mémoire de projet de fin...
TRANSCRIPT
GAUTHIER Yoann MIQ5 Projet de fin d’étude
MEMOIRE DE PROJET DE FIN D’ETUDES
PR OG RAMM ATION D'UNE C ELLULE R OB OTISE E DE SOUDAGE , MAR QUAGE ET M ESURE DE F OURCHETTE S DE B O ITE S DE VITE SSE AVTO VAZ, DANS LE C ADRE D U
RECON DITIONN EMEN T D' UN ANC IEN IL OT D'A SS EMBL AGE
Rédigé par Yoann GAUTHIER, Elève ingénieur Mécatronicien INSA - 5ème année - Soutenu en Septembre 2012 Tuteur entreprise : Denis Bastian Tuteur Insa : Olivier Piccin Non confidentiel
GAUTHIER Yoann MIQ5 Projet de fin d’études
Institut National des Sciences Appliquées de Strasbourg
PROJET DE FIN D’ETUDES
Auteur : Gauthier Yoann Promotion : 2012
Titre : Programmation d’une cellule robotisée Soutenance : Septembre 2012
Structure d’accueil : Schaeffler France
Nb de volume(s) : 1 Nb de pages : 50 Nb de références bibliographiques : 10
Résumé : Ce projet de fin d’études a consisté à concevoir la partie software d’une cellule robotisée de production de trois références de fourchettes de boîte de vitesse pour la société AvtoVAZ. La programmation automate s’est appuyée sur le standard du groupe contrairement à la programmation robot qui fût plus libre. Le but de la cellule est de permettre l’entrée de fourchettes de boite de vitesse avec patins clipsés dans la cellule, de les souder, de mesurer les fourchettes de boite de vitesse, de les marquer et de les déposer dans un convoyeur de pièces bonnes.
Mots clés : der Roboter : un robot, das Automatisierungssystem : un automate programmable industriel, die Schaltgabel : une fourchette de boite de vitesse.
Traduction: Dieses Praktikum besteht darin, die Roboterzelleprogramme entwerfen, um drei Typen von Schaltgabeln für die AvtoVAZ Gesellschaft zu montieren. Das Automatisierungssystemprogramm stützt sich auf das Gruppenstandardprogramm im Gegensatz zu dem Roboterprogramm, das freier war. Das Ziel der Roboterzelle ist die Schaltgabeln mit vormontierte Gleitschuhe laden, diese Gleitschuhe schweißen, die Schaltgabeln messen, sie beschriften, und sie auf einen Auslaufconveyer als gut Teile ablegen.

GAUTHIER Yoann MIQ5 Projet de fin d’études
REMERCIEMENTS
Je tiens tout particulièrement à remercier Mr Denis Bastian, mon tuteur, très ouvert, patient, et qui m’a fait partager son expérience et son savoir-faire. Je voudrais aussi remercier Mr Stéphane Christ pour m’avoir accueilli dans son équipe, ainsi que Mr Michel Keyser, chef du service automation, pour m’avoir fait confiance et octroyé ce projet. Je tiens à remercier tous les membres du service pour le temps qu’ils m’ont consacré et tout particulièrement les automaticiens. J’aimerais aussi remercier Dominique Kobis, des méthodes, et ancien technicien, pour son aide avec le robot. Enfin, je remercie Mr Olivier Piccin, professeur à L’INSA pour son suivi tout au long du projet.
GAUTHIER Yoann MIQ5 Projet de fin d’études
TABLE DES MATIERES
I. Schaeffler Gruppe : L’association de trois marques ...................................................................... 2
A. Le groupe .................................................................................................................................................... 2
1. De la création de INA jusqu’au groupe Schaeffler ................................................................ 2
2. Les marques du groupe ................................................................................................................... 3
3. Schaeffler dans le monde ................................................................................................................ 4
B. Schaeffler France ..................................................................................................................................... 5
1. La naissance de Schaeffler France ............................................................................................... 5
2. Schaeffler en France .......................................................................................................................... 6
C. Le site de Haguenau et sa production ............................................................................................ 7
1. Usine roulement ................................................................................................................................. 7
2. Usine Linéaire ...................................................................................................................................... 8
3. Schaeffler France, une situation financière saine ................................................................. 8
D. Le service automation ........................................................................................................................... 9
1. L’automation dans le groupe Schaeffler ................................................................................... 9
2. Organisation du service ................................................................................................................... 9
3. Analyse du service automation ................................................................................................. 10
II. Le contexte : Une nouvelle commande pour Schaeffler France ............................................. 11
A. Le projet Avtovaz ................................................................................................................................. 11
1. AvtoVAZ ou la relance sovietique ............................................................................................. 11
2. Les boites de vitesses, un savoir faire Ina ............................................................................. 11
3. La ligne des fourches ..................................................................................................................... 13
B. La cellule, un îlot automatique au millieu de postes semi auto ........................................ 17
1. le besoin .............................................................................................................................................. 17
2. conception mécanique .................................................................................................................. 19
3. architecture harware ..................................................................................................................... 24
4. La sécurité des machines ............................................................................................................ 26
III. Programmation ..................................................................................................................................... 28
A. Programmation automate ................................................................................................................ 28
1. L’environnement Step 7 de siemens ....................................................................................... 28
2. Le standard comme base de programmation ...................................................................... 31
3. Les exigences qualités dans la programmation .................................................................. 37
4. Les grafcets ........................................................................................................................................ 38
5. La communication .......................................................................................................................... 43
B. La programmation robot .................................................................................................................. 44
IV. La mise en route et ses complications ......................................................................................... 46
GAUTHIER Yoann MIQ5 Projet de fin d’études
TABLE DES ILLUSTRATIONS
Figure 1 Photo de la cellule robotisée ........................................................................................................... 1 Figure 2 Vue aérienne du site Herzogenaurach ........................................................................................ 2 Figure 3 Représentation de la présence de Schaeffler à l'international ......................................... 4 Figure 4 Les implantations en France ........................................................................................................... 6 Figure 5 Photo aérienne du site d'Haguenau ............................................................................................. 7 Figure 6 Photo aérienne de l'usine de roulement .................................................................................... 7 Figure 7 Galets tripodes ...................................................................................................................................... 7 Figure 8 Roulement de boite de vitesse ....................................................................................................... 7 Figure 9 Fourchette de boite de vitesse ....................................................................................................... 7 Figure 10 Photo aérienne de l'usine linéaire ............................................................................................. 8 Figure 11 systèmes à bille.................................................................................................................................. 8 Figure 12 Systèmes à rouleaux ........................................................................................................................ 8 Figure 13 Evolution de l'activité ..................................................................................................................... 8 Figure 14 Evolution de la rentabilité de l'exploitation (EBE/CA) ..................................................... 8 Figure 15 Niveau d'endettement financier ................................................................................................. 8 Figure 16 Niveau de capitalisation ................................................................................................................. 8 Figure 17 Ligne d'assemblage hybride pour le montage de chaîne de direction ....................... 9 Figure 18 Organisation du service Automation et travaux neufs...................................................... 9 Figure 19 Organisation du service Informatique industrielle ......................................................... 10 Figure 20 Représentation de la tour de commande de boite de vitesse ..................................... 12 Figure 21 Représentation des trois références de fourchettes AvtoVAZ .................................... 12 Figure 22 Vue de dessus de la cellule FSG 300 ....................................................................................... 13 Figure 23 SADT de niveau A-0 de la ligne fourches ............................................................................. 14 Figure 24 SADT de niveau A0 de la ligne fourches ............................................................................... 15 Figure 25 Schéma de l'organisation de la ligne des fourches .......................................................... 16 Figure 26 SADT de niveau A4 de la ligne fourches ............................................................................... 17 Figure 27 SADT niveau A5 De la ligne fourches .................................................................................... 18 Figure 28 SADT niveau A6 de la ligne fourches ..................................................................................... 18 Figure 29 Représentation de la cellule complète .................................................................................. 19 Figure 30 Représentation de la soudeuse ................................................................................................ 20 Figure 31 Représentation de la marqueuse ............................................................................................ 20 Figure 32 Représentation de la station de mesure pour les fourches référencées F-573137-0040 ......................................................................................................................................................................... 21 Figure 33 Schéma du robot et de la double pince représente avec le cinquième et sixième axe ............................................................................................................................................................................. 22 Figure 34 Schéma de l'architecture hardware de la cellule .............................................................. 24 Figure 35 Représentation de la mémoire ................................................................................................. 29 Figure 36 Imprime écran de la configuration hardware de la cellule dan step7 ..................... 29 Figure 37 Imprime écran de la configuration NetPRO de la cellule dans step7 ....................... 29 Figure 38 Représentation de l'organisation du programme automate ....................................... 32 Figure 39 GEMMA de la machine de base ................................................................................................ 33 Figure 40 Gemma D’une station sans rebouclage ................................................................................. 34 Figure 41 GEMMA d’une station avec rebouclage ................................................................................ 34 Figure 42 Différentes vues du run time et son arborescence .......................................................... 35 Figure 43 Grafcet de la station 1 (Chargement) .................................................................................... 38 Figure 44 Grafcet simplifié d'une station de mesure ........................................................................... 40 Figure 45 Grafcet simplifié du robot .......................................................................................................... 42 Figure 46 Schéma de principe de la communication ........................................................................... 43

GAUTHIER Yoann MIQ5 Projet de fin d’études
Figure 47 Logigramme d'un programme robot type ........................................................................... 44 Figure 48 Photo de la double pince ............................................................................................................ 45 Figure 49 Photos du point de passage au dessus de la station 4 .................................................... 46 Figure 50 Photo de l'accessibilité dans la station 3.............................................................................. 47 Figure 51 Photo de la modification du support du vérin de verrouillage de la station 5 ..... 47 Figure 52 Photo du maintien de la pièce par le robot dans la station de soudage .................. 47 Figure 53 Diagramme de Gantt représentant la revue de projet (bleu : durée prévue, rouge : durée effective) .................................................................................................................................... 49 Figure 54 Annexe 1 : Représentation du cycle normal de la cellule ......................................... 53 Figure 55 Annexe 2 : Spécification du robot ...................................................................................... 55
Tableau 1 Comparatif des trois marques du groupe Schaeffler ......................................................... 3 Tableau 2 Forces et faiblesses du service automation ........................................................................ 10 Tableau 3 Opportunités et menaces du service automation ............................................................ 10 Tableau 4 Avantage inconvénients du standard API ........................................................................... 31 Tableau 5 Comparatif des approches séquentielle et combinatoire ............................................. 41
GAUTHIER Yoann MIQ5 Projet de fin d’études 1
INTRODUCTION
Devant la concurrence de plus en plus féroce des pays émergents dans tous les secteurs de l’industrie, l’Europe doit sans cesse innover pour augmenter ses exigences en termes de qualité et de productivité. Les machines de production se doivent donc de devenir de plus en plus fiables, avec des temps de cycle toujours plus faibles. Le domaine de la conception de machines spéciales devient donc de plus en plus complexe et ouvre maintenant ses portes aux ingénieurs.
La formation mécatronique donne un socle de connaissances permettant d’être aussi bien à l’aise dans la conception mécanique, que dans la conception software. Il aurait donc été intéressant de pouvoir mener à bien ces deux tâches. Mais le planning serré et le principe d’ingénierie simultanée ne l’ont pas permis. C’est pourquoi je me suis vu confier lors de mon projet de fin d’étude la conception software complète d’une cellule robotisée de production de fourchettes de boites de vitesses au sein du groupe Schaeffler à Haguenau.
La présence du robot dans cette cellule donne de la cohérence à ce projet par rapport à la formation mécatronique, puisqu’il fait appel à des connaissances de mécanique générale, clef de voûte de la formation.
FIGURE 1 PHOTO DE LA CELLULE ROBOTISEE
GAUTHIER Yoann MIQ5 Projet de fin d’études 2
I. SCHAEFFLER GRUPPE : L’ASSOCIATION DE TROIS MARQUES
A. LE GROUPE
Le groupe Schaeffler est à la fois un leader dans la fabrication de roulements et de guidages linéaires, mais devient aussi de plus en plus un fournisseur de l’industrie automobile.
Actuellement, ce sont Madame Maria-Elisabeth Schaeffler et son fils Georg F.W Schaeffler ainsi que Monsieur Geissinger, Président du Directoire, qui assurent le développement du groupe.
1. DE LA CREATION DE INA JUSQU’AU GROUPE SCHAEFFLER
INA est un groupe familial créé en 1946 par Messieurs Wilheim et Georg Schaeffler à Herzogenaurach près de Nuremberg en Allemagne, INA est aujourd’hui devenue l’un des premiers fabricants de roulements au monde. Pour la petite histoire : INA signifie Industrie NAdellager (industrie de roulement à aiguilles)
FIGURE 2 VUE AERIENNE DU SITE HERZOGENAURACH
En 1955, INA se perfectionne et lance son premier guidage linéaire.
C’est en 1956 qu’INA prend une dimension internationale, avec la première usine implantée hors du territoire allemand(en Grande Bretagne).
En 1971 INA agrandit son catalogue et lance la production de poussoirs hydrauliques en grande série.
En 1986 la firme lance les tendeurs automatiques de courroies.
Après plusieurs années d’améliorations techniques, c’est en 1992 que le groupe franchit un nouveau pas important avec la première usine en Asie (Corée).
De plus en 1999 a été créé le Holding (société financière qui dirige ou contrôle d’autres sociétés grâce aux actions qu’elle détient) « INA Holding Schaeffler KG » avec l’achat d’actions dans les sociétés LUK et puis FAG en 2002. Avec ce Holding, l’effectif total du groupe est passé à 54 000 personnes pour un chiffre d’affaires en 2002 de 7milliards d’euros. Le but étant à la fois de consolider de façon optimale en termes de rentabilité les positions en Europe et de poursuivre la croissance du groupe en Amérique et en Asie.
En 2006, Schaeffler Group acquiert Renold, un fabricant français spécialisé dans les chaînes mécaniques (des chaînes pour véloset pour motocyclettes, entre autres).
GAUTHIER Yoann MIQ5 Projet de fin d’études 3
En août 2008, Continental AG accepte, pour environ 12 milliards d'euros, la prise de contrôle par le Schaeffler Group. Schaeffler Group doit cependant maintenir sa participation de contrôle à moins de 50% pour au moins quatre ans.
2. LES MARQUES DU GROUPE
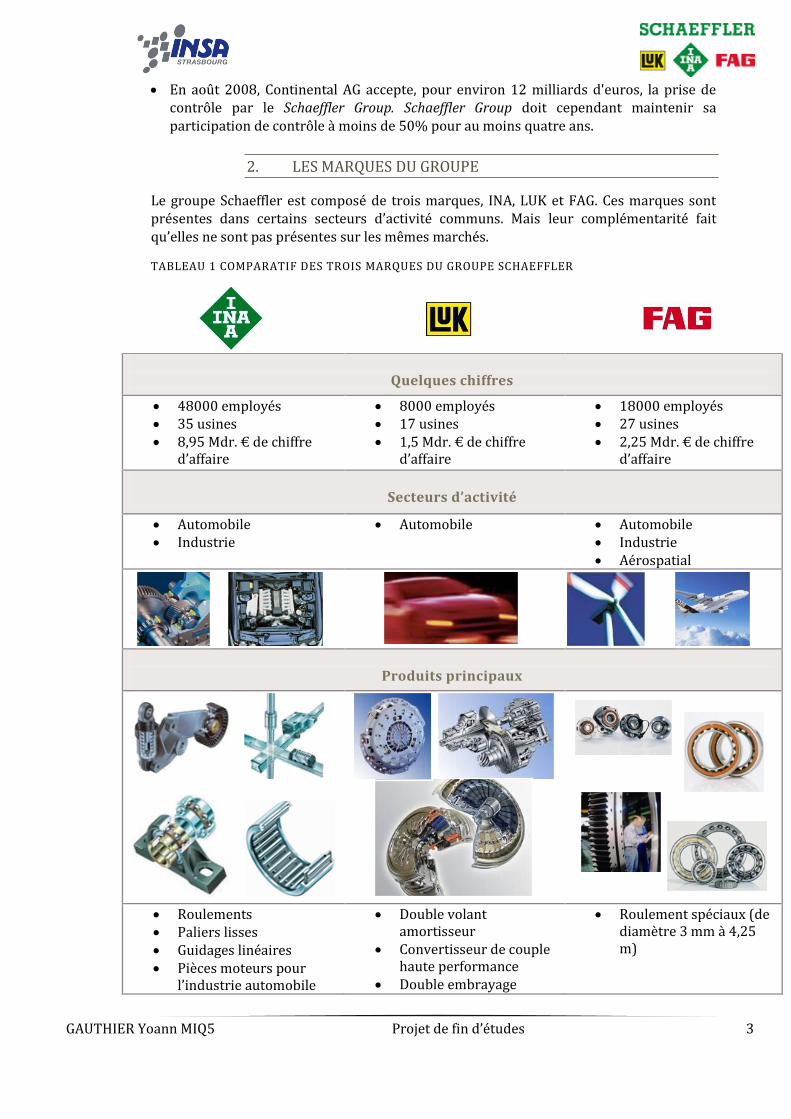
Le groupe Schaeffler est composé de trois marques, INA, LUK et FAG. Ces marques sont présentes dans certains secteurs d’activité communs. Mais leur complémentarité fait qu’elles ne sont pas présentes sur les mêmes marchés.
TABLEAU 1 COMPARATIF DES TROIS MARQUES DU GROUPE SCHAEFFLER
Quelques chiffres
48000 employés 35 usines 8,95 Mdr. € de chiffre
d’affaire
8000 employés 17 usines 1,5 Mdr. € de chiffre
d’affaire
18000 employés 27 usines 2,25 Mdr. € de chiffre
d’affaire
Secteurs d’activité
Automobile Industrie
Automobile
Automobile Industrie Aérospatial
Produits principaux
Roulements Paliers lisses Guidages linéaires Pièces moteurs pour
l’industrie automobile
Double volant amortisseur
Convertisseur de couple haute performance
Double embrayage
Roulement spéciaux (de diamètre 3 mm à 4,25 m)
GAUTHIER Yoann MIQ5 Projet de fin d’études 4
Automatisation des transmissions manuelles
Autre produits
3. SCHAEFFLER DANS LE MONDE
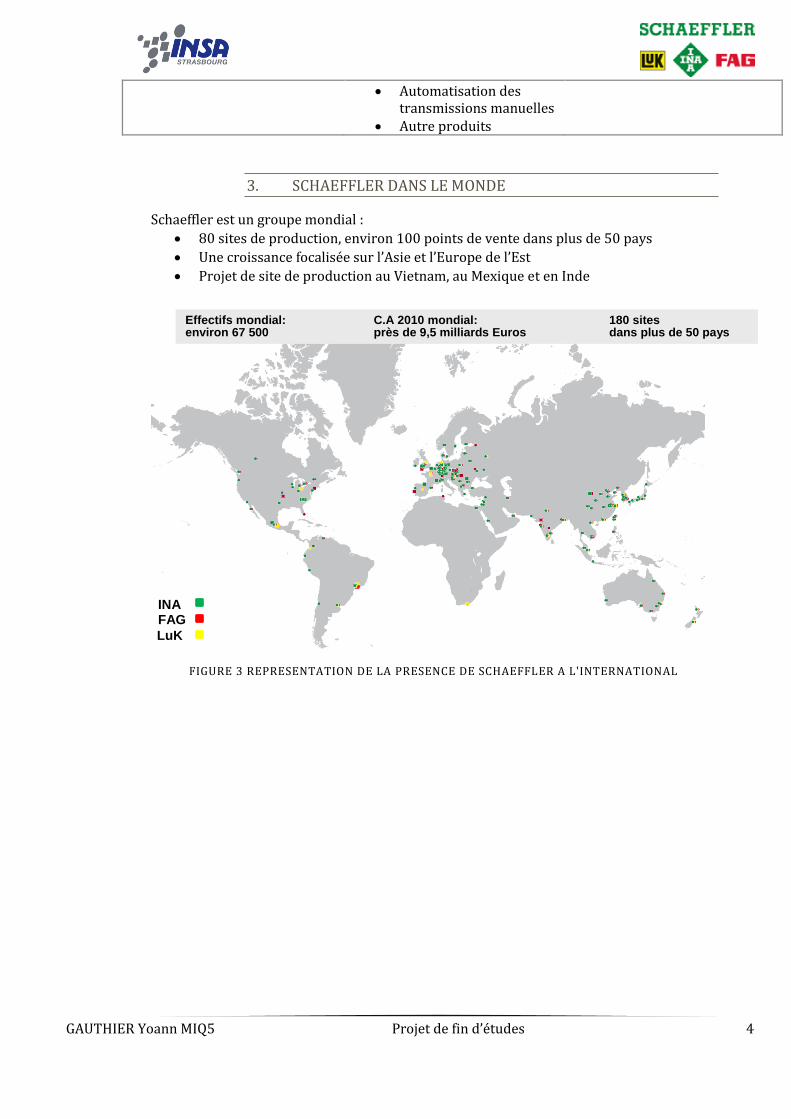
Schaeffler est un groupe mondial :
80 sites de production, environ 100 points de vente dans plus de 50 pays
Une croissance focalisée sur l’Asie et l’Europe de l’Est
Projet de site de production au Vietnam, au Mexique et en Inde
FIGURE 3 REPRESENTATION DE LA PRESENCE DE SCHAEFFLER A L'INTERNATIONAL
Effectifs mondial: C.A 2010 mondial: 180 sites
environ 67 500 près de 9,5 milliards Euros dans plus de 50 pays
FAG
INA
LuK
GAUTHIER Yoann MIQ5 Projet de fin d’études 5
B. SCHAEFFLER FRANCE
Proche de l’Allemagne, la France a été un terrain de développement privilégié pour le groupe.
1. LA NAISSANCE DE SCHAEFFLER FRANCE
1956 : Création de la société INA Roulements. Il s’agit d’un bureau commercial à Paris
1958 : Création d’une usine de fabrication à Haguenau
1959 : Premières aiguilles et cages à aiguilles fabriquées à Haguenau
1974 : Création d’une usine de fabrication découpage à Schweighouse-sur-Moder
1975 : Premiers galets tendeurs fabriqués à Haguenau
1978 : Premiers patins à rouleaux fabriqués à Haguenau
1986 :
-Rachat de la société Noral qui devient INA Techniques Linéaires, filiale de INA Roulements -Premiers systèmes à billes fabriqués à Haguenau
1989 : Création d’une usine de fabrication linéaire à Haguenau
2000 : Intégration de la filiale INA Techniques Linéaires au sein de INA
Roulements
2001 : -Démarrage de l’e-business -INA est cofondateur des places de marchés SupplyOn, Endorsia et PTplace
2003 :
-INA Roulements change de dénomination sociale et devient INA France -Démarrage de X-life: le label qualité de INA et FAG
2005 : Intégration de FAG France au sein de INA France, qui change de
dénomination sociale et devient Schaeffler France
2007 : -Intégration de LuK France au sein de Schaeffler France -Intégration de LuK AS France au sein de Schaeffler France, Division Automotive Aftermarket
GAUTHIER Yoann MIQ5 Projet de fin d’études 6
2. SCHAEFFLER EN FRANCE
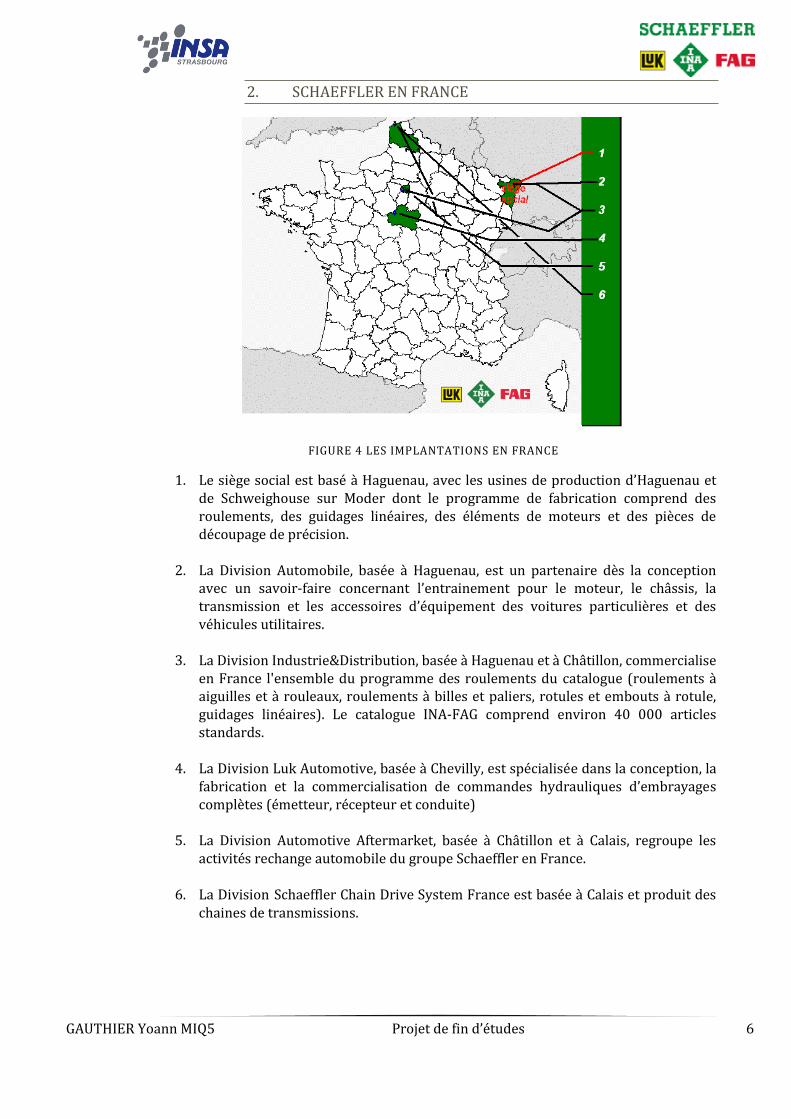
FIGURE 4 LES IMPLANTATIONS EN FRANCE
1. Le siège social est basé à Haguenau, avec les usines de production d’Haguenau et de Schweighouse sur Moder dont le programme de fabrication comprend des roulements, des guidages linéaires, des éléments de moteurs et des pièces de découpage de précision.
