le mrp - ginext.e-monsite.comginext.e-monsite.com/medias/files/5-chp4-mrp-5.pdf · première...
TRANSCRIPT
Le MRPLe MRP
1. D1. Dééfinitionsfinitions
2. Architecture d2. Architecture d’’un systun systèème MRP 2me MRP 2
3. La Planification des besoins en 3. La Planification des besoins en composantcomposant
4. Le Plan Directeur4. Le Plan Directeur
5. Processus d5. Processus d’’actualisationactualisation
6. La prise en compte des contraintes 6. La prise en compte des contraintes de capacitde capacitéé
1. Définitions
MRP :
Material Requirement Planning (ou MRP 0) : planification
des besoins en composants. Première définition du MRP par
J.Orliky (1965)
Méthode de Régulation de la Production (ou MRP 1) :
adjonction d’une boucle de validation a posteriori de la capacité
Manufacturing Resource Planning (ou MRP 2) : ou
management des ressources de production. Définition donnée par
O.Wight (1979) proposant de faire du MRP 0 la base de la gestion
prévisionnelle de l’ensemble des ressources de production
My Real Problem : traduction donnée par Burbigge au début
des années 90
2. Architecture d’un système MRP 2
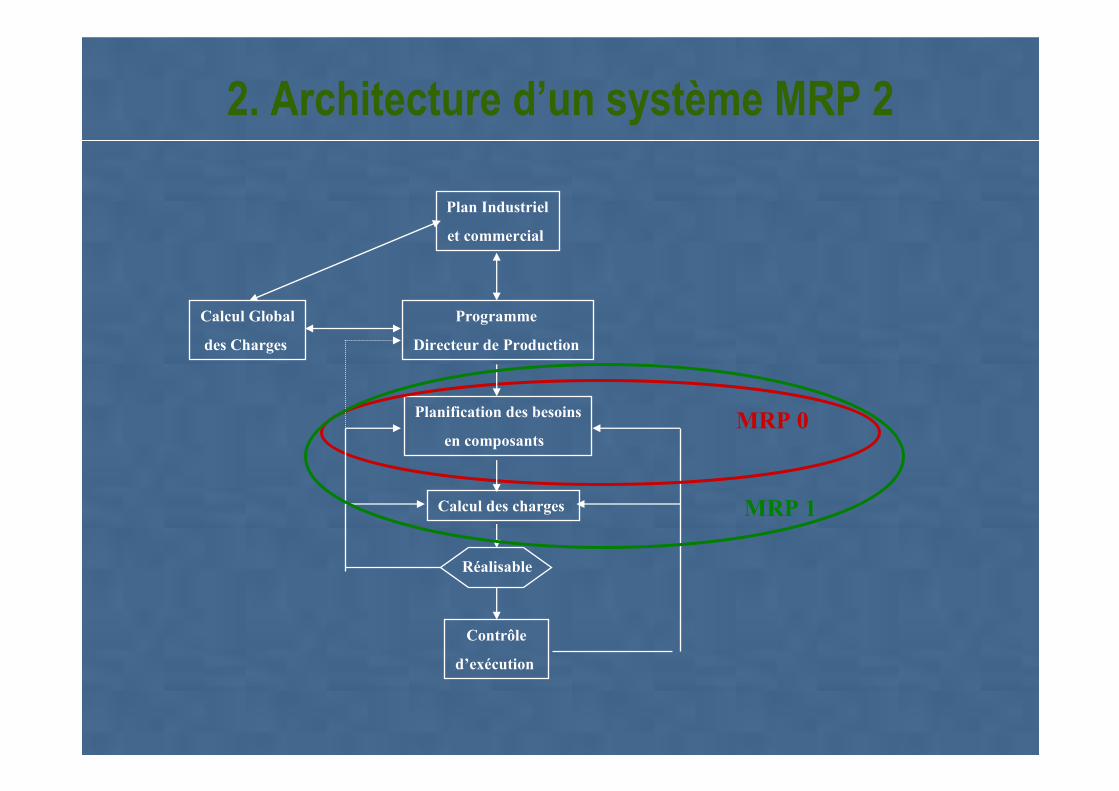
Plan Industriel
et commercial
Programme
Directeur de Production
Calcul Global
des Charges
Contrôle
d’exécution
Planification des besoins
en composants MRP 0
Calcul des charges
Réalisable
MRP 1
3. La Planification des besoins en composants (1)
3.1. Principes fondateurs du MRP
3.1.1. Distinction des besoins dépendants et des besoins indépendants
Besoins Indépendants: besoins en produits vendus à l'extérieur (independent demand). Il s’agit de la demande finale
Besoins dépendants : Besoins issus d’une décision de fabriquer des produits composés . (dependent demand)
Dans le MRP, on saisit (les commandes) et/ou on fait des prévisions sur la demande finale. Tous les besoins dépendants sont calculés à partir des décisions de fabrications de produits composés
3.1.2. Regroupement des besoins d’origines multiples
