mode d‘emploi - wagner-werkzeug.de · veuillez trouver ci-dessous quelques explications pour la...
TRANSCRIPT

Mode d‘emploi
No de commande 74779000
Dispositif de roulage tangentiel B14


Mode d‘emploi B14 3
Indications importantes pour une première utilisation
Avant la première utilisation, l‘étude de la notice d‘emploi est absolument nécessaire.Il faudrait au moins lire les chapitres suivants:
Chapitre 7: Préparation au roulage de filets (pages 24ff) Chapitre 10: Le roulage de filets (pages 35ff).
Pour le réglage du dispositif de roulage tangentiel WAGNER® sur la machine, vous avez seulement besoin de la feuille de calcul et d‘un schéma de la pièce à usiner.
Veuillez trouver ci-dessous quelques explications pour la feuille de calcul. Les numéros de page indiquent où se trouve l‘étude détaillée dans la notice d‘emploi.
Les valeurs de programmation dont vous avez besoin pour la mise en place du dispositif de roulage tangentiel sur des machines-outils à commande numérique sont à prendre de la feuille de calcul et de la feuille supplémentaire pour mesures de programmation. Ces valeurs sont des valeurs standard et doivent être vérifiées et rectifiées si nécessaire.
N° de la feuille de calcul:
N° de client:
N° de l‘adaptateur:
Type de galet et largeurdu profil (Pb):
Filet:
Filet extérieur:
Dimension max. et min:
N, S, E, B, et B+Z:
W:
Q:
n:
nR:
Valeurs de réglage spéciales:
Nous sert pour le classement.
Il est votre numéro de client de la société WAGNER®. À indiquer S.V.P. lors de questions/commandes.
N° d‘article de l‘adaptateur, il est déterminé par le type de machine et de revolver ou de chariot. Nous le vérifions, et on peut le trouver dans les ta-bleaux de l‘appendice.
Est fixé selon la tâche d‘usinage, la place intérieure existante et la renta-bilité.
Attention: le galet n‘est utilisable que pour ce filet.
Selon le schéma de la pièce à usiner. En cas de données manquantes, toujours 6g (selon DIN).
Prise des tableaux de la nome correspondante.
Données concernant le roulage, dépendantes du filet respectif et du type d‘outillage.
Nombre de tours nécessaires de la pièce à usiner. Doit être absolument respecté.
Moyenne du diamètre sur flancs d2, donne une valeur indicative pour le diamètre de préparation. Le diamètre de préparation peut varier selon les matières.
Essayer d‘atteindre un nombre de tours qui donne une vitesse de roulage de 50 - 60m/min.
n =
A pair de art = 600 U/min, il faut utiliser des galets de roulage avec des douilles en bronze ou des axes de galets en bronze
nR =
Pour la mise en place sur des machines à commande numérique (CNC).
V • 1000d •
Nombre des tours de la broche nNombre des spires du filet N
4 Mode d‘emploi B14
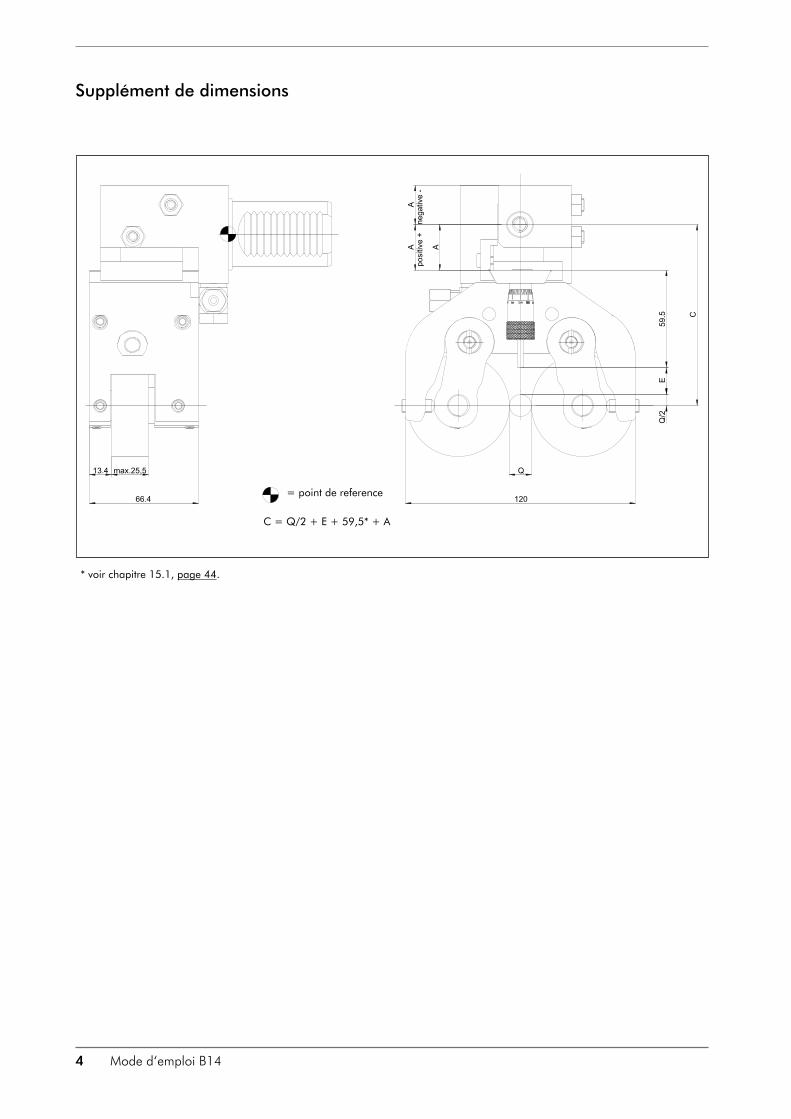
Supplément de dimensions
C = Q/2 + E + 59,5* + A
* voir chapitre 15.1, page 44.
= point de reference

Mode d‘emploi B14 5
Feuille de calculFeuille de calcul Dispositif de roulage tangentiel
No. de feuille de calcul
No. de pièce à usiner/schéma
Données concernant le clientclient no. de client :
no. de l'adaptateur
machine
chariots revolver :
dimen. de l'outil
type de galet largeur du profil : 16
filet
matière
Dimensions de filets
filet extérieur
diamètre extérieur d:
diamètre sur flancs d2: Q =
diamètre à fond de filet d3:
Données concernant le roulage de filets
nombre des spires du filet N = 16
course de travail S = mm 19
valeur de réglage (gravée sur les galets) E = mm 16
diamètre d'épaulement max. (sans retouche) B = mm 12
diamètre d'épaulement max. (avec retouche) B+Z = mm 12
tours nécessaires de la pièce à usiner W = 19
diamètre de préparation (moyenne d2) Q = mm
nombre de tours de la broche n = min-1
vitesse de roulage V = m/min 23
nombre de tours des galets nR = min-1 16attention au tours max.!
Calcul de l'avance
avance = mm/tour de broche 20
avance hydraulique = mm/min
Attention! course d'avance = course de travail S + 25% de sécurité = mm
réglage de l'avance lors d'avance hydraulique
selon la section mesurée X = sec
section mesurée supposée X = mm
Valeurs de réglage spéciales dimension de base (Lm): = mm
valeur annexe A (pour adaptateurs NC) = mm
valeur C* (pour adaptateurs NC) = Lm + E + Q/2 + A = mm Feuille NC
surface mesurée y pour filets coniques = mm 39
Remarques
Date Nom
* Maß C ist eine Hilfe für die Werkzeugkorrektur. Istmaß muss an der Maschine mit der Einstelllehre geprüft und evtl. nachkorrigiert werden.
Moded'emploi page
dim. maxi dim. min. val. moyenne d2
Nnn R
WS
f u
WnS
f m
nSW60Xt x
WAGNER® Werkzeugsysteme Müller GmbH | Gutenbergstraße 4/1 | 72124 Pliezhausen | Telefon: (07127) 973 300 | Telefax: (07127) 973 390 | Email: [email protected] | www.wagner-werkzeug.de

6 Mode d‘emploi B14
Sommaire
1. Généralités 72. Instructions de sécurité 93. WAGNER® dispositifs de roulage tangentiel 103.1. Equipement de base 103.2. Types de têtes 103.3. Détails techniques 104. Le fonction de dispositif de roulage tangentiel 114.1. Le procédé 114.2. Possibilité d’utilisation 114.3. Matières à rouler 124.4. Diamètre maximal des galets 124.5. Longueur maximale de filet roulable 134.6. Distance minimum 145. Les galets de filetage 155.1. Forme des galets et critères d’utilisation 155.2. Paliers des galets de filetage 165.3. Inscriptions des galets de filetage 165.4. Position du galet par rapport à la pièce à usiner 176. Machine-outil 186.1. Adaptateurs 186.2. Course de travail 196.3. Mouvement d’avance 206.4. Puissances d‘avance 226.5. Vitesse de roulage 237. Préparation au roulage de filets 247.1. Montage des galets de filetage 247.2. Remplacement des galets de filetage en cas de filetage identique 257.3. Réglage du jeu axial du galet de filetage 257.4. Remplacement de bras d‘engrenage et de bras fixes 267.5. Réglage des bras de l’outil de roulage 267.6. Ajustage des galets de filetage (synchronisation) 278. Préparation de la pièce à usiner 298.1. Détermination du diamètre de préparation 298.2. Chanfreinage des pièces à usiner 298.3. Chanfreinage des pièces à usiner 308.4. Exemples pour la préparation de pièces à usiner 309. Montage de l‘outil de roulage sur la machine 319.1. Machines avec commande par came avec chariot transversal 319.2. Réglage de l‘outil sur »le centre de la pièce à usiner« 329.3. Machines à commande numérique 329.4. Hydraulisch gesteuerte Maschinen mit Querschlitten 339.5. Recul de l’outil 339.6. Centrage de l‘outil de roulage dans la machine (»réglage jeu de pendule«) 3410. Roulage de filets 3510.1. Correction du réglage de l‘outil de roulage 3510.2. Echange des galets de filetage 3510.3. Durée de vie des galets de filetage 3610.4. Remplacement des paliers de butée 3611. Roulage de filets coniques 3712. Utilisations particulières 3912.1. Moleter 3912.2. Utilisation pour le lissage 4013. Défauts des filets roulés et leurs causes 4214. Soin et entretien 4314.1. Arrosage – lubrification 4314.2. Plan de maintenance pour les dispositifs de roulage tangentiel WAGNER® 43
15. Accessoires 4415.1. Jauge d’ajustage micrométrique 4415.2. Dispositif de graissage du nuage d‘huile 4416. Pièces détachées et leurs dispositions 4517. Annex | Tableaux de capacité 47
Mode d‘emploi B14 7
Généralités
1. Généralités
Cher client,vous avez acheté un produit technique de haute qualité qui va vous permettre de travailler efficacement et rationnellement. Les dispositifs de roulage tangential WAG-NER® sont connus pour leur haute qualité et leurs grandes performances. Nous te-nons à ce que vous soyez vous aussi totalementsatisfaits de nos produits.Ce mode d‘emploi a pour but de vous aider à utiliser votre produit WAGNER® et à éviter les dangers.
Tutorat après l‘achat:Si vous avez besoin d‘autres conseils ou d‘aide, nos conseillers commerciaux et notre service après-vente se tiennent en permanence à votre disposition pour vous faire bénéficier de leur savoir-faire.
Tout responsable doit avoir lu et compris ce mode d‘emploi et il doit en respecter les consignes à tous points de vue, notamment les consignes de sécurité et les signale-ments de danger qui sont marqués par des repères dans le mode d‘emploi (voir cha-pitre B. »sécurité«). Le respect des instructions de ce mode d‘emploi permet d‘éviter les accidents, les erreurs et les pannes.
Cette documentation est accompagnée de tous les documents relatifs à l‘utilisation et à l‘entretien de vos dispositifs tangentiels WAGNER®. Les documents correspondent aux dernières avancées de la technique au moment de la fabrication du produit. Veuillez vous référer exclusivement à cette documentation lorsque vous utilisez les dispositifs de roulage tangentiel. WAGNER® Werkzeugsysteme Müller GmbH se gar-de le droit d‘apporter toutes modifications techniques nécessaires à l‘amélioration du produit. La société Werkzeugsysteme Müller GmbH ne pourra nullement être tenue responsible d‘erreurs, de dommages, de dysfonctionnements et de pannes dus au non respect des différents points de ce mode d‘emploi.Pour des raisons de droits d‘auteur, nous vous précisons que ce mode d‘emploi ne doit être utilisé qu‘à des fins internes à l‘entreprise. Il est interdit de le remettre à un tiers.
»Prescriptions légales de sécurité et de prévention des accidents«S‘agissant de l‘utilisation, de l‘entretien et de la maintenance, sont applicables, en plus des présentes instructions détaillées, les »prescriptions légales nationales et in-ternationales de sécurité et de prévention des accidents«. Par ailleurs, les instructions de montage et d‘utilisation, notamment le chapitre »Sécurité«, doivent impérative-ment être lues. Le respect des prescriptions de sécurité et des dispositions légales doit permettre d‘éviter les blessures corporelles, les dégâts matériels sur lesmachines et sur notre produit.
GarantieLe parfait fonctionnement des dispositifs de roulage tangentiel est garanti, si vous achetez et utilisez des accessoires et des éléments de serrage de la marque WAG-NER®.• En cas de montage et d‘utilisation incorrects• en cas d‘utilisation de pièces de rechange d‘une autre marque• en cas de retrait des vis et bagues d‘équilibrage, • de modifications arbitraires apportées à nos produits et • en cas d‘utilisation d‘éléments de serrage défectueux,

8 Mode d‘emploi B14
Généralités
notre garantie pour blessures corporelles, dégâts matériels sur les machines et sur notre produit ne s‘exerce pas. En cas d‘utilisation de pièces accessoires qui ne sont pas fabriquées par WAGNER®
ou qui ne sont pas expressément homologuées par WAGNER®, aucune garantie n‘est prise en charge. Nous ne pourrons être tenus responsables de quelconques dommages dus au retrait des dispositifs de sécurité de la machine. Nous supposons que nos produits sont mis en service sur des machines, qui sont en parfait état technique de fonctionnement.
Utilisation conformeUtilisez les éléments de serrage exclusivement pour l‘usage pour lequel ils sont pré-vus. Des outils mal serrés, le non respect des »prescriptions de sécurité et de préven-tion des accidents« ainsi que l‘utilisation d‘outils et de produits WAGNER® sur des machines qui ne sont pas prévues à cet effet peuvent blesser des personnes ou abîmer les machines ou les éléments de serrage. Nous ne pourrons nullement être tenus responsables dans un tel cas. Pour le mon-tage, le démontage et l‘utilisation, vous ne devez jamais forcer, sinon vous risquez d‘abîmer l‘élément de serrage ou la machine.
Première utilisationAvant de mettre en service l‘élément de serrage, vérifiez impérativement son bon fonctionnement. Pour assurer le parfait fonctionnement de l‘élément de serrage, il faut une force de serrage suffisamment importante pour les procédures de coupe.Les forces axiales et radiales indiquées sur l‘élément de serrage ne doivent en aucun cas être dépassées.
Limite de responsabilité:ATTENTION: Vous ne devez utiliser ce produit pour au-cun autre usage que celui
pour lequel il est prévu!Veuillez respecter les con-signes de sécurité et tenir
compte des avertissements de danger!
Seul le personnel technique formé peut utiliser ce pro-
duit. Dans le cas contraire, il y a risque pour la santé des personnes, voire dan-ger de mort, ou risque de deterioration du matériel. Dans ce cas, le fabricant ne pourra nullement être
tenu responsable.

