le fraisage facile avec shopmill - siemens ag · document de formation shopmill 3 7 exemple 3 :...
TRANSCRIPT
SINUMERIK
SinuTrainLe fraisage facile ShopMill
Document de formation • 08/2006
4e édition mise à jour 08/2006valable à partir de la version logicielle V06.04
Tous droits réservés
La reproduction ou la transmission du présent document, qu’il s’agisse d’extraits, d’images ou de schémas, est interdite sans autorisation écrite de l’éditeur. Cela vaut pour la reproduction par photocopie ou tout autre procédé, mais aussi pour la transmission sur films, bandes, disques, transparents ou autres supports.
Ce manuel pour débutants résulte de la coopération entre les sociétés
SIEMENS AGAutomatisierungs- und AntriebstechnikMotion Control SystemsPostfach 3180, D-91050 Erlangen
et
R. & S. KELLER GmbH
Siegfried Keller, Stefan Nover, Klaus Reckermann, Olaf Anders, Kai Schmitz
Postfach 131663, D-42043 Wuppertal.
Référence de commande : 6FC5095-0AA50-0DP2
Document de formation ShopMill
1
Comment passer plus rapidement du dessin à la pièce ?
La fabrication avec une commande numérique (CN) était jusqu’à présent liée à des programmes CN compliqués, au co-dage abstrait. Ce travail était donc réservé aux spécialistes. Pourtant, tout bon technicien connaît bien son domaine et, grâce à l’expérience acquise dans le domaine de l’usinage conventionnel, il est pleinement en mesure de maîtriser à tout instant les tâches les plus difficiles, même si cela se fait souvent aux dépens de la rentabilité. Il fallait donc trouver pour ces hommes de l’art un outil leur permettant de valoriser leur savoir grâce aux machines-outils à CNC.
Avec ShopMill, SIEMENS propose une solution inédite, qui épargne tout codage aux techniciens et met à leur disposition une nouvelle génération de commande SINUMERIK :
la solution : créer une gamme d’usinage au lieu de programmer.
En élaborant la gamme d’usinage avec des séquences opérationnelles simples et parfaitement adaptées au domaine de l’usinage, l’utilisateur de ShopMill peut pleinement exploiter ses connaissances et son savoir-faire technique.
Grâce à la création intégrée très performante des trajectoires de déplacement, ShopMill permet de réaliser sans peine les contours et les pièces les plus complexes. On peut donc aisément affirmer que :
le passage du dessin à la pièce est plus simple et plus rapide - grâce à ShopMill !
ShopMill est certes très facile à apprendre mais ce document de formation sur ShopMill permet de se familiariser encore plus rapidement avec cet outil novateur. Avant de passer à l’emploi de ShopMill, quelques rappels fondementauxsont faits dans les trois premiers chapitres :
• les avantages de ShopMill,
• les principes de commande,
• et, pour les débutants, les notions de base géométriques et technologiques de la fabrication.
Après cette introduction théorique, nous passons à la pratique de ShopMill :
• A l’aide de cinq exemples, dont le degré de difficulté va croissant, nous expliquons les possibilités offertes par ShopMill. Au début, nous vous guidons pas à pas dans la commande, puis, progressivement, nous vous encourageons à devenir autonomes.
• Vous apprenez ensuite comment usiner en mode automatique avec ShopMill.
• Si vous le souhaitez, vous pourrez finalement tester votre maîtrise de ShopMill.
Il faut toutefois garder à l’esprit qu’en raison des nombreuses spécificités propres à chaque atelier de fabrication, les don-nées technologiques mentionnées dans ce document ne sont citées qu’à titre d’exemple.
A l’instar de ShopMill, élaboré avec l’aide de spécialistes, ce document de formation a été rédigé en coopération avec des techniciens. Nous espérons donc que ShopMill vous donnera entière satisfaction.
Les auteurs
Erlangen/Wuppertal, Dezember 2003
Avant-propos
Document de formation ShopMill
Sommaire
1 Avantages de ShopMill .......................................................................................51.1 Vous gagnez en temps de formation… ............................................................................. 51.2 Vous gagnez en temps de programmation… .................................................................... 61.3 Vous gagnez en temps de fabrication… ........................................................................... 8
2 Conditions d’un bon fonctionnement ..............................................................102.1 Une technique confirmée ................................................................................................ 102.2 Le panneau de commande-machine ................................................................................ 112.3 Le contenu du menu de base ........................................................................................... 13
3 Notions de base pour les débutants .................................................................183.1 Notions de base géométriques ........................................................................................ 18
3.1.1 Axes d’outils et plans de travail ............................................................................. 183.1.2 Points dans la zone de travail ................................................................................. 203.1.3 Cotations absolue et relative .................................................................................. 213.1.4 Mouvements rectilignes ......................................................................................... 223.1.5 Mouvements circulaires ......................................................................................... 23
3.2 Notions de base technologiques ...................................................................................... 243.2.1 Fraises et forets modernes ...................................................................................... 243.2.2 Les outils mis en oeuvre ........................................................................................ 253.2.3 Vitesses de coupe et de rotation ............................................................................. 263.2.4 Avance par dent et vitesses d’avance ..................................................................... 27
4 Bien équipé .........................................................................................................284.1 Gestion d’outils ............................................................................................................... 284.2 Outils utilisés .................................................................................................................. 304.3 Outils dans le magasin .................................................................................................... 314.4 Mesure d’outil ................................................................................................................. 314.5 Définition de l’origine-pièce ........................................................................................... 32
5 Exemple 1: Guidage longitudinal ....................................................................345.1 Définition "gestion des programmes" et "programme" .................................................. 355.2 Appel de l’outil, correction du rayon de fraise et entrée de la trajectoire ....................... 375.3 Réalisation des trous et répétitions des positions ............................................................ 39
6 Exemple 2 : Moule à injection ..........................................................................426.1 Droites et trajectoires circulaires en coordonnées polaires ............................................. 436.2 Poche rectangulaire ......................................................................................................... 476.3 Poches circulaires sur un modèle .................................................................................... 49
2
Document de formation ShopMill
7 Exemple 3 : Plaque modèle ...............................................................................517.1 Fraisage en contournage de contours ouverts ..................................................................527.2 Evidement, matière restante et finition des poches à contour .........................................557.3 Usinage sur plusieurs plans .............................................................................................597.4 Prise en compte des obstacles ..........................................................................................61
8 Exemple 4 : Levier .............................................................................................648.1 Surfaçage .........................................................................................................................658.2 Réalisation d’une bordure pour l’îlot du levier ...............................................................668.3 Fabrication du levier .......................................................................................................678.4 Réalisation d’une bordure pour les îlots circulaires ........................................................718.5 Réalisation de l’îlot circulaire de 30 ................................................................................728.6 Réalisation d’un îlot circulaire de 10 ...............................................................................738.7 Copie de l’îlot circulaire de 10 ........................................................................................748.8 Fabrication des îlots circulaires avec l’éditeur étendu .....................................................758.9 Perçage profond ...............................................................................................................788.10 Fraisage en hélice ............................................................................................................798.11 Alésage ............................................................................................................................808.12 Fraisage de filetage ..........................................................................................................818.13 Programmer des contours en coordonnées polaires ........................................................82
9 Exemple 5 : Bride ..............................................................................................849.1 Etablissement d’un sous-programme ...............................................................................859.2 Fonction miroir d’opérations ...........................................................................................899.3 Trous ................................................................................................................................929.4 Rotation des poches .........................................................................................................939.5 Chanfreinage de contours ................................................................................................989.6 Rainure longitudinale et rainure circulaire ......................................................................99
10 Et maintenant, passons à la fabrication ........................................................10210.1 Accostage du point de référence ....................................................................................10210.2 Blocage de la pièce ........................................................................................................10310.3 Prise de l’origine-pièce ..................................................................................................10310.4 Exécution de la gamme d’usinage .................................................................................104
11 Quelle est votre maîtrise de ShopMill ? ........................................................106Source photographique ...................................................................................113
3
4
Document de formation ShopMill
Document de formation ShopMill
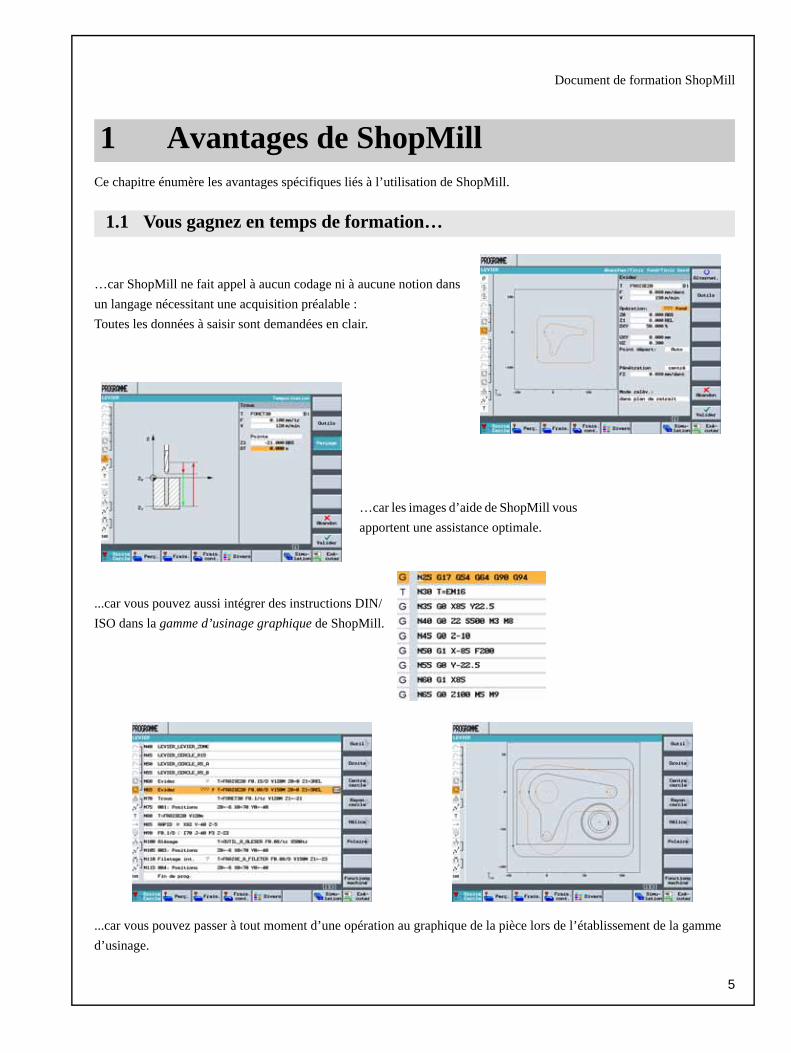
Ce chapitre énumère les avantages spécifiques liés à l’utilisation de ShopMill.
…car ShopMill ne fait appel à aucun codage ni à aucune notion dans un langage nécessitant une acquisition préalable : Toutes les données à saisir sont demandées en clair.
...car vous pouvez aussi intégrer des instructions DIN/ISO dans la gamme d’usinage graphique de ShopMill.
...car vous pouvez passer à tout moment d’une opération au graphique de la pièce lors de l’établissement de la gamme d’usinage.
1 Avantages de ShopMill
1.1 Vous gagnez en temps de formation…
…car les images d’aide de ShopMill vous apportent une assistance optimale. 1
5
1 Avantages de ShopMill
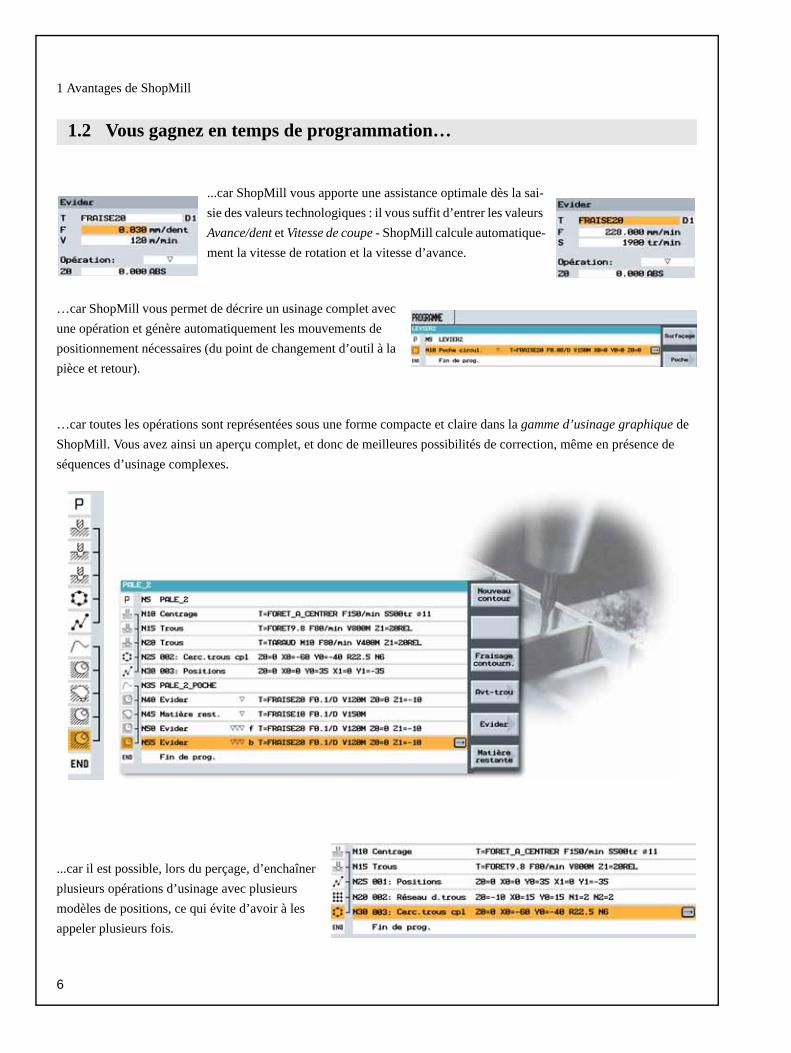
...car ShopMill vous apporte une assistance optimale dès la sai-sie des valeurs technologiques : il vous suffit d’entrer les valeurs Avance/dent et Vitesse de coupe - ShopMill calcule automatique-ment la vitesse de rotation et la vitesse d’avance.
…car ShopMill vous permet de décrire un usinage complet avec une opération et génère automatiquement les mouvements de positionnement nécessaires (du point de changement d’outil à la pièce et retour).
…car toutes les opérations sont représentées sous une forme compacte et claire dans la gamme d’usinage graphique de ShopMill. Vous avez ainsi un aperçu complet, et donc de meilleures possibilités de correction, même en présence de séquences d’usinage complexes.
...car il est possible, lors du perçage, d’enchaîner plusieurs opérations d’usinage avec plusieurs modèles de positions, ce qui évite d’avoir à les appeler plusieurs fois.
1.2 Vous gagnez en temps de programmation…
6
Document de formation ShopMill
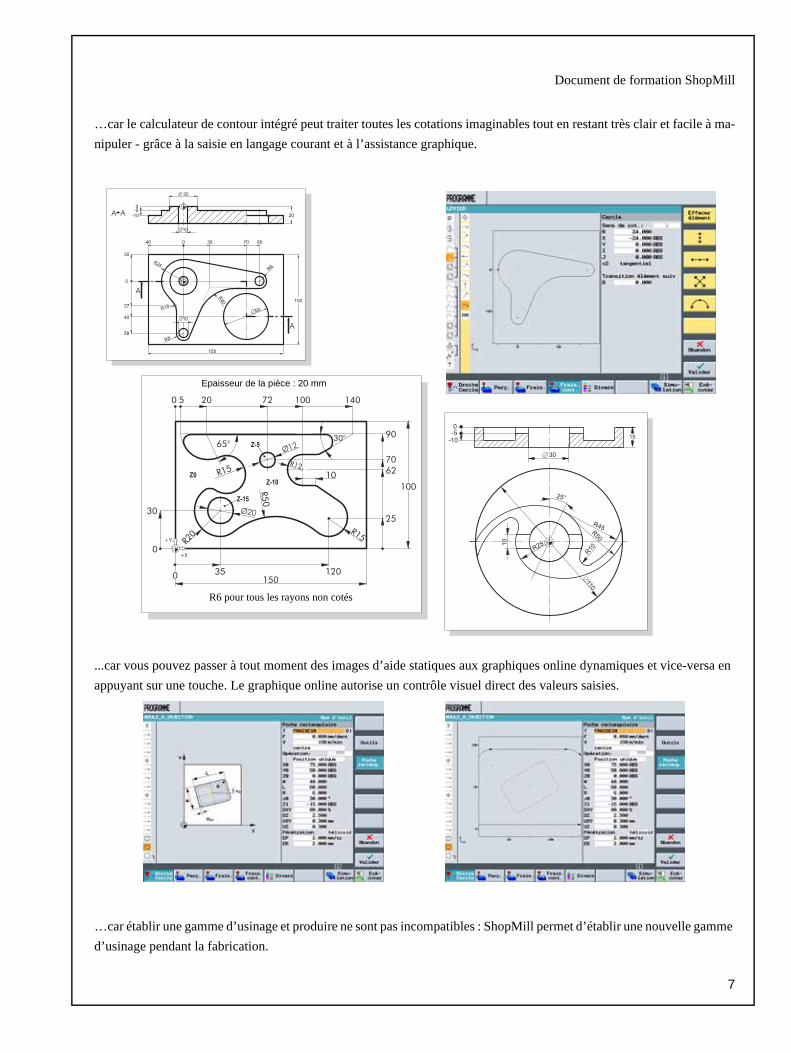
…car le calculateur de contour intégré peut traiter toutes les cotations imaginables tout en restant très clair et facile à ma-nipuler - grâce à la saisie en langage courant et à l’assistance graphique.
...car vous pouvez passer à tout moment des images d’aide statiques aux graphiques online dynamiques et vice-versa en appuyant sur une touche. Le graphique online autorise un contrôle visuel direct des valeurs saisies.
…car établir une gamme d’usinage et produire ne sont pas incompatibles : ShopMill permet d’établir une nouvelle gamme d’usinage pendant la fabrication.
R6 pour tous les rayons non cotés
Epaisseur de la pièce : 20 mm
7
1 Avantages de ShopMill
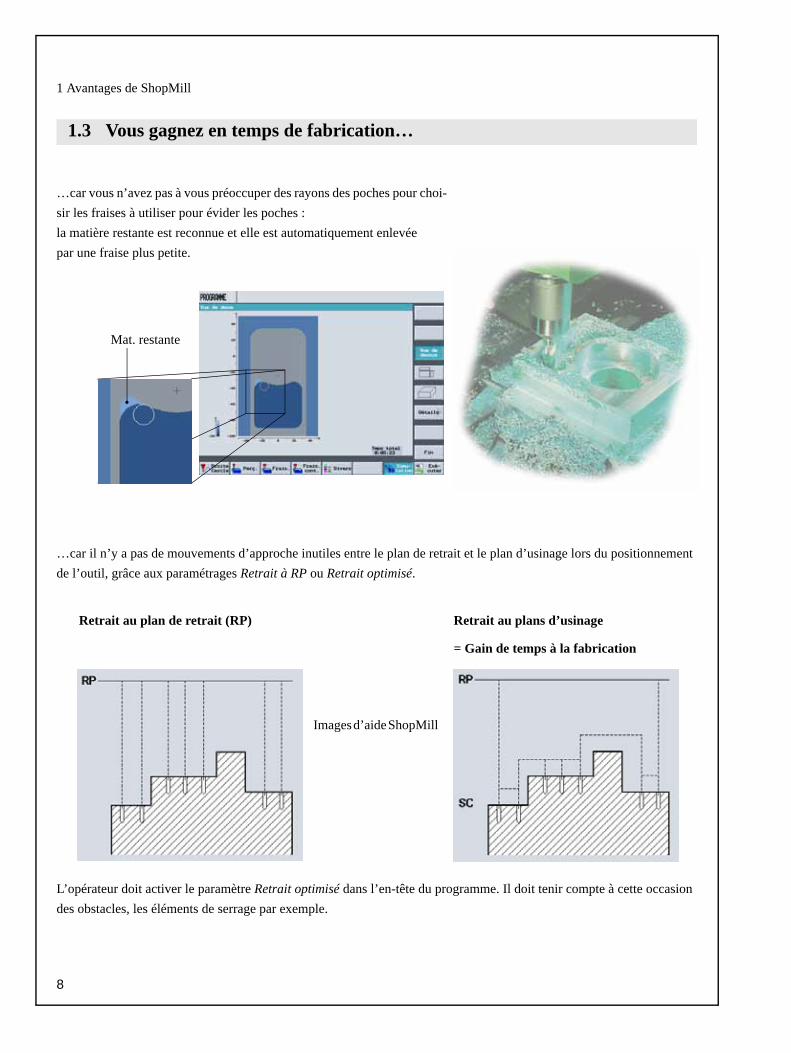
…car vous n’avez pas à vous préoccuper des rayons des poches pour choi-sir les fraises à utiliser pour évider les poches :la matière restante est reconnue et elle est automatiquement enlevéepar une fraise plus petite.
…car il n’y a pas de mouvements d’approche inutiles entre le plan de retrait et le plan d’usinage lors du positionnement de l’outil, grâce aux paramétrages Retrait à RP ou Retrait optimisé.
L’opérateur doit activer le paramètre Retrait optimisé dans l’en-tête du programme. Il doit tenir compte à cette occasion des obstacles, les éléments de serrage par exemple.
1.3 Vous gagnez en temps de fabrication…
Mat. restante
Retrait au plan de retrait (RP) Retrait au plans d’usinage
= Gain de temps à la fabrication
Images d’aide ShopMill1
8
Document de formation ShopMill
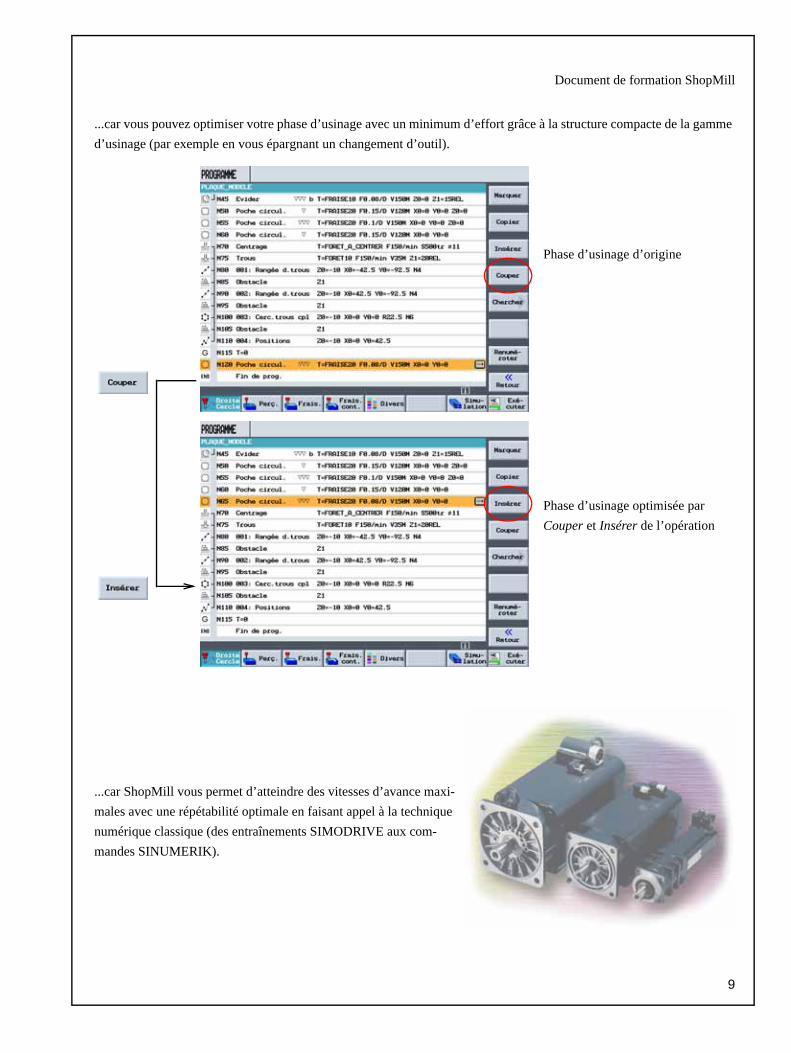
...car vous pouvez optimiser votre phase d’usinage avec un minimum d’effort grâce à la structure compacte de la gamme d’usinage (par exemple en vous épargnant un changement d’outil).
Phase d’usinage d’origine
Phase d’usinage optimisée par Couper et Insérer de l’opération
...car ShopMill vous permet d’atteindre des vitesses d’avance maxi-males avec une répétabilité optimale en faisant appel à la technique numérique classique (des entraînements SIMODRIVE aux com-mandes SINUMERIK).
9

2 Conditions d’un bon fonctionnement
Ce chapitre vous apprend, à l’aide d’exemples, les principes de base de la commande de ShopMill.
ShopMill est articulé autour de la commande SINUMERIK 810D qui autorise une première approche économique de l’environnement numérique de pointe de la CNC et des entraîne-ments appliqués aux machines-outils.
Les moteurs triphasés SIEMENS et...
2
2
2
2
2
2
2
...les entraînements SIEMENS permettent unefabrication utilisant des vitesses de rotation, d’avanceet d’avance rapide très élevées. 2
2 Conditions d’un bon fonctionnement
2.1 Une technique confirmée
10
Document de formation ShopMill
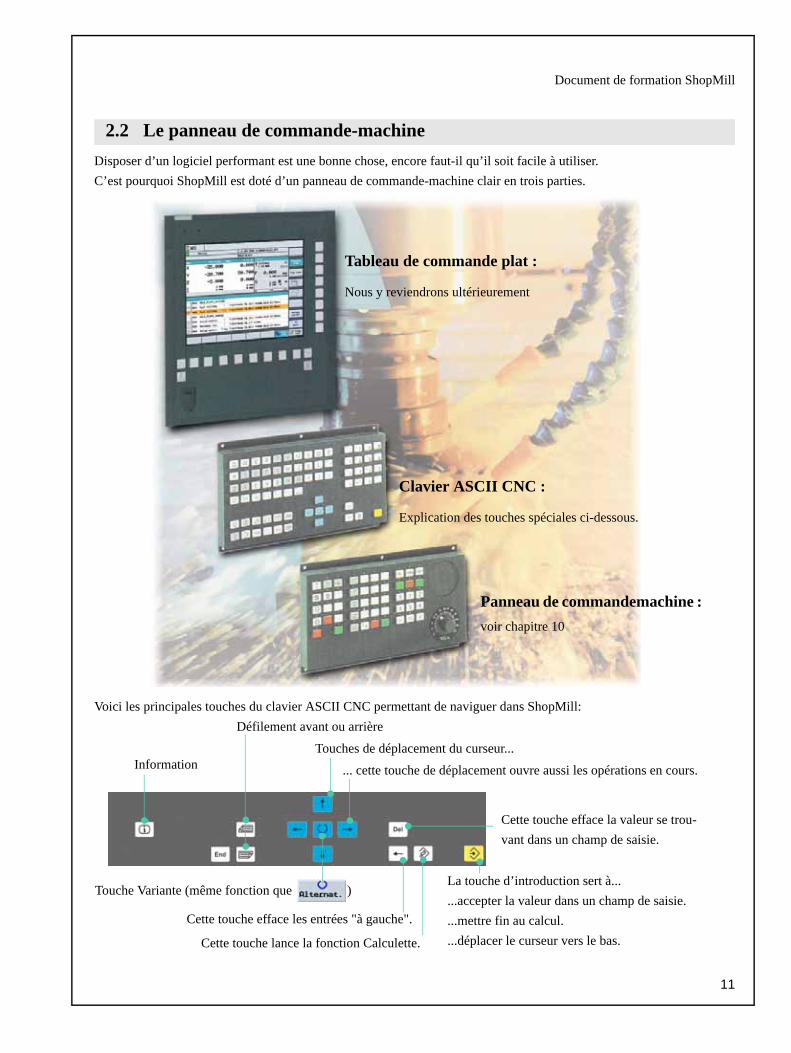
Disposer d’un logiciel performant est une bonne chose, encore faut-il qu’il soit facile à utiliser.C’est pourquoi ShopMill est doté d’un panneau de commande-machine clair en trois parties.
Voici les principales touches du clavier ASCII CNC permettant de naviguer dans ShopMill:
2.2 Le panneau de commande-machine
Clavier ASCII CNC :
Explication des touches spéciales ci-dessous.
Panneau de commandemachine :
voir chapitre 10
Tableau de commande plat :
Nous y reviendrons ultérieurement
Cette touche lance la fonction Calculette.
Touches de déplacement du curseur...
Cette touche efface la valeur se trou-vant dans un champ de saisie.
Cette touche efface les entrées "à gauche".
... cette touche de déplacement ouvre aussi les opérations en cours.
Touche Variante (même fonction que )
Défilement avant ou arrière
Information
La touche d’introduction sert à... ...accepter la valeur dans un champ de saisie....mettre fin au calcul....déplacer le curseur vers le bas.
11
2 Conditions d’un bon fonctionnement
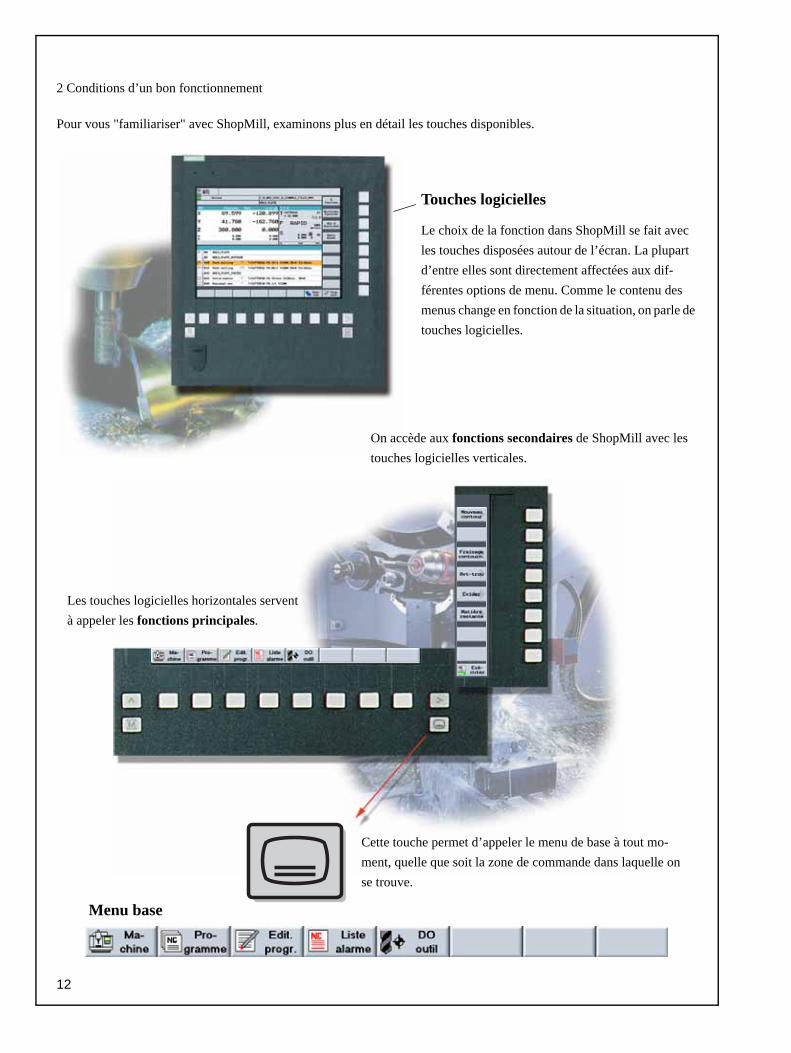
Pour vous "familiariser" avec ShopMill, examinons plus en détail les touches disponibles.
Touches logicielles
Le choix de la fonction dans ShopMill se fait avec les touches disposées autour de l’écran. La plupart d’entre elles sont directement affectées aux dif-férentes options de menu. Comme le contenu des menus change en fonction de la situation, on parle de touches logicielles.
Les touches logicielles horizontales servent à appeler les fonctions principales.
On accède aux fonctions secondaires de ShopMill avec lestouches logicielles verticales.
Cette touche permet d’appeler le menu de base à tout mo-ment, quelle que soit la zone de commande dans laquelle on se trouve. 2
Menu base 2
12
Document de formation ShopMill
2
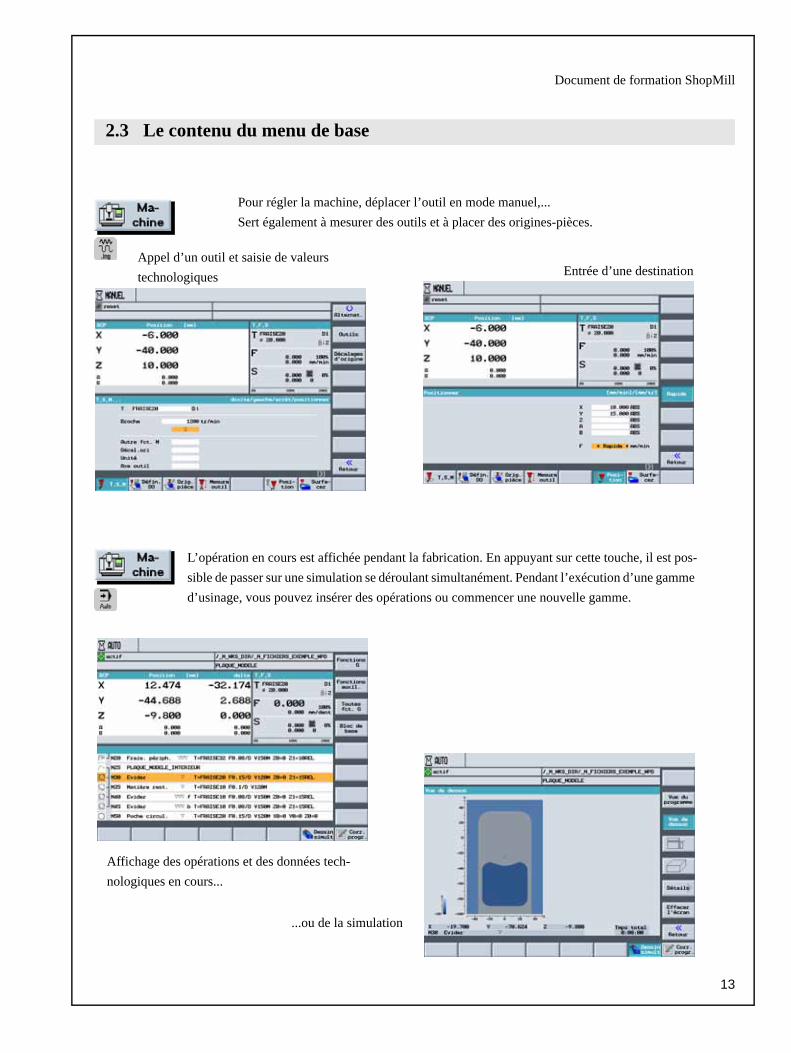
Pour régler la machine, déplacer l’outil en mode manuel,...Sert également à mesurer des outils et à placer des origines-pièces. 2
Entrée d’une destination 2Appel d’un outil et saisie de valeurs technologiques 2
2.3 Le contenu du menu de base
L’opération en cours est affichée pendant la fabrication. En appuyant sur cette touche, il est pos-sible de passer sur une simulation se déroulant simultanément. Pendant l’exécution d’une gamme d’usinage, vous pouvez insérer des opérations ou commencer une nouvelle gamme. 2
Affichage des opérations et des données tech-nologiques en cours... 2
...ou de la simulation 2
13
2 Conditions d’un bon fonctionnement
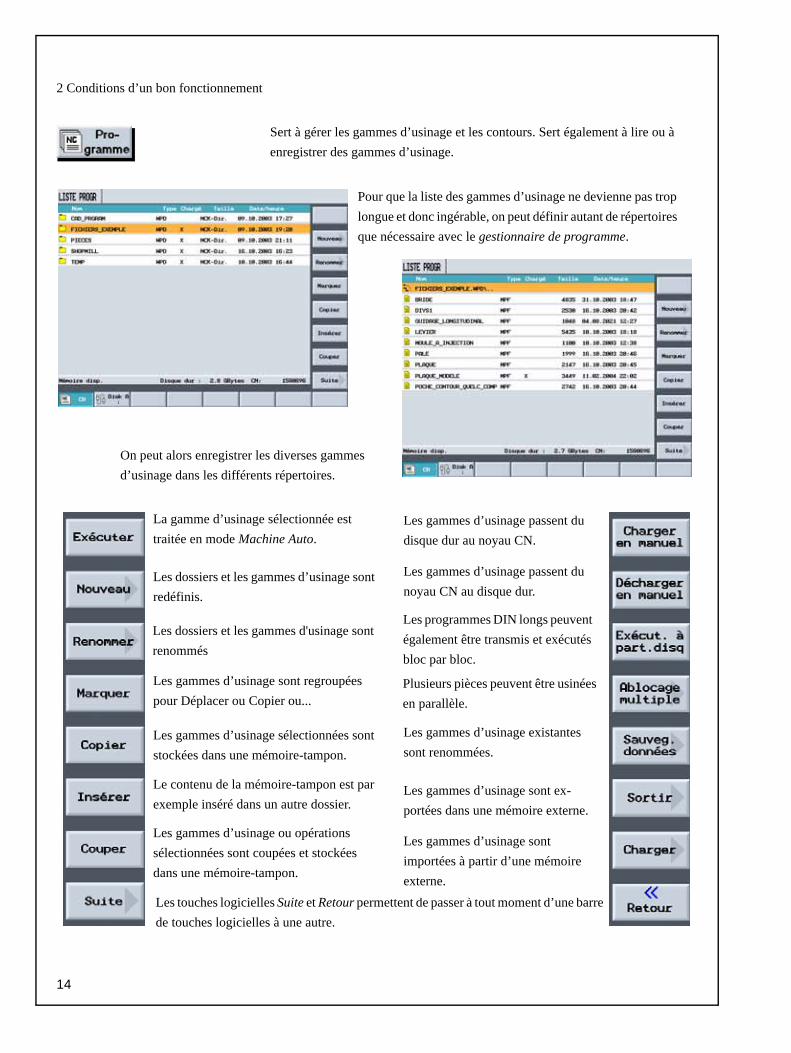
Sert à gérer les gammes d’usinage et les contours. Sert également à lire ou à enregistrer des gammes d’usinage.
