mecanique industrielle
DESCRIPTION
mecanique industrielleTRANSCRIPT
1
Prévention et Intérim
MÉCANICIEN INDUSTRIEL
1. Explications 1.1. Tâches effectuéesLe métier de mécanicien industriel est un métier vaste et diversifié selon le type de travail à réaliser (réparation, démon-tage, usinage, ...), l’outillage, la machine-outil et les techniques de pointe (électroérosion, usinage laser, ...) utilisés.Le mécanicien industriel est présent dans tous les types d’activités industrielles que ce soit dans la sidérurgie, la métal-lurgie, l’aéronautique, l’alimentaire, le secteur pharmaceutique, automobile, … Bien qu’il ne soit pas facile de répertorier toutes les activités offertes par le secteur industriel, on peut toutefois faire la distinction suivante :
1. Le mécanicien d’entretien intervient pour le montage-démontage, la maintenance et le dépannage d’instal-lations industrielles. Ses interventions portent essentiellement sur la mécanique et non sur la programmation de l’installation.
Fonctions similaires : mécanicien de maintenance, dépanneur mécanicien 2. Le mécanicien automaticien veille au bon fonctionnement des installations industrielles automatisées
(diagnostic de dysfonctionnement, maintenance préventive et correctrice, réglage de mise en service, … ). Pour ce faire, il maîtrise de nombreuses connaissances liées à l’automatisation, allant de l’électricité et de l’électronique aux systèmes mécaniques, hydrauliques et pneumatiques.
3. Le technicien en usinage exécute les travaux relatifs à l’usinage de pièces (fabrication et transformation par enlèvement de matière). Il travaille sur des machines conventionnelles ou à commande numérique (CNC), veille à la qualité de sa production ainsi qu’à l’entretien de son poste de travail et de l’outillage.
Fonctions similaires : opérateur en système d’usinage, opérateur machines-outils, usineur Spécialisation : tour, fraiseuse, aléseuse-fraiseuse, usinage de précision, usinage à grande vitesse, usinage laser, usinage
par électroérosion, …
4. L’outilleur entretient, répare, affûte et veille au bon état de fonctionnement des outils utilisés pour les divers travaux en industrie.
Fonction similaire : ouvrier d’entretien de l’outillage
5. L’électromécanicien assure la maintenance (montage, démontage, réglage, entretien, …) des équipements électriques, électroniques ou électromécaniques complexes automatisés ou non. Il possède donc de bonnes connaissances en électricité et en mécanique.
1.2. FormationsLa formation de base de mécanicien industriel peut être suivie dans le cadre de :
- l’enseignement professionnel : mécanicien d’entretien- l’enseignement technique de qualification : mécanicien automaticien, technicien en usinage- l’enseignement en alternance : 2 jours de théorie et 3 jours en entreprise (ex : mécanicien automaticien)- l’enseignement de promotion sociale (ex : opérateur en système d’usinage, opérateur commandes numéri-
ques et électroérosion, …)
Le Forem (www.leforem.be ou www.formabanque.be) et les classes moyennes (www.ifapme.be) organisent également des formations en mécanique (ex : opérateur machines-outils, tourneur, fraiseur, usineur, ...).
ATTENTION :
Si l’intérimaire travaille avec des engins de levage, des ponts roulants, etc. , il doit recevoir une formation très spécifi que et adéquate à l’utilisation de ces engins.acquuite d’une formation aux risques électriques !

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
2
1.3. Outils et machines1.3.1 Outillage1. l’outillage de traçage et de mesurage
2. l’outillage de frappe
3. l’outillage de coupe
4. l’outillage de montage-démontage
5. l’outillage de finition
fraises (code 14.03*)
foret à étage (code 14.03*)
foret conique (code 14.03*)
scie à métaux (code 06.01*)
cisaille (code 06.02*)
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
limes (code 06.04*)
rouleau abrasiffeuilles abrasives
pour métal
marteau (code 06.06*)
massette (code 06.06*)
burin (code 06.03*)
chasse-goupille (code 06.06*)
calibre à forets trusquinpointeau règle en métal équerre micromètre comparateur à cadran
tournevis (code 06.05*)
pince (code 06.12*)
clé à fourche (code 06.05*)
clé mixte (code 06.05*)
extracteur (code 6.12*)

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
3
1.3.2 Machines portatives
1.3.3 Machines-outils fixesLes machines-outils permettent l’enlèvement de matière par le déplacement relatif de la pièce ou de l’outil, selon 3 axes possibles :
• axe X : longitudinalement (droite-gauche) • axe Y : transversalement (avant-arrière)• axe Z : verticalement (haut-bas)
On distingue la machine-outil :
➜ conventionnelle - machine « manuelle » : • utilisation : dans tous les ateliers de maintenance ainsi que pour la réalisation de pièces uniques ou en
petites quantités• l’opérateur travaille avec les manivelles de la machine et détermine, en se référant aux verniers, les
mouvements d’usinage et la précision (la vitesse de coupe et l’avance automatique sont paramétrées d’après des commandes placées sur la machine)
➜ CNC (Computer Numerical Control) - machine à commande numérique pilotée par ordinateur :• utilisation : pour les grandes productions en série ou pour la réalisation de pièces très complexes et
très précises• l’opérateur introduit le programme, surveille les opérations d’usinage, le maintien des tolérances et
vérifie l’usure des outils
La perceuse permet de faire des trous (utilisation de mèches adéquates selon le matériau à percer) (code 07.05*)
La meuleuse d’angle / la disqueuse permet de meuler ou de découper du métal. Suivant le type de disque utilisé, elle peut également servir de ponceuse (code 07.04*)
La ponceuse sert à polir, ébavurer une pièce pour obtenir une surface lisse (travail de finition) (code 07.04*)
capot de protection
disque abrasif
ponceuse à bande ponceuse à disque
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
4
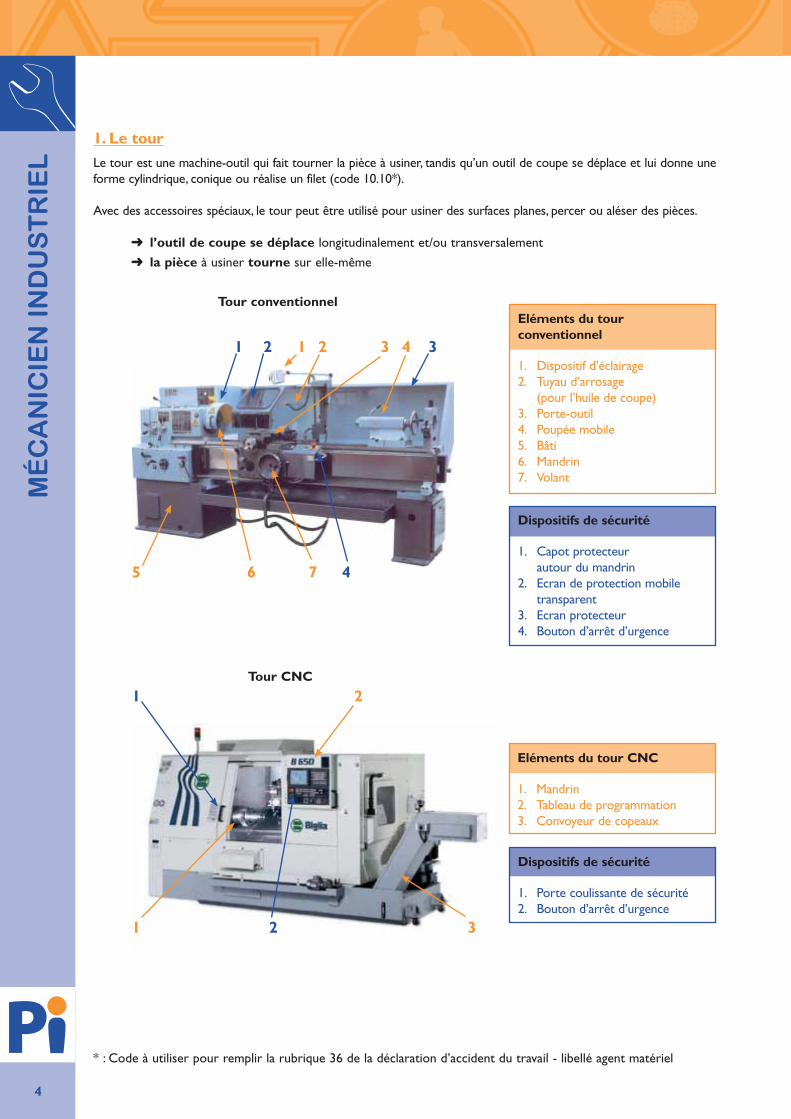
1. Le tourLe tour est une machine-outil qui fait tourner la pièce à usiner, tandis qu’un outil de coupe se déplace et lui donne une forme cylindrique, conique ou réalise un filet (code 10.10*).