Mode d‘emploi B14 9
Instructions de sécurité
2. Instructions de sécurité
• Les personnes qui sont chargées de l‘utilisation, de l‘entretien et de la maintenance doivent lire et comprendre les instructions de montage et d‘utilisation, notamment les prescriptions de sécurité. Les personnes qui sont sous l‘emprise de l‘alcool et/ou de médicaments, risquent de provoquer des accidents !
• Lors du montage, calculez le poids du dispositif de roulage et soulevez-le si nécessaire avec un système de levage.
• Veillez à ce que les points d‘intersection entre l‘outil et la machine soient propres. Toute saleté peut altérer la précision de la pièce à usiner.
• Mise à l‘arrêt de la machine dans l‘interrupteur général. Lors du remplace-ment des axes de galets et des galets veillez à ce que la broche de l‘outil ne démarre pas inopinément.
• Retirez tous les outils et les instruments de contrôle de l‘espace de travail de la machine avant de la mettre en service. Des outils ou des instruments de contrôle peuvent être projetés et blesser quelqu‘un!
• Avant de procéder à l‘usinage, fermez les portes de protection ou le capot de protection! Les projections de copeaux et d‘éventuels outils cassés ou de morceaux de pièces usinées peuvent provoquer des dégâts sur les machines ou même blesser des personnes!
• Assurez-vous que le dispositif de roulage ne risque pas de se desserrer pen-dant l‘usinage.
• Lors du fermer de dispositif de roulage ne pas toucher à la tête ni à des outils qui tournent: Risque de blessure!
• Faissez attention è essayer des galets. Les bords de galets sont vifs. Veuillez vous ganter.
En respectant ces consignes de sécurité et les »prescrip-tions générales de sécuritéet de prévention des acci-dents« qui sont applicables, vous assurez une utilisationsûre des elements de serrage

10 Mode d‘emploi B14
WAGNER® dispositifs de roulage tangentiel
3. WAGNER® dispositifs de roulage tangentiel
3.1. Equipement de base
Le dispositif de roulage tangentiel, découverte géniale à finition précise. Afin que le roulage sans copeaux soit aussi possible tangentiellement.Les galets synchronisés sur un mécanisme forment un filet au pas exact. Les bras à position fixe réglables déterminent également le diamètre du filet avec une grande exactitude répétée.Les galets sont adaptés en leurs diamètre, pas et forme au filet à travailler. Chaque paire de galet est établie pour une dimension de filet. Le matériel et la finition des galets sont étudiés pour les exigences spéciales de la technique de roulage sans copeaux.L’adaptateur est l’élément de relation entre le dispositif de roulage et la machine. Le serrage prismatique permet un changement rapide de l’outil et son placement exact. L’adaptation oscillante du dispositif de roulage veille à l’ajustage automatique au milieu de l’outil.
3.2. Types de têtes
Chacun des 6 modèles standard du dispositif de roulage tangentiel WAGNER® per-met d‘usiner un évantail complet de diamètre de la plus petite capacité à la plus grande.
3.3. Détails techniques
Type Gros filet métrique Ø
Filet fin métrique Ø
Longueuer de filetmaxi
moins 2x pas de filetage
Poids kg Forces maxi d’avance N
Dimensions Distance entrepince de serrage et fin de filetageOutil avec
galetsAdapta-teur
Largeur Hauteur Profondeur
B14 M4 - M22 M4 - M35 env. 23 4,0 env. 2,0 5000 66,2 120-123 env. 79 14
Toutes les dimensions en mm si non précisé.

Mode d‘emploi B14 11
Le fonction de dispositif de roulage tangentiel
4. Le fonction de dispositif de roulage tangentiel
Les dispositifs de roulage tangentiel sont de préférence montés sur des machines CNC ou sur des machines à monobroches ou multibroches avec commande par cames. Il existe d‘autres possibilités de montage sur des machines spéciales.On peut trouver l’utilisation de ces dispositifs tangentiels WAGNER® dans les cas suivants:• filetage derrière un épaulement• filetage court • filetage à sortie très courte devant être roulé jusqu‘à l‘epaulement• également là où un roulage axial n‘est pas possible à cause du manque de
place.
4.1. Le procédé
Le roulage est obtenu par formage à froid. En partant du diamètre sur flancs, le volume de métal déplacé dans le fond de filet reste égal à celui qui sera flué vers le sommet.Le dispositif de roulage tangentiel est monté avec son adapter sur le porte-outil, par ex. sur le chariot latéral de la machine. Il roule avec une avance constante contre la pièce rotative. Les galets synchronises se mettent en rotation, grâce au Système d‘engrenage, des qu‘ils touchent la pièce à rouler et, le porte-outil continuant à avancer, forment le filet. Des que les galets se trouvent au centre de la pièce à usiner, le recul rapide est déclenché et dégage ainsi la pièce.Pour le formage des filets, il suffit de peu de rotations de la pièce à usiner. Le nombre exact de tours de la pièce à rouler dépend du pas du filet, de la matière, et de la dimension de l‘outillage.Le fibrage du profil du filet n‘est pas interrompu, ce qui permet d‘obtenir une plus grande résistance aux chocs.La surface du filet est écrouie et les flancs du filet sont polis. Les filets fabriqués avec ce procédé tangentiel sont plus résistants à l‘usure et moins sensibles à la corrosion et au grippage.D‘autres caractéristiques de ce procédé sont par exemple:• les temps de roulage sont en comparaison à d‘autres procédés de filetage
plus courts.• l‘avance du dispositif de roulage tangentiel est calculée par rapport au nom-
bre de tours de la pièce à usiner afin de maintenir le nombre de tours de la broche préalablement réglée.
• le type de filetage et la dimension du filetage sont déterminés par l‘utilisation de galets correspondants.
4.2. Possibilité d’utilisation
Nous recommandons d‘utiliser par principe le plus grand outil de roulage qui va avec la machine. Cela garantit l‘utilisation totale de la capacité de la machine lorsqu‘il faut changer d‘usinage.Pour déterminer la dimension appropriée de l‘outil, il faut prendre en considération:1. La capacité de la matière à être roulée (page 12).2. La capacité de filetage de l‘outil de roulage par rapport à la dimension du filet
et au diamètre de l‘épaulement3. La longueur du filet à réaliser (p. 12-13).4. L‘éloignement entre le filet et la pince de serrage (p. 14).5. La sélection du type de galets (p. 15-16)6. La machine-outil sur laquelle l‘outil de roulage doit être utilisé

12 Mode d‘emploi B14
Le fonction de dispositif de roulage tangentiel
Ces critères de sélection sont expliqués de façon plus approfondie dans les pages suivantes. Nous vous recommandons cependant, avant de prendre votre décision, de demander conseils à la société WAGNER SYSTÈME D‘OUTILLAGE. Celle-ci ex-aminera votre cas d‘usinage et trouvera, en coopération avec les constructeurs de machines-outils, la solution la plus favorable.
4.3. Matières à rouler
Pour être roulable, la matière doit supporter le formage à froid. Pour les filets pointus, l‘allongement de la matière d5 doit être supérieur à 7%, et pour les filets trapézoï-daux ou de même volume de façonnage, il doit être supérieur à 12%.Lors de filets normaux, on peut rouler des matériaux ayant une résistance jusqu‘à 800 N/mm². On peut également rouler des filets fins jusqu‘à env. 1000 N/mm² si l‘allongement de la matière d5 est suffisamment élevé. En général, les aciers trem-pés, de grande résistance et d‘allongement réduit, ne sont pas roulables. Le laiton de décolletage (MS 58) n‘est en général pas approprié pour le roulage de filets.
4.4. Diamètre maximal des galets
La diamètre d‘épaulement maximal est fonction du filetage à rouler et du diamètre du galet de filetage nécessaire à cette fin. Celui-ci dépend, outre le diamètre du fi-letage, également de la dimension de l‘outillage. Les bras fixes peuvent, au besoin, être remplacés par des bras modifiés. Le palier de butée doit alors éventuellement être remplacé par une douille ronde. Le diamètre d‘épaulement maximal s‘élargit par le biais des bras fixes modifiés. Nous recommandons ici généralement de prend-re contact avec nos techniciens.
* diamètre d‘épaulement supéri-eur sur demande
Mode d‘emploi B14 13
Le fonction de dispositif de roulage tangentiel
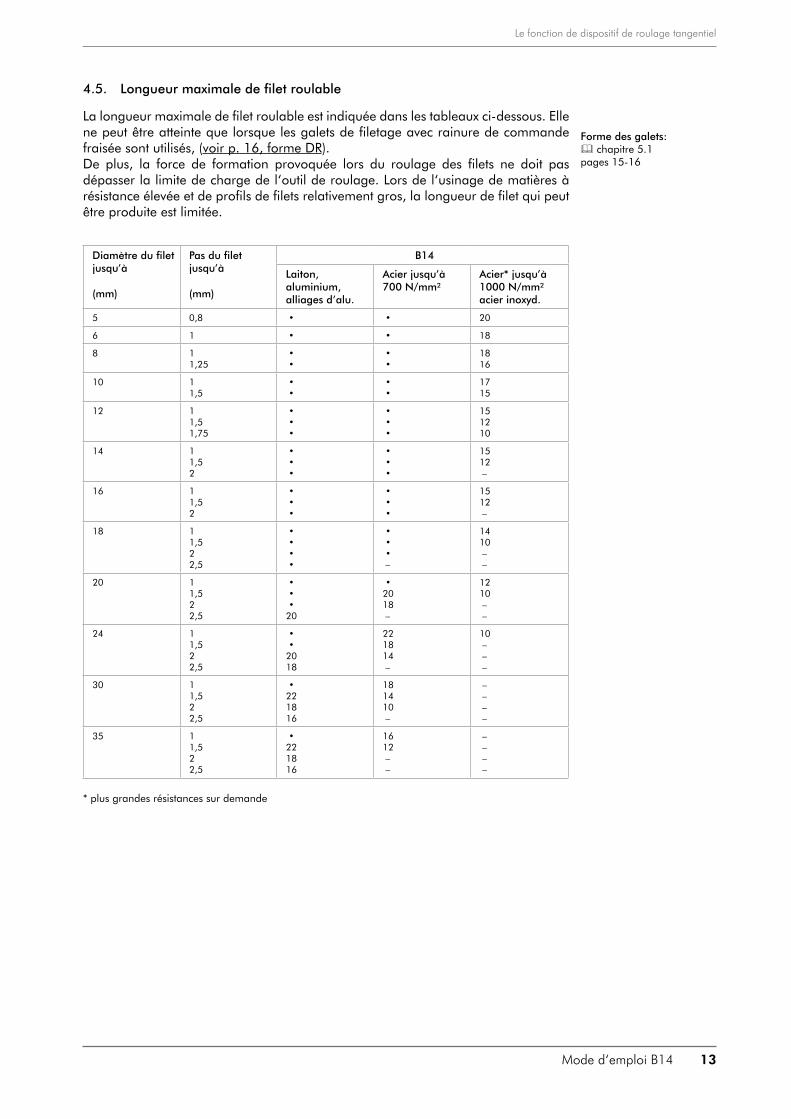
4.5. Longueur maximale de filet roulable
La longueur maximale de filet roulable est indiquée dans les tableaux ci-dessous. Elle ne peut être atteinte que lorsque les galets de filetage avec rainure de commande fraisée sont utilisés, (voir p. 16, forme DR).De plus, la force de formation provoquée lors du roulage des filets ne doit pas dépasser la limite de charge de l‘outil de roulage. Lors de l‘usinage de matières à résistance élevée et de profils de filets relativement gros, la longueur de filet qui peut être produite est limitée.
Forme des galets: chapitre 5.1 pages 15-16
Diamètre du filet jusqu’à
(mm)
Pas du filetjusqu’à
(mm)
B14
Laiton, aluminium, alliages d’alu.
Acier jusqu’à 700 N/mm²
Acier* jusqu’à1000 N/mm²acier inoxyd.
5 0,8 • • 20
6 1 • • 18
8 11,25
• •
• •
1816
10 11,5
• •
• •
1715
12 11,51,75
• • •
• • •
151210
14 11,52
• • •
• • •
1512 –
16 11,52
• • •
• • •
1512 –
18 11,522,5
• • • •
• • • –
1410 – –
20 11,522,5
• • •20
•2018 –
1210 – –
24 11,522,5
• •2018
221814 –
10 – – –
30 11,522,5
•221816
181410 –
– – – –
35 11,522,5
•221816
1612 – –
– – – –
* plus grandes résistances sur demande