Pour que la liste des gammes d’usinage ne devienne pas trop longue et donc ingérable, on peut définir autant de répertoires que nécessaire avec le gestionnaire de programme.
On peut alors enregistrer les diverses gammes d’usinage dans les différents répertoires.
Les touches logicielles Suite et Retour permettent de passer à tout moment d’une barre de touches logicielles à une autre.
La gamme d’usinage sélectionnée est traitée en mode Machine Auto.
Les gammes d’usinage passent du disque dur au noyau CN.
Les dossiers et les gammes d’usinage sont redéfinis.
Les gammes d’usinage sont regroupées pour Déplacer ou Copier ou...
Les gammes d’usinage sélectionnées sont stockées dans une mémoire-tampon.
Le contenu de la mémoire-tampon est par exemple inséré dans un autre dossier.
Les gammes d’usinage ou opérations sélectionnées sont coupées et stockées dans une mémoire-tampon.
Les gammes d’usinage sont ex-portées dans une mémoire externe. 2
Les gammes d’usinage passent du noyau CN au disque dur.
Les gammes d’usinage sont importées à partir d’une mémoire externe.
Les gammes d’usinage existantes sont renommées.
Les dossiers et les gammes d'usinage sont renommés
Plusieurs pièces peuvent être usinées en parallèle.
Les programmes DIN longs peuvent également être transmis et exécutés bloc par bloc.
14
Document de formation ShopMill
2
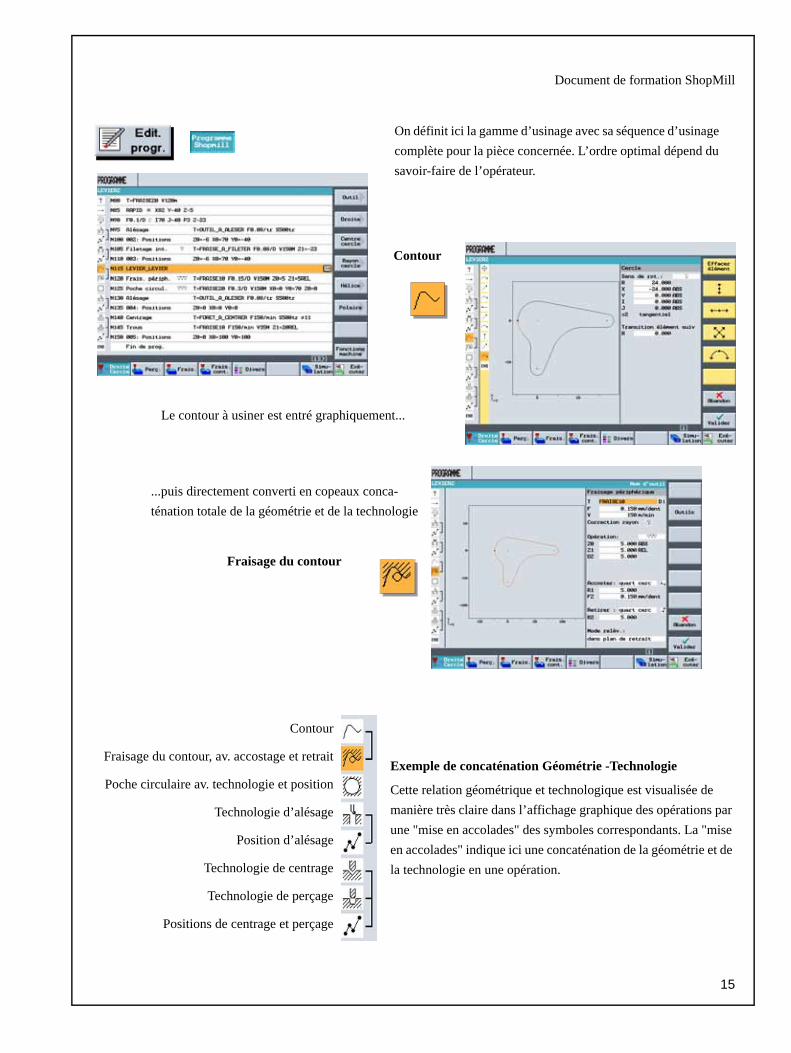
Exemple de concaténation Géométrie -Technologie
Cette relation géométrique et technologique est visualisée de manière très claire dans l’affichage graphique des opérations par une "mise en accolades" des symboles correspondants. La "mise en accolades" indique ici une concaténation de la géométrie et de la technologie en une opération.
Contour
Fraisage du contour, av. accostage et retrait
Poche circulaire av. technologie et position
Technologie d’alésage
Position d’alésage
Technologie de centrage
Technologie de perçage
Positions de centrage et perçage
Contour
On définit ici la gamme d’usinage avec sa séquence d’usinage complète pour la pièce concernée. L’ordre optimal dépend du savoir-faire de l’opérateur. 2
Le contour à usiner est entré graphiquement... 2
Fraisage du contour
...puis directement converti en copeaux conca-ténation totale de la géométrie et de la technologie2
15
2 Conditions d’un bon fonctionnement
Comme déjà décrit au chapitre 1, il est possible d’enregistrer des programmes SINUMERIK normaux et des programmes CN (avec des cycles) dans d’autres langages de commande. Ces instructions sont "comprises" par ShopMill et converties en copeaux.
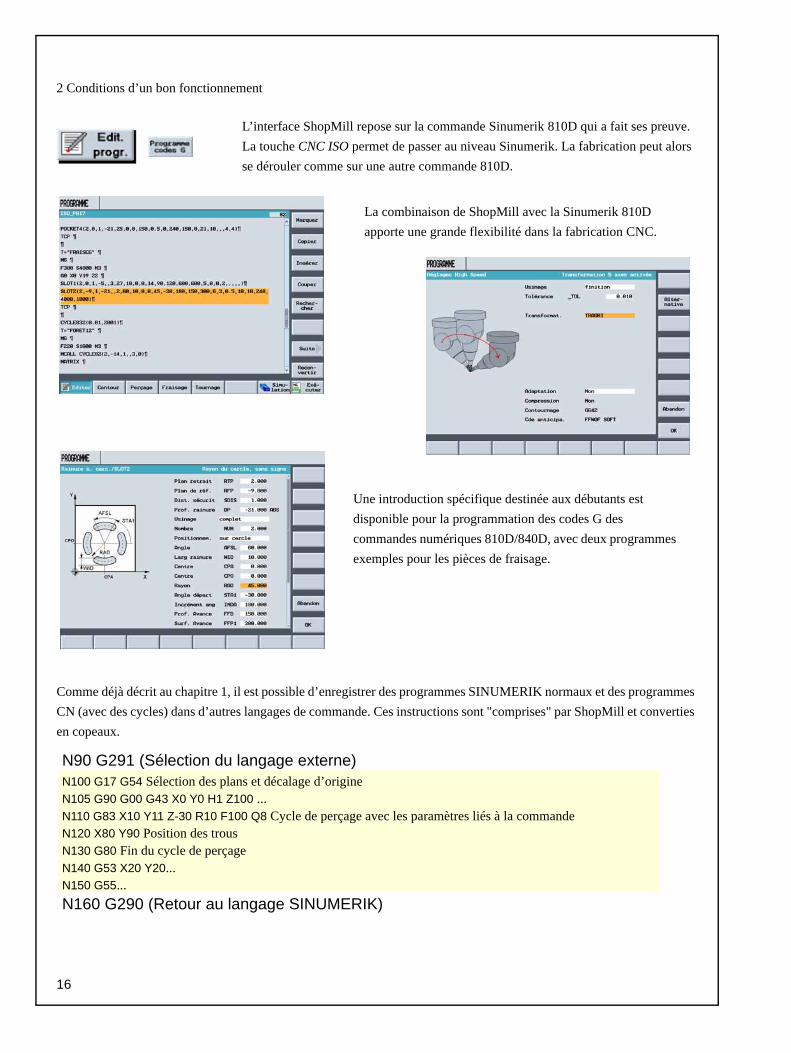
L’interface ShopMill repose sur la commande Sinumerik 810D qui a fait ses preuve. La touche CNC ISO permet de passer au niveau Sinumerik. La fabrication peut alors se dérouler comme sur une autre commande 810D. 2
La combinaison de ShopMill avec la Sinumerik 810D apporte une grande flexibilité dans la fabrication CNC. 2
Une introduction spécifique destinée aux débutants est disponible pour la programmation des codes G des commandes numériques 810D/840D, avec deux programmes exemples pour les pièces de fraisage. 2
N90 G291 (Sélection du langage externe) 2
N100 G17 G54 Sélection des plans et décalage d’origine 2
N105 G90 G00 G43 X0 Y0 H1 Z100 ... 2
N110 G83 X10 Y11 Z-30 R10 F100 Q8 Cycle de perçage avec les paramètres liés à la commande 2
N120 X80 Y90 Position des trous 2
N130 G80 Fin du cycle de perçage 2
N140 G53 X20 Y20... 2
N150 G55... 2
N160 G290 (Retour au langage SINUMERIK) 2
16
Document de formation ShopMill
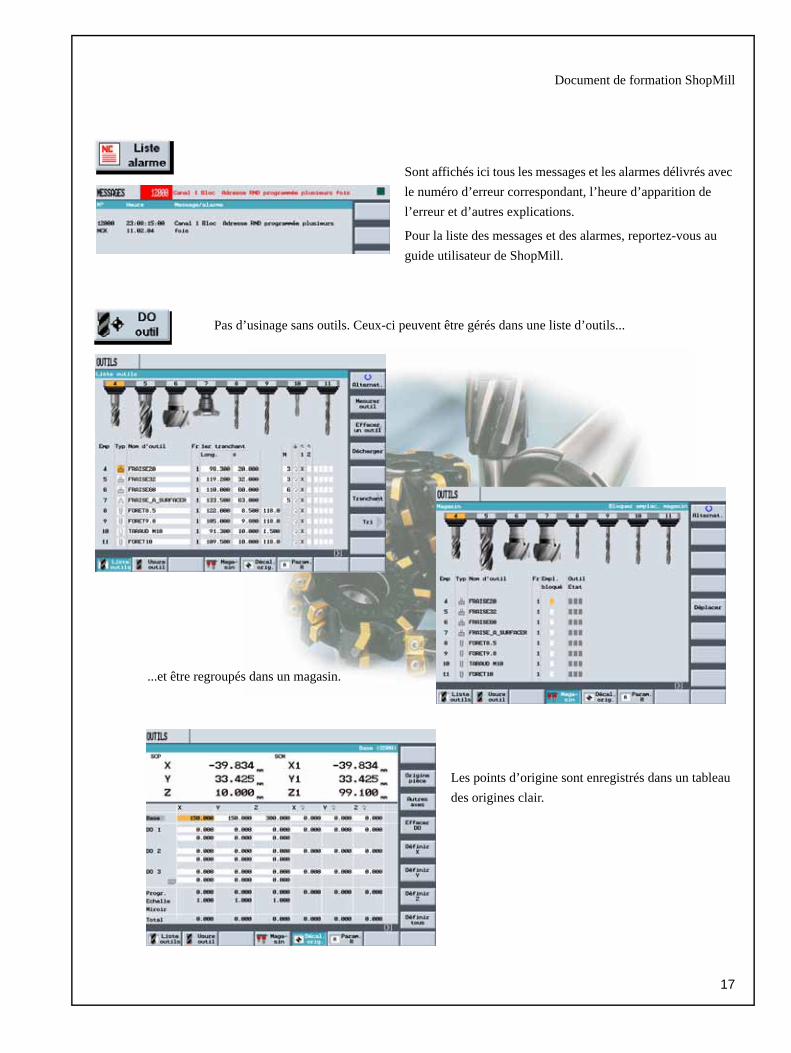
Sont affichés ici tous les messages et les alarmes délivrés avec le numéro d’erreur correspondant, l’heure d’apparition de l’erreur et d’autres explications.
Pour la liste des messages et des alarmes, reportez-vous au guide utilisateur de ShopMill.
Les points d’origine sont enregistrés dans un tableau des origines clair.
Pas d’usinage sans outils. Ceux-ci peuvent être gérés dans une liste d’outils...
...et être regroupés dans un magasin.
17
3 Notions de base pour les débutants
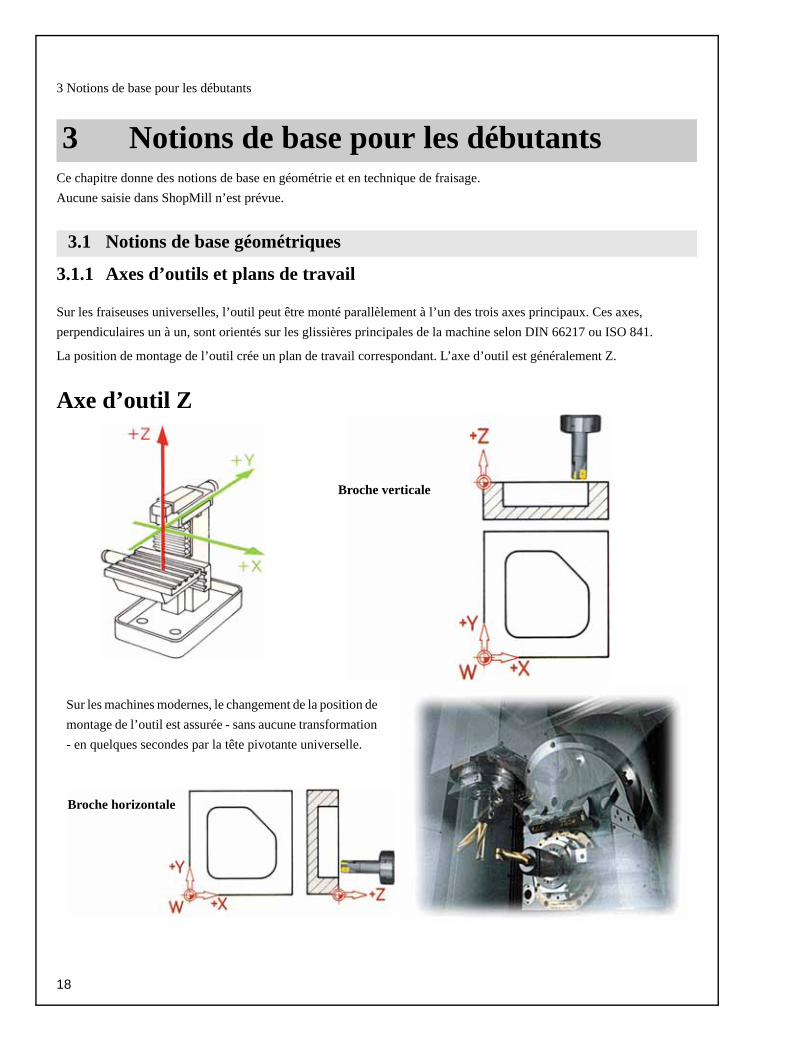
Ce chapitre donne des notions de base en géométrie et en technique de fraisage.Aucune saisie dans ShopMill n’est prévue.
3.1.1 Axes d’outils et plans de travail
Sur les fraiseuses universelles, l’outil peut être monté parallèlement à l’un des trois axes principaux. Ces axes, perpendiculaires un à un, sont orientés sur les glissières principales de la machine selon DIN 66217 ou ISO 841.
La position de montage de l’outil crée un plan de travail correspondant. L’axe d’outil est généralement Z.
Axe d’outil Z
3 Notions de base pour les débutants
3.1 Notions de base géométriques
Broche verticale
Broche horizontale
Sur les machines modernes, le changement de la position de montage de l’outil est assurée - sans aucune transformation - en quelques secondes par la tête pivotante universelle. 3
18
Document de formation ShopMill
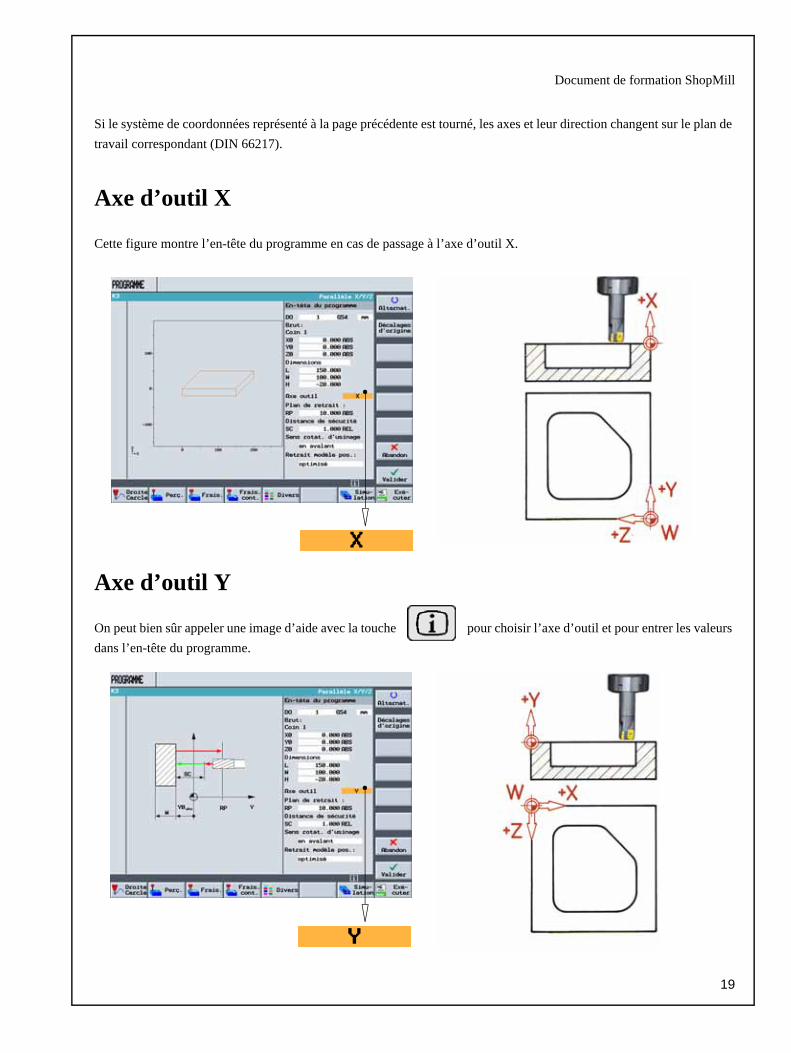
Si le système de coordonnées représenté à la page précédente est tourné, les axes et leur direction changent sur le plan de travail correspondant (DIN 66217).
Axe d’outil X
Cette figure montre l’en-tête du programme en cas de passage à l’axe d’outil X.
Axe d’outil Y
On peut bien sûr appeler une image d’aide avec la touche pour choisir l’axe d’outil et pour entrer les valeurs dans l’en-tête du programme.
19
3 Notions de base pour les débutants
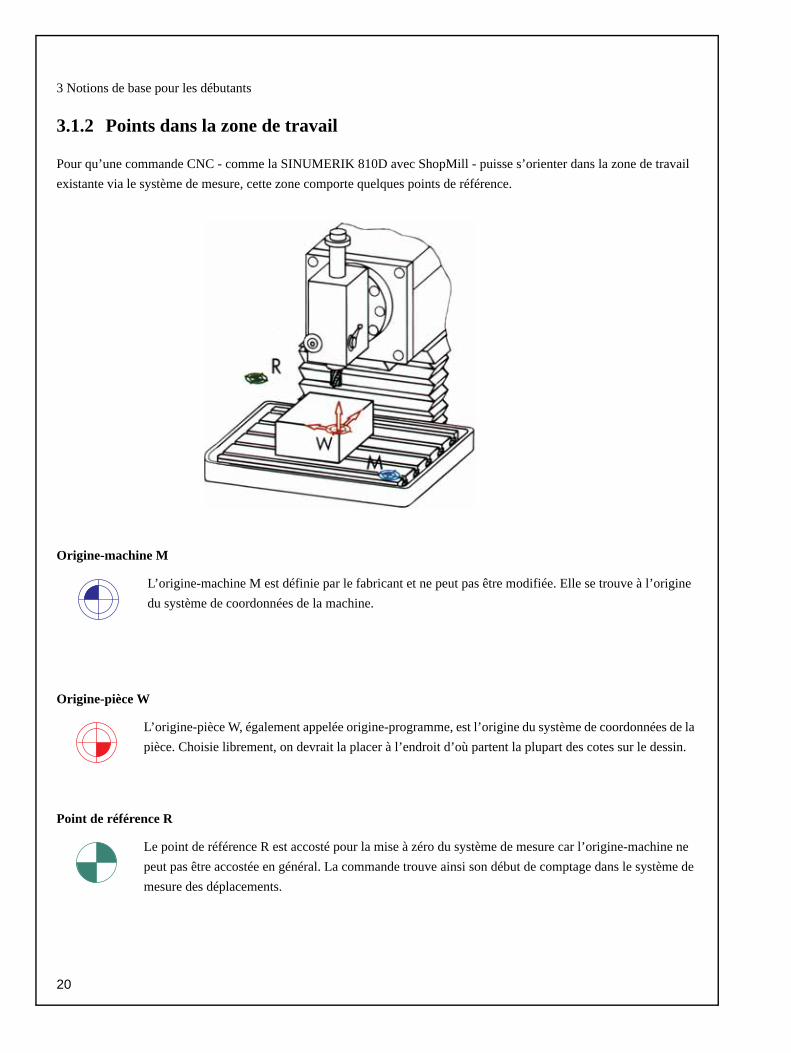
3.1.2 Points dans la zone de travail
Pour qu’une commande CNC - comme la SINUMERIK 810D avec ShopMill - puisse s’orienter dans la zone de travailexistante via le système de mesure, cette zone comporte quelques points de référence.
Origine-machine M
L’origine-machine M est définie par le fabricant et ne peut pas être modifiée. Elle se trouve à l’origine du système de coordonnées de la machine.
Origine-pièce W
L’origine-pièce W, également appelée origine-programme, est l’origine du système de coordonnées de la pièce. Choisie librement, on devrait la placer à l’endroit d’où partent la plupart des cotes sur le dessin.
Point de référence R
Le point de référence R est accosté pour la mise à zéro du système de mesure car l’origine-machine ne peut pas être accostée en général. La commande trouve ainsi son début de comptage dans le système de mesure des déplacements.
20
Document de formation ShopMill
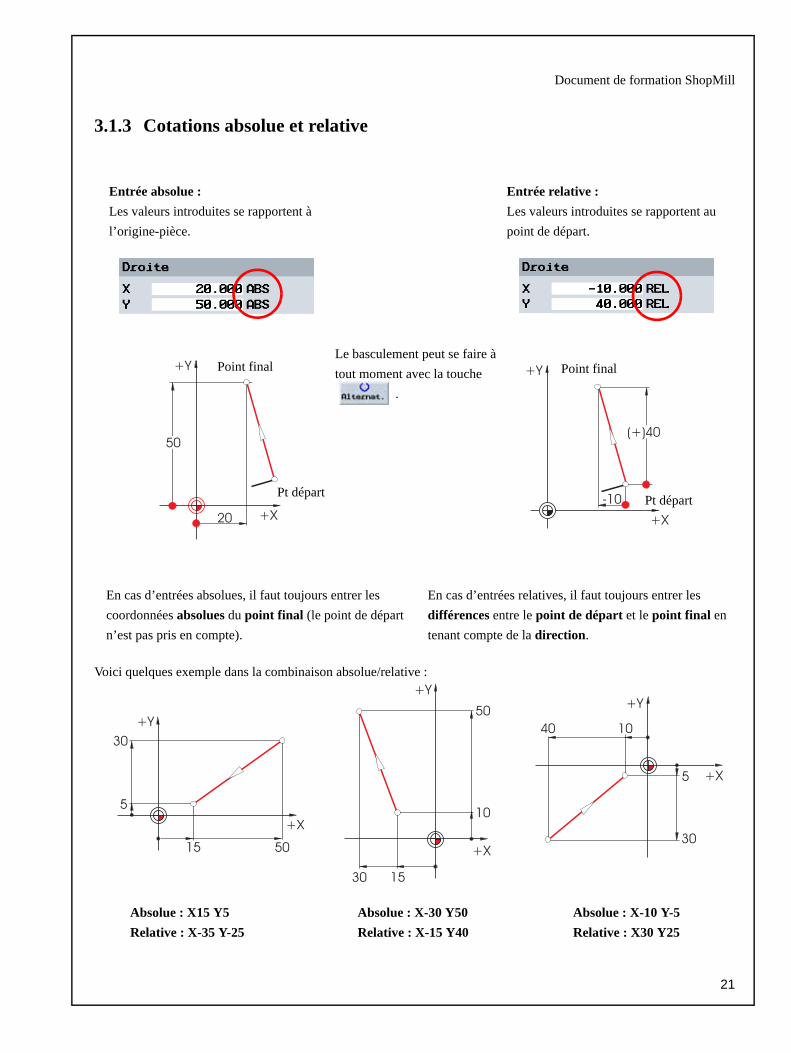
3.1.3 Cotations absolue et relative
Voici quelques exemple dans la combinaison absolue/relative :
Entrée absolue :Les valeurs introduites se rapportent à l’origine-pièce.
Entrée relative :Les valeurs introduites se rapportent au point de départ.
3
Le basculement peut se faire à tout moment avec la touche
. 3
Pt départ
En cas d’entrées absolues, il faut toujours entrer les coordonnées absolues du point final (le point de départ n’est pas pris en compte).
En cas d’entrées relatives, il faut toujours entrer les différences entre le point de départ et le point final en tenant compte de la direction.
Point final
Pt départ
Point final
Absolue : X-10 Y-5Relative : X30 Y25
Absolue : X-30 Y50Relative : X-15 Y40
Absolue : X15 Y5Relative : X-35 Y-25
21
3 Notions de base pour les débutants
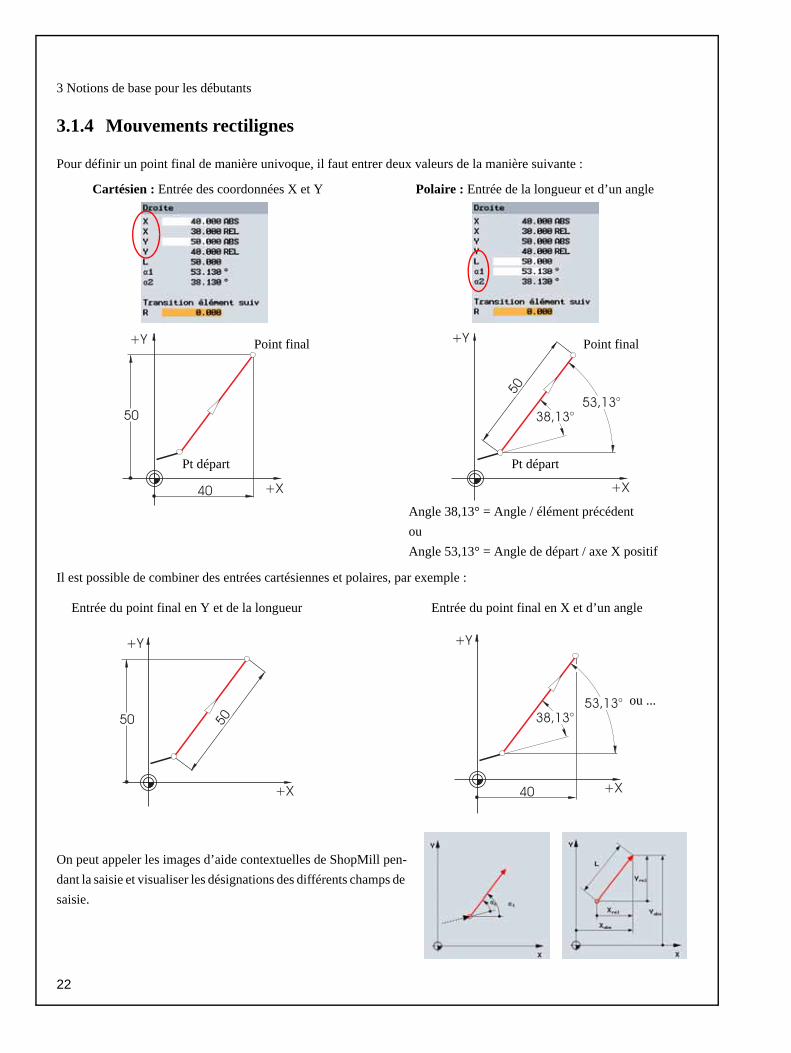
3.1.4 Mouvements rectilignes
Pour définir un point final de manière univoque, il faut entrer deux valeurs de la manière suivante :
Il est possible de combiner des entrées cartésiennes et polaires, par exemple :
On peut appeler les images d’aide contextuelles de ShopMill pen-dant la saisie et visualiser les désignations des différents champs de saisie.
Cartésien : Entrée des coordonnées X et Y Polaire : Entrée de la longueur et d’un angle
Point final Point final
Pt départ Pt départ
Angle 38,13° = Angle / élément précédent ouAngle 53,13° = Angle de départ / axe X positif 3
Entrée du point final en X et d’un angleEntrée du point final en Y et de la longueur
ou ...
22
Document de formation ShopMill
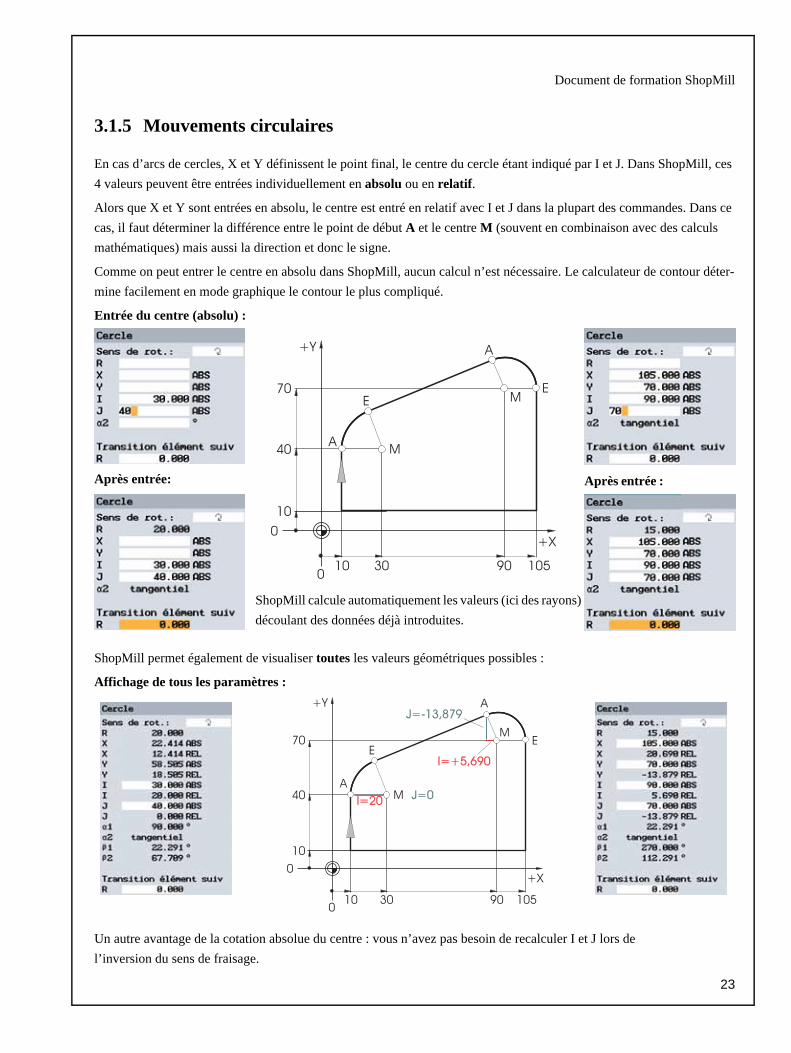
3.1.5 Mouvements circulaires
En cas d’arcs de cercles, X et Y définissent le point final, le centre du cercle étant indiqué par I et J. Dans ShopMill, ces 4 valeurs peuvent être entrées individuellement en absolu ou en relatif.
Alors que X et Y sont entrées en absolu, le centre est entré en relatif avec I et J dans la plupart des commandes. Dans ce cas, il faut déterminer la différence entre le point de début A et le centre M (souvent en combinaison avec des calculs mathématiques) mais aussi la direction et donc le signe.
Comme on peut entrer le centre en absolu dans ShopMill, aucun calcul n’est nécessaire. Le calculateur de contour déter-mine facilement en mode graphique le contour le plus compliqué.
Entrée du centre (absolu) :
ShopMill permet également de visualiser toutes les valeurs géométriques possibles :
Affichage de tous les paramètres :
Un autre avantage de la cotation absolue du centre : vous n’avez pas besoin de recalculer I et J lors de l’inversion du sens de fraisage.
Après entrée: 3 Après entrée :3
ShopMill calcule automatiquement les valeurs (ici des rayons) découlant des données déjà introduites. 3
23
3 Notions de base pour les débutants
Pour parvenir à une fabrication optimale, il est indispensable de bien connaître les outils, et plus particulièrement lesmatériaux de coupe et les possibilités d’emploi des outils ainsi que les données de coupe optimales correspondantes.
3.2.1 Fraises et forets modernes
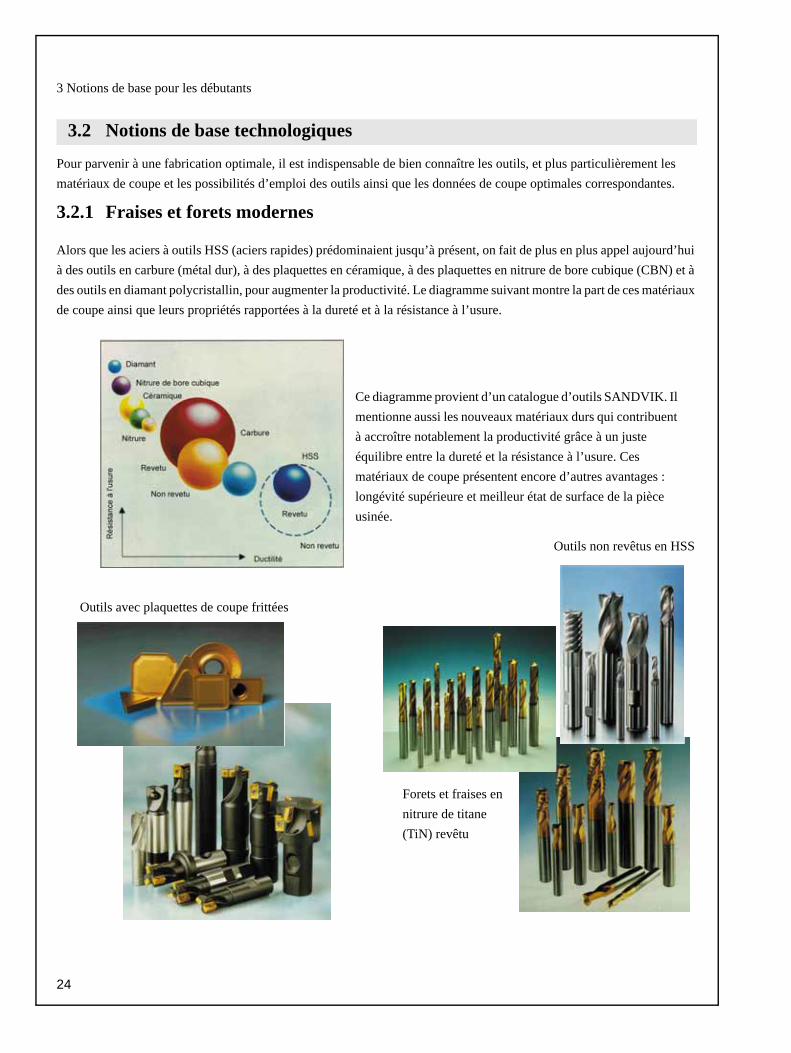
Alors que les aciers à outils HSS (aciers rapides) prédominaient jusqu’à présent, on fait de plus en plus appel aujourd’hui à des outils en carbure (métal dur), à des plaquettes en céramique, à des plaquettes en nitrure de bore cubique (CBN) et à des outils en diamant polycristallin, pour augmenter la productivité. Le diagramme suivant montre la part de ces matériaux de coupe ainsi que leurs propriétés rapportées à la dureté et à la résistance à l’usure. 3
3.2 Notions de base technologiques
Outils non revêtus en HSS
Outils avec plaquettes de coupe frittées
Ce diagramme provient d’un catalogue d’outils SANDVIK. Il mentionne aussi les nouveaux matériaux durs qui contribuent à accroître notablement la productivité grâce à un juste équilibre entre la dureté et la résistance à l’usure. Ces matériaux de coupe présentent encore d’autres avantages : longévité supérieure et meilleur état de surface de la pièce usinée.