Avec des accessoires spéciaux, le tour peut être utilisé pour usiner des surfaces planes, percer ou aléser des pièces.
➜ l’outil de coupe se déplace longitudinalement et/ou transversalement
➜ la pièce à usiner tourne sur elle-même
Tour conventionnel
Tour CNC
Eléments du tour conventionnel
1. Dispositif d’éclairage2. Tuyau d’arrosage
(pour l’huile de coupe)3. Porte-outil4. Poupée mobile5. Bâti6. Mandrin7. Volant
Dispositifs de sécurité
1. Capot protecteur autour du mandrin
2. Ecran de protection mobile transparent
3. Ecran protecteur4. Bouton d’arrêt d’urgence
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
5
2 3
6
3
4
1 2
7
1
1
2
3
1
2
Eléments du tour CNC
1. Mandrin2. Tableau de programmation3. Convoyeur de copeaux
Dispositifs de sécurité
1. Porte coulissante de sécurité2. Bouton d’arrêt d’urgence
4

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
5
2. La perceuseLa perceuse est une machine-outil qui sert à forer ou à roder des trous de manière à leur donner des dimensions précises et à en améliorer la finition (code 10.10*).
On distingue deux types de perceuses conventionnelles :
• la perceuse à colonne : machine-outil dont la broche, élément tournant qui supporte le mandrin sur lequel on fixe le foret, coulisse verticalement lorsque l’opérateur manœuvre la manivelle
• la perceuse (à bras) radiale : machine-outil dont la broche est montée sur un chariot coulissant le long d’un bras pouvant pivoter, ce qui permet le déplacement de l’outil à l’endroit choisi pour exécuter le perçage
Selon le type d’opération à réaliser, on utilisera la perceuse conventionnelle (travail à la pièce) ou l’aléseuse-fraiseuse CNC (opération de perçage en série).
➜ le foret (= l’outil), fixé au mandrin, est rotatif et se déplace verticalement (mouvement de plongée)
➜ la pièce est maintenue dans un étau ou par un autre système de serrage (ex : brides) lui-même fixé à la table
Perceuse à colonne conventionnelle
Perceuse radiale conventionnelle
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
2
2
1
1
3
Eléments de la perceuse à colonne
1. Manivelle pour faire descendre l’outil
2. Mandrin3. Table
Dispositifs de sécurité
1. Ecran de protection mobile transparent
2. Bouton d’arrêt d’urgence
6
1
5
4
3
2
1
Eléments de la perceuse radiale
1. Bras radial2. Chariot coulissant3. Poignée pour faire pivoter le
bras4. Foret5. Table6. Tuyau d’arrosage
(pour l’huile de coupe)
Dispositif de sécurité
1. Bouton d’arrêt d’urgence

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
6
3. L’aléseuseL’aléseuse (code 10.10*) est une machine-outil qui permet, par rotation d’un outil de coupe monté sur une barre d’alésage, d’exécuter ou de modifier les spécifications d’un perçage :
• soit par perçage
• soit par alésage pour l’élargir
• soit par taraudage pour réaliser un filet
Selon la position de la broche sur laquelle est montée la barre d’alésage, on distingue l’aléseuse horizontale ou l’aléseuse verticale.
Dans les ateliers spécialisés en usinage de grosses pièces, on utilise essentiellement des aléseuses-fraiseuses CNC, qui peuvent être automatisées lorsque la machine est équipée d’un magasin d’outils (sous la forme d’une chaîne ou placé à côté de la machine).
➜ l’outil, monté sur la barre d’alésage, est rotatif
➜ la pièce est maintenue sur la table dans un étau ou par un autre système de serrage
➜ selon la conception de l’installation, les mouvements d’usinage peuvent être donnés soit par l’outil, soit par la table
Aléseuse horizontale conventionnelle
Aléseuse CNC
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
3
1
Eléments de l’aléseuse horizontale conventionnelle
1. Volant2. Broche 3. Table mobile sur laquelle on fixe
la pièce à usiner
Dispositif de sécurité
1. Bouton d’arrêt d’urgence
2
1
1
13
2 Eléments de l’aléseuse CNC
1. Tableau de programmation2. Broche3. Table mobile sur laquelle on fixe
la pièce à usiner
Dispositif de sécurité
1. Bouton d’arrêt d’urgence
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
7
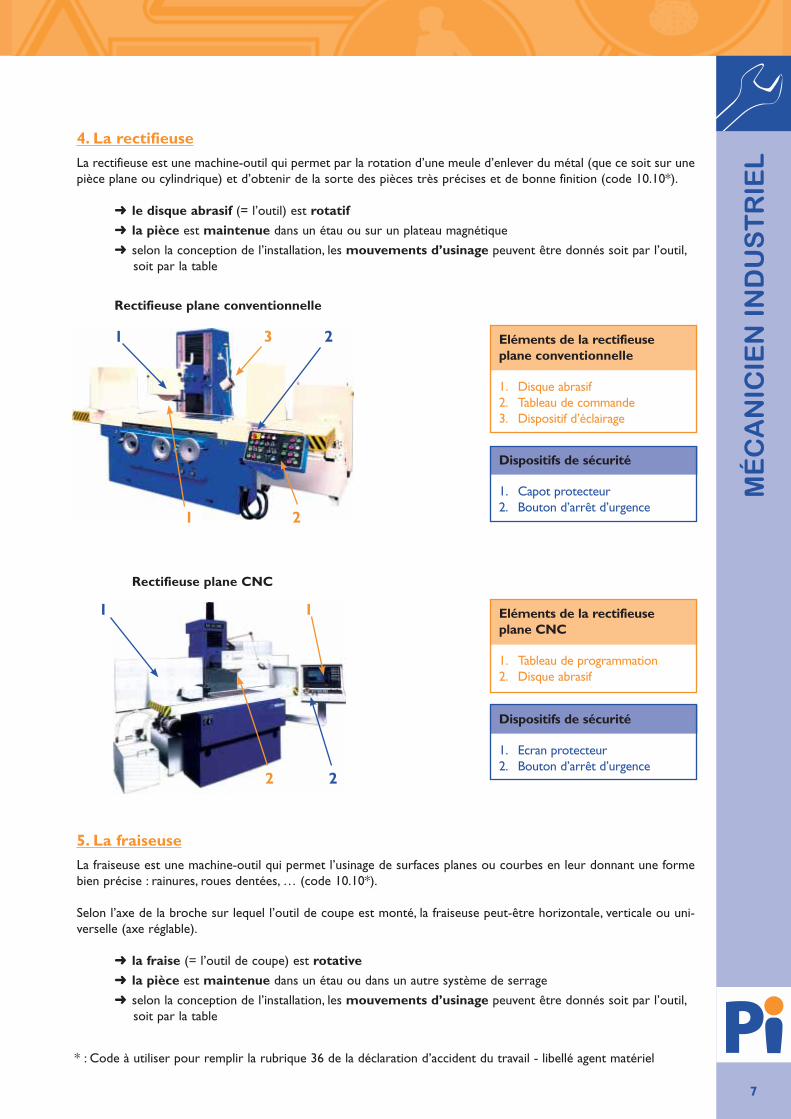
4. La rectifieuseLa rectifieuse est une machine-outil qui permet par la rotation d’une meule d’enlever du métal (que ce soit sur une pièce plane ou cylindrique) et d’obtenir de la sorte des pièces très précises et de bonne finition (code 10.10*).
