l’inox en métallerie - metal-pro.org · façade mur rideau acier ... • parmi les nuances les...
TRANSCRIPT

L’Inox en Métallerie Recommandations pour le choix, la mise en œuvre et l’entretien
Atelier de 14h30 à 16h00 mercredi 8 avril 2015

Raphaël Gabion Responsable Réseau Star Coater
06 87 32 78 62
04 77 96 70 00
www.starcoater.fr
Le Réseau des Professionnels du Thermolaquage
Parce que vos créations sont uniques, vous
recherchez la peinture qui donnera vie à vos
projets, et le spécialiste du thermolaquage qui
effectuera un traitement de surface et une mise en
peinture de Haute Qualité.
Star Coater,
un Réseau de 60 applicateurs de peinture en
poudre à votre service.

3
Morgan TORMEN Chef Produits FORSTER
Tél: 06.70.88.14.12
Email: [email protected]
KDI
Façade mur rideau Acier Portes Acier Isolées
INOX
Portes et Cloisons acier PARE-BALLES
Portes & Cloisons Pare-Flammes/Coupe-Feu Série FINE

RUEL Anne-Cécile Technico-Commerciale TYROLIT SAS
Spécialités de l’entreprise : Abrasifs agglomérés et appliqués
pour les métiers des transformateurs de métaux.

CIBOX
Spécialités de l’entreprise: • Fabrications de portes de hall
• Fabrications de boites aux lettres • Fabrications de portes secondaires
• Portes de cave • Portes secondaires d’entrée de parking
• Portes coupe feu
BATISTA José DIRECTEUR COMMERCIAL
Quartier des Bosses
BP 19
Etoile sur Rhône
26800 – PORTES LES VALENCE
Téléphone : +33 475.57.71.61
Télécopie : +33 475.57.71.63
Email : [email protected]
L’Inox en Métallerie Recommandations pour le choix,
la mise en œuvre et l’entretien
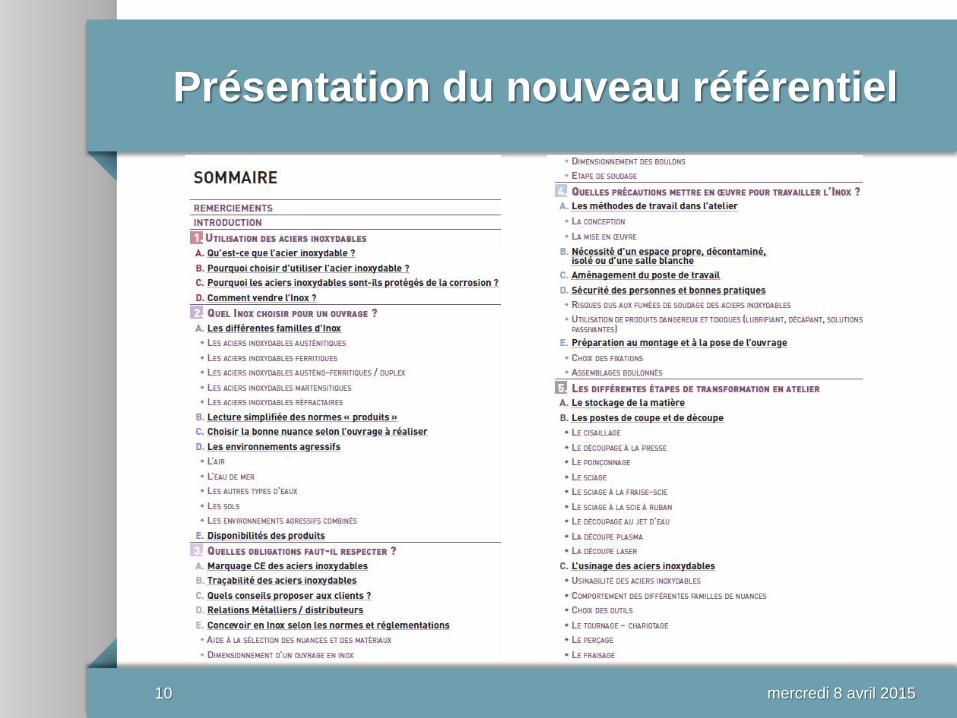
Présentation du nouveau référentiel
Jérémy Blanche Chef de file du GT5 « Inox et Métallerie » Métallerie de l’Authion
mercredi 8 avril 2015 6

Présentation du nouveau référentiel
mercredi 8 avril 2015 7
Travailler l’Inox = une composante du Métallier
• Les besoins du Métalliers
• La démarche entreprise
• Les objectifs du guide – Être le plus complet possible
– Ne pas être trop théorique
– Accompagner le Métallier dans le travail de ce matériau et dans la prescription (nuance, finitions, entretien)
– Briser les idées reçues
– Eviter les contaminations
– Assurer l’entretien des ouvrage

Présentation du nouveau référentiel
mercredi 8 avril 2015 8
Travailler l’Inox = une composante du Métallier
• L’esprit du nouveau guide de l’Union
Optique de Développement durable
Faire face à la montée des demandes liées à l’Inox (demande d’échantillons, retours d’expérience)
Plus il y a de chantiers en inox, plus il y a de problématiques à prendre en compte et ce, dès le démarrage des chantiers

Présentation du nouveau référentiel
mercredi 8 avril 2015 9
Présentation du nouveau référentiel
mercredi 8 avril 2015 10

Présentation du nouveau référentiel
mercredi 8 avril 2015 11

Customize your headline here
mercredi 8 avril 2015
Travailler l’Inox = une composante du Métallier
• Le GT 5 = un groupe d’expert
12

L’Inox en Métallerie Recommandations pour le choix,
la mise en œuvre et l’entretien
Et vous ?
Connaissez-vous l’Inox ?
Dominique Badoil Jérémy Blanche Joëlle Pontet Sylvain Rameau
mercredi 8 avril 2015 13