14 Mode d‘emploi B14
Le fonction de dispositif de roulage tangentiel
4.6. Distance minimum
Distance minimum du bord avant de la pince de serrage jusqu‘au premier pas com-plet du filet (exige un chanfreinage des galets de 60°).
Pas B14
0,450,50,6
141414,2
0,70,81
14,514,815,3
1,251,51,75
15,515,816,3
22,5
16,517,3
Toutes les dimensions en mm

Mode d‘emploi B14 15
Les galets de filetage
5. Les galets de filetage
On peut dire de façon générale que le diamètre des galets dépend du diamètre des filets à rouler et ainsi des tolérances exigées. Si le client présente des schémas qui n‘ont pas de données concernant la tolérance du filet, la société WAGNER® suppo-se, d‘après les normes valables, que les filets DIN sont usinés selon 6g (trapézoïdaux 7e) resp. tolérance „moyenne“, ou lors de filets UN selon 2A.Si d‘autres dimensions sont nécessaires, il faut joindre un schéma ou les nommer clairement lors de la commande car des galets avec une dimension correcte sont la condition pour une production optimale.
5.1. Forme des galets et critères d’utilisation
Selon le filet à effectuer, on peut utiliser des galets de filetage de diverses formes. On ne peut pas employer les formes DR pour tous les filets (voir tableaux de capacités de filetage en annexe).
Galet C-1Galet de largeur normale. Il compose le modèle de base pour tous les galets de filetage.
Galet C-2Galet pour la production de filets courts derrière un épaulement (du côté de la coupe).
Galet C-3Sur l‘illustration, l‘outil de roulage doit être monté sur le chariot trans-versal aussi près de la pince de serrage que possible.
Galet C-4Sur l‘illustration, une certaine distance est requise entre l‘outil de roula-ge et la pince de serrage. De plus, les galets ne doivent pas toucher la surface à gauche du filet de la pièce à usiner.
Galet C-5Deux filets de même dimension peuvent être réalisés en même temps.
Galet CR-1Pour la production de filets courts. Double durée de vie de l‘outil en retournant les galets.
Galet CR-4Pour la production de filets courts derrière un épaulement. Double du-rée de vie de l‘outil en retournant les galets.
Galet CR-5 Pour le roulage d‘un filet court derrière un épaulement étroit. Double durée de vie de l‘outil en retournant les galets.
Galets C-1 et C-2
Galets C-3 et C-4
Galets C-5 et CR-1
Galets CR-4 et CR-5

16 Mode d‘emploi B14
Les galets de filetage
Galet DR-1Un retournement des galets doit être possible (double durée de vie de l‘outil). Avec les galets CR-1, la largeur du profil des galets de filetage ne suffit pas. Galet DR-5Pour le roulage d‘un filet court derrière un épaulement. Un retourne-ment des galets doit être possible (double durée de vie de l‘outil). Avec les galets CR-5, la largeur du profil des galets de filetage ne suffit pas.
Galet K-2*Pour le roulage d‘un filet conique qui se trouve du côté de la coupe.
Galet Q-2*Pour le roulage de filets coniques.
* La largeur du profil des galets pour des filets coniques est étudiée pour des longueurs de vis standard. Au cas où d‘autres longueurs de vis sont demandées; un schéma sur lequel se trouvent les longueurs de filets et dimensions est nécessaire (voir p. 38).
5.2. Paliers des galets de filetage
Normalement, le galet de filetage roule directement sur l‘axe des galets. Si le nom-bre de tours des galets es supérieur à 600 tours/ min., il est recommandé d‘utiliser des galets avec des manchons de bronze, ou de mettre en place des axes de galets en bronze.
nR =
Tours de galets de filetagen = Tours de pièce à usinerN = le nombre des spires des galets
5.3. Inscriptions des galets de filetage
Les galets de filetage sont décrits avec: • le nom de la société• le genre de filet • valeur de réglage pour la jauge d‘ajustage micrométrique et• marques de synchronisation »1« et »2«• ou »1« + »2« et »1R« + »2R« pour les galets utilisables des deux côtés (R).
Galets DR-1 et DR-5
Galets K-2 et Q-2
nN
1
2

Mode d‘emploi B14 17
Les galets de filetage
5.4. Position du galet par rapport à la pièce à usiner
Les galets de filetage ont un chanfrein à angle a. L‘angle a = 30° doit être utilisé de préférence. L‘angle a = 45° ou 60° est prévu si le dernier filet plein de la pièce à usiner doit se trouver tout près de l‘épaulement.
Une distance de sécurité doit exister entre le galet de filetage et l‘épaulement de la pièce à usiner. On indique par la mesure »L« la plus petite distance possible entre la partie du filet utilisable et l‘épaulement. La partie du galet pourvue de la hauteur de profil entière doit recouvrir le filet à produire; s‘ajoute à cela un montant de sécurité. Cette condition est remplie si la mesure »M« est observée ou excédée. Il résulte des deux exigences citées ci-dessus la largeur minimal »O« pour une coupe ou une gorge.
Les mesures »L«, »M« et »O« dépendent de la profondeur du profil T et peuvent être calculées de la façon suivante:
α= 30° α = 45° α = 60°
L 2,65 • T 1,88 • T 1,42 • T
M 2,24 • T 1,46 • T 1,02 • T
O 3,05 • T 2,28 • T 1,84 • T
Z 1,84 • T 1,06 • T 0,62 • T
La profondeur du filet »T« peut découler du pas de filet »P«, comme le montre le tab-leau ci-dessous.
Genre de filet Norme Pas du filet · facteur = Profon-deur du filet
Métrique ISO DIN P • 0,62 = T
Whitworth BS P • 0,65 = T
Whitworth Gaz BS P • 0,62 = T
Trapézoidal DIN P • 0,50 + 0,25 = T
Soupape DIN P • 0,7 = T
Tube armé DIN P • 0,5 = T
UN ANSI P • 0,62 = T

18 Mode d‘emploi B14
Machine-outil
6. Machine-outil
L‘encombrementL‘encombrement des diverses dimensions des outils de roulage résulte de la page 10 . En position avancée, l‘outil de roulage ne doit pas entrer en collision avec des pièces mécaniques, outils et pièces à usiner voisins. En position arrière, la mise en service d‘outils voisins ne doit pas être empêchée. Pour les monobroches, l‘outil de roulage doit reculer jusqu‘à ce que le tambour porte-broche puisse être déclenché.
La commande du chariot transversalLa commande du chariot transversal doit être étudiée pour les distances nécessaires aussi bien en mouvement rapide qu‘en opération.
Après avoir atteint la position avant, l‘outil de roulage doit reculer immédiatement en mouvement rapide (p. 20 et 21). Les chariots transversaux avec commande à came ou commande hydraulique remplissent cette condition.Dans certains cas, une retouche est nécessaire pour que l‘outil de roulage de dimen-sion spéciale puisse être mis en place. Les outils suivants peuvent être concernés par des retouches: outil de roulage, machine-outil, outils voisins et portes-outils.
Occasionnellement, la course du chariot transversal doit être élargie.Si vous engagez au moment du roulage des copeaux ou battitures de fer, cela endommage la pièce à rouler et les galets de filetage. Il faut donc placer l‘outil de roulage de façon à ce qu‘il ne soit pas possible que des copeaux des stations d‘usinage voisines ne tombent sur l‘outil de roulage durant l‘opération, ou placer des protections. Lors de monobroches, on préfère en général utiliser les broches supérieures pour le montage de l‘outil de roulage.Pour la mise en place de dispositifs de roulage tangentiels sur des machines à commande numérique avec plusieurs portes-outils, il faut prévoir d‘installer les outils de roulage dans une zone sans risque de copeaux tombant d‘outils voisins.
6.1. Adaptateurs
Pour la fixation des outils de roulage sur les différentes machines-outils, il est parfois nécessaire d‘utiliser des adaptateurs très divers. Tous les adaptateurs ont été ajustés de façon optimale aux machines et outils res-pectifs. Pour des raisons économiques on revient autant que possible à des pièces en éléments démontables.
Nous proposons déjà des adaptateurs pour un très grand nombre de types de ma-chines. En plus de cela, on peut monter rapidement des adaptateurs de pièces en éléments démontables pour des types de machines pas encore recensés dans les listes. Pour cela il faut joindre un croquis de l‘intérieur de la machine. Pour le roulage tangentiel il est toujours nécessaire que les galets de filetage parvi-ennent jusqu‘au centre de la pièce à usiner. Cependant, l‘outil de roulage devient plus court ou plus long selon le réglage de divers diamètres de filets (pi votation des bras). C‘est la raison pour laquelle le porte-outil doit avoir une possibilité de réglage (réglage manuel sur les machines avec commande par cames ou correction des axes »x« sur les machines CNC).
Dimensions des outils de roulage:
page 10
Mouvement d’avance sur machines avec com-
mande par cames: page 20f
Mouvement d’avance
sur machines CNC: page 21

Mode d‘emploi B14 19
Machine-outil
6.2. Course de travail
La course de travail »S« est la distance parcourue du premier contact des galets de filetage avec la pièce à usiner jusqu‘à ce que ceux-ci aient atteint le milieu de cette pièce.
Q = Diamètre de préparation de la pièce à usiner (correspond la plupart du temps au diamètre sur flancs moyen d2)d3 = Diamètre à fond de filetR = Diamètre extérieur du galet de filetage S = Course de travail U = Profondeur de transformation = f = Distance axiale des galets de filetage = Q + R - 2 · U
Si cela n‘est pas indiqué dans les tableaux de capacité, la course de travail »S« se calcule comme suit:
S = √Q · U · (N+1)
N* = Nombre des spires du galet de filetage R* = Diamètre des galets
* mesurer aux galets livrés
Nombre recommandé de tours de roulage pour la course de travailTout au long de la course de travail S, les profils de filetage des deux galets doivent occuper l‘un par rapport à l‘autre une place bien définie.
C‘est pourquoi les galets sont pourvus resp. de repères de synchronisation »1« et »2« (pour les galets réversibles »1R« et »2R« et »1« et »2«), voir p. 16.Si les galets sont montés et installés l‘un par rapport à l‘autre correctement (voir p. 24), il est garanti qu‘au départ du processus de roulage les deux galets travaillent dans la même rainure du filet.Ensuite, au cours du formage, les galets s‘orientent ensemble radialement, ce qui devient visible au corps coulissant de l‘engrenage synchronisé. Ce corps coulissant est limité dans sa course. C‘est pourquoi il ne doit jamais y avoir un temps de séjour des galets de filetage au milieu de la pièce à usiner.
Q-d32
Pas du filet jusqu’à (mm)
B14
Laiton,aluminium,alliages d‘alu.
Acier jusq. à700 N/ mm²
Acier jusq. à1000 N/ mm²acier inoxyd
0,4 - 0,5 10 - 12 * 12 - 14 * 15 - 17
0,6 - 0,8 11 - 13 14 - 16 17 - 19
1 13 - 15 16 - 18 19 - 21
1,25 13 - 15 16 - 18 20 - 22
1,5 15 - 17 18 - 20 22 - 24
1,75 15 - 18 18 - 21 22 - 25
2 18 - 21 22 - 25 26 - 29
2,5 21 - 25 25 - 29 30 - 35

20 Mode d‘emploi B14
Machine-outil
6.3. Mouvement d’avance
On peut en déduire les calculs avec »S« et »W« suivants:
Machines avec commande mécanique du mouvement d‘avance:
fu =
fu = Mouvement d‘avance du porte-outil par tour de pièce à usinerS = Course de travailW = Nombre de tours de roulage nécessaires
Machines avec mouvement d‘avance hydraulique:
fm =
fm = Mouvement d‘avance du porte-outil en mm/minS = Course de travailn = Nombre de tours de la broche principale [min-1]W = Nombre de tours de roulage nécessaires
Mouvement d’avance sur machines avec commande par cames:
Lors de l‘installation de la came d‘avance, il faut aspirer à une course du chariot maximale afin d‘éviter une salissure de l‘outil de roulage par les copeaux. La came à roulage ne doit pas être concentrique au point de la came le plus élevé.
Le chariot de roulage doit être, en position de travail avant, obligatoirement limité par une butée fixe. Pour les machines avec mouvement rapide, le début du recul de l‘outil devrait tomber en même temps que le début du mouvement rapide. Lors de la mise en route de dispositifs de roulage tangentiels, une rétroaction forcée du chariot de roulage est inévitable.
Lors d‘achat de cames de commande par un tiers, le constructeur de cames a besoin, en plus des indications déjà citées, des données suivantes:• fabricant de la machine, type et numéro de machine;• position de la broche, resp. nr. du chariot transversal;• nombre de tours de la broche prévu;• temps de travail par pièce prévu;• course de travail nécessaire S+25%;• avance du chariot par tours de broche ;
S— W
S • n— —W

Mode d‘emploi B14 21
Machine-outil
Commande du mouvement d‘avance sur machines CNC:
Le mouvement du porte-outil doit s‘effectuer selon le schéma ci-dessous.