Contrairement à la gestion à la commande qui génère des besoins spécifiques pour chaque commande, dans le MRP les besoins sont regroupés par dates pour faire l’objet d’approvisionnements regroupés (voir politiques de lotissement). De fait on transforme des besoins dépendants en des besoins à date dont on perd l’origine
3. La Planification des besoins en composants (2)
3.1.3. Traitement des produits par code de plus bas niveau croissant
Code de plus bas niveau (CPBN) : plus bas niveau dans l’ensemble des nomenclatures auquel apparaît un article. Par convention le CPBN d’un article exclusivement vendu = 0
CPBNi = Max (CPBNj) + 1cpsé j
Cette séquence garantit que tous les besoins dépendants d’un article sont connus lorsque l’on planifie ses approvisionnements
3.1.4. Traduction de chaque OF proposé en besoins bruts de composants
La démarche MRP est de traiter successivement tous les produits en faisant pour chacun d’eux une projection de stock sur l’horizon de planification et de faire une proposition de fabrication (besoin net) chaque fois que le stock tombe en dessous d’un seuil fixé. Les besoins bruts en composants résultant sont alors phasés en fonction des délais d’approvisionnement
3. La Planification des besoins en composants (3)
3.1.5 Quelques définitions
Besoins bruts : Somme des besoins (dépendants ou indépendants) par période (gross
requirements)
Besoins nets : Besoins bruts moins stocks ou arrivages prévus. (net requirements)
OF: Ordre de fabrication fait pour alimenter les besoins nets d'un produit (order)
Délai de mise a disposition: délai nécessaire pour approvisionner un composant (Lead
Time)
3.1.6 AlgorithmeDébut saisir les besoins indépendants
pour tous les niveaux “i” faire
début pour tous les produits du niveau faire
début calculer les besoins nets du produit
générer les ordres de fabrications
calculer besoins dépendants (niveaux < i)
fin pour
extraire les besoins bruts niveau i-1
fin pour
fin
3. La Planification des besoins en composants (4)
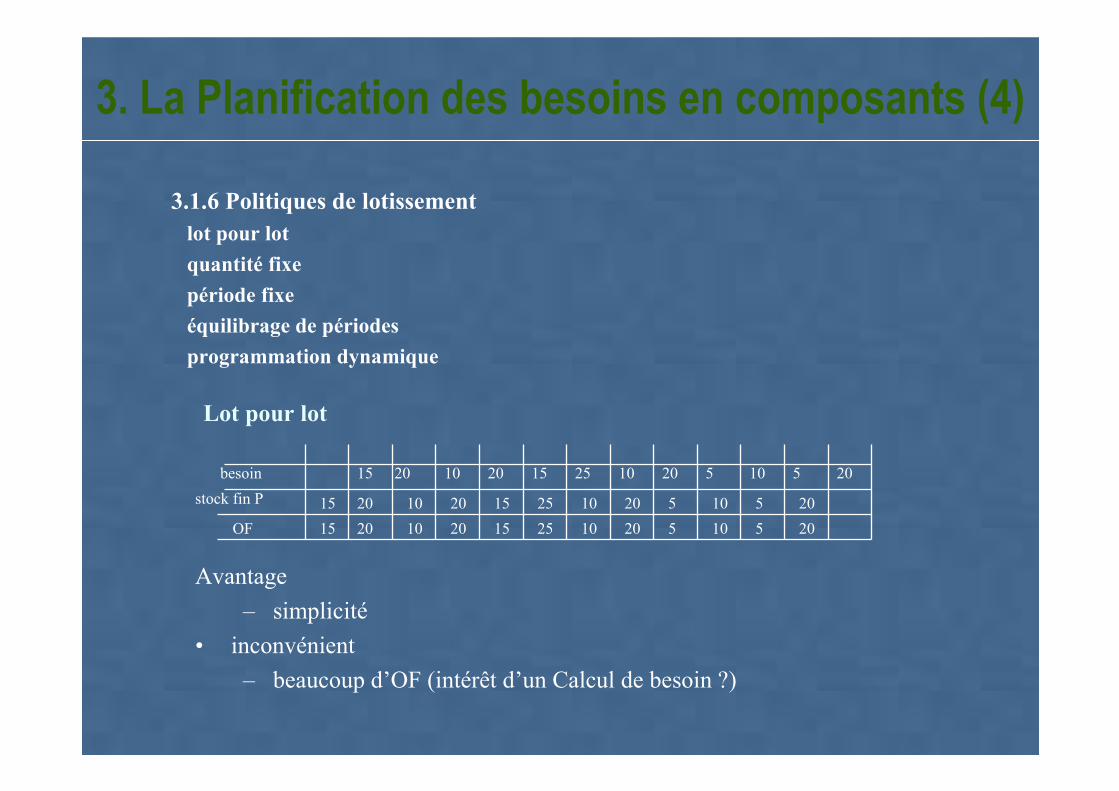
3.1.6 Politiques de lotissement
lot pour lot
quantité fixe
période fixe
équilibrage de périodes
programmation dynamique
Avantage
– simplicité
• inconvénient
– beaucoup d’OF (intérêt d’un Calcul de besoin ?)