➜ le disque abrasif (= l’outil) est rotatif
➜ la pièce est maintenue dans un étau ou sur un plateau magnétique
➜ selon la conception de l’installation, les mouvements d’usinage peuvent être donnés soit par l’outil, soit par la table
Rectifieuse plane conventionnelle
Rectifieuse plane CNC
5. La fraiseuseLa fraiseuse est une machine-outil qui permet l’usinage de surfaces planes ou courbes en leur donnant une forme bien précise : rainures, roues dentées, … (code 10.10*).
Selon l’axe de la broche sur lequel l’outil de coupe est monté, la fraiseuse peut-être horizontale, verticale ou uni-verselle (axe réglable).
➜ la fraise (= l’outil de coupe) est rotative
➜ la pièce est maintenue dans un étau ou dans un autre système de serrage
➜ selon la conception de l’installation, les mouvements d’usinage peuvent être donnés soit par l’outil, soit par la table
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
1
Eléments de la rectifieuse plane conventionnelle
1. Disque abrasif2. Tableau de commande3. Dispositif d’éclairage
Dispositifs de sécurité
1. Capot protecteur2. Bouton d’arrêt d’urgence
1
2
1
2
Eléments de la rectifieuse plane CNC
1. Tableau de programmation2. Disque abrasif
Dispositifs de sécurité
1. Ecran protecteur2. Bouton d’arrêt d’urgence
1
2
3 2
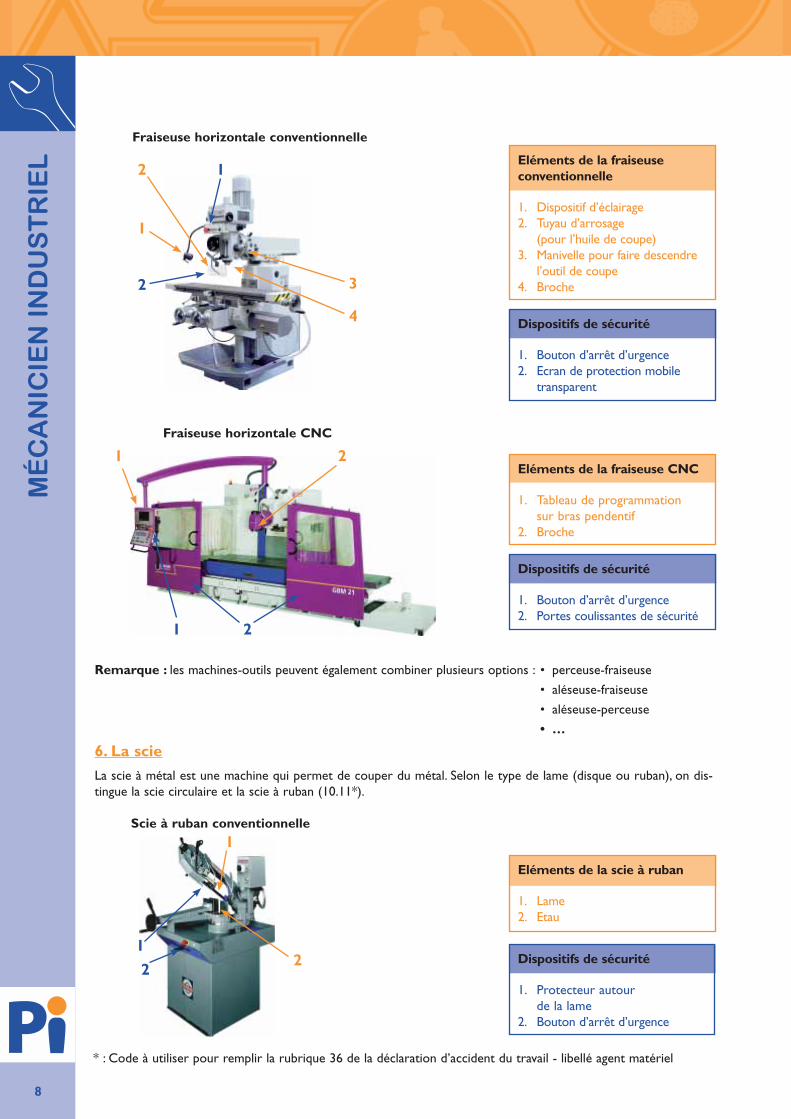
Fraiseuse horizontale conventionnelle
Fraiseuse horizontale CNC
Remarque : les machines-outils peuvent également combiner plusieurs options : • perceuse-fraiseuse
• aléseuse-fraiseuse
• aléseuse-perceuse
• …
6. La scieLa scie à métal est une machine qui permet de couper du métal. Selon le type de lame (disque ou ruban), on dis-tingue la scie circulaire et la scie à ruban (10.11*).
Scie à ruban conventionnelle
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
8
Eléments de la fraiseuse conventionnelle
1. Dispositif d’éclairage2. Tuyau d’arrosage
(pour l’huile de coupe)3. Manivelle pour faire descendre
l’outil de coupe4. Broche
Dispositifs de sécurité
1. Bouton d’arrêt d’urgence2. Ecran de protection mobile
transparent
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
Eléments de la fraiseuse CNC
1. Tableau de programmation sur bras pendentif
2. Broche
Dispositifs de sécurité
1. Bouton d’arrêt d’urgence2. Portes coulissantes de sécurité
2 1
1
2
1
1 2
21
2
1
Eléments de la scie à ruban
1. Lame2. Etau
Dispositifs de sécurité
1. Protecteur autour de la lame
2. Bouton d’arrêt d’urgence
2
3
4

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
9
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
Scie circulaire conventionnelle
7. Le centre d’usinageLe centre d’usinage est une machine-outil qui, composée d’un magasin d’outils avec changeur automatique, permet de réaliser automatiquement des opérations de fraisage, d’alésage, de perçage ou de taraudage (code 10.10*).
