verlag, New-York Berlin Heidelberg, springer edition, 2002.
[140] Hug.E. Hubert.O. Influence of plastic strain on magnetic behaviour of non-
oriented fe-3si and application to manufacturing test by punching. Materials
Science and Technology, 11(5) :482–487, 1995.
[141] Li.M. An experimental investigation on cut surface and burr in trimming alumi-
num autobody sheet. International Journal of Mechanical Sciences, 42 :889–906,
2000.
[142] Godec.Z. Influence of slitting on core losses and magnetization curve of grain-
oriented electrical steels. IEEE Transactions On Magnetics, 13(4) :1053, 1977.
[143] Dickmann.K. Influence of the laser cutting process on the magnetic properties of
electrical sheets. Anales De Fisica, Serie B, 86 :82, 1990.
[144] DeLorio.I. Tagliaferri.V. Tammaro.G. Lanotte.L., Luponio.C. Effect of laser cut-
ting on magnetic properties of grain oriented fesi ribbons. Materials Science and
Technology, 8 :252, 1992.
[145] Raghu.V Ghosh.A, Popat.P.B. A ,new aaproch to the mechanics of the blanking
operation : Theoritical model and experimental verification. Journal of mechanical
working technology, 11 :215–228, 1985.
[146] Hojo.H. Shearing mechanisms of phenolic paper base laminated sheets. Annals
of the CIRP, 14 :409–428, 1967.
[147] Jimma.T. The theorical research on the blanking of the sheet material. Technical
Report 1, Bulletin of JSME, 1963.
[148] Bussy.P Abdali.A, Benkrid.K. Numerical simulation of sheet cutting. In Procee-
dings NUMIFORM 95, pages 807–813, 1995.
[149] Govaert.L.E. Brokken.D. Brekelmans.W.A.M. Baaijens.F.P.T. Goijaerts.A.M.,
Stegeman.Y.W. Can a new experimental and numerical study improve metal
blanking ? Journal of Materials Processing Technology, 103(1) :44–50, 2000.
[150] Singh.U.P. Klingenberg.W. Finite element simulation of the punching/blanking
process using in-process characterisation of mild steel. Journal of Materials Pro-
cessing Technology, 143(3) :296–302, 2003.