2. La Division Automobile, basée à Haguenau, est un partenaire dès la conception avec un savoir-faire concernant l’entrainement pour le moteur, le châssis, la transmission et les accessoires d’équipement des voitures particulières et des véhicules utilitaires.
3. La Division Industrie&Distribution, basée à Haguenau et à Châtillon, commercialise en France l'ensemble du programme des roulements du catalogue (roulements à aiguilles et à rouleaux, roulements à billes et paliers, rotules et embouts à rotule, guidages linéaires). Le catalogue INA-FAG comprend environ 40 000 articles standards.
4. La Division Luk Automotive, basée à Chevilly, est spécialisée dans la conception, la fabrication et la commercialisation de commandes hydrauliques d’embrayages complètes (émetteur, récepteur et conduite)
5. La Division Automotive Aftermarket, basée à Châtillon et à Calais, regroupe les activités rechange automobile du groupe Schaeffler en France.
6. La Division Schaeffler Chain Drive System France est basée à Calais et produit des chaines de transmissions.

GAUTHIER Yoann MIQ5 Projet de fin d’études 7
C. LE SITE DE HAGUENAU ET SA PRODUCTION
Le programme de fabrication du site d’Haguenau comprend des roulements, des guidages linéaires, des éléments de moteur et des pièces de découpage de précision. Ces composants sont implantés dans les automobiles, dans la mécanique générale, ainsi que dans les appareils et la mécanique de précision.
L'usine de Haguenau, créée en 1959, assure la production de roulements à billes, à aiguilles, et à rouleaux pour l'automobile et l'ensemble des branches de l'industrie.
Ce site est également le centre de production de systèmes de guidage linéaire pour le groupe Schaeffler, destinés à la machine-outil et à la robotique.
En outre le site d’Haguenau comprend une unité de production de découpage fin, essentiellement dédiée à l’industrie automobile.
Schaeffler France possède son propre centre d’études, de développement, et d’essais pour les applications automobiles.
FIGURE 5 PHOTO AERIENNE DU SITE D'HAGUENAU
Effectif au 31.12.2010: 2491 personnes Chiffre d’affaires 2010: 645 Millions €
1. USINE ROULEMENT
L‘usine Roulement assure la production de roulements à billes, à aiguilles et à rouleaux pour l'automobile et l'ensemble des branches de l'industrie (machines-outils, machines agricoles, machines textiles, manutention, sidérurgie, ...).
FIGURE 6 PHOTO AERIENNE DE L'USINE DE ROULEMENT
Surface: 56 345 m²
FIGURE 7 GALETS TRIPODES
FIGURE 8 ROULEMENT DE BOITE DE VITESSE
FIGURE 9 FOURCHETTE DE BOITE DE VITESSE
GAUTHIER Yoann MIQ5 Projet de fin d’études 8
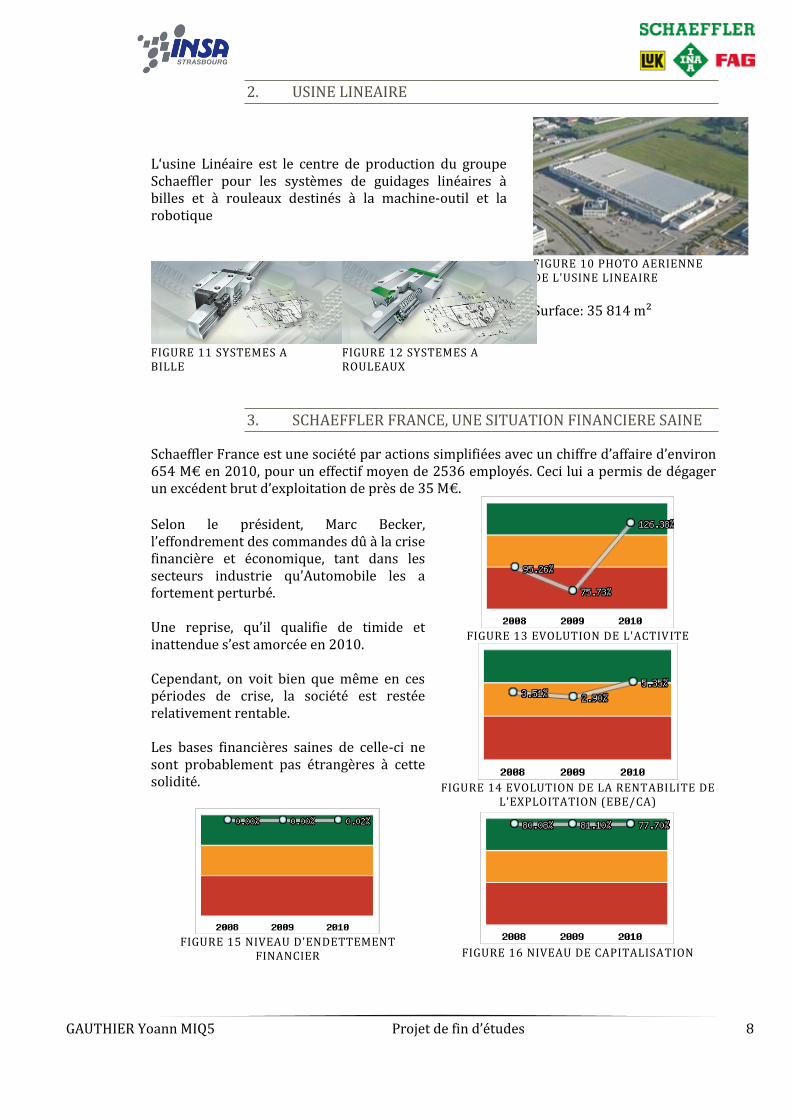
2. USINE LINEAIRE
L‘usine Linéaire est le centre de production du groupe Schaeffler pour les systèmes de guidages linéaires à billes et à rouleaux destinés à la machine-outil et la robotique
FIGURE 10 PHOTO AERIENNE DE L'USINE LINEAIRE
Surface: 35 814 m²
FIGURE 11 SYSTEMES A BILLE
FIGURE 12 SYSTEMES A ROULEAUX
3. SCHAEFFLER FRANCE, UNE SITUATION FINANCIERE SAINE
Schaeffler France est une société par actions simplifiées avec un chiffre d’affaire d’environ 654 M€ en 2010, pour un effectif moyen de 2536 employés. Ceci lui a permis de dégager un excédent brut d’exploitation de près de 35 M€.
Selon le président, Marc Becker, l’effondrement des commandes dû à la crise financière et économique, tant dans les secteurs industrie qu’Automobile les a fortement perturbé. Une reprise, qu’il qualifie de timide et inattendue s’est amorcée en 2010. Cependant, on voit bien que même en ces périodes de crise, la société est restée relativement rentable. Les bases financières saines de celle-ci ne sont probablement pas étrangères à cette solidité.
FIGURE 13 EVOLUTION DE L'ACTIVITE
FIGURE 14 EVOLUTION DE LA RENTABILITE DE
L'EXPLOITATION (EBE/CA)
FIGURE 15 NIVEAU D'ENDETTEMENT
FINANCIER
FIGURE 16 NIVEAU DE CAPITALISATION
GAUTHIER Yoann MIQ5 Projet de fin d’études 9
D. LE SERVICE AUTOMATION
1. L’AUTOMATION DANS LE GROUPE SCHAEFFLER
Le service automation du groupe Schaeffler existe depuis plus de 50 ans, et participe au succès de l’entreprise. Il travaille en partenariat avec les services développement produits et process et est un partenaire privilégié des équipes d’exploitation. Le service automation est implanté dans les principaux sites du groupe Schaeffler et réalise, avec près de 1100 collaborateurs, un nombre important d'équipements pour les usines de production du groupe. Le service automation tend de plus en plus à intégrer le Lean dans la conception des machines.
FIGURE 17 LIGNE D'ASSEMBLAGE HYBRIDE POUR LE MONTAGE DE CHAINE DE DIRECTION
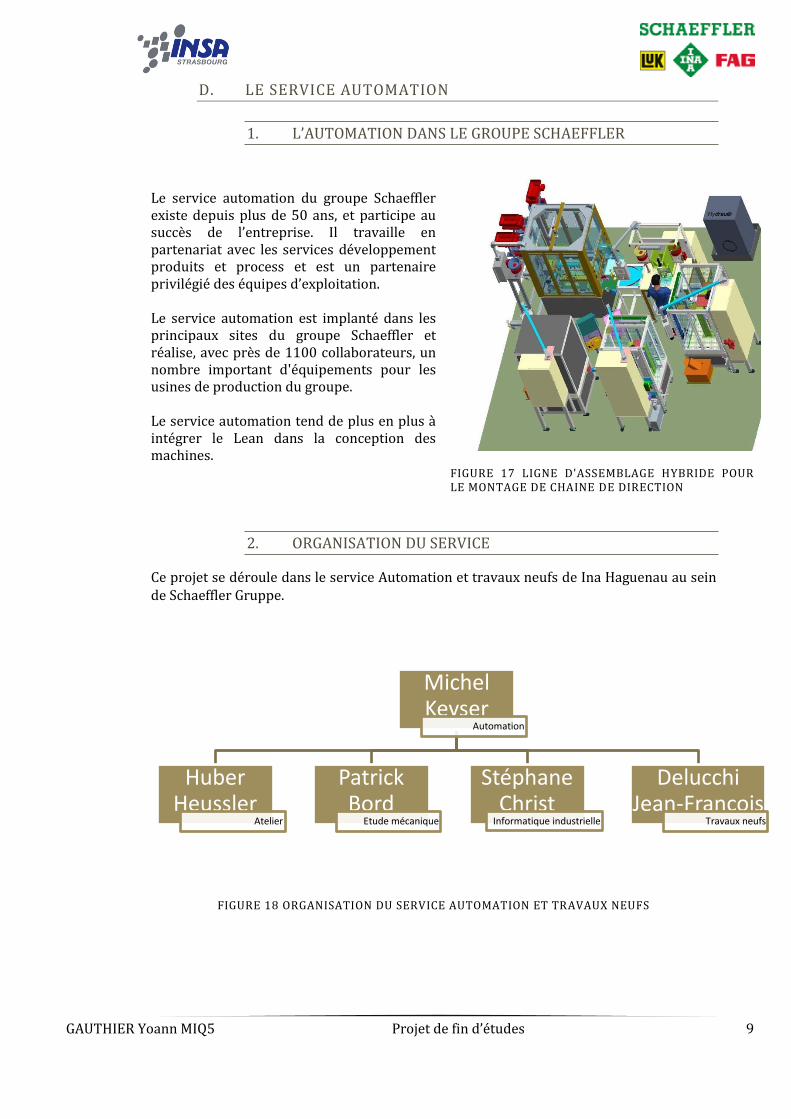
2. ORGANISATION DU SERVICE
Ce projet se déroule dans le service Automation et travaux neufs de Ina Haguenau au sein de Schaeffler Gruppe.
FIGURE 18 ORGANISATION DU SERVICE AUTOMATION ET TRAVAUX NEUFS
Michel Keyser
Automation
Huber Heussler
Atelier
Patrick Bord
Etude mécanique
Stéphane Christ
Informatique industrielle
Delucchi Jean-Francois
Travaux neufs
GAUTHIER Yoann MIQ5 Projet de fin d’études 10
FIGURE 19 ORGANISATION DU SERVICE INFORMATIQUE INDUSTRIELLE
3. ANALYSE DU SERVICE AUTOMATION
Les tableaux ci-dessous présentent une analyse forces/faiblesses et opportunités/menaces pour caractériser le service.
TABLEAU 2 FORCES ET FAIBLESSES DU SERVICE AUTOMATION
Forces Faiblesses
- Réactivité - Compétences diversifiées - Standardisation, uniformisation des interfaces - Expérience - Disponibilité - Soutien du groupe disponible - Service pérenne comparé à société extérieure - Pourvoyeur d'emplois internes - Support technique pour la maintenance - Force de proposition interne pour l'amélioration de la productivité des machines existantes
- Difficulté à trouver de nouveaux collaborateurs (performants) - Pas d'organisation vraiment adaptée pour faire face aux imprévus - Standardisation, Limite l'innovation - Lourdeur administrative (Standards, SAP)
TABLEAU 3 OPPORTUNITES ET MENACES DU SERVICE AUTOMATION
Opportunités Menaces
- Présence de l'automation au sein de S.F. (expertise sur site) - Relations avec la maison mère (lissage des activités) - Prospection extérieure au groupe possible
- Dépendance totale au groupe Schaeffler - Externalisation du service - Enfermement dans des standards trop conventionnels
Stéphane Christ
Informatique industrielle
Jean Marc Specht
Etude électrique
Denis Bastian
Programmation API
Yoann Gauthier
Stagiaire
Equipe 7 personnes
Jean Luc Kautzman
Programmation PC
Olivier Houdé
Vision
GAUTHIER Yoann MIQ5 Projet de fin d’études 11
II. LE CONTEXTE : UNE NOUVELLE COMMANDE POUR SCHAEFFLER FRANCE
A. LE PROJET AVTOVAZ
1. AVTOVAZ OU LA RELANCE SOVIETIQUE
AvtoVAZ est le premier constructeur automobile russe et détient une part de marché local de 23%. Les capacités de production de la société permettent la production de plus d’un million de voitures par an. Constructeur généraliste d’entrée de gamme, AvtoVAZ propose 15 modèles, parmi lesquels les Lada Kalina, Lada Priora et Lada 4x4.
En février 2008, et avec l’appui de Vladimir Poutine, AvtoVAZ et Renault ont signé un partenariat stratégique ayant pour objectif d’accélérer la croissance d’AvtoVAZ, de renouveler et d’élargir sa gamme de véhicules, de développer la marque Lada pour renforcer sa position de leader sur le marché russe et de créer de la valeur pour le groupe Renault. Renault devrait ainsi contribuer à moderniser la gamme et à concevoir en commun une petite berline Lada.
Dans le cadre de cette modernisation, AvtoVAZ a fait appel au groupe Schaeffler pour la réalisation de la commande de ses boites de vitesse.
2. LES BOITES DE VITESSES, UN SAVOIR FAIRE INA
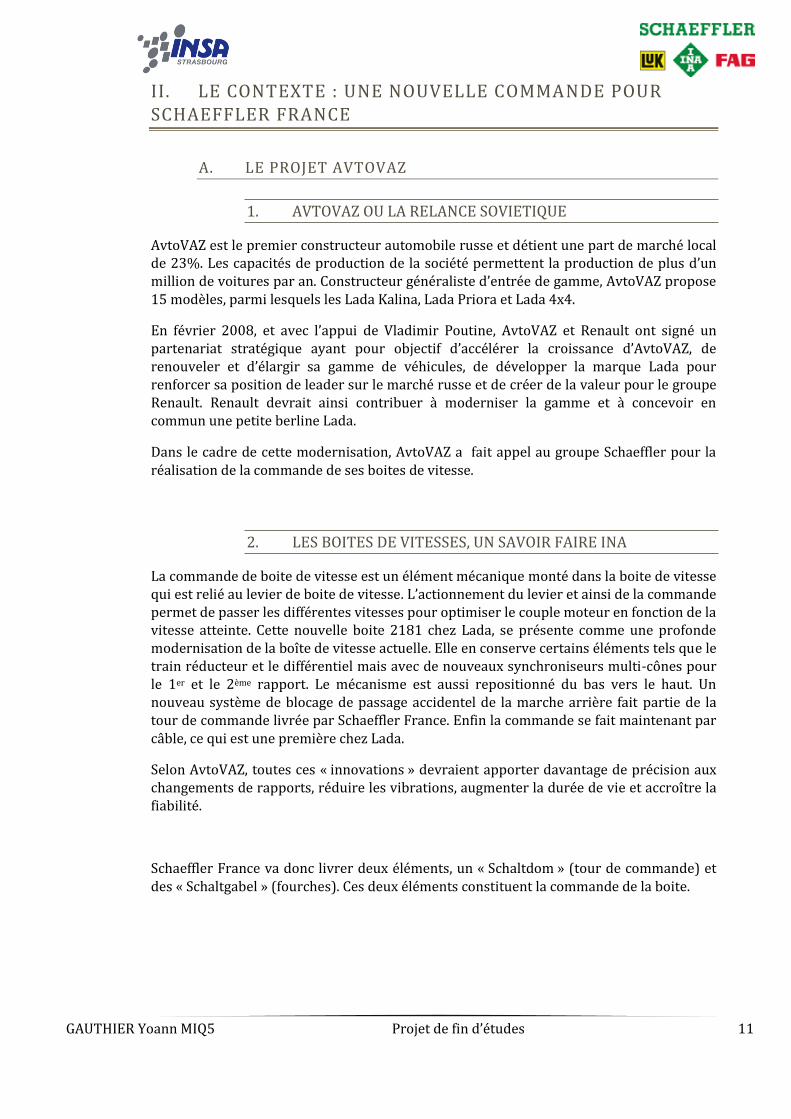
La commande de boite de vitesse est un élément mécanique monté dans la boite de vitesse qui est relié au levier de boite de vitesse. L’actionnement du levier et ainsi de la commande permet de passer les différentes vitesses pour optimiser le couple moteur en fonction de la vitesse atteinte. Cette nouvelle boite 2181 chez Lada, se présente comme une profonde modernisation de la boîte de vitesse actuelle. Elle en conserve certains éléments tels que le train réducteur et le différentiel mais avec de nouveaux synchroniseurs multi-cônes pour le 1er et le 2ème rapport. Le mécanisme est aussi repositionné du bas vers le haut. Un nouveau système de blocage de passage accidentel de la marche arrière fait partie de la tour de commande livrée par Schaeffler France. Enfin la commande se fait maintenant par câble, ce qui est une première chez Lada.
Selon AvtoVAZ, toutes ces « innovations » devraient apporter davantage de précision aux changements de rapports, réduire les vibrations, augmenter la durée de vie et accroître la fiabilité.
Schaeffler France va donc livrer deux éléments, un « Schaltdom » (tour de commande) et des « Schaltgabel » (fourches). Ces deux éléments constituent la commande de la boite.
GAUTHIER Yoann MIQ5 Projet de fin d’études 12
FIGURE 20 REPRESENTATION DE LA TOUR DE COMMANDE DE BOITE DE VITESSE
Le « Schaltdom » est un nouveau produit sur le site, puisqu’il était jusqu’à présent monté sur le site de Slovaquie. Le site d’Haguenau se concentrera principalement sur le montage.
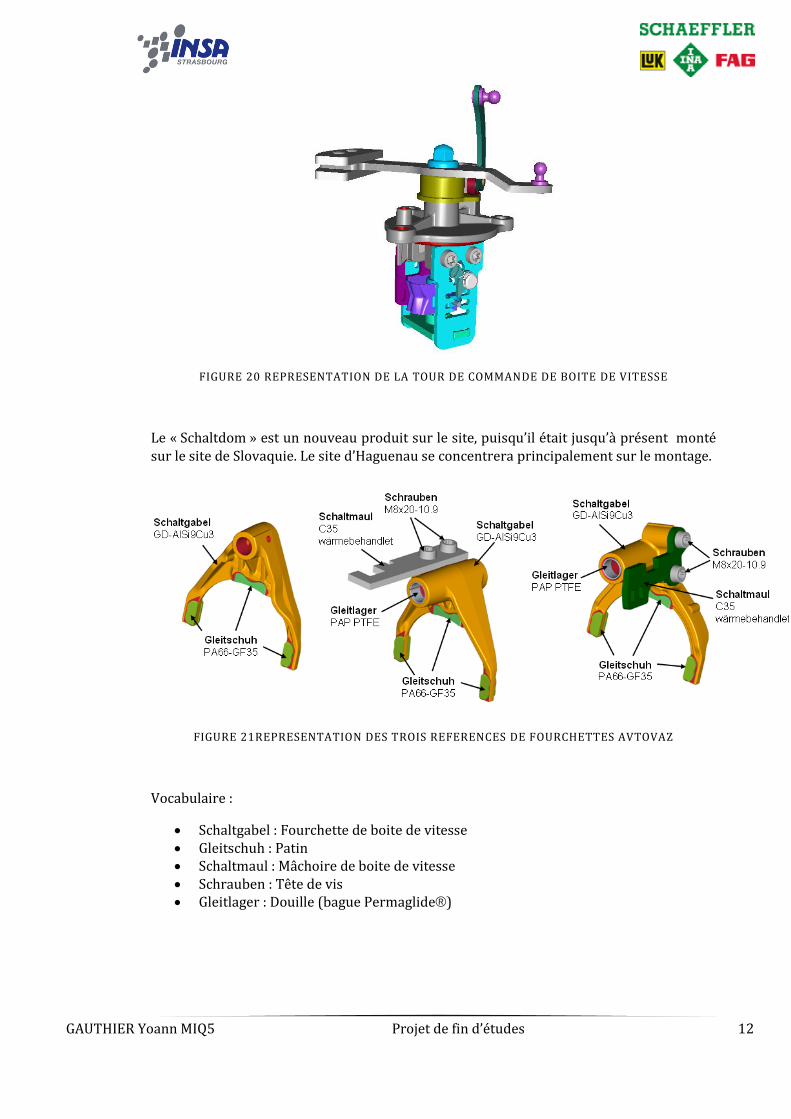
FIGURE 21REPRESENTATION DES TROIS REFERENCES DE FOURCHETTES AVTOVAZ
Vocabulaire :
Schaltgabel : Fourchette de boite de vitesse Gleitschuh : Patin Schaltmaul : Mâchoire de boite de vitesse Schrauben : Tête de vis Gleitlager : Douille (bague Permaglide®)
GAUTHIER Yoann MIQ5 Projet de fin d’études 13
Les « Schaltgabel », qui sont les éléments intermédiaires entre la tringlerie liée au pommeau, et les crabots, sont au contraire des produits connus avec des applications pour Mercedes, Getrag et d’autres. Cependant dans ce cas, ce seront des fourches dites « hybrides », c'est-à-dire la combinaison d’une fourche en aluminium et d’une mâchoire de boite en acier, qui seront assemblées par vissage. Même si la production est connue sur le site, cette nouvelle conception implique de mettre en œuvre des procédés nouveaux de vissage et de bouterollage (procédé issus du montage de rivets).
Les volumes à livrer devaient être de 1000 ensembles (Schaltdom + Schaltgabel) par jour dès juillet, pour atteindre 1500 début 2013.