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Installation d’un garde-corps en façade
• En zone urbaine
– On hésite entre un 304 et 316
– Et pourquoi pas un 304L ou un 316L ?
• La différence peut-elle se faire sur l’exposition et l’entretien ?
• Quels outils existent pour m’accompagner dans le choix de la nuance ?
14

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Installation d’un garde-corps en façade
• En zone urbaine
304 ? 316 ? 304L ? 316L ? Et quoi d’autres ? Un Inox c’est quoi ?
Combien de nuances d’Inox existent ?
Comment se retrouver dans leurs propriétés anti-corrosion et mécaniques ?
15

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Un acier inoxydable (Inox) … C’est quoi ?
– L’Inox est un acier, c’est-à-dire un alliage métallique fer-carbone, résultant de
la fusion à très haute température (plus de 1500°C) de différents éléments chimiques tels que le chrome.
– Selon la norme NF EN 10020, un acier inoxydable doit contenir au moins 10.5 % de chrome. Cependant, la norme NF EN 10088 est plus précise et ajoute que pour être inoxydable un acier doit contenir au maximum 1.2 % de carbone et au moins 10.5 % de chrome.
– L’Inox, matériau recyclable à l’infini, inaltérable et totalement neutre vis-à-vis de l’environnement est une réponse pertinente aux préoccupations actuelles.
16

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• 5 grandes familles d’Inox – 3 utilisées dans le Bâtiment – Inox austénitique
• Parmi les nuances les plus utilisées dans le bâtiment, on trouvera la nuance 1.4301 (également appelée 304) et la nuance 1.4401 (également appelée 316).
• Les compositions de ces nuances avec une faible teneur en carbone sont les nuances 1.4307 (304L) et 1.4404 (316L). Elles doivent être choisies si la mise en œuvre nécessite le soudage de pièces. En effet, la faible teneur en carbone limite les risques de formation de carbures de chrome lors du soudage et donc les risques de diminution de la tenue à la corrosion.
17

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• 5 grandes familles d’Inox – 3 utilisées dans le Bâtiment – Inox ferritiques
• Ces aciers se comportent de manière satisfaisante dans la plupart des cas de corrosion atmosphérique et ont en général une meilleure résistance à la corrosion que les aciers martensitiques.
• Au contraire des austénitiques, les ferritiques sont aimantables mais cela ne remet nullement en cause leurs propriétés. Les ferritiques ne sont pas durcissables par traitement thermique mais peuvent l’être par écrouissage.
• Les nuances prévues pour le soudage contiennent du titane ; lors du soudage, des carbures de titane sont plus facilement formés que des carbures de chrome. La concentration en chrome reste alors stable et l’Inox proche de la zone soudée conserve une teneur en chrome supérieure à 10,5 % pour conserver sa résistance à la corrosion.
18

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• 5 grandes familles d’Inox – 3 utilisées dans le Bâtiment – Inox austéno-ferritiques / DUPLEX
• Une augmentation de l’utilisation des aciers inoxydables pour des applications où ils doivent reprendre de fortes charges a conduit à une augmentation de demandes des nuances duplex.
• Ils sont intéressants notamment mécaniquement mais plus fragiles à la soudure que les aciers austénitiques.
• Deux fois plus résistant que l’acier au carbone, l’Inox duplex s’utilise en moins grande quantité pour un même résultat. Il permet de concevoir des structures plus légères minimisant ainsi les coûts de transport et d’installation sur site. Bien que formé et soudé différemment, il n’est pas plus difficile d’utilisation que l’acier inoxydable austénitique. Fiable et résistant à la corrosion, le duplex demande peu d’entretien. Il est économiquement compétitif grâce à sa teneur en nickel réduite.
19

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• 5 grandes familles d’Inox – 3 utilisées dans le Bâtiment – Inox martensitiques
– Inox réfractaires
Non concernées dans les applications courantes du Bâtiment
20

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Quelles nuances choisir ? – Le choix de la « bonne » nuance doit tenir compte de l’environnement de
l’application, du processus de fabrication, de la finition de surface et de l’entretien de l’ouvrage ou de la structure.
– Les critères de choix entre les nuances d’acier inoxydable sont déterminés à la fois par les exigences du décideur concernant les performances à l’emploi à satisfaire et celles concernant les impératifs de la mise en œuvre de la nuance choisie.
– Il s’agit donc d’un choix multiple qui doit, en outre, tenir compte du bilan technico-commercial de cette nuance pour une réalisation donnée.
21

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Quelles nuances choisir ? – Des nuances adaptées peuvent faire l’objet d’une première sélection, avec une
résistance à la corrosion satisfaisante dans l’environnement futur.
– Le choix de la nuance finale évolue ensuite avec l’étude des caractéristiques mécaniques, la facilité de mise en œuvre, la disponibilité des produits et les états de surface et autres finitions soumises par les donneurs d’ordre
– Proposition d’une checklist, pour faire du Métallier un meilleur prescripteur
22

L’Inox en Métallerie
mercredi 8 avril 2015 23
Une nuance d’Inox est-elle déjà prescrite ?
OUI Laquelle ?
Est-elle facilement disponible ?
NON Que proposez-vous ?
Est-ce que le choix de l’Inox est purement esthétique ?
OUI
NON C’est un choix pour ses propriétés de résistance à la corrosion ?
C’est un choix pour ses propriétés mécaniques ?
Une finition a-t-elle été prescrite ?
OUI Laquelle ?
Faut-il des moyens particuliers ?
NON Que proposez-vous ?
L’ouvrage final sera-t-il dans un environnement intérieur ou extérieur ?
Intérieur □ Extérieur □
Sera-t-il aisé d’accéder à l’ouvrage pour assurer son entretien ?
OUI L’avez-vous vérifié ?
NON Que conseillez-vous ?
L’ouvrage sera-t-il soumis à une atmosphère polluée ou saline et/ou sera-t-il en contact avec des substances
dangereuses ?
OUI Lesquelles ?
NON Est-il nécessaire que l’ouvrage soit en Inox ?
Que proposez-vous ?