Remarques :
L’usinage par laser est approprié pour percer des trous selon des cotes extrêmement précises (remarque : des fils extrêmement fins peuvent aussi être soudés par ce procédé).
L’usinage par électroérosion est un procédé qui, par l’utilisation de l’énergie électrique (courant de haute fréquence appliqué entre l’électrode et la pièce), permet d’exécuter des opérations très précises et d’obtenir des formes plus difficilement réalisables par les procédés mécaniques usuels.
L’usinage à grande vitesse (UGV), caractérisé par des grandes vitesses de coupe, de rotation, de déplace-ment, présente l’avantage de pouvoir usiner des pièces en grande série.
Eléments de la scie circulaire
1. Manivelle pour abaisser la lame2. Etau
Dispositifs de sécurité
1. Bouton d’arrêt d’urgence2. Protecteur autour de la lame
2 1
1
2
1
2
21
3
Eléments du centre d’usinage
1. Zone d’usinage2. Magasin d’outils3. Tableau de programmation
Dispositifs de sécurité
1. Bouton d’arrêt d’urgence2. Porte coulissante de sécurité
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
10
1.5. Environnement
Espace de travail
- L’espace de travail ne doit être ni trop encombré (ordre et propreté !), ni trop restreint (disposition adéquate des machines, largeur des allées de passage non inférieure à 1 mètre)
- Les espaces prévus autour de la machine doivent tenir compte de l’encombrement des pièces à usiner- Un dispositif de rangement approprié pour les outils, les instruments de mesure, … doit être mis en place
Sol
- Le sol doit être en bon état, plan, non glissant, propre et dégagé (absence de copeaux, de flaques d’huile, de câbles, de tuyaux, …)
Eclairage
- Un bon éclairage du poste de travail est indispensable pour avoir une bonne visibilité (disposition adéquate des machines de manière à éviter les zones d’ombre et les reflets)
- Un dispositif d’éclairage incorporé est généralement prévu sur les machines-outils
Bruit
- Les niveaux sonores des machines-outils peuvent varier entre 80 et 100 dB(A)- Les protections auditives sont recommandées à partir de 80 dB(A) et obligatoires à partir de 85 dB(A)
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
11
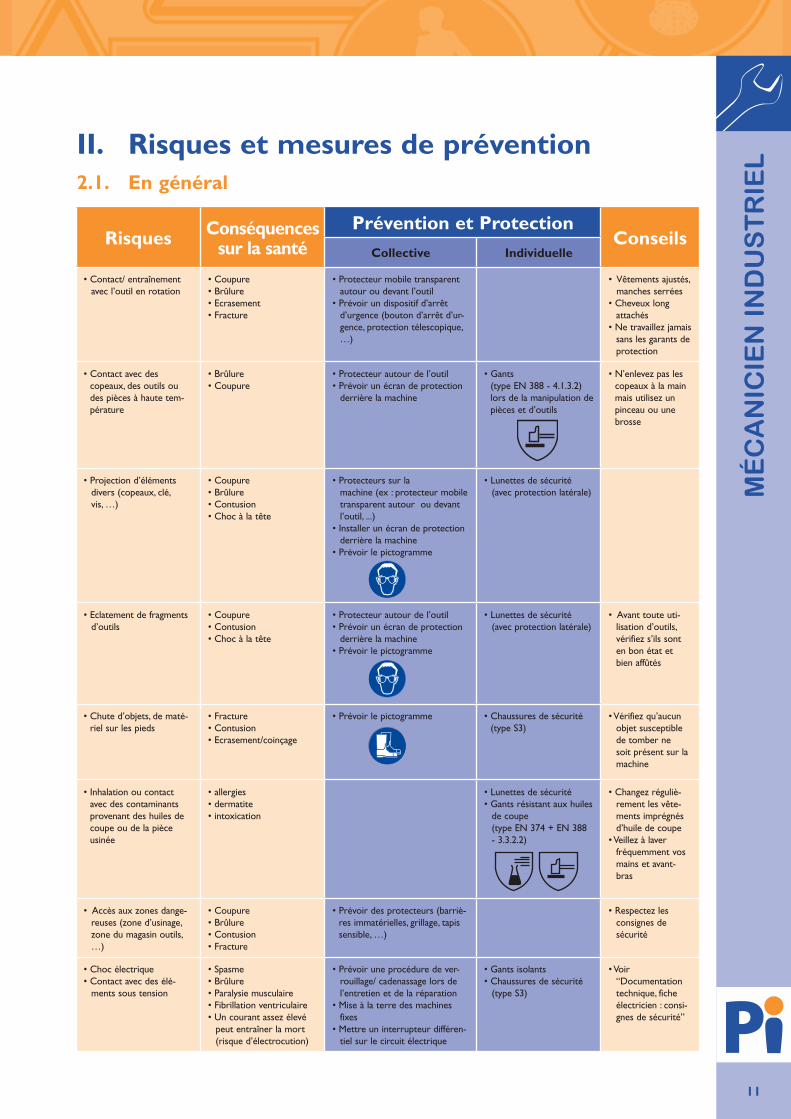
II. Risques et mesures de prévention2.1. En général
Risques Conséquences sur la santé
Prévention et ProtectionConseils
Collective Individuelle
• Contact/ entraînement avec l’outil en rotation
• Coupure• Brûlure• Ecrasement• Fracture
• Protecteur mobile transparent autour ou devant l’outil
• Prévoir un dispositif d’arrêt d’urgence (bouton d’arrêt d’ur-gence, protection télescopique, …)
• Vêtements ajustés, manches serrées
• Cheveux long attachés
• Ne travaillez jamais sans les garants de protection
• Contact avec des copeaux, des outils ou des pièces à haute tem-pérature
• Brûlure• Coupure
• Protecteur autour de l’outil• Prévoir un écran de protection
derrière la machine
• Gants (type EN 388 - 4.1.3.2) lors de la manipulation de pièces et d’outils
• N’enlevez pas les copeaux à la main mais utilisez un pinceau ou une brosse
• Projection d’éléments divers (copeaux, clé, vis, …)
• Coupure• Brûlure• Contusion• Choc à la tête
• Protecteurs sur la ma chine (ex : protecteur mobile transparent autour ou devant l’outil, ...)