3. LA LIGNE DES FOURCHES
A) LA LIGNE FSG 300
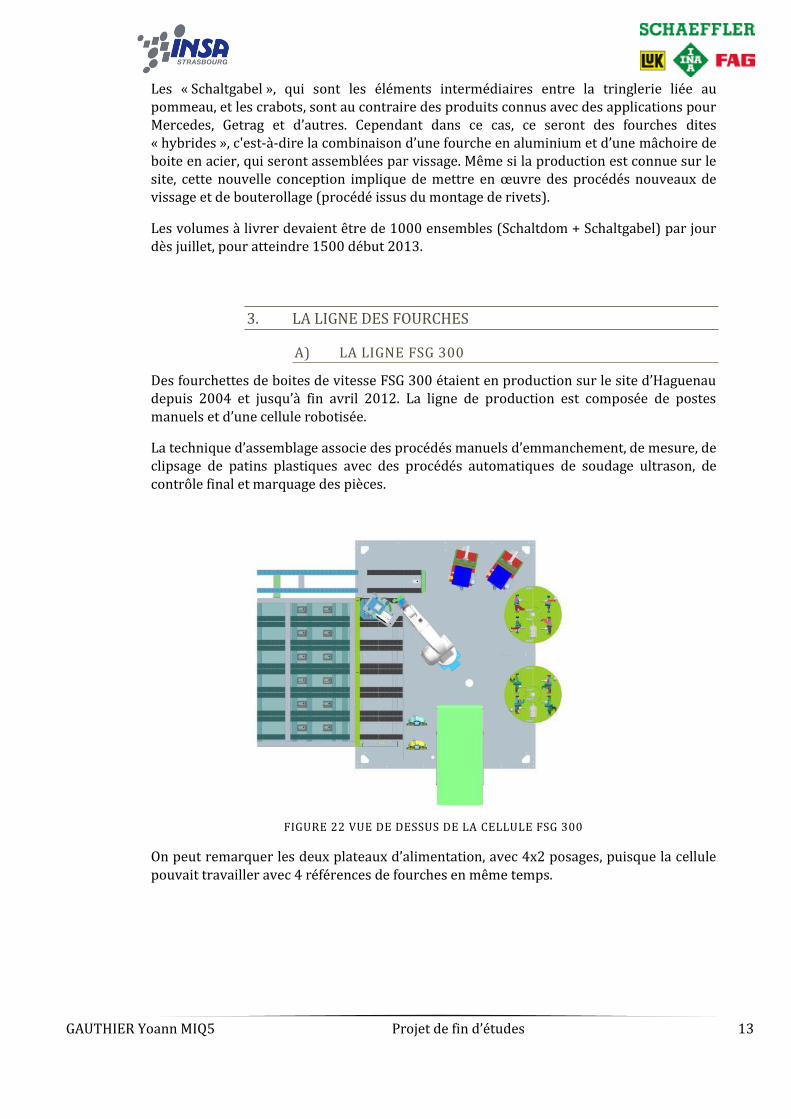
Des fourchettes de boites de vitesse FSG 300 étaient en production sur le site d’Haguenau depuis 2004 et jusqu’à fin avril 2012. La ligne de production est composée de postes manuels et d’une cellule robotisée.
La technique d’assemblage associe des procédés manuels d’emmanchement, de mesure, de clipsage de patins plastiques avec des procédés automatiques de soudage ultrason, de contrôle final et marquage des pièces.
FIGURE 22 VUE DE DESSUS DE LA CELLULE FSG 300
On peut remarquer les deux plateaux d’alimentation, avec 4x2 posages, puisque la cellule pouvait travailler avec 4 références de fourches en même temps.
GAUTHIER Yoann MIQ5 Projet de fin d’études 14
B) LA LIGNE AVTOVAZ
Bien qu’au niveau fonctionnel propre ces deux lignes soient très semblables, l’effort de standardisation des machines du groupe, et l’optimisation du temps de cycle imposent des changements profonds d’organisation. Au niveau matériel, seuls le châssis de la cellule robotisée, la marqueuse, la soudeuse et le robot sont récupérés. De ce fait et pour les raisons précédentes, les softs et les schémas électriques sont entièrement revus.
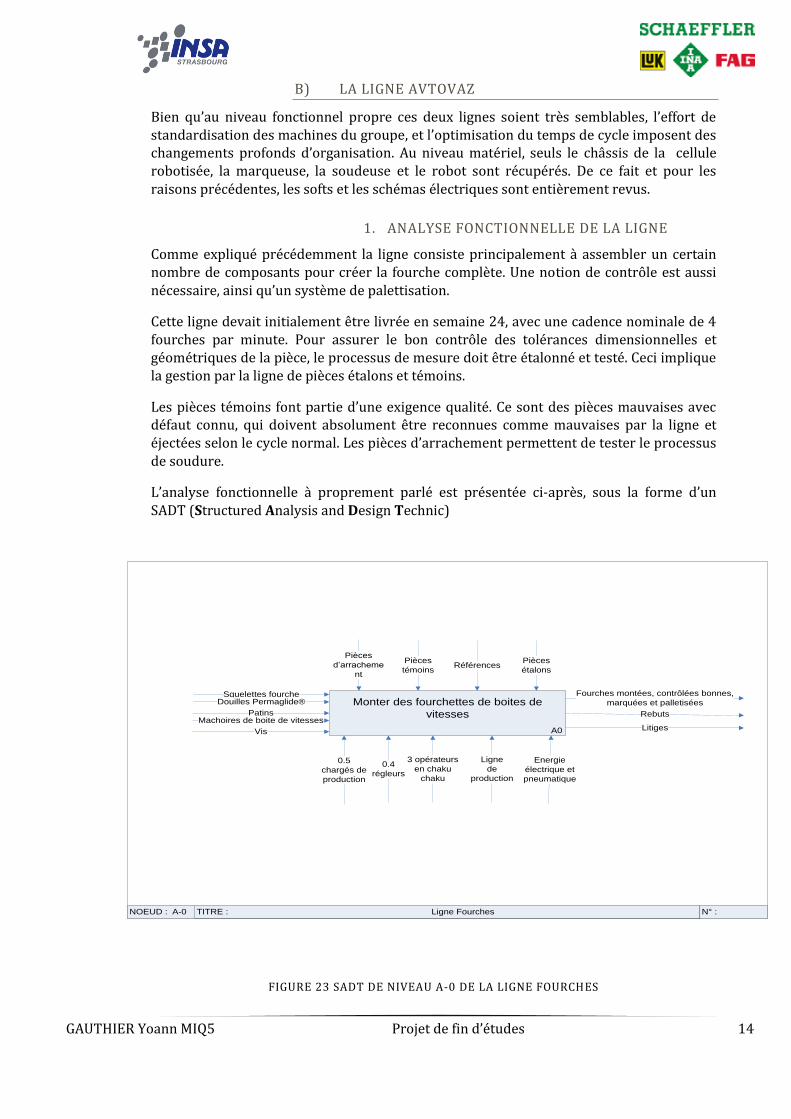
1. ANALYSE FONCTIONNELLE DE LA LIGNE
Comme expliqué précédemment la ligne consiste principalement à assembler un certain nombre de composants pour créer la fourche complète. Une notion de contrôle est aussi nécessaire, ainsi qu’un système de palettisation.
Cette ligne devait initialement être livrée en semaine 24, avec une cadence nominale de 4 fourches par minute. Pour assurer le bon contrôle des tolérances dimensionnelles et géométriques de la pièce, le processus de mesure doit être étalonné et testé. Ceci implique la gestion par la ligne de pièces étalons et témoins.
Les pièces témoins font partie d’une exigence qualité. Ce sont des pièces mauvaises avec défaut connu, qui doivent absolument être reconnues comme mauvaises par la ligne et éjectées selon le cycle normal. Les pièces d’arrachement permettent de tester le processus de soudure.
L’analyse fonctionnelle à proprement parlé est présentée ci-après, sous la forme d’un SADT (Structured Analysis and Design Technic)
TITRE :NOEUD : N° :A-0 Ligne Fourches
A0
Monter des fourchettes de boites de
vitesses
Squelettes fourcheDouilles Permaglide®
PatinsMachoires de boite de vitesses
Vis
Pièces
témoinsRéférences
Pièces
étalons
Pièces
d’arracheme
nt
0.5
chargés de
production
Energie
électrique et
pneumatique
3 opérateurs
en chaku
chaku
0.4
régleurs
Ligne
de
production
Fourches montées, contrôlées bonnes,
marquées et palletisées
Rebuts
Litiges
FIGURE 23 SADT DE NIVEAU A-0 DE LA LIGNE FOURCHES
GAUTHIER Yoann MIQ5 Projet de fin d’études 15
TITRE :NOEUD : N° :A0 Ligne Fourches
A1
Montage douille
Permaglide®
A2
Montage
machoire de
boite de vitesse
A3
Clipsage patins
A4
Soudage patins
A5
Contôle
multicote
A6
Marquage
A7
Palletisation
Squelettes + douilles
Squelettes + douilles
+ machoire
Squelettes + douilles
+ machoire +
patins clipsés
Fourche complète non marquée
Squelettes
fourche
Douilles
Permaglide®
Machoires Rebuts
Rebuts
Patins
Litiges
Rebuts
Rebuts
Fourche complète bonne
et non marquée
Fourche complète bonne
et marquée
Pièces
d’arrachement
Pièces
témoins
Pièces
témoins
Pièces
témoins
Pièces
témoins
Pièces
étalons
Poste
semi
auto 1
Poste
semi
auto 2
Cellule
robotisée
Poste
semi
auto 3
Cellule
robotisée
Cellule
robotisée
Poste de
palletisation
Fourches montées, contrôlées
bonnes, marquées et palletisées
FIGURE 24 SADT DE NIVEAU A0 DE LA LIGNE FOURCHES
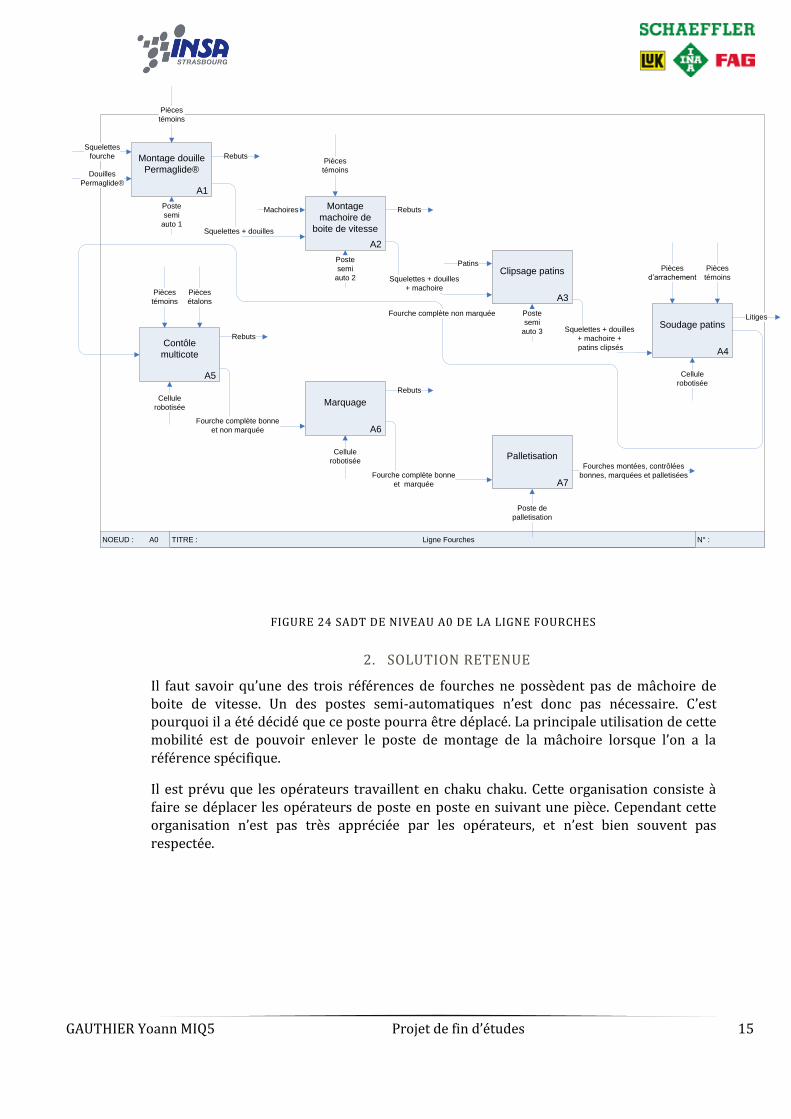
2. SOLUTION RETENUE
Il faut savoir qu’une des trois références de fourches ne possèdent pas de mâchoire de boite de vitesse. Un des postes semi-automatiques n’est donc pas nécessaire. C’est pourquoi il a été décidé que ce poste pourra être déplacé. La principale utilisation de cette mobilité est de pouvoir enlever le poste de montage de la mâchoire lorsque l’on a la référence spécifique.
Il est prévu que les opérateurs travaillent en chaku chaku. Cette organisation consiste à faire se déplacer les opérateurs de poste en poste en suivant une pièce. Cependant cette organisation n’est pas très appréciée par les opérateurs, et n’est bien souvent pas respectée.
GAUTHIER Yoann MIQ5 Projet de fin d’études 16
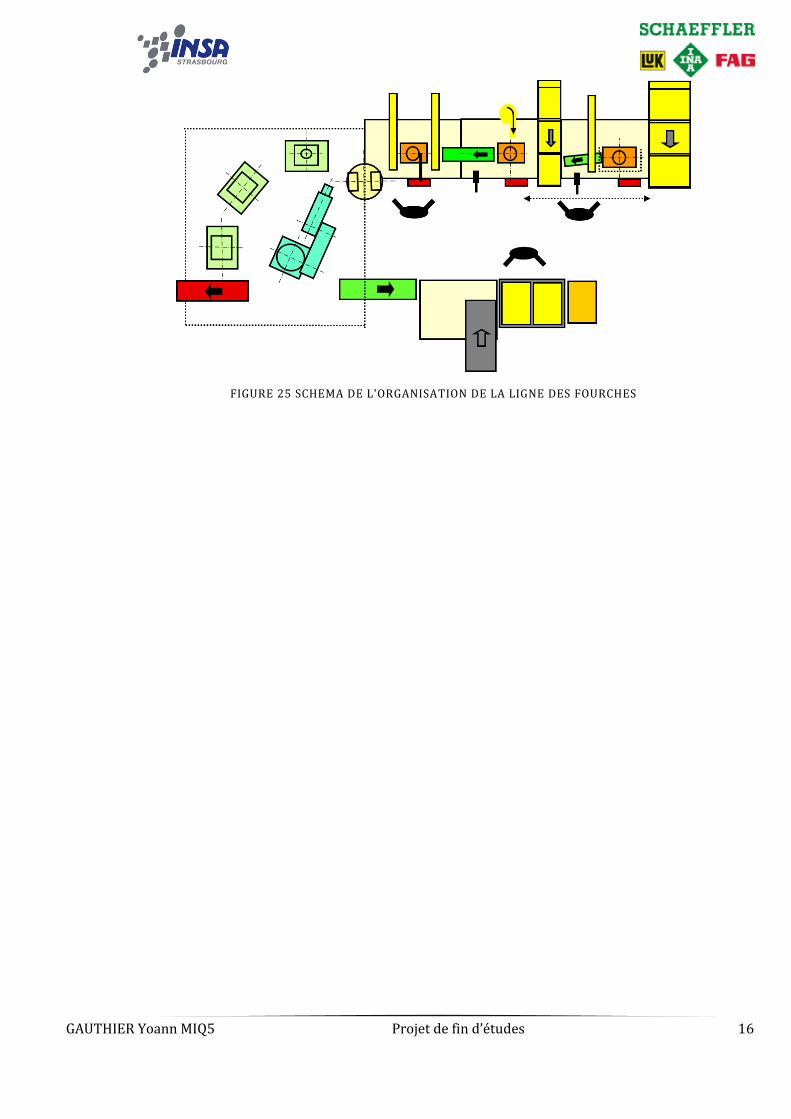
FIGURE 25 SCHEMA DE L'ORGANISATION DE LA LIGNE DES FOURCHES
GAUTHIER Yoann MIQ5 Projet de fin d’études 17
B. LA CELLULE, UN ILOT AUTOMATIQUE AU MILLIEU DE POSTES SEMI AUTO
La cellule robotisée est le seul poste automatique au milieu de postes semi automatiques. On pourrait se demander pourquoi ce mélange des genres. Tout d’abord, depuis la crise, les machines semi automatiques sont de plus en plus appréciées pour leur rapidité de développement et surtout pour leur faible prix. Cependant les postes de soudage et de marquage sont relativement dangereux, c’est pourquoi il a été décidé de conserver la cellule robotisée.
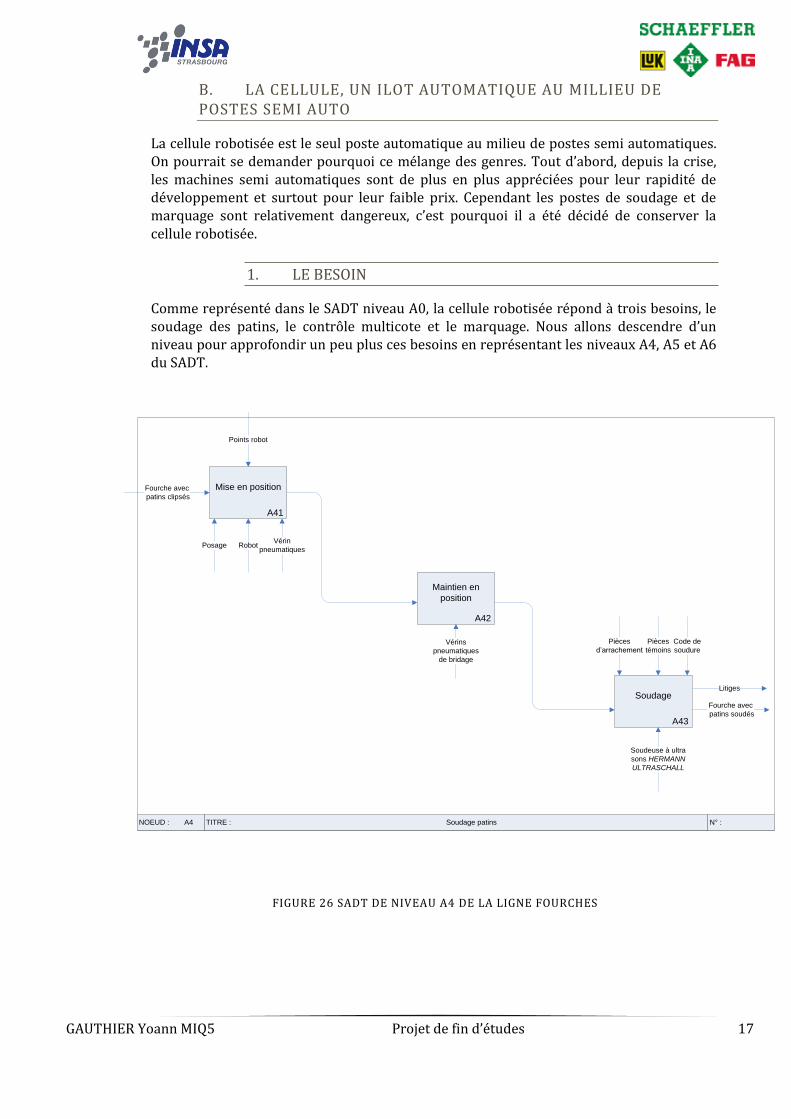
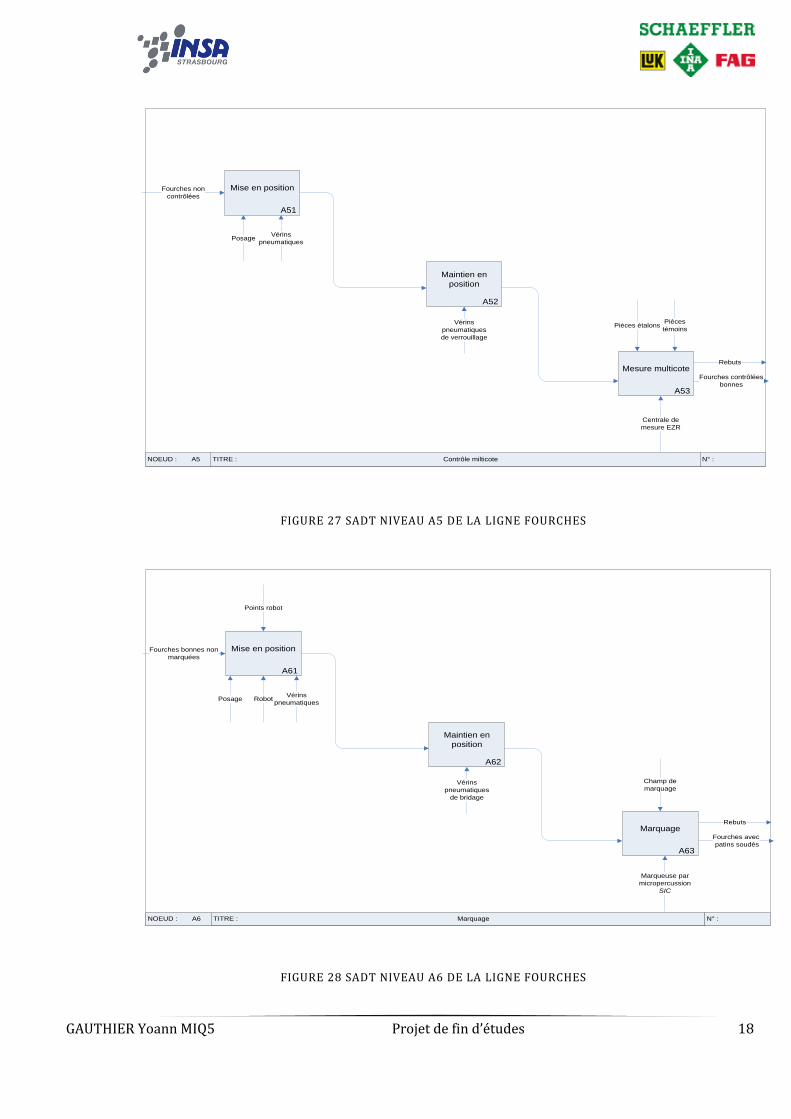
1. LE BESOIN
Comme représenté dans le SADT niveau A0, la cellule robotisée répond à trois besoins, le soudage des patins, le contrôle multicote et le marquage. Nous allons descendre d’un niveau pour approfondir un peu plus ces besoins en représentant les niveaux A4, A5 et A6 du SADT.
TITRE :NOEUD : N° :A4 Soudage patins
A41
Mise en position
A42
Maintien en
position
A43
Soudage
Fourche avec
patins clipsés
Fourche avec
patins soudés
Vérins
pneumatiques
de bridage
Posage Robot
Soudeuse à ultra
sons HERMANN
ULTRASCHALL
Pièces
d’arrachement
Pièces
témoins
Points robot
Litiges
Vérin
pneumatiques
Code de
soudure
FIGURE 26 SADT DE NIVEAU A4 DE LA LIGNE FOURCHES
GAUTHIER Yoann MIQ5 Projet de fin d’études 18
TITRE :NOEUD : N° :A5 Contrôle milticote
A51
Mise en position
A52
Maintien en
position
A53
Mesure multicote
Fourches non
contrôlées
Fourches contrôlées
bonnes
Vérins
pneumatiques
de verrouillage
Posage
Centrale de
mesure EZR
Pièces étalonsPièces
témoins
Rebuts
Vérins
pneumatiques
FIGURE 27 SADT NIVEAU A5 DE LA LIGNE FOURCHES
TITRE :NOEUD : N° :A6 Marquage
A61
Mise en position
A62
Maintien en
position
A63
Marquage
Fourches bonnes non
marquées
Fourches avec
patins soudés
Vérins
pneumatiques
de bridage
Posage Robot
Marqueuse par
micropercussion
SIC
Points robot
Rebuts
Vérins
pneumatiques
Champ de
marquage
FIGURE 28 SADT NIVEAU A6 DE LA LIGNE FOURCHES
GAUTHIER Yoann MIQ5 Projet de fin d’études 19
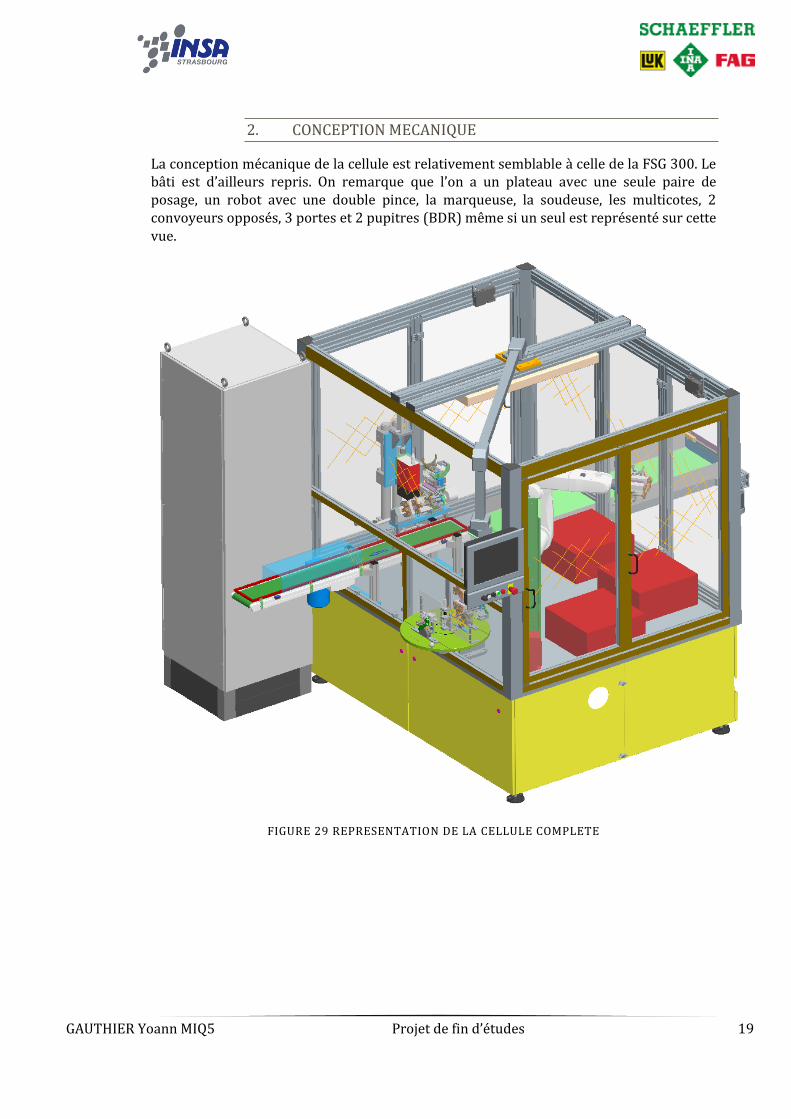
2. CONCEPTION MECANIQUE
La conception mécanique de la cellule est relativement semblable à celle de la FSG 300. Le bâti est d’ailleurs repris. On remarque que l’on a un plateau avec une seule paire de posage, un robot avec une double pince, la marqueuse, la soudeuse, les multicotes, 2 convoyeurs opposés, 3 portes et 2 pupitres (BDR) même si un seul est représenté sur cette vue.