Lot pour lot
15 20 10 20 15 25 10 20 5 10 5 20
15 20 10 20 15 25 10 20 5 10 5 20
besoin
stock fin P
OF 15 20 10 20 15 25 10 20 5 10 5 20
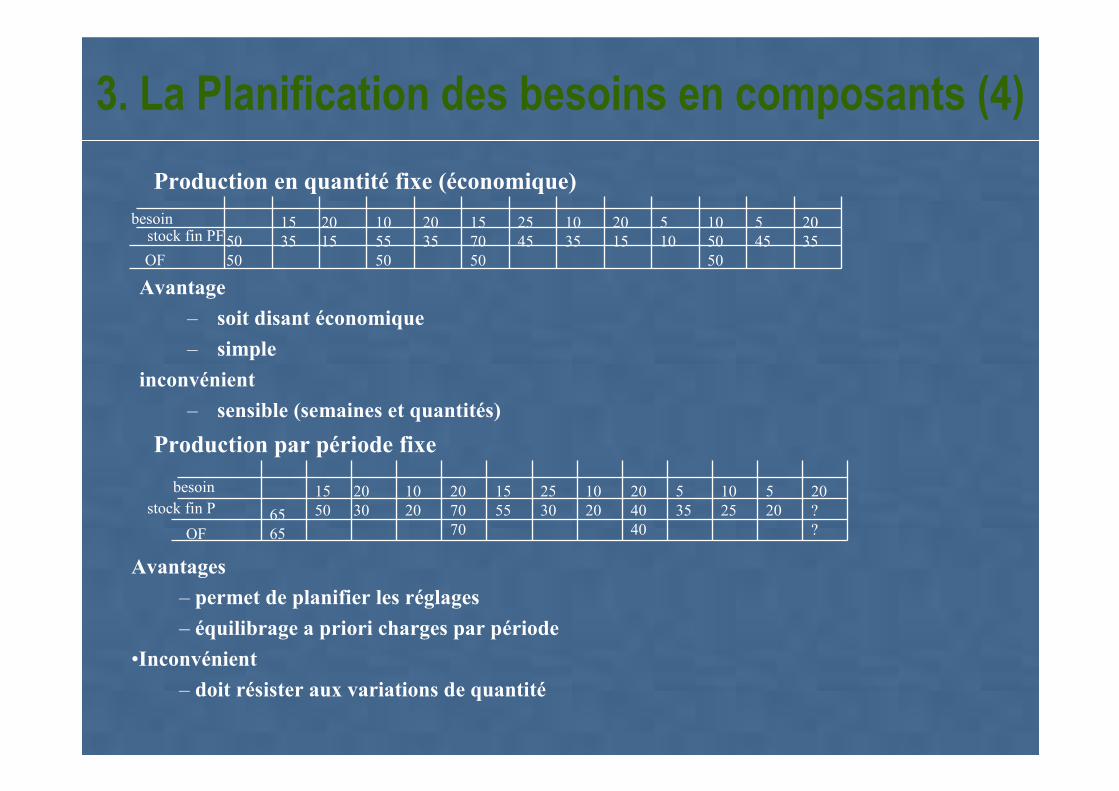
Avantage
– soit disant économique
– simple
inconvénient
– sensible (semaines et quantités)
stock fin PF15
35
20
15
10
55
50
20
35
15
70
50
25
45
10
35
20
15
5
10
10
50
50
5
45
20
3550
50
besoin
OF
3. La Planification des besoins en composants (4)
Production en quantité fixe (économique)
15
50
20
30
10
20
20
70
70
15
55
25
30
10
20
20
40
40
5
35
10
25
5
20
20
?