Bibliographie 177
[151] Fukuda.B. Matsumura.K. Recent developments of non-oriented elctrical ateel
sheets. IEEE Transactions On Magnetics, 5 :1533, 1984.
[152] Degauque.J. Les pertes d’energie dans les ferromagnetiques metalliques doux :
origine physique. Mem. et Et.Scient.Rev.Metal, 1 :5, 1985.
[153] Bozorth.R.M. Ferromagnetism. D.Van Nostrand Company, N.Y., 1951.
[154] Jiles.D.C. Introduction to magnetism and magnetics materials. Chapmann and
Hall, N.Y., 1991.
[155] Wert.C. Dijkstra.L.J. Effect of inclusions on coercive force of iron. Physical
Reviewers, 79 :979, 1950.
[156] Lee.S. Hou.C.K., Hu.C.T. Effect of residual aluminium on the microstructure
and magnetic properties of low carbon electrical steels. Materials Science and
Engineering A, 125(2) :241–247, 1990.
[157] Kaneko.T. Yashiki.H. Effect of hot-band annealing on anisotropy of magnetic
properties in low-si semi-processed electrical steels. Journal of Magnetism and
Magnetic Materials, 112(1-3) :200–202, 1992.
[158] Kobayashi.H. Shimoyama.Y. Tachino.I. Miyoshi.K. Honma.K., Nozawa.T. Deve-
lopment of non-oriented and grain-oriented silicon steel. IEEE Transactions on
Magnetics, 21(5) :1903–1908, 1985.
[159] Jiles.D.C. The influence of size and morphology of eutectoid carbides on the
magnetic properties of carbon steels. Journal of Applied Physics, 36(8) :2980–
2982, 1988.
[160] Matsumara.K. Fukuda.B. Shimanaka.H., Ito.Y. Recent development of nono-
riented electrical steel sheets. Journal of Magnetism and Magnetic Materials,
26(1-3) :57–64, 1982.
[161] Houze Jr.G.L. Shilling.J.W. Magnetic properties and domain structure in grain
oriented 3% si-fe. IEEE Transactions on Magnetics, 10 :195, 1974.
[162] Hug.E. Evolution of the magnetic domain structure of oriented 3% si-fe sheets
withs plastic strain. Journal of Material Science, 30 :4417, 1995.
[163] Norme europeenne. Materiaux metalliques. Essais de traction. 10002-1E, 1990.
[164] Cottrell.A. An introduction to metallurgy, volume 139. The Institute of Materials,
London, 1995.
[165] Zaoui.A. Franois.D., Pineau.A. Comportement mecanique des materiaux-
elasticite et plasticite. Hermes, Tome1 :140, 1991.
[166] Hahn.G.T. A model for yielding with special reference to the yield-point pheno-
mena of iron and related bcc metals. Acta Metallurgica, 1962 :727–738, 1962.
[167] McLean.D. Carrington.W.E. Slip nuclei in silicon-iron. Acta Metallurgica,
13(5) :493–499, 1965.
Bibliographie 178
[168] Bouchet.B. De Fouquet.J. Violan.P., Simon.J. Contribution a l’etude de la relation
de hall et petch dans le fer pollycristallin, memoires et etudes scientifiques. Revue
de Metallurgie, 1 :37, 1967.
[169] Gasnier.J. Determe.H., Maillard.A. Donnees metier en decoupage : Quantification
de l’influence de la vitesse de decoupage. Rapport d’etude, CETIM, 1997.
[170] Kuna.M. Springmann.M. Identification of material parameters of the gurson-
tvergaard-needleman model by combined experimental and numerical techniques.
Computational Materials Science, 33(4) :501–509, 2005.
[171] Odegard.J. Zhang.Z.L., Thaulow.C. A complete gurson model approach for duc-
tile fracture. Engineering Fracture Mechanics, 67(2) :155–168, 2000.
[172] Oliver.W.C. Pethica.J.B., Hutchings.R. The relation between load and penetra-
tion in nanoindentation curves. Philosophical Magazine, 48(4) :593–606, 1980.
[173] Marchesisni.O. et al. Loubet.J.L., Gearges.J.M. Vickers indentation curves of
magnesium oxyde (mgo). Journal of Tribology, 106 :43–48, 1984.
[174] Loubet.J.L. Bec.S., Tonck.A. Indentation at the nanometer scale on ultra thin
films of diamond-like carbon. Mater.Res.Soc.Symp.Proc, 356 :657–662, 1995.
[175] Pharr.G.M. Tsui.T.Y. Substrate effects on nanoindentation mechanical property
measurement of soft films on hard substrates. Journal of Materials Research,
14 :292, 1999.
[176] Bhushan.B. Li.X. A review of nanoindentation continuous stiffness measurement
technique and its applications. Materials Characterization, 48 :11–36, 2002.
[177] Brissonneau.P. Magntisme et matriaux magntiques pour l’lectrotechniques. Hrmes,
1997.
[178] Belgrand.T. Measurement of grain oriented electrical steel properties using iec
404-3 standard. Journal de Physique IV France, 8(1) :737, 1998.
[179] Girgis.R.S. The single sheet tester. its acceptance, reproducibility and application
issues on grain-oriented steel. Journal de Physique IV France, 8(1) :729, 1998.
[180] Hubert.O. Buvat.C. Billardon.R. Ossart.F., Hug.E. Effect of punching on electri-
cal steels : Experimental and numerical coupled analysis. IEEE Transactions on
Magnetics, 36(5) :3137–3140, 2000.
[181] Rice.J.R. Mc.Meeking.R.M. Finite element formulations for problems of large
elastic-plastic deformation. International Journal of Structures, 11, 1975.
[182] De Jong.J.E. Nagtegaal.J.C. Some computational aspects of elastic-plastic large
strains analysis. International Numerical Methods Engneering, 1981.
[183] Sidoroff.F. Cours sur les grandes deformations. Technical Report 51, GRECO-
France, 1982.

