le passé !! l’avenir…. micro lubrification air - lubrifiant microlub saphy... · qu’est ce...
TRANSCRIPT
Le Passé !!
L’avenir….
Micro lubrification
Air - lubrifiant
Your partner for micro lubrication
Qu’est ce que la micro lubrification ?
Comme son nom le laisse supposer, le principe consiste à utiliser, de manière très réduite, un produitlubrifiant.
On peut dès lors définir la micro lubrification comme suit :
Le BON PRODUIT
Au BON ENDROIT
Au BON MOMENT
Dans la BONNE QUANTITE
Le procédé est apparu il y quelques années, à la suite d’une grande demande de l’industrie pour réduire lescoûts de production et augmenter la productivité.
TECNOLUB s’est tout de suite intéressé à ce nouveau procédé et développe, depuis 20 ans, des systèmes demicro lubrification permettant de répondre aux différentes demandes de ses clients.
Plus spécifiquement orientée vers le secteur des transformations métalliques, que ce soit par enlèvement decopeaux ou par déformation, TECNOLUB étudie – développe – conçoit et réalise également des systèmespour toute entreprise qui, à un moment donné dans sa production, doit appliquer un produit liquide oulubrifiant.
Quels sont les avantages de la micro lubrification ?
Contrôle du volume de lubrifiant et réduction de 50 à 90 % de sa consommation. Suppression du volume de produits à recycler, moins de stockage, moins de manutentions. Réduction des coûts. Amélioration des conditions de travail : hygiène et sécurité accrue. Meilleur respect de l’environnement. Utilisation d’un lubrifiant toujours neuf possédant, de ce fait, toujours ses caractéristiques optimales. Possibilité de supprimer les opérations de dégraissage des pièces.
Dans le cas plus précis de l’usinage des métaux :
Augmentation des performances d’usinage, possibilité d’augmenter les vitesses. Meilleur état de surface des pièces usinées, réduction de la température de frottement. Prolongement de la durée de vie des outils, car le lubrifiant est consommé pendant l’opération et est
toujours neuf. Copeaux secs : ne nécessitent pas d’essorage et peuvent être mieux valorisés. Possibilité de travailler avec un lubrifiant soluble ► meilleur refroidissement de l’outil, car le
mélange air/eau/huile, lorsqu’il est pulvérisé, abaisse la température de 8 °C. Propreté des machines et des environnements de production. Parfaite visibilité lors de l’usinage. Pas de formation de brouillards d’huile dans l’atelier. Suppression des problèmes de bactéries et fongis dans les bains d’huiles solubles. Amortissement rapide de l’installation. Simplicité et fiabilité.

TECNOLUB conçoit, développe et fabrique des systèmes de micro lubrification de 3 types :
o Les MICRO POMPES
o Les RESERVOIRS SOUS PRESSION
o Les POMPES VOLUMETRIQUES
1. Les Micro Pompes.
Description.
Des micro pompes volumétriques à piston pneumatique injectent des quantités minimes de lubrifiant autravers d’un tube capillaire jusqu’à la buse de sortie. En parallèle, un deuxième capillaire amène à la busel’air de pulvérisation en basse pression.
Un réservoir, contenant le lubrifiant, alimente par gravité la ou les micro pompes.
La mise en marche du système peut être manuelle, électrique ou pneumatique.
Après la mise en service, les micro pompes sont cadencées soit par un séquenceur pneumatique qui permetun réglage de 1 à 180 impulsions par minute, soit par une électrovanne commandée par un signal extérieur(automate, commande CN).L’air de pulvérisation est contrôlé par un manodétendeur réglable de 0 à 2,5 bars.
Applications.