22 Mode d‘emploi B14
Machine-outil
Mouvement d‘avance sur machines avec avance hydraulique: Il faut procéder exactement selon le schéma de déroulement ci-dessus. Le point de passage entre l‘avance rapide et l‘avance se trouve à S+25% avant le milieu de la pièce à usiner. Conformément à la formule suivante, l‘avance de roulage nécessaire Vu peut être également calculé en secondes pour une certaine distance mesurée x à choisir librement.
tx =
tx = temps en secondes pour la distance mesurée x x = distance mesurée en mm W = tours de roulage nécessairesS = course de travail n = nombre de tours de la broche par minute
6.4. Puissances d‘avance
Calculer la puissance d‘avance:
Puissance d‘avance = longueur du filet • A • B
Puissance d‘avance en N (Newton)Longueur du filet et diamètre du filet en mm
A = Puissance tangentielle en N par mm de longueur de filet; B = Constante de matière;
Calculer la puissance d’entraînement:
puiss. d‘entraînement =
puissance d‘entraînement en kWvitesse de roulage en m/min
1. Détermination de la puissance tangentielle A:
A =
P = pas de visd = diamètre nominal du filet
2. Détermination de la constante de matière B:
Résistance σ en N/mm² B
<300 0,5
300≤σ≤500 0,6
500≤σ≤600 0,7
600≤σ≤650 0,9
650≤σ≤700 1,0
700≤σ≤800 1,1
800≤σ≤1000 1,25
>1000 1,4
x • 60 • W— —— —
S • n
(15 • P) + d —— ——— —
0,219
puiss. d’avance • vitesse de roulage —— ——— ——— ——— ——— ———
60.000

Mode d‘emploi B14 23
Machine-outil
Exemple:filet: M 20x1,5longueur de filet: 15 mmrésistance de la matière: 700 N/mm²vitesse de roulage: 50 m/min
puissance tangentielle A = = 194 N
puissance d‘avance = longueur du filet • A • B = 15 • 194 • 1,0 = 2910 N
puiss. d‘entraînement = puiss. d‘avance • vitesse de roulage/60.000 = 2910 • 50/60000 = 2,4 kW
6.5. Vitesse de roulage
Selon notre expérience, les meilleurs résultats sont atteints avec une vitesse de roula-ge entre 50 - 80 m/min. Il ne faut jamais rouler avec une vitesse inférieure à 30 m/min, car sinon les matières à rouler ne peuvent fluer. Des vitesses de roulage supérieures exigent des lubrifiants à très haute teneur qui garantissent un frottement minimal des paliers des galets etc.
Paliers de galets: page 16
(15 • 1,5) + 20————————
0,219

24 Mode d‘emploi B14
Préparation au roulage de filets
7. Préparation au roulage de filets
7.1. Montage des galets de filetage
Avant le montage ou l‘échange des galets de filetage, l‘engrenage synchronisé est mis hors fonction, pour faciliter plus tard l‘ajustage, comme suit:Enlever le chapeau d‘engrenage, dévisser les vis d‘approche derrière les ressorts à pression du corps coulissant et ôter les ressorts à pression.Ensuite, délier le serrage des vis d‘ajustage et dévisser entièrement les vis d‘ajustage. Maintenant, le corps coulissant, avec la roue dentée posée par dessus, peut être ôté de l‘engrenage.A présent les vis de pression des axes de galets sont déliées et les axes de galets sont poussés aussi loin contre le côté d‘engrenage de façon à ce que les galets puissent être mis en place.Sur les galets de filetage sont inscrits »1« et »2«; pour les galets renversables »1R« et »2R« sur la deuxième face, et ils doivent être utilisés seulement par jeux.
Monter le
Galet »1« dans la face de l‘outil »1«, Galet »2« idans la face de l‘outil »2« ou resp.
Galet »1R« dans la face de l‘outil »1« et »2R« dans la face de l‘outil »2«
Les inscriptions devant être dirigées resp. vers le côté d‘engrenage.
vis d‘approche
bras d‘engrenage No 1
bras fixe No 1
vis de pression pour axes à galets
vis de pression pour axes à galets
repérage du galet
bras fixe No 2
corps coulissant
ressort à pression
chapeau d‘engrenage
vis de pression
écrou à fente
vis d‘ajustage
axes à galets
ajustage axiale
bras d‘engrenage No 2

Mode d‘emploi B14 25
Préparation au roulage de filets
Pour l‘utilisation de galets de filetage avec rainure de commande fraisée − exécu-tion DR − les bras fixes doivent être en plus retirés d‘une profondeur de rainure de commande. Cela est permis en enlevant les écrous et en dévissant les vis de rappel.Après le montage des galets de filetage, les vis de pression des axes à galets sont serrées à bloc et les écrous des bras montés de façon à ce que les bras puissent se mouvoir mais sans jeu.
7.2. Remplacement des galets de filetage en cas de filetage identique
Si, en cas de filetage identique, seuls les galets de filetage doivent être remplacés, il convient de veiller à ce que les traits de graduation »1« et »2« soient bien l‘une en face de l‘autre. Les galets peuvent être remplacés par jeu sans devoir procéder à une nouvelle synchronisation.
7.3. Réglage du jeu axial du galet de filetage (uniquement pour les variantes B14-F et B14-FK)
La condition préalable à un filetage parfait lors de l‘utilisation d‘outils à galet latéral WAGNER® est, outre le réglage précis des galets de filetage, le respect du jeu axial autorisé entre le roulement rainuré à billes axial sur le bras fixe et le galet de filetage. Sur le bras d‘engrenage, le jeu axial peut être réglé par palier de 0,02 mm. Le jeu doit être maintenu aussi faible que possible, les galets de filetage doivent cependant rester libres et ne pas être bloqués.
Procédure (voir illustration) :1. Détachez la tige filetée qui sert à coincer l‘axe de galet. 2. Réglez le jeu axial au moyen de la clé à douille de manière à ce que le galet
puisse tourner sans problème et qu‘un jeu minimal soit perceptible en bougeant le galet entre les bras. Le galet ne doit en aucun cas être dur ou être bloqué. Une torsion dans la direction positive entraîne une augmentation, et dans la direction négative une diminution du jeu. Lors de la torsion, un léger enclenchement de la bague de réglage est audible, le jeu axial est modifié de 0,02 mm par pas.
3. Resserrez la tige filetée. Appuyez à cet effet le galet de filetage sur le bras d‘engrenage. L‘axe de galet est d‘une part serré et le réglage du jeu axial est d‘autre part fixé.
4. Répétez les étapes 1 à 3 sur le second galet.
CONSEIL : Le jeu axial doit être réglé à nouveau à chaque changement de galet !
Réglage du jeu axial du galet
clé à douille
vis d‘approche

26 Mode d‘emploi B14
Préparation au roulage de filets
7.4. Remplacement de bras d‘engrenage et de bras fixes (uniquement pour les variantes sans réglage du jeu axial)
La condition préalable à un filetage parfait lors de l‘utilisation d‘outils à galet latéral WAGNER® est, outre le réglage précis des galets de filetage, le respect du jeu axial autorisé entre le roulement rainuré à billes axial sur le bras fixe et le galet de filetage.
Pour B14 :Jeu requis :
0,02 - 0,07 mm
Largeur de rainure des galets:
26,28 - 26,31 mm
L‘écart entre les paliers de butée sur le bras fixe et la face de la dent de la roue den-tée motrice est défini par l‘épaisseur du disque d‘écartement. De nouveaux paliers de butée et des disques d‘écartement doivent toujours être commandés lors de la livraison ultérieure de bras d‘engrenage. Pour compenser des tolérances de fabri-cation possibles, les disques d‘écartement sont fournis avec une surépaisseur. Avant l‘insertion, l‘épaisseur requise doit être déterminée et le disque d‘écartement fourni doit être poli à cette dimension.
7.5. Réglage des bras de l’outil de roulage
Le diamètre du filetage est réglé par le biais du réglage des bras de l‘outil. C‘est pourquoi un gabarit qui correspond au diamètre du cœur le plus petit (d3) du filetage à réaliser est requis ; le gabarit doit mesurer jusqu‘à 0,5 mm de moins, en fonction de la matière, du pas de filetage et de la longueur du filetage, afin de compenser la détente de l‘outil.Tenir le gabarit entre les galets de filetage et régler les bras de manière à ce que, aux échelles, la même position soit affichée sur les deux bras sur le corps de l‘outil. Ceci assure le passage de force symétrique par l‘outil.
tôle de recouvrement
bras d‘engrenage
palier axial
jeurainures des galets
rondelle de distance palier axial
roue dentée de commande
bras fixe

Mode d‘emploi B14 27
Préparation au roulage de filets
Ajuster ensuite les bras au moyen de vis de réglage et de rappel et serrer légèrement les écrous. Lors de ces réglages, il est important que les axes de galet soient parallèles entre eux, puis à l‘axe de la pièce.Ceci peut grossièrement être vérifié en desserrant à nouveau les vis de pression des axes de galet. Ceux-ci doivent alors être légèrement mobiles.Le contrôle minutieux peut être effectué par le biais du dispositif représenté ci-des-sous. Lors du mesurage, déplacer l‘axe de galet d‘un côté à l‘autre pour pouvoir l‘atteindre avec le palpeur de mesure. Respectez simultanément à nouveau l‘écart des galets, puis serrer les écrous des bras, en commençant par les écrous sur les bras fixes.
Réglage des positions parallèles des axes de galetsDivergence maximale 0,02 mm
7.6. Ajustage des galets de filetage (synchronisation)
Pour pouvoir rouler un filetage impeccablement, il est nécessaire de placer les profils des deux galets de filetage dans la position correcte l‘un par rapport à l‘autre.Pour ce réglage, les galets sur le côté de la rainure d‘entraînement sont dotés des marquages »1« et »2«.