Forets et fraises en nitrure de titane (TiN) revêtu
24
Document de formation ShopMill
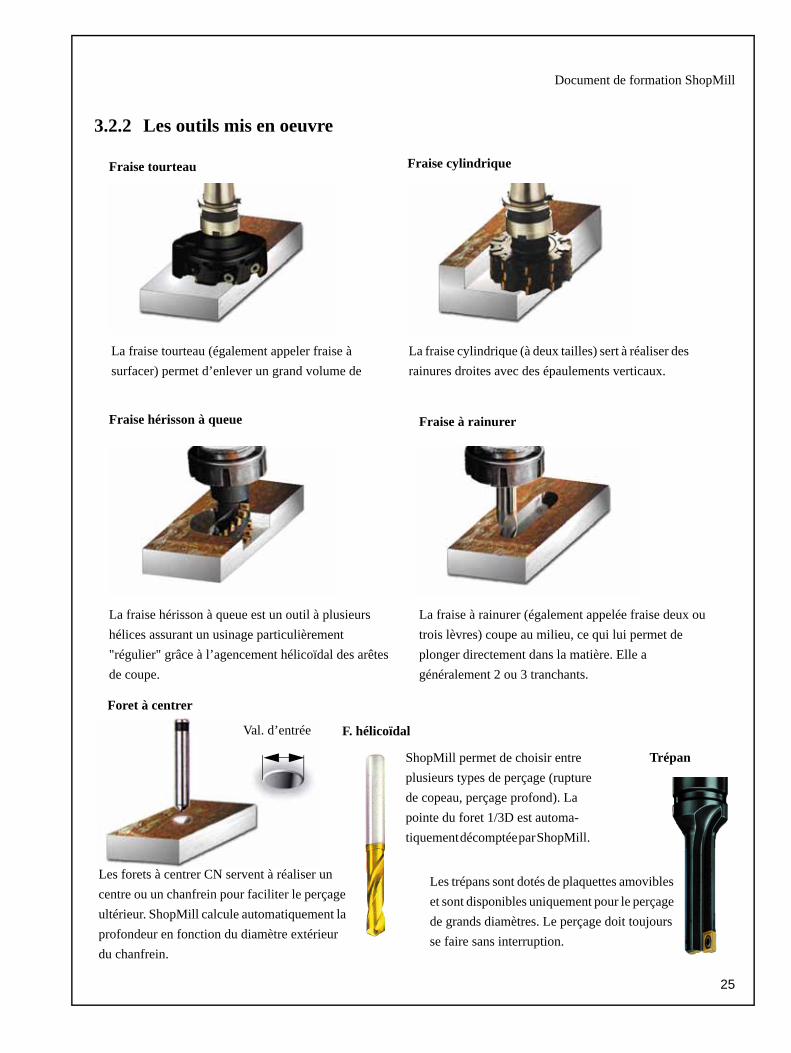
3.2.2 Les outils mis en oeuvre
Fraise tourteau Fraise cylindrique
La fraise tourteau (également appeler fraise à surfacer) permet d’enlever un grand volume de
La fraise cylindrique (à deux tailles) sert à réaliser des rainures droites avec des épaulements verticaux. 3
Fraise hérisson à queue Fraise à rainurer
La fraise hérisson à queue est un outil à plusieurs hélices assurant un usinage particulièrement "régulier" grâce à l’agencement hélicoïdal des arêtes de coupe. 3
La fraise à rainurer (également appelée fraise deux ou trois lèvres) coupe au milieu, ce qui lui permet de plonger directement dans la matière. Elle a généralement 2 ou 3 tranchants. 3
Les forets à centrer CN servent à réaliser un centre ou un chanfrein pour faciliter le perçage ultérieur. ShopMill calcule automatiquement la profondeur en fonction du diamètre extérieur du chanfrein. 3
F. hélicoïdal
Trépan
Foret à centrer
ShopMill permet de choisir entre plusieurs types de perçage (rupture de copeau, perçage profond). La pointe du foret 1/3D est automa-tiquement décomptée par ShopMill.3
Les trépans sont dotés de plaquettes amovibles et sont disponibles uniquement pour le perçage de grands diamètres. Le perçage doit toujours se faire sans interruption. 3
Val. d’entrée
25
3 Notions de base pour les débutants
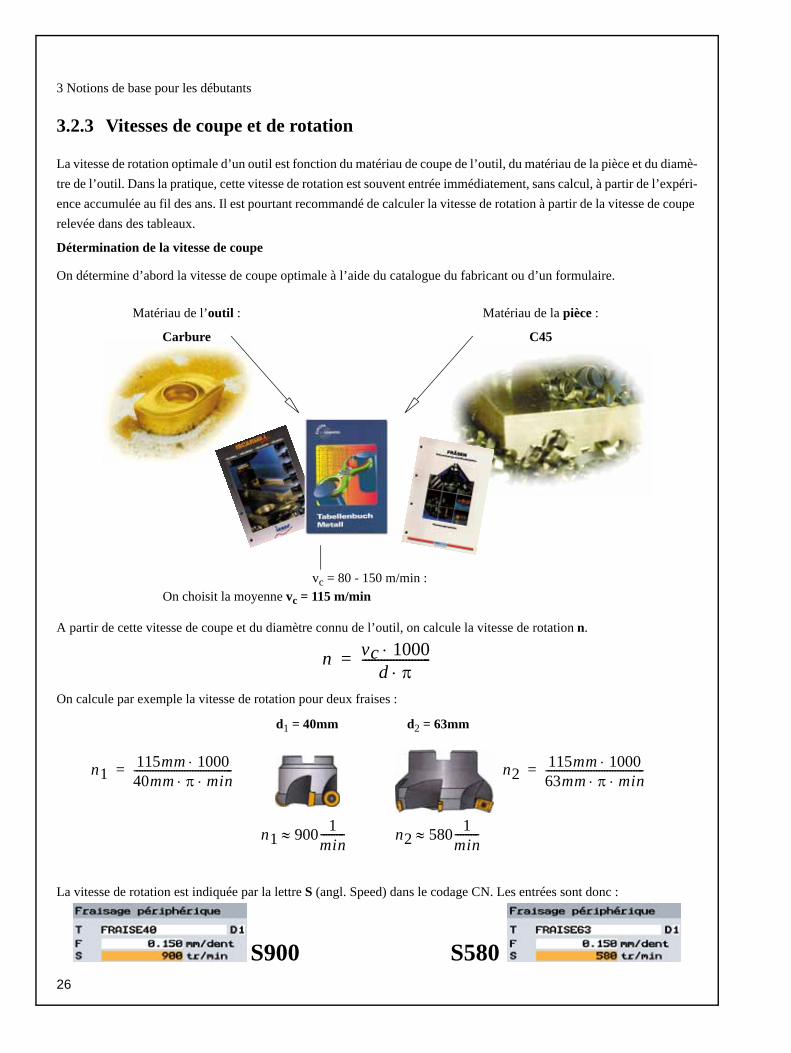
3.2.3 Vitesses de coupe et de rotation
La vitesse de rotation optimale d’un outil est fonction du matériau de coupe de l’outil, du matériau de la pièce et du diamè-tre de l’outil. Dans la pratique, cette vitesse de rotation est souvent entrée immédiatement, sans calcul, à partir de l’expéri-ence accumulée au fil des ans. Il est pourtant recommandé de calculer la vitesse de rotation à partir de la vitesse de coupe relevée dans des tableaux.
Détermination de la vitesse de coupe
On détermine d’abord la vitesse de coupe optimale à l’aide du catalogue du fabricant ou d’un formulaire.
A partir de cette vitesse de coupe et du diamètre connu de l’outil, on calcule la vitesse de rotation n.
On calcule par exemple la vitesse de rotation pour deux fraises :
La vitesse de rotation est indiquée par la lettre S (angl. Speed) dans le codage CN. Les entrées sont donc :
Matériau de l’outil :
Carbure
Matériau de la pièce :
C45
vc = 80 - 150 m/min :On choisit la moyenne vc = 115 m/min
n vc 1000⋅d π⋅
----------------------=
d1 = 40mm d2 = 63mm
n1 900 1min---------≈ n2 580 1
min---------≈
n1115mm 1000⋅40mm π min⋅ ⋅-------------------------------------= n2
115mm 1000⋅63mm π min⋅ ⋅-------------------------------------=
S900 S580
26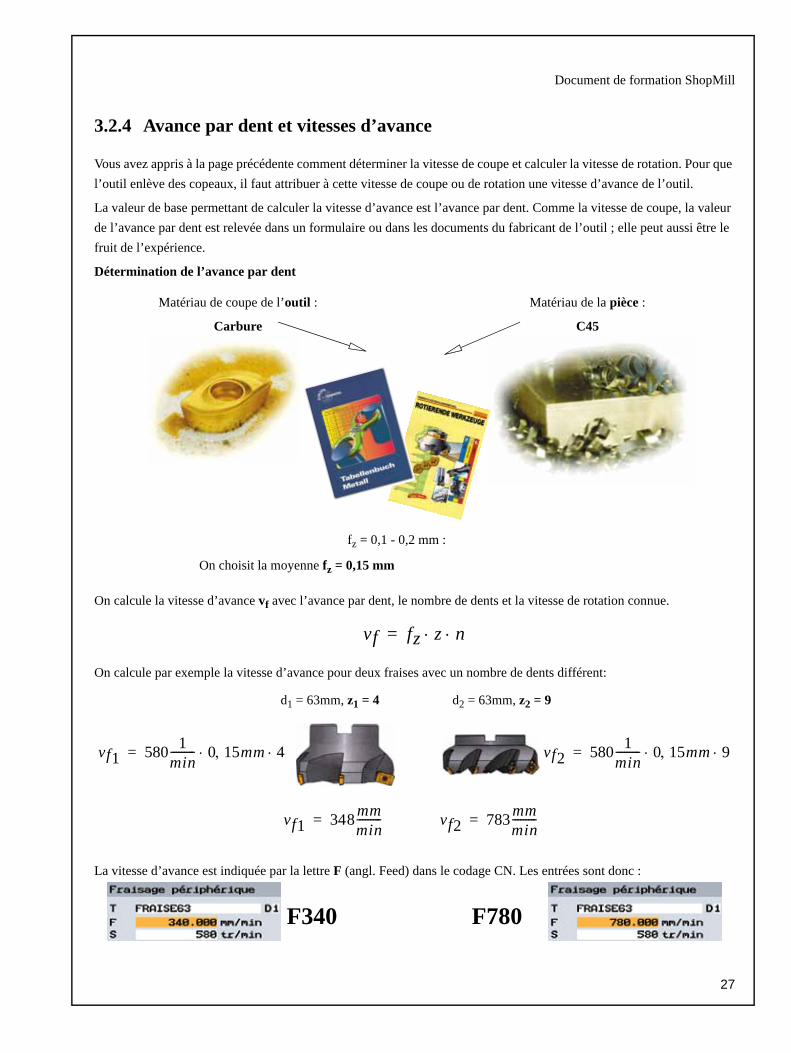
Document de formation ShopMill
3.2.4 Avance par dent et vitesses d’avance
Vous avez appris à la page précédente comment déterminer la vitesse de coupe et calculer la vitesse de rotation. Pour que l’outil enlève des copeaux, il faut attribuer à cette vitesse de coupe ou de rotation une vitesse d’avance de l’outil.
La valeur de base permettant de calculer la vitesse d’avance est l’avance par dent. Comme la vitesse de coupe, la valeur de l’avance par dent est relevée dans un formulaire ou dans les documents du fabricant de l’outil ; elle peut aussi être le fruit de l’expérience.
Détermination de l’avance par dent
On calcule la vitesse d’avance vf avec l’avance par dent, le nombre de dents et la vitesse de rotation connue.
On calcule par exemple la vitesse d’avance pour deux fraises avec un nombre de dents différent:
La vitesse d’avance est indiquée par la lettre F (angl. Feed) dans le codage CN. Les entrées sont donc :
Matériau de coupe de l’outil :
Carbure
Matériau de la pièce :
C45
fz = 0,1 - 0,2 mm :
On choisit la moyenne fz = 0,15 mm
vf fz z n⋅ ⋅=
vf1 580 1min--------- 0 15mm, 4⋅ ⋅= vf2 580 1
min--------- 0 15mm, 9⋅ ⋅=
vf1 348 mmmin---------= vf2 783 mm
min---------=
d1 = 63mm, z1 = 4 d2 = 63mm, z2 = 9
F340 F780
27
4 Bien équipé
Ce chapitre vous apprend à définir les outils requis pour les exemples du chapitre suivant. A l’aide d’un exemple, il explique en outre le calcul des longueurs d’outils et le positionnement de l’origine-pièce.
ShopMill offre trois listes pour la gestion d’outils.
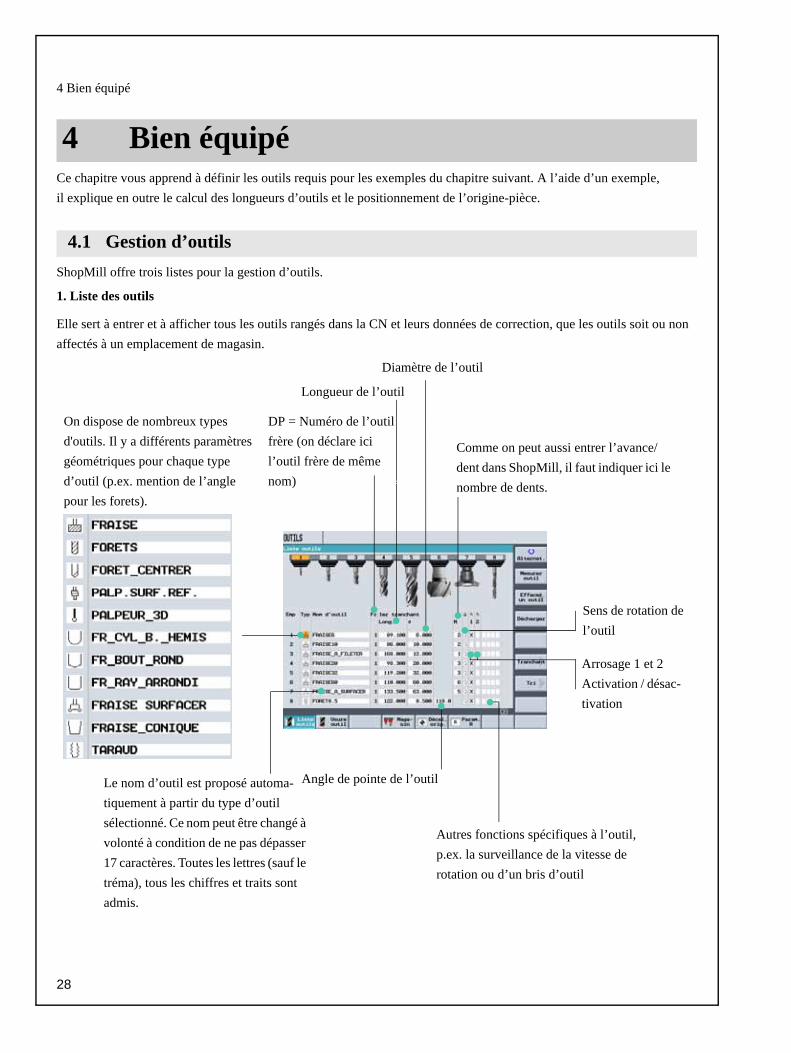
1. Liste des outils
Elle sert à entrer et à afficher tous les outils rangés dans la CN et leurs données de correction, que les outils soit ou non affectés à un emplacement de magasin.
4 Bien équipé
4.1 Gestion d’outils
On dispose de nombreux types d'outils. Il y a différents paramètres géométriques pour chaque type d’outil (p.ex. mention de l’angle pour les forets). 4
Le nom d’outil est proposé automa-tiquement à partir du type d’outil sélectionné. Ce nom peut être changé à volonté à condition de ne pas dépasser 17 caractères. Toutes les lettres (sauf le tréma), tous les chiffres et traits sont admis. 4
Longueur de l’outil 4
Diamètre de l’outil 4
Comme on peut aussi entrer l’avance/dent dans ShopMill, il faut indiquer ici le nombre de dents. 4
Angle de pointe de l’outil 4
Sens de rotation de l’outil 4
Arrosage 1 et 2 Activation / désac-tivation
Autres fonctions spécifiques à l’outil, p.ex. la surveillance de la vitesse derotation ou d’un bris d’outil 4
DP = Numéro de l’outil frère (on déclare ici l’outil frère de même nom) 4
28
Document de formation ShopMill
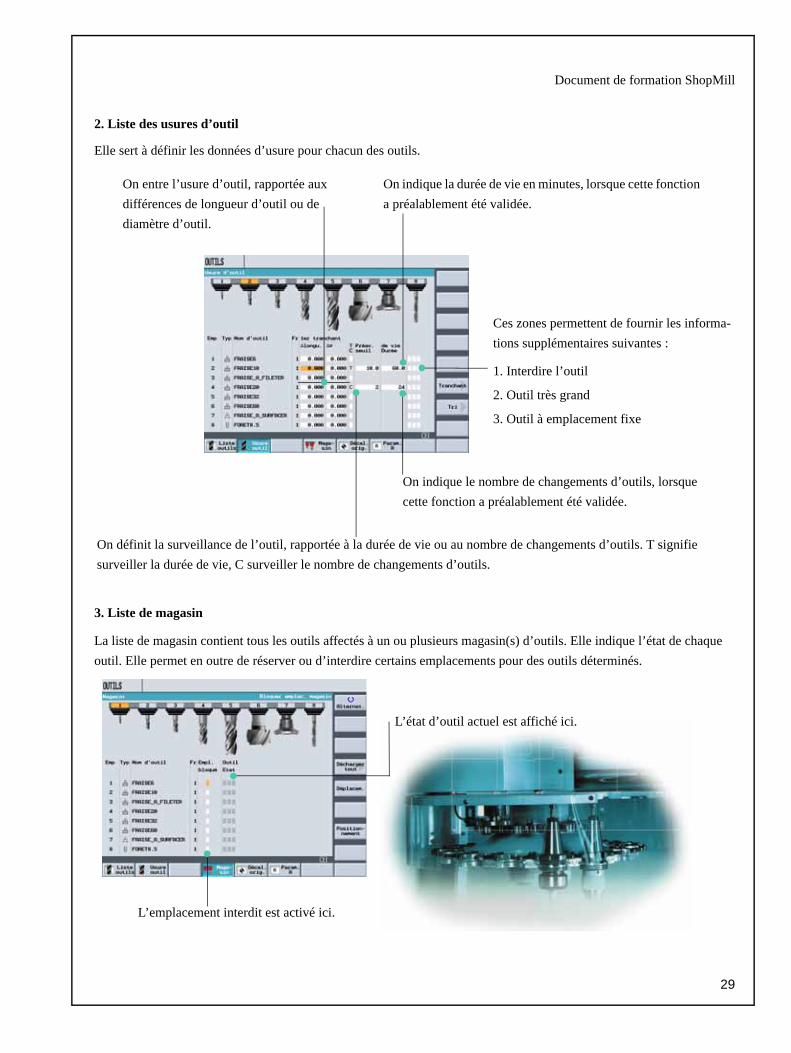
2. Liste des usures d’outil
Elle sert à définir les données d’usure pour chacun des outils.
3. Liste de magasin
La liste de magasin contient tous les outils affectés à un ou plusieurs magasin(s) d’outils. Elle indique l’état de chaque outil. Elle permet en outre de réserver ou d’interdire certains emplacements pour des outils déterminés.
Ces zones permettent de fournir les informa-tions supplémentaires suivantes : 4
1. Interdire l’outil
2. Outil très grand
3. Outil à emplacement fixe
On entre l’usure d’outil, rapportée aux différences de longueur d’outil ou de diamètre d’outil.
On définit la surveillance de l’outil, rapportée à la durée de vie ou au nombre de changements d’outils. T signifie surveiller la durée de vie, C surveiller le nombre de changements d’outils.
On indique la durée de vie en minutes, lorsque cette fonction a préalablement été validée.
On indique le nombre de changements d’outils, lorsque cette fonction a préalablement été validée.
L’état d’outil actuel est affiché ici.
L’emplacement interdit est activé ici. 4
29
4 Bien équipé
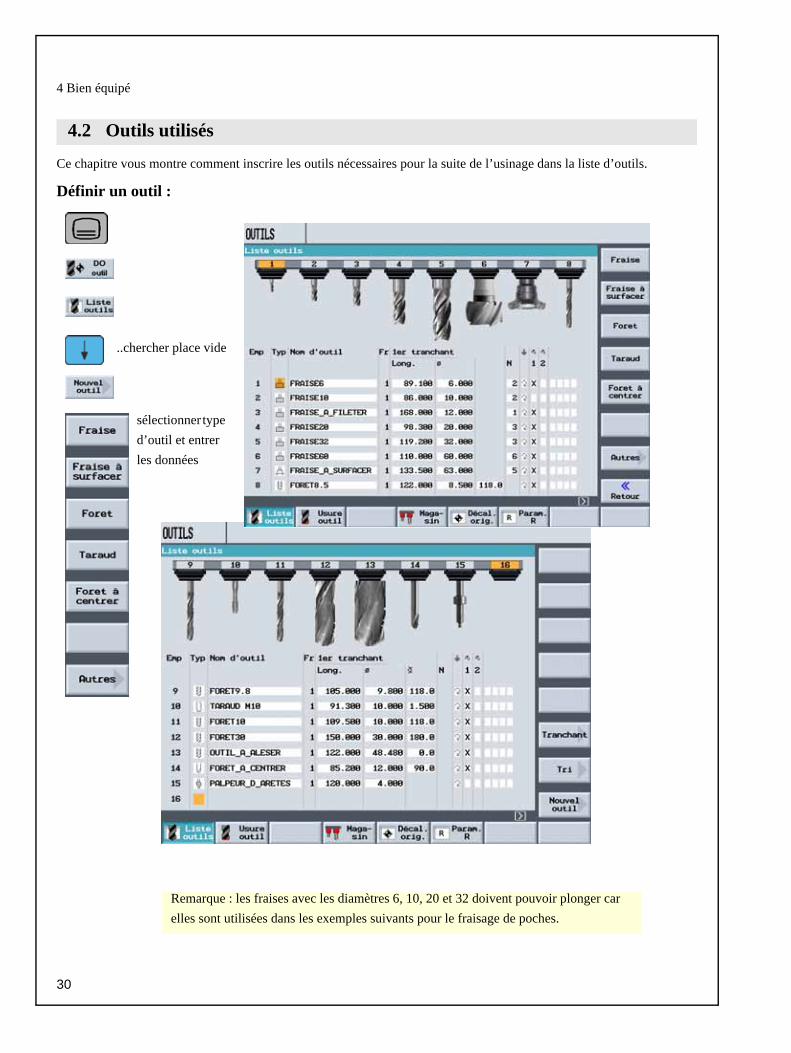
Ce chapitre vous montre comment inscrire les outils nécessaires pour la suite de l’usinage dans la liste d’outils.
Définir un outil :
4.2 Outils utilisés
sélectionner type d’outil et entrer les données
..chercher place vide
Remarque : les fraises avec les diamètres 6, 10, 20 et 32 doivent pouvoir plonger car elles sont utilisées dans les exemples suivants pour le fraisage de poches. 4
30
Document de formation ShopMill
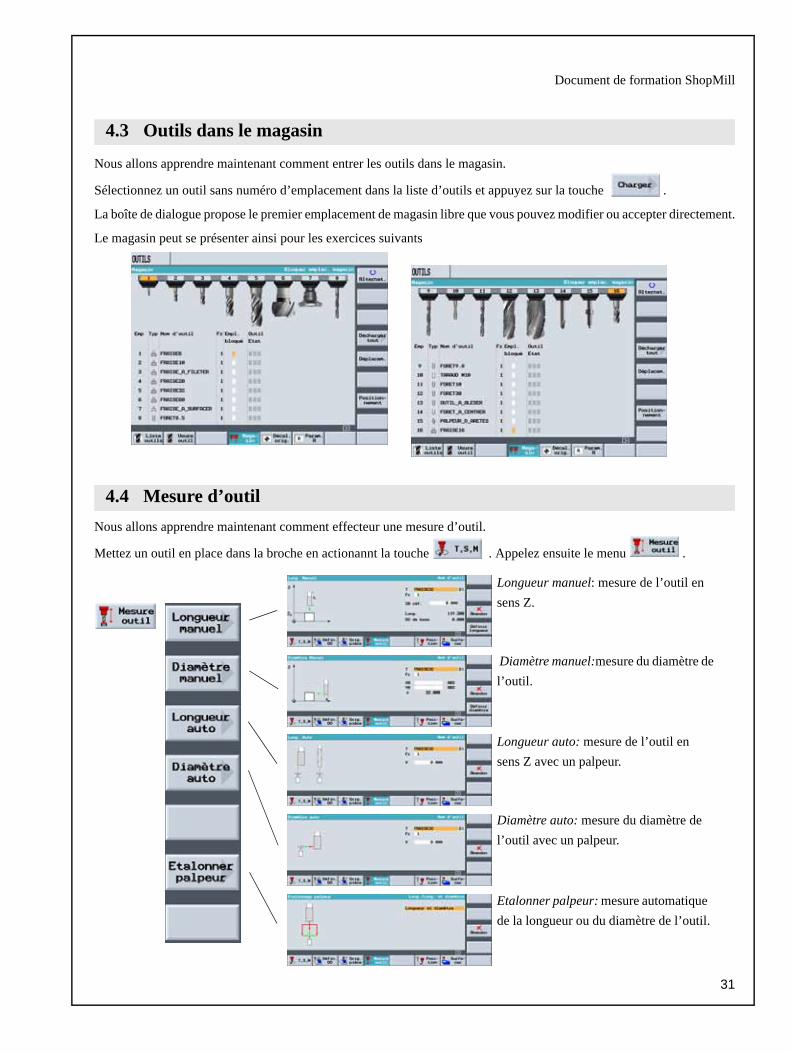
Nous allons apprendre maintenant comment entrer les outils dans le magasin.
Sélectionnez un outil sans numéro d’emplacement dans la liste d’outils et appuyez sur la touche .
La boîte de dialogue propose le premier emplacement de magasin libre que vous pouvez modifier ou accepter directement.
Le magasin peut se présenter ainsi pour les exercices suivants
Nous allons apprendre maintenant comment effecteur une mesure d’outil.
Mettez un outil en place dans la broche en actionannt la touche . Appelez ensuite le menu .
4.3 Outils dans le magasin
4.4 Mesure d’outil
Longueur manuel: mesure de l’outil en sens Z.
Diamètre manuel:mesure du diamètre de l’outil.
Longueur auto: mesure de l’outil en sens Z avec un palpeur.
Diamètre auto: mesure du diamètre de l’outil avec un palpeur.
Etalonner palpeur: mesure automatique de la longueur ou du diamètre de l’outil.
31

4 Bien équipé
Pour définir l’origine-pièce, il faut passer au mode Machine Manuel dans le menu de base.
Le sous-menu de l’option Orig. pièce offre plusieurs possi-bilités pour définir l’origine-pièce.
Il est par exemple possible de définir l’origine d’une arête de pièce ( ) avec un palpeur d’arêtes.
Procédure :
1.
2. Sélection de l’arête
(l’image d’aide mon-tre le sens de palpage requis).
3. Palpage de l’arête de pièce
4.
L’origine-pièce est définie en tenant compte du diamètre dupalpeur d’arêtes (4 mm).
Cette procédure de calcul doit en-suite être répétée pour Y avec le palpeur d’arêtes et pour Z (géné-ralement avec la fraise).
4.5 Définition de l’origine-pièce
Cette touche permet d’appeler la liste des décalages d’origine,ceux-ci pouvant ensuite être réglés dans la zone Décalages d’origine.
Entrée du décalage d’orig-ine de base. La fonction Définir base permet d’en-trer de nouvelle valeurs de position dans l’affichage des valeurs réelles.
Sens de palpagegauche (+) ou droite (-)
Décalage de l’origine-pièce, si celle-ci ne doit pas se trouver sur l’arête de la pièce
32
Document de formation ShopMill
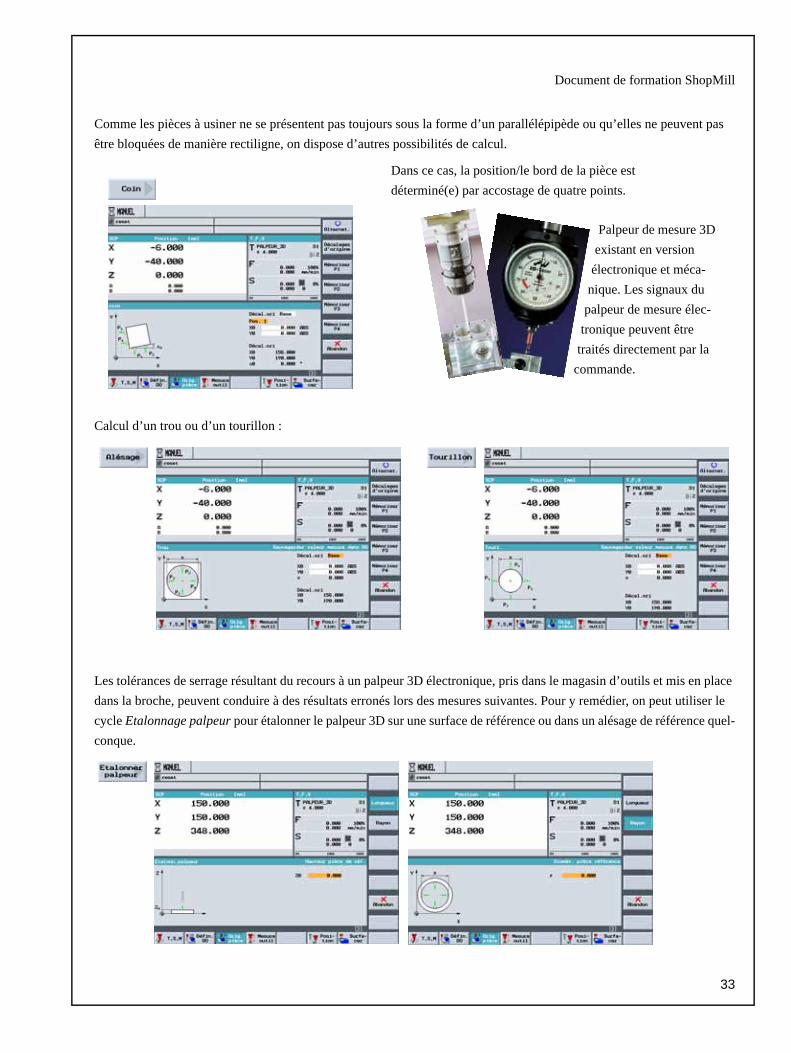
Comme les pièces à usiner ne se présentent pas toujours sous la forme d’un parallélépipède ou qu’elles ne peuvent pas être bloquées de manière rectiligne, on dispose d’autres possibilités de calcul.
Dans ce cas, la position/le bord de la pièce est déterminé(e) par accostage de quatre points.
Calcul d’un trou ou d’un tourillon :
Les tolérances de serrage résultant du recours à un palpeur 3D électronique, pris dans le magasin d’outils et mis en place dans la broche, peuvent conduire à des résultats erronés lors des mesures suivantes. Pour y remédier, on peut utiliser le cycle Etalonnage palpeur pour étalonner le palpeur 3D sur une surface de référence ou dans un alésage de référence quel-conque.
Palpeur de mesure 3D existant en version
électronique et méca-nique. Les signaux du
palpeur de mesure élec-tronique peuvent être
traités directement par la commande.
33
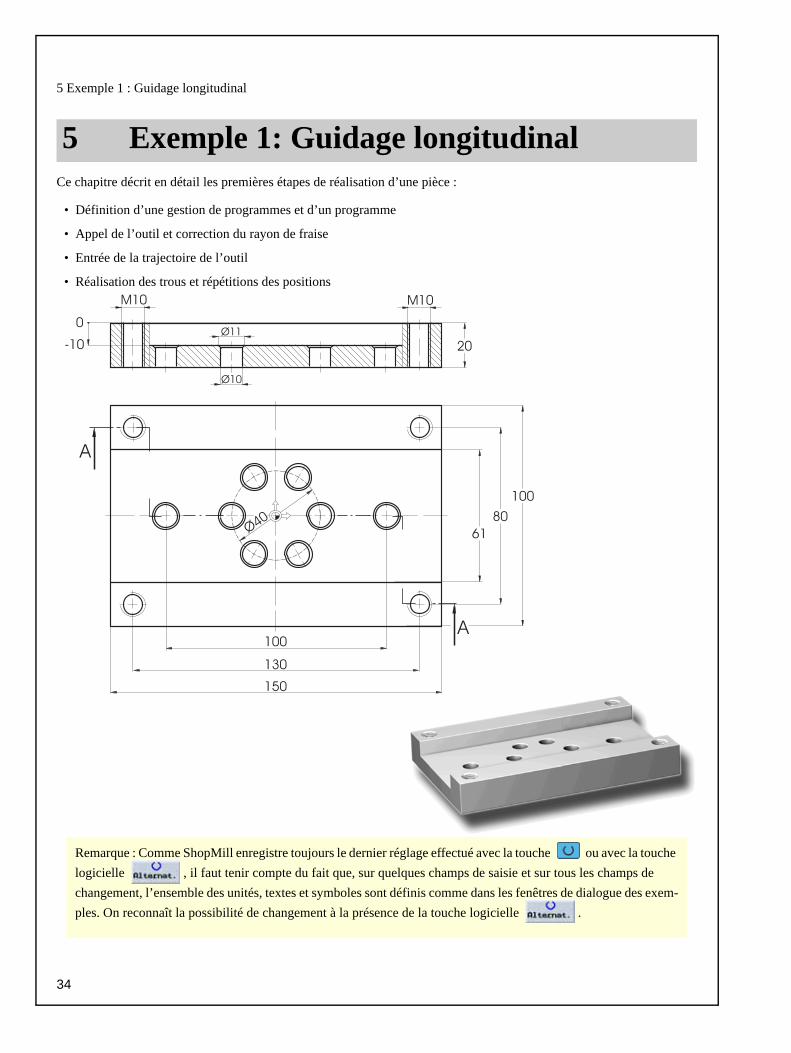
5 Exemple 1 : Guidage longitudinal
Ce chapitre décrit en détail les premières étapes de réalisation d’une pièce :
• Définition d’une gestion de programmes et d’un programme
• Appel de l’outil et correction du rayon de fraise
• Entrée de la trajectoire de l’outil
• Réalisation des trous et répétitions des positions
5 Exemple 1: Guidage longitudinal
Remarque : Comme ShopMill enregistre toujours le dernier réglage effectué avec la touche ou avec la touche logicielle , il faut tenir compte du fait que, sur quelques champs de saisie et sur tous les champs de changement, l’ensemble des unités, textes et symboles sont définis comme dans les fenêtres de dialogue des exem-ples. On reconnaît la possibilité de changement à la présence de la touche logicielle . 5
34
Document de formation ShopMill
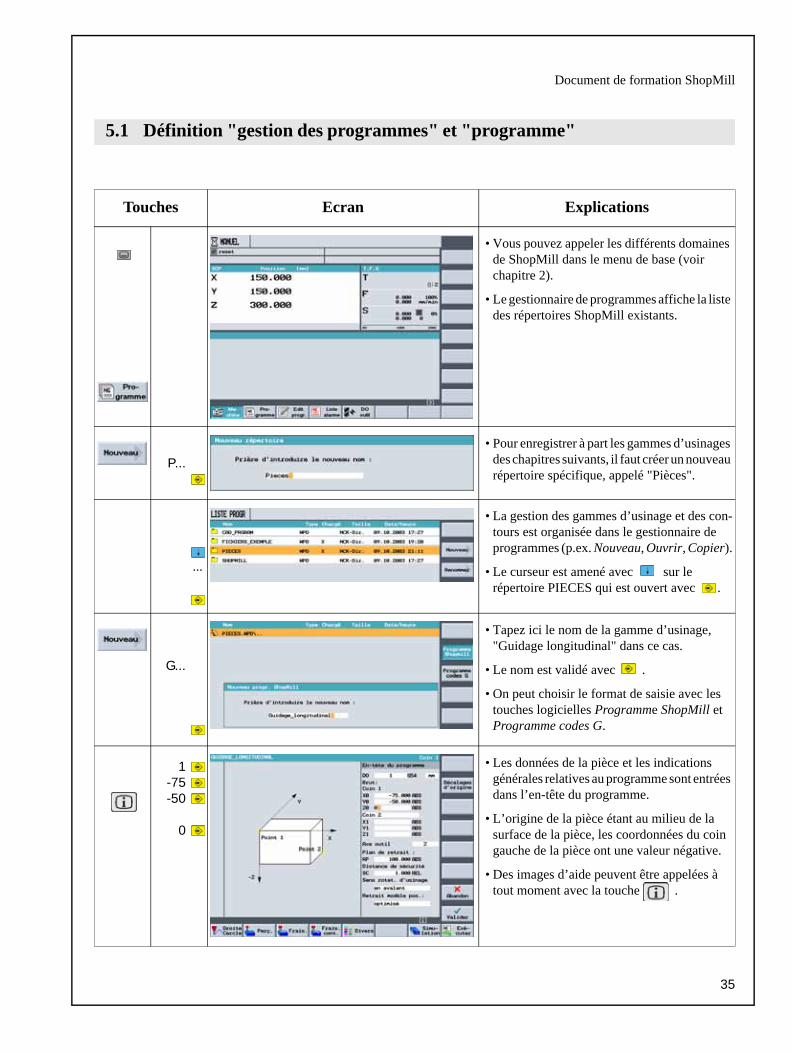
Touches Ecran Explications
• Vous pouvez appeler les différents domaines de ShopMill dans le menu de base (voir chapitre 2).
• Le gestionnaire de programmes affiche la liste des répertoires ShopMill existants.
P...• Pour enregistrer à part les gammes d’usinages
des chapitres suivants, il faut créer un nouveau répertoire spécifique, appelé "Pièces".
• La gestion des gammes d’usinage et des con-tours est organisée dans le gestionnaire de programmes (p.ex. Nouveau, Ouvrir, Copier).
• Le curseur est amené avec sur le répertoire PIECES qui est ouvert avec .
G...
• Tapez ici le nom de la gamme d’usinage, "Guidage longitudinal" dans ce cas.
• Le nom est validé avec .
• On peut choisir le format de saisie avec les touches logicielles Programme ShopMill et Programme codes G.
1-75-50
0
• Les données de la pièce et les indications générales relatives au programme sont entrées dans l’en-tête du programme.
• L’origine de la pièce étant au milieu de la surface de la pièce, les coordonnées du coin gauche de la pièce ont une valeur négative.
• Des images d’aide peuvent être appelées à tout moment avec la touche .