L’Inox en Métallerie
mercredi 8 avril 2015 24
A quelle classe de corrosivité doit-on faire référence ?
La nuance d’Inox initiale est-elle adaptée à la classe de corrosivité ?
OUI
NON Une nuance d’Inox plus ou moins résistante doit être envisagée.
Une nuance d’Inox avec des propriétés mécaniques meilleures/moindres doit-elle être proposée ?
OUI Laquelle ?
NON
La famille d’Inox est-elle adaptée à l’utilisation de l’ouvrage ?
OUI
NON Quelle(s) nuance(s) pourrai(en)t mieux répondre aux attentes ?
La nuance prescrite est-elle adaptée aux étapes de transformation (pliage, découpe, usinage, soudage, assemblage, …) ?
OUI
NON Que conseillez-vous ?
Le coût et la disponibilité de la matière première varient-t-ils avec cette/ces nouvelle(s) nuance(s) ?
OUI Est-ce significatif ?
NON
L’esthétique et l’apparence du produit seront-elles différentes avec la/les nuance(s) proposée(s) ?
OUI Est-ce important ?
NON

L’Inox en Métallerie
mercredi 8 avril 2015
• Les catégories de corrosivité (norme ISO 12944-2)
25
Catégories de corrosivité Ambiance extérieure Ambiance intérieure
C1 Très faible Bâtiments chauffés à atmosphère propre
(bureau, magasin, école, hôtel).
C2 Faible Atmosphères avec un faible niveau de
pollution. Surtout dans les zones rurales.
Bâtiments non chauffés où de la
condensation peut se produire
(entrepôts ou salle de sport).
C3 Moyenne Atmosphères urbaines et industrielles,
pollution modérée par le dioxyde de
soufre. Zones côtières à faible salinité.
Enceintes de fabrication avec humidité
élevée et une certaine pollution de l’air
(industries alimentaires, blanchisseries,
brasseries, …).
C4 Elevée Zones industrielles et zones côtières à
salinité modérée. Bord de mer > 3km de
la côte.
Usines chimiques, piscines, chantiers
navals côtiers (nettoyage au jet,
laboratoires, abattoirs).
C5 – I Très élevée –
industrie
Zones industrielles avec une humidité
élevée et une atmosphère agressive.
Bâtiments ou zones avec condensation
permanente et pollution élevée
(vapeurs, piscine fermée, usine
chimique).
C5 –M Très élevée –
marine
Zones côtières et maritimes à salinité
élevée (entre 1 et 3 km de la côte).
Bâtiments ou zones avec condensation
permanente et pollution élevée.