?65
65
besoin
stock fin P
OF
Production par période fixe
Avantages
– permet de planifier les réglages
– équilibrage a priori charges par période
•Inconvénient
– doit résister aux variations de quantité

3. La Planification des besoins en composants (5)
Equilibrage de période (ou groupage par lot)
Calcul de la quantité économique dans le cas d’une demande discrète. Soit Co le coût de passation
de commande et i.Cu le coût de possession. On recherche le groupage qui conduira à la
minimisation du coût de gestion par article
- si l’on fait un lancement pour le besoin de la première période, le coût par article sera :
1 Co + i.Cu * q1q1 2
- si l’on regroupe les besoins des deux premières périodes nous obtiendrons :
et en généralisant :
Il suffit alors de retenir le groupage conduisant au coût minimum. De fait, plutôt que de calculer ce
coût, on s’appuie sur le fait que le coût de gestion passe par un minimum lorsque, par article, le
coût de possession est égal au coût de lancement. On calcule ce premier coût et on retient le
groupage conduisant au coût le plus proche du coût de lancement
1 Co + i.Cu * q1 3q2q1+q2 2 2
+
1 Co + i.Cu * ΣΣΣΣ jqjΣΣΣΣqj 2
3. La Planification des besoins en composants (6)
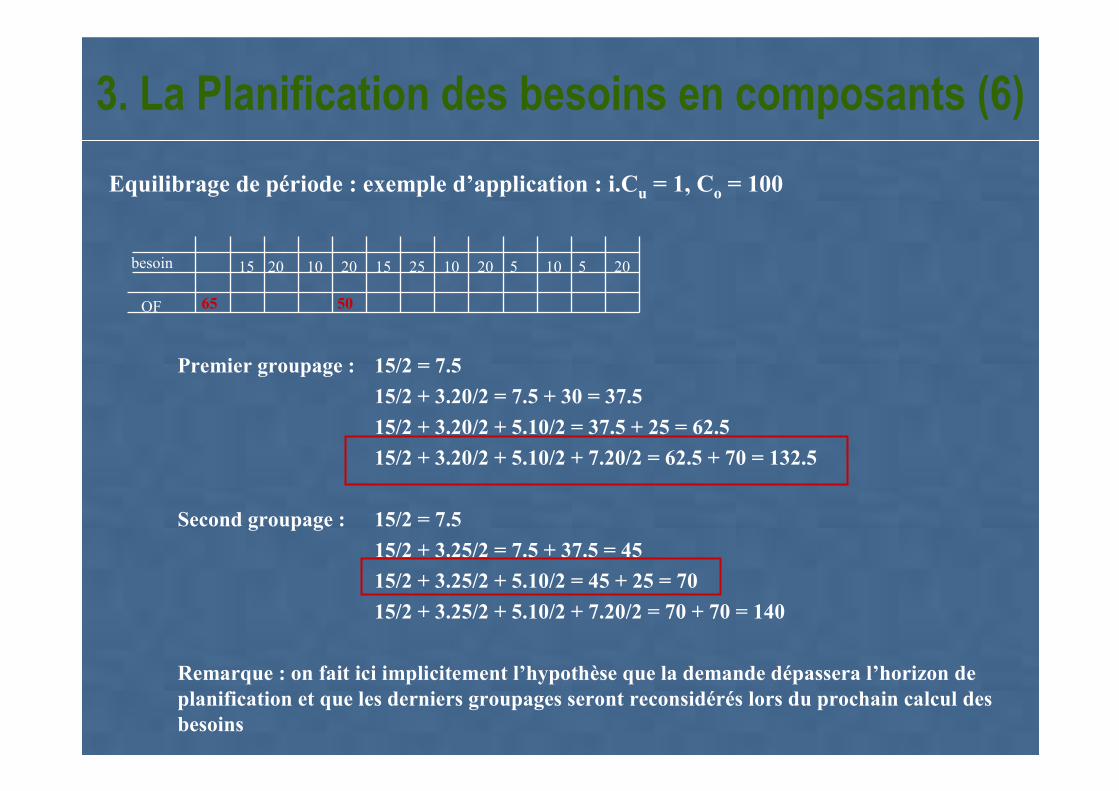
Equilibrage de période : exemple d’application : i.Cu = 1, Co = 100
besoin
