les procédés de valorisation énergétique par pyrolyse & gazéification
TRANSCRIPT

parGérard ANTONINI,
Professeur des Universités (UTC)Congrès Européen ECO-TECHNOLOGIES pour le futur,
Lille, Grand Palais, le 9 juin 2010
Les Procédés de valorisation énergétique par
Pyrolyse & Gazéification
2
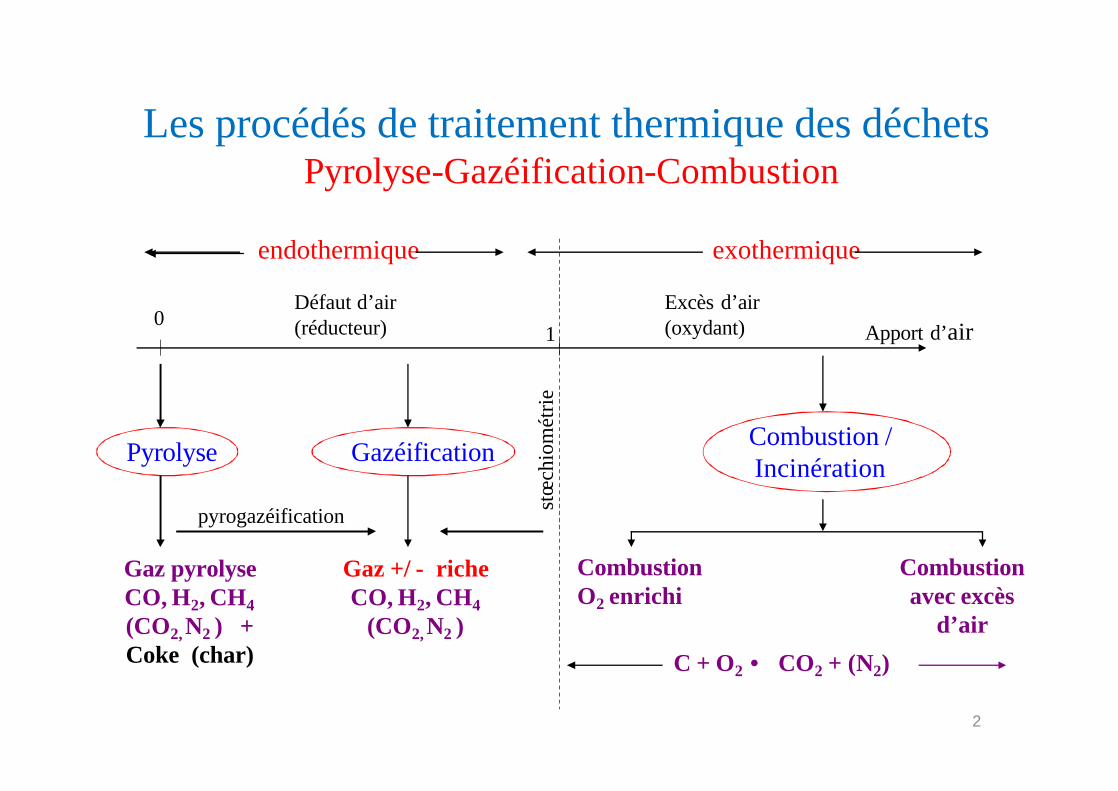
Les procédés de traitement thermique des déchets Pyrolyse-Gazéification-Combustion
endothermique exothermique
Combustion avec excès
d’air
Excès d’air(oxydant)
Défaut d’air(réducteur)0
1 Apport d’air
stœ
chio
mét
rie
Pyrolyse Combustion /IncinérationGazéification
pyrogazéification
Gaz pyrolyse CO, H2, CH4(CO2, N2 ) +Coke (char)
Gaz +/ - riche CO, H2, CH4
(CO2, N2 )
CombustionO2 enrichi
C + O2 • CO2 + (N2)

Préparation amont des déchets : Elaboration de CSR
Les combustibles solides de récupération (CSR) sont des combustiblesdérivés de déchets, à fort pouvoir calorifique et à granulométrie etcomposition physico-chimique constantes, leur conférant la capacité dese substituer à des combustibles conventionnels ou à des déchets bruts.
Les CSR, issus de déchets municipaux , peuvent être élaborés par :- Production directe (pneus usagés, bois, DIB, boues séchées)ü Collecte sélectiveü Tri amont d’affinage
- Production indirecte, à partir d’ opérations de pré-traitement ü Tri aval avec Traitement Mécano-biologique (TMB), dont les procédés
par pressage/extrusion(production de CSR couplée à une production de biogaz et/ou du compost)ü Pyrolyse