FIGURE 29 REPRESENTATION DE LA CELLULE COMPLETE
GAUTHIER Yoann MIQ5 Projet de fin d’études 20
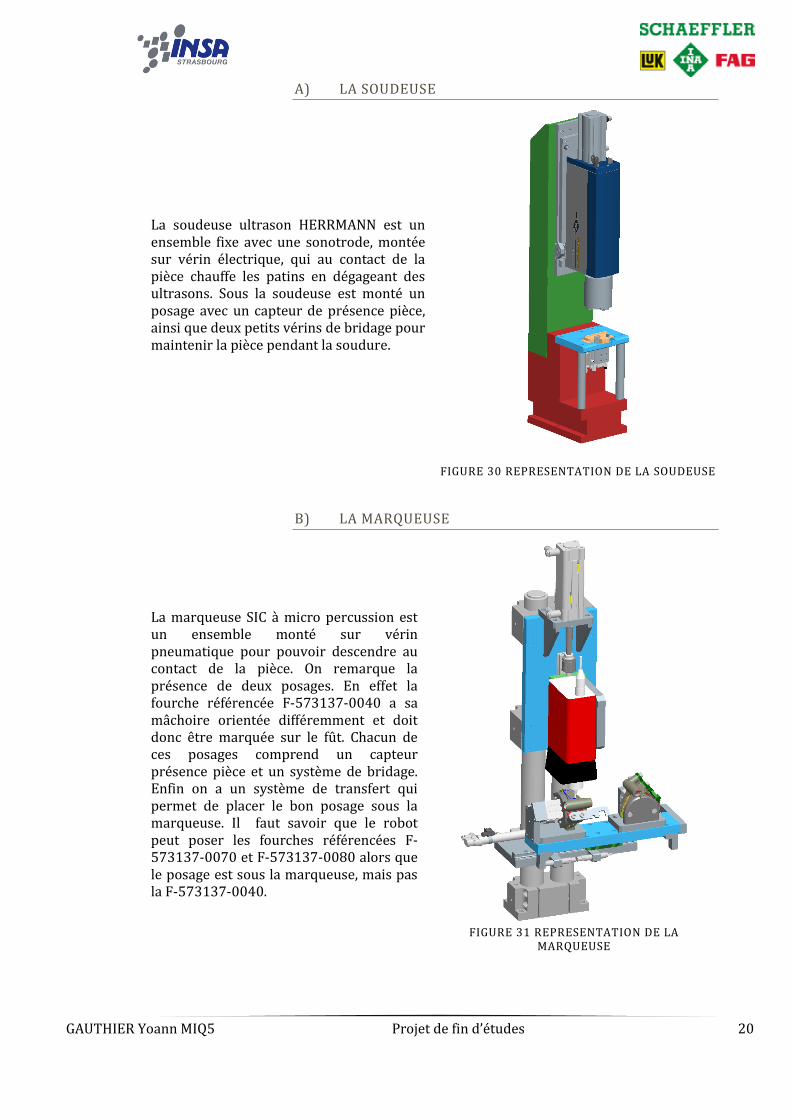
A) LA SOUDEUSE
La soudeuse ultrason HERRMANN est un ensemble fixe avec une sonotrode, montée sur vérin électrique, qui au contact de la pièce chauffe les patins en dégageant des ultrasons. Sous la soudeuse est monté un posage avec un capteur de présence pièce, ainsi que deux petits vérins de bridage pour maintenir la pièce pendant la soudure.
FIGURE 30 REPRESENTATION DE LA SOUDEUSE
B) LA MARQUEUSE
La marqueuse SIC à micro percussion est un ensemble monté sur vérin pneumatique pour pouvoir descendre au contact de la pièce. On remarque la présence de deux posages. En effet la fourche référencée F-573137-0040 a sa mâchoire orientée différemment et doit donc être marquée sur le fût. Chacun de ces posages comprend un capteur présence pièce et un système de bridage. Enfin on a un système de transfert qui permet de placer le bon posage sous la marqueuse. Il faut savoir que le robot peut poser les fourches référencées F-573137-0070 et F-573137-0080 alors que le posage est sous la marqueuse, mais pas la F-573137-0040.
FIGURE 31 REPRESENTATION DE LA
MARQUEUSE
GAUTHIER Yoann MIQ5 Projet de fin d’études 21
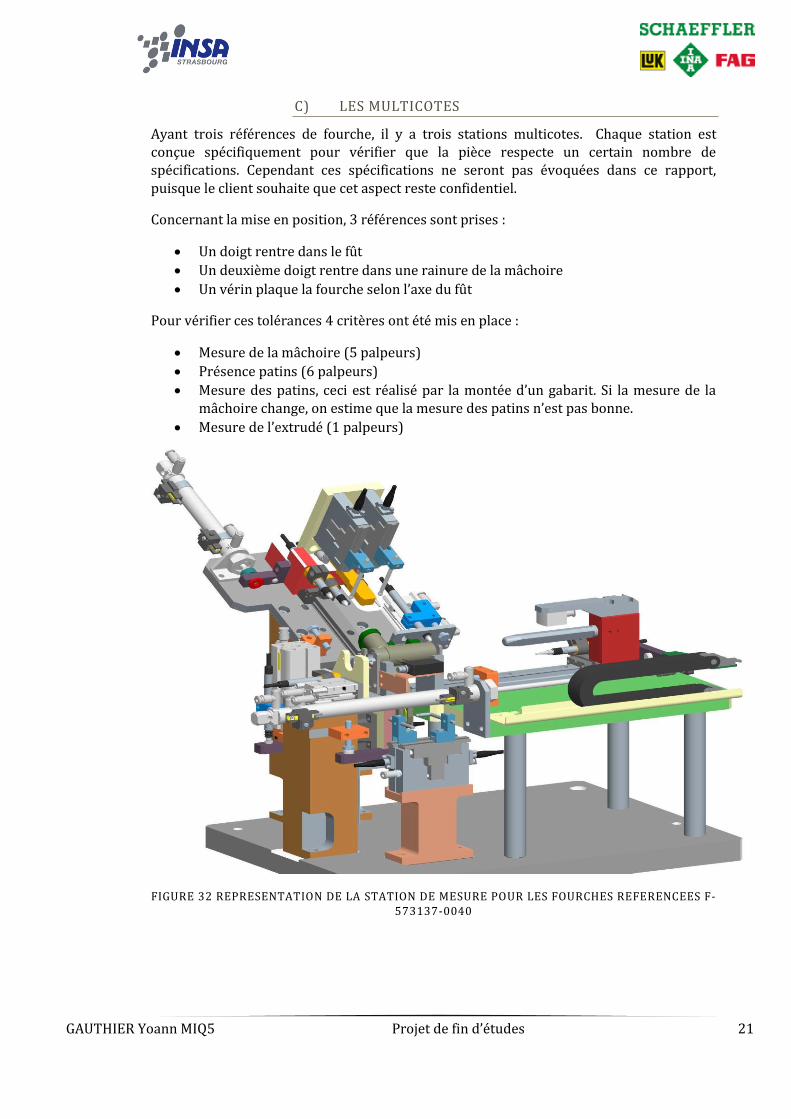
C) LES MULTICOTES
Ayant trois références de fourche, il y a trois stations multicotes. Chaque station est conçue spécifiquement pour vérifier que la pièce respecte un certain nombre de spécifications. Cependant ces spécifications ne seront pas évoquées dans ce rapport, puisque le client souhaite que cet aspect reste confidentiel.
Concernant la mise en position, 3 références sont prises :
Un doigt rentre dans le fût
Un deuxième doigt rentre dans une rainure de la mâchoire
Un vérin plaque la fourche selon l’axe du fût
Pour vérifier ces tolérances 4 critères ont été mis en place :
Mesure de la mâchoire (5 palpeurs)
Présence patins (6 palpeurs)
Mesure des patins, ceci est réalisé par la montée d’un gabarit. Si la mesure de la mâchoire change, on estime que la mesure des patins n’est pas bonne.
Mesure de l’extrudé (1 palpeurs)
FIGURE 32 REPRESENTATION DE LA STATION DE MESURE POUR LES FOURCHES REFERENCEES F-573137-0040
GAUTHIER Yoann MIQ5 Projet de fin d’études 22
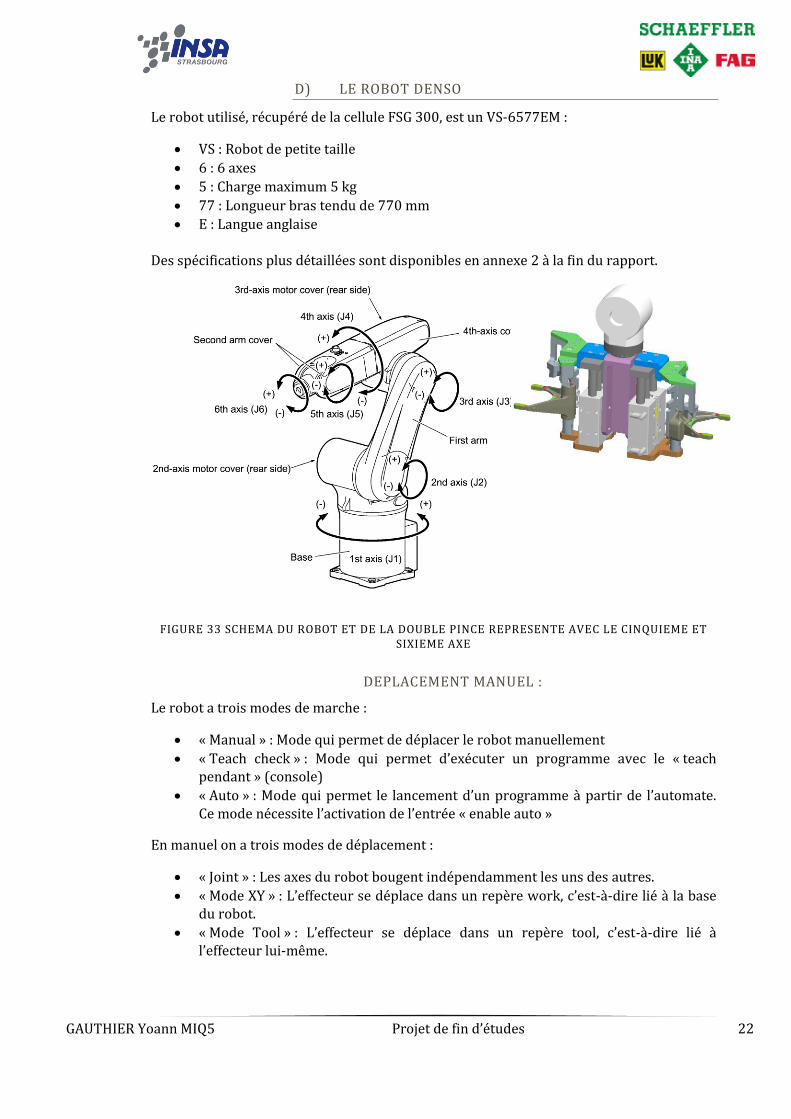
D) LE ROBOT DENSO
Le robot utilisé, récupéré de la cellule FSG 300, est un VS-6577EM :
VS : Robot de petite taille
6 : 6 axes
5 : Charge maximum 5 kg
77 : Longueur bras tendu de 770 mm
E : Langue anglaise
Des spécifications plus détaillées sont disponibles en annexe 2 à la fin du rapport.
FIGURE 33 SCHEMA DU ROBOT ET DE LA DOUBLE PINCE REPRESENTE AVEC LE CINQUIEME ET SIXIEME AXE
DEPLACEMENT MANUEL :
Le robot a trois modes de marche :
« Manual » : Mode qui permet de déplacer le robot manuellement
« Teach check » : Mode qui permet d’exécuter un programme avec le « teach pendant » (console)
« Auto » : Mode qui permet le lancement d’un programme à partir de l’automate. Ce mode nécessite l’activation de l’entrée « enable auto »
En manuel on a trois modes de déplacement :
« Joint » : Les axes du robot bougent indépendamment les uns des autres.
« Mode XY » : L’effecteur se déplace dans un repère work, c’est-à-dire lié à la base du robot.
« Mode Tool » : L’effecteur se déplace dans un repère tool, c’est-à-dire lié à l’effecteur lui-même.
GAUTHIER Yoann MIQ5 Projet de fin d’études 23
En mode manuel, il est aussi possible de se déplacer vers un autre point :
En mode « PTP » : Le robot se déplace au point voulu en minimisant le déplacement de ses axes.
En mode « CP » : Le robot déplace ses axes de manière à ce que la trajectoire de l’effecteur soit une ligne droite.
En ce qui concerne l’enregistrement des points robots, il en existe trois types :
Les « joints » : On entre les coordonnées angulaires de chaque axe. C’est une définition non ambigüe de la pose du robot puisqu’elle correspond directement aux codeurs.
Les « positions » : La position est enregistrée sous la forme de 6 coordonnées. Trois indiquent la position et sont relatives au repère work sélectionné. Trois indiquent l’orientation et sons relatives à la définition du repère tool sélectionné. Trois autres informations sont nécessaires pour choisir ce qui est appelé « figure » du robot. Ceci correspond en fait à la gestion de la non unicité du modèle géométrique inverse.
Les « homogeneous transformations » : La définition est relativement semblable aux « positions », si ce n’est que l’orientation est définie avec 9 coordonnées.
GAUTHIER Yoann MIQ5 Projet de fin d’études 24
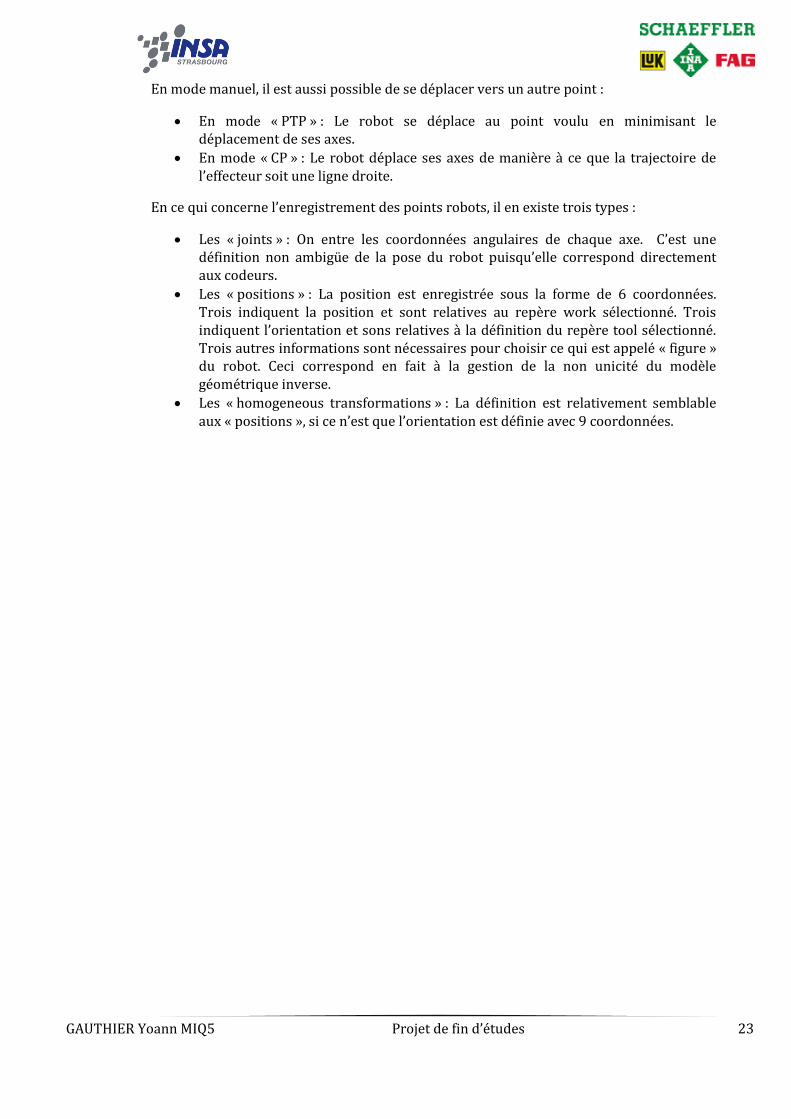
3. ARCHITECTURE HARWARE
La solution retenue par le bureau d’étude automation s’appuie donc sur un certain nombre de systèmes qui sont présentés ci-après :
FIGURE 34 SCHEMA DE L'ARCHITECTURE HARDWARE DE LA CELLULE
On remarque la présence de deux réseaux distincts. Un bus de terrain classique, ici PROFIBUS. Ce bus permet dans notre cas la gestion des entrées sorties décentralisées. Et un réseau Ethernet qui est utilisé dans notre cas pour accéder à des données statistiques des appareils, les paramétrer et gérer l’interface automate pupitre.
Cette mixité représente bien la transition engagée il y a près de 10 ans entre les bus de terrain et le protocole Ethernet. Des solutions comme PROFINET, se rapprochant de plus en plus de la communication « temps réel », permettraient donc d’uniformiser le protocole de communication et offriraient des possibilités beaucoup plus larges. Cependant Ethernet étant un protocole ouvert, il est vulnérable aux attaques extérieures, ce qui justifie les réticences des industries à l’utiliser. D’ailleurs on peut remarquer que le réseau Ethernet de la cellule, comme toutes les machines du groupe Schaeffler, est indépendant du réseau Schaeffler. Cela permet une première protection contre les attaques extérieures, mais surtout contre les erreurs. En effet, l’injection à distance d’un mauvais programme dans l'automate d’une machine pourrait avoir de graves conséquences.
Le BDR est un PC industriel avec écran tactile qui est l’interface entre l’utilisateur et la cellule, que ce soit directement ou via le réseau Schaeffler. On peut y lancer le runtime associé au programme automate ou alors un autre programme dédié à une application spécifique. On remarque ici la présence de deux BDR ce qui est assez rare sur les machines
GAUTHIER Yoann MIQ5 Projet de fin d’études 25
produites à Haguenau. Cependant un problème se pose lorsque les deux runtimes sont démarrés. On risque d’avoir des consignes contradictoires. Pour pallier à ce problème, il n’est pas possible de sélectionner la même vue sur les deux runtimes.
L’EZR est une unité de calcul temps réel conçue en interne et très modulable. Suivant l’application, on peut y insérer différentes cartes d’acquisition, pour les différents palpeurs où dispositifs d’emmanchement. Dans le cas de la cellule robotisée, il permet l’acquisition de 28 palpeurs. Le programme conçu par la maison mère pour l’acquisition des palpeurs s’appelle MSG2.
Concernant les entrées sorties de l’automate, sont connectées à l’automate :
2 cartes de 32 entrées
2 cartes de 32 sorties
1 carte de 16 entrées et 16 sorties
Un module Festo CPX profibus sur lequel on trouve 4 cartes de 8 entrées et un ilot de 24 distributeurs pneumatiques (MPA).
Cependant la logique de périphérie décentralisée ne s’arrête pas au module Festo. On trouve aussi des répartiteurs multipôles, sur lesquels sont connectés les détecteurs en M8. On a encore des ilots de distributeurs pneumatiques, eux aussi multipôles. Le multipôle consiste à envoyer chaque commande sur un fil et pas par l’intermédiaire du bus de terrain. Cela permettra dans notre cas de pouvoir démonter une station de mesure sans avoir de défaut profibus.
GAUTHIER Yoann MIQ5 Projet de fin d’études 26
4. LA SECURITE DES MACHINES
La sécurité est une préoccupation grandissante de toutes les entreprises, et particulièrement des grands groupes qui cherchent de plus en plus à obtenir un certain nombre de certifications. Le groupe Schaeffler ne fait pas exception et cherche au maximum à garantir la sécurité de ses employés. Un certain nombre d’EPI (équipements de protection individuel) sont donc nécessaires, ou conseillés pour se déplacer dans l’usine. Mais les efforts vont dans le sens du remplacement de ces EPI par des protections collectives, beaucoup plus efficaces. C’est là qu’intervient le service automation, dont la responsabilité est de faire des machines sûres tout en garantissant une utilisation simple.
A) ANALYSE SECURITE, PAS UNE OBLIGATION MAIS UNE NECESSITE
Cette partie sera l’occasion de faire un point sur les différences entre les exigences normatives et légales.
La norme est un document écrit qui définit les caractéristiques techniques d'un produit ou d'un service. Elle est de nature volontaire (non obligatoire) et homologuée par un organisme reconnu par un état :
France AFNOR* - Association Française de NORmalisation (1926) Norme NF
Allemagne DIN* - Deutsches Institute fuer Normung Norme DIN
Grande Bretagne
BSI* - British Standards Institution Norme BS
Europe CEN* - Comité Européen de Normalisation (1961), 1994 : 18 pays
Norme EN
Monde ISO* - en 1994 : 167 pays Norme ISO
En France, l’exigence légale provient du respect de la partie réglementaire du code du travail et plus particulièrement des articles 4311-1 et suivant, dont le non-respect implique l’interdiction de mise sur le marché. Ces articles sont la transcription de la directive européenne Machines 2006/42/CE. Il existe trois procédures pour certifier qu’une machine est conforme :
L’évaluation de la conformité avec contrôle interne de la fabrication, dite procédure d’autocertification CE (article R4313-20 et suivants)
L’examen CE de type (article R4313-43 et suivants). C’est la procédure par laquelle un organisme notifié constate et atteste qu’une machine est conforme.
La procédure d’assurance de la qualité complète (article R4313-43 et suivants). C’est la procédure par laquelle un organisme notifié constate et atteste qu’une machine est conforme et en contrôle l’application.
Le service automation d’Haguenau a choisi la procédure d’autocertification CE. Cette procédure est très flexible, mais c’est donc bien le directeur du service automation qui engage sa responsabilité. Cependant, comme tous les textes légaux, la directive européenne Machines 2006/42/CE est un texte très flou et sujet à interprétation. Le service automation se doit donc de respecter les « bonnes pratiques » du domaine dans lequel il intervient. Celles-ci sont justement consignées dans les normes, voilà pourquoi aucune entreprise, aucun organisme ne peut se permettre d'ignorer la normalisation.
GAUTHIER Yoann MIQ5 Projet de fin d’études 27
Les normes sont utilisées par les industriels comme des références incontestables ; elles proposent des solutions à des questions techniques et commerciales concernant les produits, les services.
La conception des machines se fait donc dans le respect d’un certain nombre de normes, qui sont à la disposition de tous les membres du service. Une analyse sécurité est aussi réalisée, dans l’esprit de la norme EN ISO EN 954-1, remplacée depuis novembre 2009 par la norme EN ISO 13849-1. Cette analyse est principalement basée sur une étude de type Amdec de chaque actionneur.
Dans le cas d’une AMDEC sécurité, la fonction dont on étudie les modes de défaillance est la fonction de sécurité. On identifie donc des situations dangereuses qu’il faut caractériser en termes de fréquence, gravité et possibilité d’éviter le phénomène dangereux. On associe donc à chacun des actionneurs un PLr (niveau de performance requis).
B) LE SOFTWARE COMME COMPLEMENT AU PRINCIPE DE LA SECURITE CABLEE
Les différents niveaux de PLr définissent différentes architectures électriques, pneumatiques et sofwares. Ces architectures proviennent de la maison mère et de son interprétation des différentes normes. Elle définit principalement:
Le type de distributeur et vérin pneumatique à utiliser
La nécessité de maintenir une touche de confirmation, lorsque les portes sont ouvertes, pour pouvoir effectuer un mouvement. Le non maintien de cette touche implique la coupure ou non de l’alimentation des cartes automates sur lesquelles sont connectés des actionneurs dit dangereux. L’activation du relai de confirmation peut être faite soit uniquement par software, soit par software et par hardware. Ceci est réalisé à partir du PL b compris.