OF
15 20 10 20 15 25 10 20 5 10 5 20
Premier groupage : 15/2 = 7.5
15/2 + 3.20/2 = 7.5 + 30 = 37.5
15/2 + 3.20/2 + 5.10/2 = 37.5 + 25 = 62.5
15/2 + 3.20/2 + 5.10/2 + 7.20/2 = 62.5 + 70 = 132.5
Second groupage : 15/2 = 7.5
15/2 + 3.25/2 = 7.5 + 37.5 = 45
15/2 + 3.25/2 + 5.10/2 = 45 + 25 = 70
15/2 + 3.25/2 + 5.10/2 + 7.20/2 = 70 + 70 = 140
Remarque : on fait ici implicitement l’hypothèse que la demande dépassera l’horizon de
planification et que les derniers groupages seront reconsidérés lors du prochain calcul des
besoins
65 50

3. La Planification des besoins en composants (7)
Programmation dynamique : exemple : i.Cu = 1, Co = 100
besoin
OF
15 20 10 20 15 25 10 20 5 10 5 20
On va dans ce cas rechercher les groupages optimaux sur l’horizon considéré
q1 = 15 : coût 100 + 15/2 = 107.5
q1 + q2 : un seul lancement : 100 + 15/2 + 20*3/2 = 137.5
deux lancements séparés : 107.5 + 100 + 20/2 = 217.5
q1 + q2 + q3 : un seul lancement : 100 + 15/2 + 20*3/2 + 10*5/2 = 162.5
(q1 + q2) et q3 on repart de la meilleure solution précédente
137.5 + 100 + 10/2 = 242.5
q1 et ( q2 + q3) 107.5 + 100 + 20/2 + 10*3/2 = 242.5
3. La Planification des besoins en composants (8)
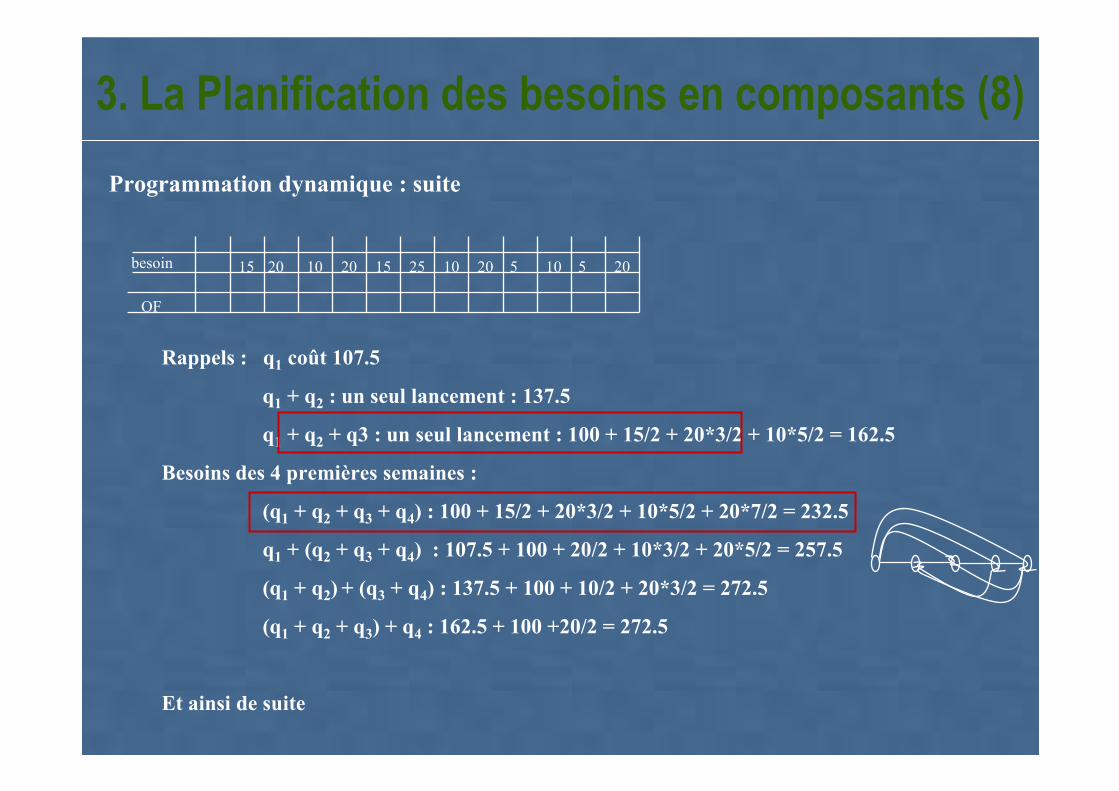
Programmation dynamique : suite
besoin
OF
15 20 10 20 15 25 10 20 5 10 5 20
Rappels : q1 coût 107.5