28 Mode d‘emploi B14
Préparation au roulage de filets
Sur les galets réversibles, le second côté est doté du marquage »1R« et »2R«. Tous les marquages sont cepen-dant uniquement en position du côté de l‘engrenage.Pour l‘ajustage, seuls les deux marqua-ges sont placés l‘un en face de l‘autre, comme le montre le schéma. Dans cette position, les maintenir et placer la route dentée avec le corps coulissant dans la position la plus proche de la queue
d‘aronde dans l‘engrenage. Ensuite, tourner la vis d‘ajustage et monter les deux ressorts de pression avec les tiges filetées.Régler à présent la position correcte des deux marquages au moyen d‘une vis d‘ajustage et sécuriser la vis d‘ajustage contre une torsion à l‘aide de la vis de ser-rage.Les figures 1 à 4 montrent dans quel sens le jeu de l‘engrenage doit être réglé, en fonction de la position de l‘outil et du sens de rotation de la broche. Si le galet supéri-eur est en position centrale, le jeu de l‘engrenage du galet inférieur doit être réglé vers „l‘intérieur“ (voir figures 1 et 2) ou vers „l‘extérieur“ (figures 3 et 4). Il convient de procéder de manière analogue pour le marquage »1R«–»2R«. Il convient de procéder de manière analogue pour le marquage »1R«–»2R«.
Il est possible que cette position, en fon-ction du sens de rotation de la broche de la machine ou de la position de montage de l‘outil à galet latéral, doive être lé-gèrement corrigée.Après achèvement de tous les travaux, veuillez absolument contrôler le bon fon-ctionnement des galets et de l‘engrenage. Vérifier également le fonctionnement et la bonne marche du corps coulissant. Maintenir un galet à cet effet et tordre l‘autre galet dans le sens du corps de l‘outil. Le corps de l‘outil doit à cette oc-casion presser les ressorts de pression montés et retourner dans sa position de départ après relâchement des galets.Pour le roulage de filetages fins très courts dans des matières légèrement déformables telles que l‘aluminium et le laiton, il peut parfois être nécessaire de raccourcir légèrement les ressorts de pression d‘origine [80] ou de les rempla-cer par des ressorts plus faibles. Dans de tels cas, veillez également absolument lors du contrôle de fonctionnement à ce que le corps coulissant retourne dans sa position de départ après relâchement des galets.Pour finir, remonter le couvercle de l‘engrenage.
Abbildung 3 Abbildung 4
2
1
trait de repère
vis de pression
trait de repère
Figure 1 Figure 2
Mode d‘emploi B14 29
Préparation de la pièce à usiner
8. Préparation de la pièce à usiner
8.1. Détermination du diamètre de préparation
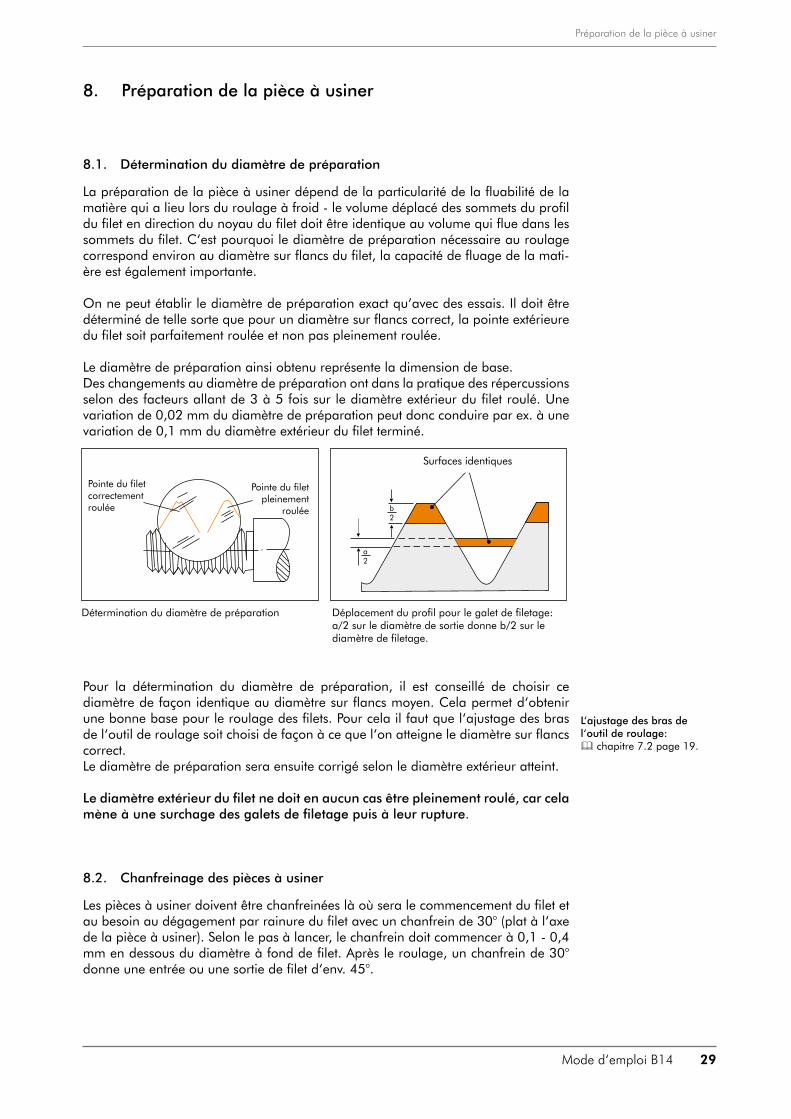
La préparation de la pièce à usiner dépend de la particularité de la fluabilité de la matière qui a lieu lors du roulage à froid - le volume déplacé des sommets du profil du filet en direction du noyau du filet doit être identique au volume qui flue dans les sommets du filet. C‘est pourquoi le diamètre de préparation nécessaire au roulage correspond environ au diamètre sur flancs du filet, la capacité de fluage de la mati-ère est également importante.
On ne peut établir le diamètre de préparation exact qu‘avec des essais. Il doit être déterminé de telle sorte que pour un diamètre sur flancs correct, la pointe extérieure du filet soit parfaitement roulée et non pas pleinement roulée.
Le diamètre de préparation ainsi obtenu représente la dimension de base.Des changements au diamètre de préparation ont dans la pratique des répercussions selon des facteurs allant de 3 à 5 fois sur le diamètre extérieur du filet roulé. Une variation de 0,02 mm du diamètre de préparation peut donc conduire par ex. à une variation de 0,1 mm du diamètre extérieur du filet terminé.
Pour la détermination du diamètre de préparation, il est conseillé de choisir ce diamètre de façon identique au diamètre sur flancs moyen. Cela permet d‘obtenir une bonne base pour le roulage des filets. Pour cela il faut que l‘ajustage des bras de l‘outil de roulage soit choisi de façon à ce que l‘on atteigne le diamètre sur flancs correct.Le diamètre de préparation sera ensuite corrigé selon le diamètre extérieur atteint.
Le diamètre extérieur du filet ne doit en aucun cas être pleinement roulé, car cela mène à une surchage des galets de filetage puis à leur rupture.
8.2. Chanfreinage des pièces à usiner
Les pièces à usiner doivent être chanfreinées là où sera le commencement du filet et au besoin au dégagement par rainure du filet avec un chanfrein de 30° (plat à l‘axe de la pièce à usiner). Selon le pas à lancer, le chanfrein doit commencer à 0,1 - 0,4 mm en dessous du diamètre à fond de filet. Après le roulage, un chanfrein de 30° donne une entrée ou une sortie de filet d‘env. 45°.
L‘ajustage des bras de l‘outil de roulage: chapitre 7.2 page 19.
Détermination du diamètre de préparation Déplacement du profil pour le galet de filetage: a/2 sur le diamètre de sortie donne b/2 sur le diamètre de filetage.
Surfaces identiques
30 Mode d‘emploi B14
Préparation de la pièce à usiner
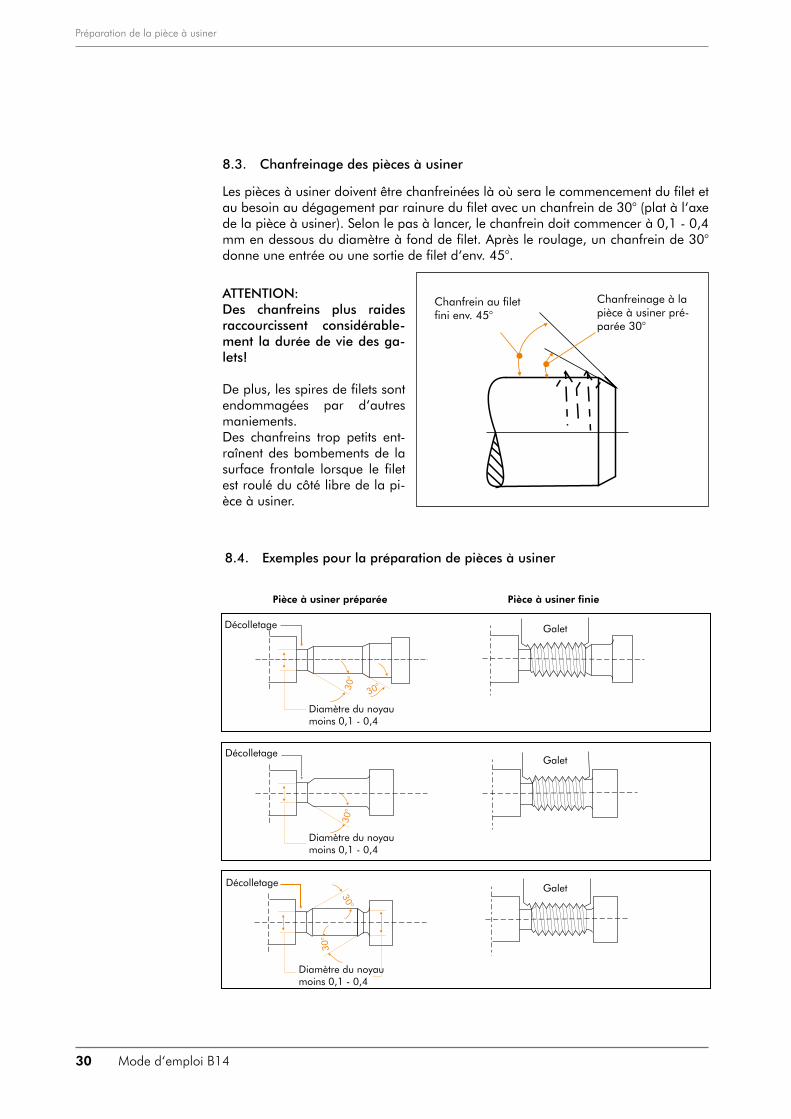
8.3. Chanfreinage des pièces à usiner
Les pièces à usiner doivent être chanfreinées là où sera le commencement du filet et au besoin au dégagement par rainure du filet avec un chanfrein de 30° (plat à l‘axe de la pièce à usiner). Selon le pas à lancer, le chanfrein doit commencer à 0,1 - 0,4 mm en dessous du diamètre à fond de filet. Après le roulage, un chanfrein de 30° donne une entrée ou une sortie de filet d‘env. 45°.
ATTENTION:Des chanfreins plus raides raccourcissent considérable-ment la durée de vie des ga-lets!
De plus, les spires de filets sont endommagées par d‘autres maniements.Des chanfreins trop petits ent-raînent des bombements de la surface frontale lorsque le filet est roulé du côté libre de la pi-èce à usiner.
8.4. Exemples pour la préparation de pièces à usiner
Mode d‘emploi B14 31
Montage de l‘outil de roulage sur la machine
9. Montage de l‘outil de roulage sur la machine
Avant le commencement de ce travail, la pièce à rouler doit être bien située dans la broche de travail avec le diamètre de préparation calculé Q et avec le chanfrein nécessaire. Il faut vérifier encore une fois le diamètre de préparation.
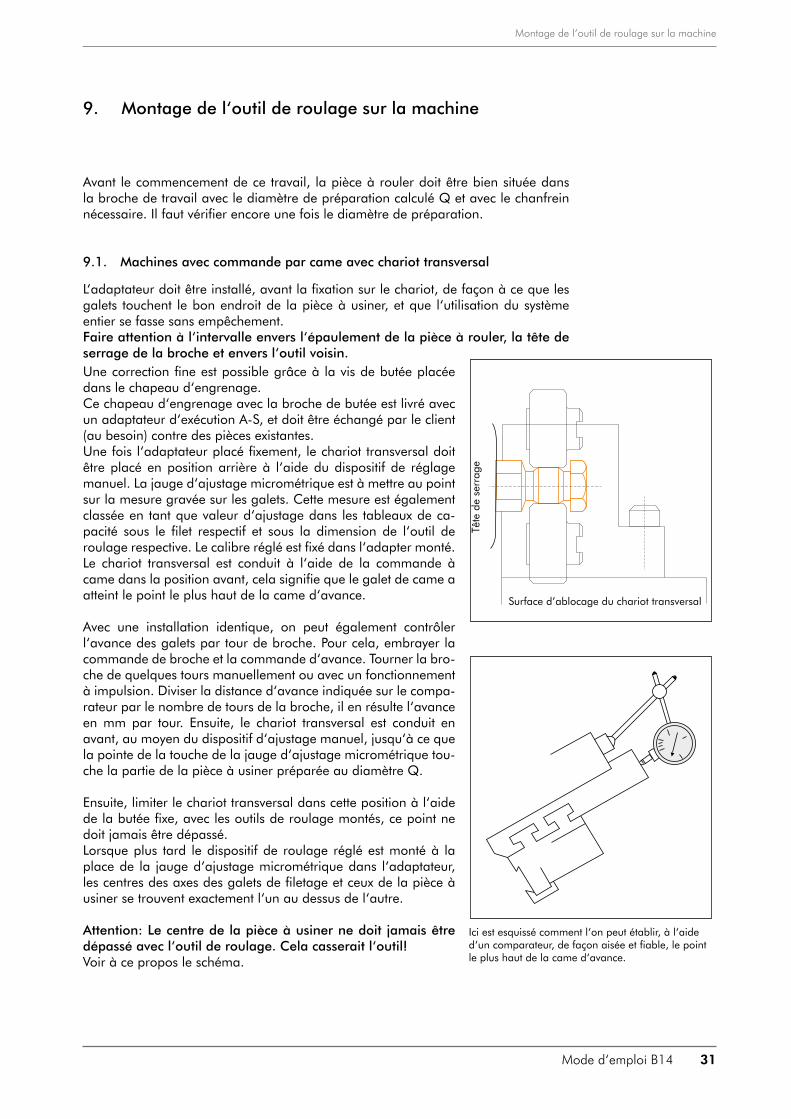
9.1. Machines avec commande par came avec chariot transversal
L‘adaptateur doit être installé, avant la fixation sur le chariot, de façon à ce que les galets touchent le bon endroit de la pièce à usiner, et que l‘utilisation du système entier se fasse sans empêchement.Faire attention à l‘intervalle envers l‘épaulement de la pièce à rouler, la tête de serrage de la broche et envers l‘outil voisin.Une correction fine est possible grâce à la vis de butée placée dans le chapeau d‘engrenage.Ce chapeau d‘engrenage avec la broche de butée est livré avec un adaptateur d‘exécution A-S, et doit être échangé par le client (au besoin) contre des pièces existantes.Une fois l‘adaptateur placé fixement, le chariot transversal doit être placé en position arrière à l‘aide du dispositif de réglage manuel. La jauge d‘ajustage micrométrique est à mettre au point sur la mesure gravée sur les galets. Cette mesure est également classée en tant que valeur d‘ajustage dans les tableaux de ca-pacité sous le filet respectif et sous la dimension de l‘outil de roulage respective. Le calibre réglé est fixé dans l‘adapter monté.Le chariot transversal est conduit à l‘aide de la commande à came dans la position avant, cela signifie que le galet de came a atteint le point le plus haut de la came d‘avance.
Avec une installation identique, on peut également contrôler l‘avance des galets par tour de broche. Pour cela, embrayer la commande de broche et la commande d‘avance. Tourner la bro-che de quelques tours manuellement ou avec un fonctionnement à impulsion. Diviser la distance d‘avance indiquée sur le compa-rateur par le nombre de tours de la broche, il en résulte l‘avance en mm par tour. Ensuite, le chariot transversal est conduit en avant, au moyen du dispositif d‘ajustage manuel, jusqu‘à ce que la pointe de la touche de la jauge d‘ajustage micrométrique tou-che la partie de la pièce à usiner préparée au diamètre Q.
Ensuite, limiter le chariot transversal dans cette position à l‘aide de la butée fixe, avec les outils de roulage montés, ce point ne doit jamais être dépassé.Lorsque plus tard le dispositif de roulage réglé est monté à la place de la jauge d‘ajustage micrométrique dans l‘adaptateur, les centres des axes des galets de filetage et ceux de la pièce à usiner se trouvent exactement l‘un au dessus de l‘autre.
Attention: Le centre de la pièce à usiner ne doit jamais être dépassé avec l‘outil de roulage. Cela casserait l‘outil!Voir à ce propos le schéma.
Ici est esquissé comment l‘on peut établir, à l‘aide d‘un comparateur, de façon aisée et fiable, le point le plus haut de la came d‘avance.
Surface d’ablocage du chariot transversal
Tête
de
serr
age

32 Mode d‘emploi B14
Montage de l‘outil de roulage sur la machine
9.2. Réglage de l‘outil sur »le centre de la pièce à usiner«
9.3. Machines à commande numérique
Les adaptateurs sont équipés avec des queues selon DIN 69 880 ou avec des pla-quettes ou angles de vissage spécifiques à la machine, et sont portés directement par le porte-outil.
Il existe sur l‘adaptateur un goujon d‘arrêt fixe sur lequel est installé, avec une ten-sion constante, le dispositif de roulage tangentiel. Le centrage latéral du dispositif de roulage tangentiel par rapport à la pièce à usiner, et eventuellement aux rebords parasites existants doit avoir lieu avec l‘axe Z de la commande de la machine.
La jauge d‘ajustage micrométrique doit être réglée sur la mesure qui est gravée sur les galets. La jauge ainsi réglée doit être serrée fermement sur l‘adaptateur.
Ensuite, le porte-outil avec l‘adaptateur monté et la jauge d‘ajustage micrométrique est conduit en avant jusqu‘à ce que la pointe de la touche de la jauge touche la pièce à usiner préparée au diamètre Q. La position du porte-outil ainsi établie est appelée X0. Cela signifie que les centres des galets de filetage et de la pièce à usiner se trou-vent sur une ligne – le filet serait fini d‘être formé.
Cette position du porte-outil ne doit jamais être dépassée!