La nécessité de câbler en bicanal. Ceci est réalisé uniquement sur le robot, puisque c’est le seul élément à être classé au moins PLd.
Cependant, il faut savoir que le service automation d’Haguenau n’a pas retenu la solution uniquement software.
Concernant la partie software, les deux sorties relais de confirmation sont activées si la touche de confirmation est activée au plus 500ms après la demande de mouvement, ce qui signifie que l’opérateur a les deux mains sur le panel. Il faut aussi qu’il n’y ait pas de défauts de surveillance des relais de confirmation.
Enfin le programme automate participe à la sécurité de l’opérateur en l’informant en permanence de l’état de la machine et donc en lui permettant d’avoir une meilleure compréhension de la machine.
GAUTHIER Yoann MIQ5 Projet de fin d’études 28
III. PROGRAMMATION
A. PROGRAMMATION AUTOMATE
1. L’ENVIRONNEMENT STEP 7 DE SIEMENS
La gamme automate de Siemens contient 5 types d’automates :
Logo : Solution très simple et combinatoire
Simatic S7-1200 : Solution séquentielle simple, mais précise
Simatic S7-200 : Solution séquentielle simple, performante en terme de temps réel et de communication
Simatic S7-300 : Solution séquentielle complexe. Il permet de réaliser la majorité des applications d’automatisme intégrant des architectures décentralisées.
Simatic S7-400 : Solution séquentielle complexe, hautes performance en terme de communication et de mémoire.
Le service automation d’Haguenau utilise principalement les Simatic S7-300, et les Logo pour des applications simples.
A) LA PROGRAMMATION ET L’ORGANISATION DES BLOCS
La programmation avec Step7 s’articule autour de différents blocs, programmables dans 3 langages :
Le List : C’est le langage de base de step7. Il est basé sur une centaine d’instructions.
Le Contact : C’est une représentation du List, qui s’apparente à de la logique câblée.
Le Logigramme : C’est une autre représentation du List sous forme de bloc. C’est le langage le plus utilisé ici puisqu’il peut toujours être converti en Contact ou en List. Cependant c’est donc aussi celui qui offre le moins de possibilité.
La programmation n’a donc rien à voir avec la programmation de type Grafcet que l’on pouvait trouver avec PL7 Pro par exemple. Dans Step7 on trouve un certain nombre de blocs avec différentes fonctions :
Les OB : Ce sont des blocs d’organisation avec des fonctions bien particulières : o L’OB 100 est appelé au démarrage à chaud ou à froid o L’OB 1 est la base du programme. L’automate lit cet OB en permanence o Il existe aussi un grand nombre d’OB de défaut ou d’interruption
Les DB : Ce sont des blocs de données où sont stockées des variables accessibles dans l’ensemble du programme
Les FC : Ce sont des blocs fonctionnels avec des entrées/sorties
Les FB : Ce sont des blocs fonctionnels que l’on doit appeler avec un DB d’instance.
Les SFB et SFC : Ce sont des blocs Siemens qui sont disponibles pour effectuer un certain nombre d’opérations classiques. Il est par exemple possible de copier une zone mémoire dans une autre zone.
GAUTHIER Yoann MIQ5 Projet de fin d’études 29
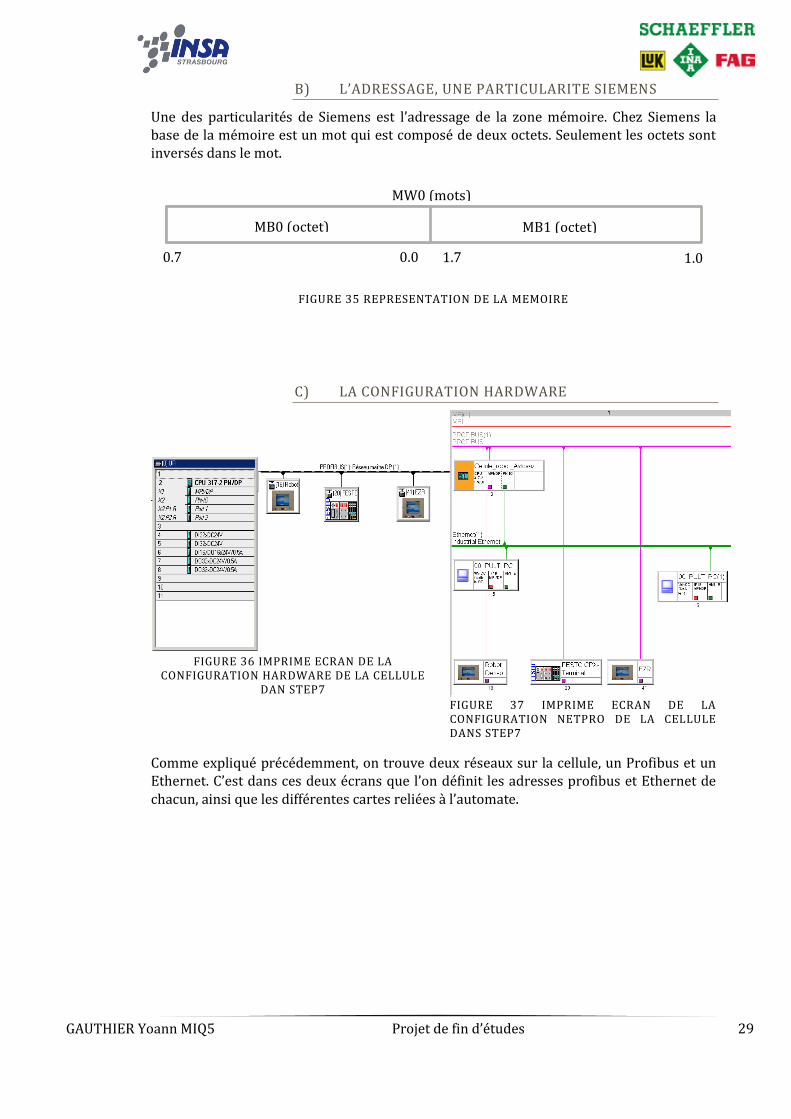
B) L’ADRESSAGE, UNE PARTICULARITE SIEMENS
Une des particularités de Siemens est l’adressage de la zone mémoire. Chez Siemens la base de la mémoire est un mot qui est composé de deux octets. Seulement les octets sont inversés dans le mot.
FIGURE 35 REPRESENTATION DE LA MEMOIRE
C) LA CONFIGURATION HARDWARE
FIGURE 36 IMPRIME ECRAN DE LA
CONFIGURATION HARDWARE DE LA CELLULE DAN STEP7
FIGURE 37 IMPRIME ECRAN DE LA CONFIGURATION NETPRO DE LA CELLULE DANS STEP7
Comme expliqué précédemment, on trouve deux réseaux sur la cellule, un Profibus et un Ethernet. C’est dans ces deux écrans que l’on définit les adresses profibus et Ethernet de chacun, ainsi que les différentes cartes reliées à l’automate.
MW0 (mots)
MB0 (octet) MB1 (octet)
0.7 0.0 1.7 1.0
GAUTHIER Yoann MIQ5 Projet de fin d’études 30
D) L’INTERFACE HOMME MACHINE
Le logiciel Step7 a été développé en collaboration avec WinCC Flexible qui permet de développer l’IHM que l’on appelle runtime sous sa forme exécutable. Etant en liaison, il est possible dans WinCC flexible de spécifier directement le chemin d’accès des variables en liaison avec Step7.
E) LE SIMULATEUR
Le travail d’un automaticien comprend deux phases :
La préparation : C’est le moment où le gros du travail est réalisé et auquel on consacre donc beaucoup de temps. En effet elle peut être réalisée en parallèle de la conception.
La mise en route : Elle commence quand la machine est prête, c’est la dernière phase avant la réception et donc le début de la production. Elle doit donc être la plus rapide possible, puisqu’elle intervient à 100% dans le délai de livraison de la machine. Chez INA, une mise en route dure environ 3 semaines pour une machine classique et 4 pour une cellule robotisée.
Lors d’une première mise en route, il faut réduire au maximum le travail à la mise en route pour pouvoir tenir les délais. Le simulateur devient alors utile.
Il permet de lancer un automate virtuel avec un seul runtime, et de forcer les entrées sorties. Cet outil est donc utile pour tester les mouvements manuels et les affichages du runtime. Il est aussi possible de lancer le mode auto en shuntant les étapes des cycles pour vérifier la gestion des modes de marche et arrêt.
GAUTHIER Yoann MIQ5 Projet de fin d’études 31
2. LE STANDARD COMME BASE DE PROGRAMMATION
Le standard API dans son état actuel, c’est-à-dire commun à tout le groupe Schaeffler, existe depuis 2007. Mais depuis que le service existe, les automaticiens ont toujours travaillé avec un standard, plus ou moins bien organisé.
Le standard machine Schaeffler ne comprend pas seulement la partie API. C’est une organisation complète de développement. On y trouve essentiellement:
La définition des nomenclatures des actionneurs
Les références des équipements à utiliser
Des solutions de mesure développées en interne
Des analyses de risques
Des schémas électriques
Des programmes API
La standardisation comporte de nombreux avantages en termes d’organisation, mais le tableau ci-dessous pointe aussi quelques inconvénients.
TABLEAU 4 AVANTAGE INCONVENIENTS DU STANDARD API
Avantages Inconvénients
Développement plus rapide Nécessité d’une maitrise totale du standard Esprit d’unité dans le groupe Risque de bug difficilement explicable Facilité d’intervention Spécialisation des programmeurs Division du travail plus simple Mise en route plus rapide
A) AUTOMATE
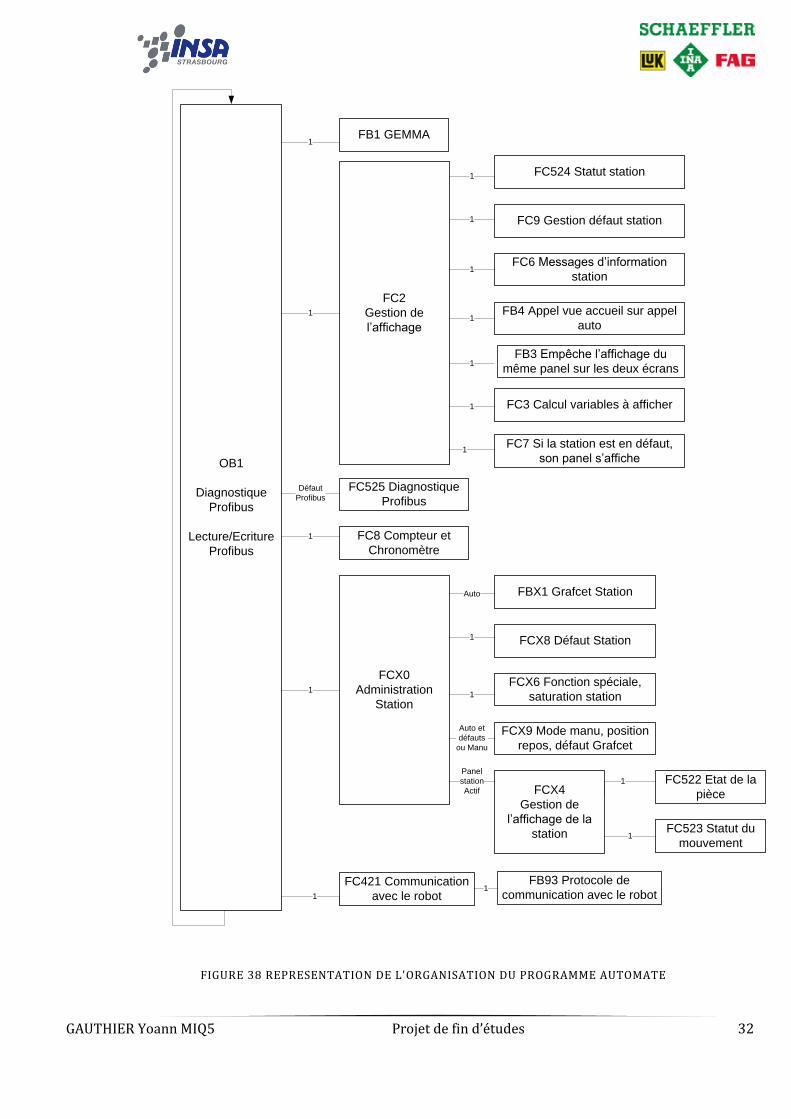
1. ORGANISATION DU PROGRAMME
L’objet de ce rapport n’est pas de décrire de manière détaillée comment fonctionne le standard. Le schéma ci-dessous explique de manière simplifiée la structure du standard restreint à l’utilisation qui en est faite dans la cellule.
GAUTHIER Yoann MIQ5 Projet de fin d’études 32
OB1
Diagnostique
Profibus
Lecture/Ecriture
Profibus
FB1 GEMMA
FC2
Gestion de
l’affichage
FC525 Diagnostique
Profibus
FCX0
Administration
Station
FC8 Compteur et
Chronomètre
FC421 Communication
avec le robot
FC524 Statut station
FC9 Gestion défaut station
FC6 Messages d’information
station
FC3 Calcul variables à afficher
FB4 Appel vue accueil sur appel
auto
FC7 Si la station est en défaut,
son panel s’affiche
FCX4
Gestion de
l’affichage de la
station
FCX9 Mode manu, position
repos, défaut Grafcet
FCX6 Fonction spéciale,
saturation station
FCX8 Défaut Station
FBX1 Grafcet Station
FC523 Statut du
mouvement
FC522 Etat de la
pièce
1
11
1
1
1
1
1
Auto
1
1
Auto et
défauts
ou Manu
1
1
Panel
station
Actif
Défaut
Profibus
1
1
1
FB3 Empêche l’affichage du
même panel sur les deux écrans1
FB93 Protocole de
communication avec le robot1
FIGURE 38 REPRESENTATION DE L'ORGANISATION DU PROGRAMME AUTOMATE
GAUTHIER Yoann MIQ5 Projet de fin d’études 33
2. GESTION DES MODES DE MARCHE ET ARRET (GEMMA)
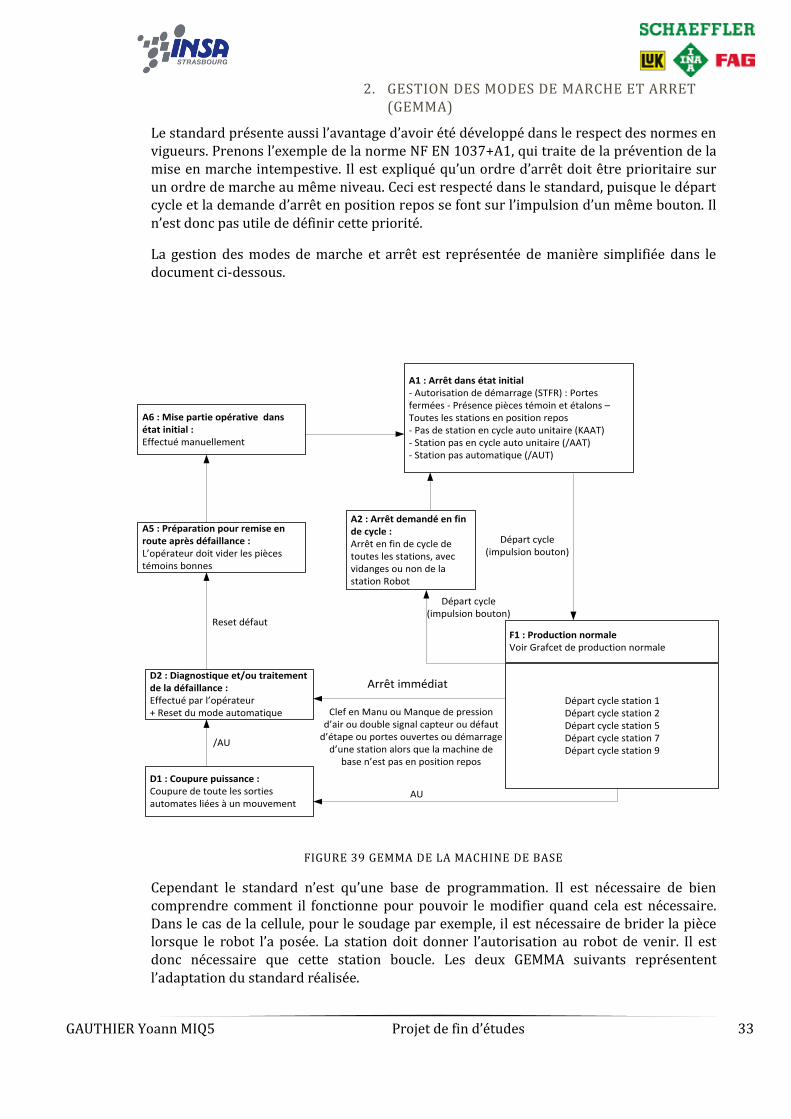
Le standard présente aussi l’avantage d’avoir été développé dans le respect des normes en vigueurs. Prenons l’exemple de la norme NF EN 1037+A1, qui traite de la prévention de la mise en marche intempestive. Il est expliqué qu’un ordre d’arrêt doit être prioritaire sur un ordre de marche au même niveau. Ceci est respecté dans le standard, puisque le départ cycle et la demande d’arrêt en position repos se font sur l’impulsion d’un même bouton. Il n’est donc pas utile de définir cette priorité.
La gestion des modes de marche et arrêt est représentée de manière simplifiée dans le document ci-dessous.
A1 : Arrêt dans état initial- Autorisation de démarrage (STFR) : Portes fermées - Présence pièces témoin et étalons – Toutes les stations en position repos- Pas de station en cycle auto unitaire (KAAT)- Station pas en cycle auto unitaire (/AAT)- Station pas automatique (/AUT)
D1 : Coupure puissance : Coupure de toute les sorties automates liées à un mouvement
D2 : Diagnostique et/ou traitement de la défaillance : Effectué par l’opérateur+ Reset du mode automatique
A5 : Préparation pour remise en route après défaillance : L’opérateur doit vider les pièces témoins bonnes
A6 : Mise partie opérative dans état initial : Effectué manuellement
Départ cycle (impulsion bouton)
AU
/AU
Arrêt immédiat
Clef en Manu ou Manque de pression d’air ou double signal capteur ou défaut
d’étape ou portes ouvertes ou démarrage d’une station alors que la machine de
base n’est pas en position repos
Reset défaut
A2 : Arrêt demandé en fin de cycle : Arrêt en fin de cycle de toutes les stations, avec vidanges ou non de la station Robot
F1 : Production normaleVoir Grafcet de production normale
Départ cycle station 1Départ cycle station 2Départ cycle station 5Départ cycle station 7Départ cycle station 9
Départ cycle (impulsion bouton)
FIGURE 39 GEMMA DE LA MACHINE DE BASE
Cependant le standard n’est qu’une base de programmation. Il est nécessaire de bien comprendre comment il fonctionne pour pouvoir le modifier quand cela est nécessaire. Dans le cas de la cellule, pour le soudage par exemple, il est nécessaire de brider la pièce lorsque le robot l’a posée. La station doit donner l’autorisation au robot de venir. Il est donc nécessaire que cette station boucle. Les deux GEMMA suivants représentent l’adaptation du standard réalisée.
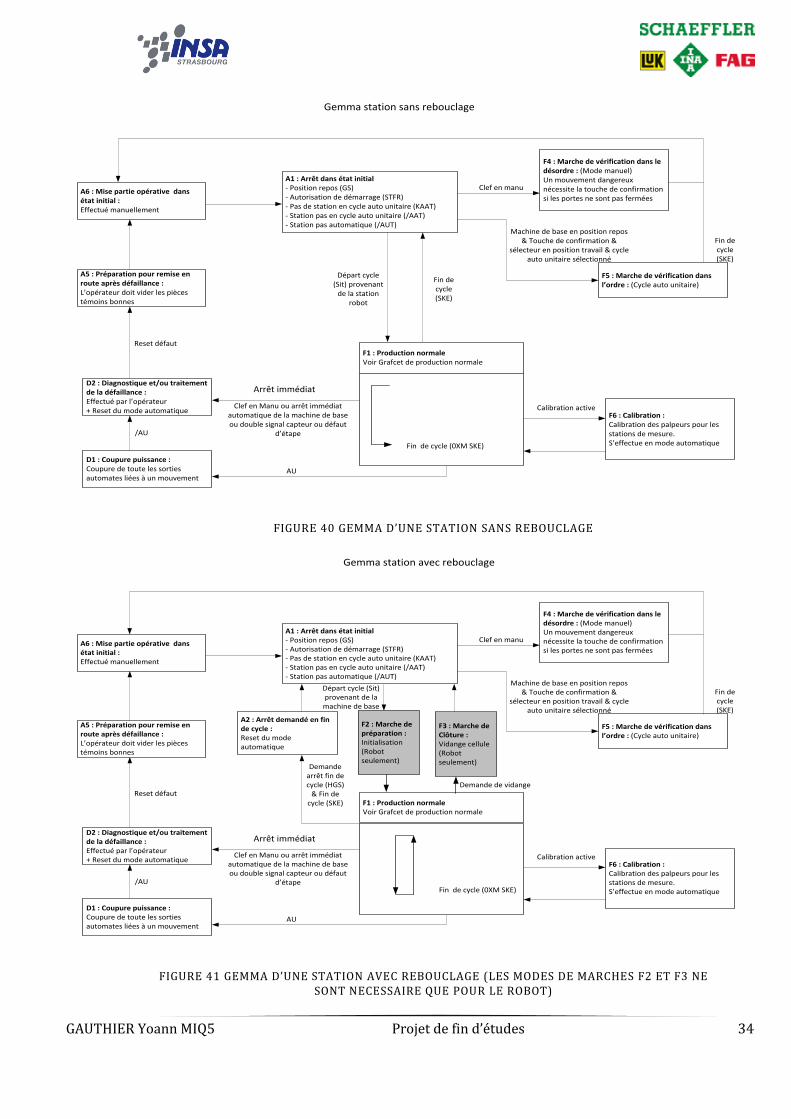
GAUTHIER Yoann MIQ5 Projet de fin d’études 34
A1 : Arrêt dans état initial- Position repos (GS)- Autorisation de démarrage (STFR)- Pas de station en cycle auto unitaire (KAAT)- Station pas en cycle auto unitaire (/AAT)- Station pas automatique (/AUT)
F4 : Marche de vérification dans le désordre : (Mode manuel)Un mouvement dangereux nécessite la touche de confirmation si les portes ne sont pas fermées
F5 : Marche de vérification dans l’ordre : (Cycle auto unitaire)
F1 : Production normaleVoir Grafcet de production normale
Fin de cycle (0XM SKE)
F6 : Calibration : Calibration des palpeurs pour les stations de mesure.S’effectue en mode automatique
D1 : Coupure puissance : Coupure de toute les sorties automates liées à un mouvement
D2 : Diagnostique et/ou traitement de la défaillance : Effectué par l’opérateur+ Reset du mode automatique
A5 : Préparation pour remise en route après défaillance : L’opérateur doit vider les pièces témoins bonnes
A6 : Mise partie opérative dans état initial : Effectué manuellement
Machine de base en position repos& Touche de confirmation &
sélecteur en position travail & cycle auto unitaire sélectionné
Clef en manu
Calibration active
Fin de cycle (SKE)
Départ cycle (Sit) provenant
de la station robot
AU
/AU
Fin de cycle (SKE)
Arrêt immédiat
Clef en Manu ou arrêt immédiat automatique de la machine de base ou double signal capteur ou défaut
d’étape
Reset défaut
Gemma station sans rebouclage
FIGURE 40 GEMMA D’UNE STATION SANS REBOUCLAGE
Gemma station avec rebouclage
A1 : Arrêt dans état initial- Position repos (GS)- Autorisation de démarrage (STFR)- Pas de station en cycle auto unitaire (KAAT)- Station pas en cycle auto unitaire (/AAT)- Station pas automatique (/AUT)
F4 : Marche de vérification dans le désordre : (Mode manuel)Un mouvement dangereux nécessite la touche de confirmation si les portes ne sont pas fermées
F5 : Marche de vérification dans l’ordre : (Cycle auto unitaire)
F6 : Calibration : Calibration des palpeurs pour les stations de mesure.S’effectue en mode automatique
D1 : Coupure puissance : Coupure de toute les sorties automates liées à un mouvement
D2 : Diagnostique et/ou traitement de la défaillance : Effectué par l’opérateur+ Reset du mode automatique
A5 : Préparation pour remise en route après défaillance : L’opérateur doit vider les pièces témoins bonnes
A6 : Mise partie opérative dans état initial : Effectué manuellement
Machine de base en position repos& Touche de confirmation &
sélecteur en position travail & cycle auto unitaire sélectionné
Clef en manu
Calibration active
Départ cycle (Sit) provenant de la machine de base
AU
/AU
Fin de cycle (SKE)
Arrêt immédiat
Clef en Manu ou arrêt immédiat automatique de la machine de base ou double signal capteur ou défaut
d’étape
Reset défaut
A2 : Arrêt demandé en fin de cycle : Reset du mode automatique
F1 : Production normaleVoir Grafcet de production normale
Fin de cycle (0XM SKE)
Demande arrêt fin de cycle (HGS)
& Fin de cycle (SKE)
F2 : Marche de préparation : Initialisation(Robot seulement)
F3 : Marche de Clôture : Vidange cellule(Robot seulement)
Demande de vidange
FIGURE 41 GEMMA D’UNE STATION AVEC REBOUCLAGE (LES MODES DE MARCHES F2 ET F3 NE SONT NECESSAIRE QUE POUR LE ROBOT)
GAUTHIER Yoann MIQ5 Projet de fin d’études 35
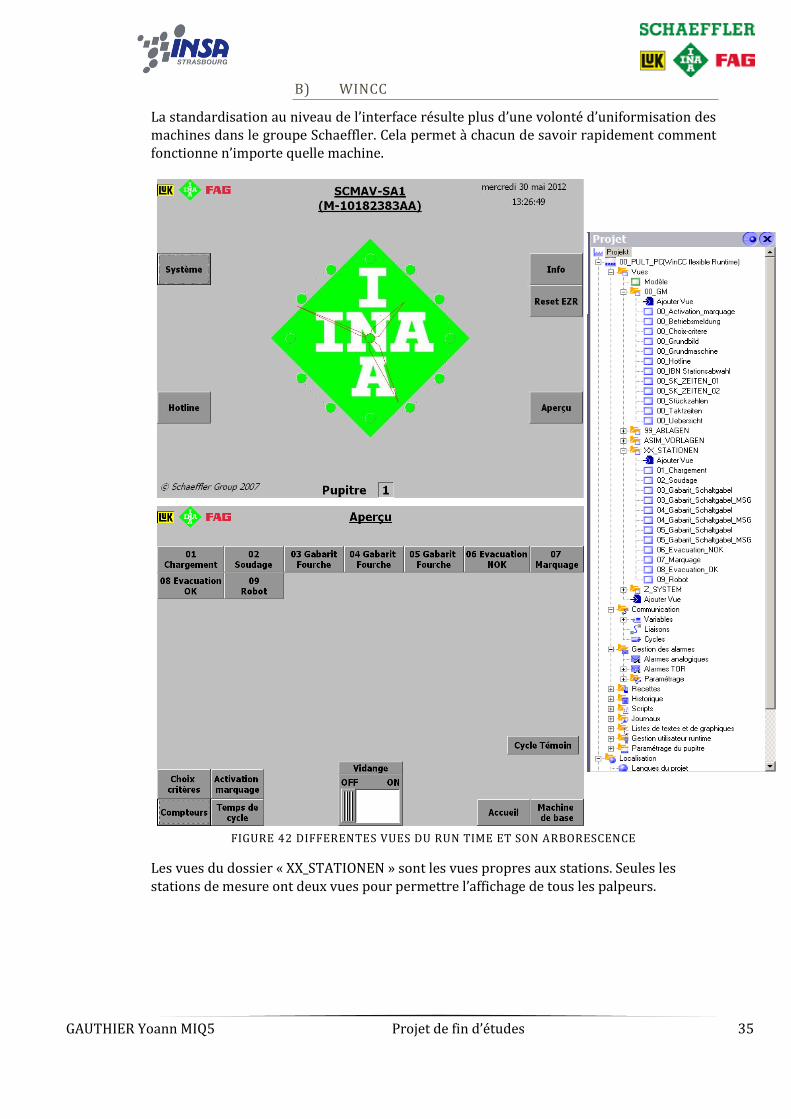
B) WINCC
La standardisation au niveau de l’interface résulte plus d’une volonté d’uniformisation des machines dans le groupe Schaeffler. Cela permet à chacun de savoir rapidement comment fonctionne n’importe quelle machine.