q1 + q2 : un seul lancement : 137.5
q1 + q2 + q3 : un seul lancement : 100 + 15/2 + 20*3/2 + 10*5/2 = 162.5
Besoins des 4 premières semaines :
(q1 + q2 + q3 + q4) : 100 + 15/2 + 20*3/2 + 10*5/2 + 20*7/2 = 232.5
q1 + (q2 + q3 + q4) : 107.5 + 100 + 20/2 + 10*3/2 + 20*5/2 = 257.5
(q1 + q2) + (q3 + q4) : 137.5 + 100 + 10/2 + 20*3/2 = 272.5
(q1 + q2 + q3) + q4 : 162.5 + 100 +20/2 = 272.5
Et ainsi de suite
4. Le Programme Directeur de Production (1)
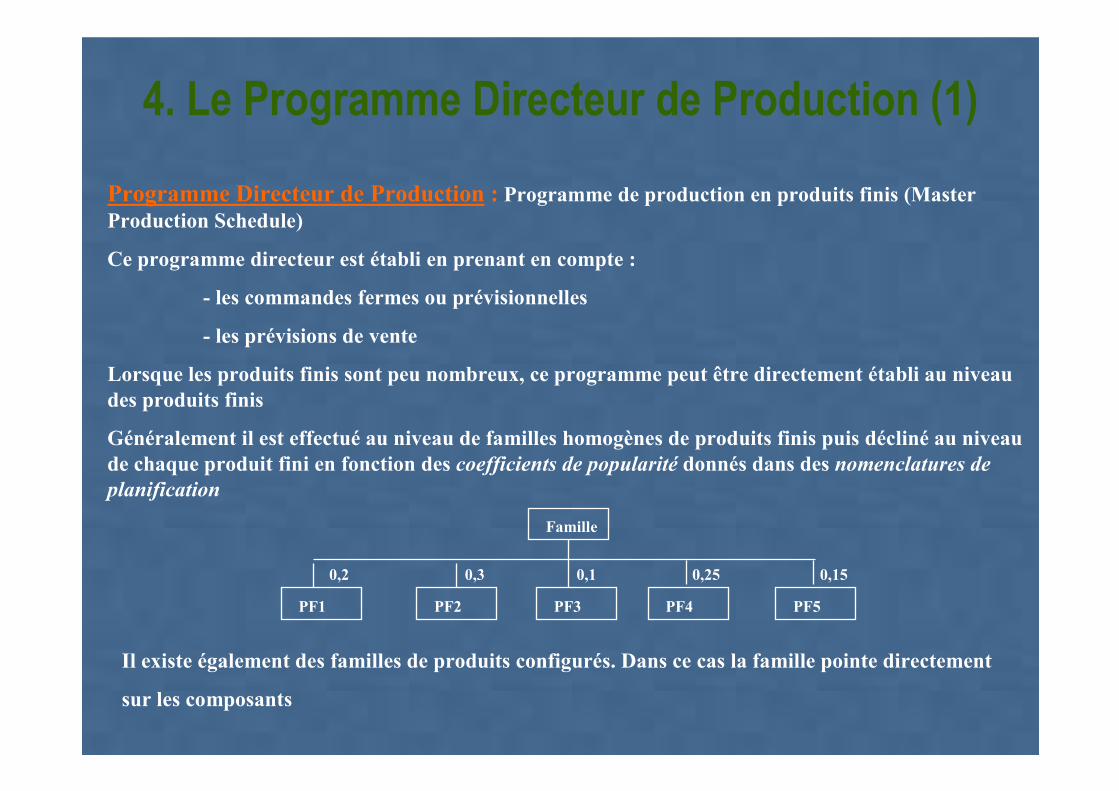
Programme Directeur de Production : Programme de production en produits finis (Master Production Schedule)
Ce programme directeur est établi en prenant en compte :
- les commandes fermes ou prévisionnelles
- les prévisions de vente
Lorsque les produits finis sont peu nombreux, ce programme peut être directement établi au niveau
des produits finis
Généralement il est effectué au niveau de familles homogènes de produits finis puis décliné au niveau
de chaque produit fini en fonction des coefficients de popularité donnés dans des nomenclatures de
planification
Famille
PF5PF4PF3PF2PF1
0,2 0,3 0,1 0,25 0,15
Il existe également des familles de produits configurés. Dans ce cas la famille pointe directement
sur les composants

4. Le Programme Directeur de Production (2)
Famille
OP1V13V12V11TC
1 0,3 0,5 0,2 0,35
Famille de produits configurés
P.F.