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Quelles nuances choisir ? – De par son devoir de conseil, le professionnel est tout à fait légitime de
conseiller le client et la maîtrise d’œuvre dans le choix de la nuance, notamment s’il est demandé une nuance non adaptée à l’usage de l’ouvrage ou une nuance avec des propriétés supérieures aux besoins réels.
– Dans sa version de 2014, l’Eurocode 3 propose à titre normatif dans son annexe A, une aide sur la sélection des nuances d’aciers inoxydables, selon le Facteur de Résistance à la Corrosion (FRC) et la Classe de Résistance à la Corrosion (CRC).
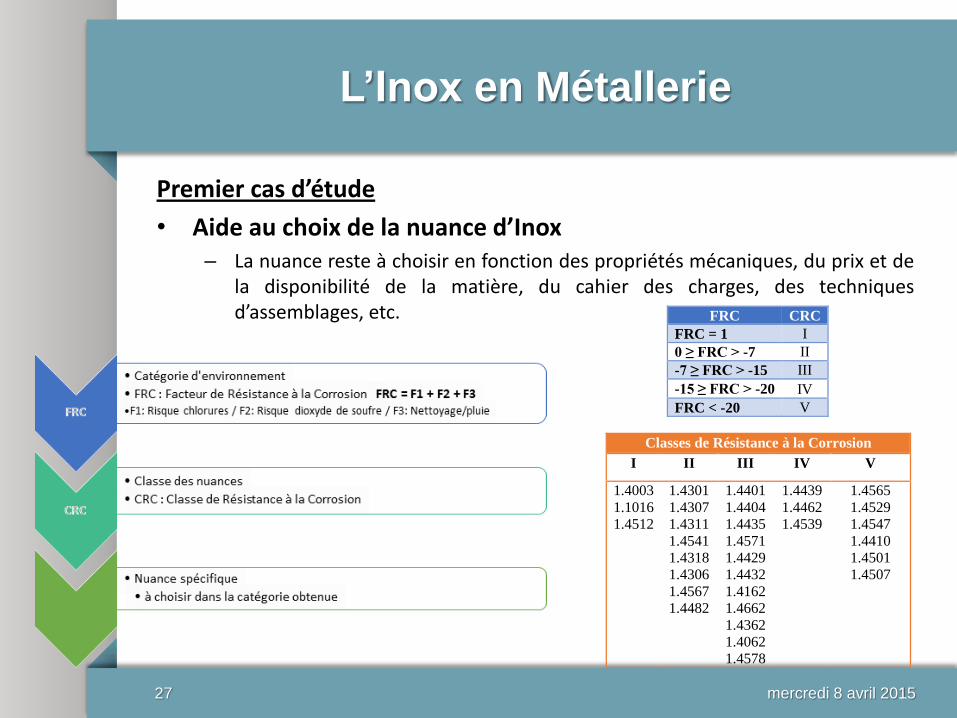
– En définissant trois facteurs F1, F2 et F3 respectivement relatifs au risque de chlorures, au risque de dioxyde de soufre et au risque de nettoyage ou de pluie, les tables données permettent de calculer FRC = F1 + F2 + F3.
Attention toutes fois à l’utilisation stricte de cette aide à la sélection, étant donné que les aspects de surface et autres finitions ne sont pas pris en compte dans la sélection.
26
L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Aide au choix de la nuance d’Inox – La nuance reste à choisir en fonction des propriétés mécaniques, du prix et de
la disponibilité de la matière, du cahier des charges, des techniques d’assemblages, etc.
27
FRC CRC
FRC = 1 I
0 ≥ FRC > -7 II
-7 ≥ FRC > -15 III
-15 ≥ FRC > -20 IV
FRC < -20 V
Classes de Résistance à la Corrosion
I II III IV V
1.4003
1.1016
1.4512
1.4301
1.4307
1.4311
1.4541
1.4318
1.4306
1.4567
1.4482
1.4401
1.4404
1.4435
1.4571
1.4429
1.4432
1.4162
1.4662
1.4362
1.4062
1.4578
1.4439
1.4462
1.4539
1.4565
1.4529
1.4547
1.4410
1.4501
1.4507
L’Inox en Métallerie
mercredi 8 avril 2015 28
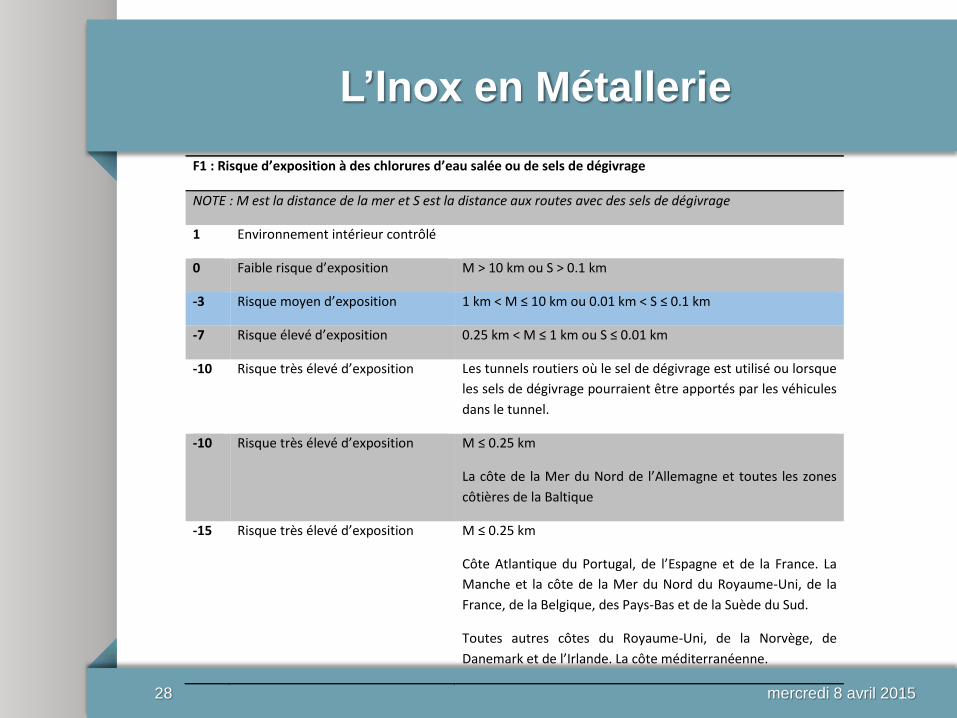
F1 : Risque d’exposition à des chlorures d’eau salée ou de sels de dégivrage
NOTE : M est la distance de la mer et S est la distance aux routes avec des sels de dégivrage
1 Environnement intérieur contrôlé
0 Faible risque d’exposition M > 10 km ou S > 0.1 km
-3 Risque moyen d’exposition 1 km < M ≤ 10 km ou 0.01 km < S ≤ 0.1 km
-7 Risque élevé d’exposition 0.25 km < M ≤ 1 km ou S ≤ 0.01 km
-10 Risque très élevé d’exposition Les tunnels routiers où le sel de dégivrage est utilisé ou lorsque
les sels de dégivrage pourraient être apportés par les véhicules
dans le tunnel.
-10 Risque très élevé d’exposition M ≤ 0.25 km
La côte de la Mer du Nord de l’Allemagne et toutes les zones
côtières de la Baltique
-15 Risque très élevé d’exposition M ≤ 0.25 km
Côte Atlantique du Portugal, de l’Espagne et de la France. La
Manche et la côte de la Mer du Nord du Royaume-Uni, de la
France, de la Belgique, des Pays-Bas et de la Suède du Sud.
Toutes autres côtes du Royaume-Uni, de la Norvège, de
Danemark et de l’Irlande. La côte méditerranéenne.

L’Inox en Métallerie
mercredi 8 avril 2015 29
F2 : Risque d’exposition au dioxyde de soufre
Dans les environnements des côtes européennes, la concentration en dioxyde de soufre est généralement
faible. Pour les environnements intérieurs, la concentration en dioxyde de soufre est soit faible ou moyenne.
Le classement élevé est inhabituel et associé à des sites industriels importants ou des environnements
spécifiques tels que les tunnels routiers. La concentration en dioxyde de soufre peut être évaluée selon la
méthode de l’ISO 9225.
0 Faible risque d’exposition < 10 g/m3 concentration moyenne de gaz
-5 Risque moyen d’exposition 10 - 90 g/m3 concentration moyenne de gaz
-10 Risque élevé d’exposition 90 - 250 g/m3 concentration moyenne de gaz
F3 : Condition de nettoyage ou d’exposition au lavage par la pluie (si F1 + F2 ≥ 0, F3 = 0)
0 Entièrement exposé au nettoyage par la pluie
-2 Régime de nettoyage spécifique
-7 Aucun lavage par la pluie ou aucun nettoyage spécifique
Si l’élément doit être régulièrement inspecté pour déceler tout signe de corrosion et nettoyé, il convient d’en
informer l’utilisateur par écrit. Le type d’inspection, la méthode de nettoyage et la fréquence doivent être précisés.
Plus le nettoyage est fréquent, plus les bénéfices sont importants. La fréquence ne devrait pas être inférieure à 3
mois. Lorsqu’un nettoyage est préconisé, il doit s’appliquer à toutes les parties de la structure, et pas uniquement à
celles qui sont accessibles et visibles.