Bibliographie 179
[184] Detraux.J.M. Formulations et Applications en Grandes Deformations de Solides.
these de doctorat, Universite de Technologie de Compiegne, 1985.
[185] Hashimoto.K. Makinouchi.A., Ogawa.H. Finite element simulation of bending
processes of steel-polymer steel laminate sheet. In 15th biennial Congress IDDRG,
pages 195–204, Michigan, USA, 1988.
[186] Ogawa.H. Makinouchi.P. Simulation of sheet bending processes by elastic-plastic
finite element method. Annals of the CIRP 1, 1989. Vol.38, 279-282.
[187] Benson.D.J. Hallquist.J.O., Goudreau.G.L. Sliding interfaces with contact-impact
in large-scale lagrangian computations. Computer Methods in Applied Mechanics
and Engineering, 51 :107–137, 1985.
[188] Honecker.A. Mattiasson.K. Finite element procedures for 3d sheet forming si-
mulation. In Baalkema, editor, Proceedings NUMIFORME’89, pages 457–463,
1989.
[189] Honecker.A. Schedin.E. Hamman.T. Melander. Mattiasson.K., Bernspang.L. On
the use of explicite time integration in finite element simulation of industrial
sheet forming process. In FE-Simulation of 3-D sheet metal forming processes in
automative industry, pages 479–515, Zurich, May 1991.
[190] Rice.J.R. Nagtegaal.J.C., Parks.D.M. On numerically accurate finite element
solutions in the fully plastic range. Computer Methods in Applied Mechanics and
Engineering, 4 :153–177, 1974.
[191] Hallquist.J.O. Schweizerhof.K. On the use of explicite time integration in finite
element simulation of industrial sheet forming process. In FE-Simulation of 3-D
sheet metal forming processes in automative industry, pages 405–439, Zurich, May
1991.
[192] Narainen.R. Comparaison de trois methodes de calcul pour la simulation de l’em-
boutissage de toles axisymetriques. these de doctorat, Universite de Technologie
de Compiegne, 1993.
[193] Moreau.J.J. Jean.M. Unilaterality and dry friction in the dynamics of rigid body
collections. In Presses Polytechniques Universitaires Romandes, editor, Procee-
dings of Contact Mechanics International Symposium, pages 31–48, 1992.
[194] Wronski.M. Couplage du contact et du frottement avec la mecanique non lineaire
des solides en grandes deformations. Application a l’etude des blocs de mousse en
polyrethane. these de doctorat, Universite de Technologie de Compiegne, 1994.
[195] Newmark.N.M. A method of computation of structural dynamics. Journal Engi-
neering Mechanical Division, 85 :67–94, 1959.
[196] Houlbot.J.C. A recurence matrise solution for the dynamic response of elastic
aircraft. Journal Aerospatial Sciences, 17 :540–550, 1950.
[197] Bathe.K.J. Numerical methods in finite element analysis. Prentice Hall, 1976.

Bibliographie 180
[198] Subbaraj.K. Dokainish.M.A. A survey of direct time integration methods in com-
putational dynamics-explicit methods. Computers and Structurs, 32(6) :1371–
1386, 1989.
[199] D’costa.J.F. Tamma.K. A new explicit variable time-integration self starting
methodology for computational structural dynamics. International Journal For
Numerical Methods In Engineering, 33 :1165–1180, 1992.
[200] Zimmerman.T.K. Hughes.J.R., Liu.W.K. Lagrangian eulerian finte element for-
mulation for incompressible viscous flows. Computer methods in applied mechnics
and engineering, 29 :329–349, 1981.
[201] Liu W.K. Hu.Y.K. Ale finite element formulation for ring rolling analysis. Inter-
national Journal For Numerical Methods In Engineering, 33 :1217–1236, 1992.
[202] Martinet.F. Etude et mise en uvre d’une formulation ALE - Application au
contact lubrifie en mise en forme. These de doctorat, Universite Aix-Marseille II,
1998.
[203] Ponthot.J.P. Mecanique des milieux continus solides en grandes transformations
et traitement unife par la methode des elements finis. These de doctorat, Univer-
site de Liege, 1995.
[204] Leyland.P. Blom.F. Analysis of fluid-structure interaction on moving airfoils by
means of an improved ale method. AIAA, 1170 :11–19, 1997.