5.1 Définition "gestion des programmes" et "programme"
...5
35
5 Exemple 1 : Guidage longitudinal
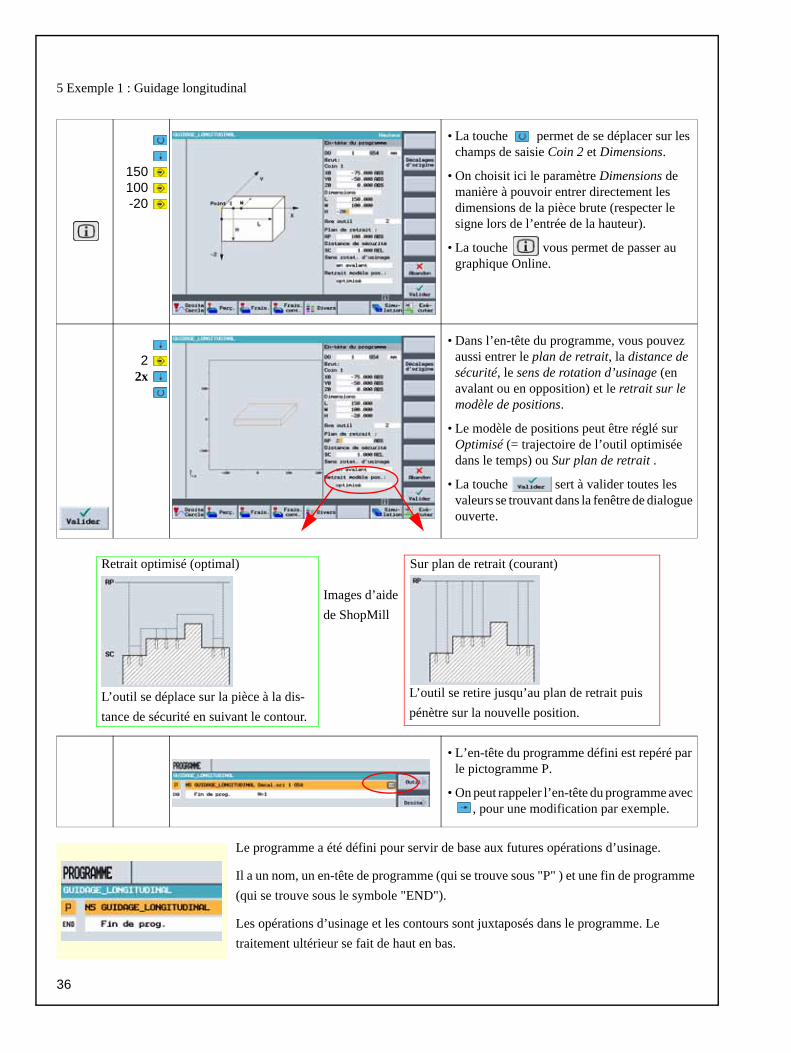
Le programme a été défini pour servir de base aux futures opérations d’usinage.
Il a un nom, un en-tête de programme (qui se trouve sous "P" ) et une fin de programme (qui se trouve sous le symbole "END").
Les opérations d’usinage et les contours sont juxtaposés dans le programme. Le traitement ultérieur se fait de haut en bas.
150100-20
• La touche permet de se déplacer sur les champs de saisie Coin 2 et Dimensions.
• On choisit ici le paramètre Dimensions de manière à pouvoir entrer directement les dimensions de la pièce brute (respecter le signe lors de l’entrée de la hauteur).
• La touche vous permet de passer au graphique Online.
22x
• Dans l’en-tête du programme, vous pouvez aussi entrer le plan de retrait, la distance de sécurité, le sens de rotation d’usinage (en avalant ou en opposition) et le retrait sur le modèle de positions.
• Le modèle de positions peut être réglé sur Optimisé (= trajectoire de l’outil optimisée dans le temps) ou Sur plan de retrait .
• La touche sert à valider toutes les valeurs se trouvant dans la fenêtre de dialogue ouverte.
• L’en-tête du programme défini est repéré par le pictogramme P.
• On peut rappeler l’en-tête du programme avec , pour une modification par exemple.
Retrait optimisé (optimal)
L’outil se retire jusqu’au plan de retrait puis pénètre sur la nouvelle position.
L’outil se déplace sur la pièce à la dis-tance de sécurité en suivant le contour.
Sur plan de retrait (courant)
Images d’aide de ShopMill 5
36
Document de formation ShopMill
Explications relatives à la correction de rayon :
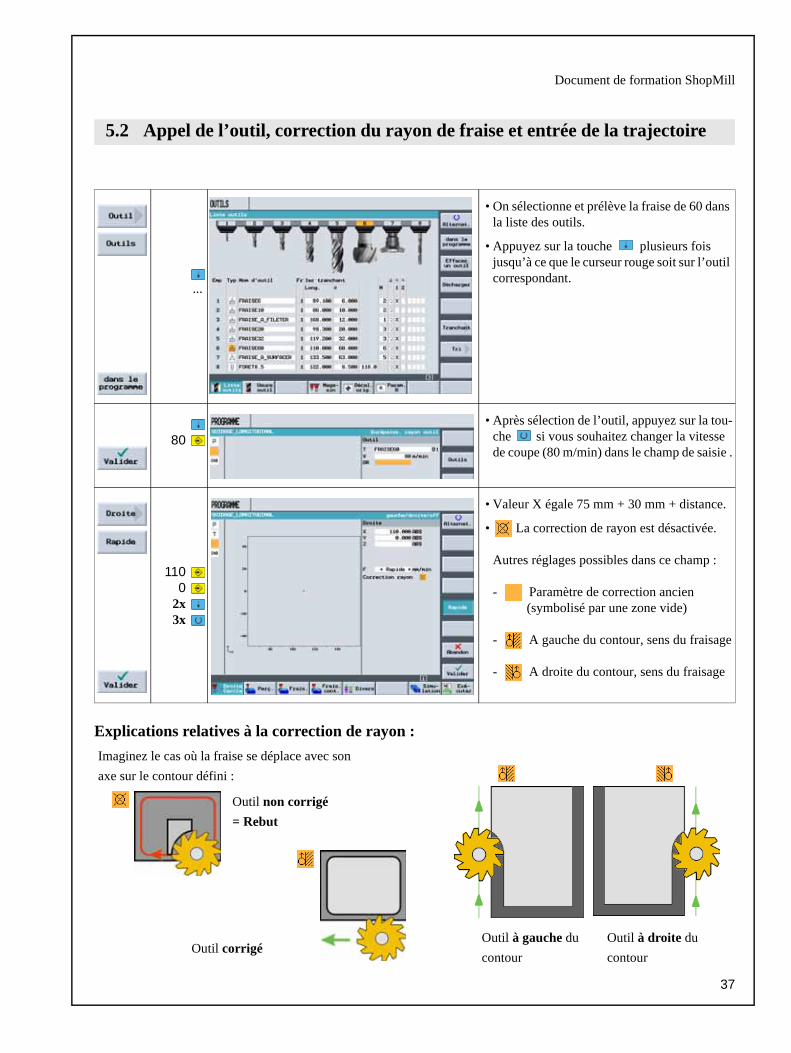
• On sélectionne et prélève la fraise de 60 dans la liste des outils.
• Appuyez sur la touche plusieurs fois jusqu’à ce que le curseur rouge soit sur l’outil correspondant.
80• Après sélection de l’outil, appuyez sur la tou-
che si vous souhaitez changer la vitesse de coupe (80 m/min) dans le champ de saisie .
1100
2x3x
• Valeur X égale 75 mm + 30 mm + distance.
• La correction de rayon est désactivée.
Autres réglages possibles dans ce champ :
- Paramètre de correction ancien(symbolisé par une zone vide)
- A gauche du contour, sens du fraisage
- A droite du contour, sens du fraisage
5.2 Appel de l’outil, correction du rayon de fraise et entrée de la trajectoire
...5
Imaginez le cas où la fraise se déplace avec son axe sur le contour défini :
Outil corrigé
Outil non corrigé= Rebut
Outil à gauche du contour
Outil à droite du contour
37
5 Exemple 1 : Guidage longitudinal
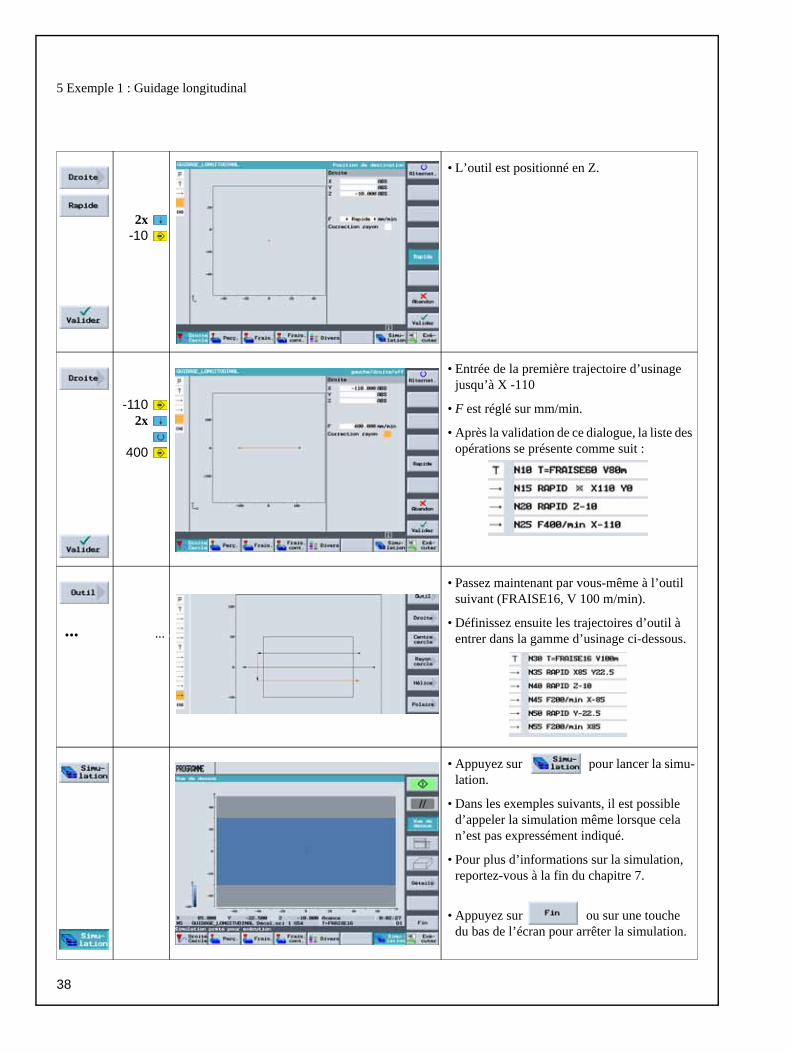
2x-10
• L’outil est positionné en Z.
-1102x
400
• Entrée de la première trajectoire d’usinagejusqu’à X -110
• F est réglé sur mm/min.
• Après la validation de ce dialogue, la liste des opérations se présente comme suit :
• Passez maintenant par vous-même à l’outil suivant (FRAISE16, V 100 m/min).
• Définissez ensuite les trajectoires d’outil à entrer dans la gamme d’usinage ci-dessous.
• Appuyez sur pour lancer la simu-lation.
• Dans les exemples suivants, il est possibled’appeler la simulation même lorsque cela n’est pas expressément indiqué.
• Pour plus d’informations sur la simulation, reportez-vous à la fin du chapitre 7.
• Appuyez sur ou sur une touche du bas de l’écran pour arrêter la simulation.
... ...5
38
Document de formation ShopMill
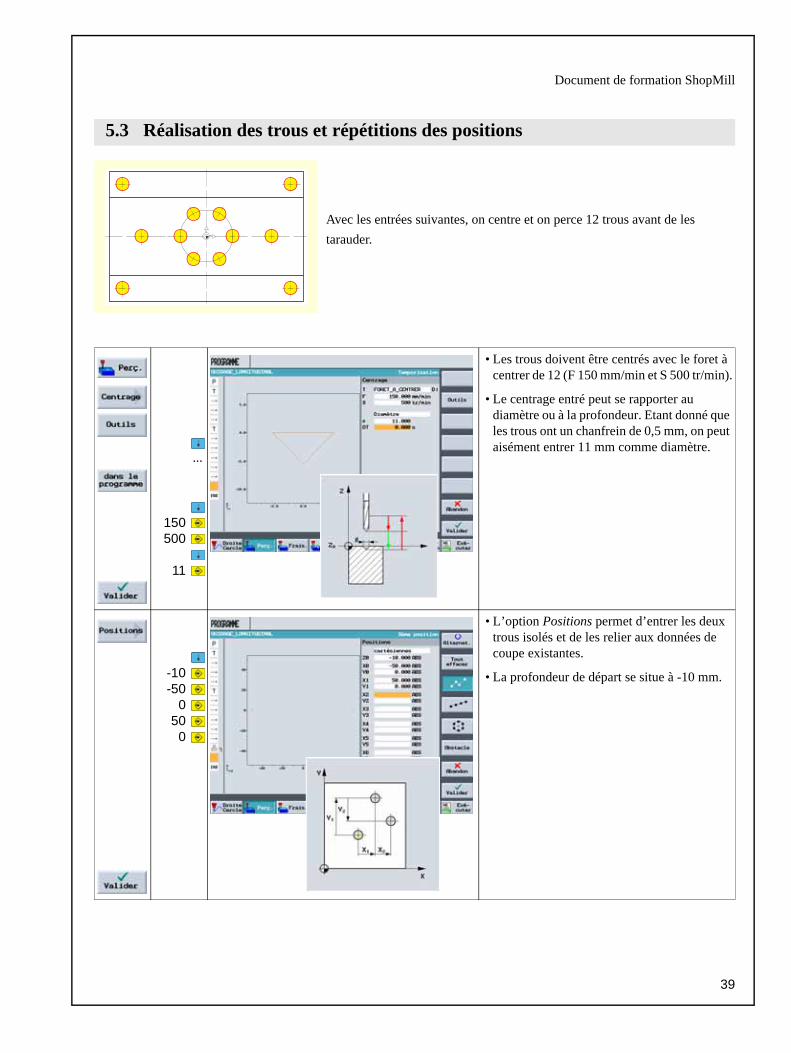
Avec les entrées suivantes, on centre et on perce 12 trous avant de lestarauder.
150500
11
• Les trous doivent être centrés avec le foret à centrer de 12 (F 150 mm/min et S 500 tr/min).
• Le centrage entré peut se rapporter au diamètre ou à la profondeur. Etant donné que les trous ont un chanfrein de 0,5 mm, on peut aisément entrer 11 mm comme diamètre.
-10-50
050
0
• L’option Positions permet d’entrer les deux trous isolés et de les relier aux données de coupe existantes.
• La profondeur de départ se situe à -10 mm.
5.3 Réalisation des trous et répétitions des positions
...5
39
5 Exemple 1 : Guidage longitudinal
-10000
206
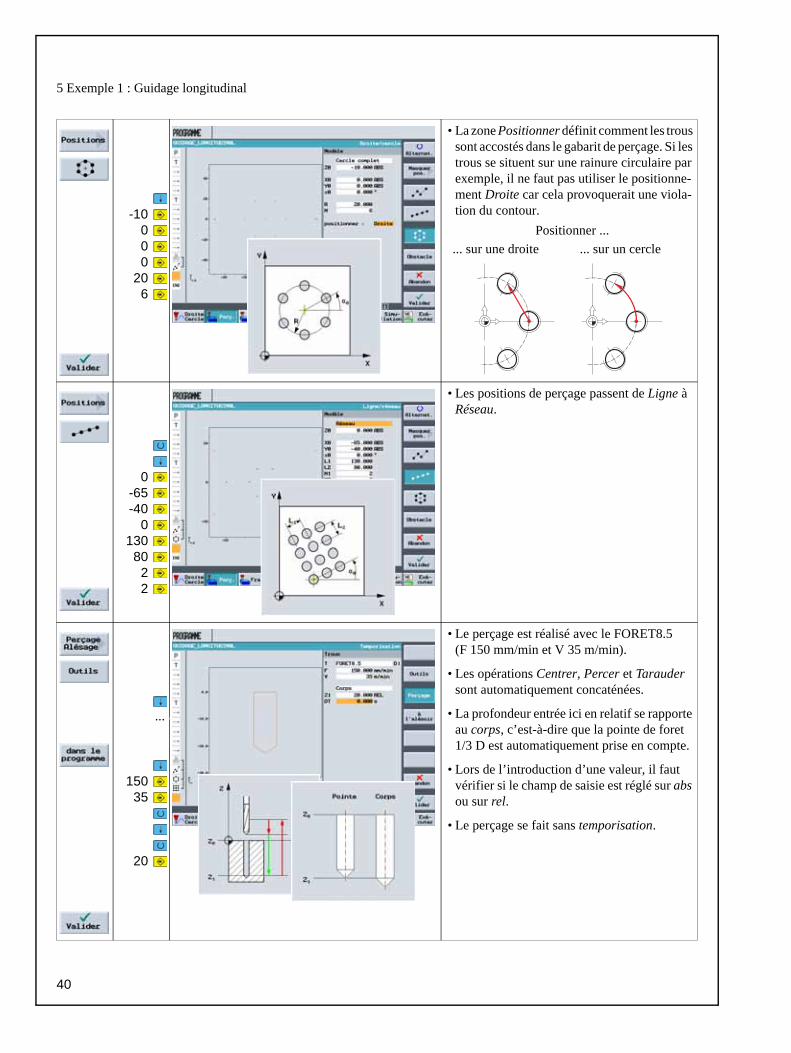
• La zone Positionner définit comment les trous sont accostés dans le gabarit de perçage. Si les trous se situent sur une rainure circulaire par exemple, il ne faut pas utiliser le positionne-ment Droite car cela provoquerait une viola-tion du contour.
0-65-40
0130
8022
• Les positions de perçage passent de Ligne à Réseau.
15035
20
• Le perçage est réalisé avec le FORET8.5 (F 150 mm/min et V 35 m/min).
• Les opérations Centrer, Percer et Tarauder sont automatiquement concaténées.
• La profondeur entrée ici en relatif se rapporte au corps, c’est-à-dire que la pointe de foret 1/3 D est automatiquement prise en compte.
• Lors de l’introduction d’une valeur, il faut vérifier si le champ de saisie est réglé sur abs ou sur rel.
• Le perçage se fait sans temporisation.
... sur une droite ... sur un cerclePositionner ...
...5
40
Document de formation ShopMill
1.56060
22
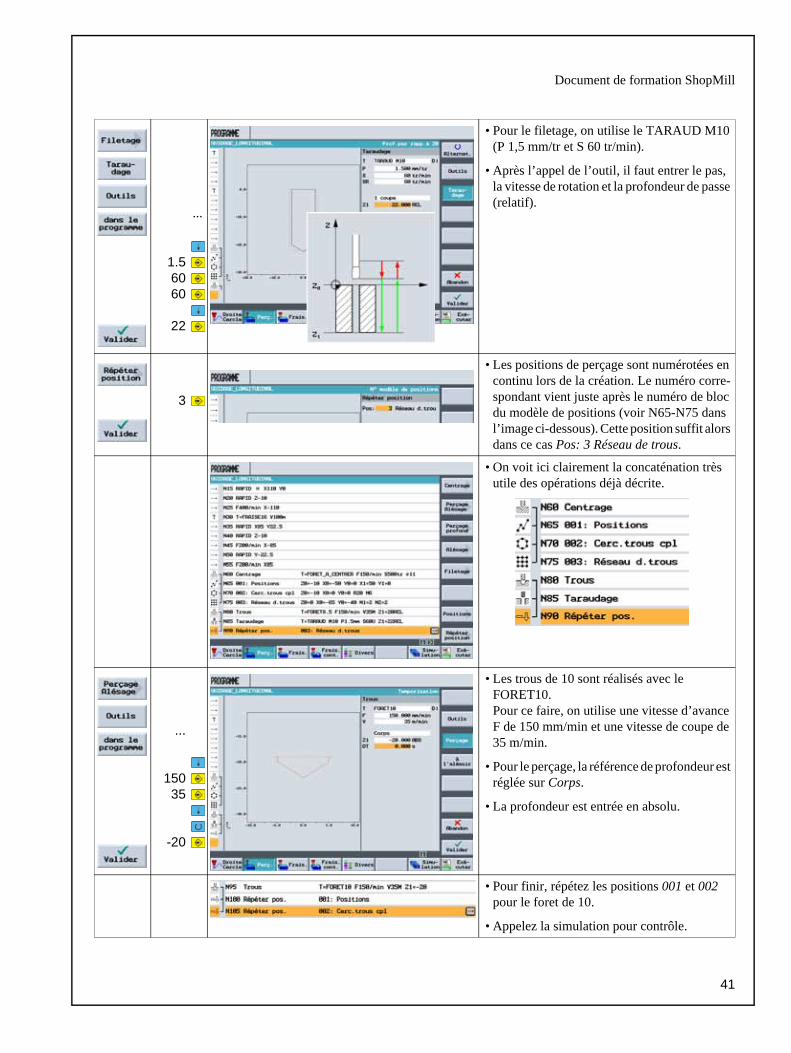
• Pour le filetage, on utilise le TARAUD M10(P 1,5 mm/tr et S 60 tr/min).
• Après l’appel de l’outil, il faut entrer le pas, la vitesse de rotation et la profondeur de passe (relatif).
3
• Les positions de perçage sont numérotées en continu lors de la création. Le numéro corre-spondant vient juste après le numéro de bloc du modèle de positions (voir N65-N75 dans l’image ci-dessous). Cette position suffit alors dans ce cas Pos: 3 Réseau de trous.
• On voit ici clairement la concaténation très utile des opérations déjà décrite.
...
15035
-20
• Les trous de 10 sont réalisés avec leFORET10. Pour ce faire, on utilise une vitesse d’avance F de 150 mm/min et une vitesse de coupe de 35 m/min.
• Pour le perçage, la référence de profondeur est réglée sur Corps.
• La profondeur est entrée en absolu.
• Pour finir, répétez les positions 001 et 002 pour le foret de 10.
• Appelez la simulation pour contrôle.
...5
41
6 Exemple 2 : Moule à injection
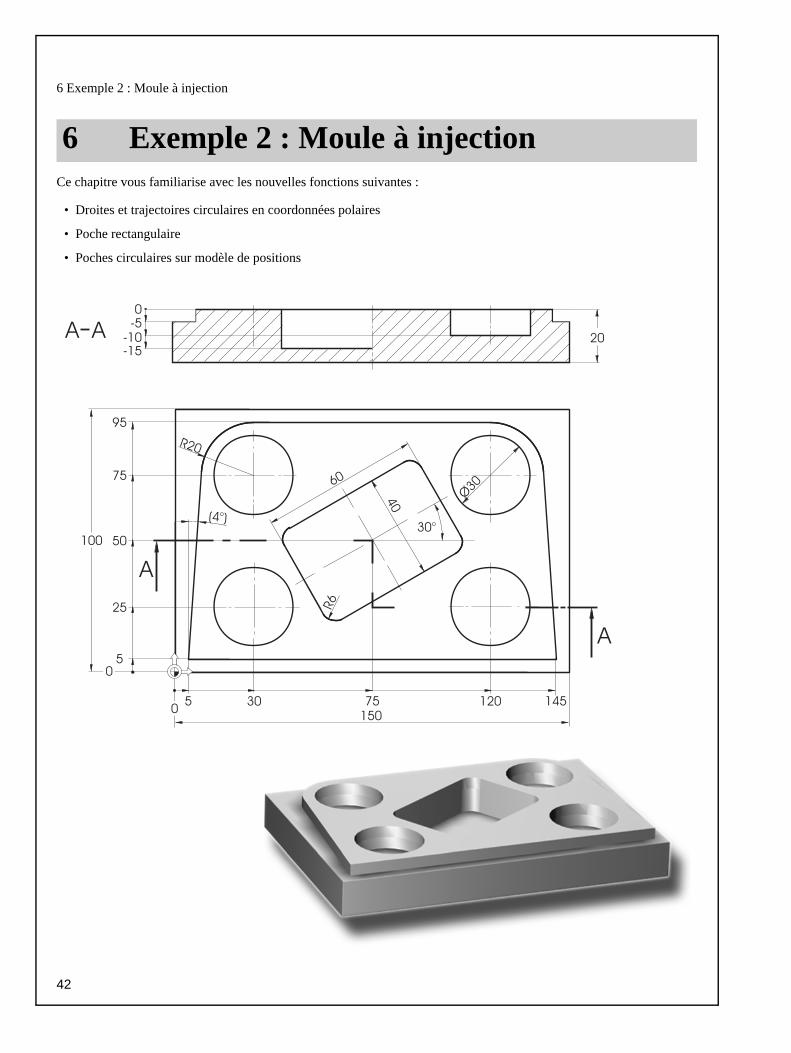
Ce chapitre vous familiarise avec les nouvelles fonctions suivantes : 5
• Droites et trajectoires circulaires en coordonnées polaires
• Poche rectangulaire
• Poches circulaires sur modèle de positions
6 Exemple 2 : Moule à injection
42
Document de formation ShopMill
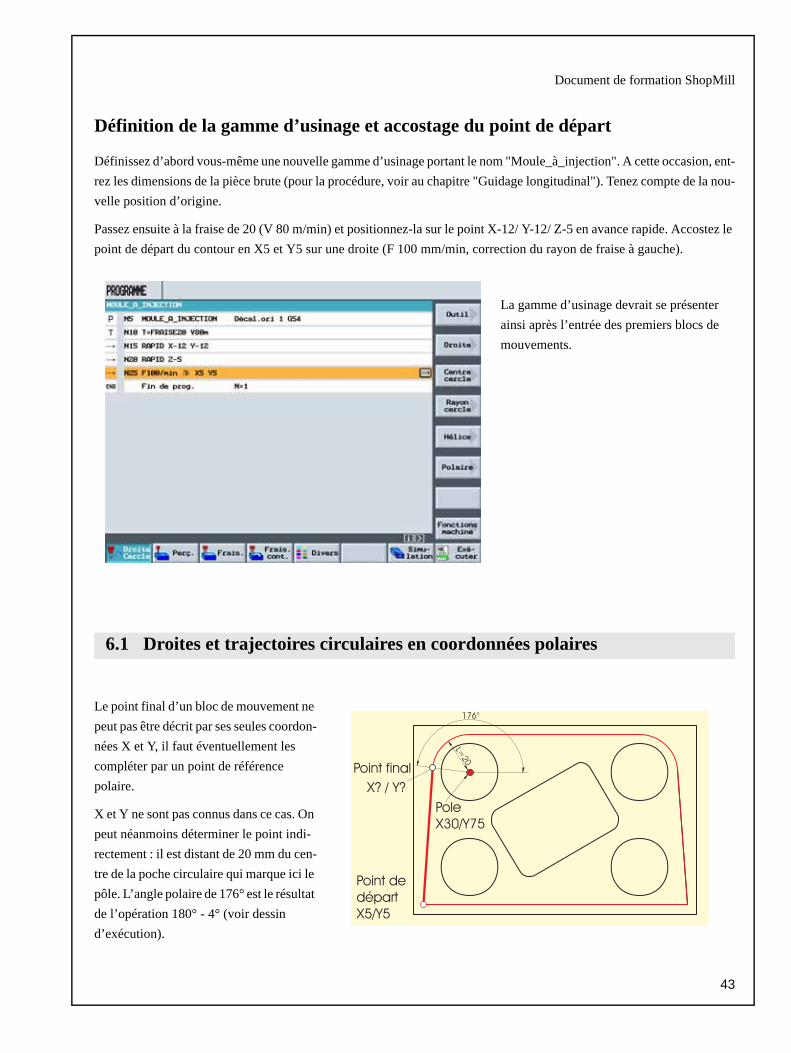
Définition de la gamme d’usinage et accostage du point de départ
Définissez d’abord vous-même une nouvelle gamme d’usinage portant le nom "Moule_à_injection". A cette occasion, ent-rez les dimensions de la pièce brute (pour la procédure, voir au chapitre "Guidage longitudinal"). Tenez compte de la nou-velle position d’origine.
Passez ensuite à la fraise de 20 (V 80 m/min) et positionnez-la sur le point X-12/ Y-12/ Z-5 en avance rapide. Accostez le point de départ du contour en X5 et Y5 sur une droite (F 100 mm/min, correction du rayon de fraise à gauche).
La gamme d’usinage devrait se présenter ainsi après l’entrée des premiers blocs de mouvements.
Le point final d’un bloc de mouvement ne peut pas être décrit par ses seules coordon-nées X et Y, il faut éventuellement les compléter par un point de référence polaire.
X et Y ne sont pas connus dans ce cas. On peut néanmoins déterminer le point indi-rectement : il est distant de 20 mm du cen-tre de la poche circulaire qui marque ici le pôle. L’angle polaire de 176° est le résultat de l’opération 180° - 4° (voir dessin d’exécution).
6.1 Droites et trajectoires circulaires en coordonnées polaires
43
6 Exemple 2 : Moule à injection
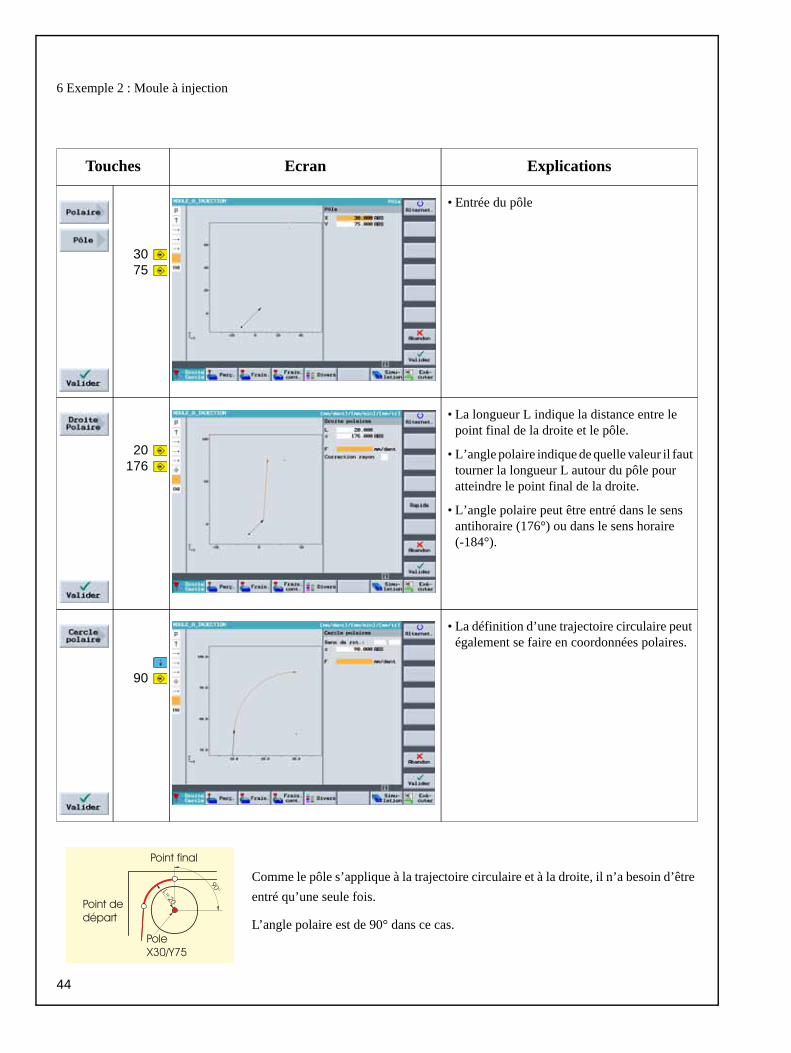
Comme le pôle s’applique à la trajectoire circulaire et à la droite, il n’a besoin d’être entré qu’une seule fois.
L’angle polaire est de 90° dans ce cas.
Touches Ecran Explications
3075
• Entrée du pôle
20176
• La longueur L indique la distance entre le point final de la droite et le pôle.
• L’angle polaire indique de quelle valeur il faut tourner la longueur L autour du pôle pour atteindre le point final de la droite.
• L’angle polaire peut être entré dans le sens antihoraire (176°) ou dans le sens horaire (-184°).
90
• La définition d’une trajectoire circulaire peut également se faire en coordonnées polaires.
44
Document de formation ShopMill
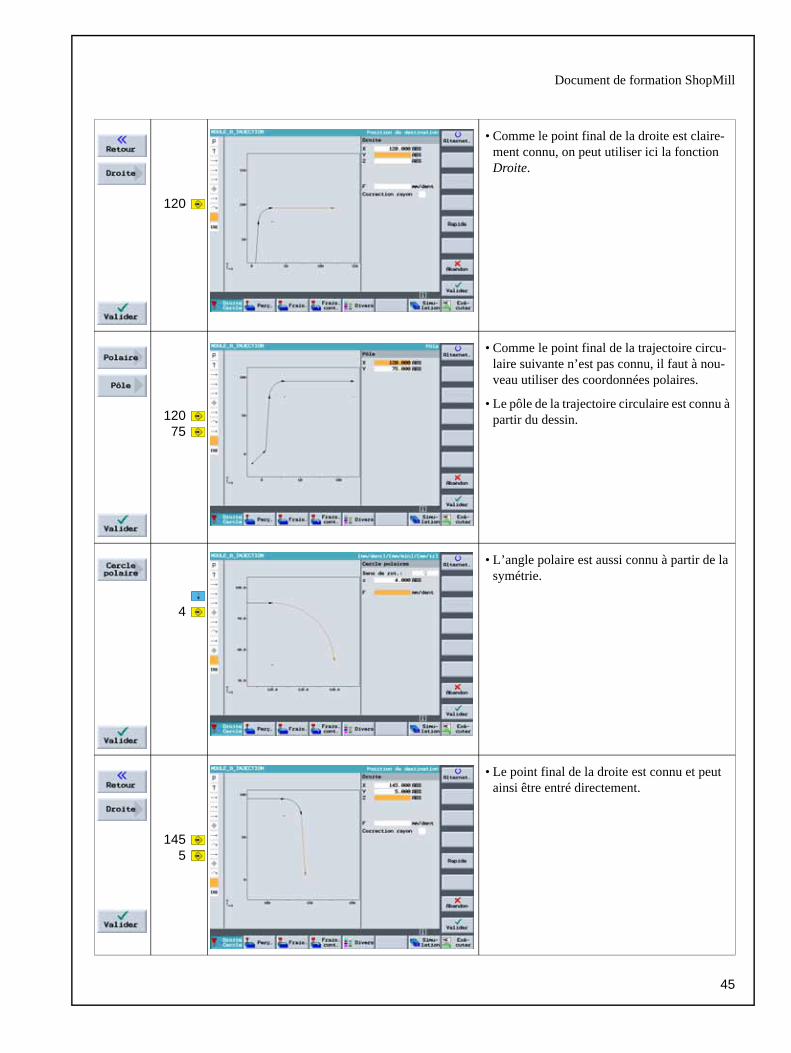
120
• Comme le point final de la droite est claire-ment connu, on peut utiliser ici la fonction Droite.
12075
• Comme le point final de la trajectoire circu-laire suivante n’est pas connu, il faut à nou-veau utiliser des coordonnées polaires.
• Le pôle de la trajectoire circulaire est connu à partir du dessin.
4
• L’angle polaire est aussi connu à partir de la symétrie.
1455
• Le point final de la droite est connu et peut ainsi être entré directement.
45
6 Exemple 2 : Moule à injection
Pour plus de détails sur ces variantes de la représentation de la pièce, reportez-vous à la fin du chapitre 7.
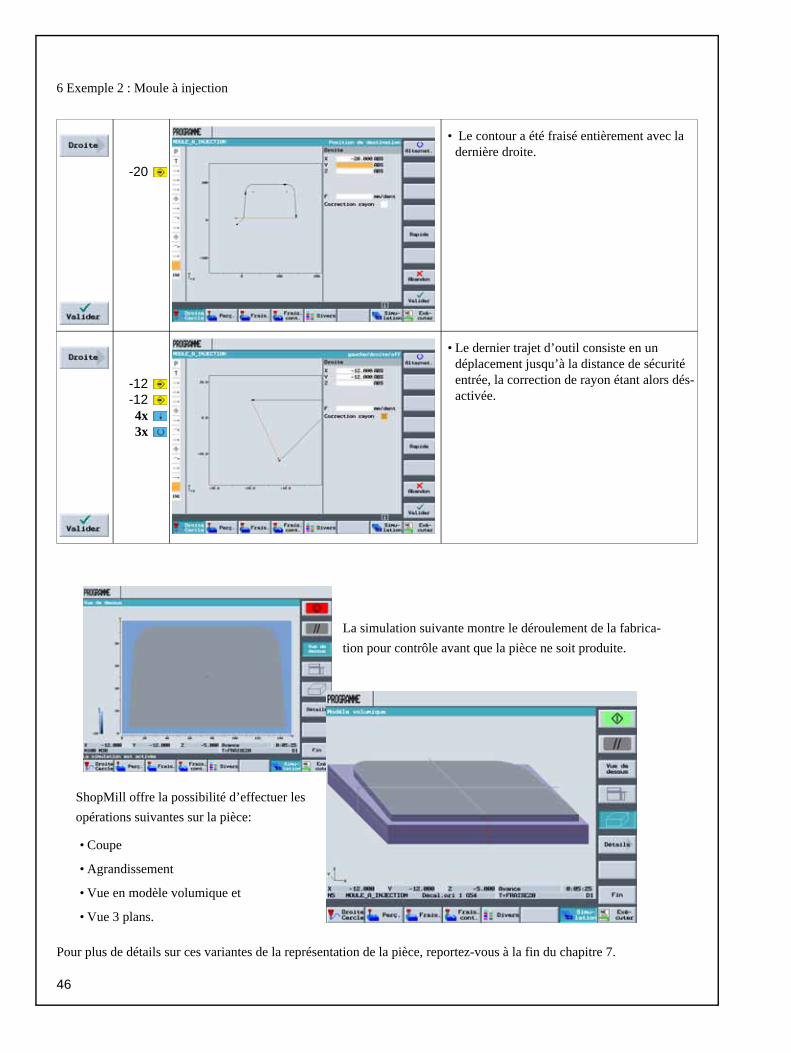
-20
• Le contour a été fraisé entièrement avec la dernière droite.
-12-124x3x
• Le dernier trajet d’outil consiste en un déplacement jusqu’à la distance de sécurité entrée, la correction de rayon étant alors dés-activée.
La simulation suivante montre le déroulement de la fabrica-tion pour contrôle avant que la pièce ne soit produite. 6
ShopMill offre la possibilité d’effectuer les opérations suivantes sur la pièce:
• Coupe
• Agrandissement
• Vue en modèle volumique et
• Vue 3 plans.