Mixage prévisions / commandes
- peuvent dépendre d’un horizon : (à une semaine ne prendre que les commandes fermes)
- classiquement on prend le max des deux
- dans une démarche de disponible à la demande on prend les commandes + les prévisions
non consommées au prorata des % de popularité des articles
Filtrage : pour garantir la réalisabilité d’un PdP, on peut reporter les propositions au delàdu délai d’obtention du PF
5. Processus d’actualisation (1)
Problématique
Doit on lors de l’établissement d’un nouveau PdP ou lors d’un nouveau calcul des
besoins tenir compte de la précédente planification :
- problème de nervosité du planning
- temps de calcul
- accumulation de corrections ponctuelles
Principe : Prise en compte du statut de l’ordre
- planifié
- confirmé
- lancé
- en-cours
- terminé
- interrompu
-…
Et dire que seuls seront conservés les ordres à partir de tel statut (un ordre lancé est
difficilement modifiable, un ordre planifié n’est qu’une proposition non encore suivie
d’effet…)
5. Processus d’actualisation (2)
On distingue classiquement- Le mode régénératif : on fait un nouveau calcul complet en ne
conservant que ce qui n’est pas modifiable
- le mode par écart : on ne considère que les produits susceptibles de faire l’objet de modification. Cela suppose de mémoriser entre deux calculs tous les mouvements pouvant affecter le planning précédent (nouvelle commande, écart d’inventaire, écart de production…). Ceci suppose également une recherche des produits pouvant être concernés par ces transactions (une nouvelle commande peut générer de nouveaux besoins en composants, un écart d’inventaire peut affecter la réalisabilité d’un produit composé…)
- le mode sélectif : on ne fait un calcul que sur des articles sélectionnés
Le mode sélectif permet plus de faire des simulations. Le mode par écart est utile lorsque l’on fait des calculs à fréquence rapprochée. Le mode régénératif permet de reconstituer périodiquement une base saine. Le plus simple c’est aussi le plus utilisé.
6. Prise en compte des contraintes de capacité (1)
1. Principes
Dans un système MRP, le processus de planification s’effectue tant au niveau
plan directeur qu’au niveau calcul de besoin à capacité infinie. La prise en
compte des capacités est faite uniquement a priori et/ou a posteriori.
2. Calcul global de charge (Rough Cut Capacity)
Ce calcul s’effectue lors de l’établissement du Programme Directeur de
Production. Ce programme ne portant que sur les produits finis, cela signifie
que l’on fait un calcul de charge à partir de ces seules données, d’où son
appellation de global.
De fait, à un produit fini (ou à une famille de produits finis), on associe des
macro-gammes et macro-nomenclatures permettant d’estimer la charge globale
pour l’entreprise de la réalisation de ces produits finis (incluant la charge liée à
la réalisation de leurs sous-ensembles). Bien évidemment ce calcul ne peut
prendre en compte :
- les disponibilités de stocks au niveau des composants
- les ordres en cours sur ces composants
- les règles de gestion (politique de lotissement) de ces composants
6. Prise en compte des contraintes de capacité (2)
3. Calcul de charge
Ce second calcul s’effectue en sortir du calcul de besoins. Il porte donc sur
l’ensemble des ordres de fabrication en cours ou issus de ce calcul. On peut alors
exploiter les données précises des gammes pour effectuer un calcul de charge
beaucoup plus précis au niveau en général des postes de charge et ressources de
MO et/ou de sous-traitance.
4. Limites de ces calculs
Le PDP et le CBN s’effectuant à capacité infinie, cela impose que l’on associe des
marges au niveau des OF. Le délai associé à un OF est donc supérieur à la
somme des temps technologiques nécessaires pour le réaliser. Et ces systèmes de
calcul de charge ne savent pas gérer ces marges.