FIGURE 42 DIFFERENTES VUES DU RUN TIME ET SON ARBORESCENCE
Les vues du dossier « XX_STATIONEN » sont les vues propres aux stations. Seules les stations de mesure ont deux vues pour permettre l’affichage de tous les palpeurs.
GAUTHIER Yoann MIQ5 Projet de fin d’études 36
Concernant les vues du dossier « 00_GM », elles correspondent à tout ce qui concerne la machine de base :
« 00_Activation_marquage » : C’est une vue protégée par mots de passe qui permet d’activer ou non le marquage lors du cycle de la cellule.
« 00_Betriebsmeldung » : Elle affiche l’ensemble des messages défauts générés.
« 00_Choix_critère » : C’est une vue protégée par mots de passe qui permet de choisir lorsqu’un défaut apparait dans le cycle, si la pièce est considérée comme rebut ou litige.
« 00_Grundbild » : C’est la vue d’accueil présentée ci-dessus.
« 00_Grundmaschine » : Elle correspond à la vue d’une station mais pour la machine de base. On y trouve les voyants de présence de pièces témoin, arrachement, étalons, ou encore les portes fermées.
« 00_Hotline » : C’est une vue, d’une utilité relative mais présente dans le standard, qui indique simplement de contacter le service maintenance.
« 00_IBN_Stationsabwahl » : Elle permet de désactiver des stations, mais ceci n’est pas géré dans ce projet.
« 00_SK_ZEITEN_01 » et « 00_SK_ZEITEN_02 » : Elles indiquent le temps de chaque étape et le temps enregistré à la livraison, pour pouvoir comparer s’il y a eu des dérives.
« 00_Stückzahlen » : Elle indique la valeur des différents compteurs demandés par la qualité.
« 00_Taktzeiten » : Elle indique le temps de cycle de chaque station.
« 00_Uebersicht » : Elle permet d’avoir une vue globale de la machine et d’afficher un certain nombre de fonctions spéciales.
GAUTHIER Yoann MIQ5 Projet de fin d’études 37
3. LES EXIGENCES QUALITES DANS LA PROGRAMMATION
La qualité fait l’objet d’une attention toute particulière dans le groupe. En effet, c’est cette rigueur et l’objectif du zéro défaut qui permettent à Schaeffler de continuer de produire en Europe. Un certain nombre de procédure sont donc mises en place pour atteindre cet objectif.
A) LES PIECES ETALONS
La cellule contient trois stations de mesure. Les palpeurs de ces stations devant être régulièrement étalonnés, cette tâche est entièrement automatisée. Les étalons sont présents dans la cellule. Lors d’une demande d’étalonnage, le robot prend la pièce, la pose dans la station de mesure, lance un cycle spécifique d’étalonnage et repose la pièce à son emplacement initiale. Cela prend moins d’une minute.
B) LA PIECE D’ARRACHEMENT
La pièce d’arrachement est relative à la station de soudage. C’est une pièce spécifique sur laquelle on clipse des patins à souder. Un cycle semi manuel spécifique a été implémenté puisque la mise en position de la pièce avec le robot s’est avérée relativement compliquée.
C) LES PIECES TEMOINS
Les pièces témoins permettent de s’assurer du bon fonctionnement de la machine. Elles comportent un défaut connu, qui doit absolument être décelé. Dans le cas contraire la machine doit s’arrêter et se mettre en défaut. Dans le cas de la cellule, il y a une pièce témoin pour le soudage et une pour la mesure. De plus elles doivent demeurer à résidence sur la machine, sans quoi celle-ci ne démarrera pas.
GAUTHIER Yoann MIQ5 Projet de fin d’études 38
4. LES GRAFCETS
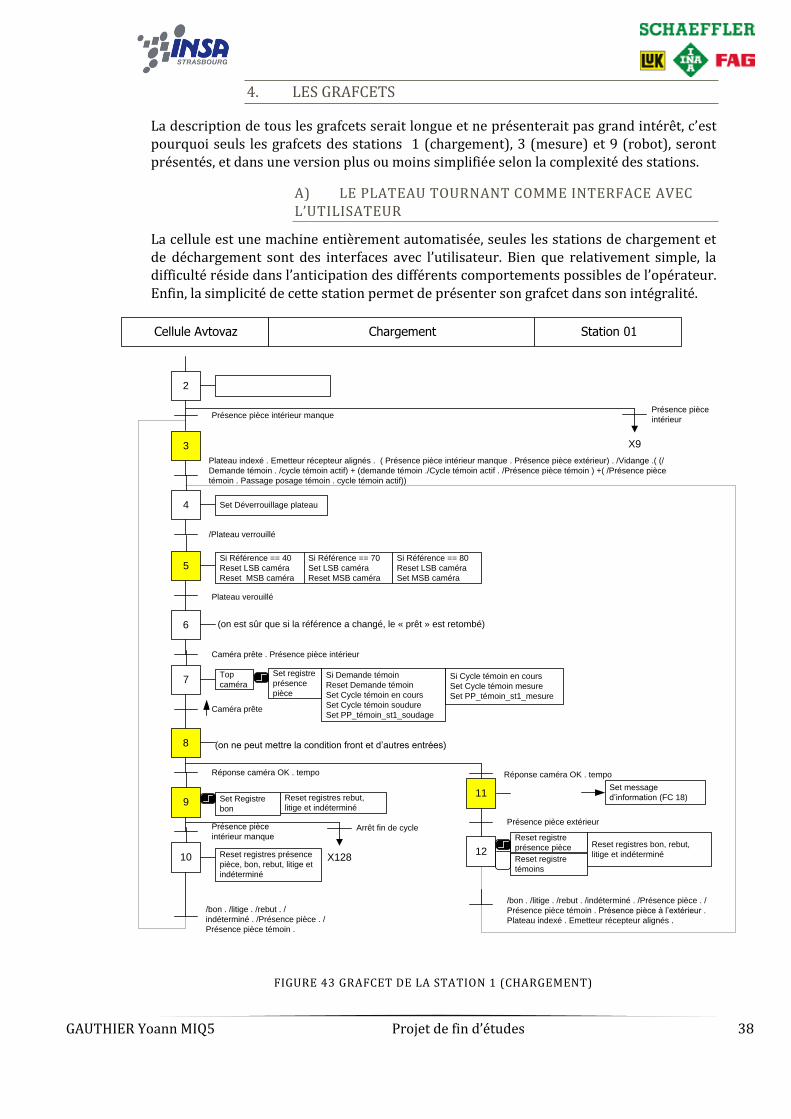
La description de tous les grafcets serait longue et ne présenterait pas grand intérêt, c’est pourquoi seuls les grafcets des stations 1 (chargement), 3 (mesure) et 9 (robot), seront présentés, et dans une version plus ou moins simplifiée selon la complexité des stations.
A) LE PLATEAU TOURNANT COMME INTERFACE AVEC L’UTILISATEUR
La cellule est une machine entièrement automatisée, seules les stations de chargement et de déchargement sont des interfaces avec l’utilisateur. Bien que relativement simple, la difficulté réside dans l’anticipation des différents comportements possibles de l’opérateur. Enfin, la simplicité de cette station permet de présenter son grafcet dans son intégralité.
Cellule Avtovaz Chargement Station 01
4
/Plateau verrouillé
Set Déverrouillage plateau
2
Présence pièce intérieur manque
3
Plateau indexé . Emetteur récepteur alignés . ( Présence pièce intérieur manque . Présence pièce extérieur) . /Vidange .( (/
Demande témoin . /cycle témoin actif) + (demande témoin ./Cycle témoin actif . /Présence pièce témoin ) +( /Présence pièce
témoin . Passage posage témoin . cycle témoin actif))
11
Présence pièce extérieur
Réponse caméra OK . tempo
Set message
d’information (FC 18)
10
/bon . /litige . /rebut . /
indéterminé . /Présence pièce . /
Présence pièce témoin .
12
/bon . /litige . /rebut . /indéterminé . /Présence pièce . /
Présence pièce témoin . Présence pièce à l’extérieur .
Plateau indexé . Emetteur récepteur alignés .
Reset registre
présence pièce
Reset registre
témoins
Reset registres bon, rebut,
litige et indéterminé
9
Présence pièce
intérieur manque
Set Registre
bon
Reset registres rebut,
litige et indéterminé
7
Caméra prête
Top
caméra
Set registre
présence
pièce
Si Demande témoin
Reset Demande témoin
Set Cycle témoin en cours
Set Cycle témoin soudure
Set PP_témoin_st1_soudage
Si Cycle témoin en cours
Set Cycle témoin mesure
Set PP_témoin_st1_mesure
8
Réponse caméra OK . tempo
6
Caméra prête . Présence pièce intérieur
5
Plateau verouillé
Si Référence == 40
Reset LSB caméra
Reset MSB caméra
Si Référence == 80
Reset LSB caméra
Set MSB caméra
Si Référence == 70
Set LSB caméra
Reset MSB caméra
(on est sûr que si la référence a changé, le « prêt » est retombé)
(on ne peut mettre la condition front et d’autres entrées)
X128
Arrêt fin de cycle
X9
Présence pièce
intérieur
Reset registres présence
pièce, bon, rebut, litige et
indéterminé
FIGURE 43 GRAFCET DE LA STATION 1 (CHARGEMENT)
GAUTHIER Yoann MIQ5 Projet de fin d’études 39
Les étapes en jaune ne sont pas surveillées. Lorsqu’une étape est surveillée, cela signifie que si l’étape est active plus d’un certain temps, le mode automatique de cette station est automatiquement reseter. Lorsque cela est nécessaire, un message défaut programmé apparait pour expliquer cet arrêt. Les étapes non surveillées ici, le sont car leur transition dépend du robot, de l’opérateur, ou encore d’une temporisation.
Ce grafcet permet de présenter la gestion des registres. C’est un registre de type « dans, de ». On peut dire par exemple qu’une pièce est rebut dans la station 32, de la station 1. Cela signifie que la pièce se trouve dans la station 32 et qu’elle a été déclarée mauvaise dans la station 1. En l’occurrence, une pièce est bonne dans la station de chargement si le contrôle de référence effectué par la caméra est bon. Dans la pratique, les pinces du robot sont les stations 31 et 32, ce qui permet de connaitre l’état de l’unique pièce dans chaque station. Enfin, à la dépose on peut vérifier que la pièce a été bonne dans toutes les stations où elle est passée.
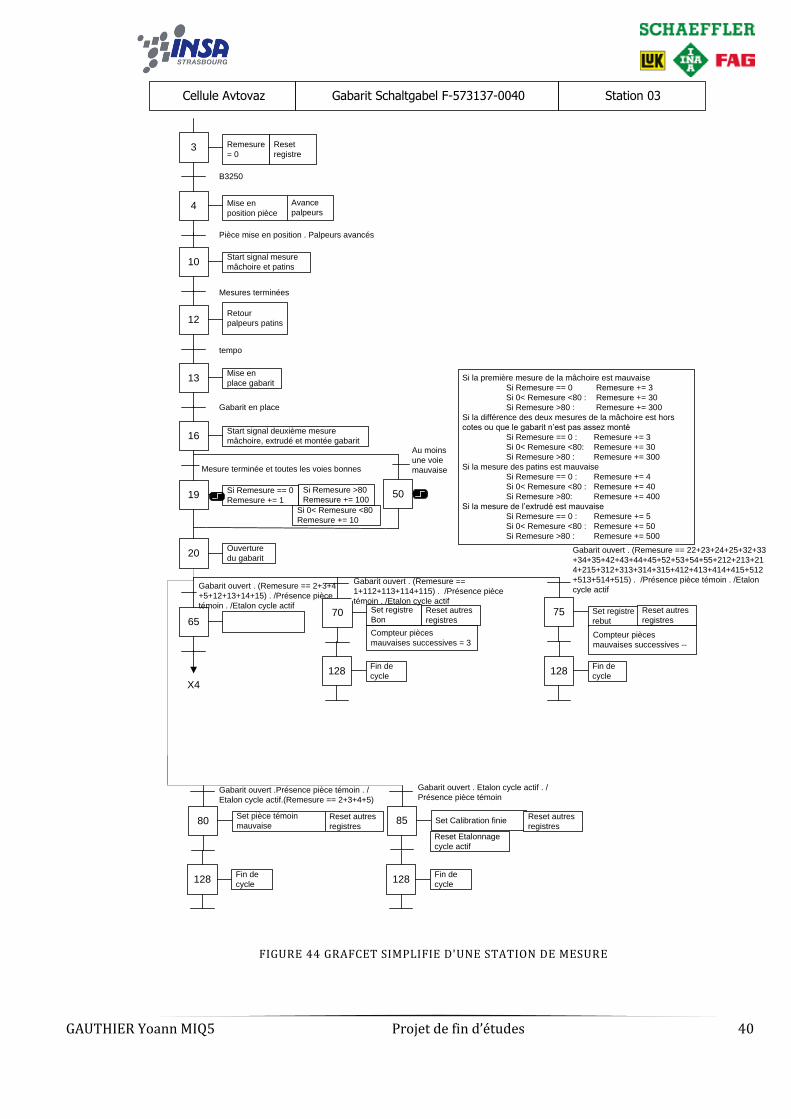
B) LES STATIONS DE MESURES, OU COMMENT FAIRE DU CONTROLE SYSTEMATIQUE
Les exigences qualités sont de plus en plus importantes, l’objectif du zéro défaut est présent sur la majorité des lignes. C’est pourquoi il a été décidé de vérifier la majeure partie des tolérances systématiquement dans une station de mesure équipée de palpeurs. Cependant, on sait d’expérience que des problèmes de mise en position de la pièce impliquent de temps en temps des faux rebuts. C’est pourquoi les pièces rebutées par les stations de mesure sont en générale classées en litige. Un traitement des litiges permet ensuite de déterminé si les pièces sont des rebuts ou si elles sont bonnes. Après étude des temps de cycle de chaque station, il est apparu qu’un traitement des litiges pouvait être mis en place sous la forme d’une remesure. Cela permet de classer les pièces sorties mauvaises de la mesure directement en rebut.
Près de vingt critères sont vérifiés par le programme de mesure. Seulement lorsqu’une pièce est rebutée, il n’est pas nécessaire de connaitre l’origine du classement. Les rebuts sont tous déposés sur la même bande. Cependant, des compteurs en fonction de différents critères sont demandés par la production. Il faut donc différencier les réponses du programme de mesure. En ce qui concerne la station 3 pour la référence 40, trois compteurs étaient demandés :
Mâchoire de boite de vitesse et extrudé.
Présence et perpendicularité des patins
Autres critères vérifiés par la montée du gabarit. Le principe consiste à mesurer la mâchoire de boite de vitesse avant et après la montée du gabarit. La différence entre les deux mesures nous indique si les critères mesurés par le gabarit sont bons ou non.
Cependant, le critère de la mâchoire et de l’extrudé ont été séparés en accord avec la personne en charge de la mesure, en prévision d’une future demande. On reçoit donc quatre réponses distinctes du programme de mesure.
Pour alléger le grafcet ci-dessous, les étapes de calibration et de mise en position de la pièce ne seront pas représentées. Le grafcet complet est disponible en annexe 4 numérique.
GAUTHIER Yoann MIQ5 Projet de fin d’études 40
Cellule Avtovaz Gabarit Schaltgabel F-573137-0040 Station 03
4
Pièce mise en position . Palpeurs avancés
Mise en
position pièce
10
Mesures terminées
Start signal mesure
mâchoire et patins
13
Gabarit en place
Mise en
place gabarit
12
tempo
Retour
palpeurs patins
3
B3250
Remesure
= 0
Reset
registre
Avance
palpeurs
Si Remesure == 0
Remesure += 1
Si 0< Remesure <80
Remesure += 10
Si Remesure >80
Remesure += 100
16Start signal deuxième mesure
mâchoire, extrudé et montée gabarit
20Ouverture
du gabarit
Au moins
une voie
mauvaise
50
Si la première mesure de la mâchoire est mauvaise
Si Remesure == 0 Remesure += 3
Si 0< Remesure <80 : Remesure += 30
Si Remesure >80 : Remesure += 300
Si la différence des deux mesures de la mâchoire est hors
cotes ou que le gabarit n’est pas assez monté
Si Remesure == 0 : Remesure += 3
Si 0< Remesure <80: Remesure += 30
Si Remesure >80 : Remesure += 300
Si la mesure des patins est mauvaise
Si Remesure == 0 : Remesure += 4
Si 0< Remesure <80 : Remesure += 40
Si Remesure >80: Remesure += 400
Si la mesure de l’extrudé est mauvaise
Si Remesure == 0 : Remesure += 5
Si 0< Remesure <80 : Remesure += 50
Si Remesure >80 : Remesure += 500
19
Mesure terminée et toutes les voies bonnes
75 Set registre
rebut
Gabarit ouvert . (Remesure == 22+23+24+25+32+33
+34+35+42+43+44+45+52+53+54+55+212+213+21
4+215+312+313+314+315+412+413+414+415+512
+513+514+515) . /Présence pièce témoin . /Etalon
cycle actif
65
Gabarit ouvert . (Remesure == 2+3+4
+5+12+13+14+15) . /Présence pièce
témoin . /Etalon cycle actif70 Set registre
Bon
Gabarit ouvert . (Remesure ==
1+112+113+114+115) . /Présence pièce
témoin . /Etalon cycle actif
80Set pièce témoin
mauvaise
Gabarit ouvert .Présence pièce témoin . /
Etalon cycle actif.(Remesure == 2+3+4+5)
85 Set Calibration finie
Gabarit ouvert . Etalon cycle actif . /
Présence pièce témoin
Reset autres
registres
Reset autres
registres
Reset autres
registres
Reset autres
registres
128Fin de
cycle128
Fin de
cycle
128Fin de
cycle128
Fin de
cycle
Compteur pièces
mauvaises successives = 3Compteur pièces
mauvaises successives --
X4
Reset Etalonnage
cycle actif
FIGURE 44 GRAFCET SIMPLIFIE D'UNE STATION DE MESURE
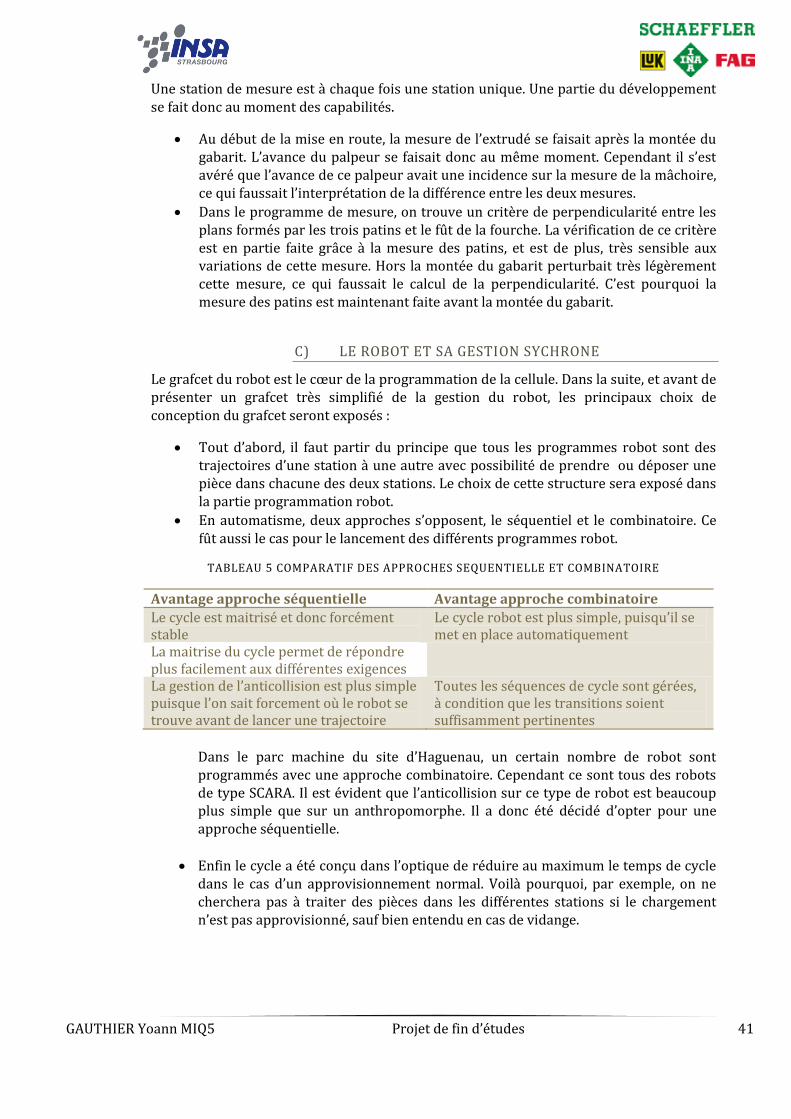
GAUTHIER Yoann MIQ5 Projet de fin d’études 41
Une station de mesure est à chaque fois une station unique. Une partie du développement se fait donc au moment des capabilités.