Lubrification en usinage par enlèvement de copeaux : fraisage, portique UGV, portique de fraisagemultibroches, brochage, sciage, perçage, taraudage,…
Lubrification en emboutissage : frappe à froid, emboutis profonds, découpage fin, poinçonnage,outils à suivre,…
Lubrification en maintenance : huilage de chaînes, huilage de convoyeurs,… Application de démoulants, de produits anti corrosion,…
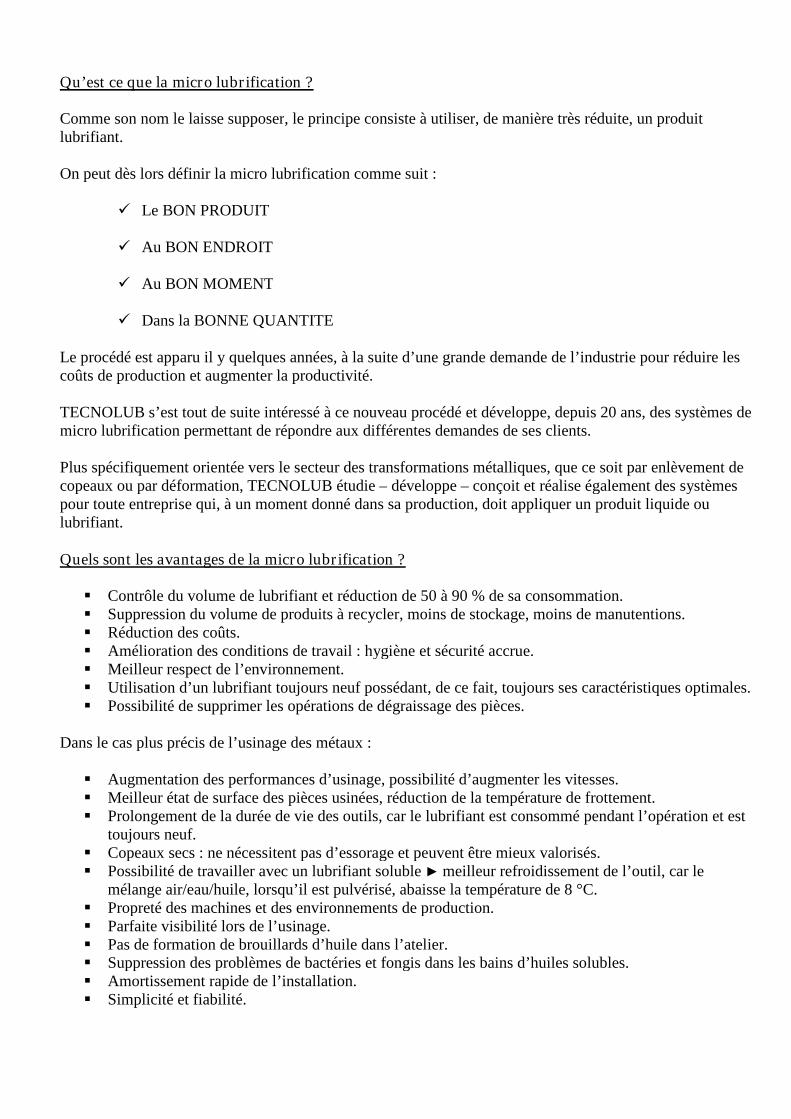
Le cœur du système : la micro pompe.
La micro pompe a un débit réglable de 0 à 30 mm³/coup. En moyenne la rotation d’un cran de la molettepermet d’obtenir un incrément ou décrément de 0,7 mm³/cran. Un tour complet compte 10 crans.C’est une pompe à servocommande pneumatique dotée d’un clapet de refoulement et d’un bouchon depurge pour faciliter l’amorçage.La micro pompe est toujours fixée sur une base, cette dernière existe pour des installations allant de 1 à 6pompes.La course aller du piston pousse le lubrifiant dans le capillaire vers la buse de sortie. La pression d’airéliminée, la servocommande fait faire au piston une course inverse sous l’action d’un contre ressort. Unenouvelle quantité de lubrifiant est aspirée, depuis le réservoir, dans le cylindre de la pompe et sera expulséeau prochain actionnement.
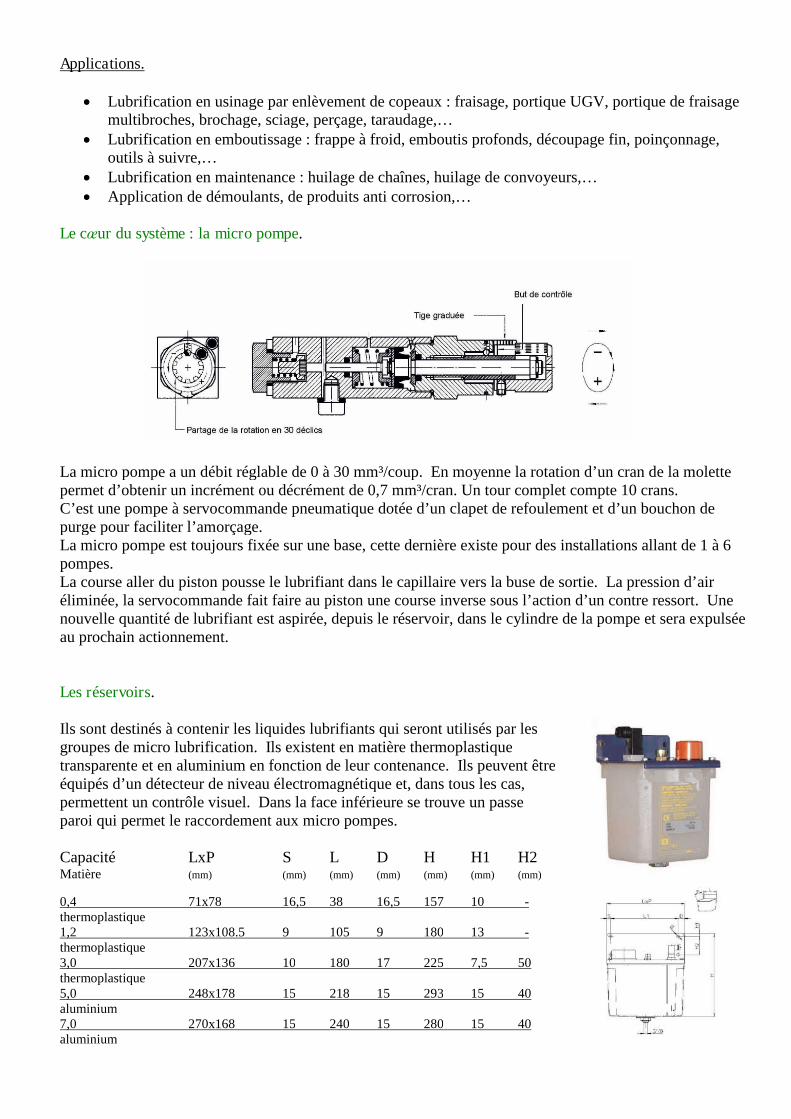
Les réservoirs.