Les charges sont calculées à ce niveau par période, en cumulé ou non, compte
tenu d’un jalonnement effectué à capacité infinie des opérations. Or :
- un dépassement de charge sur une période donnée ne signifie pas qu’il
n’existe pas de solution d’ordonnancement possible, mais seulement que le
jalonnement particulier pour lequel a été effectué ce calcul n’est pas réalisable
- un non dépassement de la charge cumulée ne garantit pas qu’il existe une
solution d’ordonnancement possible car cela supposerait de disposer de marges
en terme de délai que l’on ignore dans ce cas
CapacitéCapacité
MargeMarge
6. Prise en compte des contraintes de capacité (3)
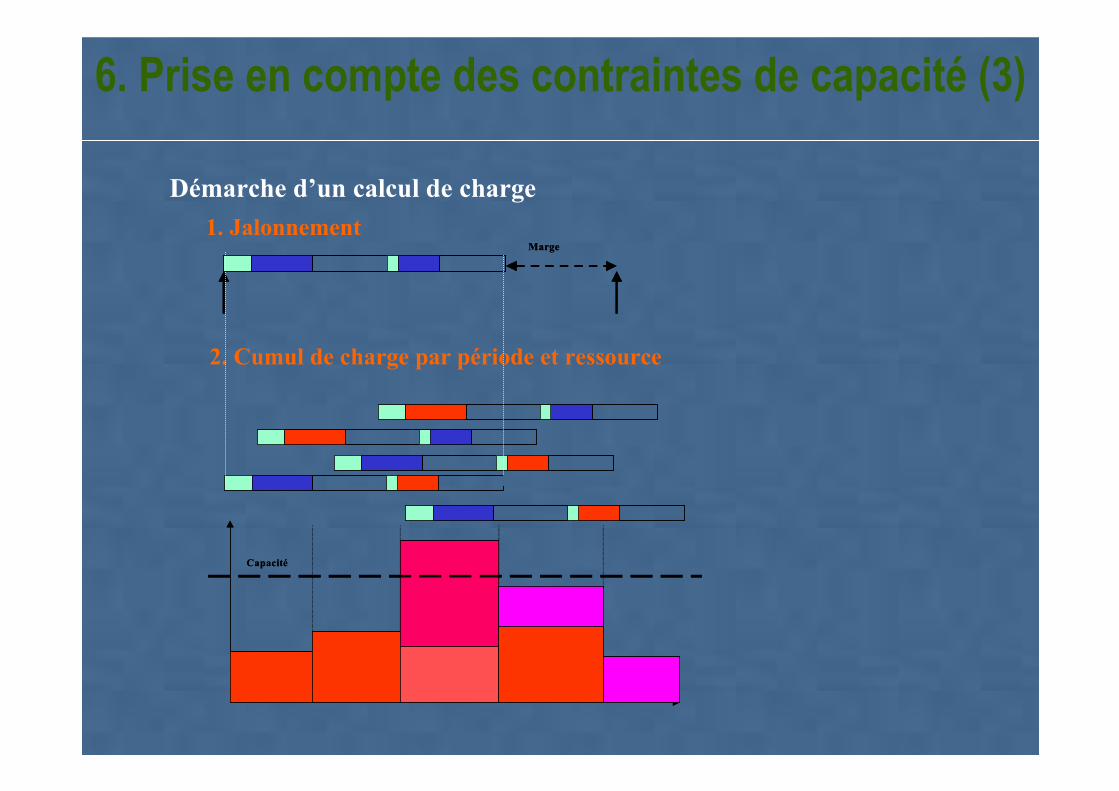
Démarche d’un calcul de charge
1. Jalonnement
2. Cumul de charge par période et ressource

6. Prise en compte des contraintes de capacité (4)
A (2)
B(4)
C(4)
D(3)
E(3)
F(3)
A
B
DC
F
E
Limites de ces calculs (1)
A B D C F E
Le jalonnement au plus tôt de toutes les
opérations n’est pas réalisable, ce qui ne signifie
pas qu’il n’existe pas de solutions
d’ordonnancement

6. Prise en compte des contraintes de capacité (5)
Limites de ces calculs (2) : charge cumulée au plus tard
A B D C F
E
Bien que la charge cumulée soit toujours
inférieure à la capacité cumulée, il n’existe pas
de solution d’ordonnancement à ce problème
(l’ordre F ne peut débuter avant la période 4)
A (2)
B(4)C(5)
D(3)
E(4)
F(7)
A
B
C
F
E
A A A A
BB
C C
D D D
Celui-ci peut se faire de trois manières :
- par ajustement des capacités : nombre de moyens, horaires
- par transfert de charge : poste de remplacement, sous-traitance
- par rejalonnement des ordres :
- exploitation de la marge de l’ordre
- modification des temps inter-opération
- retard des ordres
6. Prise en compte des contraintes de capacité (6)
Ajustement des charges et des capacités