• Installer un écran de protection derrière la machine
• Prévoir le pictogramme
• Lunettes de sécurité (avec protection latérale)
• Eclatement de fragments d’outils
• Coupure• Contusion• Choc à la tête
• Protecteur autour de l’outil• Prévoir un écran de protection
derrière la machine• Prévoir le pictogramme
• Lunettes de sécurité (avec protection latérale)
• Avant toute uti-lisation d’outils, vérifiez s’ils sont en bon état et bien affûtés
• Chute d’objets, de maté-riel sur les pieds
• Fracture• Contusion• Ecrasement/coinçage
• Prévoir le pictogramme • Chaussures de sécurité (type S3)
• Vérifiez qu’aucun objet susceptible de tomber ne soit présent sur la machine
• Inhalation ou contact avec des contaminants provenant des huiles de coupe ou de la pièce usinée
• allergies• dermatite• intoxication
• Lunettes de sécurité• Gants résistant aux huiles
de coupe(type EN 374 + EN 388 - 3.3.2.2)
• Changez réguliè-rement les vête-ments imprégnés d’huile de coupe
• Veillez à laver fréquemment vos mains et avant-bras
• Accès aux zones dange-reuses (zone d’usinage, zone du magasin outils, …)
• Coupure• Brûlure• Contusion • Fracture
• Prévoir des protecteurs (barriè-res immatérielles, grillage, tapis sensible, …)
• Respectez les consignes de sécurité
• Choc électrique• Contact avec des élé-
ments sous tension
• Spasme• Brûlure• Paralysie musculaire• Fibrillation ventriculaire• Un courant assez élevé
peut entraîner la mort (risque d’électrocution)
• Prévoir une procédure de ver-rouillage/ cadenassage lors de l’entretien et de la réparation
• Mise à la terre des machines fixes
• Mettre un interrupteur différen-tiel sur le circuit électrique
• Gants isolants• Chaussures de sécurité
(type S3)
• Voir “Documentation technique, fiche électricien : consi-gnes de sécurité”
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
12
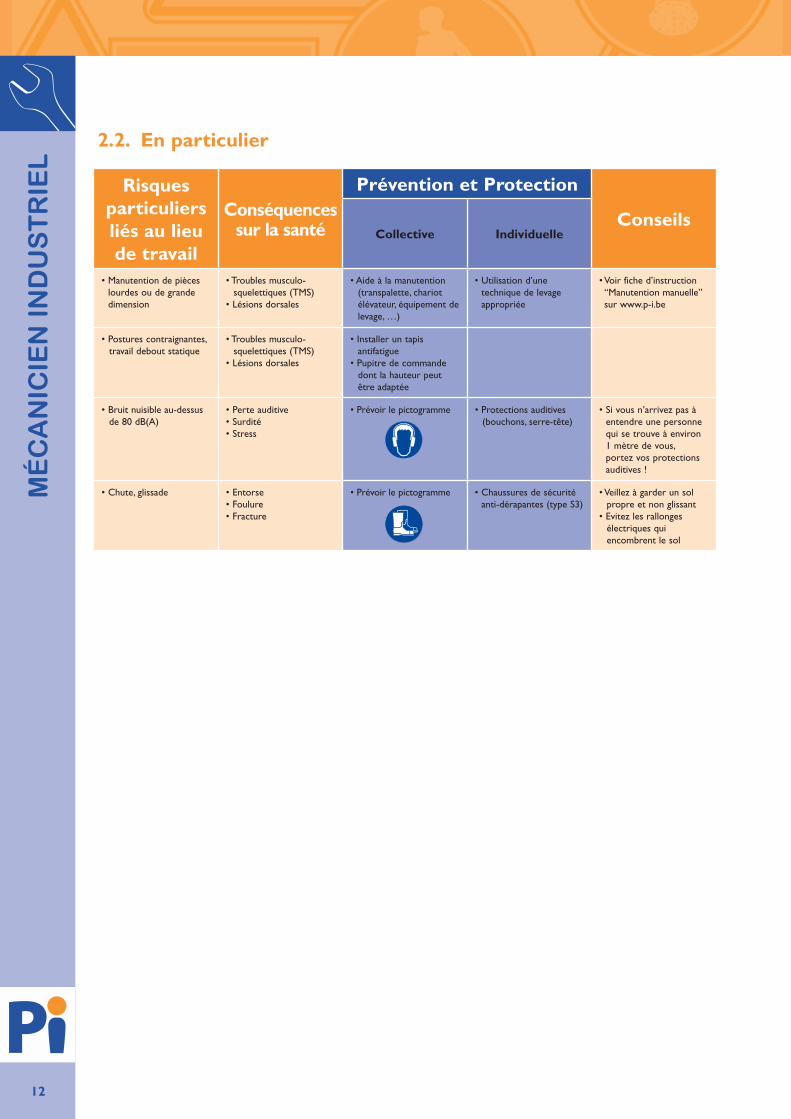
2.2. En particulier
Risques particuliers liés au lieu de travail
Conséquences sur la santé
Prévention et Protection
Conseils Collective Individuelle
• Manutention de pièces lourdes ou de grande dimension
• Troubles musculo-squelettiques (TMS)
• Lésions dorsales
• Aide à la manutention (transpalette, chariot élévateur, équipement de levage, …)
• Utilisation d’une technique de levage appropriée
• Voir fiche d’instruction “Manutention manuelle” sur www.p-i.be
• Postures contraignantes, travail debout statique
• Troubles musculo-squelettiques (TMS)
• Lésions dorsales
• Installer un tapis antifatigue
• Pupitre de commande dont la hauteur peut être adaptée
• Bruit nuisible au-dessus de 80 dB(A)
• Perte auditive• Surdité• Stress
• Prévoir le pictogramme • Protections auditives (bouchons, serre-tête)
• Si vous n’arrivez pas à entendre une personne qui se trouve à environ 1 mètre de vous, portez vos protections auditives !
• Chute, glissade • Entorse• Foulure• Fracture
• Prévoir le pictogramme • Chaussures de sécurité anti-dérapantes (type S3)
• Veillez à garder un sol propre et non glissant
• Evitez les rallonges électriques qui encombrent le sol
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
13
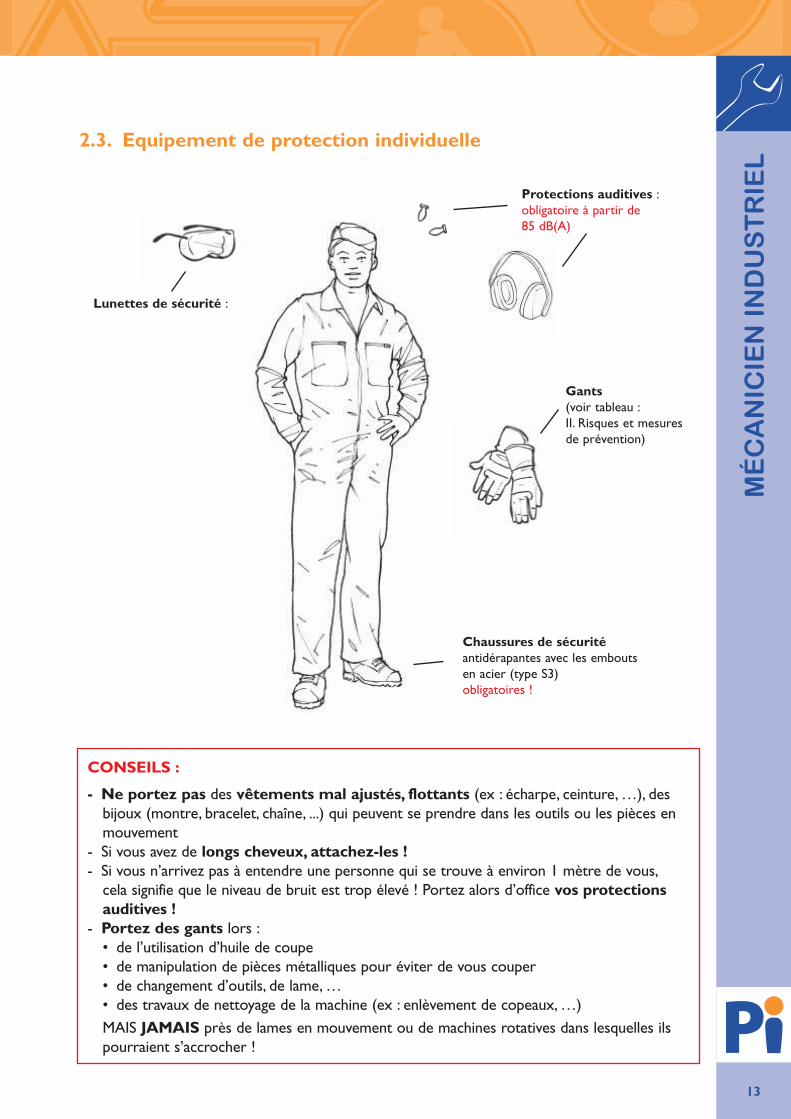
2.3. Equipement de protection individuelle
CONSEILS :
- Ne portez pas des vêtements mal ajustés, flottants (ex : écharpe, ceinture, …), des bijoux (montre, bracelet, chaîne, ...) qui peuvent se prendre dans les outils ou les pièces en mouvement
- Si vous avez de longs cheveux, attachez-les !- Si vous n’arrivez pas à entendre une personne qui se trouve à environ 1 mètre de vous,
cela signifie que le niveau de bruit est trop élevé ! Portez alors d’office vos protections auditives !