Au début de la mise en route, la mesure de l’extrudé se faisait après la montée du gabarit. L’avance du palpeur se faisait donc au même moment. Cependant il s’est avéré que l’avance de ce palpeur avait une incidence sur la mesure de la mâchoire, ce qui faussait l’interprétation de la différence entre les deux mesures.
Dans le programme de mesure, on trouve un critère de perpendicularité entre les plans formés par les trois patins et le fût de la fourche. La vérification de ce critère est en partie faite grâce à la mesure des patins, et est de plus, très sensible aux variations de cette mesure. Hors la montée du gabarit perturbait très légèrement cette mesure, ce qui faussait le calcul de la perpendicularité. C’est pourquoi la mesure des patins est maintenant faite avant la montée du gabarit.
C) LE ROBOT ET SA GESTION SYCHRONE
Le grafcet du robot est le cœur de la programmation de la cellule. Dans la suite, et avant de présenter un grafcet très simplifié de la gestion du robot, les principaux choix de conception du grafcet seront exposés :
Tout d’abord, il faut partir du principe que tous les programmes robot sont des trajectoires d’une station à une autre avec possibilité de prendre ou déposer une pièce dans chacune des deux stations. Le choix de cette structure sera exposé dans la partie programmation robot.
En automatisme, deux approches s’opposent, le séquentiel et le combinatoire. Ce fût aussi le cas pour le lancement des différents programmes robot.
TABLEAU 5 COMPARATIF DES APPROCHES SEQUENTIELLE ET COMBINATOIRE
Avantage approche séquentielle Avantage approche combinatoire
Le cycle est maitrisé et donc forcément stable
Le cycle robot est plus simple, puisqu’il se met en place automatiquement
La maitrise du cycle permet de répondre plus facilement aux différentes exigences La gestion de l’anticollision est plus simple puisque l’on sait forcement où le robot se trouve avant de lancer une trajectoire
Toutes les séquences de cycle sont gérées, à condition que les transitions soient suffisamment pertinentes
Dans le parc machine du site d’Haguenau, un certain nombre de robot sont programmés avec une approche combinatoire. Cependant ce sont tous des robots de type SCARA. Il est évident que l’anticollision sur ce type de robot est beaucoup plus simple que sur un anthropomorphe. Il a donc été décidé d’opter pour une approche séquentielle.
Enfin le cycle a été conçu dans l’optique de réduire au maximum le temps de cycle dans le cas d’un approvisionnement normal. Voilà pourquoi, par exemple, on ne cherchera pas à traiter des pièces dans les différentes stations si le chargement n’est pas approvisionné, sauf bien entendu en cas de vidange.
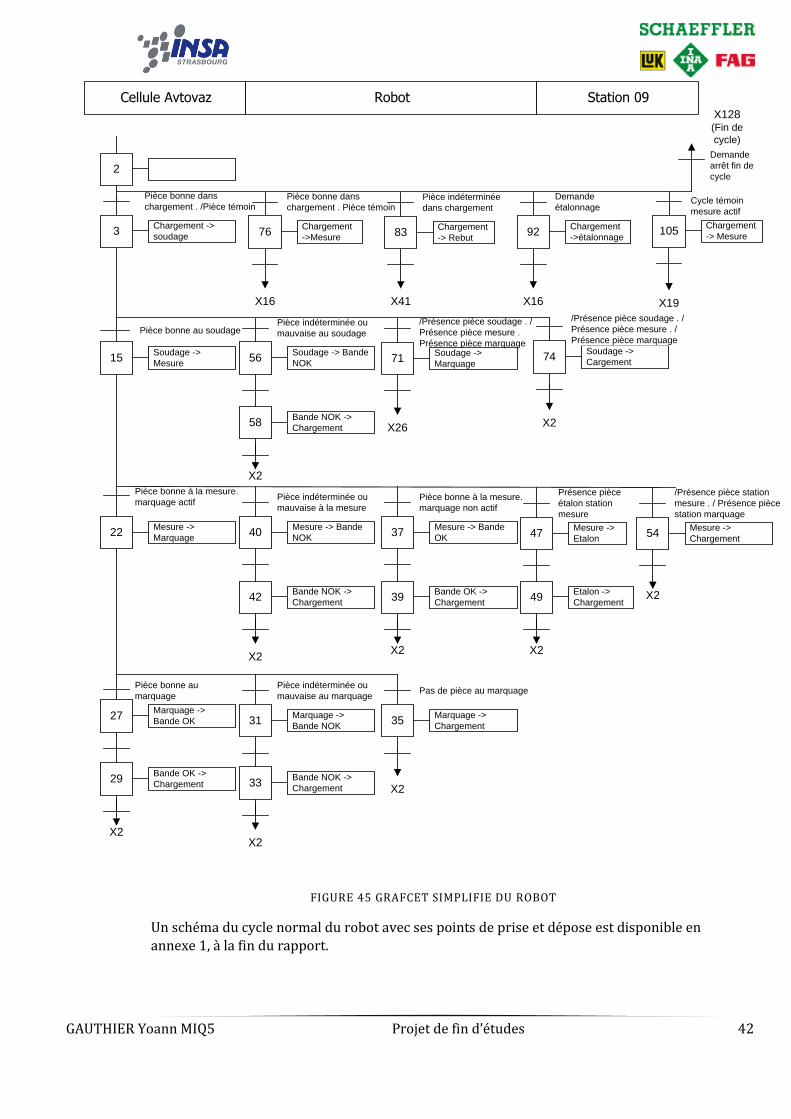
GAUTHIER Yoann MIQ5 Projet de fin d’études 42
2
Pièce bonne dans
chargement . /Pièce témoin
3
Pièce bonne au soudage
Chargement ->
soudage
15
Pièce bonne à la mesure.
marquage actif
Soudage ->
Mesure56
Soudage -> Bande
NOK
Pièce indéterminée ou
mauvaise au soudage
58Bande NOK ->
Chargement
71Soudage ->
Marquage
/Présence pièce soudage . /
Présence pièce mesure .
Présence pièce marquage
74Soudage ->
Cargement
/Présence pièce soudage . /
Présence pièce mesure . /
Présence pièce marquage
X26
X2
X2
22
Pièce bonne au
marquage
Mesure ->
Marquage40
Mesure -> Bande
NOK
Pièce indéterminée ou
mauvaise à la mesure
42Bande NOK ->
Chargement
X2
37Mesure -> Bande
OK
Pièce bonne à la mesure.
marquage non actif
39Bande OK ->
Chargement
X2
47Mesure ->
Etalon
Présence pièce
étalon station
mesure
49Etalon ->
Chargement
X2
27Marquage ->
Bande OK
29Bande OK ->
Chargement
X2
31Marquage ->
Bande NOK
Pièce indéterminée ou
mauvaise au marquage
35Marquage ->
Chargement
Pas de pièce au marquage
33Bande NOK ->
Chargement
X2
X2
Cellule Avtovaz Robot Station 09X128 (Fin de
cycle)
Demande
arrêt fin de
cycle
105Chargement
-> Mesure
Cycle témoin
mesure actif
X19
92Chargement
->étalonnage
Demande
étalonnage
X16
83Chargement
-> Rebut
Pièce indéterminée
dans chargement
X41
Pièce bonne dans
chargement . Pièce témoin
76Chargement
->Mesure
X16
54Mesure ->
Chargement
/Présence pièce station
mesure . / Présence pièce
station marquage
X2
FIGURE 45 GRAFCET SIMPLIFIE DU ROBOT
Un schéma du cycle normal du robot avec ses points de prise et dépose est disponible en annexe 1, à la fin du rapport.
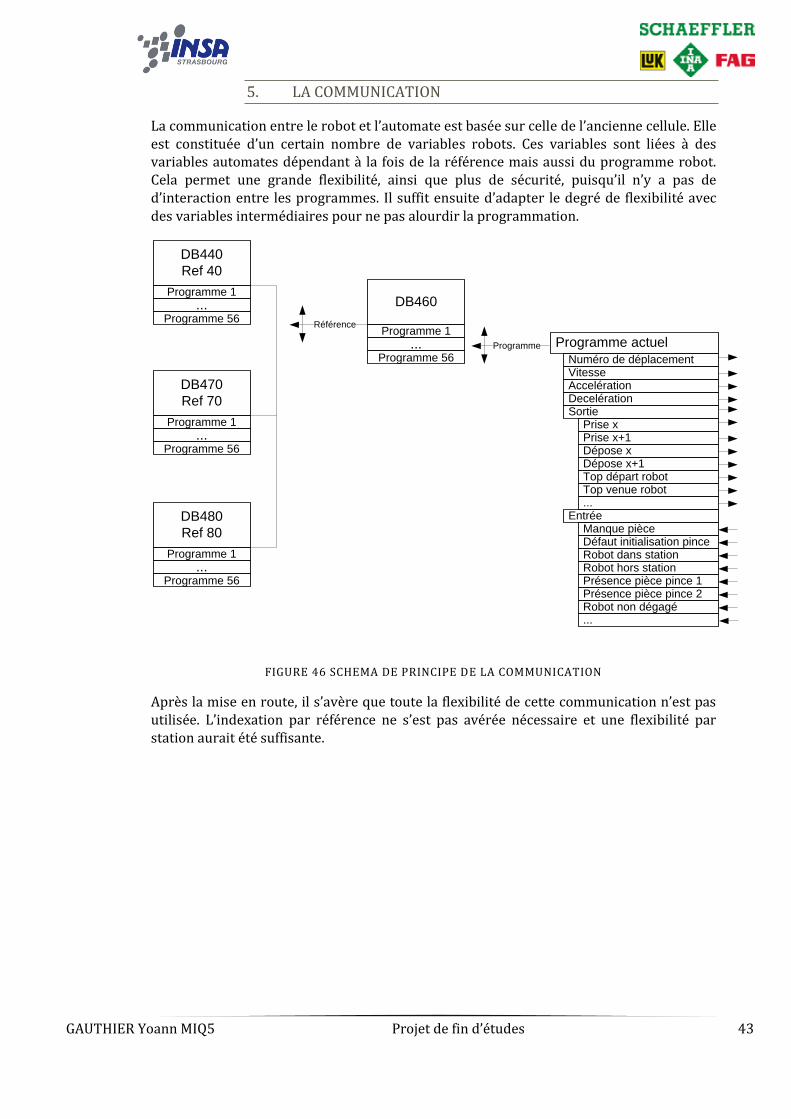
GAUTHIER Yoann MIQ5 Projet de fin d’études 43
5. LA COMMUNICATION
La communication entre le robot et l’automate est basée sur celle de l’ancienne cellule. Elle est constituée d’un certain nombre de variables robots. Ces variables sont liées à des variables automates dépendant à la fois de la référence mais aussi du programme robot. Cela permet une grande flexibilité, ainsi que plus de sécurité, puisqu’il n’y a pas de d’interaction entre les programmes. Il suffit ensuite d’adapter le degré de flexibilité avec des variables intermédiaires pour ne pas alourdir la programmation.
DB440
Ref 40
Programme 1
Programme 56...
DB470
Ref 70
Programme 1
Programme 56...
DB480
Ref 80
Programme 1
Programme 56...
DB460
Programme 1
Programme 56...
Référence
Programme Programme actuel
Numéro de déplacement
SortieDecelération
VitesseAccelération
Prise x
...Top venue robotTop départ robotDépose x+1Dépose xPrise x+1
EntréeManque pièce
Robot non dégagéPrésence pièce pince 2Présence pièce pince 1Robot hors stationRobot dans stationDéfaut initialisation pince
...
FIGURE 46 SCHEMA DE PRINCIPE DE LA COMMUNICATION
Après la mise en route, il s’avère que toute la flexibilité de cette communication n’est pas utilisée. L’indexation par référence ne s’est pas avérée nécessaire et une flexibilité par station aurait été suffisante.
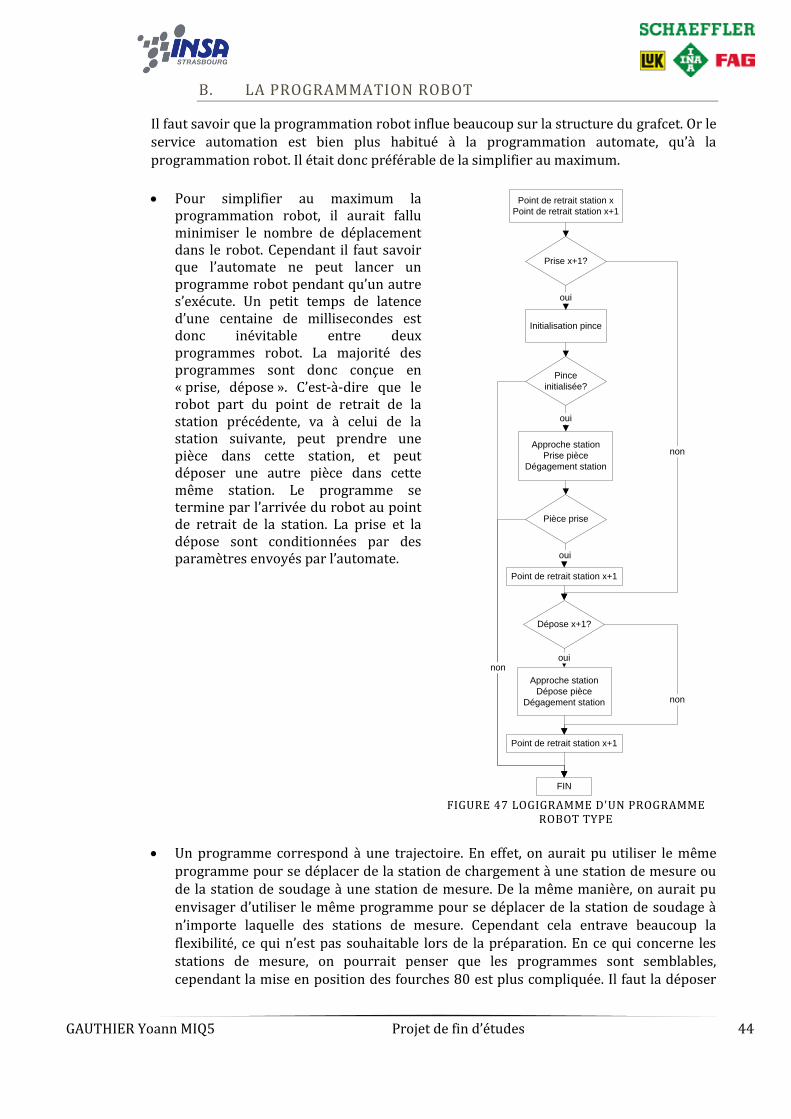
GAUTHIER Yoann MIQ5 Projet de fin d’études 44
B. LA PROGRAMMATION ROBOT
Il faut savoir que la programmation robot influe beaucoup sur la structure du grafcet. Or le service automation est bien plus habitué à la programmation automate, qu’à la programmation robot. Il était donc préférable de la simplifier au maximum.
Un programme correspond à une trajectoire. En effet, on aurait pu utiliser le même programme pour se déplacer de la station de chargement à une station de mesure ou de la station de soudage à une station de mesure. De la même manière, on aurait pu envisager d’utiliser le même programme pour se déplacer de la station de soudage à n’importe laquelle des stations de mesure. Cependant cela entrave beaucoup la flexibilité, ce qui n’est pas souhaitable lors de la préparation. En ce qui concerne les stations de mesure, on pourrait penser que les programmes sont semblables, cependant la mise en position des fourches 80 est plus compliquée. Il faut la déposer
Pour simplifier au maximum la programmation robot, il aurait fallu minimiser le nombre de déplacement dans le robot. Cependant il faut savoir que l’automate ne peut lancer un programme robot pendant qu’un autre s’exécute. Un petit temps de latence d’une centaine de millisecondes est donc inévitable entre deux programmes robot. La majorité des programmes sont donc conçue en « prise, dépose ». C’est-à-dire que le robot part du point de retrait de la station précédente, va à celui de la station suivante, peut prendre une pièce dans cette station, et peut déposer une autre pièce dans cette même station. Le programme se termine par l’arrivée du robot au point de retrait de la station. La prise et la dépose sont conditionnées par des paramètres envoyés par l’automate.
Point de retrait station x
Point de retrait station x+1
Prise x+1?
Initialisation pince
oui
Pince
initialisée?
Approche station
Prise pièce
Dégagement station
oui
Pièce prise
Point de retrait station x+1
oui
Dépose x+1?
Approche station
Dépose pièce
Dégagement station
oui
Point de retrait station x+1
FIN
non
non
non
FIGURE 47 LOGIGRAMME D'UN PROGRAMME
ROBOT TYPE
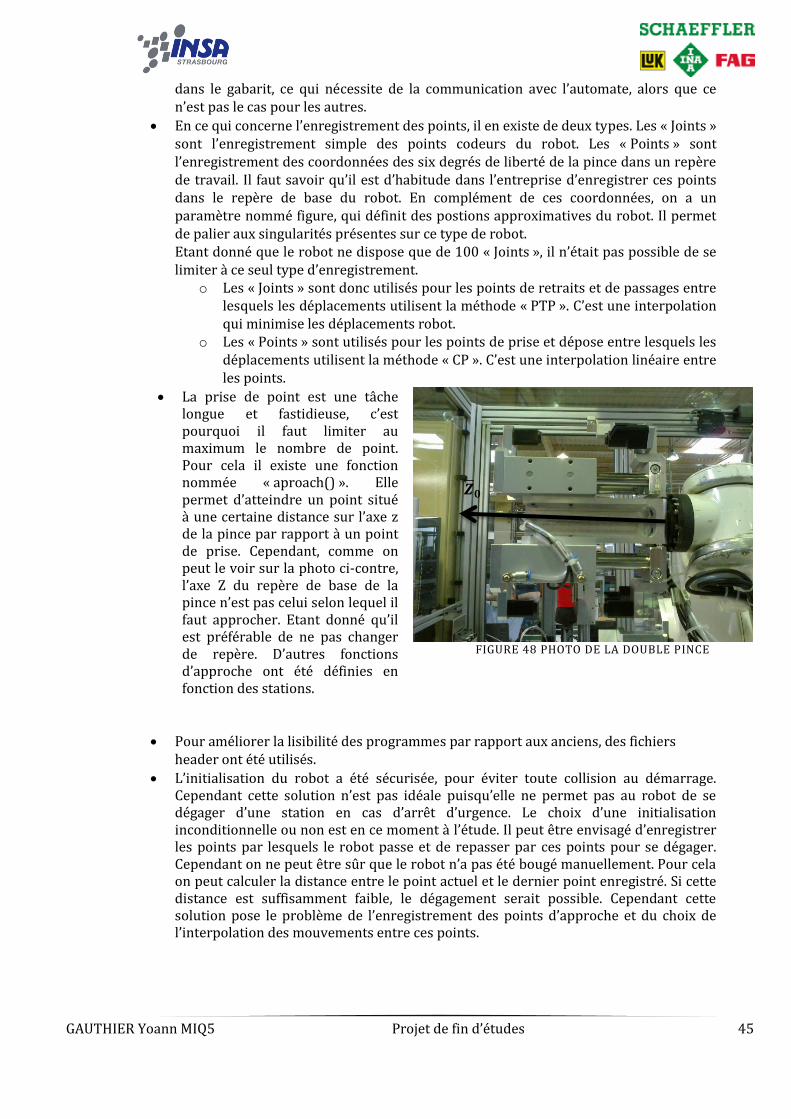
GAUTHIER Yoann MIQ5 Projet de fin d’études 45
dans le gabarit, ce qui nécessite de la communication avec l’automate, alors que ce n’est pas le cas pour les autres.
En ce qui concerne l’enregistrement des points, il en existe de deux types. Les « Joints » sont l’enregistrement simple des points codeurs du robot. Les « Points » sont l’enregistrement des coordonnées des six degrés de liberté de la pince dans un repère de travail. Il faut savoir qu’il est d’habitude dans l’entreprise d’enregistrer ces points dans le repère de base du robot. En complément de ces coordonnées, on a un paramètre nommé figure, qui définit des postions approximatives du robot. Il permet de palier aux singularités présentes sur ce type de robot. Etant donné que le robot ne dispose que de 100 « Joints », il n’était pas possible de se limiter à ce seul type d’enregistrement.
o Les « Joints » sont donc utilisés pour les points de retraits et de passages entre lesquels les déplacements utilisent la méthode « PTP ». C’est une interpolation qui minimise les déplacements robot.
o Les « Points » sont utilisés pour les points de prise et dépose entre lesquels les déplacements utilisent la méthode « CP ». C’est une interpolation linéaire entre les points.
La prise de point est une tâche longue et fastidieuse, c’est pourquoi il faut limiter au maximum le nombre de point. Pour cela il existe une fonction nommée « aproach() ». Elle permet d’atteindre un point situé à une certaine distance sur l’axe z de la pince par rapport à un point de prise. Cependant, comme on peut le voir sur la photo ci-contre, l’axe Z du repère de base de la pince n’est pas celui selon lequel il faut approcher. Etant donné qu’il est préférable de ne pas changer de repère. D’autres fonctions d’approche ont été définies en fonction des stations.
FIGURE 48 PHOTO DE LA DOUBLE PINCE
Pour améliorer la lisibilité des programmes par rapport aux anciens, des fichiers header ont été utilisés.
L’initialisation du robot a été sécurisée, pour éviter toute collision au démarrage. Cependant cette solution n’est pas idéale puisqu’elle ne permet pas au robot de se dégager d’une station en cas d’arrêt d’urgence. Le choix d’une initialisation inconditionnelle ou non est en ce moment à l’étude. Il peut être envisagé d’enregistrer les points par lesquels le robot passe et de repasser par ces points pour se dégager. Cependant on ne peut être sûr que le robot n’a pas été bougé manuellement. Pour cela on peut calculer la distance entre le point actuel et le dernier point enregistré. Si cette distance est suffisamment faible, le dégagement serait possible. Cependant cette solution pose le problème de l’enregistrement des points d’approche et du choix de l’interpolation des mouvements entre ces points.
𝒁 𝟎
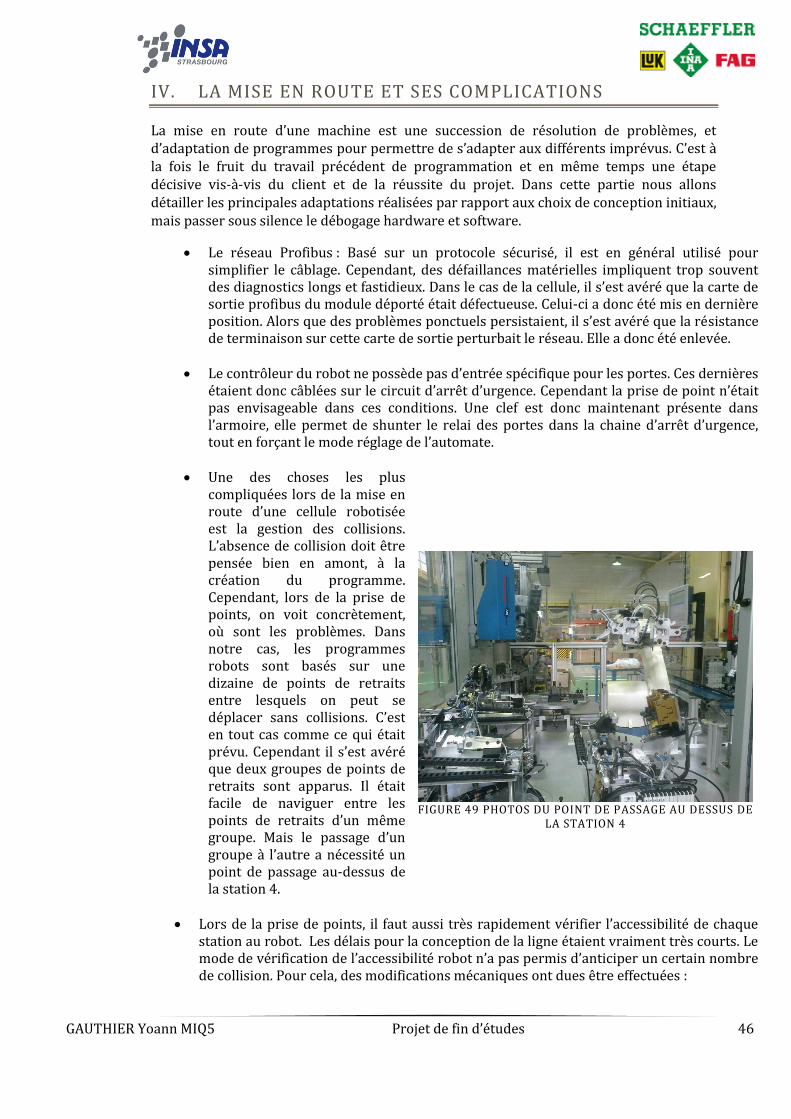
GAUTHIER Yoann MIQ5 Projet de fin d’études 46
IV. LA MISE EN ROUTE ET SES COMPLICATIONS
La mise en route d’une machine est une succession de résolution de problèmes, et d’adaptation de programmes pour permettre de s’adapter aux différents imprévus. C’est à la fois le fruit du travail précédent de programmation et en même temps une étape décisive vis-à-vis du client et de la réussite du projet. Dans cette partie nous allons détailler les principales adaptations réalisées par rapport aux choix de conception initiaux, mais passer sous silence le débogage hardware et software.