4
Gaz incondensables :(CO, H2, CH4, CO2, N2)
Condensables :(huile, aromatique, goudrons, H2O)
Conversion thermochimique par pyrolyse
mS
mG
C, H, O, N, MM, H2O
(C, MM*) + CO, H2, CH4, CnHm, N2, H2O
Coke
∆H > 0
§Atmosphère réductrice§Réaction endothermique § 350 °C < T < 550 °C
*MM : Matières Minérales
Sous l’appellation de pyrolyse sont regroupés des procédés de décomposition thermique d’une matière carbonée, dont la biomasse et les déchets, pour former un semi-coke et un gaz combustible
(∆H > 0)
5
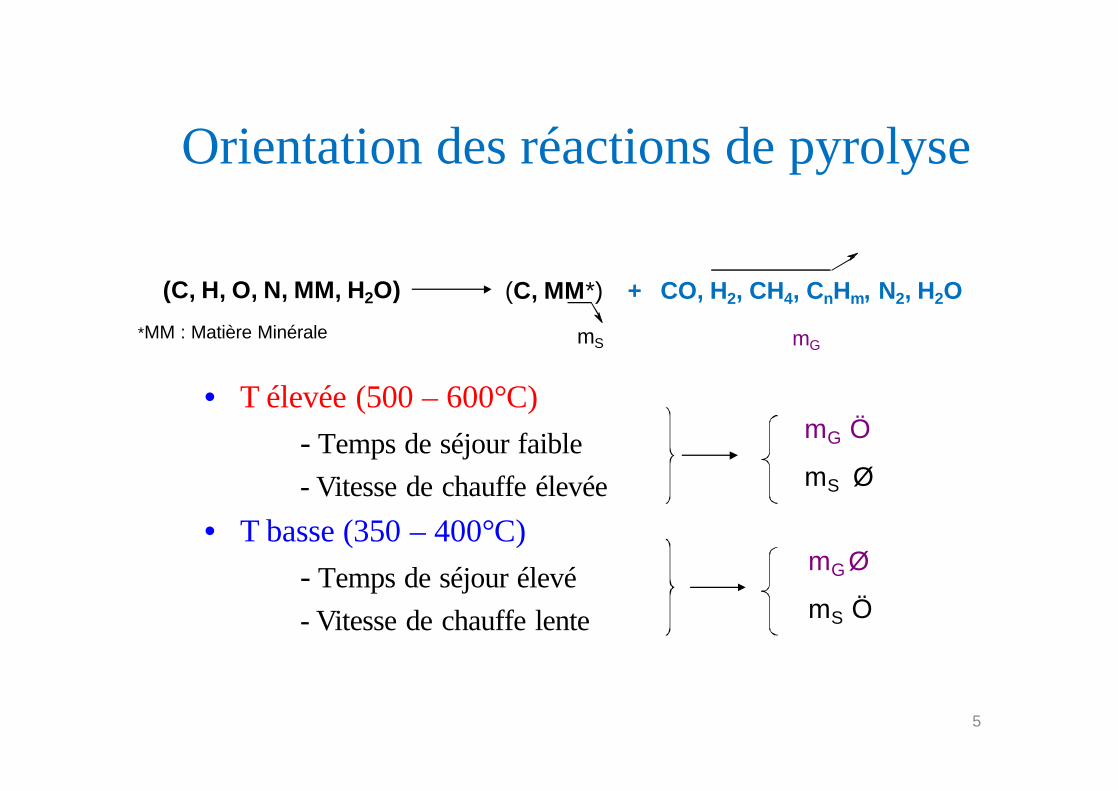
• T élevée (500 – 600°C)- Temps de séjour faible- Vitesse de chauffe élevée
• T basse (350 – 400°C) - Temps de séjour élevé- Vitesse de chauffe lente
Orientation des réactions de pyrolyse
(C, H, O, N, MM, H2O)
mG Ö
mS Ø
mG Ø
mS Ö
mS mG*MM : Matière Minérale
(C, MM*) + CO, H2, CH4, CnHm, N2, H2O