- Portez des gants lors : • de l’utilisation d’huile de coupe• de manipulation de pièces métalliques pour éviter de vous couper• de changement d’outils, de lame, …• des travaux de nettoyage de la machine (ex : enlèvement de copeaux, …)MAIS JAMAIS près de lames en mouvement ou de machines rotatives dans lesquelles ils pourraient s’accrocher !
Protections auditives : obligatoire à partir de 85 dB(A)
Chaussures de sécuritéantidérapantes avec les embouts en acier (type S3) obligatoires !
Gants(voir tableau : II. Risques et mesures de prévention)
Lunettes de sécurité :
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
14
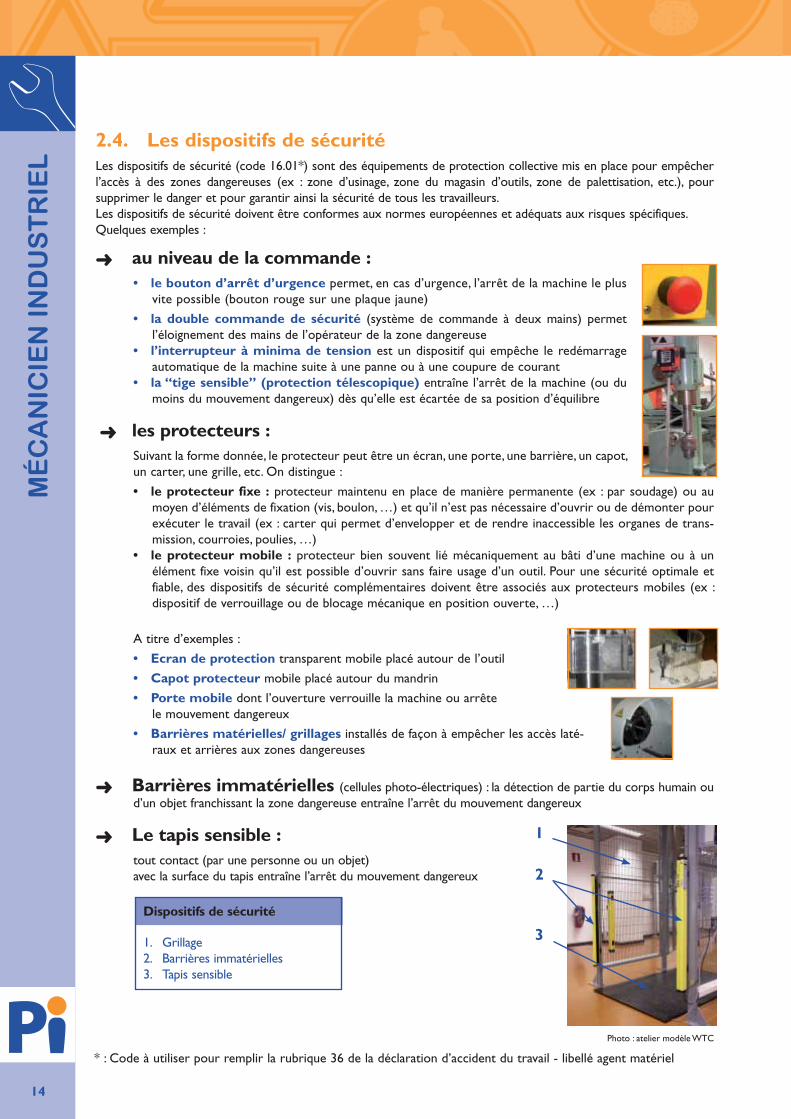
2.4. Les dispositifs de sécuritéLes dispositifs de sécurité (code 16.01*) sont des équipements de protection collective mis en place pour empêcher l’accès à des zones dangereuses (ex : zone d’usinage, zone du magasin d’outils, zone de palettisation, etc.), pour supprimer le danger et pour garantir ainsi la sécurité de tous les travailleurs. Les dispositifs de sécurité doivent être conformes aux normes européennes et adéquats aux risques spécifiques.Quelques exemples :
➜ au niveau de la commande :• le bouton d’arrêt d’urgence permet, en cas d’urgence, l’arrêt de la machine le plus
vite possible (bouton rouge sur une plaque jaune)
• la double commande de sécurité (système de commande à deux mains) permet l’éloignement des mains de l’opérateur de la zone dangereuse
• l’interrupteur à minima de tension est un dispositif qui empêche le redémarrage automatique de la machine suite à une panne ou à une coupure de courant
• la “tige sensible” (protection télescopique) entraîne l’arrêt de la machine (ou du moins du mouvement dangereux) dès qu’elle est écartée de sa position d’équilibre
➜ les protecteurs :Suivant la forme donnée, le protecteur peut être un écran, une porte, une barrière, un capot, un carter, une grille, etc. On distingue :
• le protecteur fixe : protecteur maintenu en place de manière permanente (ex : par soudage) ou au moyen d’éléments de fixation (vis, boulon, …) et qu’il n’est pas nécessaire d’ouvrir ou de démonter pour exécuter le travail (ex : carter qui permet d’envelopper et de rendre inaccessible les organes de trans-mission, courroies, poulies, …)
• le protecteur mobile : protecteur bien souvent lié mécaniquement au bâti d’une machine ou à un élément fixe voisin qu’il est possible d’ouvrir sans faire usage d’un outil. Pour une sécurité optimale et fiable, des dispositifs de sécurité complémentaires doivent être associés aux protecteurs mobiles (ex : dispositif de verrouillage ou de blocage mécanique en position ouverte, …)
A titre d’exemples :
• Ecran de protection transparent mobile placé autour de l’outil
• Capot protecteur mobile placé autour du mandrin
• Porte mobile dont l’ouverture verrouille la machine ou arrête le mouvement dangereux
• Barrières matérielles/ grillages installés de façon à empêcher les accès laté-raux et arrières aux zones dangereuses
➜ Barrières immatérielles (cellules photo-électriques) : la détection de partie du corps humain ou d’un objet franchissant la zone dangereuse entraîne l’arrêt du mouvement dangereux
➜ Le tapis sensible : tout contact (par une personne ou un objet) avec la surface du tapis entraîne l’arrêt du mouvement dangereux
Photo : atelier modèle WTC
1
2
3
Dispositifs de sécurité
1. Grillage2. Barrières immatérielles3. Tapis sensible
* : Code à utiliser pour remplir la rubrique 36 de la déclaration d’accident du travail - libellé agent matériel
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
15
2.5. Consignes de sécurité
- Utilisez toujours des machines avec le marquage CE et pour lesquelles vous avez reçu une forma-tion adéquate en matière de fonctionnement et de sécurité
- Demandez les instructions écrites spécifiques à l’utilisation de la machine➞ En cas de doute sur l’utilisation d’une machine ou d’un outil, n’hésitez pas à
questionner le responsable d’atelier - Veillez à utiliser un matériel propre et en bon état de fonctionnement
(cfr. carnet d’entretien)- Vérifiez que les outils coupants (fraises, forets) soient bien affûtés- Assurez-vous que les commandes de mise en marche et d’arrêt de la
machine soient à portée de main- Regardez toujours où se trouve sur les machines fixes le bouton d’arrêt d’urgence pour pouvoir
intervenir immédiatement en cas d’incident ou d’accident- Assurez-vous qu’il y ait suffisamment d’espace autour de la machine (retirez par exemple les caisses
inutiles, déblayez le passage, …) pour manipuler en toute sécurité la pièce que vous allez usiner
Avant toute utilisation de la machine :- Retirez vos bijoux (montre, alliance, chaîne, …)
Ne portez pas de vêtements flottantsN’oubliez pas non plus d’attacher vos cheveux longs !