46
Document de formation ShopMill
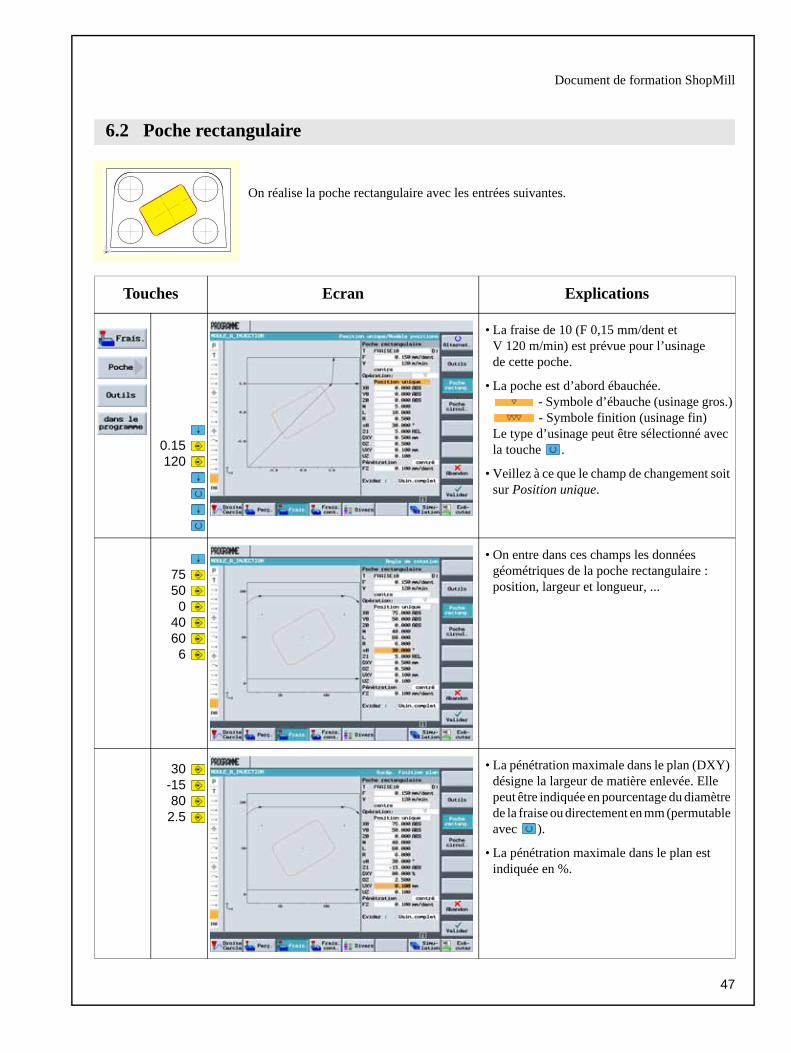
On réalise la poche rectangulaire avec les entrées suivantes.
Touches Ecran Explications
0.15120
• La fraise de 10 (F 0,15 mm/dent et V 120 m/min) est prévue pour l’usinagede cette poche.
• La poche est d’abord ébauchée. - Symbole d’ébauche (usinage gros.) - Symbole finition (usinage fin)
Le type d’usinage peut être sélectionné avec la touche .
• Veillez à ce que le champ de changement soit sur Position unique.
7550
04060
6
• On entre dans ces champs les données géométriques de la poche rectangulaire : position, largeur et longueur, ...
30-15802.5
• La pénétration maximale dans le plan (DXY) désigne la largeur de matière enlevée. Elle peut être indiquée en pourcentage du diamètre de la fraise ou directement en mm (permutable avec ).
• La pénétration maximale dans le plan est indiquée en %.
6.2 Poche rectangulaire
47
6 Exemple 2 : Moule à injection
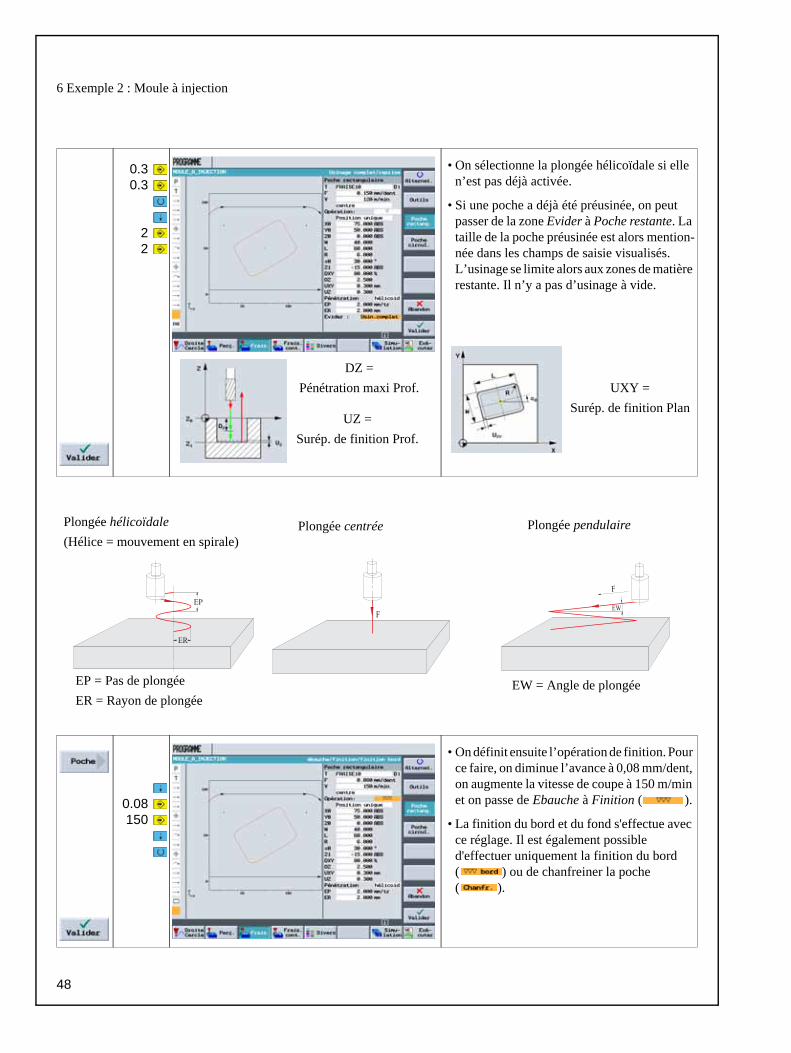
0.30.3
22
• On sélectionne la plongée hélicoïdale si elle n’est pas déjà activée.
• Si une poche a déjà été préusinée, on peut passer de la zone Evider à Poche restante. La taille de la poche préusinée est alors mention-née dans les champs de saisie visualisés. L’usinage se limite alors aux zones de matière restante. Il n’y a pas d’usinage à vide.
0.08150
• On définit ensuite l’opération de finition. Pour ce faire, on diminue l’avance à 0,08 mm/dent, on augmente la vitesse de coupe à 150 m/min et on passe de Ebauche à Finition ( ).
• La finition du bord et du fond s'effectue avec ce réglage. Il est également possible d'effectuer uniquement la finition du bord ( ) ou de chanfreiner la poche ( ).
DZ =Pénétration maxi Prof.
UZ =Surép. de finition Prof.
UXY =Surép. de finition Plan
Plongée hélicoïdale(Hélice = mouvement en spirale)
Plongée pendulairePlongée centrée
EP = Pas de plongéeER = Rayon de plongée
EW = Angle de plongée
48
Document de formation ShopMill
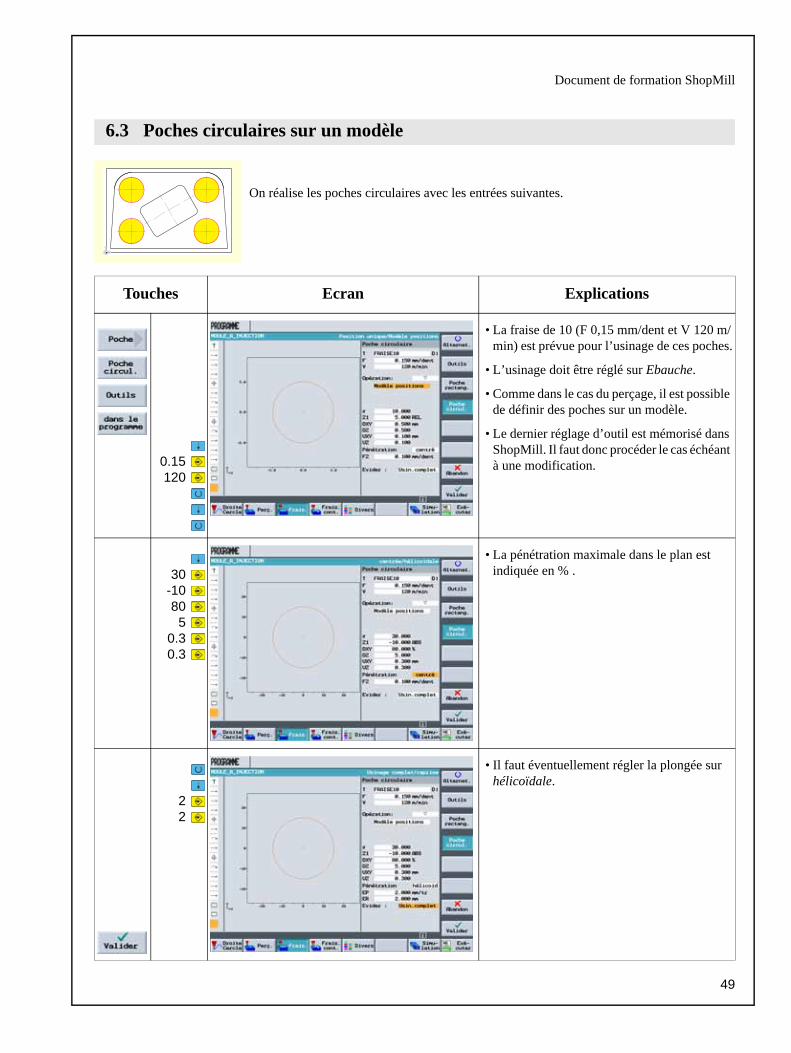
On réalise les poches circulaires avec les entrées suivantes.
Touches Ecran Explications
0.15120
• La fraise de 10 (F 0,15 mm/dent et V 120 m/min) est prévue pour l’usinage de ces poches.
• L’usinage doit être réglé sur Ebauche.
• Comme dans le cas du perçage, il est possible de définir des poches sur un modèle.
• Le dernier réglage d’outil est mémorisé dans ShopMill. Il faut donc procéder le cas échéant à une modification.
30-1080
50.30.3
• La pénétration maximale dans le plan est indiquée en % .
22
• Il faut éventuellement régler la plongée sur hélicoïdale.
6.3 Poches circulaires sur un modèle
49
6 Exemple 2 : Moule à injection
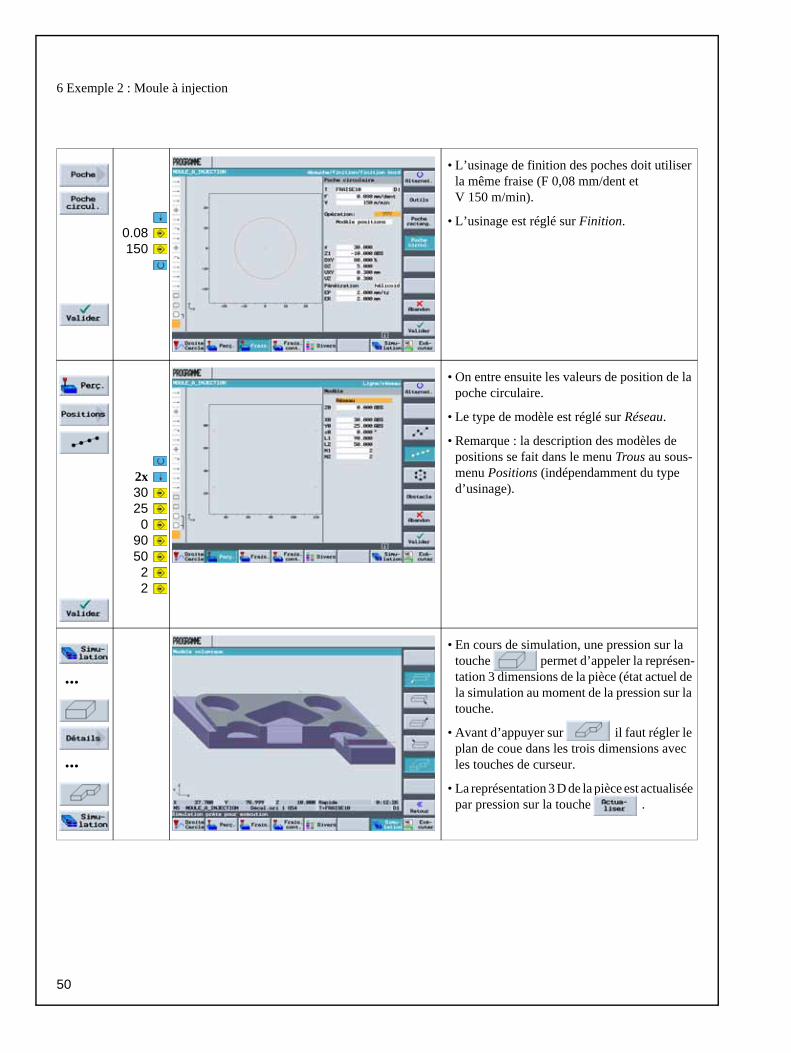
0.08150
• L’usinage de finition des poches doit utiliser la même fraise (F 0,08 mm/dent et V 150 m/min).
• L’usinage est réglé sur Finition.
2x3025
09050
22
• On entre ensuite les valeurs de position de la poche circulaire.
• Le type de modèle est réglé sur Réseau.
• Remarque : la description des modèles de positions se fait dans le menu Trous au sous-menu Positions (indépendamment du type d’usinage).
• En cours de simulation, une pression sur la touche permet d’appeler la représen-tation 3 dimensions de la pièce (état actuel de la simulation au moment de la pression sur la touche.
• Avant d’appuyer sur il faut régler le plan de coue dans les trois dimensions avec les touches de curseur.
• La représentation 3 D de la pièce est actualisée par pression sur la touche .
...
...
50
Document de formation ShopMill
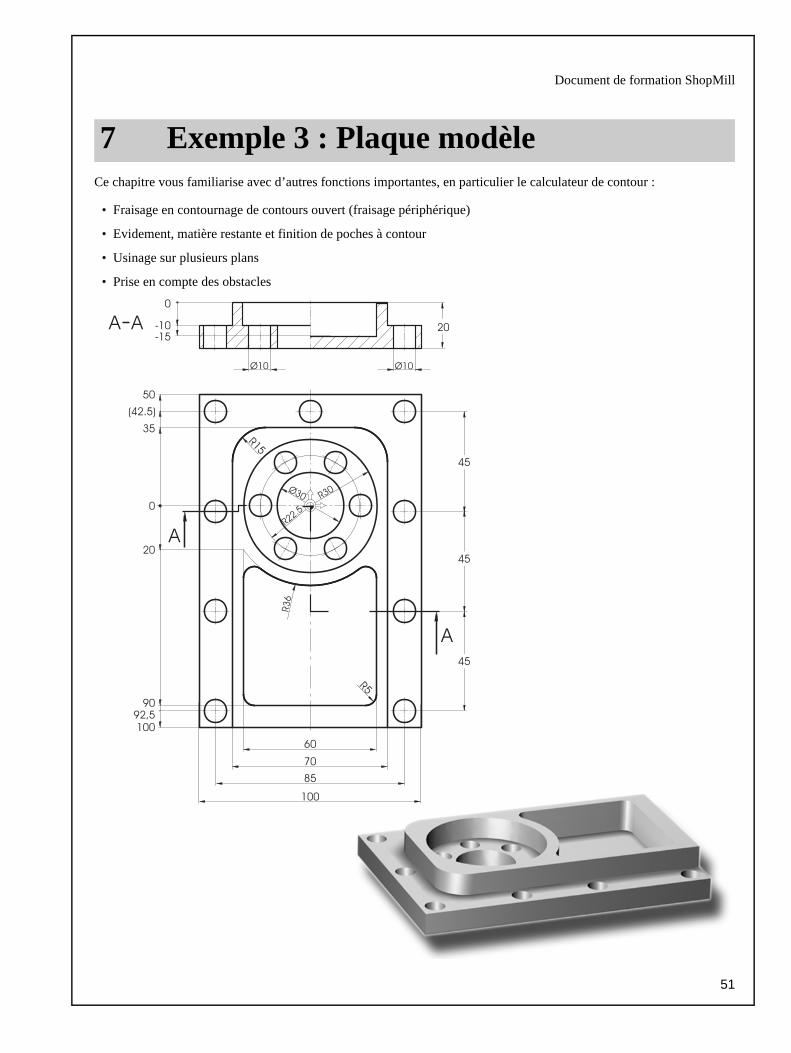
Ce chapitre vous familiarise avec d’autres fonctions importantes, en particulier le calculateur de contour :
• Fraisage en contournage de contours ouvert (fraisage périphérique)
• Evidement, matière restante et finition de poches à contour
• Usinage sur plusieurs plans
• Prise en compte des obstacles
7 Exemple 3 : Plaque modèle
51
7 Exemple 3 : Plaque modèle
Etablissement du programme
Les dimensions de la pièce doivent être relevées sur le dessin et entrées dans l’en-tête d’un nouveau programme. Tenir compte à cette occasion de la nouvelle position d’origine.
7
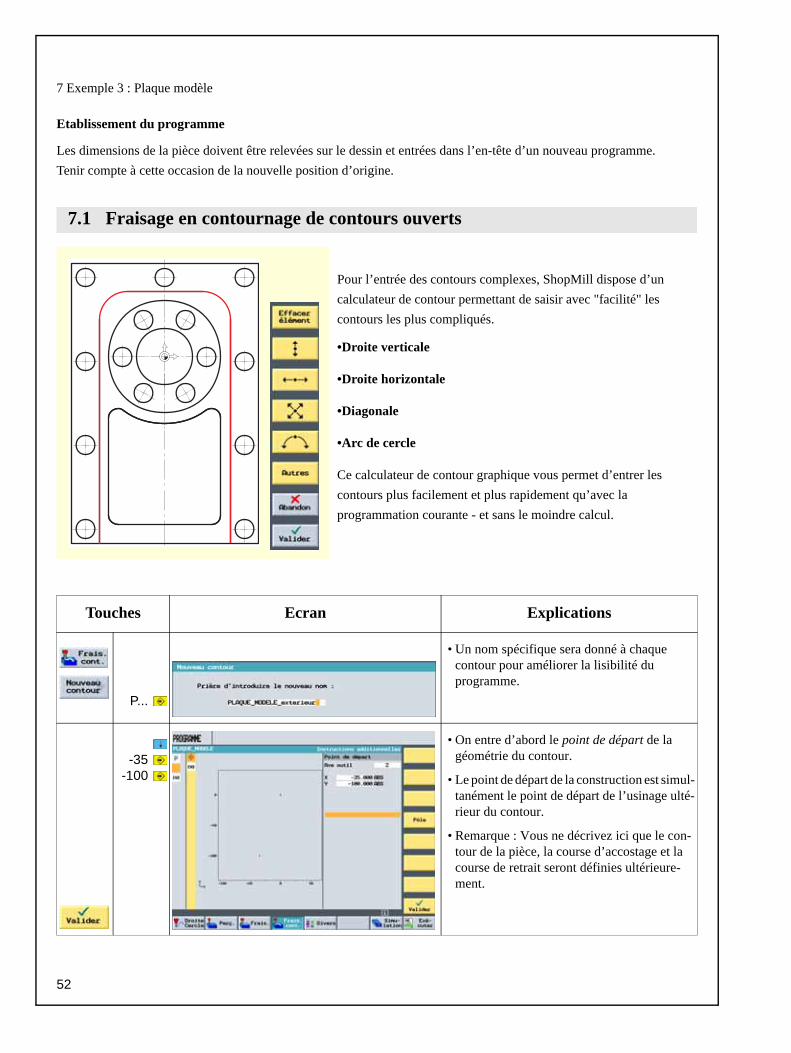
Pour l’entrée des contours complexes, ShopMill dispose d’uncalculateur de contour permettant de saisir avec "facilité" les contours les plus compliqués.
•Droite verticale
•Droite horizontale
•Diagonale
•Arc de cercle
Ce calculateur de contour graphique vous permet d’entrer les contours plus facilement et plus rapidement qu’avec laprogrammation courante - et sans le moindre calcul.
Touches Ecran Explications
P...
• Un nom spécifique sera donné à chaque contour pour améliorer la lisibilité du programme.
-35-100
• On entre d’abord le point de départ de la géométrie du contour.
• Le point de départ de la construction est simul-tanément le point de départ de l’usinage ulté-rieur du contour.
• Remarque : Vous ne décrivez ici que le con-tour de la pièce, la course d’accostage et la course de retrait seront définies ultérieure-ment.
7.1 Fraisage en contournage de contours ouverts
52
Document de formation ShopMill
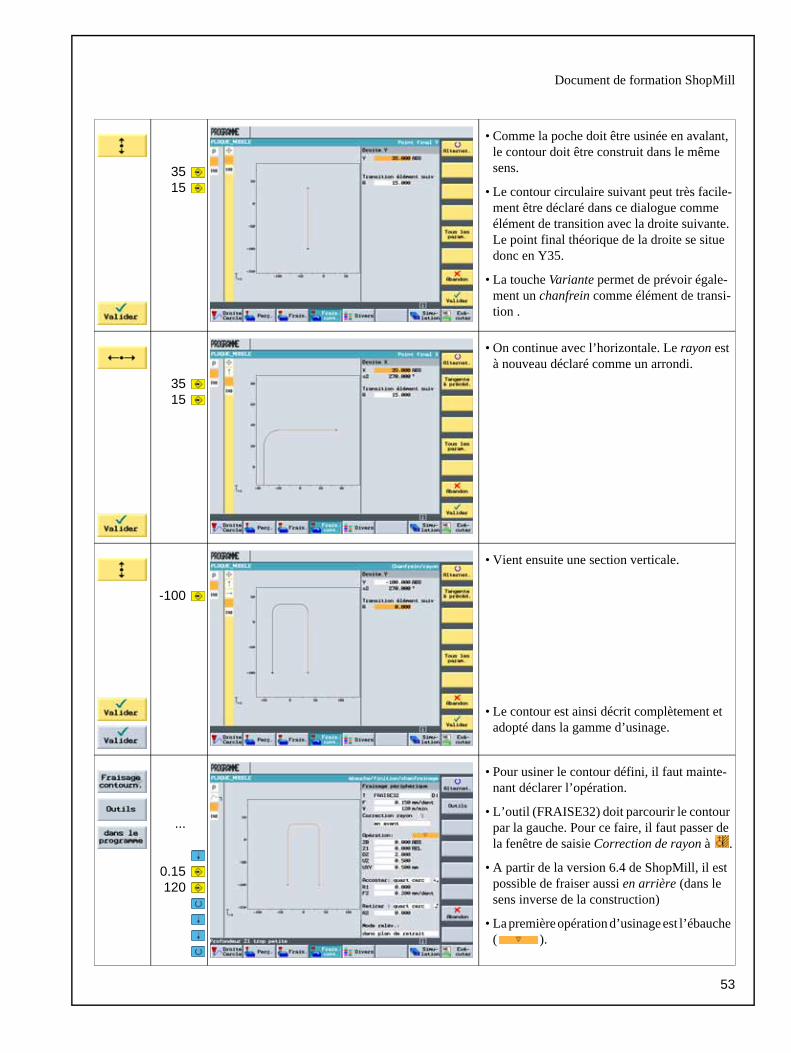
3515
• Comme la poche doit être usinée en avalant,le contour doit être construit dans le même sens.
• Le contour circulaire suivant peut très facile-ment être déclaré dans ce dialogue comme élément de transition avec la droite suivante. Le point final théorique de la droite se situe donc en Y35.
• La touche Variante permet de prévoir égale-ment un chanfrein comme élément de transi-tion .
3515
• On continue avec l’horizontale. Le rayon est à nouveau déclaré comme un arrondi.
-100
• Vient ensuite une section verticale.
• Le contour est ainsi décrit complètement et adopté dans la gamme d’usinage.
...
0.15120
• Pour usiner le contour défini, il faut mainte-nant déclarer l’opération.
• L’outil (FRAISE32) doit parcourir le contour par la gauche. Pour ce faire, il faut passer de la fenêtre de saisie Correction de rayon à .
• A partir de la version 6.4 de ShopMill, il est possible de fraiser aussi en arrière (dans le sens inverse de la construction)
• La première opération d’usinage est l’ébauche ( ).
53
7 Exemple 3 : Plaque modèle
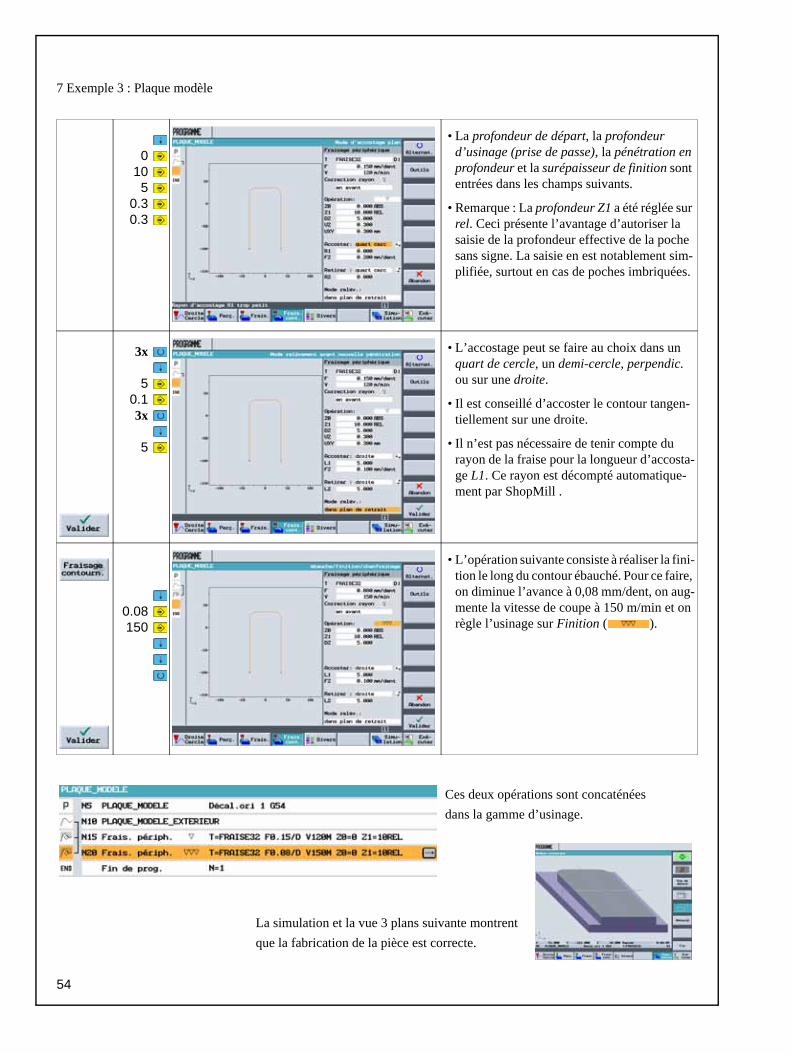
010
50.30.3
• La profondeur de départ, la profondeur d’usinage (prise de passe), la pénétration en profondeur et la surépaisseur de finition sont entrées dans les champs suivants.
• Remarque : La profondeur Z1 a été réglée sur rel. Ceci présente l’avantage d’autoriser la saisie de la profondeur effective de la poche sans signe. La saisie en est notablement sim-plifiée, surtout en cas de poches imbriquées.
3x
50.13x
5
• L’accostage peut se faire au choix dans un quart de cercle, un demi-cercle, perpendic.ou sur une droite.
• Il est conseillé d’accoster le contour tangen-tiellement sur une droite.
• Il n’est pas nécessaire de tenir compte du rayon de la fraise pour la longueur d’accosta-ge L1. Ce rayon est décompté automatique-ment par ShopMill .
0.08150
• L’opération suivante consiste à réaliser la fini-tion le long du contour ébauché. Pour ce faire, on diminue l’avance à 0,08 mm/dent, on aug-mente la vitesse de coupe à 150 m/min et on règle l’usinage sur Finition ( ).
Ces deux opérations sont concaténées dans la gamme d’usinage.
La simulation et la vue 3 plans suivante montrent que la fabrication de la pièce est correcte. 7
54
Document de formation ShopMill
On réalise maintenant ce contour de poche. On procède ensuite à l’évidement et à la finition de la poche.
Touches Ecran Explications
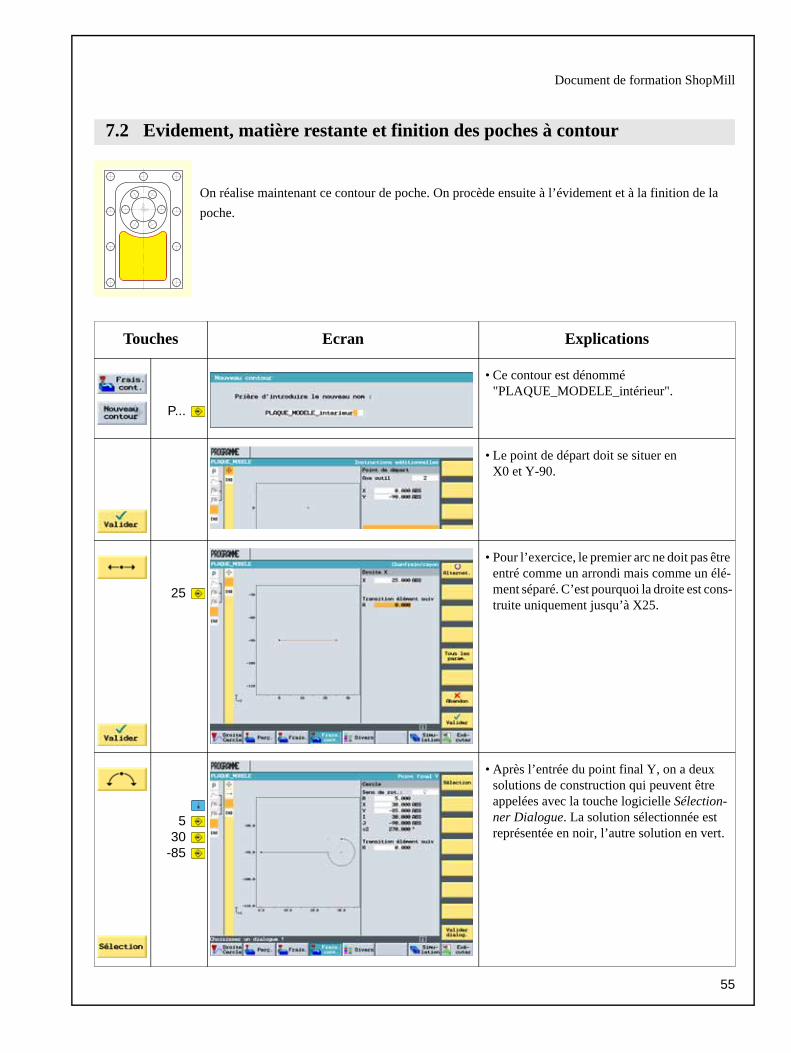
P...
• Ce contour est dénommé "PLAQUE_MODELE_intérieur".
• Le point de départ doit se situer enX0 et Y-90.
25
• Pour l’exercice, le premier arc ne doit pas être entré comme un arrondi mais comme un élé-ment séparé. C’est pourquoi la droite est cons-truite uniquement jusqu’à X25.
530
-85
• Après l’entrée du point final Y, on a deux solutions de construction qui peuvent être appelées avec la touche logicielle Sélection-ner Dialogue. La solution sélectionnée est représentée en noir, l’autre solution en vert.
7.2 Evidement, matière restante et finition des poches à contour
55

7 Exemple 3 : Plaque modèle
• Le quart de cercle souhaité est prélevé parmi les solutions possibles avec la touche logiciel-le Valider dialog.
• Le processeur géométrique a "reconnu" auto-matiquement que l’arc de cercle programmé se raccorde tangentiellement à la droite. La touche logicielle Tangente à précéd. corres-pondante est représentée en vidéo inverse (c’est-à-dire en position enfoncée).
-205
• Le point final de la droite est connu. La tran-sition avec R36 est arrondie avec R5.
36-30-20
5
• Vous créez ensuite un arc de cercle dans le sens horaire.
56
Document de formation ShopMill
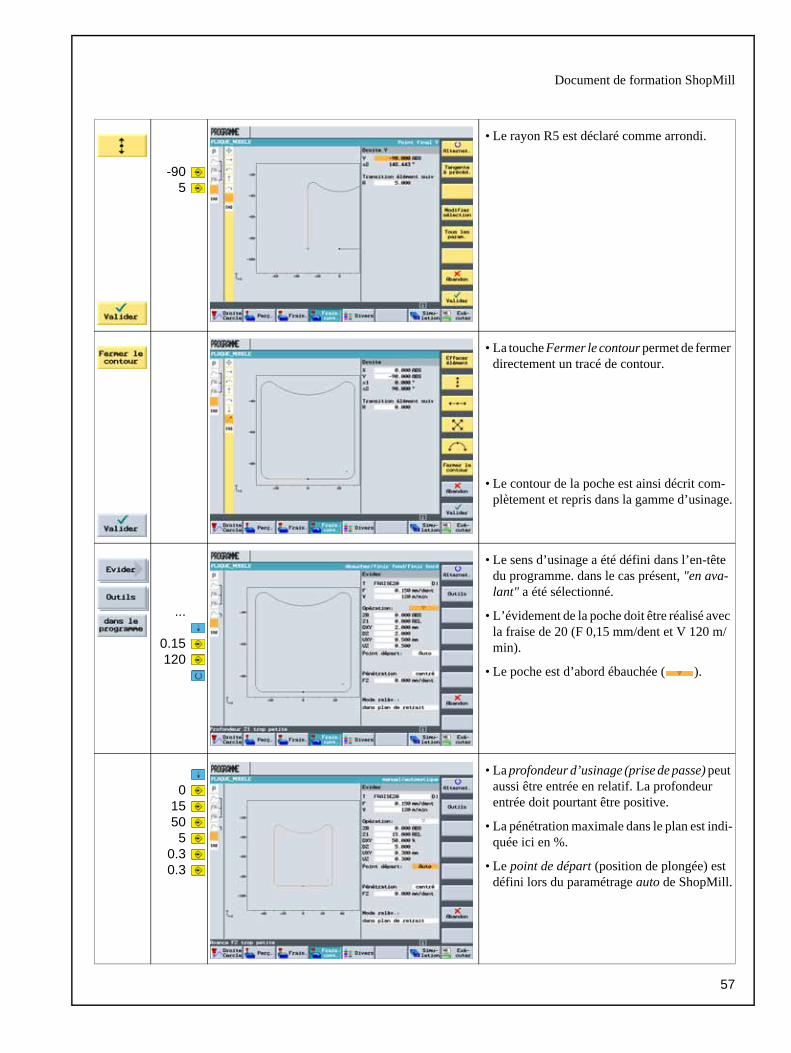
-905
• Le rayon R5 est déclaré comme arrondi.
• La touche Fermer le contour permet de fermer directement un tracé de contour.
• Le contour de la poche est ainsi décrit com-plètement et repris dans la gamme d’usinage.
...
0.15120
• Le sens d’usinage a été défini dans l’en-tête du programme. dans le cas présent, "en ava-lant" a été sélectionné.
• L’évidement de la poche doit être réalisé avec la fraise de 20 (F 0,15 mm/dent et V 120 m/min).
• Le poche est d’abord ébauchée ( ).
01550
50.30.3
• La profondeur d’usinage (prise de passe) peut aussi être entrée en relatif. La profondeur entrée doit pourtant être positive.
• La pénétration maximale dans le plan est indi-quée ici en %.
• Le point de départ (position de plongée) est défini lors du paramétrage auto de ShopMill.
57
7 Exemple 3 : Plaque modèle
22
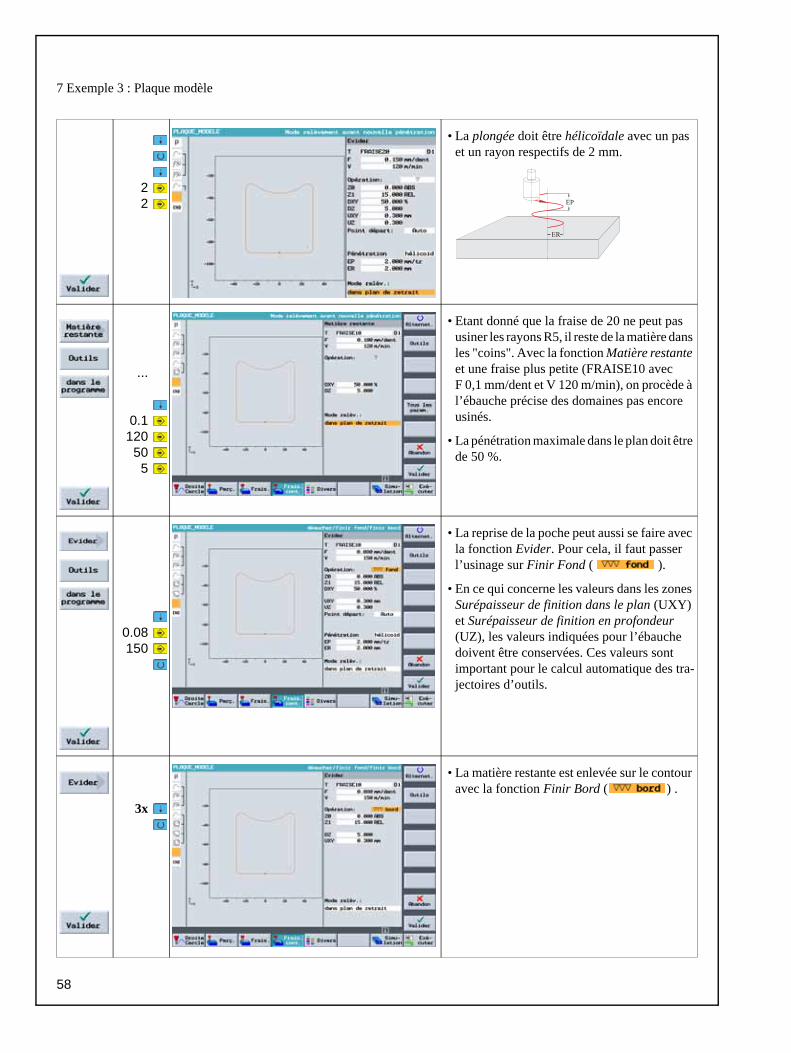
• La plongée doit être hélicoïdale avec un pas et un rayon respectifs de 2 mm.
...
0.1120
505
• Etant donné que la fraise de 20 ne peut pas usiner les rayons R5, il reste de la matière dans les "coins". Avec la fonction Matière restante et une fraise plus petite (FRAISE10 avec F 0,1 mm/dent et V 120 m/min), on procède à l’ébauche précise des domaines pas encore usinés.
• La pénétration maximale dans le plan doit être de 50 %.
0.08150
• La reprise de la poche peut aussi se faire avec la fonction Evider. Pour cela, il faut passer l’usinage sur Finir Fond ( ).