Mode d‘emploi B14 33
Montage de l‘outil de roulage sur la machine
La mesure C indiquée sur la feuille de calcul sert uniquement d‘indice pour la pro-grammation et doit, comme décrit ci-dessus, être revérifiée.
Pour les machines avec mesurage de l‘outil intégré, la pointe de la touche de la jauge d‘ajustage micrométrique peut être mesurée.
Attention: ajouter à cela Q/2.
Il est absolument nécessaire de faire un contrôle également pour ce procédé, c‘est-à-dire il faut conduire encore une fois la pointe de la touche de la jauge d‘ajustage micrométrique contre la pièce à usiner préparée au diamètre Q.
9.4. Hydraulisch gesteuerte Maschinen mit Querschlitten
Pour le réglage, le procédé correspond à celui des machines de commande par came, décrit p. 31 .
Selon notre expérience, on peut régler le plus précisément que possible l‘avance de roulage lorsque le temps tx (voir p. 22) est établi pour une distance mesurée x la plus grande que possible.
Ensuite on marque la distance mesurée x sur le plateau du chariot et règle la vitesse du chariot de façon à ce que la distance marquée soit parcourue par le chariot dans le laps de temps tx. Enfin, on règle l‘avance rapide de façon à ce qu‘elle s‘arrête à la marge de sécurité S+25% avant le centre de la pièce à usiner. La distance S+25% est parcourue en avance de roulage (correspondant à Vu) et après avoir atteint la position de chariot avant (les galets se trouvent exactement au centre de la pièce à usiner) il faut faire le changement sans temps de séjour en recul rapide.Une butée fixe pour limiter la position du chariot avant est absolument nécessaire.
9.5. Recul de l’outil
Les travaux exécutés jusqu‘ici concernaient l‘avance du porte-outil. Il faudrait ensuite contrôler de nouveau le recul du porte-outil suivant les points suivants:
• Pour les machines à commande par came: Recul rapide du chariot de rou-lage sans temps de séjour en position avant. Une came de recul, un dispositif de recul, ou coulisseau de dégagement sont absolument nécessaires pour ramener de façon certaine l‘outil tendu par le roulage.
• S‘il existe une mise en circuit de mouvement rapide, le début du mouve-ment rapide doit tomber en même temps que le début du retour du chariot de roulage.
• Pour les machines CNC, l‘outil doit reculer sans temps de séjour en mouve-ment rapide aussi loin dans l‘axe X jusqu‘à ce qu‘il soit entièrement libéré de la pièce à usiner.
• Pour les machines à commande hydraulique, il faut mettre en recul rapide sans temps de séjour après que la position de chariot avant ait été atteinte.
Lorsque l‘on a terminé ces travaux, on retire la jauge d‘ajustage micrométrique de l‘adaptateur et détermine le fonctionnement parfait de la machine par plusieurs cy-cles de travail automatiques.
Machines avec commande par came: chapitre 9.1 page 31
Calculer le temps tx: page 22

34 Mode d‘emploi B14
Montage de l‘outil de roulage sur la machine
9.6. Centrage de l‘outil de roulage dans la machine (»réglage jeu de pendule«)
L‘outil de roulage complètement monté est serré dans l‘adaptateur, orienté latérale-ment et déplacé vers l‘avant jusqu‘à ce que les galets touchent quasiment la pièce.En cas d‘adaptateurs à glissière, l‘outil de roulage est réglé avec la broche de régla-ge située sur l‘adaptateur, de manière à ce qu‘il soit situé en fonction du diamètre de filetage au maximum à 0,5 mm en-dessous du milieu de la pièce. Bloquer ensuite la broche de réglage avec l‘écrou.Régler ensuite les pièces d‘adaptateur boulon à ressort et ressort de pression avec la tige filetée de manière à garantir un autocentrage parfait. Serrer également la tige filetée.Si l‘outil de roulage est utilisé en position suspendue, les broches de réglage et les boulons à ressort, les ressorts de pression et la tige filetée doivent être interchangés. Attention : Si le jeu de pendule est trop grand, les pièces sont endommagées, ce qui entraîne une cassure précoce des galets de filetage.
écrou
tige de réglage
boulons à ressort ressorts à pression
vis d‘approche
écrou
Q = diamètre de préparation calculé
Pour les adaptateurs NC, ce réglage est effectué avec deux tiges filetées.Les tiges filetées sont réglées et serrées à cette occasion, de manière à ce qu‘en cas de jeu, dépendant du diamètre de filetage au maximum de 0,5 mm, chaque galet puisse toucher la pièce pour pouvoir atteindre ainsi un centrage parfait.Procédez comme suit : Pressez un galet contre la pièce. Déplacer l‘outil en avant jusqu‘à ce que l‘autre galet et la pièce présentent un écart d‘env. 0,5 mm. Maintenir à présent un galet pressé contre la pièce et limiter le jeu de pendule dans un sens en appliquant et en serrant une tige filetée à l‘aide de l‘écrou sur l‘adaptateur. Presser à présent le second galet contre la pièce, limiter le jeu de pendule dans le sens inverse en appliquant et en serrant l‘autre tige filetée à l‘aide de l‘écrou. En cas d‘outil latéralement suspendu, le galet inférieur doit tout d‘abord être pressé vers le haut.
Mode d‘emploi B14 35
Roulage de filets
10. Roulage de filets
Lorsque toutes les préparations sont terminées, le filet peut être roulé.Pour cela, le principe est le suivant: Outil réglé correctement et toutes les fonc-tions des machines à 100%!
Cela signifie: Le cycle de travail »roulage de filets« doit être parcouru entièrement de façon automatique avec une avance calculée lors du nombre de tours par minute, on ne doit jamais rouler en fonctionnement à impulsion, avec un jeu individuel, avec un nombre de tours par minute réduit ou une avance réduite.
Ensuite, les filets roulés sont mesurés et il faut faire éventuellement les corrections necessaires: Remarque: Le diamètre sur flancs de filet varie selon le réglage de l‘outil de roulage.On peut varier le diamètre extérieur du filet par le changement du diamètre de préparation Q de la pièce à usiner.
10.1. Correction du réglage de l‘outil de roulage
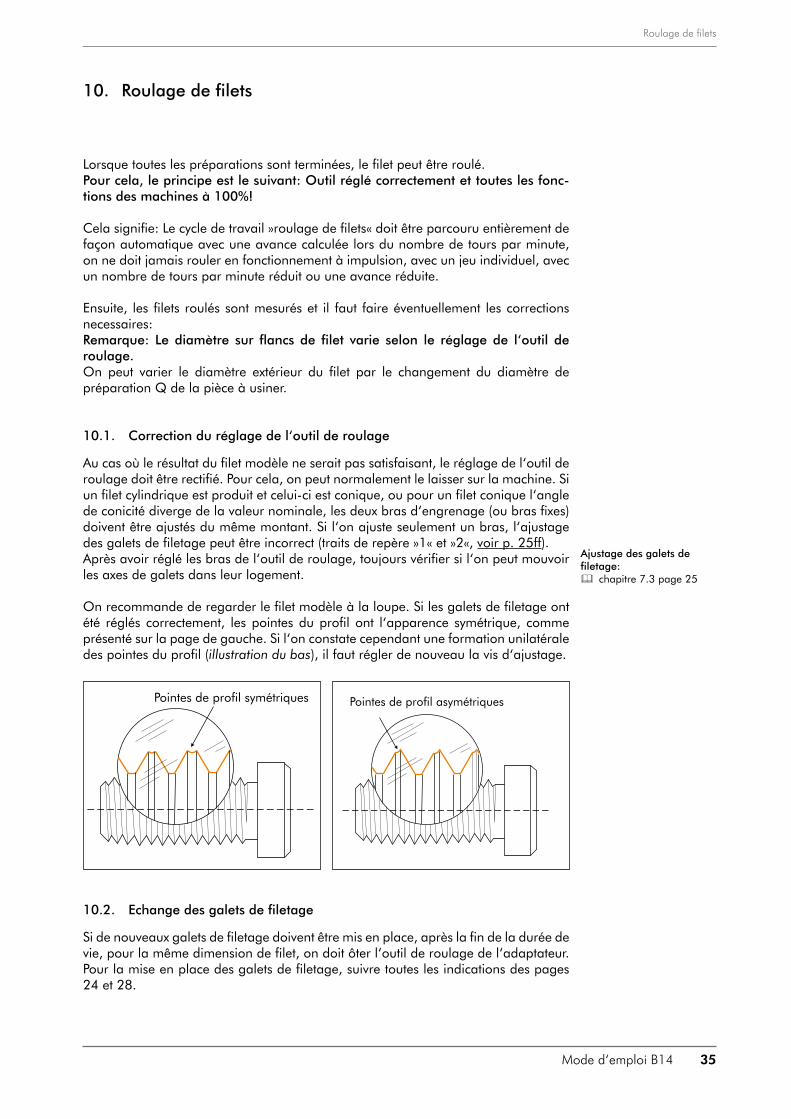
Au cas où le résultat du filet modèle ne serait pas satisfaisant, le réglage de l‘outil de roulage doit être rectifié. Pour cela, on peut normalement le laisser sur la machine. Si un filet cylindrique est produit et celui-ci est conique, ou pour un filet conique l‘angle de conicité diverge de la valeur nominale, les deux bras d‘engrenage (ou bras fixes) doivent être ajustés du même montant. Si l‘on ajuste seulement un bras, l‘ajustage des galets de filetage peut être incorrect (traits de repère »1« et »2«, voir p. 25ff).Après avoir réglé les bras de l‘outil de roulage, toujours vérifier si l‘on peut mouvoir les axes de galets dans leur logement.
On recommande de regarder le filet modèle à la loupe. Si les galets de filetage ont été réglés correctement, les pointes du profil ont l‘apparence symétrique, comme présenté sur la page de gauche. Si l‘on constate cependant une formation unilatérale des pointes du profil (illustration du bas), il faut régler de nouveau la vis d‘ajustage.
10.2. Echange des galets de filetage
Si de nouveaux galets de filetage doivent être mis en place, après la fin de la durée de vie, pour la même dimension de filet, on doit ôter l‘outil de roulage de l‘adaptateur. Pour la mise en place des galets de filetage, suivre toutes les indications des pages 24 et 28.
Ajustage des galets de filetage: chapitre 7.3 page 25

36 Mode d‘emploi B14
Roulage de filets
En raison des tolérances de production des galets, il est possible qu‘un réajustage minime des bras de l‘outil de roulage soit nécessaire. Harmoniser les traits de repère »1« et »2« au moyen de la vis d‘ajustage, comme indiqué aux pages 24 et 28.S‘il faut changer sur une autre dimension de filet, l‘outil de roulage et l‘adaptateur doivent être démontés du chariot transversal. Reprendre du tout au tout le montage et le réglage!
10.3. Durée de vie des galets de filetage
La durabilité des galets dépend de beaucoup de facteurs, et on peut atteindre norma-lement quelques milliers à cent mille filets par jeu de galets. Voici quelques facteurs qui peuvent plus ou moins influencer la durabilité des galets:
• La résistance et l‘allongement de la matière• Dureté maximum après trempe de la matière lors du formage à froid• Degré de roulage du filet• Exécution fidèle aux prescriptions des chanfreins d‘entrée et de sortie• Réglage correct de l‘outil et montage professionnel sur la machine• Vitesse de roulage et avance de l‘outil• Qualité et alimentation du liquide d‘arrosage-lubrification• Pièces à usiner »sans copeaux«, c‘est-à-dire veiller à ce que les pièces à
usiner et les galets soient propres (»sans copeaux«) avant que le cycle de roulage ne commence.
En plus de matières de base diverses pour les galets de filetage, on peut également mettre à disposition différentes possibilités de traitement pour les surfaces. Celles-ci sont, suivant le cas, proposées et exécutées, selon notre expérience. En général, les délais de livraison sont plus longs lorsqu‘il s‘agit de productions spéciales, ce qu‘il faut toujours prendre en considération lors de la commande de l‘outil. On peut trou-ver les prix pour les outils spéciaux sur les listes.
10.4. Remplacement des paliers de butée
Lors de l‘insertion des paliers de butée, il convient d‘en respecter l‘orientation cor-recte. Les paliers doivent toujours être montés de manière à ce que le chanfrein soit situé sur le côté du galet de filetage. Ceci s‘applique au palier de butée dans le bras d‘engrenage tout comme au palier de butée sur le bras fixe.
Synchronisation des galets: chapitre 7.6 pages 27ff
Remplacement des paliers de butée
bras fixe palier axial Couvercle bras d‘engrenage
Roue dentée à entraînement
palier axial bras d‘engrenage