- Vérifiez que la pièce et l’outil soient bien fixés pour éviter qu’ils ne soient projetés lors de leur utili-sation
- Vérifiez qu’aucun objet inutile ne soit présent sur la machine
Pendant l’utilisation de la machine : - Evitez tout contact avec l’outil et la pièce pendant
l’usinage- Ne maintenez jamais la pièce à la main mais
bloquez-la soigneusement dans un étau- Ne laissez jamais une machine tourner à vide et
encore moins sans surveillance- Ne déconcentrez pas vos collègues
Méfiez-vous :L des huiles de coupe car même si elles facilitent
l’usinage (qualité lubrifiante, usure limitée de l’outil, protection contre la corrosion du métal, …), elles peuvent être dangereuses pour la santé (allergie, dermatite, irritation, …). C’est pourquoi :
1. limitez les débits d’arrosage souvent trop importants2. limitez les contacts directs ou indirects (machines, pièces) avec l’huile de coupe3. ne gardez pas de chiffons imbibés d’huile dans vos poches4. lavez-vous régulièrement les mains et les avant-bras
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
16
L des copeaux car ils peuvent atteindre une tempé-rature de 800°C à la pointe de l’outil. Veillez donc à toujours bien porter vos lunettes de sécurité !
Après chaque utilisation de la machine : - Nettoyez la machine et les environs immédiats de
façon à garder le lieu de travail propre et libre d’encombrement
- Evitez autant que possible l’utilisation d’air com-primé pour le nettoyage des pièces et des outils ou pour enlever les copeaux. Veillez alors à bien porter vos lunettes de sécurité et vos gants de protection !
- Ramassez et mettez les copeaux dans des bacs et ne laissez pas ceux-ci traîner n’importe où. Rangez les bacs dans un endroit prévu à cet effet
ATTENTION :- Utilisez les protecteurs (protecteur mobile autour de l’outil, du mandrin, …) et veillez à
ce qu’ils couvrent bien les parties dangereuses de la machine.SURTOUT ne retirez jamais les protecteurs lorsque vous travaillez sur la machine !
- Ne franchissez pas ou ne contournez pas les zones de sécurité (grillages, tapis sensible, …) établies autour de la machine, votre sécurité en dépend !
- Avant de réaliser toute intervention sur la machine (nettoyage, réglage, graissage, déblocage, … ) :• attendez l’arrêt complet de la machine • empêchez le redémarrage de la machine par une tierce personne ou par
inadvertance, par exemple en débranchant la machine portative, en mettant la machine fixe hors tension (verrouillage de l’interrupteur de mise en marche, …)
- N’enlevez jamais à la main les copeaux pendant que la machine est en marche :• arrêtez d’abord la machine et attendez qu’elle cesse de tourner
(= arrêt complet !!!)• mettez des gants de protection • ne soufflez jamais avec votre bouche pour déplacer les copeaux mais utilisez une
brosse ou un pinceau pour retirer les copeaux et mettez les dans un bac
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
17
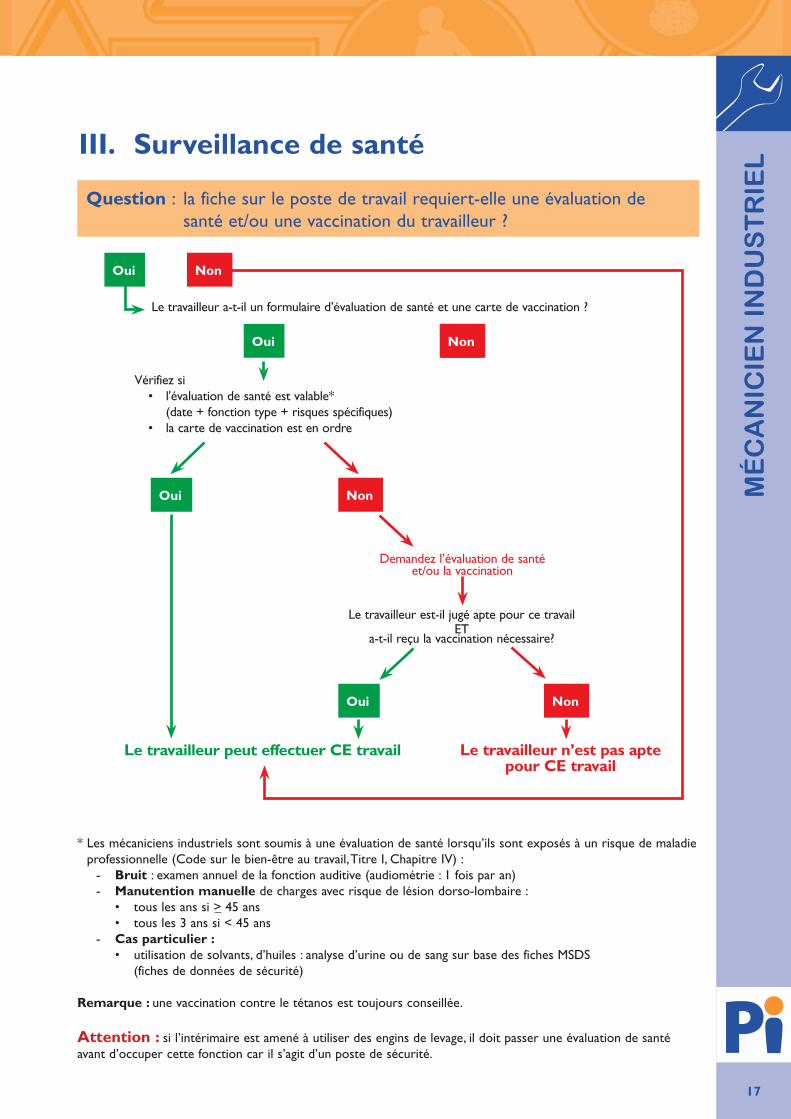
III. Surveillance de santé
Question : la fiche sur le poste de travail requiert-elle une évaluation de santé et/ou une vaccination du travailleur ?