Ils sont destinés à contenir les liquides lubrifiants qui seront utilisés par lesgroupes de micro lubrification. Ils existent en matière thermoplastiquetransparente et en aluminium en fonction de leur contenance. Ils peuvent êtreéquipés d’un détecteur de niveau électromagnétique et, dans tous les cas,permettent un contrôle visuel. Dans la face inférieure se trouve un passeparoi qui permet le raccordement aux micro pompes.
Capacité LxP S L D H H1 H2Matière (mm) (mm) (mm) (mm) (mm) (mm) (mm)
0,4 71x78 16,5 38 16,5 157 10 -thermoplastique1,2 123x108.5 9 105 9 180 13 -thermoplastique3,0 207x136 10 180 17 225 7,5 50thermoplastique5,0 248x178 15 218 15 293 15 40aluminium7,0 270x168 15 240 15 280 15 40aluminium
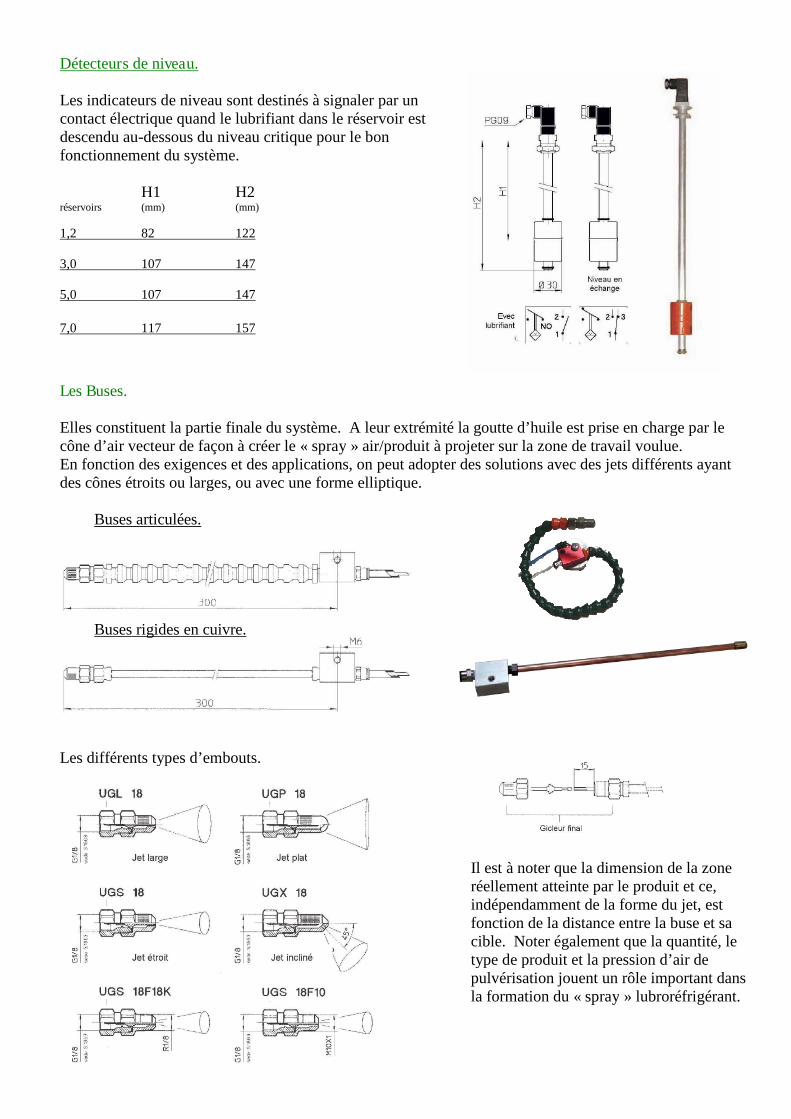
Détecteurs de niveau.