Annexe A
Algorithmes de resolution
A.1 Equations d’equilibre
Sous l’action de forces surfaciques de densite fs exercees sur sa frontiere Ss, de
forces volumiques internes fv, ainsi que de deplacements imposes U sur sa frontiere Su,
un solide se deforme et atteint la configuration deformee Ct.
Fig. A.1 – Equilibre d’un solide

Annexe A. Algorithmes de resolution 182
Les equations d’equilibre du solide en configuration deformee s’ecrivent :
σij,xj+ fvi = ρ
dvi
dt(A.1)
avec les conditions aux limites suivantes :
σn = fs Sur Sf (A.2)
U = U Sur Su (A.3)
Dans cette equation, σij sont les composantes du tenseur des contraintes de Cauchy, fvisont les composantes des efforts exerces par unite de volume et ρ la densite du milieux
continu.
Dans le cas d’un comportement quasi-statique, on neglige dans la relation (A.1) le terme
ρdvi
dtdevant les autres. L’equation d’equilibre s’ecrit alors :
σij,xj+ fvi = 0 (A.4)
ceci peut etre ecrit sous la forme matricielle suivante :
[B]Tσ + fv = 0 (A.5)
avec σ = σxx, σyy, σzz, σxy, σxz, σyz et [B] une matrice d’operateurs differentiels.
A.2 Principe des puissances virtuelles
Nous exposons succinctement dans ce paragraphe les principales formulations de
principes variationnels en mecanique des solides en grandes transformations, en vue de
leur application au calcul numerique. Les developpements et demonstrations de ces for-
mulations peuvent etre trouves notamment dans [181] et [182]. Une revue des differentes
ecritures du principe des puissances virtuelles (PPV) a ete proposee par [183] et [184].
L’equilibre globale du solide peut etre exprime dans la configuration actuelle Ct a partir
de la relation (A.5) par le (PPV) ecrit sous la forme :
P (t,v∗) =
∫v∗
i σij,xjdv −
∫v∗
i fvi dv (A.6)

Annexe A. Algorithmes de resolution 183
pour tout champs de vitesses virtuelles v∗.
Le premier terme de l’expression (A.6) est integre par partie pour obtenir une formu-
lation dite faible ou l’ordre des derivees est minimum :
P (t,v∗) =
∫σijDij(v
∗)dv −∫
v∗i f
si ds −
∫v∗
i fvi dv (A.7)
ou Dij(v∗) est le tenseur taux de deformation virtuel, pour tout champ de vitesses
virtuelles v∗ cinematiquement admissible (v∗ = 0 sur Su).
De plus, en utilisant le tenseur des contraintes de Piola-Kirchoff de seconde espece S
et le tenseur taux de deformations virtuel de Green-Lagrange E(v∗), nous ecrivons le
(PPV) dans la configuration de reference :
P (t,v∗) =
∫SijEij(v
∗)dV −∫
v∗i f
s0idS −
∫v∗
i fv0idV (A.8)
La modelisation numerique des grandes transformations utilise alors soit une formula-
tion Lagrangienne totale ou les quantites de reference sont celles de la configuration
au temps t = 0, soit une formulation Lagrangienne actualisee a chaque pas. Les lois
de comportement elastoplastiques employees sont de nature Eulerienne, et donc sont
exprimees en fonction du tenseur Eulerien des contraintes de Cauchy σ, et du tenseur
taux de deformation D.
En utilisant la relation Tr(ABT ) = Tr(AB), nous pouvons ecrire :
σijDij = Tr(σD) =1
2(Tr(σL) + (σLT )) = Tr(σL) = σijLij (A.9)
Nous pouvons ainsi remplacer Dij par Lij dans (A.7) et ainsi obtenir la forme suivante
du (PPV) :
P (t,v∗) =
∫σijLij(v
∗)dV −∫
v∗i f
si ds −
∫v∗
i fvi dv (A.10)
A.3 Approche statique implicite
La configuration d’equilibre Ct+∆t est recherchee en fonction du chargement exterieur
inconnu Fext(t+∆t), en resolvant iterativement les equations d’equilibre. L’algorithme
de resolution employe est alors du type Newton-Raphson. Il consiste a construire une
suite d’approximations xi(t+∆t) solutions du systeme d’equations (A.11), afin d’an-
nuler le residu d’equilibre apres convergence :
[KT (xi)]∆x = R(xi)xi+1(t + ∆t) = xi(t + ∆t) + ∆x
(A.11)