Le travailleur a-t-il un formulaire d’évaluation de santé et une carte de vaccination ?
Oui
Oui Non
Le travailleur est-il jugé apte pour ce travail ET
a-t-il reçu la vaccination nécessaire?
Vérifiez si • l'évaluation de santé est valable* (date + fonction type + risques spécifiques) • la carte de vaccination est en ordre
Le travailleur peut effectuer CE travail Le travailleur n’est pas apte pour CE travail
Demandez l’évaluation de santéet/ou la vaccination
NonOui
Non
Oui
* Les mécaniciens industriels sont soumis à une évaluation de santé lorsqu’ils sont exposés à un risque de maladie professionnelle (Code sur le bien-être au travail, Titre I, Chapitre IV) :
- Bruit : examen annuel de la fonction auditive (audiométrie : 1 fois par an)- Manutention manuelle de charges avec risque de lésion dorso-lombaire :
• tous les ans si >_ 45 ans• tous les 3 ans si < 45 ans
- Cas particulier : • utilisation de solvants, d’huiles : analyse d’urine ou de sang sur base des fiches MSDS
(fiches de données de sécurité)
Remarque : une vaccination contre le tétanos est toujours conseillée.
Attention : si l’intérimaire est amené à utiliser des engins de levage, il doit passer une évaluation de santé avant d’occuper cette fonction car il s’agit d’un poste de sécurité.
Non

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
18
1V. Visite chez l’utilisateur Les questions suivantes vous permettent d’aider l’utilisateur à la rédaction de la fiche sur le poste de travail et de conclure des conventions claires.
Questions générales
• Dans quelles langues les instructions sont-elles données ?
• Qui donne l’introduction générale (évacuation, réfectoire, premier secours, …) ?Quand (le 1er jour) ? Durée de l’introduction ?
• Quelle est la personne de contact responsable de la sécurité ?
• Qui donne les instructions de sécurité spécifiques liées au poste de travail (activités interdites, autorisa-tion obligatoire, …) ?
• Comment l’intérimaire recevra-t-il ses instructions ? Réunion ? Individuellement ?
• Quelle est la procédure à suivre en cas d’accident du travail ou d’incident ?
• Sur quels points bien précis, l’intérimaire sera-t-il évalué ?
Questions spécifiques
• Quel genre de travail l’intérimaire devra-t-il effectuer ? Entretien, maintenance, usinage de pièces, régla-ge des outils, … ?
• Avec quel outillage l’intérimaire devra-t-il travailler (micromètre, …) ?
• Devra-t-il utiliser des machines portatives ? Si oui, lesquelles ? Meuleuse d’angle ? Ponceuse ? …
• Sur quelles machines devra-t-il travailler ? Machines conventionnelles ou CNC ? Tour, fraiseuse, recti-fieuse, … ? L’intérimaire recevra-t-il une formation spécifique à l’utilisation de la machine ?
• Les machines sont-elles correctement munies d’un dispositif de sécurité (bouton d’arrêt d’urgence, protecteurs, …) ?
• Devra-t-il utiliser des engins de levage, des ponts roulants, etc. ? Si oui, une formation spécifique est-elle prévue ?
• Qui fournit les vêtements de travail et les équipements de protection individuelle, à savoir :
❏ casque de sécurité
❏ lunettes de sécurité
❏ masque anti-poussière
❏ protections auditives
❏ gants (voir tableau : II. Risques et mesures de prévention)
❏ vêtement de travail
❏ chaussures de sécurité (type S3)
MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
19
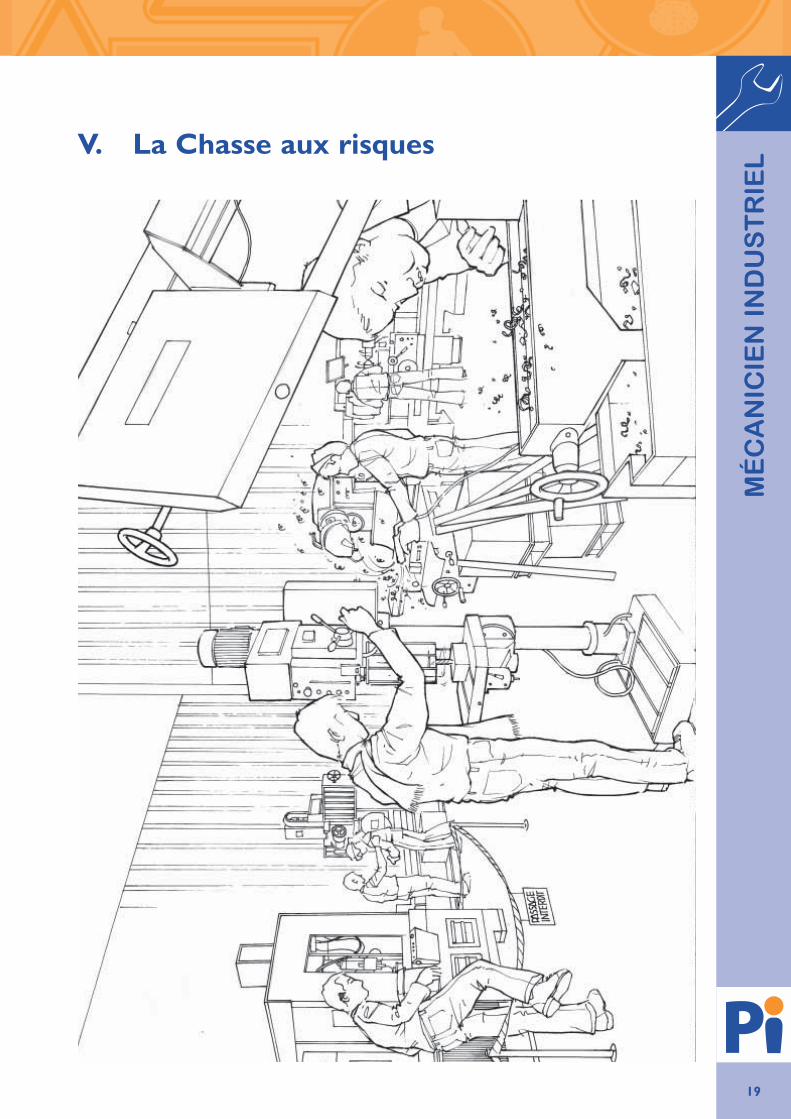
V. La Chasse aux risques

MÉ
CA
NIC
IEN
IN
DU
ST
RIE
L
20
Solutions1. Le travailleur utilise une perceuse à colonne tout en ayant une écharpe autour du cou2. Le travailleur nettoie la machine avec de l’air comprimé sans porter des lunettes de sécurité3. Le protecteur autour de la pièce à usiner sur le tour n’est pas utilisé4. Franchissement d’une zone de sécurité établie autour d’un centre d’usinage5. Le travailleur, qui est en train d’usiner une pièce, est déconcentré par un collègue 6. Le travailleur souffle avec sa bouche les copeaux pour les déplacer 7. Pas assez d’espace disponible autour de la machine (encombrement par des caisses, des matériaux, ...)