Les indicateurs de niveau sont destinés à signaler par uncontact électrique quand le lubrifiant dans le réservoir estdescendu au-dessous du niveau critique pour le bonfonctionnement du système.
H1 H2réservoirs (mm) (mm)
1,2 82 122
3,0 107 147
5,0 107 147
7,0 117 157
Les Buses.
Elles constituent la partie finale du système. A leur extrémité la goutte d’huile est prise en charge par lecône d’air vecteur de façon à créer le « spray » air/produit à projeter sur la zone de travail voulue.En fonction des exigences et des applications, on peut adopter des solutions avec des jets différents ayantdes cônes étroits ou larges, ou avec une forme elliptique.
Buses articulées.
Buses rigides en cuivre.
Les différents types d’embouts.
Il est à noter que la dimension de la zoneréellement atteinte par le produit et ce,indépendamment de la forme du jet, estfonction de la distance entre la buse et sacible. Noter également que la quantité, letype de produit et la pression d’air depulvérisation jouent un rôle important dansla formation du « spray » lubroréfrigérant.
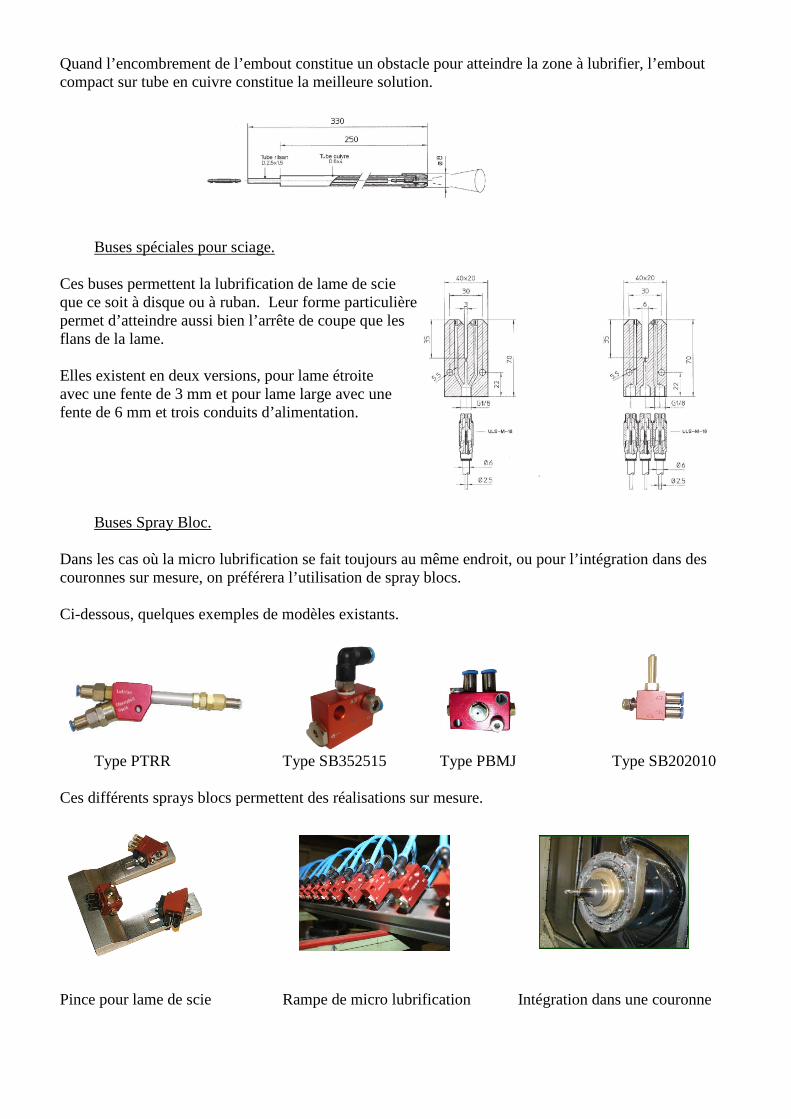
Quand l’encombrement de l’embout constitue un obstacle pour atteindre la zone à lubrifier, l’emboutcompact sur tube en cuivre constitue la meilleure solution.
Buses spéciales pour sciage.