• En ce qui concerne les valeurs dans les zones Surépaisseur de finition dans le plan (UXY) et Surépaisseur de finition en profondeur (UZ), les valeurs indiquées pour l’ébauche doivent être conservées. Ces valeurs sont important pour le calcul automatique des tra-jectoires d’outils.
3x
• La matière restante est enlevée sur le contour avec la fonction Finir Bord ( ) .
58
Document de formation ShopMill
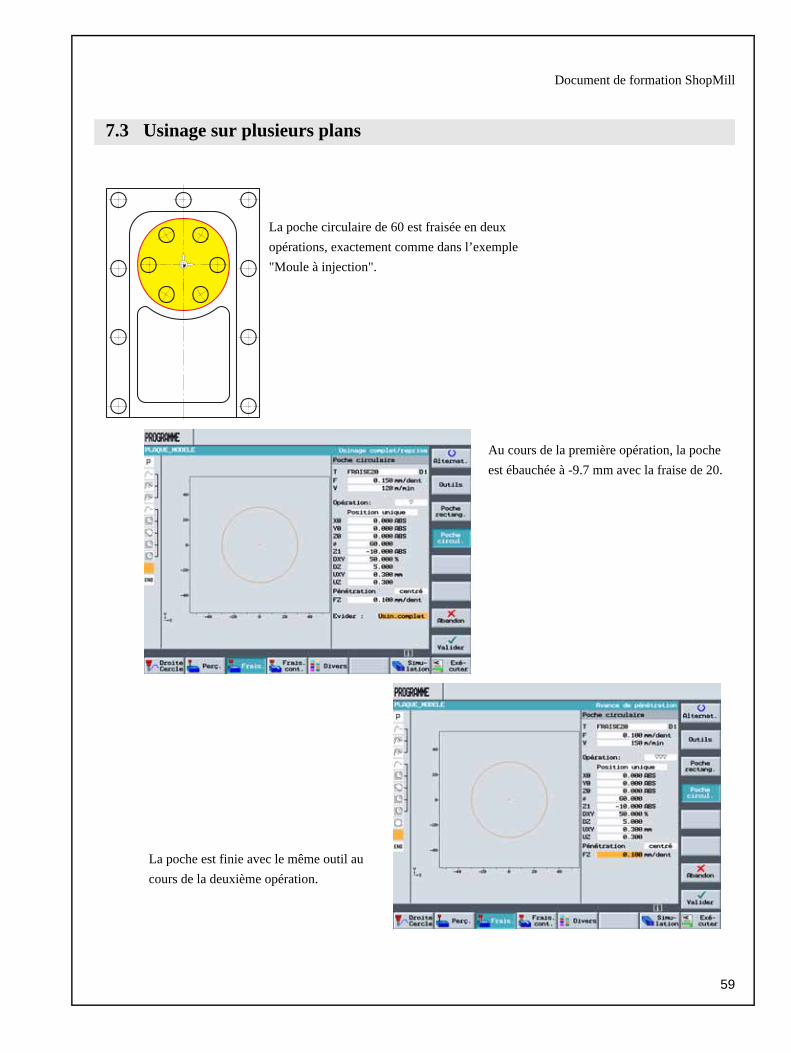
7.3 Usinage sur plusieurs plans
La poche circulaire de 60 est fraisée en deux opérations, exactement comme dans l’exemple "Moule à injection".
Au cours de la première opération, la poche est ébauchée à -9.7 mm avec la fraise de 20.
La poche est finie avec le même outil au cours de la deuxième opération.
59
7 Exemple 3 : Plaque modèle
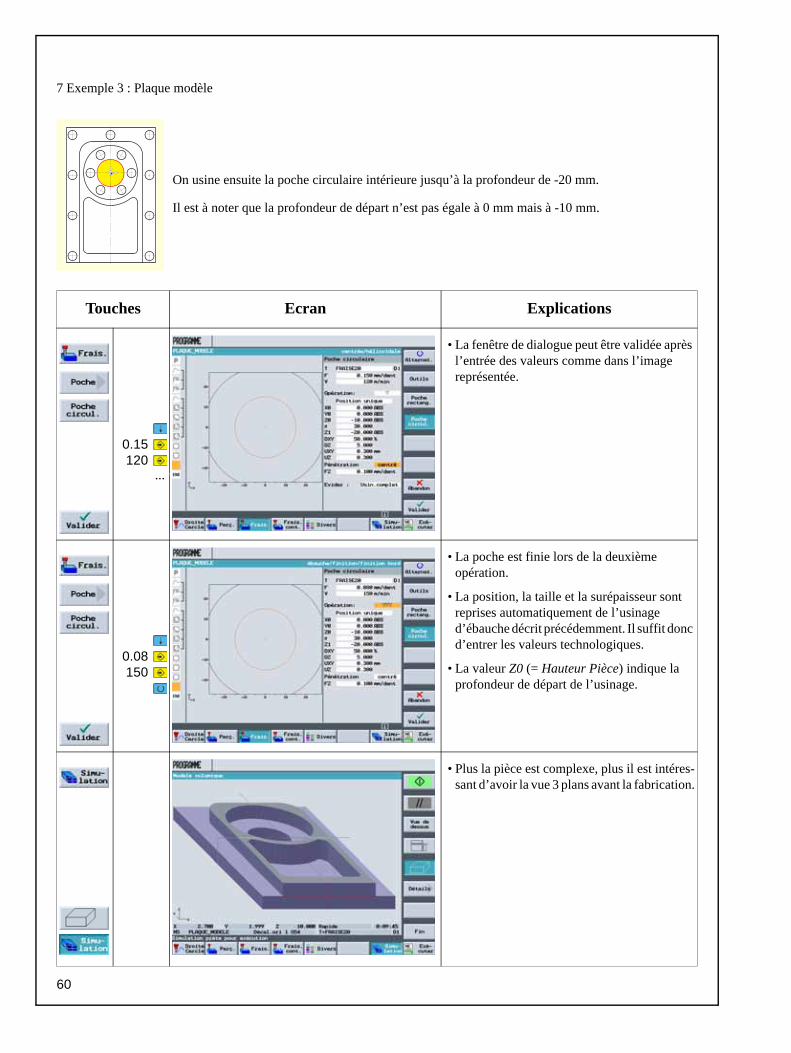
On usine ensuite la poche circulaire intérieure jusqu’à la profondeur de -20 mm.
Il est à noter que la profondeur de départ n’est pas égale à 0 mm mais à -10 mm.
Touches Ecran Explications
0.15120
• La fenêtre de dialogue peut être validée après l’entrée des valeurs comme dans l’image représentée.
0.08150
• La poche est finie lors de la deuxième opération.
• La position, la taille et la surépaisseur sont reprises automatiquement de l’usinage d’ébauche décrit précédemment. Il suffit donc d’entrer les valeurs technologiques.
• La valeur Z0 (= Hauteur Pièce) indique la profondeur de départ de l’usinage.
• Plus la pièce est complexe, plus il est intéres-sant d’avoir la vue 3 plans avant la fabrication.
...7
60
Document de formation ShopMill
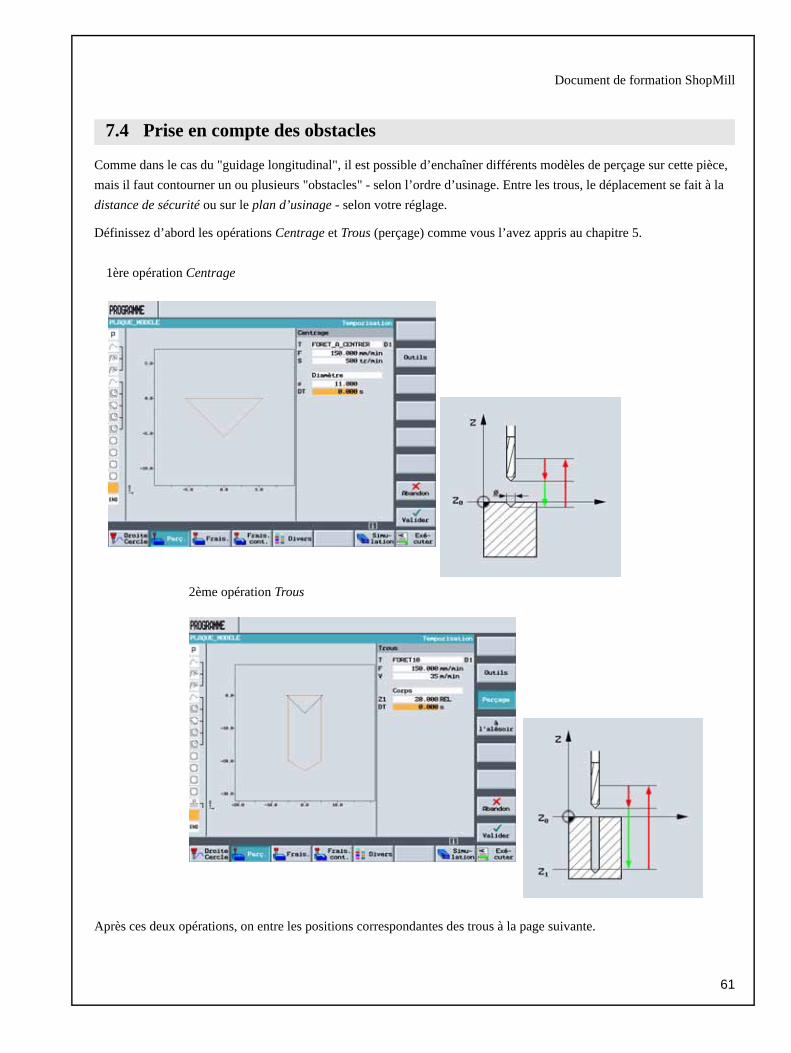
Comme dans le cas du "guidage longitudinal", il est possible d’enchaîner différents modèles de perçage sur cette pièce, mais il faut contourner un ou plusieurs "obstacles" - selon l’ordre d’usinage. Entre les trous, le déplacement se fait à la distance de sécurité ou sur le plan d’usinage - selon votre réglage.
Définissez d’abord les opérations Centrage et Trous (perçage) comme vous l’avez appris au chapitre 5.
Après ces deux opérations, on entre les positions correspondantes des trous à la page suivante.
7.4 Prise en compte des obstacles
1ère opération Centrage
2ème opération Trous
61
7 Exemple 3 : Plaque modèle
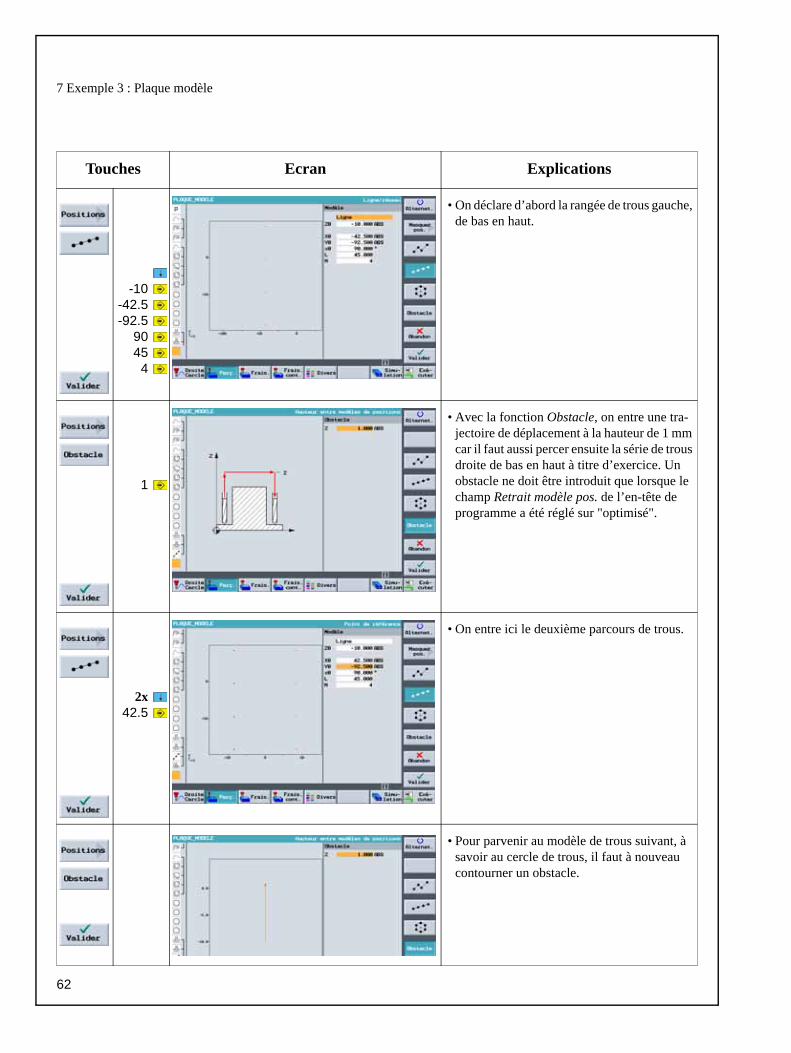
Touches Ecran Explications
-10-42.5-92.5
9045
4
• On déclare d’abord la rangée de trous gauche, de bas en haut.
1
• Avec la fonction Obstacle, on entre une tra-jectoire de déplacement à la hauteur de 1 mm car il faut aussi percer ensuite la série de trous droite de bas en haut à titre d’exercice. Un obstacle ne doit être introduit que lorsque le champ Retrait modèle pos. de l’en-tête de programme a été réglé sur "optimisé".
2x42.5
• On entre ici le deuxième parcours de trous.
• Pour parvenir au modèle de trous suivant, à savoir au cercle de trous, il faut à nouveau contourner un obstacle.
62
Document de formation ShopMill
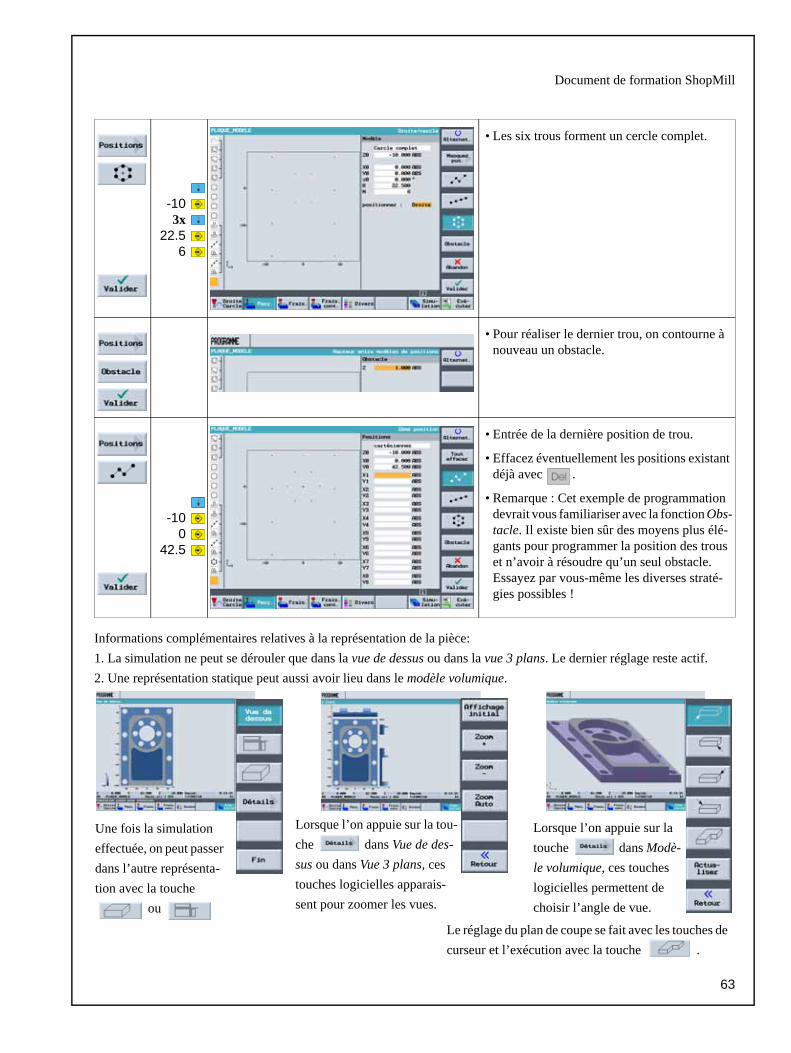
Informations complémentaires relatives à la représentation de la pièce:1. La simulation ne peut se dérouler que dans la vue de dessus ou dans la vue 3 plans. Le dernier réglage reste actif.2. Une représentation statique peut aussi avoir lieu dans le modèle volumique.
-103x
22.56
• Les six trous forment un cercle complet.
• Pour réaliser le dernier trou, on contourne à nouveau un obstacle.
-100
42.5
• Entrée de la dernière position de trou.
• Effacez éventuellement les positions existant déjà avec .
• Remarque : Cet exemple de programmation devrait vous familiariser avec la fonction Obs-tacle. Il existe bien sûr des moyens plus élé-gants pour programmer la position des trous et n’avoir à résoudre qu’un seul obstacle. Essayez par vous-même les diverses straté-gies possibles !
Une fois la simulation effectuée, on peut passer dans l’autre représenta-tion avec la touche
ou
Lorsque l’on appuie sur la tou-che dans Vue de des-sus ou dans Vue 3 plans, ces touches logicielles apparais-sent pour zoomer les vues.
Lorsque l’on appuie sur la touche dans Modè-le volumique, ces touches logicielles permettent de choisir l’angle de vue.
Le réglage du plan de coupe se fait avec les touches de curseur et l’exécution avec la touche .
63
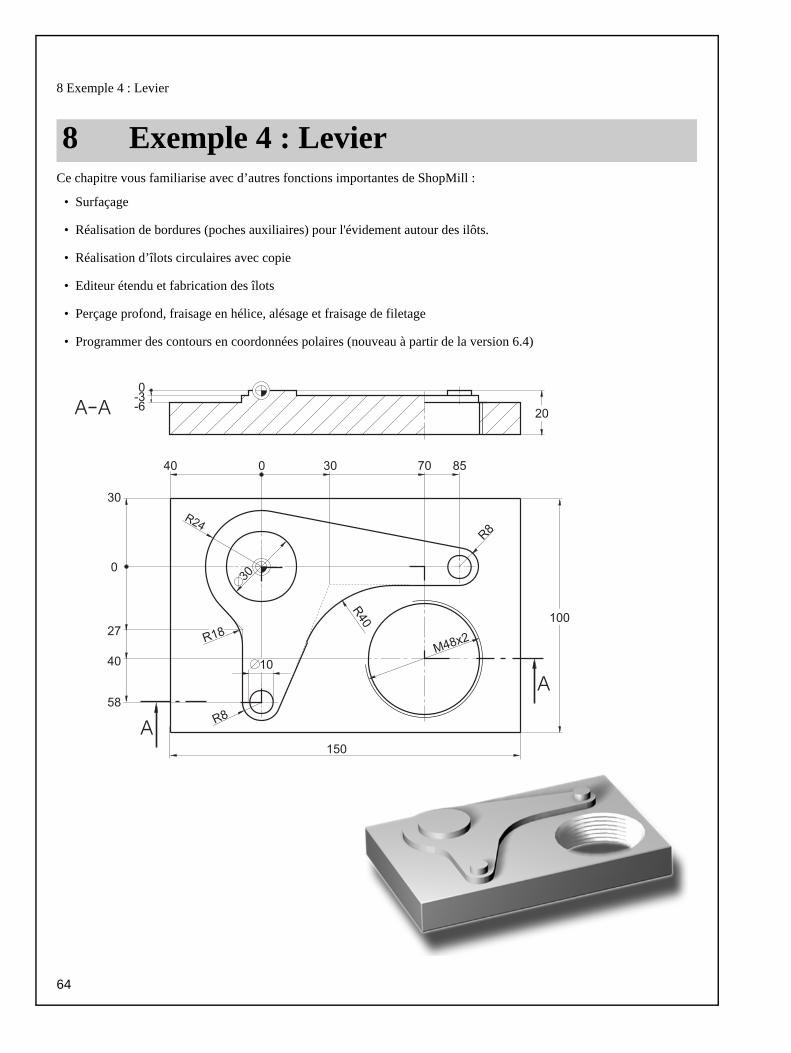
8 Exemple 4 : Levier
Ce chapitre vous familiarise avec d’autres fonctions importantes de ShopMill :
• Surfaçage
• Réalisation de bordures (poches auxiliaires) pour l'évidement autour des ilôts.
• Réalisation d’îlots circulaires avec copie
• Editeur étendu et fabrication des îlots
• Perçage profond, fraisage en hélice, alésage et fraisage de filetage
• Programmer des contours en coordonnées polaires (nouveau à partir de la version 6.4)
8 Exemple 4 : Levier
64

Document de formation ShopMill
Création de la gamme d’usinage
Les dimensions de la pièce doivent être relevées sur le dessin et entrées dans l’en-tête d’un nouveau programme. Il faut tenir compte du fait que la pièce brute doit avoir une épaisseur de 25 mm et que le coin 1 en Z doit donc être placé à 5 mm.
La fenêtre de saisie devrait se présenter ainsi après l’entrée des données.
Touches Ecran Explications
...
0.1120
• Après l’appel de la fonction, on peut sélec-tionner différents sens d’usinage dans la barre de touches logicielles verticale.
• On utilise la FRAISE_A_SURFACER63 (F 0,1 mm/dent et V 120 m/min).
• La surface est d’abord ébauchée. Pour ce faire, il faut régler le champ Usinage sur .
• On définit en outre les dimensions de la pièce brute ainsi que la largeur de prise et la surépaisseur de finition (voir fenêtre de sai-sie).
0.08150
• Pour finir la surface, on adapte les valeurs technologiques (F 0,08 mm/dent et V 150 m/min) et on fait passer l’usinage de Ebauche à Finition ( ).
• La surépaisseur doit avoir la même valeur en ébauche et en finition car l’épaisseur de matière à enlever doit être identique en ébau-che comme en finition.
8.1 Surfaçage
...8
65
8 Exemple 4 : Levier
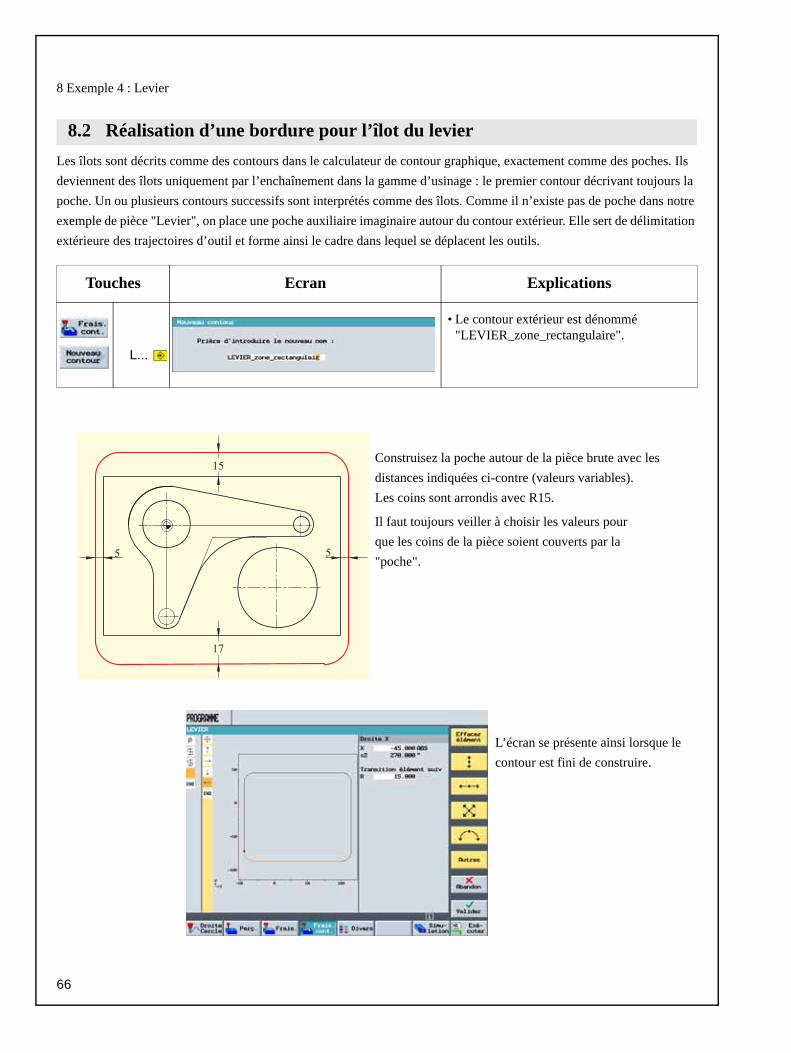
Les îlots sont décrits comme des contours dans le calculateur de contour graphique, exactement comme des poches. Ils deviennent des îlots uniquement par l’enchaînement dans la gamme d’usinage : le premier contour décrivant toujours la poche. Un ou plusieurs contours successifs sont interprétés comme des îlots. Comme il n’existe pas de poche dans notre exemple de pièce "Levier", on place une poche auxiliaire imaginaire autour du contour extérieur. Elle sert de délimitation extérieure des trajectoires d’outil et forme ainsi le cadre dans lequel se déplacent les outils.
Touches Ecran Explications
L...
• Le contour extérieur est dénommé "LEVIER_zone_rectangulaire".
8.2 Réalisation d’une bordure pour l’îlot du levier
Construisez la poche autour de la pièce brute avec les distances indiquées ci-contre (valeurs variables). Les coins sont arrondis avec R15.
Il faut toujours veiller à choisir les valeurs pour que les coins de la pièce soient couverts par la "poche". 8
L’écran se présente ainsi lorsque le contour est fini de construire.
8
66
Document de formation ShopMill
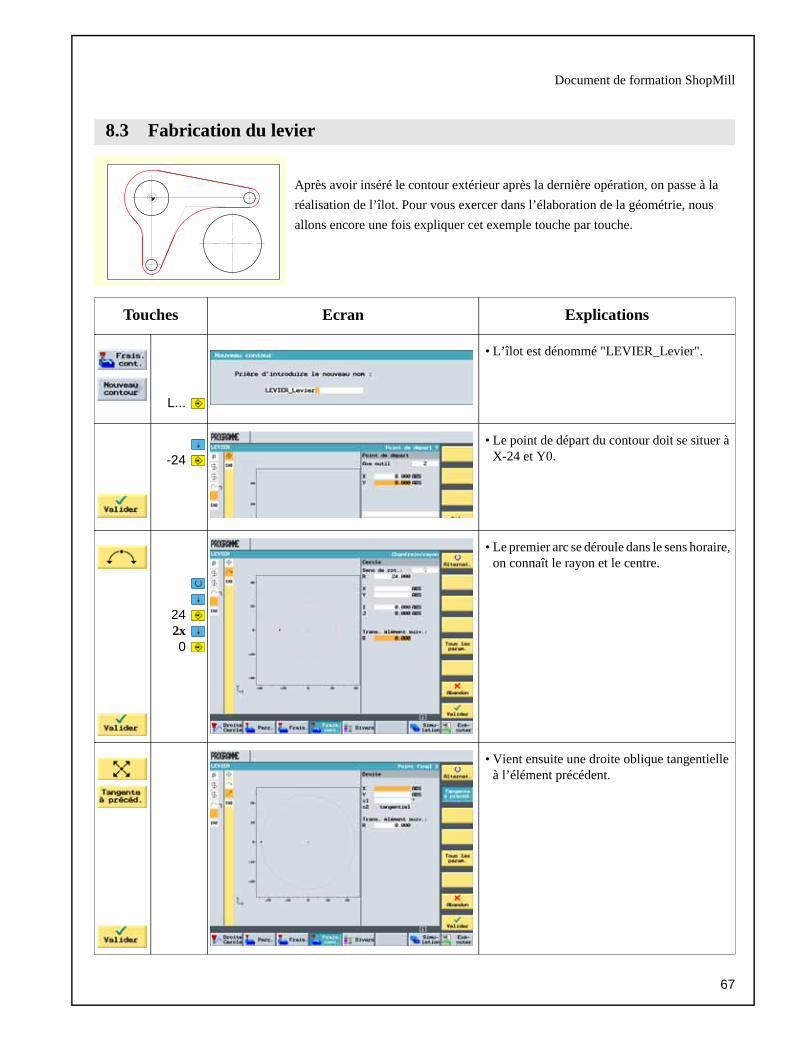
Après avoir inséré le contour extérieur après la dernière opération, on passe à la réalisation de l’îlot. Pour vous exercer dans l’élaboration de la géométrie, nous allons encore une fois expliquer cet exemple touche par touche.
Touches Ecran Explications
L...
• L’îlot est dénommé "LEVIER_Levier".
-24• Le point de départ du contour doit se situer à
X-24 et Y0.
242x0
• Le premier arc se déroule dans le sens horaire, on connaît le rayon et le centre.
• Vient ensuite une droite oblique tangentielleà l’élément précédent.
8.3 Fabrication du levier
67
8 Exemple 4 : Levier
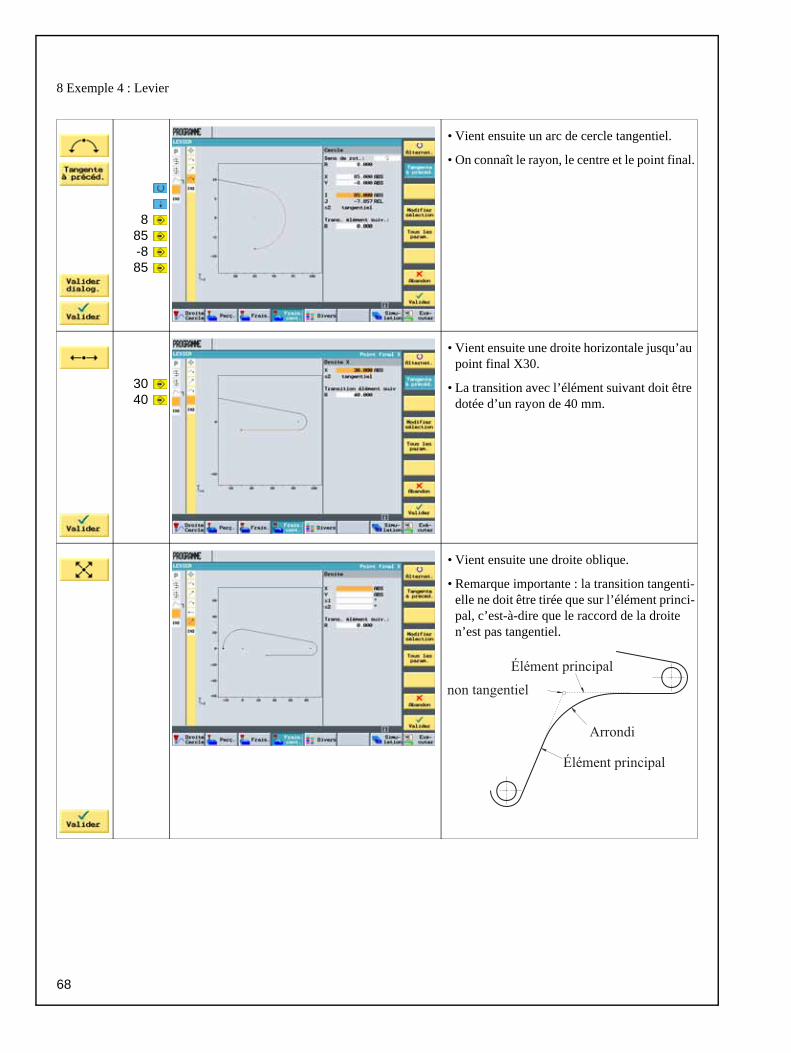
885-885
• Vient ensuite un arc de cercle tangentiel.
• On connaît le rayon, le centre et le point final.
3040
• Vient ensuite une droite horizontale jusqu’au point final X30.
• La transition avec l’élément suivant doit être dotée d’un rayon de 40 mm.
• Vient ensuite une droite oblique.
• Remarque importante : la transition tangenti-elle ne doit être tirée que sur l’élément princi-pal, c’est-à-dire que le raccord de la droite n’est pas tangentiel.
68
Document de formation ShopMill
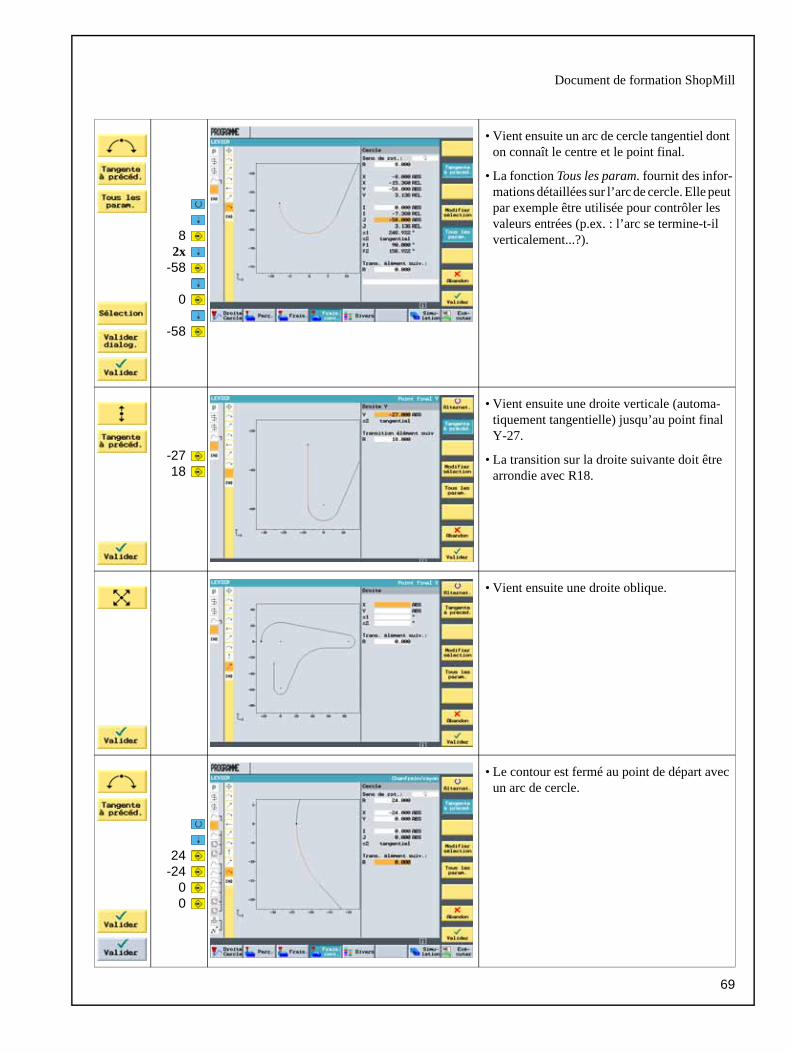
82x
-58
0
-58
• Vient ensuite un arc de cercle tangentiel dont on connaît le centre et le point final.
• La fonction Tous les param. fournit des infor-mations détaillées sur l’arc de cercle. Elle peut par exemple être utilisée pour contrôler les valeurs entrées (p.ex. : l’arc se termine-t-il verticalement...?).
-2718
• Vient ensuite une droite verticale (automa-tiquement tangentielle) jusqu’au point final Y-27.
• La transition sur la droite suivante doit être arrondie avec R18.
• Vient ensuite une droite oblique.
24-24
00
• Le contour est fermé au point de départ avec un arc de cercle.
69
8 Exemple 4 : Levier
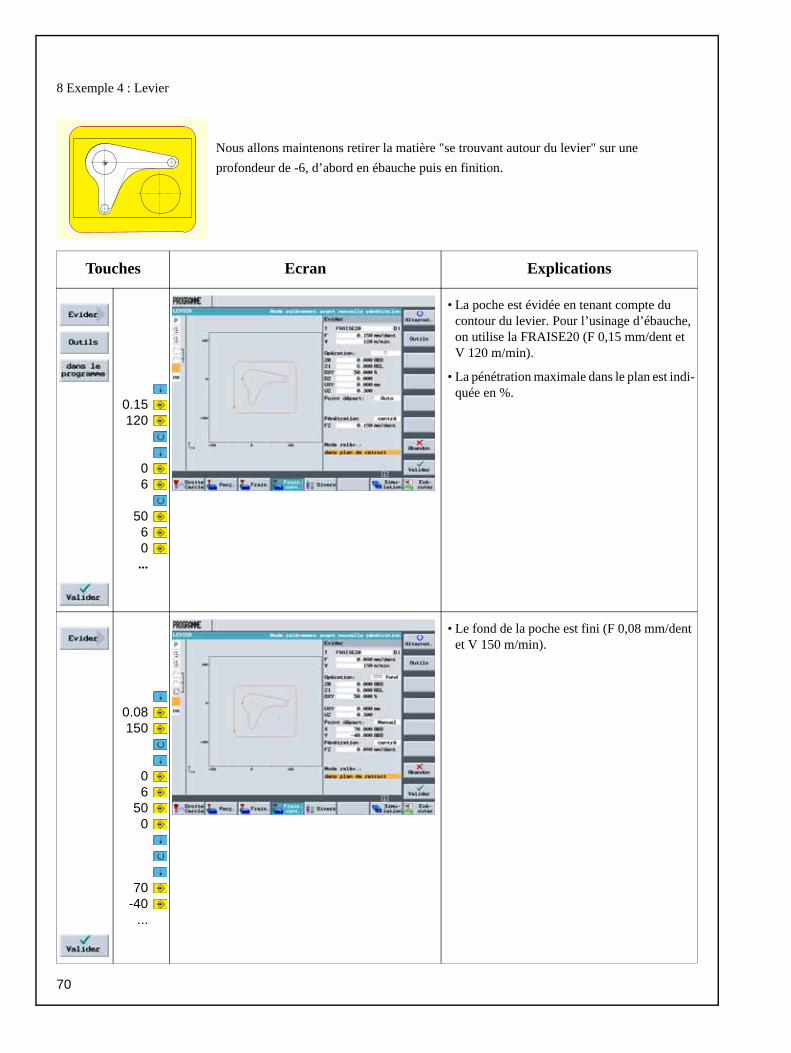
Nous allons maintenons retirer la matière "se trouvant autour du levier" sur une profondeur de -6, d’abord en ébauche puis en finition.
Touches Ecran Explications
0.15120
06
5060...
• La poche est évidée en tenant compte du contour du levier. Pour l’usinage d’ébauche, on utilise la FRAISE20 (F 0,15 mm/dent et V 120 m/min).
• La pénétration maximale dans le plan est indi-quée en %.
0.08150
06
500
70-40
...