FRC CRC
FRC = 1 I
0 ≥ FRC > -7 II
-7 ≥ FRC > -15 III
-15 ≥ FRC > -20 IV
FRC < -20 V
L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Aide au choix de la nuance d’Inox – Si FRC = F1 + F2 + F3 et que F1 = -3, F2 = -5 et F3 =
0, alors FRC = -8. La Classe de Résistance à la Corrosion correspondantes est III.
30
Classes de Résistance à la Corrosion
I II III IV V
1.4003
1.1016
1.4512
1.4301
1.4307
1.4311
1.4541
1.4318
1.4306
1.4567
1.4482
1.4401
1.4404
1.4435
1.4571
1.4429
1.4432
1.4162
1.4662
1.4362
1.4062
1.4578
1.4439
1.4462
1.4539
1.4565
1.4529
1.4547
1.4410
1.4501
1.4507

L’Inox en Métallerie
mercredi 8 avril 2015 31
Acier 409 1.4512 (ferritique)
Acier 430 1.4016 (ferritique)
Acier 430Ti 1.4510 (ferritique)
Acier 441 1.4509 (ferritique)
Acier 444 1.4521 (ferritique)
Acier 301L 1.4318 (austénitique)
Acier 304L 1.4307 / 1.4306 (austénitique)
Acier 304 1.4301 (austénitique)
Acier 316L 1.4404 / 1.4432 / 1.4435 (austénitique)
Acier 316 1.4401 (austénitique)
Acier 316Ti 1.4571 (austénitique)
Acier 23-04 1.4362 (duplex)
Acier 22-05 1.4462 (duplex)
Premier cas d’étude
• Mémo des désignations des nuances

L’Inox en Métallerie
mercredi 8 avril 2015
Premier cas d’étude
• Aide au choix de la nuance d’Inox – La nuance reste à choisir en fonction des propriétés mécaniques, du prix et de
la disponibilité de la matière, du cahier des charges, des techniques d’assemblages ET DE LA FINITION DE SURFACE.
Attention aux états de rugosités des différentes finitions de surface !!!
32

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Installation d’un garde-corps dans des thermes – Présence d’eau de mer
• Choix d’un remplissage tôle (tôle 15/10) – Choix initial un 304 – choix de la MOE car moins cher
– Finition brossé
33
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Installation d’un garde-corps dans des thermes – Présence d’eau de mer
• Choix d’un remplissage tôle (tôle 15/10) – Permet d’éviter le choix de l’acier (présence d’entre fers)
– En aluminium, trop léger / contrainte d’une tôle fine donc « moins résistante »
• Problème rencontré : – Ouvrage maltraité pendant la préparation de l’ouvrage avant la pose
– Pas de précautions particulières prises pendant la fabrication
– Apparition d’oxydation dans un délai rapide / pollution par contact
– Sollicitation du MO vers l’entrepreneur
• Quelles solutions ? Quelles variantes proposées ?
34
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Installation d’un garde-corps dans des thermes – Présence d’eau de mer
• Choix d’un remplissage tôle (tôle 15/10)
La corrosion, c’est quoi ?
Comment l’Inox fait-il pour résister à la corrosion ?
35
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
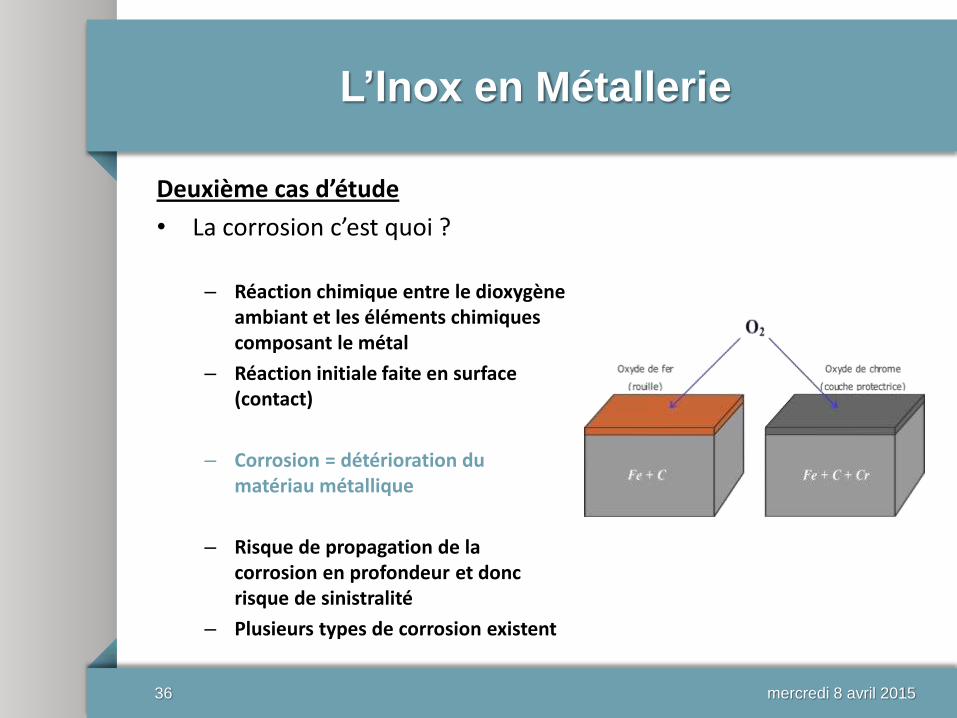
• La corrosion c’est quoi ?
– Réaction chimique entre le dioxygène ambiant et les éléments chimiques composant le métal
– Réaction initiale faite en surface (contact)
– Corrosion = détérioration du matériau métallique
– Risque de propagation de la corrosion en profondeur et donc risque de sinistralité
– Plusieurs types de corrosion existent
36

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Comment l’Inox fait-il pour résister à la corrosion ? – Réaction entre dioxygène et chrome = formation d’une couche passive
protectrice, empêchant la réaction entre le dioxygène et le fer et donc toute détérioration du métal
37