Mode d‘emploi B14 37
Roulage de filets coniques
11. Roulage de filets coniques
Les exécutions suivantes, concernant les filets coniques, partent uniquement de profondeurs filetées standard I1. Pour les filets avec d‘autres profondeurs filetées, il faut joindre des schémas correspondants sur lesquels doivent être indiqués clairement la longeur du filet, la côte de mesures et autres exigences. Ces mesures con-cernant les dimensions particulières requises sont à inscrire dans le tableau p. 38 prévu à cet effet.
Mesure de distance MLa mesure de distance M doit être absolument respectéelors du réglage latéral des galets. C‘est seulement en respectant les mesures prescrites qu‘il peut avoir lieu entre les galets de filetage et la pièce à usiner un déroulement optimal.
Attention: Toutes les positions de galets ne correspon-dant pas à cette prescription ont pour conséquence desfilets défectueux et le cassage prématuré des galets!
Diamètre de préparation pour les filets Whitworth
gaz coniques et filets NPT
X = Dimension minimum pour des pièces à usiner avec épaulementI1 = Profondeur filetée standard
Mesure de distance YC‘est la mesure de la distance entre la face de la pièce à usiner et le point annexe de la pointe de la touche de la jauge d‘ajustage micrométrique. La valeur d‘ajustage E dans les tableaux de capacité est calculée avec le diamèt-re de la pièce à usiner pour Y.
Dimension de calibre avec laquelle les galets de filetagepeuvent être réglés les uns aux autres de façon correcte et exacte (d‘excellents résultats ont été obtenus avec les calibres en acier laminé d‘épaisseur de 3 à 8 mm).
M = Mesure de la distance entre la face des galets et la face du calibre d’ajustage
Largeur du profil
chanfrein des deux côtés
Largeur du profil

38 Mode d‘emploi B14
Roulage de filets coniques
Filets Whitworth gaz DIN 2999 (K1:16)
Dimension A B C X I1 A1 B1Largeur du profil
M Y
R 1/16”-28 6,89 7,29 6,10 8,1 6,5 6,31 6,71 8,8 1,2 3,25
R 1/8”-28 8,89 9,30 8,10 8,1 6,5 8,31 8,72 8,8 1,2 3,25
R 1/4”-19 11,92 12,53 10,80 12,0 9,7 11,07 11,66 13,0 1,7 4,85
R 3/8”-19 15,40 16,03 14,30 12,4 10,1 14,55 15,18 13,4 1,7 5,1
R 1/2”-14 19,28 20,10 17,85 16,3 13,2 18,11 18,94 17,7 2,3 6,6
R 3/4”-14 24,68 25,59 23,40 17,6 14,5 23,62 24,52 19,0 2,3 7,25
R 1”-11 31,12 32,17 29,40 20,8 16,8 29,64 30,69 22,6 2,9 8,4
R 11/4”-11 39,63 40,83 37,90 23,1 19,1 38,15 39,35 24,9 2,9 9,55
R11/2”-11 45,53 46,72 43,80 23,1 19,1 44,05 45,24 24,9 2,9 9,55
Filets NPT (K1:16)
Dimension A B C X I1 A1 B1Largeur du profil
M Y
1/16”-27 6,88 7,31 5,91 8,2 6,6 6,14 6,55 9,0 1,2 3,3
1/8”-27 9,24 9,65 8,17 8,3 6,7 8,48 8,89 9,1 1,2 3,4
¼”-18 12,11 12,77 10,76 12,7 10,2 10,99 11,63 13,7 1,8 5,1
3/8”-18 15,54 16,20 14,22 12,7 10,4 14,42 15,06 13,9 1,8 5,2
½”-14 19,25 20,11 17,57 16,6 13,6 17,80 18,66 18,1 2,3 6,8
¾”-14 24,58 25,45 22,91 16,7 13,8 23,13 24,00 18,3 2,3 6,9
1”-11½ 30,83 31,90 28,85 21,4 17,3 29,05 30,14 22,8 2,8 8,7
1¼”-11½ 39,54 40,66 37,59 21,8 18,0 37,79 38,91 23,5 2,8 9,0
1½”-11½ 45,61 46,76 43,63 22,2 18,4 43,86 45,00 23,9 2,8 9,2
Filets coniques particuliers selon description du client
Description du client
A B C X I1 A1 B1Largeur du profil
M

Mode d‘emploi B14 39
Utilisations particulières
12. Utilisations particulières
En plus de la production de filets, les dispositifs de roulage tangentiels WAGNER®
peuvent être utilisés pour d‘autres domaines d‘application. Ainsi sont rendus possi-bles des moletages.On peut utiliser les outils également avec succès pour le polissage de rainures annu-laires (sans pas). Se renseigner concernant ces possibilités d‘application au près de la société WAGNER®.
12.1. Moleter
On peut faire avec les dispositifs de roulage tangentiels des moletages selon DIN 82 ou semblables, si l‘on utilise les galets de moletage correspondants.Dans ce cas, le fonctionnement synchrone des galets n‘étant pas nécessaire, voire même nuisible, il faut ôter de l‘outil de roulage tangentiel la roue dentée de com-pensation [50], le corps coulissant [40] et les ressorts à pression [80]. Il faut ensuite remettre en place la vis d‘ajustage [60] et les vis d‘approches [90] pour empêcher la saleté de s‘infiltrer dans l‘espace d‘engrenage. Lors de la production de moletages, il faut en principe faire attention à ce que la circonférence du cercle primitif de référence soit un multiple entier du pas moleté. On peut s‘attendre uniquement sous cette condition à un résultat parfait.Cela signifie également qu‘on ne peut pas produire un diamètre moleté quelconque, mais qu‘il faut se mettre d‘accord sur le pas.
Lors de l‘ajustage de l‘outil de roulage tangentiel, la distance des galets est réglée au:
Cercle primitif de référence –
La valeur de réglage pour la jauge d‘ajustage peut être facilement repérée en me-surant à l‘outil ajusté la mesure entre le bord arrière de la queue d‘aronde et le bord avant des galets, et en retirant de celle-ci la moitié du diamètre des galets et la moitié du diamètre de préparation. La mesure ainsi obtenue est la longueur totale de la jauge d‘ajustage. On en soustrait la mesure de calibre de base (page 4) et obtient ainsi la valeur de réglage. Les réglages suivants sont exécutés similairement au roulage de filets.
Il faut faire attention à ce que l‘outil de roulage tangentiel soit exactement réglé au centre de la pièce à usiner, grâce aux deux vis d‘approche de l‘adaptateur. Il ne devrait exister des deux côtés qu‘un jeu de max. 0,3 mm. Les vitesses de roulage devraient se situer entre 40 et 80 m/ min. La grandeur d‘avance est à choisir entre 0,5 et 1,0 mm/tour. Il faut éviter les temps de séjour des galets au centre de la pièce à usiner.
Course de travail SLa course de travail S est calculée selon la formule suivante:
S (course de travail) = + – +
Signification: R = diamètre des galets d2 = diamètre du cercle primitif de référence d3 = distance des galets (diamètre à fond de filet)
t2

40 Mode d‘emploi B14
Utilisations particulières
ATTENTION: Comme pour le roulage de filets, les pointes de profils ne doivent pas être formés pleinement lors du moletage car cela entrainerait un surroulage et un écaillage de la matière. On ne peut pas atteindre les angles de flancs exactement prescrits.Le roulage de dentures à cannelures est possible mais uniquement de façon limitée car aucun flanc droit ne peut être roulé.Nous vous prions de nous adresser votre demande en cas de besoin.
12.2. Utilisation pour le lissage
Montage des galets de lissageLa procédure de montage des galets de lissage est décrite aux chapitres 7.1 et 7.4 dans les instructions de service.
Les galets de lissage ne sont pas dotés d‘un marquage »1« ou »2«, de manière à pouvoir monter les galets librement.La vis d‘ajustage est à nouveau vissée, après retrait du corps coulissant avec la roue dentée, et serrée avec la tige filetée.Les deux tiges filetées sur le côté opposé sont également à nouveau vissées et le cou-vercle d‘engrenage est posé et vissé.Le bloc d‘équilibrage, la roue dentée logée sur celui-ci et les ressorts de pression ne sont pas nécessaires pour le lissage, car les deux galets de lissage sont travaillés sans synchronisation.
Réglage des bras de l‘outil de roulage Veuillez respecter les consignes indiquées au chapitre 7.4.
Une cote de 0,1 mm de moins que le diamètre de lissage est utilisée comme gabarit.Si des différences de cote étaient constatées ultérieurement sur le diamètre lissé, une correction est effectuée avec des vis de réglage et de rappel (voir page 24).
Montage d‘outils sur la machinea) La cote de réglage »E« n‘est pas gravée sur les galets de lissage car les galets peuvent être insérés pour les diamètres les plus différents. La cote »E« est alors déterminée comme suit :• Déterminer la cote »H« avec l‘outil réglé sur le diamètre de lissage• Déterminer la cote »D« du galet de lissage• Déterminer la cote de préparation »Q« de la pièce• Déterminer la cote du gabarit »Lm« de la taille d‘outil correspondante :
Pour B14 : Lm = 59,5 mm• Déterminer »SA« :
jusqu‘à Ø 6 = 0,1 mm, au-dessus de Ø 6 à Ø 28 = 0,2 mm, au-dessus de Ø 28 = 0,3 mm
E = H – ½ – ½ – Lm + SA
Montage des galets: chapitres 7.1 et 7.4
pages 24-26
Réglage des bras de l‘outil de roulage:
chapitre 7.4 page 26
Vis de réglage et de rappel: chapitre 7.1 page 24
Montage d‘outils sur la machine:
chapitre 9 page 31
D— 2
Q— 2

Mode d‘emploi B14 41
Utilisations particulières
b) Une indication exacte de la courbe de travail S et de l‘avance n‘est pas possible pendant le lissage. L‘avance est donc choisie de manière à ce que l‘outil centré – avec centrage très faible – s‘arrête, avant la fin de l‘avance rapide avec les galets de lissage, juste avant d‘entrer en contact avec la pièce.
c) Il est possible de travailler avec une avance / rotation d‘env. 0,25 mm comme grandeur d‘avance, en cas de rapports de pièce instables, cette valeur est réduite en conséquence. La vitesse de traitement doit être comprise entre 40 et 80 m/min. Une fois le milieu de pièce atteint, un temps d‘arrêt allant jusqu‘à 0,2 se-condes peut être choisi pour les machines à commande CNC, avant la mise en marche de la course de retour rapide.
LubrifiantUne pureté absolue doit être respectée pour le lubrifiant car des particules de saletés sont roulées et endommagent la surface. Il est parfois nécessaire d‘utiliser un circuit de refroidissement à filtrage séparé, éventuellement avec filtrage en dérivation.
Mode de travailLe diamètre de préparation ne peut être réduit que légèrement par le biais du lissage (max. 0,02 mm), seule la rugosité existante de la surface est plutôt lissée. Le résultat du lissage peut être influencé par une modification de cette rugosité de surface.