Annexe A. Algorithmes de resolution 184
ou R(xi) est le residu global d’equilibre a l’iteration i, et [KT (xi)] la matrice tangente
globale evaluee a l’iteration i.
Deux techniques de calcul de la matrice tangente sont couramment employees dans
la methode implicite. Il s’agit du calcul par perturbation, simple a mettre en oeuvre,
mais peu precis et couteux en temps de calculs, et le calcul direct de la matrice tan-
gente, par derivation analytique des termes du residu par rapport aux accroissements
de deplacement, souvent prefere en raison de sa plus grande precision.
La methode implicite est generalement confrontee a des problemes de convergence dus
au couplage avec les inequations de contact frottement. C’est pourquoi, ces dernieres
annees, une methode de resolution basee sur une approche statique ou dynamique ex-
plicite a ete developpee.
A.4 Approche statique explicite
La configuration d’equilibre Ct+∆t est recherchee a partir de la configuration connu
Ct, en fonction de l’accroissement de chargement exterieur. La resolution consiste alors
a evaluer les accroissements de deplacements, deformations et contraintes a partir des
accroissements de chargement pris suffisamment petits pour ne pas s’ecarter de l’etat
d’equilibre.
L’expression du principe des puissances virtuelles (A.10) peut s’ecrire sous forme ma-
tricielle :
dP (t, v∗) =
∫
v
〈D∗〉(σJ − 2[σ]D) + 〈L∗〉[σ]Ldv −∫
sf
〈V ∗〉f sds = 0 (A.12)
En suivant la procedure standard de discretisation par elements finis, nous definissons
sur un element les relations suivantes :
D∗ = [B]v∗n (A.13)
L∗ = [E]v∗n (A.14)
2[σ]D = [F ][B]∆un (A.15)
[σ]L = [G][E]∆un (A.16)
σJ = [Dep][B]∆un (A.17)

Annexe A. Algorithmes de resolution 185
Dans ces equations,[Dep] est la matrice elastoplastique constitutive elementaire, [B] est
une matrice de deformation, [E] est une matrice gradient de vitesses de deformation,
[F] et [G] sont des matrices de Cauchy initiales.
Nous obtenons ainsi :
dP (t, v∗) = 〈V ∗〉(∑nelt
i=1
∫ve([B]T ([Dep] − [F ])[B] − [E]T [G][E])∆undv−
∑nelecontour
j=1
∫se
[N ]Tf s)ds = 0(A.18)
Ainsi, la discretisation spatiale de l’equation du principe des puissances virtuelles et
la substitution des equations de loi de comportement, donne l’equation matricielle sui-
vante, proposee par [185], [186] :
[K]∆u = ∆F (A.19)
[K] =
nelt∑
e=1
∫ ve
([B]T ([Dep] − [F ])[B] + [E]T [G][E])dv (A.20)
Dans ces equations, ∆u designe les increments inconnus de deplacements nodaux,
∆F, les increments d’efforts externes nodaux dus principalement au contact, [K] est
la matrice de rigidite tangente globale.
L’equation du principe des puissances virtuelles est decrite en accroissements finis et
n’est valide que pour des deplacements infinitesimaux. Ainsi, une methode de controle
des pas de chargement est adoptee pour limiter l’accroissement de deplacement par pas.
A.5 Approche dynamique explicite
L’approche dynamique explicite est l’une des methode qui permettent la simulation
numerique de la mise en forme des toles. Elle a ete utilisee par de nombreux auteurs
notamment [187], [188], [189], [190], [191] et [192]. On peut egalement citer dans ce cadre
d’autres schemas d’integration en dynamique utilises pour la simulation de l’evolution
d’etats de contact en grandes transformation admettant des changements importants
de statut ou comportant des bifurcations [193], [194].
Cette methode est a la base des etudes numeriques qui portent sur le cisaillage et le
poinconnage dans cette these.
La discretisation spatiale, pour le cas d’un comportement dynamique, par un modele
d’elements finis permet d’ecrire les equations d’equilibre sous la forme generale suivante :
[M ]u + [C]u = Fext − Fint (A.21)