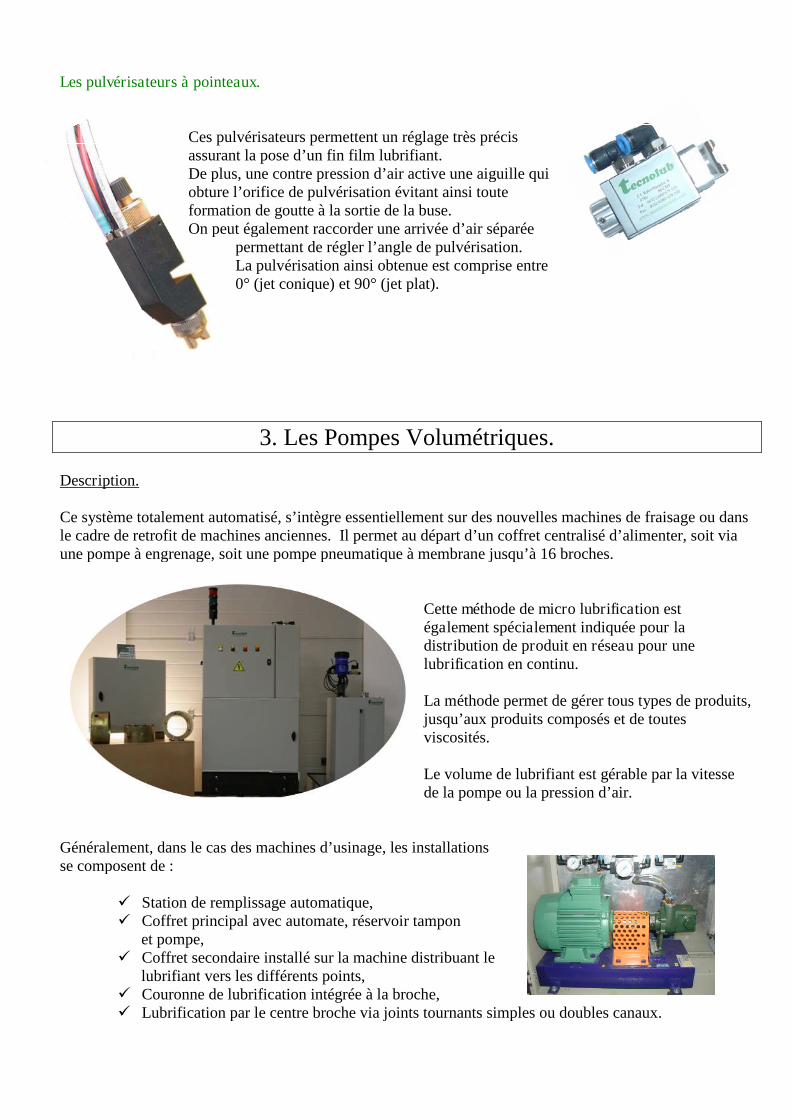
Ces buses permettent la lubrification de lame de scieque ce soit à disque ou à ruban. Leur forme particulièrepermet d’atteindre aussi bien l’arrête de coupe que lesflans de la lame.
Elles existent en deux versions, pour lame étroiteavec une fente de 3 mm et pour lame large avec unefente de 6 mm et trois conduits d’alimentation.
Buses Spray Bloc.
Dans les cas où la micro lubrification se fait toujours au même endroit, ou pour l’intégration dans descouronnes sur mesure, on préférera l’utilisation de spray blocs.
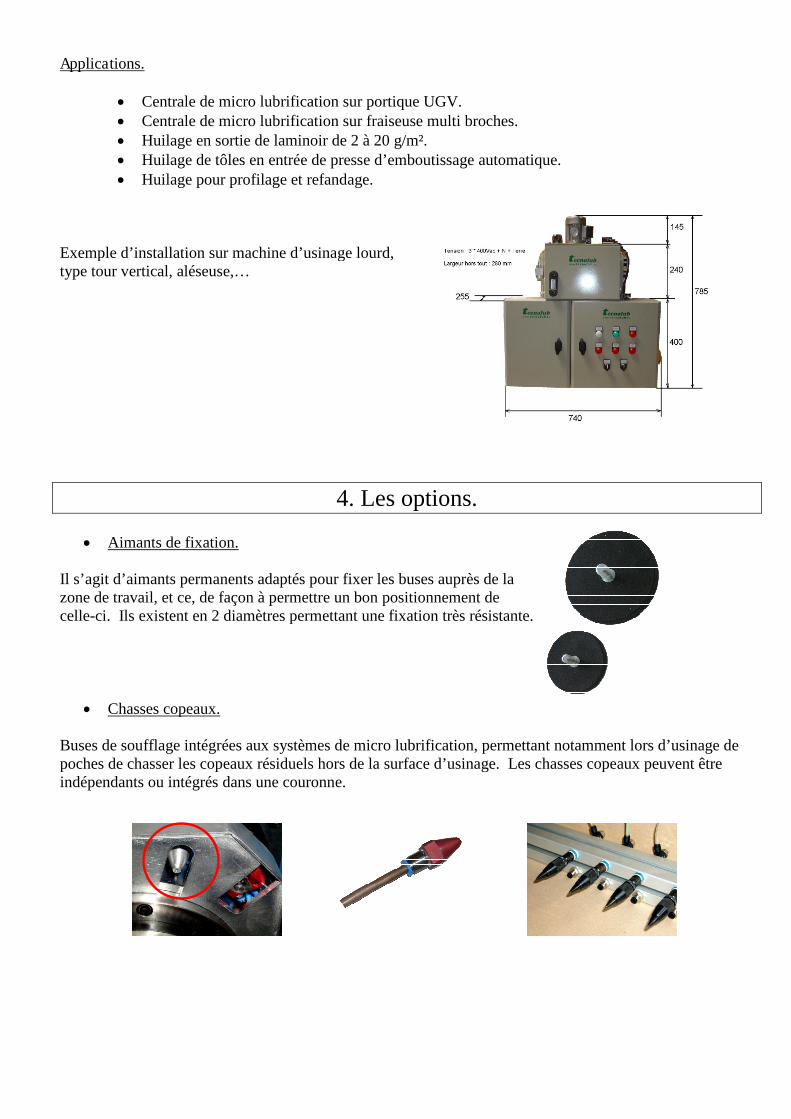
Ci-dessous, quelques exemples de modèles existants.