Le réseau Profibus : Basé sur un protocole sécurisé, il est en général utilisé pour simplifier le câblage. Cependant, des défaillances matérielles impliquent trop souvent des diagnostics longs et fastidieux. Dans le cas de la cellule, il s’est avéré que la carte de sortie profibus du module déporté était défectueuse. Celui-ci a donc été mis en dernière position. Alors que des problèmes ponctuels persistaient, il s’est avéré que la résistance de terminaison sur cette carte de sortie perturbait le réseau. Elle a donc été enlevée.
Le contrôleur du robot ne possède pas d’entrée spécifique pour les portes. Ces dernières
étaient donc câblées sur le circuit d’arrêt d’urgence. Cependant la prise de point n’était pas envisageable dans ces conditions. Une clef est donc maintenant présente dans l’armoire, elle permet de shunter le relai des portes dans la chaine d’arrêt d’urgence, tout en forçant le mode réglage de l’automate.
Une des choses les plus compliquées lors de la mise en route d’une cellule robotisée est la gestion des collisions. L’absence de collision doit être pensée bien en amont, à la création du programme. Cependant, lors de la prise de points, on voit concrètement, où sont les problèmes. Dans notre cas, les programmes robots sont basés sur une dizaine de points de retraits entre lesquels on peut se déplacer sans collisions. C’est en tout cas comme ce qui était prévu. Cependant il s’est avéré que deux groupes de points de retraits sont apparus. Il était facile de naviguer entre les points de retraits d’un même groupe. Mais le passage d’un groupe à l’autre a nécessité un point de passage au-dessus de la station 4.
FIGURE 49 PHOTOS DU POINT DE PASSAGE AU DESSUS DE
LA STATION 4
Lors de la prise de points, il faut aussi très rapidement vérifier l’accessibilité de chaque station au robot. Les délais pour la conception de la ligne étaient vraiment très courts. Le mode de vérification de l’accessibilité robot n’a pas permis d’anticiper un certain nombre de collision. Pour cela, des modifications mécaniques ont dues être effectuées :

GAUTHIER Yoann MIQ5 Projet de fin d’études 47
o L’anti-rotation de la référence de fourche 80 ne permettait pas de ressortir des stations de mesure des fourche 40 et 70 après dépose. La solution est donc de passer cet élément en outillage de la fourche. Il ne sera donc utilisé que pour les fourches 80. Ceci implique tout de même une reconception de la pince.
FIGURE 50 PHOTO DE L'ACCESSIBILITE DANS LA STATION
3
o Une partie du bras robot entrait en collision avec le posage du vérin de verrouillage de la station de mesure 70 lors de la prise d’une pièce. Il doit donc être déplacé, ce qui implique la reconception de ce posage, un déplacement des stations de mesures et donc aussi un re-câblage ainsi qu’un déplacement des posages pièce dans la cellule.
FIGURE 51 PHOTO DE LA MODIFICATION DU SUPPORT DU
VERIN DE VERROUILLAGE DE LA STATION 5
Des modifications de cycle ont été demandées après observation de ces derniers :
o Le posage au soudage ne
bridant pas suffisamment bien la pièce, le robot doit maintenant tenir la pièce pendant le soudage. Cette modification a impliqué le cycle du robot, de la soudeuse ainsi que les trajectoires robot.
FIGURE 52 PHOTO DU MAINTIEN DE LA PIECE PAR LE
ROBOT DANS LA STATION DE SOUDAGE
GAUTHIER Yoann MIQ5 Projet de fin d’études 48
o Au niveau de la station de mesure de la référence 80, la mise en position de la pièce s’est avérée compliquée. Après un essai de bridage, il a donc été décidé de déposer directement la pièce dans le gabarit. Cette opération est complexe pour le robot car le jeu fonctionnel est très faible. De plus, le gabarit étant un élément de contrôle, se pose le problème des pièces non conformes. Il a donc été décidé de réduire la pression dans le vérin de monté du gabarit pour être certain que le robot puisse déposer sa pièce. Cette modification a nécessité une communication avec le robot, ainsi qu’une modification de la gestion des modes de marche et arrêt de la station. En effet, l’attente du robot ne se faisant pas en position repos, il est nécessaire que la station soit en permanence en automatique.
On peut se demander comment est calculé le temps de cycle d’une machine. Ceci serait en réalité très compliqué, c’est pourquoi c’est l’expérience qui permet, lors du pré-projet de le définir. Dans le cas de la cellule, il a été fixé à 15 secondes. Cependant il faut savoir que le robot possède une double pince de près de 3 kilogrammes qui ne permet pas au robot d’avoir les mêmes dynamiques que les cellules précédentes. Pour l’instant, le cycle dure entre 20 et 17 secondes selon les références. Pour cela il a fallu : o Réduire au maximum toutes les temporisations. o Abaisser les points de retraits, voir en supprimer sur les trajectoires du cycle normal,
ce qui implique l’ajout de points de passage pour éviter les collisions. o Augmenter les différentes vitesses. Avant de faire cela, il faut bien sûr régler
différents paramètres du robot comme le poids et le centre de gravité de la charge, activer l’anti-vibration, ou encore autoriser le robot, pour certains points, à ne pas passer exactement aux coordonnées indiquées.
Pour gagner les quelques secondes manquantes, une modification mécanique est à l’étude. Elle consisterait à déposer directement les pièces bonnes au marquage sur la bande ok.
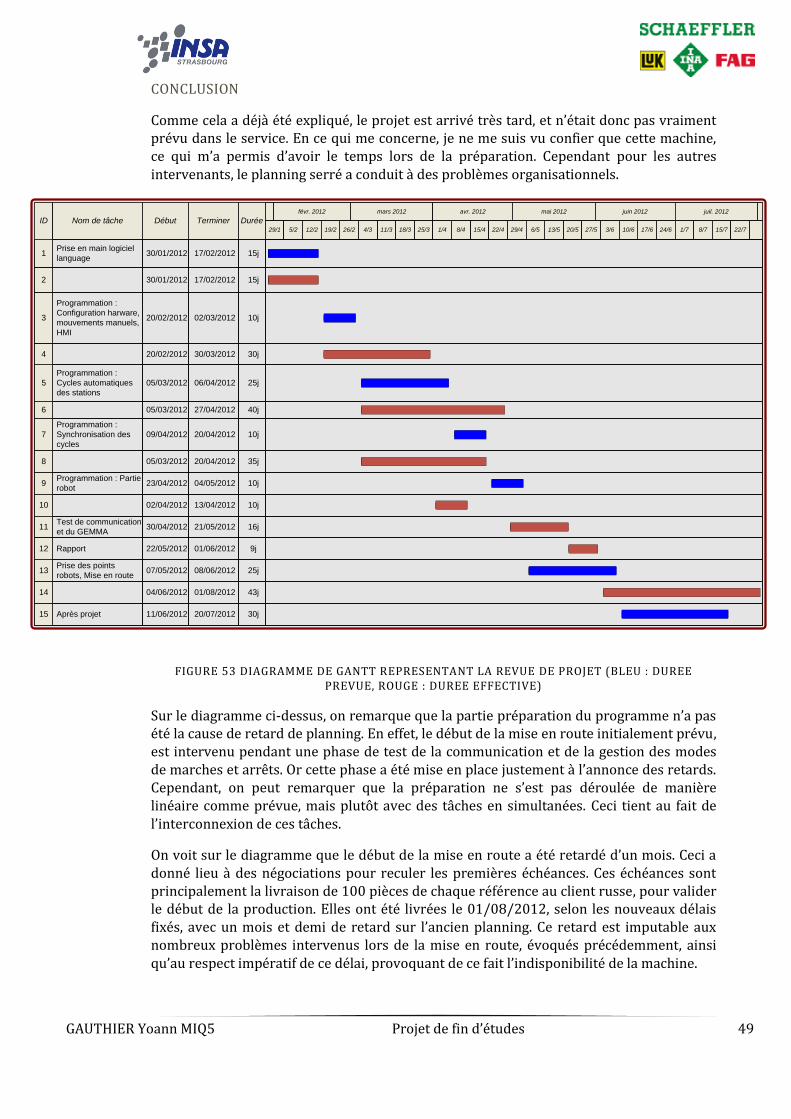
GAUTHIER Yoann MIQ5 Projet de fin d’études 49
CONCLUSION
Comme cela a déjà été expliqué, le projet est arrivé très tard, et n’était donc pas vraiment prévu dans le service. En ce qui me concerne, je ne me suis vu confier que cette machine, ce qui m’a permis d’avoir le temps lors de la préparation. Cependant pour les autres intervenants, le planning serré a conduit à des problèmes organisationnels.
ID Nom de tâche Début Terminer Durée
mars 2012févr. 2012 mai 2012avr. 2012 juin 2012
25/3 20/511/3 27/529/412/2 17/626/2 13/515/48/418/3 3/622/44/3 10/629/1 6/51/45/2 19/2
1 15j17/02/201230/01/2012Prise en main logiciel
language
3 10j02/03/201220/02/2012
Programmation :
Configuration harware,
mouvements manuels,
HMI
5 25j06/04/201205/03/2012
Programmation :
Cycles automatiques
des stations
7 10j20/04/201209/04/2012
Programmation :
Synchronisation des
cycles
9 10j04/05/201223/04/2012Programmation : Partie
robot
13 25j08/06/201207/05/2012Prise des points
robots, Mise en route
30j20/07/201211/06/2012Après projet
24/6
juil. 2012
1/7 8/7 15/7 22/7
2
4
6
8
10
15
15j17/02/201230/01/2012
30j30/03/201220/02/2012
40j27/04/201205/03/2012
35j20/04/201205/03/2012
10j13/04/201202/04/2012
11 16j21/05/201230/04/2012Test de communication
et du GEMMA
9j01/06/201222/05/2012Rapport12
14 43j01/08/201204/06/2012
FIGURE 53 DIAGRAMME DE GANTT REPRESENTANT LA REVUE DE PROJET (BLEU : DUREE PREVUE, ROUGE : DUREE EFFECTIVE)
Sur le diagramme ci-dessus, on remarque que la partie préparation du programme n’a pas été la cause de retard de planning. En effet, le début de la mise en route initialement prévu, est intervenu pendant une phase de test de la communication et de la gestion des modes de marches et arrêts. Or cette phase a été mise en place justement à l’annonce des retards. Cependant, on peut remarquer que la préparation ne s’est pas déroulée de manière linéaire comme prévue, mais plutôt avec des tâches en simultanées. Ceci tient au fait de l’interconnexion de ces tâches.
On voit sur le diagramme que le début de la mise en route a été retardé d’un mois. Ceci a donné lieu à des négociations pour reculer les premières échéances. Ces échéances sont principalement la livraison de 100 pièces de chaque référence au client russe, pour valider le début de la production. Elles ont été livrées le 01/08/2012, selon les nouveaux délais fixés, avec un mois et demi de retard sur l’ancien planning. Ce retard est imputable aux nombreux problèmes intervenus lors de la mise en route, évoqués précédemment, ainsi qu’au respect impératif de ce délai, provoquant de ce fait l’indisponibilité de la machine.

GAUTHIER Yoann MIQ5 Projet de fin d’études 50
La machine est à présent pratiquement fonctionnelle, quelques modifications softwares sont à prévoir pour accompagner des changements mécaniques, principalement pour valider les capabilités des stations de mesure mais aussi pour répondre à des exigences du service sécurité. Mais la réception définitive sera probablement suivie de demande d’intervention que ce soit pour adapter le cycle, ou pour améliorer la procédure d’initialisation. Je serai probablement affecté à ces interventions puisqu’un CDD a fait suite à ce PFE.
GAUTHIER Yoann MIQ5 Projet de fin d’études 51
BIBLIOGRAPHIE :
1. Schaeffler Group : Article AvtoVAZ du Schaeffler infos 02/2012 2. Eurogip - Ulrich Bamberg - Stefano Boy : « La nouvelle directive machine »,
Directive 2006/42/CE, Octobre 2008, 127 pages 3. Afnor : « Partie des systèmes de commande relative à la sécurité », NF EN ISO
13849-1, Octobre 2008, 104 pages 4. Afnor : « Prévention de la mise en marche intempestive », NF EN 1037+A1, Juin
2008, 26 pages 5. Denso : « VS-E SERIES, GENERAL INFORMATION ABOUT ROBOT », 2002, 70 pages 6. Denso : « VS-E SERIES, INSTALLATION & MAINTENANCE GUIDE», 2002, 70 pages
WEBOGRAPHIE :
7. Engineering Mesure - Jean-François Peyrucat : « Ethernet se rapproche des bus de terrain » [En ligne] Disponible sur : http://docinsa.insa-lyon.fr/refbibli/contenus/doc/guide_ref_bib_2004.pdf (consulté le 25/05/2012)
8. Institut National de Recherche en Sécurité : « Règlementation et normalisation en conception machines » [En ligne] Disponible sur : http://www.inrs.fr/accueil/risques/equipement-travail/exigence-conception-machine/reglementation-normalisation.html (consulté le 23/05/2012)
9. Legifrance : « Code du travail » [En ligne] Disponible sur : http://www.legifrance.gouv.fr/affichCode.do?cidTexte=LEGITEXT000006072050&dateTexte=20080430 (consulté le 23/05/2012)
10. Société.com : « Analyse financière gratuite » [En ligne] Disponible sur : http://www.societe.com/analyse-financiere/schaeffler-france-568504161.html
GAUTHIER Yoann MIQ5 Projet de fin d’études 52
A N N E X E S :
Une partie des annexes étant des documents à part entière, elles ne se trouveront pas dans le rapport mais dans un dossier sur le CD. Il faut noter que les fichiers sources des programmes ne peuvent être mis en annexe.
ANNEXES DANS LE RAPPORT :
1. Représentation du cycle normal de la cellule : Seuls les points de prises et déposes sont représentés. Les points utilisés dans le cycle normal sont en noir, les autres en gris.
2. Spécification du robot
ANNEXES SUR LE CD :
3. Synoptiques.xls : Ce fichier permet de comprendre le fonctionnement de la cellule, et sert de référence pour l’ensemble des dénominations des actionneurs et capteurs.
4. Grafcet_complet.vsd : Ce fichier contient les grafcets de toutes les stations de la machine dans leurs versions complètes. Les notations utilisée sont celles du synoptique.
5. Liste_des_programmes.xls et Liste_points.xls : Ces fichiers listent l’ensemble des programmes et des points du robot.
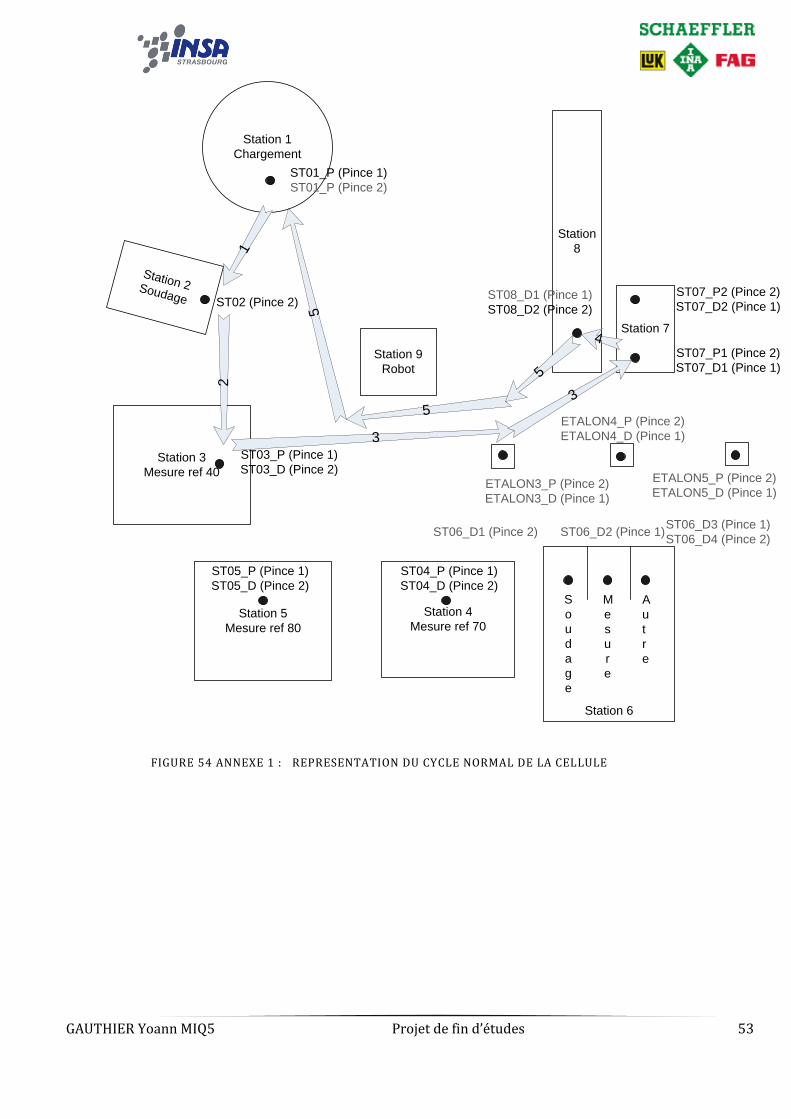
GAUTHIER Yoann MIQ5 Projet de fin d’études 53
Station
8
Station 7
Station 1
Chargement
Station 4
Mesure ref 70
Station 3
Mesure ref 40
Station 5
Mesure ref 80
Station 2Soudage
ST01_P (Pince 1)
ST01_P (Pince 2)
ST02 (Pince 2)
ST03_P (Pince 1)
ST03_D (Pince 2)
ST04_P (Pince 1)
ST04_D (Pince 2)
ST05_P (Pince 1)
ST05_D (Pince 2)
ST07_P1 (Pince 2)
ST07_D1 (Pince 1)
ST08_D1 (Pince 1)
ST08_D2 (Pince 2)
ST06_D2 (Pince 1)ST06_D1 (Pince 2)
S
o
u
d
a
g
e
M
e
s
u
r
e
A
u
t
r
e
Station 6
ST06_D3 (Pince 1)
ST06_D4 (Pince 2)
ETALON3_P (Pince 2)
ETALON3_D (Pince 1)
ETALON4_P (Pince 2)
ETALON4_D (Pince 1)
ETALON5_P (Pince 2)
ETALON5_D (Pince 1)
ST07_P2 (Pince 2)
ST07_D2 (Pince 1)
1
2
3
4Station 9
Robot
3
5
5
5
FIGURE 54 ANNEXE 1 : REPRESENTATION DU CYCLE NORMAL DE LA CELLULE
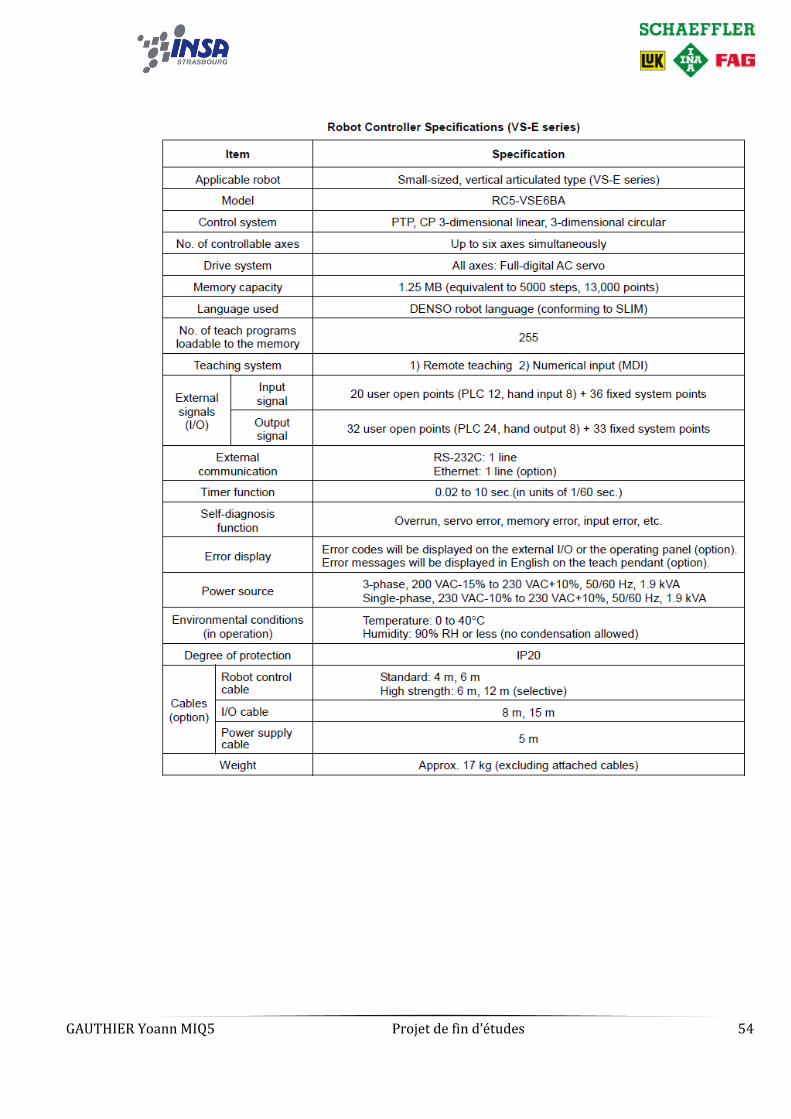
GAUTHIER Yoann MIQ5 Projet de fin d’études 54
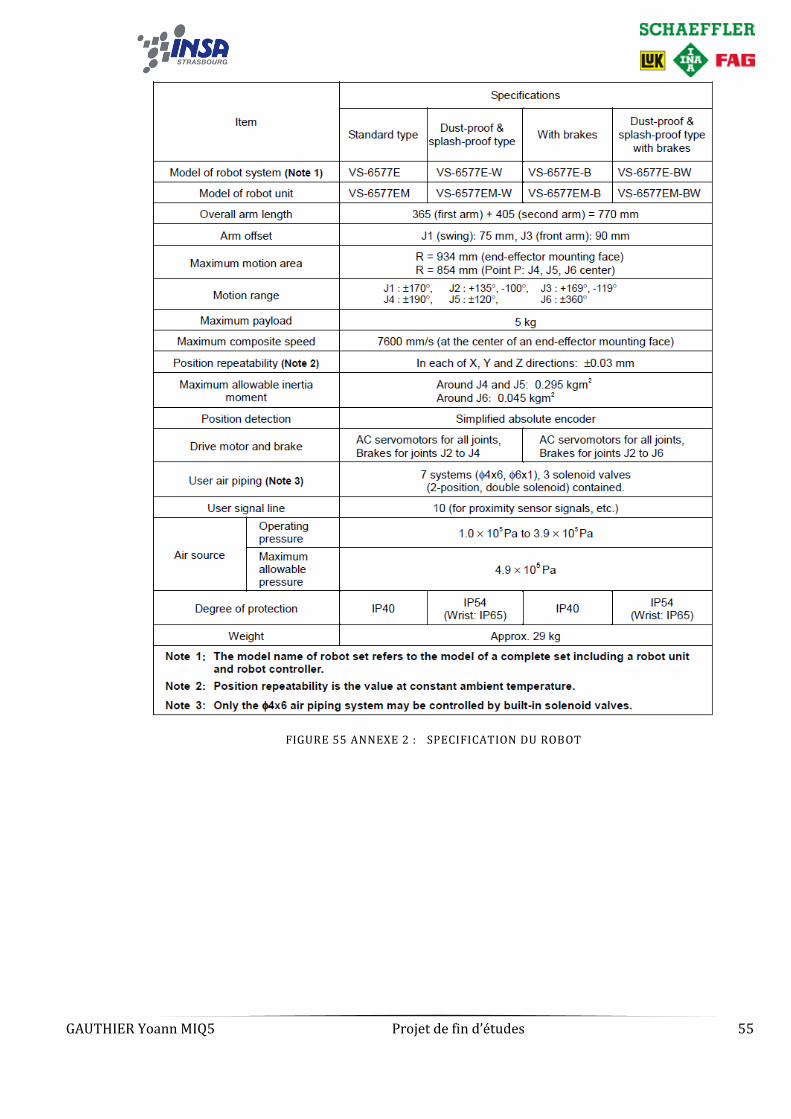
GAUTHIER Yoann MIQ5 Projet de fin d’études 55
FIGURE 55 ANNEXE 2 : SPECIFICATION DU ROBOT