L’Inox en Métallerie
mercredi 8 avril 2015
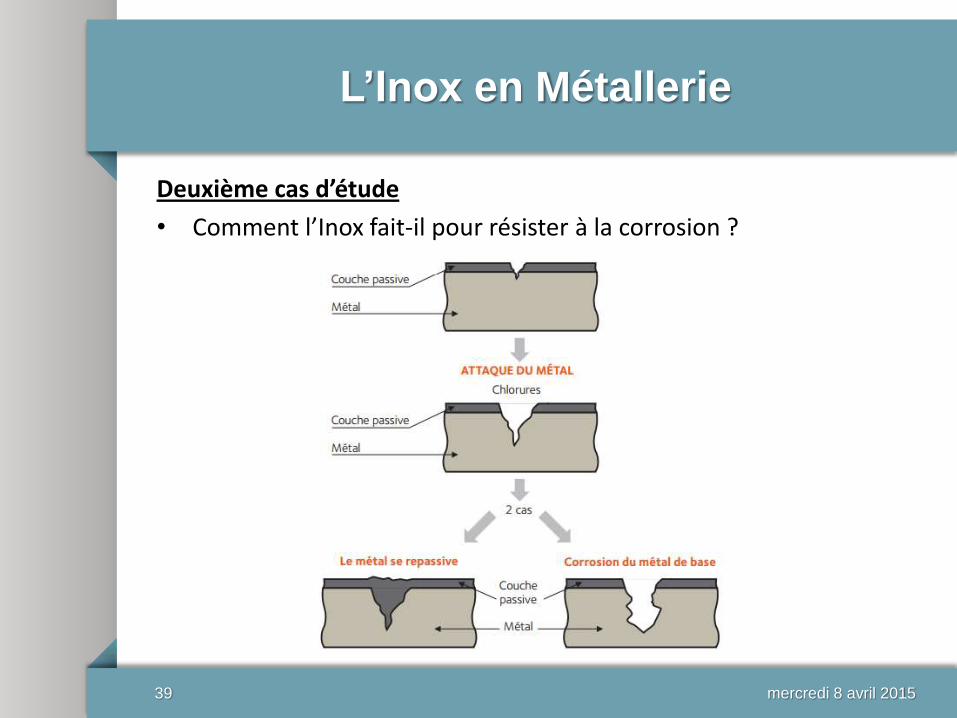
Deuxième cas d’étude
• Comment l’Inox fait-il pour résister à la corrosion ? Mécanisme de protection
– Etat initial : la surface est intacte et le métal protégé.
– Etat intermédiaire : la surface subit une blessure et le dioxygène est en contact direct avec le métal.
– Etat final : il y a régénération du film de protection qui empêche le contact direct entre le dioxygène et le métal, et donc la formation de corrosion.
38
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Comment l’Inox fait-il pour résister à la corrosion ?
39

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• RAPPEL : Problème rencontré : – Ouvrage maltraité pendant la préparation de l’ouvrage avant la pose
– Pas de précautions particulières prises pendant la fabrication
– Apparition d’oxydation dans un délai rapide
– Sollicitation du MO vers l’entrepreneur
• Quelles solutions ? Quelles variantes proposées ?
40
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• RAPPEL : Problème rencontré : – Ouvrage maltraité pendant la préparation de l’ouvrage avant la pose
– Pas de précautions particulières prises pendant la fabrication
– Apparition d’oxydation dans un délais rapide
– Sollicitation du MO vers l’entrepreneur
• Quelles solutions ? Quelles variantes proposées ? – Recours à un « passiveur » pour retrouver un aspect correct
Si le métallier veut une solution inox, quelles sont les solutions ?
– Connaitre les ambiances et choisir le bon inox
– Faut-il une finition plus appropriée ? (brossé, poli miroir)
– Un duplex aurait été plus judicieux / utilisation de l’aide au choix des nuances
(cf. premier cas et valeurs de FRC) • FRC estimé à -17 / classe IV par exemple 1.4462 = DUPLEX 22-05
– Si le budget n’est pas alloué, on peut envisager de thermolaquer l’ouvrage et assurer un entretien régulier (importance de la prep. de surface)
41
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Thermolaquer un Inox : quelle stratégie ? Le thermolaquage est aujourd’hui couramment appliqué sur des matériaux tels que l’aluminium ou l’acier (brut, galvanisé, inox). Selon le matériau employé, la préparation de surface avant thermolaquage diffère.
L’assemblage de différents matériaux, selon leurs natures ou leurs compositions, peut être à l’origine d’hétérogénéités d’aspects après thermolaquage
Proscrire les associations de matériaux de natures ou de compositions différentes, notamment les assemblages « acier brut/acier galvanisé » ou encore « acier brut/acier inoxydable ». Privilégier l’utilisation de matériaux bruts pour permettre d’appliquer un traitement de surface approprié et homogène avant thermolaquage.
Dans le cas de l’inox, penser à passiver les soudures.
42

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Etude de la tenue au thermolaquage sur les Inox
43
En partant sur la base des nuances les plus souvent prescrites, les tests courants (issus
de normes spécifiques aux revêtements par peinture) de tenue du thermolaquage ont été
réalisés.
L’intérêt de cette étude est également de comparer différents processus, de la
préparation de surface à la mise en peinture, pour optimiser la tenue des revêtements
thermolaqués sur des ouvrages en Inox.
Ce sont plus de 350 éprouvettes qui ont été testées dans cette étude, en partant de 14
nuances dont 9 ont subi un traitement monocouche et 5 un traitement bicouche. Six
différents types de préparation de surface ont été sélectionnés, dont trois chimiques et
trois mécaniques. Les essais ont été reproduits en 4 exemplaires et à cette liste
s’ajoutent quelques supports non peints utilisés comme éléments de comparaison.