Type PTRR Type SB352515 Type PBMJ Type SB202010
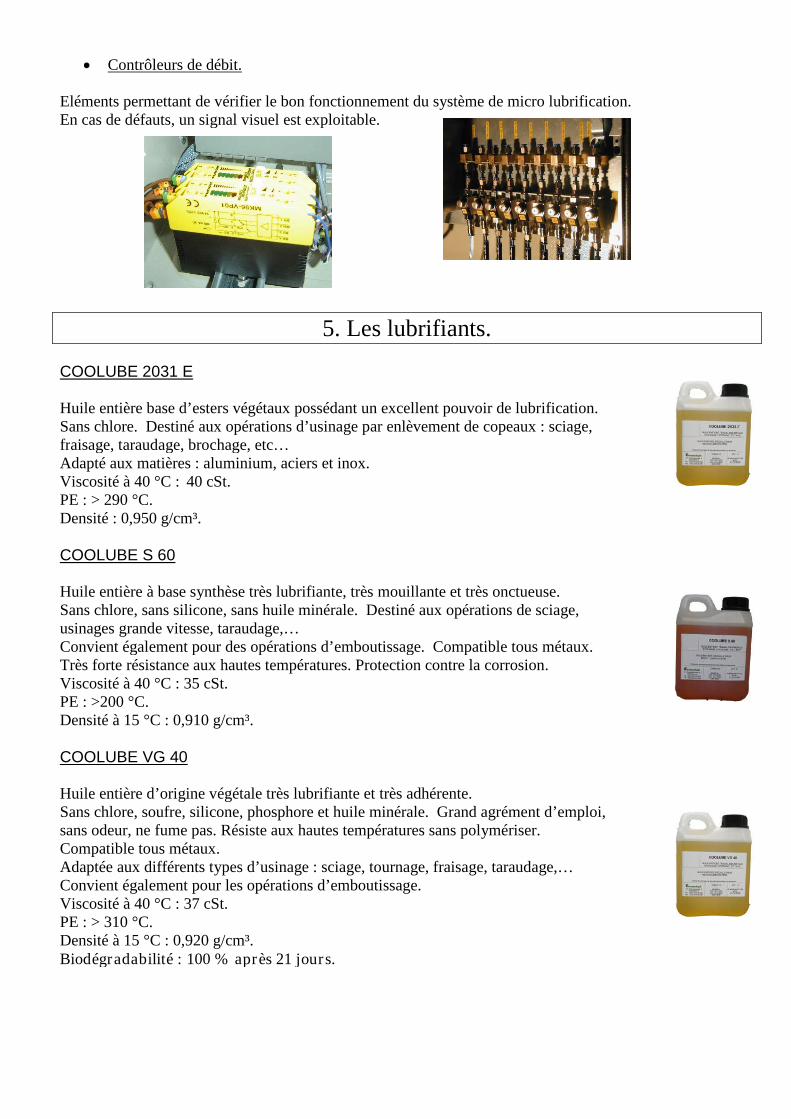
Ces différents sprays blocs permettent des réalisations sur mesure.
Pince pour lame de scie Rampe de micro lubrification Intégration dans une couronne

2. Les Réservoirs sous Pression.
Description.
Un liquide est mis sous pression dans un réservoir et envoyé dans un réseau vers des buses de micropulvérisation. Un cône d’air vecteur à réglage indépendant pulvérise le liquide vers la zone de travaildéfinie.
Ce procédé est adaptable à tous types de produit, même agressifs et ce, à des viscosités de 5 à 320 cSt.
Les possibilités de réglage sont :
1. Pression sur le réservoir2. Pression de pulvérisation3. Réglage manuel du débit produit
Ces systèmes sont idéaux pour :
Application de couches minces et uniformes de produits. Alimentation de rampes de pulvérisation
Applications.
Huilage de tôle en sortie de laminage. Skin Pass Humide en Laminoir. Huilage de bande en entrée de presse d’emboutissage. Huilage de galet sur ligne de profilage. Adaptation sur robots pour application de démoulant dans l’injection plastique. Pulvérisation de produits dans l’industrie agro alimentaire.
Le cœur du système : le réservoir.