• Le fond de la poche est fini (F 0,08 mm/dent et V 150 m/min).
70
Document de formation ShopMill
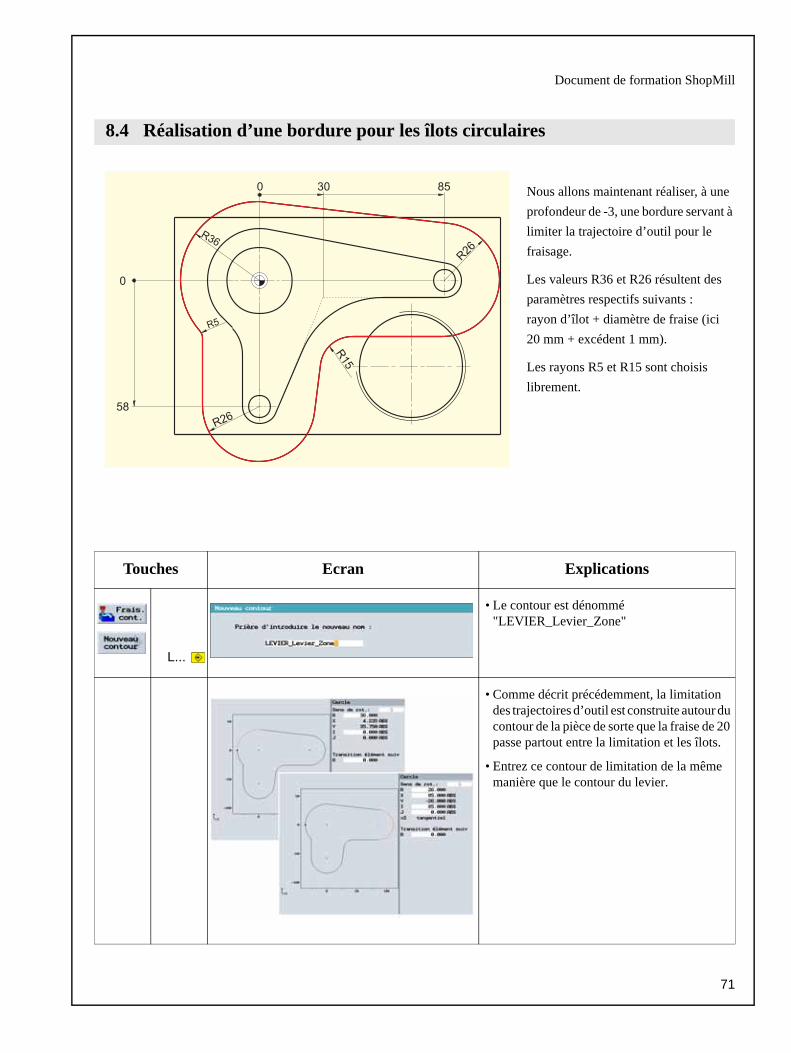
Nous allons maintenant réaliser, à une profondeur de -3, une bordure servant à limiter la trajectoire d’outil pour le fraisage.
Les valeurs R36 et R26 résultent des paramètres respectifs suivants : rayon d’îlot + diamètre de fraise (ici20 mm + excédent 1 mm).
Les rayons R5 et R15 sont choisis librement.
Touches Ecran Explications
L...
• Le contour est dénommé "LEVIER_Levier_Zone"
• Comme décrit précédemment, la limitation des trajectoires d’outil est construite autour du contour de la pièce de sorte que la fraise de 20 passe partout entre la limitation et les îlots.
• Entrez ce contour de limitation de la même manière que le contour du levier.
8.4 Réalisation d’une bordure pour les îlots circulaires
71
8 Exemple 4 : Levier
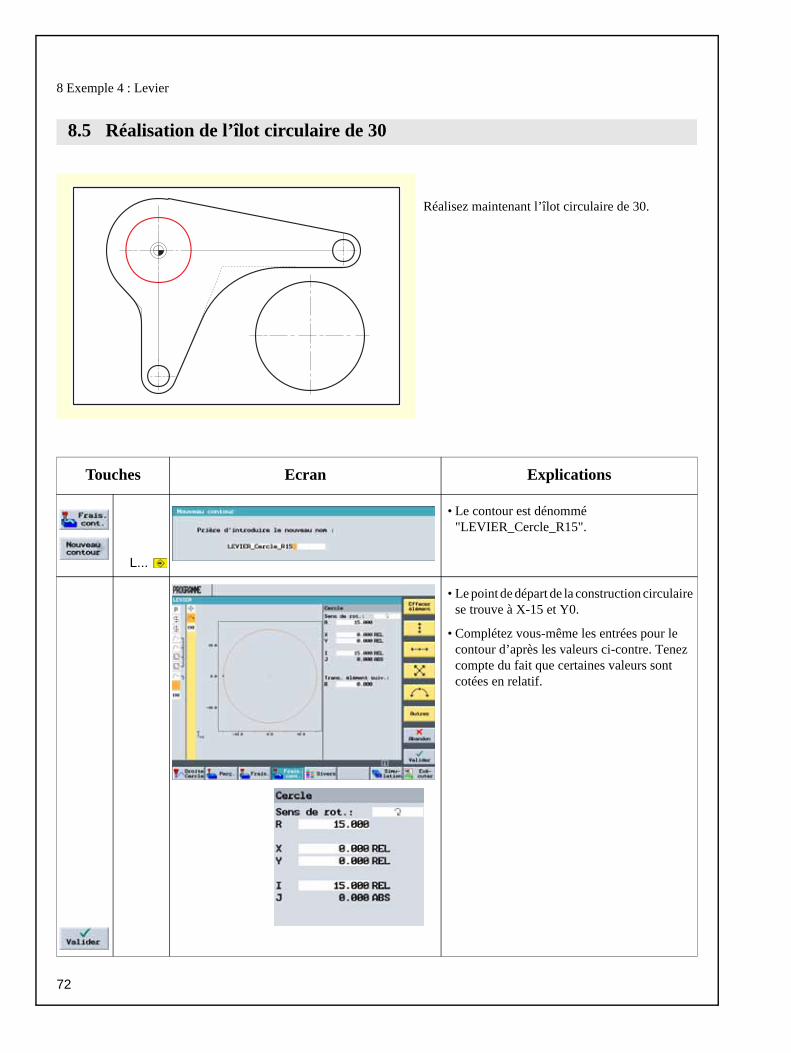
Réalisez maintenant l’îlot circulaire de 30.
Touches Ecran Explications
L...
• Le contour est dénommé "LEVIER_Cercle_R15".
• Le point de départ de la construction circulaire se trouve à X-15 et Y0.
• Complétez vous-même les entrées pour le contour d’après les valeurs ci-contre. Tenez compte du fait que certaines valeurs sont cotées en relatif.
8.5 Réalisation de l’îlot circulaire de 30
72
Document de formation ShopMill
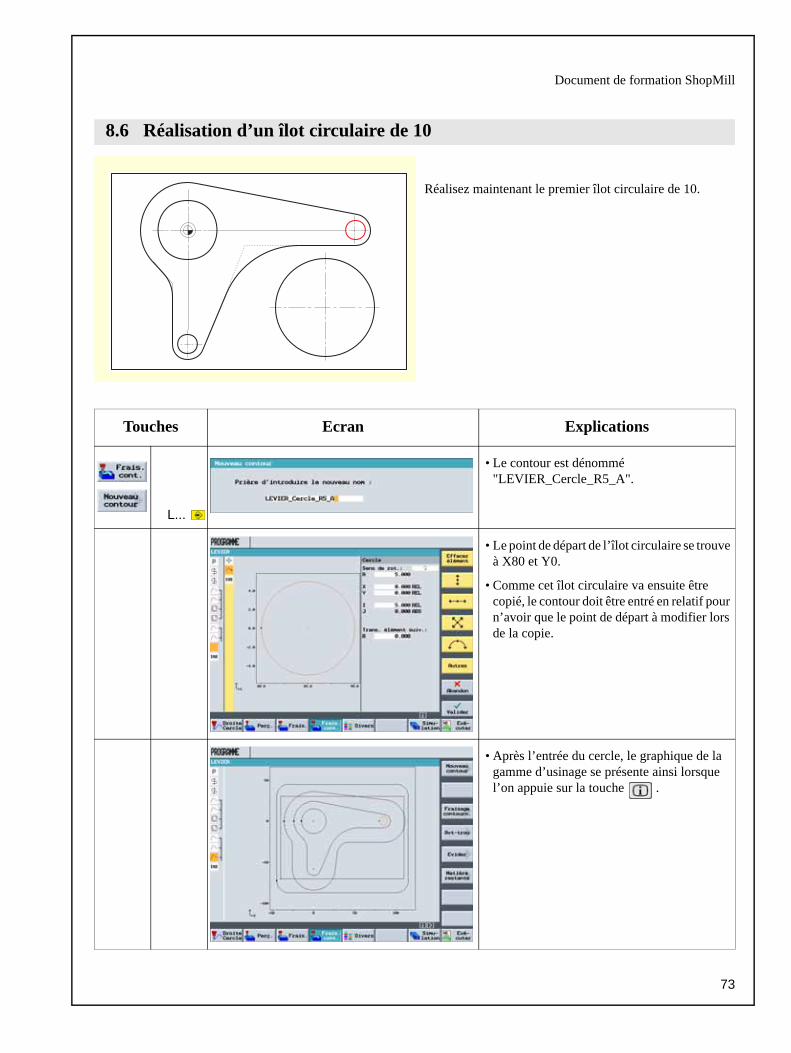
Réalisez maintenant le premier îlot circulaire de 10.
Touches Ecran Explications
L...
• Le contour est dénommé "LEVIER_Cercle_R5_A".
• Le point de départ de l’îlot circulaire se trouve à X80 et Y0.
• Comme cet îlot circulaire va ensuite être copié, le contour doit être entré en relatif pour n’avoir que le point de départ à modifier lors de la copie.
• Après l’entrée du cercle, le graphique de la gamme d’usinage se présente ainsi lorsque l’on appuie sur la touche .
8.6 Réalisation d’un îlot circulaire de 10
73
8 Exemple 4 : Levier
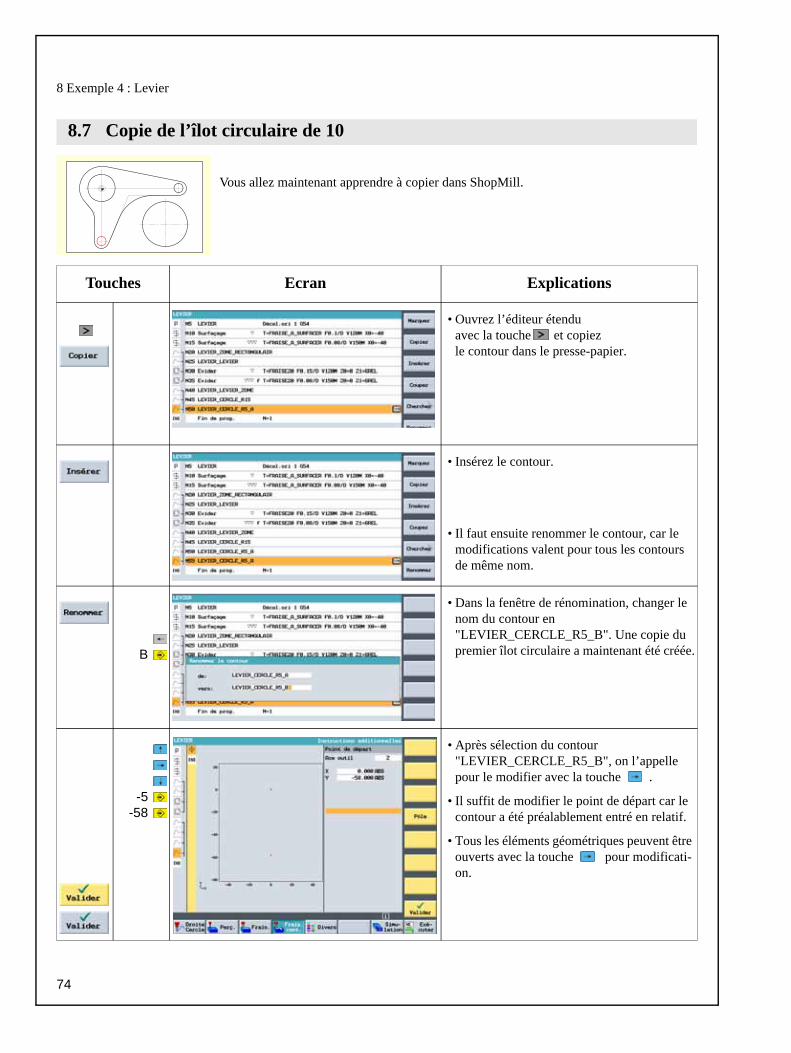
Vous allez maintenant apprendre à copier dans ShopMill.
Touches Ecran Explications
• Ouvrez l’éditeur étendu avec la touche et copiez le contour dans le presse-papier.
• Insérez le contour.
• Il faut ensuite renommer le contour, car le modifications valent pour tous les contours de même nom.
B
• Dans la fenêtre de rénomination, changer le nom du contour en "LEVIER_CERCLE_R5_B". Une copie du premier îlot circulaire a maintenant été créée.
-5-58
• Après sélection du contour "LEVIER_CERCLE_R5_B", on l’appelle pour le modifier avec la touche .
• Il suffit de modifier le point de départ car le contour a été préalablement entré en relatif.
• Tous les éléments géométriques peuvent être ouverts avec la touche pour modificati-on.
8.7 Copie de l’îlot circulaire de 10
74
Document de formation ShopMill
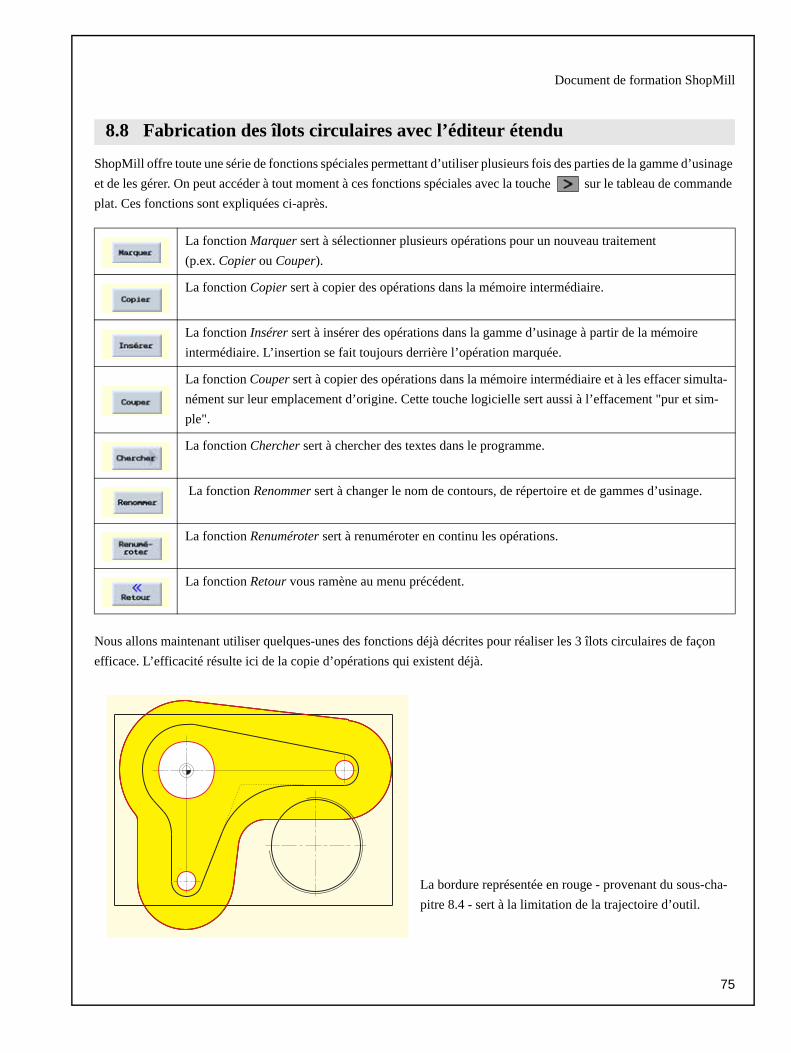
ShopMill offre toute une série de fonctions spéciales permettant d’utiliser plusieurs fois des parties de la gamme d’usinage et de les gérer. On peut accéder à tout moment à ces fonctions spéciales avec la touche sur le tableau de commande plat. Ces fonctions sont expliquées ci-après.
Nous allons maintenant utiliser quelques-unes des fonctions déjà décrites pour réaliser les 3 îlots circulaires de façon efficace. L’efficacité résulte ici de la copie d’opérations qui existent déjà.
La bordure représentée en rouge - provenant du sous-cha-pitre 8.4 - sert à la limitation de la trajectoire d’outil.
La fonction Marquer sert à sélectionner plusieurs opérations pour un nouveau traitement(p.ex. Copier ou Couper).
La fonction Copier sert à copier des opérations dans la mémoire intermédiaire.
La fonction Insérer sert à insérer des opérations dans la gamme d’usinage à partir de la mémoire intermédiaire. L’insertion se fait toujours derrière l’opération marquée.
La fonction Couper sert à copier des opérations dans la mémoire intermédiaire et à les effacer simulta-nément sur leur emplacement d’origine. Cette touche logicielle sert aussi à l’effacement "pur et sim-ple".
La fonction Chercher sert à chercher des textes dans le programme.
La fonction Renommer sert à changer le nom de contours, de répertoire et de gammes d’usinage.
La fonction Renuméroter sert à renuméroter en continu les opérations.
La fonction Retour vous ramène au menu précédent.
8.8 Fabrication des îlots circulaires avec l’éditeur étendu
75
8 Exemple 4 : Levier
Touches Ecran Explications
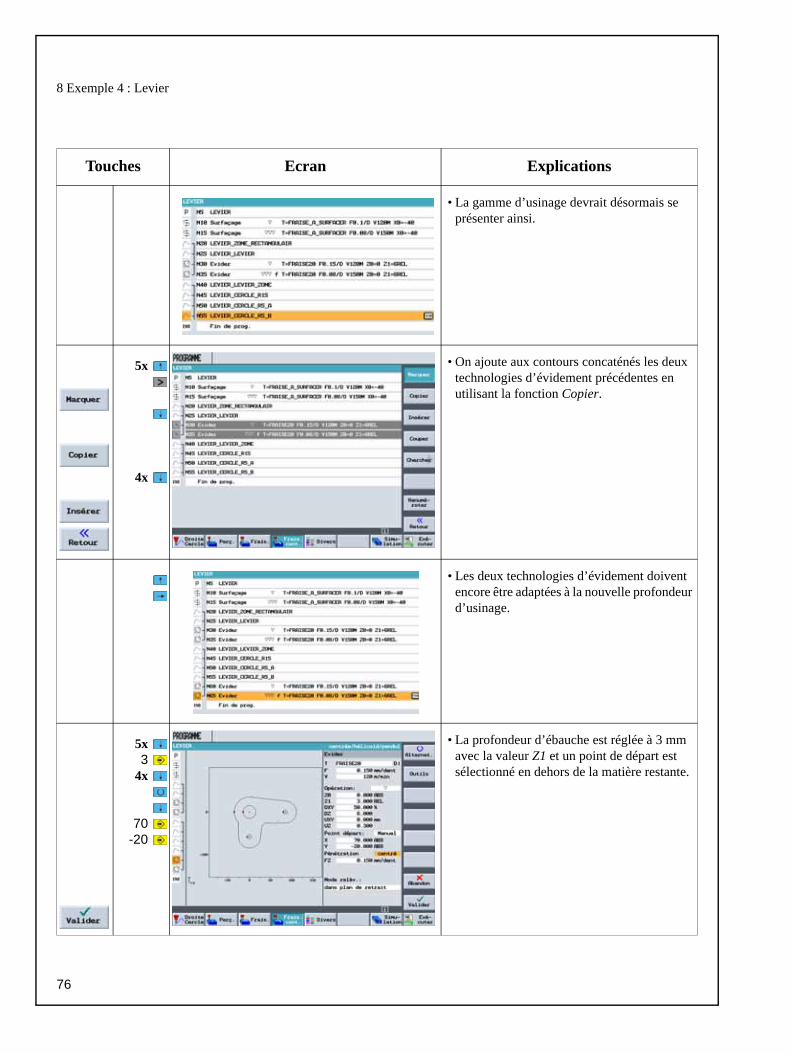
• La gamme d’usinage devrait désormais se présenter ainsi.
5x
4x
• On ajoute aux contours concaténés les deux technologies d’évidement précédentes en utilisant la fonction Copier.
• Les deux technologies d’évidement doivent encore être adaptées à la nouvelle profondeur d’usinage.
5x3
4x
70-20
• La profondeur d’ébauche est réglée à 3 mm avec la valeur Z1 et un point de départ est sélectionné en dehors de la matière restante.
76
Document de formation ShopMill
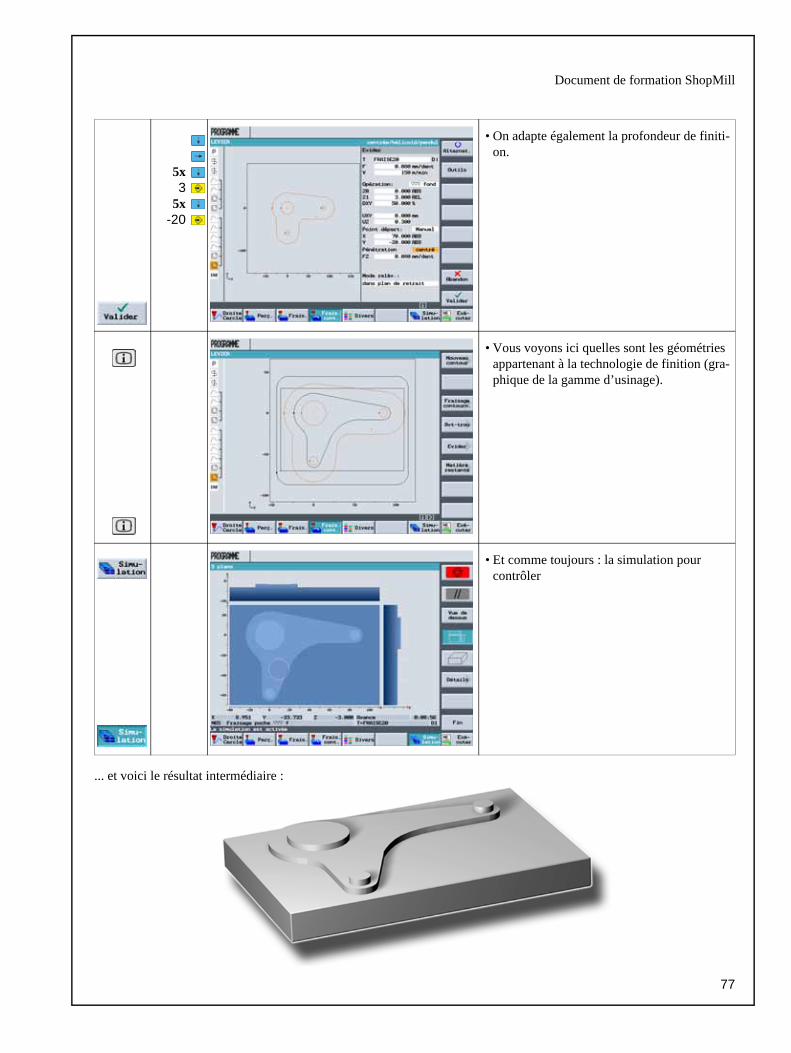
... et voici le résultat intermédiaire :
5x3
5x-20
• On adapte également la profondeur de finiti-on.
• Vous voyons ici quelles sont les géométries appartenant à la technologie de finition (gra-phique de la gamme d’usinage).
• Et comme toujours : la simulation pour contrôler
77
8 Exemple 4 : Levier
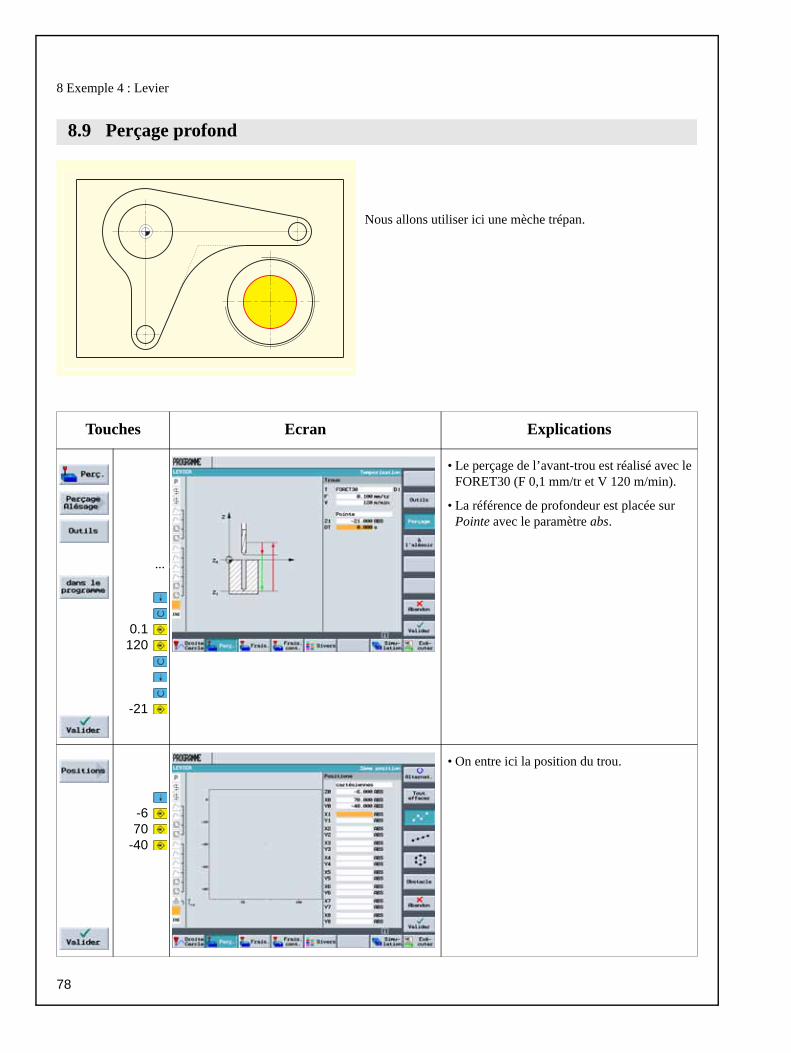
Nous allons utiliser ici une mèche trépan.
Touches Ecran Explications
0.1120
-21
• Le perçage de l’avant-trou est réalisé avec le FORET30 (F 0,1 mm/tr et V 120 m/min).
• La référence de profondeur est placée sur Pointe avec le paramètre abs.
-670
-40
• On entre ici la position du trou.
8.9 Perçage profond
...8
78
Document de formation ShopMill
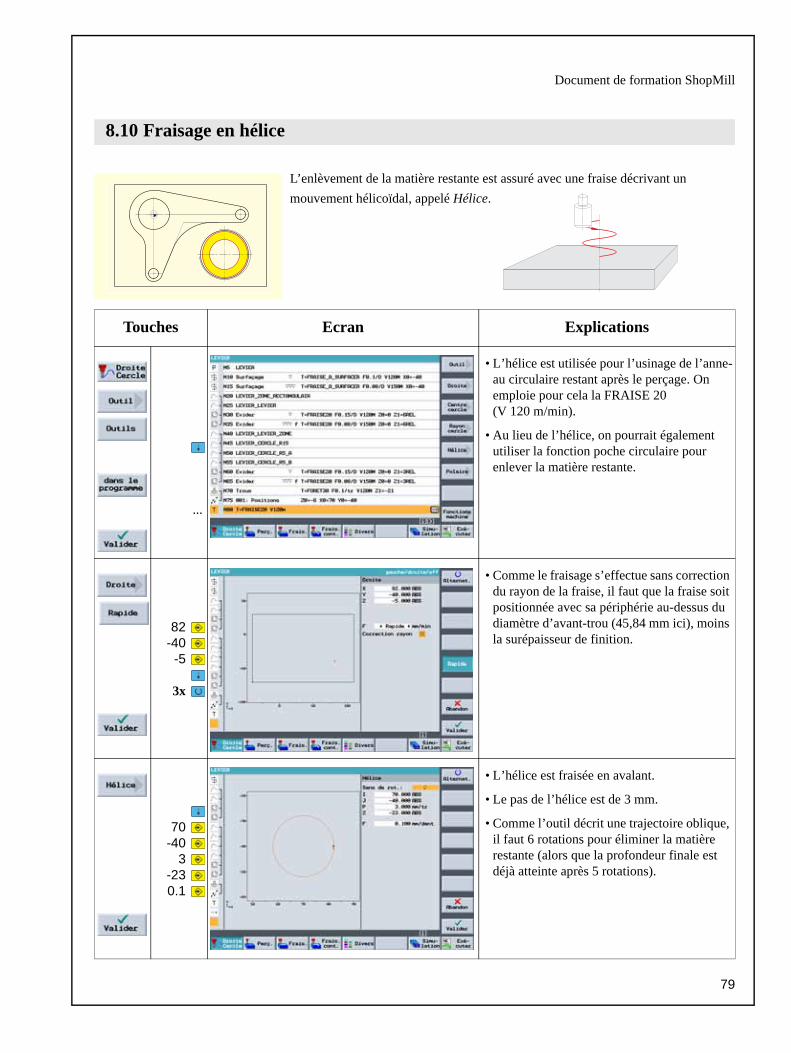
L’enlèvement de la matière restante est assuré avec une fraise décrivant un mouvement hélicoïdal, appelé Hélice.
Touches Ecran Explications
• L’hélice est utilisée pour l’usinage de l’anne-au circulaire restant après le perçage. On emploie pour cela la FRAISE 20 (V 120 m/min).
• Au lieu de l’hélice, on pourrait également utiliser la fonction poche circulaire pour enlever la matière restante.
82-40
-5
3x
• Comme le fraisage s’effectue sans correction du rayon de la fraise, il faut que la fraise soit positionnée avec sa périphérie au-dessus du diamètre d’avant-trou (45,84 mm ici), moins la surépaisseur de finition.
70-40
3-230.1
• L’hélice est fraisée en avalant.
• Le pas de l’hélice est de 3 mm.
• Comme l’outil décrit une trajectoire oblique, il faut 6 rotations pour éliminer la matière restante (alors que la profondeur finale est déjà atteinte après 5 rotations).
8.10 Fraisage en hélice
...8
79
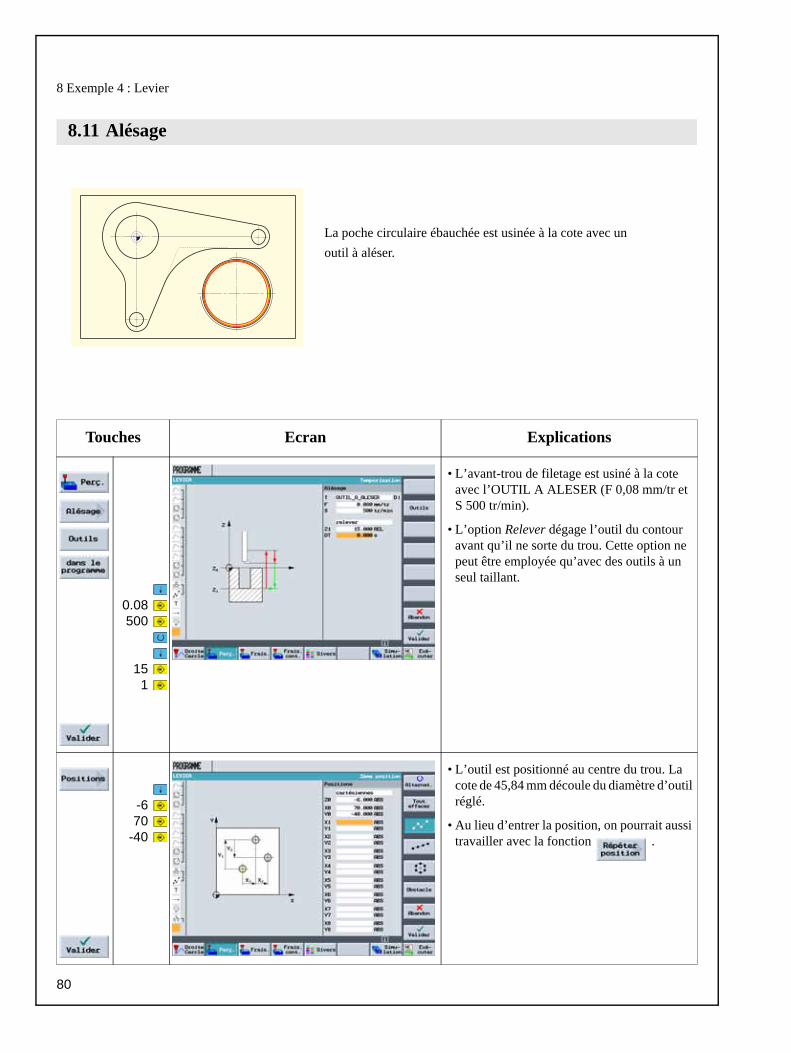
8 Exemple 4 : Levier
La poche circulaire ébauchée est usinée à la cote avec un outil à aléser.
Touches Ecran Explications
0.08500
151
• L’avant-trou de filetage est usiné à la coteavec l’OUTIL A ALESER (F 0,08 mm/tr etS 500 tr/min).
• L’option Relever dégage l’outil du contour avant qu’il ne sorte du trou. Cette option ne peut être employée qu’avec des outils à un seul taillant.
-670
-40
• L’outil est positionné au centre du trou. La cote de 45,84 mm découle du diamètre d’outil réglé.
• Au lieu d’entrer la position, on pourrait aussi travailler avec la fonction .
8.11 Alésage
80
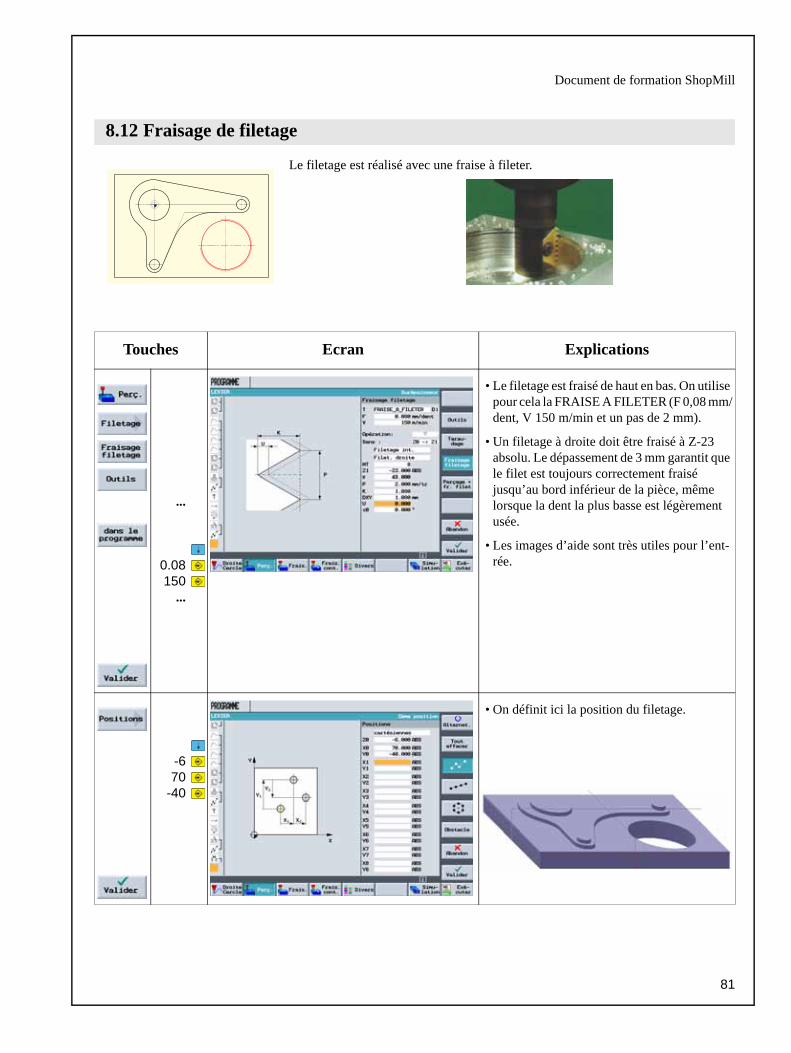
Document de formation ShopMill
Le filetage est réalisé avec une fraise à fileter.
Touches Ecran Explications
...
0.08150
...
• Le filetage est fraisé de haut en bas. On utilise pour cela la FRAISE A FILETER (F 0,08 mm/dent, V 150 m/min et un pas de 2 mm).
• Un filetage à droite doit être fraisé à Z-23 absolu. Le dépassement de 3 mm garantit que le filet est toujours correctement fraisé jusqu’au bord inférieur de la pièce, même lorsque la dent la plus basse est légèrement usée.
• Les images d’aide sont très utiles pour l’ent-rée.
-670
-40
• On définit ici la position du filetage.
8.12 Fraisage de filetage
81

8 Exemple 4 : Levier
Dans les dessins des pièces, il n'est pas rare de trouver des éléments de contour qui se rapportent à un pôle. Les coordonnées connues ne sont alors pas des coordonnées cartésiennes (X/Y), mais des coordonnées polaires, autrement dit la distance (L) au pôle et l'angle ( ) formé avec ce pôle.
A partir de la version 6.4 du logiciel, ShopMill permet de programmer facilement ce genre de cas de manière graphique, sans l'aide d'une calculatrice ni de constructions auxiliaires.
Vous pouvez vous en apercevoir en observant une petite modification du levier. Le "bras
inférieur" du levier n'est pus perpendiculaire au point zéro en X0, mais tourné de 10°
dans le sens horaire.
Touches Ecran Explications
3x
....
• Commencez par déplacer le curseur sur cet arc dont il faut redéterminer le centre.
• En premier lieu, il convient de créer le pôle au point zéro, devant l'arc.
• Placez le curseur sur l'élément figurant devant l'arc et insérez le pôle à cet endroit.