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Etude de la tenue au thermolaquage sur les Inox
44
Nuances d’acier inoxydable sélectionnées pour un système monocouche
316L
304 recuit brillant (2R) 304 recuit décape / skin-pass (2B)
426 recuit brillant (2R)
430 recuit brillant (2R) 430 recuit décape / skin-pass (2B)
436 recuit décapé / skin-pass (2B)
444 recuit brillant (2R) 444 recuit décape / skin-pass (2B)
Nuances d’acier inoxydable sélectionnées pour un système bicouche
304 recuit brillant (2R) 304 recuit décape / skin-pass (2B)
430 recuit brillant (2R) 430 recuit décape / skin-pass (2B)
436 recuit décape / skin-pass (2B)
Les différentes préparations de surface
Préparation chimique Préparation mécanique
Dégraissant phosphatant standard Sablage corindon
Conversion type Bonderite® M-NT 1455-10 (traitement
de conversion non chromique, sans rinçage) Grenaillage acier
Conversion type Bonderite® M-NT 5700
(traitement de conversion non chromique) Grenaillage Inox
L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Etude de la tenue au thermolaquage sur les Inox
45
Différents tests ont été réalisés pour pouvoir caractériser les échantillons de l’étude :
- Contrôle visuel de l’état de surface selon ISO 8501-1 + contrôle de rugosité selon ISO
4287 (après une préparation mécanique)
- Contrôle de l’épaisseur de la couche de peinture selon ISO 2808
- Contrôle des performances mécaniques à T0 et après vieillissement accéléré à l’eau
bouillante (impact et adhérence) selon ISO 6272 et ISO 2409
- Test à l’eau bouillante pendant 2 heures sur les éprouvettes blessées (issu des
directives du label Qualisteelcoat)
- Test au brouillard salin acétique sur éprouvettes blessées avec incision en « X »
pendant 1000 heures (selon ISO 9227-2)
- Test au brouillard salin neutre sur éprouvettes blessées avec incision en « X » pendant
1500 heures (selon ISO 9227-1)

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Etude de la tenue au thermolaquage sur les Inox
46

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Etude de la tenue au thermolaquage sur les Inox
47
Test effectué
Dégraissant
phosphatant
Bonderite®
M-NT1455
Bonderite®
M-NT5700
Sablage
corindon
Grenaillage
acier
Grenaillage
Inox
Performance
mécanique à T0
Performance
mécanique
après vieillissement
Test à l’eau bouillante
Test au brouillard
salin acétique
Test au brouillard
salin neutre
Performances globales
Excellent
Bon
Moyen
Insuffisant

L’Inox en Métallerie
mercredi 8 avril 2015
Deuxième cas d’étude
• Etude de la tenue au thermolaquage sur les Inox
48
- De façon générale, le grenaillage Inox est à préférer au grenaillage acier ainsi qu’au
corindon lors d’une préparation mécanique. Même si le protocole de réalisation des
tests mécaniques après vieillissement est très sévère, il permet de hiérarchiser les
différentes préparations mécaniques.
- Parmi les préparations chimiques, un dégraissant phosphatant standard n’est pas
suffisant et il est nécessaire d’utiliser des préparations spécifiques de type Bondérite®
pour réaliser une préparation de surface satisfaisante.
- Enfin, cette étude n’a pas montré de différenciation nette entre les différentes nuances
d’Inox.

L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
• Ouvrage soudé TIG (sans métal d’apport)
49
L’Inox en Métallerie
mercredi 8 avril 2015
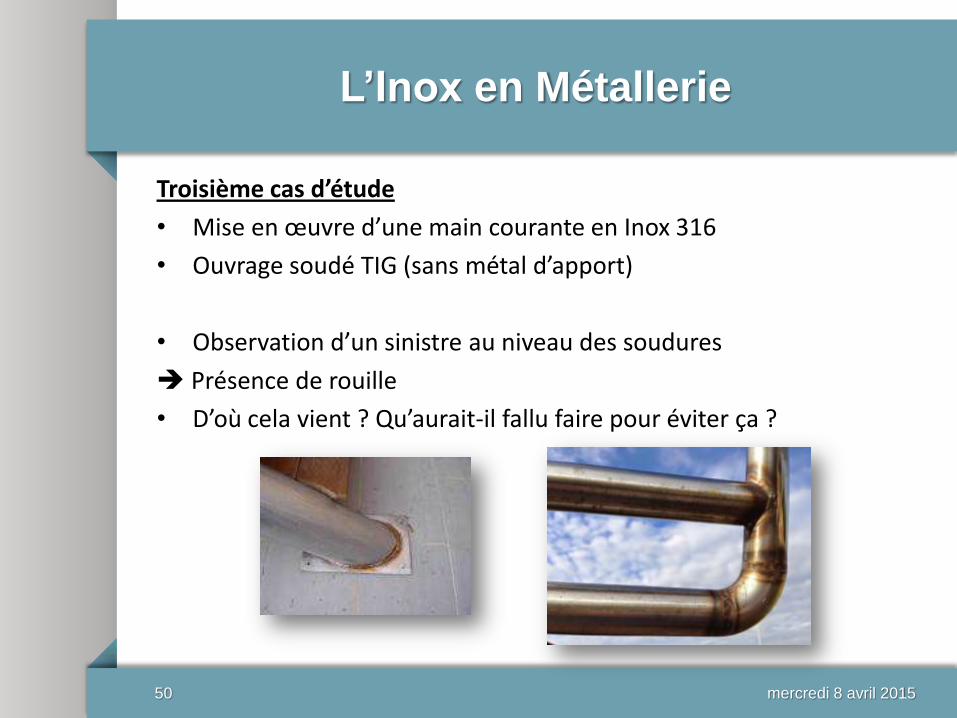
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
• Ouvrage soudé TIG (sans métal d’apport)
• Observation d’un sinistre au niveau des soudures
Présence de rouille
• D’où cela vient ? Qu’aurait-il fallu faire pour éviter ça ?
50

L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
• Ouvrage soudé TIG (sans métal d’apport)
Soudage au TIG – C’est un procédé à l'arc sous protection de gaz inerte avec une électrode infusible
(tungstène W). Le soudage est réalisé à partir d'un arc électrique créé et entretenu entre l'électrode infusible de tungstène (de Ø 1,0 mm à Ø 8,0 mm) et la pièce à souder. Le métal d'apport (baguette de fil dressé de Ø 0,8 mm à Ø 4,0 mm) est amené manuellement ou automatiquement avec un dévidoir motorisé (bobine de fil de Ø 0,8 mm à Ø 2,0 mm) dans le bain de fusion. Comme pour le MIG, l'énergie calorifique de l'arc fait fondre localement la pièce à assembler et le fil d'apport métallique pour constituer le bain de fusion et après refroidissement le cordon de soudure.
51