Les réservoirs existent dans différents volumes allant de 2 litres en PTFE transparent, de 24 litres en inox etde 100 litres an acier.
Ils permettent toujours un contrôle visuel du niveau.
Les buses.
Les buses utilisées sont identiques à celles utilisées pour les micro pompes.
Les pulvérisateurs à pointeaux.
Ces pulvérisateurs permettent un réglage très précisassurant la pose d’un fin film lubrifiant.De plus, une contre pression d’air active une aiguille quiobture l’orifice de pulvérisation évitant ainsi touteformation de goutte à la sortie de la buse.On peut également raccorder une arrivée d’air séparée
permettant de régler l’angle de pulvérisation.La pulvérisation ainsi obtenue est comprise entre0° (jet conique) et 90° (jet plat).
3. Les Pompes Volumétriques.
Description.
Ce système totalement automatisé, s’intègre essentiellement sur des nouvelles machines de fraisage ou dansle cadre de retrofit de machines anciennes. Il permet au départ d’un coffret centralisé d’alimenter, soit viaune pompe à engrenage, soit une pompe pneumatique à membrane jusqu’à 16 broches.
Cette méthode de micro lubrification estégalement spécialement indiquée pour ladistribution de produit en réseau pour unelubrification en continu.
La méthode permet de gérer tous types de produits,jusqu’aux produits composés et de toutesviscosités.
Le volume de lubrifiant est gérable par la vitessede la pompe ou la pression d’air.
Généralement, dans le cas des machines d’usinage, les installationsse composent de :
Station de remplissage automatique, Coffret principal avec automate, réservoir tampon
et pompe, Coffret secondaire installé sur la machine distribuant le
lubrifiant vers les différents points, Couronne de lubrification intégrée à la broche, Lubrification par le centre broche via joints tournants simples ou doubles canaux.
Applications.
Centrale de micro lubrification sur portique UGV. Centrale de micro lubrification sur fraiseuse multi broches. Huilage en sortie de laminoir de 2 à 20 g/m². Huilage de tôles en entrée de presse d’emboutissage automatique. Huilage pour profilage et refandage.
Exemple d’installation sur machine d’usinage lourd,type tour vertical, aléseuse,…
4. Les options.
Aimants de fixation.
Il s’agit d’aimants permanents adaptés pour fixer les buses auprès de lazone de travail, et ce, de façon à permettre un bon positionnement decelle-ci. Ils existent en 2 diamètres permettant une fixation très résistante.
Chasses copeaux.
Buses de soufflage intégrées aux systèmes de micro lubrification, permettant notamment lors d’usinage depoches de chasser les copeaux résiduels hors de la surface d’usinage. Les chasses copeaux peuvent êtreindépendants ou intégrés dans une couronne.
Contrôleurs de débit.
Eléments permettant de vérifier le bon fonctionnement du système de micro lubrification.En cas de défauts, un signal visuel est exploitable.
5. Les lubrifiants.
COOLUBE 2031 E
Huile entière base d’esters végétaux possédant un excellent pouvoir de lubrification.Sans chlore. Destiné aux opérations d’usinage par enlèvement de copeaux : sciage,fraisage, taraudage, brochage, etc…Adapté aux matières : aluminium, aciers et inox.Viscosité à 40 °C : 40 cSt.PE : > 290 °C.Densité : 0,950 g/cm³.
COOLUBE S 60
Huile entière à base synthèse très lubrifiante, très mouillante et très onctueuse.Sans chlore, sans silicone, sans huile minérale. Destiné aux opérations de sciage,usinages grande vitesse, taraudage,…Convient également pour des opérations d’emboutissage. Compatible tous métaux.Très forte résistance aux hautes températures. Protection contre la corrosion.Viscosité à 40 °C : 35 cSt.PE : >200 °C.Densité à 15 °C : 0,910 g/cm³.
COOLUBE VG 40
Huile entière d’origine végétale très lubrifiante et très adhérente.Sans chlore, soufre, silicone, phosphore et huile minérale. Grand agrément d’emploi,sans odeur, ne fume pas. Résiste aux hautes températures sans polymériser.Compatible tous métaux.Adaptée aux différents types d’usinage : sciage, tournage, fraisage, taraudage,…Convient également pour les opérations d’emboutissage.Viscosité à 40 °C : 37 cSt.PE : > 310 °C.Densité à 15 °C : 0,920 g/cm³.Biodégradabilité : 100 % après 21 jours.
EMULTEC VG MICRO
Lubrifiant de coupe hydrosoluble à base d’huiles végétales estérifiées.Formulé sans chlore, bactéricides libérateurs de formaldéhyde, dérivés phénoliques,métaux lourds et silicones. Recommandé pour l’usinage des aluminiums (excepté lesaluminiums aéronautiques) et aciers inoxydables.Viscosité à 40 °C : 23 cSt.Densité à 15 °C : 0,997 g/cm³.