Annexe A. Algorithmes de resolution 186
[M],[C],Fint et Fext sont respectivement la matrice masse, la matrice d’amortisse-
ment, les vecteurs force internes et externes dans le repere global.
La recherche d’un champ de deplacements, vitesses et accelerations d’une structure solli-
citee dynamiquement nous amene a la resolution du systeme (A.21). Plusieurs methodes
ont ete employees notamment les methodes implicites, Newmark et Wilson [195] ou Hou-
bolt [196]ainsi que des methodes explicites telles que la methode des differences finies
centrales [197], [198] et [199]. Cette methode permet l’evaluation des deplacements, vi-
tesses et acceleration a (t + ∆t), connaissant les valeurs de ces quantite a l’instant (t) :
ut =1
2∆t[ut+∆t − ut−∆t] (A.22)
ut =1
2∆t[ut+∆t − 2ut + ut−∆t] (A.23)
ou ut+∆t, utetut−∆t representent respectivement les vecteurs deplacements aux
instants (t + ∆t), (t)et(t − ∆t).
En remplacant (A.22) et (A.23) dans (A.21), on obtient le systeme d’equations suivant :
([M ]
∆t2+
[C]
2∆t)ut+∆t = F t
ext − F tint+
[M ]
∆t2(2ut− ut+∆t) +
[C]
2∆tut−∆t (A.24)
avec les conditions aux limites suivantes :
t = t0,u0 et u0 sont connus, u0 est calcule en utilisant (A.22).
A partir de (A.21) et pour une structure non amortie on obtient ut+∆t
ut+∆t = ∆t2[M ]−1[F text − F t
int] + 2ut − ut−∆t (A.25)
Dans le cas d’une structure amortie, de preference l’utilisation d’une matrice d’amor-
tissement [C] diagonale :
[C] = α[M ] (A.26)
telque α est un coefficient d’amortissement.
D’ou :
ut+∆t =2∆t2
2 + α∆t[M ]−1[F t
ext − F tint] +
2∆t2
2 + α∆t(2ut∆t2
+ (α∆t − 2
2∆t2)ut+∆t)
(A.27)

Annexe B
La formulation ALE
B.1 Introduction
La mise en equations de type ALE conduit a un systeme non carre. En effet, les
deplacements de la matiere (n inconnu) et les deplacements du maillage (n inconnu)
sont a determiner avec seulement n equations. Pour resoudre le systeme, il est donc
necessaire de reduire le nombre d’inconnues ou d’augmenter le nombre d’equations.
L’augmentation du nombre d’equations conduit a etablir n equations supplementaires
pour determiner le deplacement des noeuds du maillage. Ces equations supplementaires
peuvent etre obtenues en connaissant a priori la vitesse des noeuds du maillage. Par
exemple, cette technique est quelquefois employee en mecanique des fluides, dans le cas
ou la vitesse du maillage est donnee par des equations de type lignes de courant sous
forme discretisees ( [200] par exemple).
B.2 Mise en equations
Hu et Liu [201] etendent cette technique a la mecanique des solides. La reduction du
nombre d’inconnues est retenue par de nombreux auteurs. Cette reduction est realisee
en partitionnant l’operateur eulerien/lagrangien en :
• Une phase lagrangienne,
• Une phase eulerienne.
La phase lagrangienne met en jeu un calcul classique ou le systeme d’equations ne com-