L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
– Il est essentiel que les soudures soient réalisées selon des modes opératoires
adéquats, avec des produits d’apport compatibles, par des soudeurs qualifiés. Ceci est important non seulement pour garantir la résistance de la soudure et obtenir un profil de soudure défini, mais également pour préserver la résistance à la corrosion de la soudure et du matériau environnant.
– Le soudage des aciers inoxydables austénitiques et duplex est couramment et correctement réalisé au moyen de procédés normaux, à condition que des produits d’apport convenables soient utilisés. La propreté générale ainsi que l’absence de contamination sont importantes pour obtenir une bonne qualité des soudures.
Il convient d’éliminer toutes traces d’huile ou autres hydrocarbures et de crayons gras afin d’éviter leur décomposition et le risque de contamination.
52

L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
– Si la nuance à souder n’est pas une nuance dite bas carbone (< 0.02 % de carbone), il existe un risque plus présent de créer des carbures de chrome (au joint de grains), consommant ainsi du chrome qui ne sera plus disponible pour la protection anticorrosion.
– Il faudra donc utiliser un métal d’apport plus riche en chrome que la matière soudée pour compenser cette déperdition.
53
L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
– Il convient d’utiliser des produits d’apport compatibles permettant d’obtenir
une limite d’élasticité et une résistance ultime des soudures supérieures à celles du métal de base. De plus, pour compenser les pertes de chrome dues à la formation de carbures de chrome, il vaut mieux utiliser des métaux d’apport plus enrichis en chrome.
– Le soudage des Duplex est un sujet particulier, ces derniers étant plus sensibles à la fragilisation. L’Union des Métalliers recommande de se rapprocher du fournisseur de matières premières pour recueillir les conseils liés à la nuance que l’on souhaite travailler.
54

L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
L’Inox ça s’entretient ! – Comme tout matériau, il est indispensable que la surface soit nettoyée
périodiquement de manière à éliminer les salissures qui peuvent s’y déposer. Les salissures s’éliminent par l’utilisation de produits courants du commerce.
– Un nettoyage est impérativement suivi d’un rinçage à l’eau claire et d’un
essuyage si possible.
55

L’Inox en Métallerie
mercredi 8 avril 2015
Troisième cas d’étude
• Mise en œuvre d’une main courante en Inox 316
L’Inox ça s’entretient !
56

L’Inox en Métallerie
mercredi 8 avril 2015
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
Que proposez-vous ?
57
L’Inox en Métallerie
mercredi 8 avril 2015
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
Les architectes et économistes ne savent pas toujours avec précision quelle finition choisir et les appellations sont souvent très confuses.
Il est important de valider avec des échantillons les finitions et aspects de surface souhaités
58

L’Inox en Métallerie
mercredi 8 avril 2015
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
– la différence de prix entre un recuit brillant et un poli miroir peut aller du
simple ou double, suivant les quantités
– Par exemple, pour la façade d'une école d’épaisseur 1,5mm et en 304 : 3100€/T pour le recuit brillant et 6000€/T pour le poli miroir
– avec un poli miroir, on atteint toujours la même qualité de brillance quelle que soient l'épaisseur, les bobines d'inox, à six mois d'intervalle...
– avec un recuit brillant, la brillance dépend beaucoup de l'épaisseur et du nombre de passe de laminage. En épaisseur 0,5mm, l'inox sera très brillant alors qu'il le sera beaucoup moins pour du 2mm.
59

FRAC Ile de France
Architectes : Bona – Lemercier
Artiste X.Veillan
Poli miroir 7D
Ecole primaire Tassin-la demi-lune
Recuit brillant

Office du tourisme Strasbourg
Recuit brillant
Toilettes publiques San Sebastian
Poli miroir 7D

Musée de la Grande guerre - Meaux
Architectes : Labbe
Recuit brillant
Parc public - Danemark
Poli miroir Meca 8ND

Université d’Artois - Arras
Architectes : P.Rousse
Recuit brillant
Sculpture
Artiste : Aryk Levy
Poli miroir 8 ND

Collège de Wazemme
Architectes : de Alzua
Recuit brillant
mercredi 8 avril 2015 65
L’Inox en Métallerie
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
D'une bobine à l'autre, on peut également avoir des écarts de brillance, d'un fournisseur à l'autre aussi.
– Pour une façade à 20m du sol, un poli miroir n'a pas grand intérêt. En revanche, en intérieur, dans un patio, un recuit brillant ne pourra jamais donner le même rendu.
– En terme de mise en œuvre, des reprises de polissage peuvent être faites sur du poli miroir (cas de la sculpture d'Arik Lévy) alors que ce n'est pas possible sur du recuit brillant.

mercredi 8 avril 2015 66
L’Inox en Métallerie
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
• Et les autres finitions ? – Finitions d’usine (LAF, LAC – 1D, 2D, 2B, 2R)
– Finitions polies et brossées
– Finitions à motifs
– Finitions grenaillées et microbillées
– Finitions électropolies
– Finitions colorées
– Etc.

mercredi 8 avril 2015 67
L’Inox en Métallerie
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
• Et les autres finitions ?

mercredi 8 avril 2015 68
L’Inox en Métallerie
Quatrième cas d’étude
• Choix d’un bardage en tôle poli miroir, demandé par le MOE
• Il se pose un problème de budget !
• Et les autres finitions ?
L’Inox en Métallerie Recommandations pour le choix,
la mise en œuvre et l’entretien
Conclusion
mercredi 8 avril 2015 69
Jérémy Blanche Chef de file di GT5 « Inox et Métallerie » Métallerie de l’Authion

L’Inox en Métallerie Recommandations pour le choix, la mise en œuvre et l’entretien
Merci de votre attention mercredi 8 avril 2015