TEC OIL EV 12 NF
Lubrifiant évanescent sans chlore spécial pour métaux non ferreux. Constituéd’hydrocarbures renforcés par des agents d’onctuosité et des dopes anti-grippage etanti-soudure spécifiques. Plus spécifiquement adapté aux opérations de découpage,formage, profilage et emboutissage. Il convient également pour le sciage et le fraisagede l’aluminium.Viscosité à 20 °C : 3 cSt.Incolore.Densité à 15 °C : 0,760 g/cm³.PE : 62 °C.
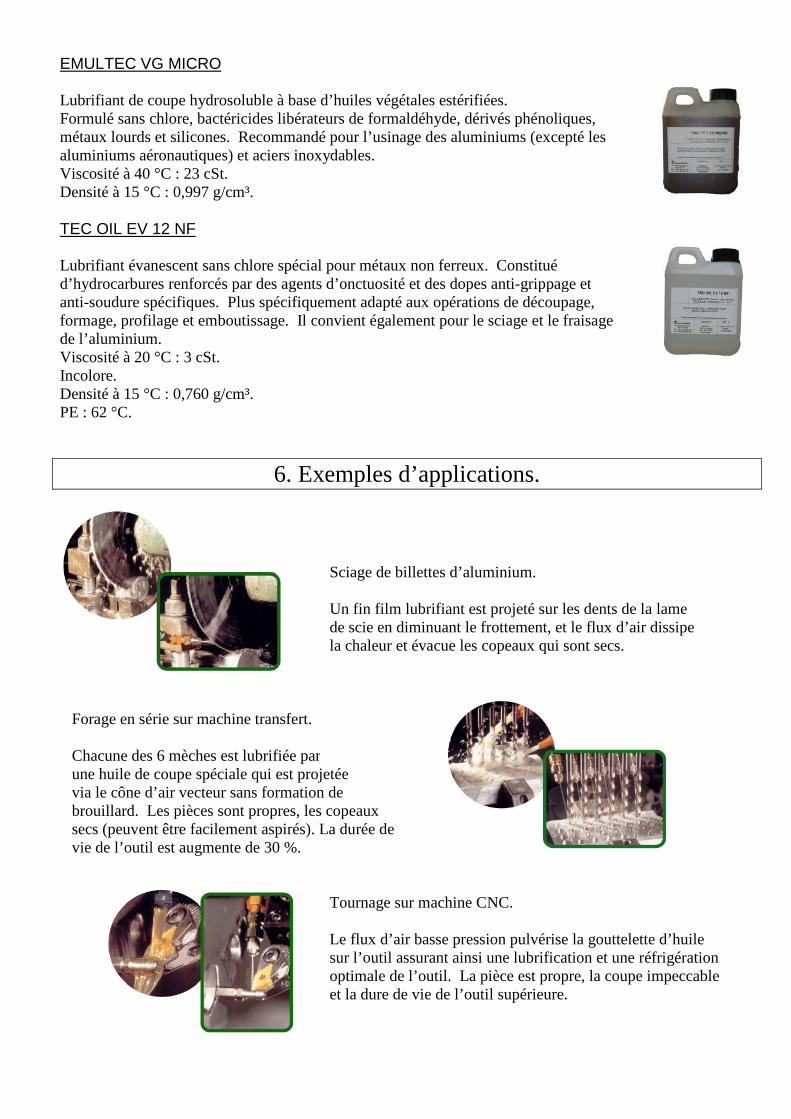
6. Exemples d’applications.
Sciage de billettes d’aluminium.
Un fin film lubrifiant est projeté sur les dents de la lamede scie en diminuant le frottement, et le flux d’air dissipela chaleur et évacue les copeaux qui sont secs.
Forage en série sur machine transfert.
Chacune des 6 mèches est lubrifiée parune huile de coupe spéciale qui est projetéevia le cône d’air vecteur sans formation debrouillard. Les pièces sont propres, les copeauxsecs (peuvent être facilement aspirés). La durée devie de l’outil est augmente de 30 %.
Tournage sur machine CNC.
Le flux d’air basse pression pulvérise la gouttelette d’huilesur l’outil assurant ainsi une lubrification et une réfrigérationoptimale de l’outil. La pièce est propre, la coupe impeccableet la dure de vie de l’outil supérieure.

Adresse d’exploitation.
Tecnolub saZoning Industriel de Kaiserbaracke, 6
4780 RECHTBelgique
Tél. : 0032 80 679 559Fax : 0032 80 678 346
Website : www.tecnolubsystem.com
e-mail : [email protected]
Un renseignement ? Une information complémentaire ?N’hésitez pas à nous contacter, nous nous ferons un plaisir de répondre
à vos questions.
Si vous désirez une offre ou un budget, vous pouvez télécharger sur notre siteun formulaire vous permettant de décrire l’application voulue.
Les produits TECNOLUB sont commercialisés dans votre région par :