6
Produits de pyrolyse pour 1 tonne de biomasse (sur sec)
1 tonne MS T = 500°C T = 350°C
Gaz de pyrolyse dont :n huile (aromatiques, Hydrocarbures Lourds)nGaz H2, CO, CO2
840 kg
730
110
570 kg
190
380
Coke de pyrolyse 160 kg 430 kg

7
Gaz pyrolyse
Schéma type d’un procédé de Pyrolyse basse T, long temps de séjour
Déchets
Coke
CSR
Chambre de Combustion
Air
Fumées
Fumées de combustion
Pyrolyse
Basse T
8
Conclusions Pyrolyse
• Acceptabilité sociétale (alternative à l’incinération)
• Valorisation énergétique possible :- Si coke peu (pas) pollué : valorisation thermique en tant que combustible secondaire (CSR),
- Si coke pollué (cendres, halogènes, et métaux lourds) : ØDébouchés (incinération, cimenteries, chaufferies)
incertains à Nécessité d’épurer les cokesØDéveloppement de la pyro-gazéification (craquage du gaz
ou gazéification du Coke), pour efficacité énergétique optimale
Conversion thermochimique par gazéification
Sous l’appellation de gazéification sont regroupés des procédés quipermettent de transformer à haute température une matière carbonée,dont la biomasse et les déchets, en un gaz combustible
üAtmosphère réductrice ü Réaction endothermique (∆H > 0)ü 650 °C < T < 850 °C
(Déchet brut, CSR) + H2O et O2 (+ N2)
CO, H2, CH4, H2O(+ N2) (+ CO2) (Gaz combustible + inertes)

Les réactions thermochimiques mises en jeu en gazéification
• C + H2O • CO + H2∆Ho = +131 kJ mol –1 (réaction de vapo gazéification)
• C + CO2 • 2CO∆Ho = +173 kJ mol –1 (réaction de Boudouard)
• C + 2 H2 • CH4 ∆Ho = - 74,8 kJ mol –1 (réaction formation du méthane)
• CO + H2O • CO2 + H2∆Ho = - 41 kJ mol –1 (réaction de conversion shift)
• C + O,5 O2 • CO ∆Ho = - 110 kJ mol –1 (réaction du gaz à l’air)
Valorisation énergétique des gaz de synthèse
• En sortie du gazéifieur, le gaz de synthèse produit peut êtreoxydé par combustion à faible excès d’air. Cette oxydationpeut être réalisée :
üDans un procédé de traitement thermique (séchage,cuisson, four verrier, …), en substitution du gaz naturel
üPar postcombustion du gaz dans une chaudière derécupération en aval (pyro-gazéification intégrée), pour laproduction de vapeur alimentant un GTA fonctionnant encogénération,
üPar combustion interne, après refroidissement et épuration,en moteur thermique, ou en turbine à gaz, pour uneproduction optimisée d’électricité.

12
Principe de la pyro-gazéification intégrée pour une cogénération chaleur/électricité

Valorisation énergétique en pyro-gazéification intégrée
• Les gaz combustibles produits par la chambre de pyro-gazéification intégrée sont :ü dirigés vers une chambre de combustion secondaire, leur
valorisation énergétique étant effectuée par utilisation de chaudière de récupération conventionnelles.
ü L’abattage des goudrons en sortie gazéifieur n’est pas nécessaire, car ils sont détruits thermiquement
ü La combustion des gaz produits dans une chambre secondaire, peut alors, être complète avec des facteurs d’air peu élevés, caractéristiques des combustions en phase homogène.
ü Il en résulte :Øune forte diminution du volume des fumées, et par là, une forte
réduction des pertes thermiques convectives à la cheminée, qui setraduit par une augmentation du potentiel de récupérationthermique par chaudière de récupération.ØUne réduction de la taille de l’installation

Les procédés de pyro-gazéification intégrée
• Les fumées, en sortie de chambre de postcombustion, sonttraitées (neutralisation, dépoussiérage, de-Diox) par desdispositifs conventionnels (système d’épuration des fuméesen voie sèche)
• Ce type de dispositif, permet de satisfaire l’ensemble desnormes d’émissions à l’atmosphère, quelque soit les teneurseffective en chlore, soufre et métaux lourds du CSR entrant