Annexe B. La formulation ALE 188
porte pas de termes convectifs (systeme carre n x n). Cette phase permet de resoudre
les equations regissant le comportement du domaine etudie tout en respectant les condi-
tions aux limites (le maillage utilise est materiel). La phase eulerienne est ensuite basee
sur une operation de remaillage, le maillage est alors arbitraire, puis de transfert des
donnees du maillage materiel au maillage arbitraire. Les techniques classiques de re-
maillage, appliquees regulierement au cours d’une simulation, sont basees sur des criteres
geometriques, eviter les distorsions par exemple, ou sur des criteres de qualite de la so-
lution. Le maillage est dans ce cas completement reconstruit, sans forcement conserver
la topologie du maillage initial. Par contre, dans une formulation ALE, le remaillage est
effectue a chaque pas de temps et le maillage est a topologie constante. Plusieurs tech-
niques de remaillage sont proposees dans la litterature. Par exemple, Martinet [202]
et Ponthot [203] presentent une methode qui consiste a positionner tout d’abord les
noeuds a la frontiere d’une zone ALE puis a reconstruire le maillage interieur avec
une technique d’interpolation. L’outil de base de cette technique est l’interpolant bi-
lineaire de Lagrange qui transforme un carre de cote unitaire en une surface quelconque.
Blom et Leyiand [204] proposent une methode, intitulee ’spring analogy’, qui permet
de gerer les deformations du maillage et ainsi que les problemes de frontieres mobiles
et/ou deformables. Les segments inter-noeuds sont remplaces par des ressorts fictifs.
Les deplacements des noeuds sont determines par le calcul de l’equilibre elastique du
maillage en utilisant la loi de Hooke generalisee.
L’etape de transfert des donnees est necessaire apres une phase de remaillage. Les
donnees utiles sont transferees du maillage materiel au maillage arbitraire. Pour cela,
plusieurs methodes sont egalement disponibles dans la litterature. Dans le cadre de
la methode des elements finis, la valeur des champs connus aux noeuds du maillage
(deplacements, vitesses, forces externes) est aisement calculable en tout point de l’espace
en utilisant les fonctions de forme des elements. Pour les champs connus uniquement aux
points d’integration numerique, le lissage de ces champs est une etape preliminaire au
transfert de donnees. Martinet [202] propose des methodes globale et locale des moindres
carres. En fonction des valeurs du champ connu aux points d’integration numerique et
des fonctions de forme, il est possible d’obtenir les valeurs aux noeuds du maillage.
Une fois les champs a transferer continus, le transfert effectif sont realise. La methode
globale des moindres carres est ici aussi souvent utilisee. L’idee est de minimiser l’ecart
entre les deux champs (celui du maillage materiel fM et celui du maillage arbitraire
fA) : ∫
∆A
(fM − fA)2d∆ (B.1)
ou ∆A represente le nouveau maillage couvrant le domaine A. Le fait que la frequence
de remaillage soit elevee et que le remaillage soit a topologie constante permet de
minimiser l’etape de transfert. En effet, il est possible de considerer qu’a un point du
maillage materiel (noeud ou point d’integration numerique) ne correspond qu’un seul

Annexe B. La formulation ALE 189
point du maillage arbitraire. De plus, ces deux points restent a des distances assez
faibles et ceci permet d’utiliser un developpement au premier ordre. Pour un champ f
donne, on a alors :
fM = fA + dα
∂f
∂xα
(B.2)

Annexe C
Modelisation du dispositif
magnetique par elements finis
C.1 Introduction
La derniere etape est l’estimation de la validite des resultats obtenus avec le dispositif
de mesure utilise dans notre travail. Nous nous sommes servis du logiciel FemLab, un
code de calcul pour l’analyse mecanique et electromagnetique de structures par elements
finis. Apres la presentation succinte du formalisme utilise et de la methodologie, nous
discutons les resultats definissant la precision de mesure.
C.2 Methodologie
Nous avons traite un probleme de magnetostatique 3D formule en potentiel vecteur.
Les equations a resoudre, les equations de Maxwell pour la magnetostatique.
Nous avons modelise le comportement magnetique du banc de mesure dans le cas d’une
eprouvette sans trou (non deformee) et une eprouvette avec un trou (9mm de diametre).
La permeabilite relative des culasses a ete consideree constante et egale a 2300, et
l’entrefer moyen a ete estime a une valeur de 4,6µm a partir d’une relation utilisee dans
la tribologie, relative aux parametres geometriques du profil de la surface. Des elements
Tetrahedriques ont ete choisis pour le maillage (Figure C.1-C.2) :