42 Mode d‘emploi B14
Défauts des filets roulés et leurs causes
13. Défauts des filets roulés et leurs causes
Défaut:Qualité de surface insatisfaisante du filet; Matière tombée en éclats sur les flancs de filets (»écailles«):1. Galets non correctement synchronisés.2. Axes de galets non parallèles à l‘axe de la pièce à usiner.3. Guidage du chariot usé.4. Axes de palier ou coussinets de l‘adaptateur détériorés par l‘usage.5. On »surroule«.6. Matière non propre au roulage à froid.
Filets »chancelants«:1. Galets non correctement synchronisés.2. Axes de galets non parallèles à l‘axe de la pièce à usiner.3. Pièce à usiner se tord en roulant.
Filets »faux-ronds«:1. Pièces à usiner faux-rond.2. Avance de roulage trop élevée (trop peu de tours de la pièce à usiner).3. Matière ayant une trop petite extension lors du roulage à froid.4. Les galets de filetage n‘arrivent pas au centre de la pièce à usiner.
Filets coniques:1. Mesure dégrossie au tour conique.2. Axes des galets non parallèles entre eux et à l‘axe de la pièce à usiner.3. Pièce à usiner se tord sous la charge.
Mauvaise forme des filets:1. Pièce à usiner dévie lors du roulage.2. Galets non correctement synchronisés.3. Trop de tours de la pièce à usiner à rouler.4. L‘avance du chariot transversal est trop courte ou trop longue.
Filets formés non pleinement, car la pièce à usiner a une paroi trop mince, les alésages se transforment de façon massive:Pour le diamètre du filet extérieur jusqu‘à environ 20 mm, l‘époule de la paroi des galets doit s‘élever à min. 4x la profondeur du filet. Pour les filets plus grands que 20 mm, l‘époule de la paroi devrait s‘élever au moins à 5-6x la profondeur du filet. Lorsque c‘est à la limite, il faut faire des essais.
Des particules de matière ont été roulées dans le profil de la pièce à usiner. Les profils des galets sont très déformés surtout dans le fond:1. L‘outil de roulage travaille où il y a perte de copeaux d‘autres stations d‘usinage.2. Le liquide d‘arrosage-lubrification est sali par les particules de la matière.
Installer un filtre magnétique ou mécanique.
Grande usure à l‘alésage des galets et aux axes des galets:Lors d‘utilisation d‘émulsion en tant que liquide d‘arrosage-lubrification, il faudrait prendre en considération une teneur en graisses de 8 à 10%. Les émulsions maigres ne sont pas appro-priées pour le roulage.
Mode d‘emploi B14 43
Soin et entretien
14. Soin et entretien
14.1. Arrosage – lubrification
Il faut assurer une alimentation en liquide d‘arrosage lubrification suffisante. D‘excellents résultats ont été obtenus avec des émulsions de 8 à 10% ainsi qu‘avec des huiles légères comme celles appliquées pour le façonnage à enlèvement de copeaux. Des additifs à haute pression réduisent le frottement entre les galets de filetage et la pièce à usiner. Vous contribuez ainsi à l‘amélioration de la durée de vie de l‘outil. Un bon filtrage du liquide d‘arrosage lubrification est très important pour éviter que des corps étrangers (copeaux) ne soient roulés dans le filet ou ne s‘incrustent dans les paliers des galets.Pour les questions spécifiques concernant les liquides d‘arrosage lubrification, le ser-vice clientèle des entreprises d‘huile minérale sont également à votre disposition. S‘adresser à elles en cas de besoin.
14.2. Plan de maintenance pour les dispositifs de roulage tangentiel WAGNER®
Les outils à galet latéral WAGNER® nécessitent peu de maintenance. En raison des différentes conditions d‘utilisation, les intervalles de maintenance sont très variables et s‘orientent sur le cas d‘application en question. Pour atteindre une durabilité op-timale des galets ainsi qu‘une haute durée de vie de l‘outil, un réglage de l‘outil de roulage optimal est nécessaire.Si l‘outil de roulage n‘a pas été utilisé pendant une période prolongée, il doit alors être désassemblé. Nettoyer et lubrifier soigneusement chaque pièce. Remplir les rou-lements rainurés à billes axiaux [230] de graisse pour roulement à billes. L‘engrenage synchrone doit être pourvu de graisse pour transmission et lubrifié de temps à autres via le graisseur placé en face du couvercle de d‘engrenage.
A chaque changement de galets :• Contrôler le bon fonctionnement des galets• Contrôler l‘usure des axes de galet• Lors du réajustage du diamètre : Contrôler la position parallèle des axes de galet
et la corriger éventuellement (voir chapitre 7.4)• Lors de la resynchronisation : Contrôler la position du corps coulissant et la cor-
riger éventuellement (voir chapitre 7.5)• Pour les variantes d‘outils »F«: Régler à nouveau le jeu axial des galets (voir cha-
pitre 7.3)
Après environ 100.000 filetages roulés :• désassembler complètement l‘outil, le nettoyer, contrôler et éventuellement rem-
placer les pièces d‘usure (palier lisse de butée, roues dentées, joint, axes de galet).
• Il convient de veiller en particulier à ce qu‘aucun copeau ou aucune saleté ne se trouve dans la zone d‘engrenage de l‘outil.
• Démagnétiser l‘outil.• Après réglage de l‘outil : Contrôler la position parallèle des axes de galet et la
corriger éventuellement (voir chapitre 7.4)
Après environ 500.000 filetages roulés :Envoyer l‘outil à des fins de contrôle à WAGNER® (veuillez indiquer : »Contrôle stan-dard«).
Contrôler la position paral-lèle des axes de galet: chapitre 7.4 page 26
Synchronisation des galets: chapitre 7.5 page 27
Régler le jeu axial des galets: chapitre 7.3 page 25
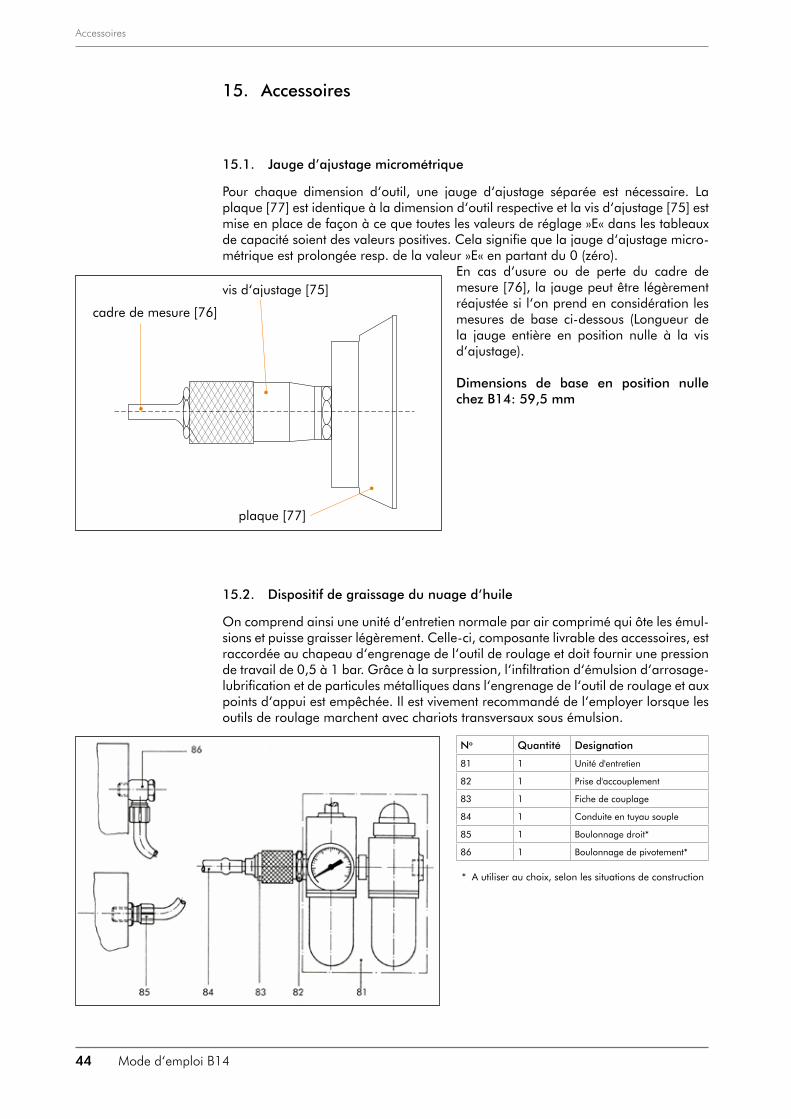
44 Mode d‘emploi B14
Accessoires
15. Accessoires
15.1. Jauge d’ajustage micrométrique
Pour chaque dimension d‘outil, une jauge d‘ajustage séparée est nécessaire. La plaque [77] est identique à la dimension d‘outil respective et la vis d‘ajustage [75] est mise en place de façon à ce que toutes les valeurs de réglage »E« dans les tableaux de capacité soient des valeurs positives. Cela signifie que la jauge d‘ajustage micro-métrique est prolongée resp. de la valeur »E« en partant du 0 (zéro).
En cas d‘usure ou de perte du cadre de mesure [76], la jauge peut être légèrement réajustée si l‘on prend en considération les mesures de base ci-dessous (Longueur de la jauge entière en position nulle à la vis d‘ajustage).
Dimensions de base en position nulle chez B14: 59,5 mm
15.2. Dispositif de graissage du nuage d‘huile
On comprend ainsi une unité d‘entretien normale par air comprimé qui ôte les émul-sions et puisse graisser légèrement. Celle-ci, composante livrable des accessoires, est raccordée au chapeau d‘engrenage de l‘outil de roulage et doit fournir une pression de travail de 0,5 à 1 bar. Grâce à la surpression, l‘infiltration d‘émulsion d‘arrosage-lubrification et de particules métalliques dans l‘engrenage de l‘outil de roulage et aux points d‘appui est empêchée. Il est vivement recommandé de l‘employer lorsque les outils de roulage marchent avec chariots transversaux sous émulsion.
No Quantité Designation
81 1 Unité d'entretien
82 1 Prise d'accouplement
83 1 Fiche de couplage
84 1 Conduite en tuyau souple
85 1 Boulonnage droit*
86 1 Boulonnage de pivotement* * A utiliser au choix, selon les situations de construction
cadre de mesure [76]
vis d‘ajustage [75]
plaque [77]
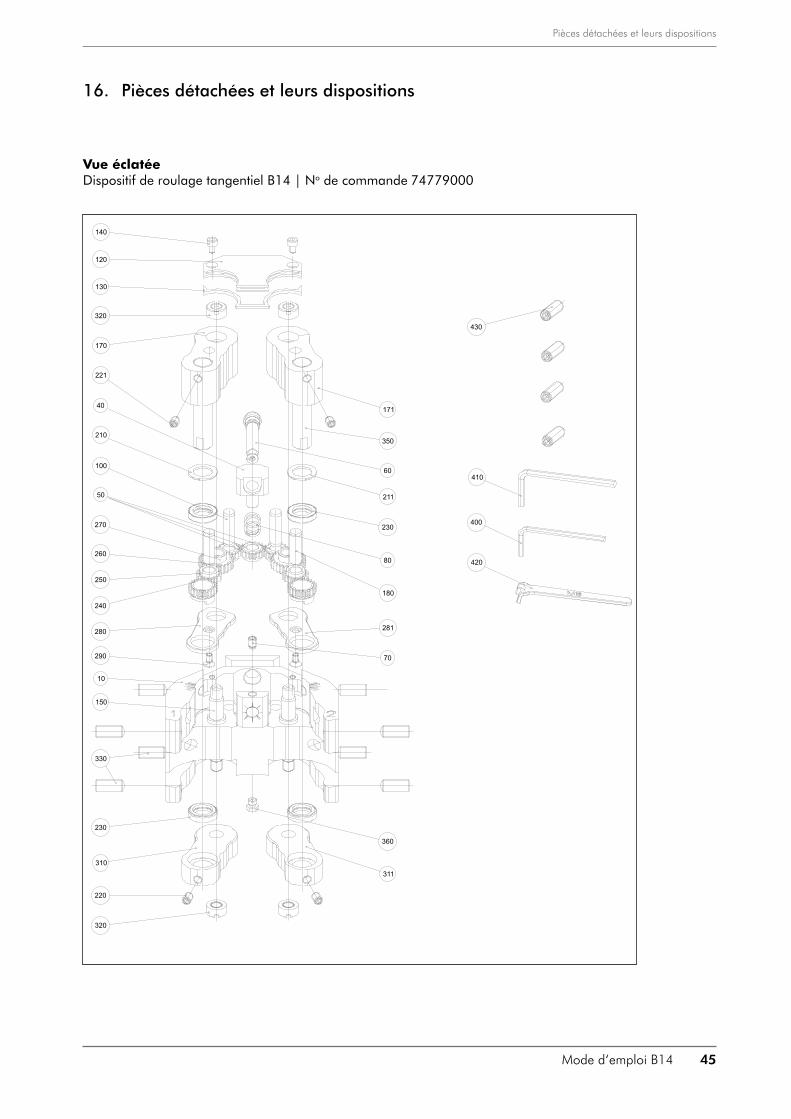
Mode d‘emploi B14 45
Pièces détachées et leurs dispositions
16. Pièces détachées et leurs dispositions
Vue éclatée Dispositif de roulage tangentiel B14 | No de commande 74779000

46 Mode d‘emploi B14
Pièces détachées et leurs dispositions
Liste de pièces de rechange Dispositif de roulage tangentiel B14 | No de commande 74779000
Rep. Qté. Designation No de commande
10 1 Corps de l‘outil 74710100
40 1 Corps coulissant 74710200
50 3 Engrenage 74710300
60 1 Vis d‘ajustage 74710400
70 1 Tige filetée M6x8 02048151
80 1 Ressort de pression 03310125
100 2 Axe de palier 71216100
110 1 Chapeau d‘engrenage * 78058700
120 1 Chapeau d‘engrenage 74710500
130 1 Joint 74710600
140 2 Vis à tête cylindrique M4x6 02016000
150 2 Axe de palier 73345100
160 1 Bras d‘engrenage No 1 (complet) ** 78061300
161 1 Bras d‘engrenage No 2 (complet) *** 78061400
170 1 Bras d‘engrenage No 1 74779100
171 1 Bras d‘engrenage No 2 74779200
180 2 Axe de palier 74669800
210 1 Plaque de distance 1 71218000
211 1 Plaque de distance 2 71218100
221 2 Tige filetée M6x8 02048151
230 4 Roulement rainuré à billes axial 03410007
240 2 Engrenage 74472100
250 2 Engrenage 74710300
260 2 Engrenage 73344900
270 2 Douille 73345000
280 1 Couvercle bras d‘engrenage No1 74710900
281 1 Couvercle bras d‘engrenage No 2 74711000
290 2 Vis noyée M4x8 02018011
310 1 Bras fixe No1 74711100
311 1 Bras fixe No 2 74711200
220 2 Tige filetée M6x8 02048151
320 4 Ecrou à fente 72165700
330 8 Tige filetée M8x1 72403100
350 2 Axes à galets 71218200
360 1 Graisseur cônique 02880911
400 1 Tournevis 3 02677003
410 1 Tournevis 4 02677004
420 1 Clef pour écrou à fente 02679103
430 4 Tige filetée M8x1 72403200
* consiste en rep. 120, 130, 140 ** consiste en rep. 170, 180, 210, 221, 230, 240, 250, 260, 270, 280, 290*** consiste en rep. 171, 180, 211, 221, 230, 240, 250, 260, 270, 281, 290

Mentions légalesCes instructions de service sont une publication de l‘entreprise WAGNER® Werkzeugsysteme Müller GmbH et correspondent à l‘état de la technique actuel au moment de l‘impression.Tous les droits, incluant les traductions et la reproduction, même partielles, sont réservés et nécessitent une autorisation écrite de la part de l‘auteur. Sous réserve de modifications de la technique et de l‘équipement.
Etat: Fev | 2012
WAGNER® Werkzeugsysteme Müller GmbHGutenbergstraße 4/1D-72124 Pliezhausen
Téléphone: +49(0) 71 27/ 97 33-00Téléfax: +49(0) 71 27/ 97 33-90
Email: [email protected]: www.wagner-werkzeug.de