Comparaison des techniques de valorisation des déchets
Préparation du déchet non Élaboration d’un CSR
Atmosphère de traitement Oxydante RéductriceChaleur de réaction •H Exothermique (•H < 0) Endothermique (•H > 0)
Agent réactif Oxygène (air) Vapeur d’eau
Réaction thermochimique C + O2 • CO2 (oxydation) C+H2O • CO+H2 (vapo-gazéification)
Mode de conduite Excès d’air (f = 1,8-2) Défaut d’air (f = 0,1-0,2)
Produits de réactions Fumées neutres Gaz de synthèse combustible
Température de traitement 950-1000°C 500-550°CVolume de gaz généré 4500 à 5 500 Nm3/ T déchets 1800 à 2500 Nm3/ T déchets
Volume de fumées rejeté à l’atmosphère
3- 3,1 Nm3/ thermie déchet 1,6-1,7 Nm3/ thermie déchet
Limite de PCI < 3000 Kcal/Kg > 3000 Kcal/KgTeneur en carbone fixe des résidus
solides2 - 4% < 0,5%
Coût d’investissement (rapporté au débit déchet)
3,8 M€/(T/h)(PCI entrant = 2200 kcal /kg)
3,15 M€/(T/h)(PCI entrant = 3870 kcal/kg)
Coût d’investissement (rapporté à la puissance thermique
déchet entrant)1,48 M€/ MWthentrant 0,8 M€/ MWthentrant
INCINERATION GAZEIFICATION

Les procédés adaptés à la production optimisée d’électricité
Ils visent à la mise en place de gazéifieurs destinés à l’alimentation de moteurs thermiques ou de turbines à gaz, pour la production d’électricité

Les procédés adaptés à la production optimisée d’électricité
• Avantagesü Bon rendement énergétique : le rendement net en conversion
électrique par moteurs thermiques est de 29,5%. Ce rendement peut passer à 32% par utilisation de turbines à gaz. Une partie des chaleurs perdues peut être utilisée pour couvrir les besoins en chauffage du site.
ü Vitrification intégrée des mâchefers, cendres et REFIOM, pour former un solide inerte, non lixiviable, utilisable en techniques routières.
• Inconvénientsü Préparation poussée des déchets nécessaire.ü Craquage des goudrons nécessaireü Traitement poussé des gaz, pour atteindre les spécifications en entrée
moteur.

Cahier des charges pour l’utilisation de gaz de synthèse en chambre de combustion interne
(moteur, turbine à gaz)
Application Goudrons mg/Nm3
Particules mg/Nm3
Alcalins mg/Nm3
Ammoniac mg/Nm3
Chlorures mg/Nm3
Sulfures mg/Nm3
Moteur < 50 < 50 < 1 < 50 < 10 < 100
Turbine < 5 < 30 ≈ ppmv

Gazéification HT en lit entraîné : le Procédé Carbo-V (Choren)
Pyro-Gazéification étagée (750 – 1200°C) üVitrification des cendres

Procédé d’épuration des goudrons Olga mis en place par Eneria.
PCI du Syngaz en alimentation moteur à gaz : 5MJ/Nm3

Procédé de Gazéification HERA
• Procédé de gazéification assisté par torche à plasma• Un pilote est installé à Castellgali (Barcelone). Il consiste en
un ensemble complet de gazéification, d’une capacité de traitement en continu de 80-150 kg/h, d’un déchet de PCI moyen égal à 3900 kcal/kg, à 23,5% d’humidité, comprenant :
üUn dispositif de préparation et d’alimentation de déchetsüUn gazéifieur à trois chambres séparées interconnectées (primaire,
secondaire, tertiaire)üUn traitement des gaz produitsüUn ensemble moteurs thermiques à gaz pour la production
d’électricité (GE Jenbacher)
Les procédés adaptés à la production d’électricité

Procédé d’épuration des goudrons par craquage thermique
Chambre de craquage thermique des goudrons par Torche à plasma (procédé Hera-Plasco)Température de sortie syngaz : 1200°C

Valorisations matière des gaz de synthèse
• En sortie du gazéifieur, le gaz de synthèse produit, peut, après épuration poussée, être transformé :
üEn combustible liquide de 2° génération (BTL), par reformage et conversion catalytique Fisher-Tropsch,üEn bio-SNG (Synthetic Natural Gas), par réaction de
méthanation,üEn bio-H2, par conversion déplacée à la vapeur d’eau, et
séparation membranaire du mélange CO2/ H2

MERCI DE VOTRE ATTENTION