MODELISATION DU DISPOSITIF... 191
- Nombre d’elements egale a 24480 et nombre de noeuds egale a 5574 dans le cas d’une
eprouvette sans trou.
- Nombre d’elements egale a 24333 et nombre de noeuds egale a 5520 dans le cas d’une
eprouvette sans trou.
(a) Modelisation du banc de mesures (b) Maillage (Culasses + Bo-
bines + Eprouvette)
Fig. C.1 – Cas d’une eprouvette non deformee (sans trou)
(a) Modelisation du banc de mesures (b) Maillage (Culasses + Bobines
+ Eprouvette)
Fig. C.2 – Cas d’une eprouvette avec trou (9mm de diametre)

MODELISATION DU DISPOSITIF... 192
On observe sur la figure C.3 que les lignes de flux commencent a se refermer dans
l’air des les faibles valeurs du champ. Dans ces conditions, un premier parametre est
identife par le calcul elements finis est l’efficacite de la circulation de flux magnetique.
(a) Eprouvette sans trou (b) Eprouvette avec trou
Fig. C.3 – Apercu des equipotentielles (B = 1,1 Tesla).
Nous avons compare par la suite les courbes d’aimantations experimentales et numeriques
dans le cas d’une eprouvette avec et sans trou (Figure C.4). La permeabilite relative de
materiau est variable en fonction de Hmax (cf. Figure 6.10).

MODELISATION DU DISPOSITIF... 193
0 2000 40000
0.5
1
1.5
Bm
ax (
T)
Hmax
(A.m−1)
Expérimental−−sans trouSimulation−−sans trouExpérimental−−avec trouSimulation−−avec trou
Fig. C.4 – Courbes d’aimantation experimentales et numeriques pour une eprouvette
avec et sans trou.
Par la methode elements finis, on observe une sous estimation negligeable du com-
portement magnetique reel du materiau. Cette difference est negligeable dans le domaine
initial de l’aimantation et dans la zone de saturation. L’erreur relative experimentale/numerique
varie entre 1% et 3%. Ces erreurs restent dans la limites raisonnables, en accord avec
les performances declarees pour ce type de dispositif utilise.

Annexe D
Mesures magnetiques sur
eprouvette percee
D.1 Introduction
L’experience consiste a comparer l’evolution de ces caracteristiques magnetiques
entre une eprouvette non deformee et l’eprouvette meme avec la presence d’un trou de
9mm de diametre.
D.2 Resultats et analyses
La presence du trou influence inevitablement la reponse magnetique du systeme.
Cette modification est en grande partie due au manque de matiere local et donc aux
fuites de lignes de champ qu’il occasionne. Il s’agit d’un effet purement geometrique dont
nous nous affranchissons en faisant subir un nouveau recuit aux eprouvettes percees.
Elle retrouve localement leur proprietes magnetiques initiales. La courbe d’aimantation
est a nouveau mesuree : seul apparaıt en theorie l’effet geometrique. En comparant les
mesures, nous eliminons le facteur geometrique du a la presence du trou, pour ne garder
que l’influence de la deformation.
La figure D.1 represente les courbes d’aimantation et de permeabilite relative cor-
respondante de l’eprouvette non deformee comparee aux courbes d’aimantation et de
permeabilite relative de l’eprouvette poinconnee avant et apres recuit. La deformation
apportee par le poinconnage induit visiblement une degradation des caracteristiques

MESURES MAGNETIQUES... 195
magnetiques.
0 2000 4000 60000
0.5
1
1.5
Bm
ax (
T)
Hmax
(A.m−1)
Eprouvette non déforméeEprouvette recuiteEprouvette percée d’un trou
(a) Courbe d’aimantation
0 2000 4000 60000
2000
4000
6000
8000
Per
méa
bilit
é re
lativ
e µ r
Hmax
(A.m−1)
Eprouvette non déforméeEprouvette recuiteEprouvette percée dun trou
(b) Permeabilite relative
Fig. D.1 – Influence du poinconnage sur les caracteristiques magnetiques du ”Sollac
M800-65A”, f=50Hz.