8.13 Programmer des contours en coordonnées polaires
82
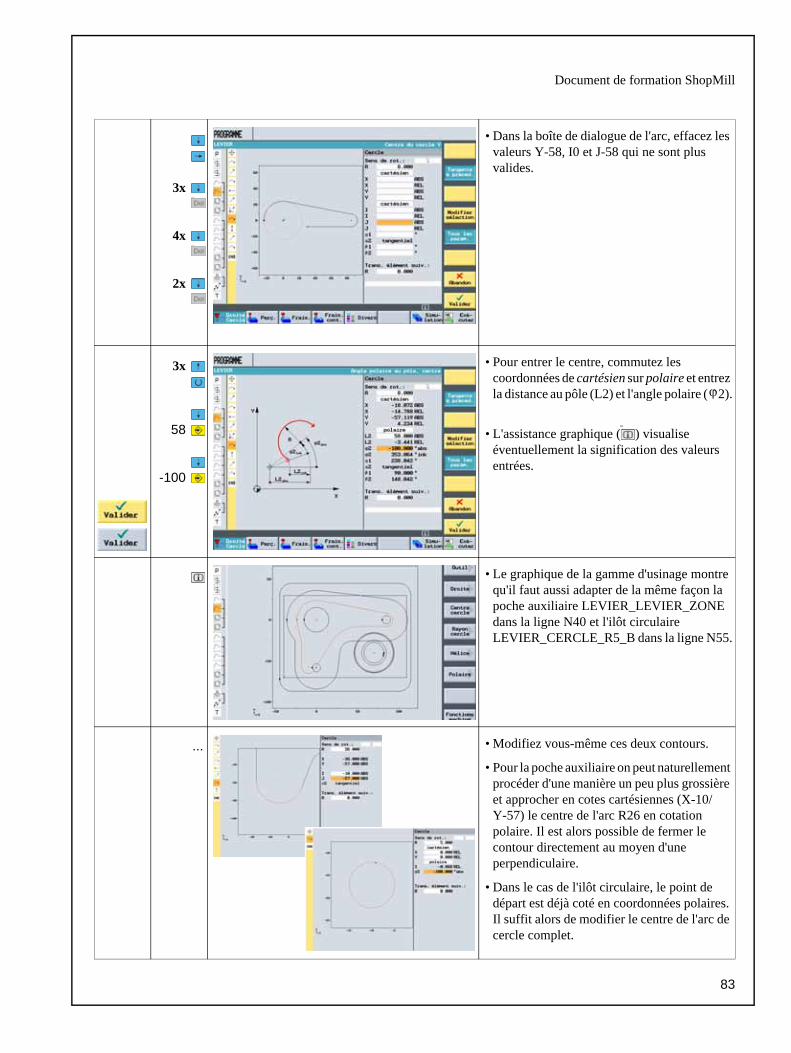
Document de formation ShopMill
3x
4x
2x
• Dans la boîte de dialogue de l'arc, effacez les valeurs Y-58, I0 et J-58 qui ne sont plus valides.
3x
58
-100
• Pour entrer le centre, commutez les coordonnées de cartésien sur polaire et entrez la distance au pôle (L2) et l'angle polaire ( 2).
• L'assistance graphique ( ) visualise éventuellement la signification des valeurs entrées.
• Le graphique de la gamme d'usinage montre qu'il faut aussi adapter de la même façon la poche auxiliaire LEVIER_LEVIER_ZONE dans la ligne N40 et l'ilôt circulaire LEVIER_CERCLE_R5_B dans la ligne N55.
... • Modifiez vous-même ces deux contours.
• Pour la poche auxiliaire on peut naturellement procéder d'une manière un peu plus grossière et approcher en cotes cartésiennes (X-10/Y-57) le centre de l'arc R26 en cotation polaire. Il est alors possible de fermer le contour directement au moyen d'une perpendiculaire.
• Dans le cas de l'ilôt circulaire, le point de départ est déjà coté en coordonnées polaires. Il suffit alors de modifier le centre de l'arc de cercle complet.
83
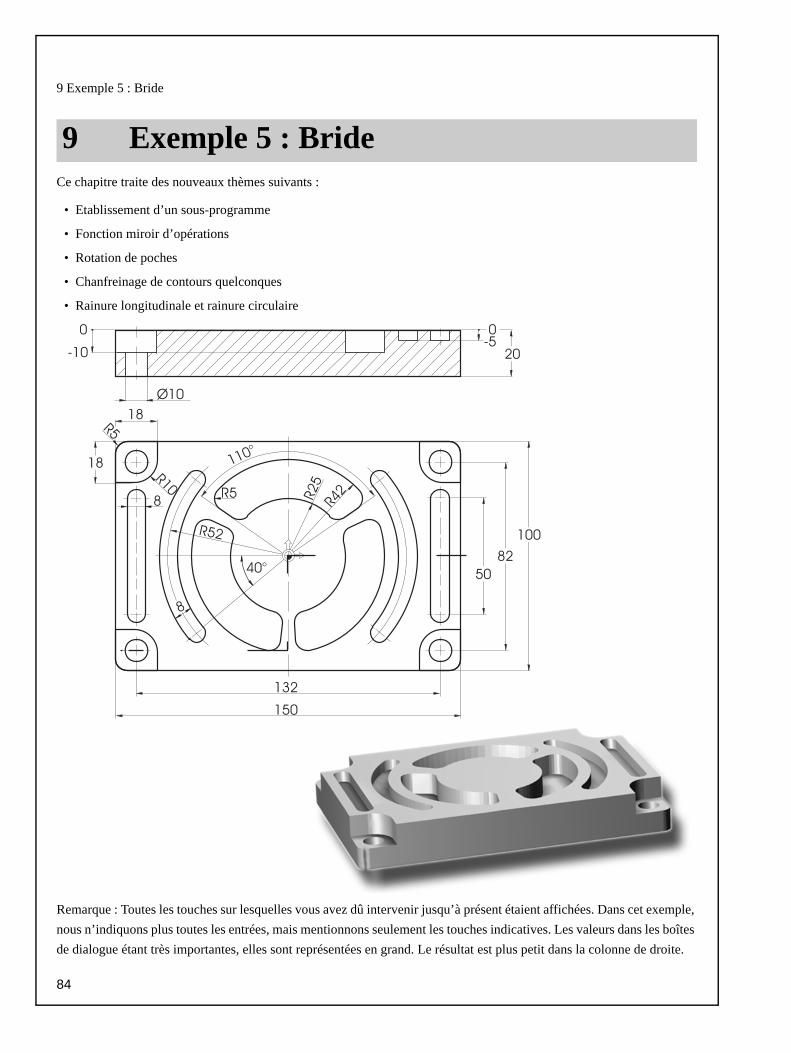
9 Exemple 5 : Bride
Ce chapitre traite des nouveaux thèmes suivants :
• Etablissement d’un sous-programme
• Fonction miroir d’opérations
• Rotation de poches
• Chanfreinage de contours quelconques
• Rainure longitudinale et rainure circulaire
Remarque : Toutes les touches sur lesquelles vous avez dû intervenir jusqu’à présent étaient affichées. Dans cet exemple, nous n’indiquons plus toutes les entrées, mais mentionnons seulement les touches indicatives. Les valeurs dans les boîtes de dialogue étant très importantes, elles sont représentées en grand. Le résultat est plus petit dans la colonne de droite.
9 Exemple 5 : Bride
84
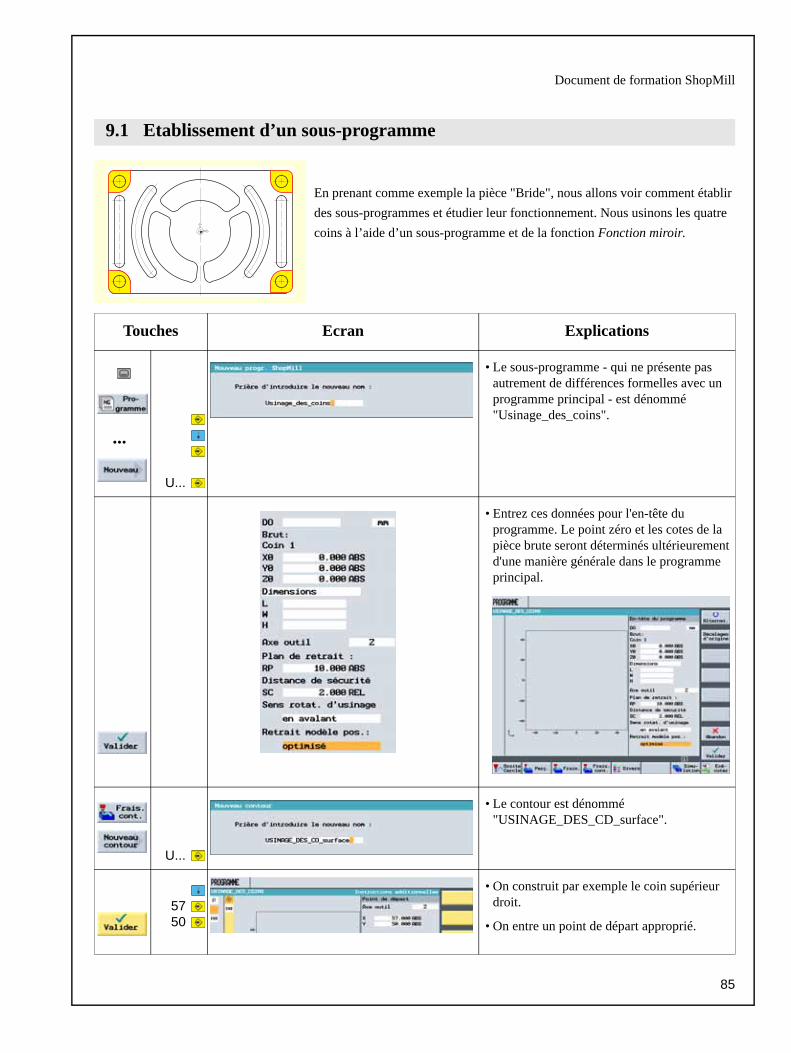
Document de formation ShopMill
En prenant comme exemple la pièce "Bride", nous allons voir comment établir des sous-programmes et étudier leur fonctionnement. Nous usinons les quatre coins à l’aide d’un sous-programme et de la fonction Fonction miroir.
Touches Ecran Explications
U...
• Le sous-programme - qui ne présente pas autrement de différences formelles avec un programme principal - est dénommé "Usinage_des_coins".
• Entrez ces données pour l'en-tête du programme. Le point zéro et les cotes de la pièce brute seront déterminés ultérieurement d'une manière générale dans le programme principal.
U...
• Le contour est dénommé "USINAGE_DES_CD_surface".
5750
• On construit par exemple le coin supérieur droit.
• On entre un point de départ approprié.
9.1 Etablissement d’un sous-programme
...
85
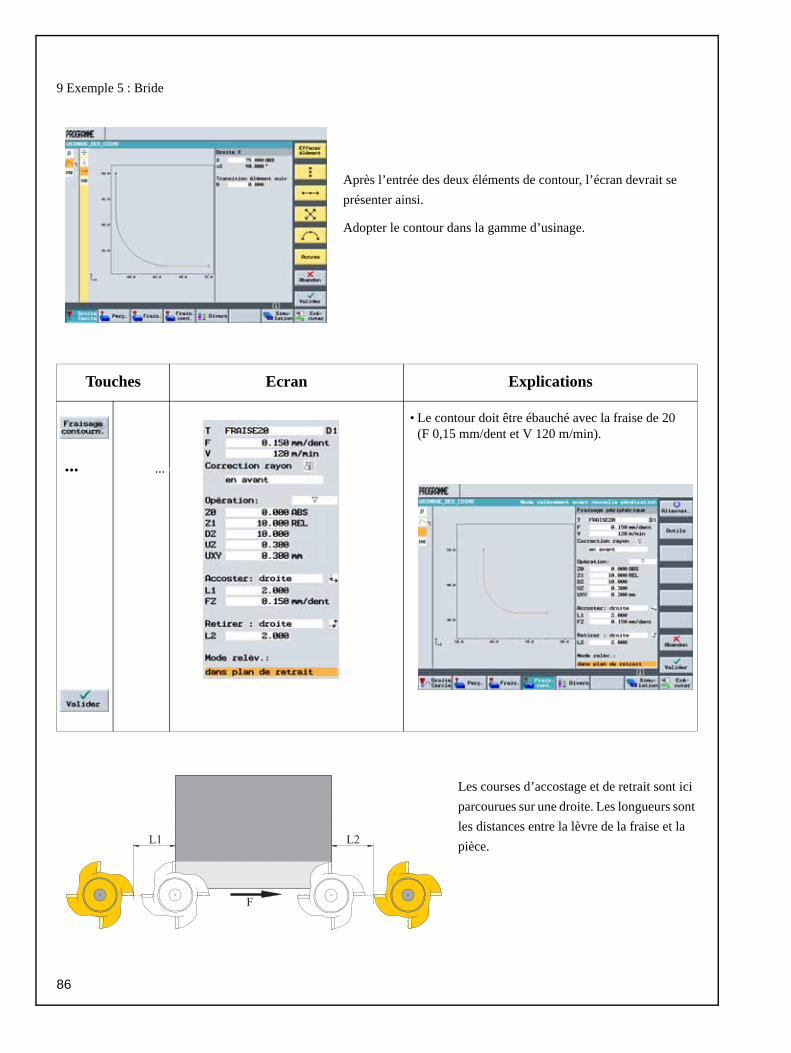
9 Exemple 5 : Bride
Après l’entrée des deux éléments de contour, l’écran devrait se présenter ainsi.
Adopter le contour dans la gamme d’usinage.
Les courses d’accostage et de retrait sont ici parcourues sur une droite. Les longueurs sont les distances entre la lèvre de la fraise et la pièce.
Touches Ecran Explications
• Le contour doit être ébauché avec la fraise de 20 (F 0,15 mm/dent et V 120 m/min).
... ...9
86
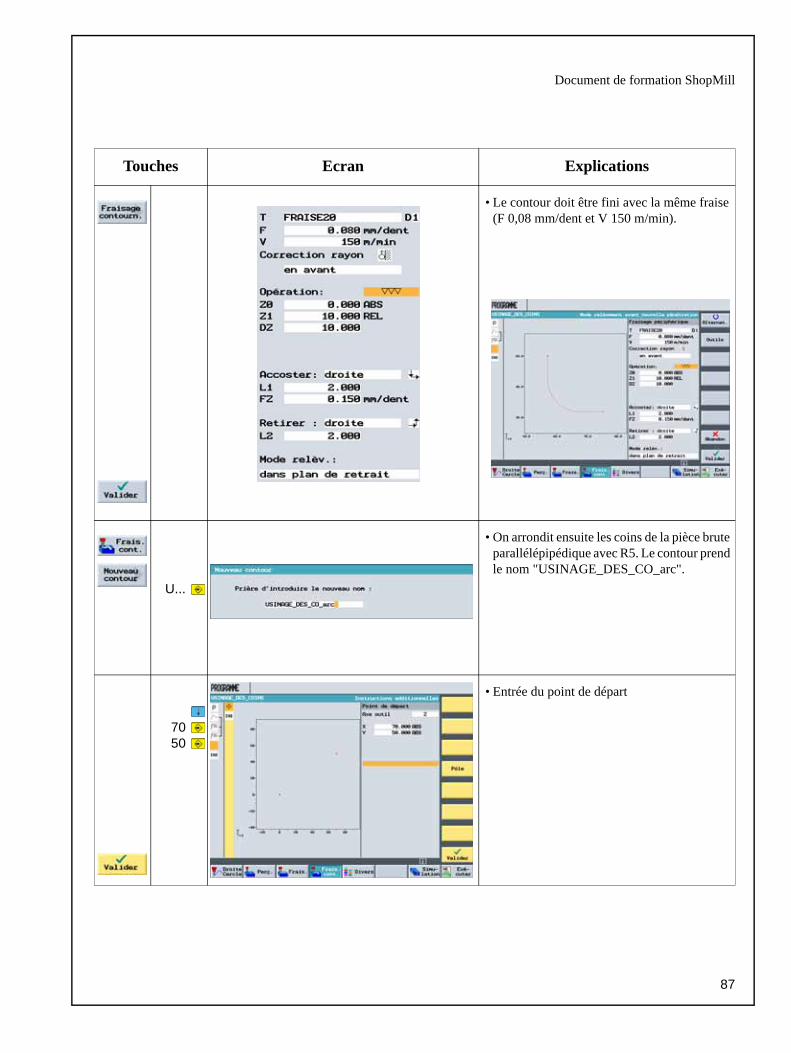
Document de formation ShopMill
Touches Ecran Explications
• Le contour doit être fini avec la même fraise (F 0,08 mm/dent et V 150 m/min).
U...
• On arrondit ensuite les coins de la pièce brute parallélépipédique avec R5. Le contour prend le nom "USINAGE_DES_CO_arc".
7050
• Entrée du point de départ
87
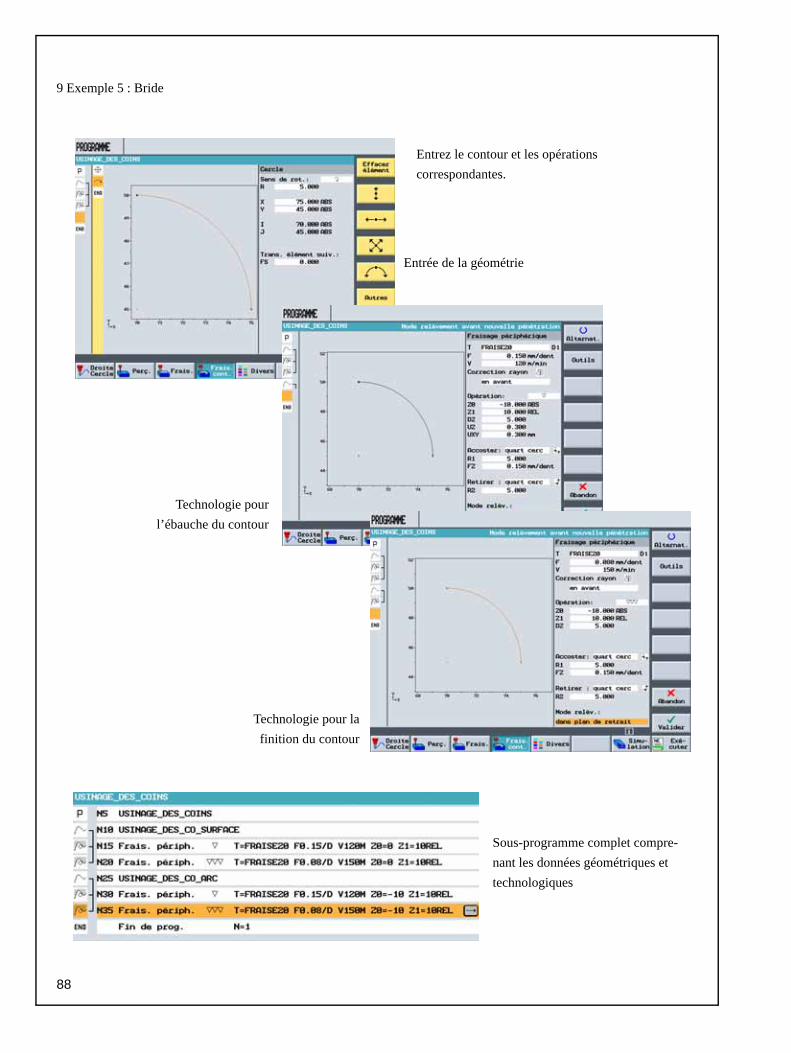
9 Exemple 5 : Bride
Entrez le contour et les opérations correspondantes.
Sous-programme complet compre-nant les données géométriques et technologiques
Entrée de la géométrie
Technologie pourl’ébauche du contour
Technologie pour lafinition du contour
88
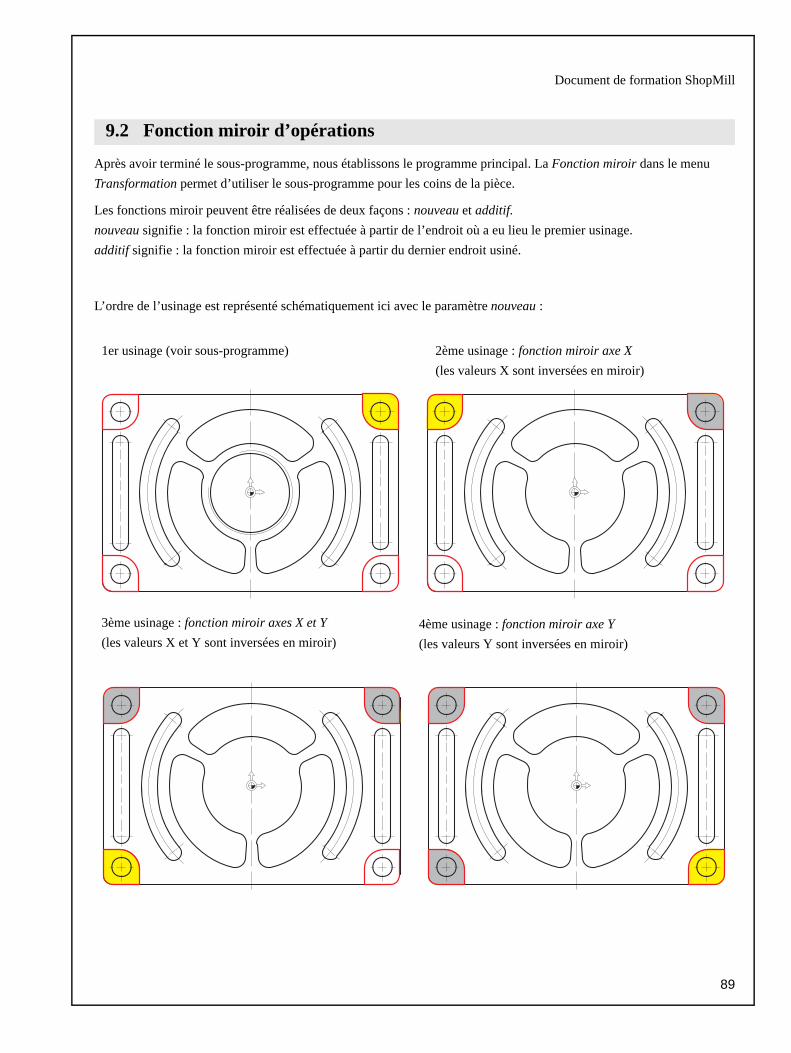
Document de formation ShopMill
Après avoir terminé le sous-programme, nous établissons le programme principal. La Fonction miroir dans le menuTransformation permet d’utiliser le sous-programme pour les coins de la pièce.
Les fonctions miroir peuvent être réalisées de deux façons : nouveau et additif.nouveau signifie : la fonction miroir est effectuée à partir de l’endroit où a eu lieu le premier usinage. additif signifie : la fonction miroir est effectuée à partir du dernier endroit usiné.
L’ordre de l’usinage est représenté schématiquement ici avec le paramètre nouveau :
9.2 Fonction miroir d’opérations
1er usinage (voir sous-programme) 2ème usinage : fonction miroir axe X (les valeurs X sont inversées en miroir)
3ème usinage : fonction miroir axes X et Y(les valeurs X et Y sont inversées en miroir)
4ème usinage : fonction miroir axe Y (les valeurs Y sont inversées en miroir)
89
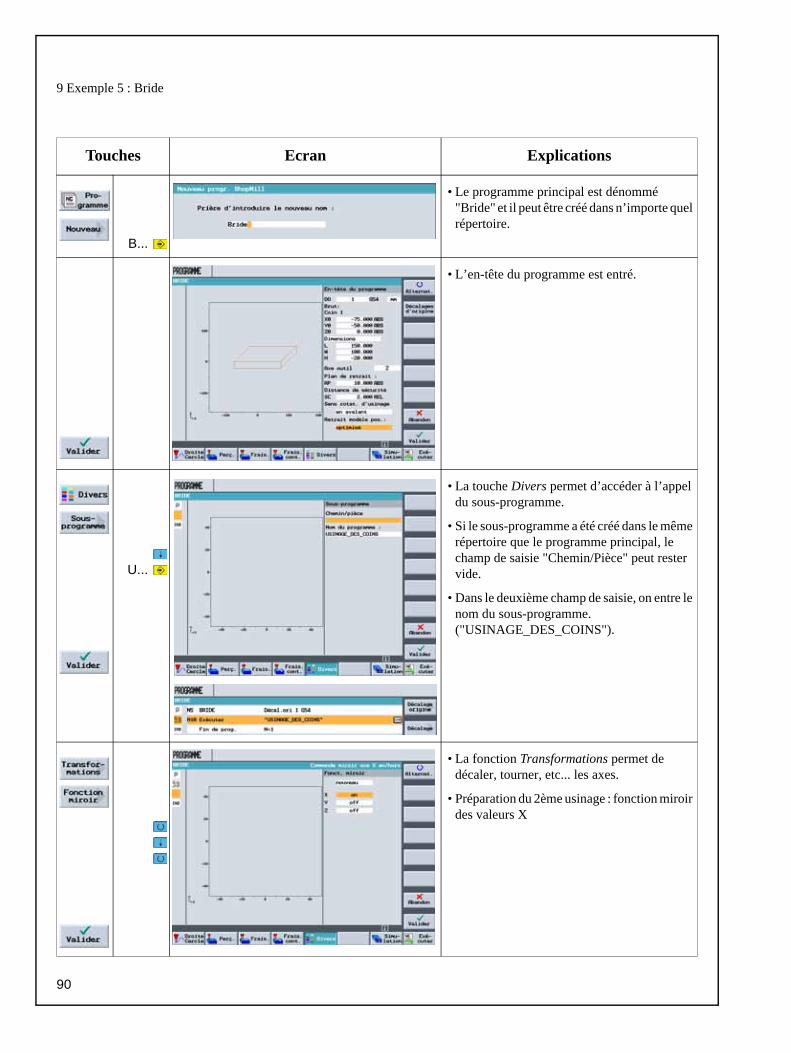
9 Exemple 5 : Bride
Touches Ecran Explications
B...
• Le programme principal est dénommé "Bride" et il peut être créé dans n’importe quel répertoire.
• L’en-tête du programme est entré.
U...
• La touche Divers permet d’accéder à l’appel du sous-programme.
• Si le sous-programme a été créé dans le même répertoire que le programme principal, le champ de saisie "Chemin/Pièce" peut rester vide.
• Dans le deuxième champ de saisie, on entre le nom du sous-programme.("USINAGE_DES_COINS").
• La fonction Transformations permet de décaler, tourner, etc... les axes.
• Préparation du 2ème usinage : fonction miroir des valeurs X
90
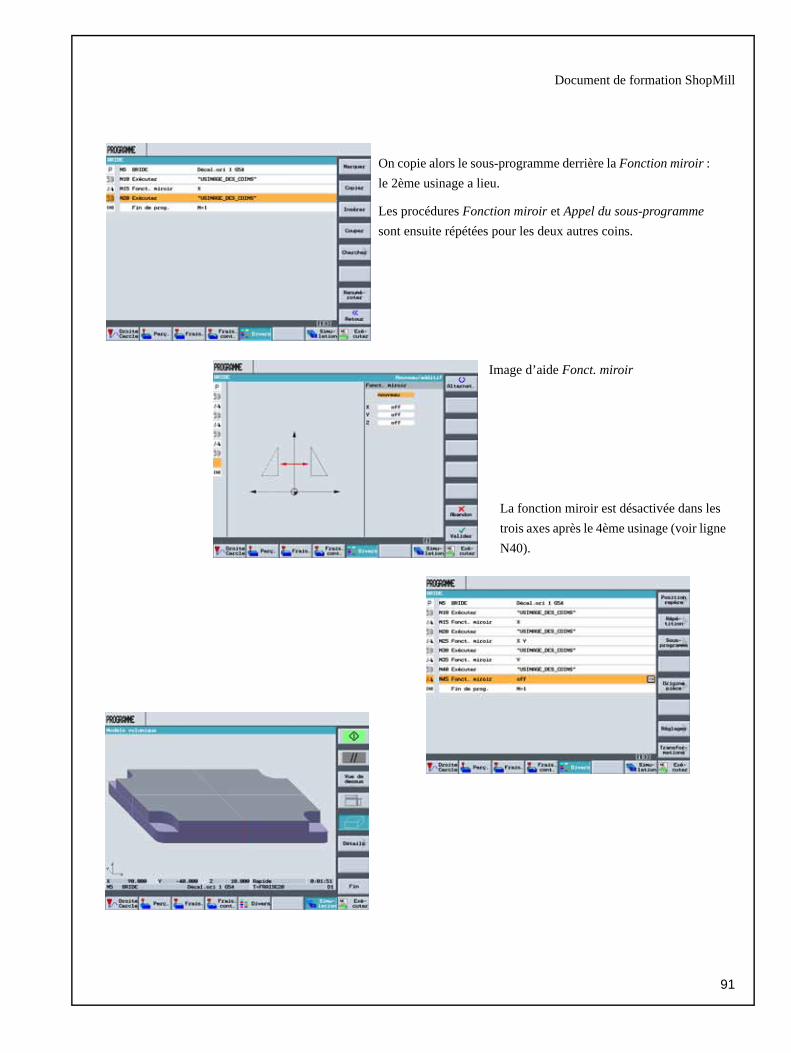
Document de formation ShopMill
On copie alors le sous-programme derrière la Fonction miroir : le 2ème usinage a lieu.
Les procédures Fonction miroir et Appel du sous-programme sont ensuite répétées pour les deux autres coins.
Image d’aide Fonct. miroir
La fonction miroir est désactivée dans les trois axes après le 4ème usinage (voir ligne N40).
91
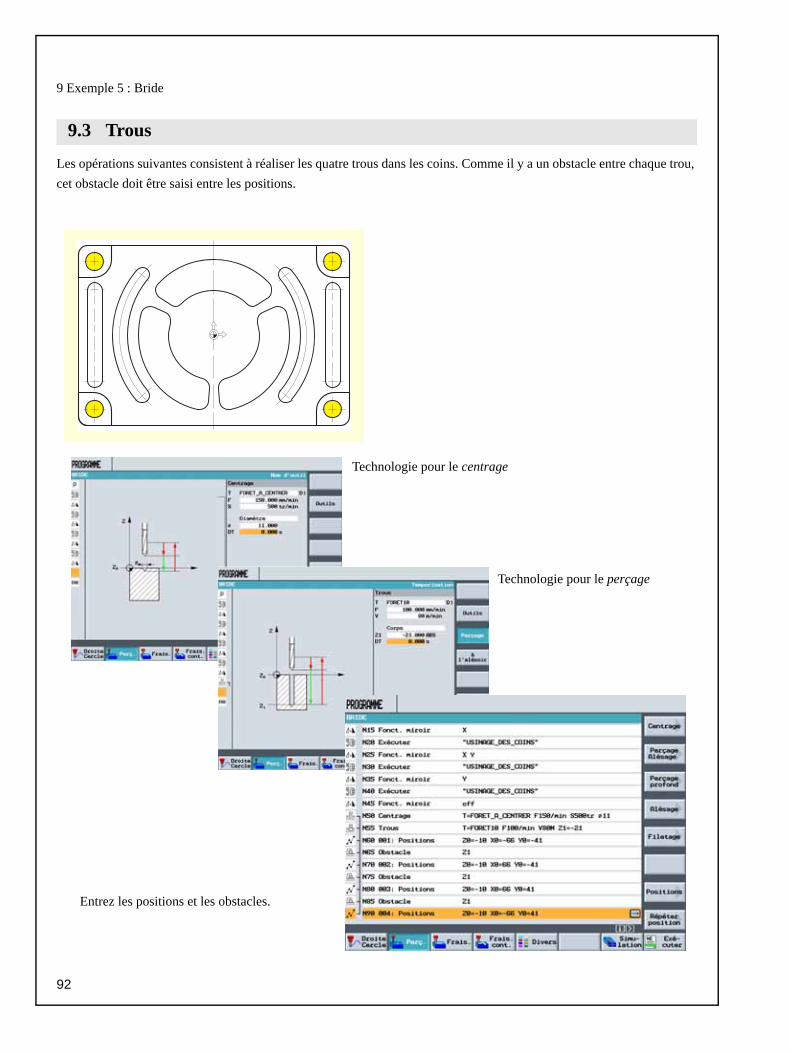
9 Exemple 5 : Bride
Les opérations suivantes consistent à réaliser les quatre trous dans les coins. Comme il y a un obstacle entre chaque trou, cet obstacle doit être saisi entre les positions.
9.3 Trous
Technologie pour le centrage 9
Technologie pour le perçage 9
Entrez les positions et les obstacles. 9
92
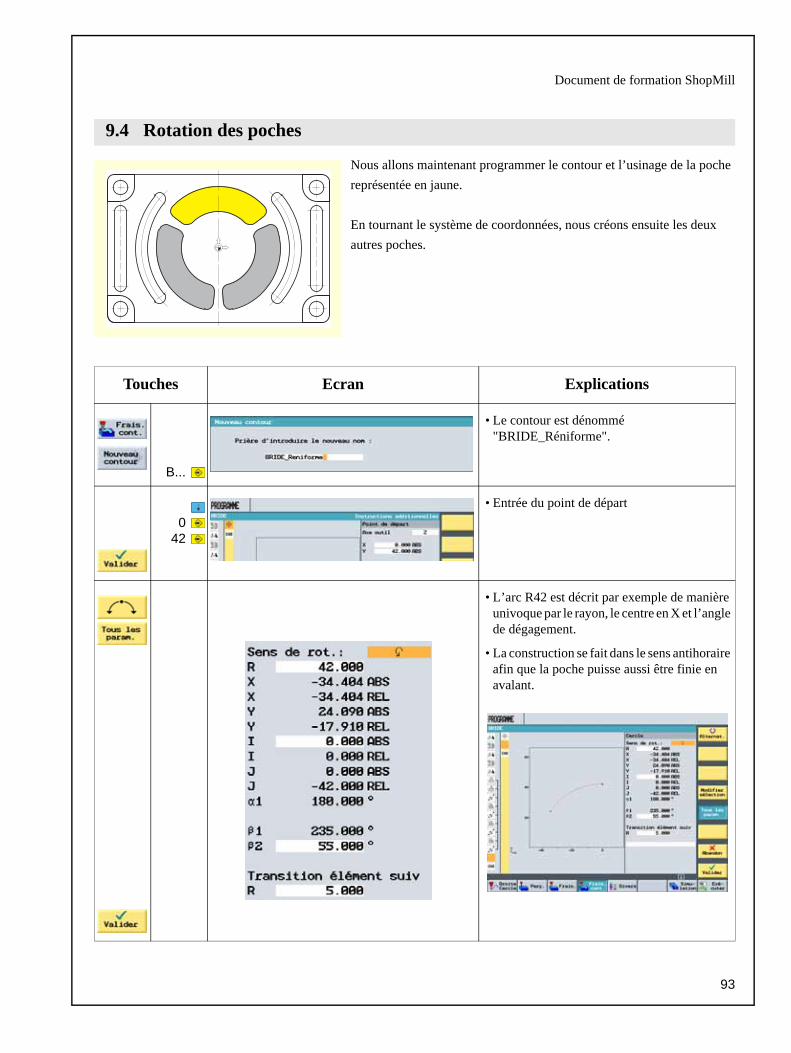
Document de formation ShopMill
Nous allons maintenant programmer le contour et l’usinage de la poche représentée en jaune.
En tournant le système de coordonnées, nous créons ensuite les deux autres poches.
Touches Ecran Explications
B...
• Le contour est dénommé "BRIDE_Réniforme".
042
• Entrée du point de départ
• L’arc R42 est décrit par exemple de manière univoque par le rayon, le centre en X et l’angle de dégagement.
• La construction se fait dans le sens antihoraire afin que la poche puisse aussi être finie en avalant.
9.4 Rotation des poches
93
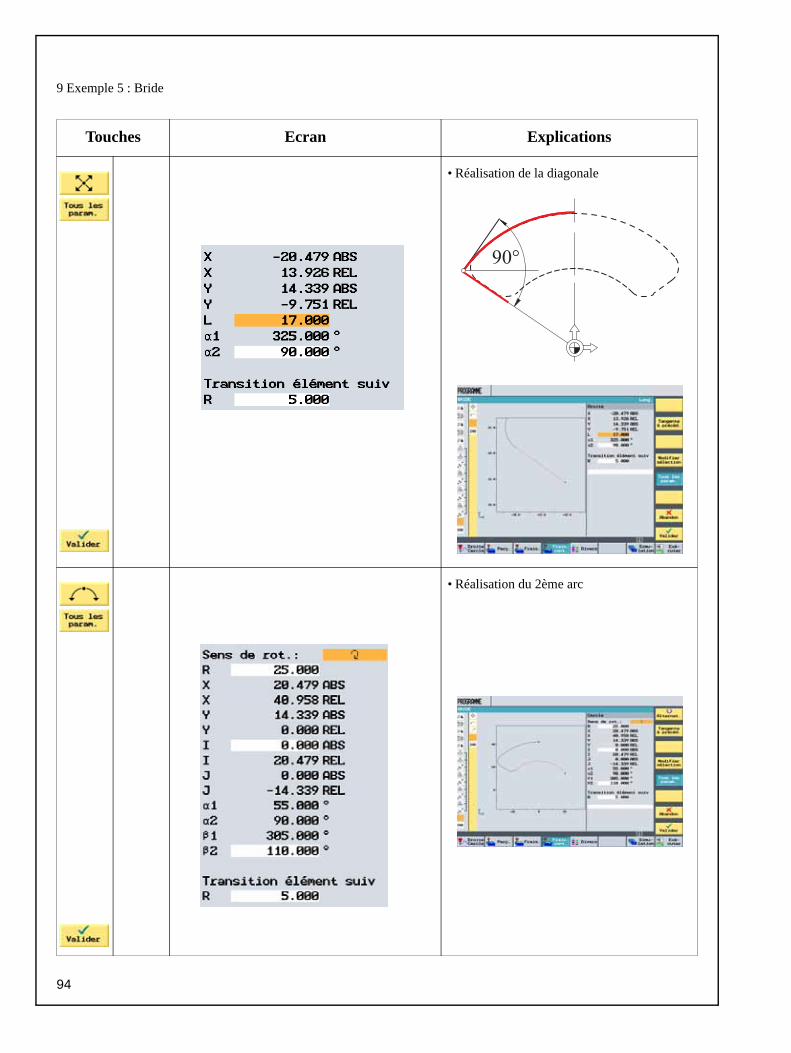
9 Exemple 5 : Bride
Touches Ecran Explications
• Réalisation de la diagonale
• Réalisation du 2ème arc
94
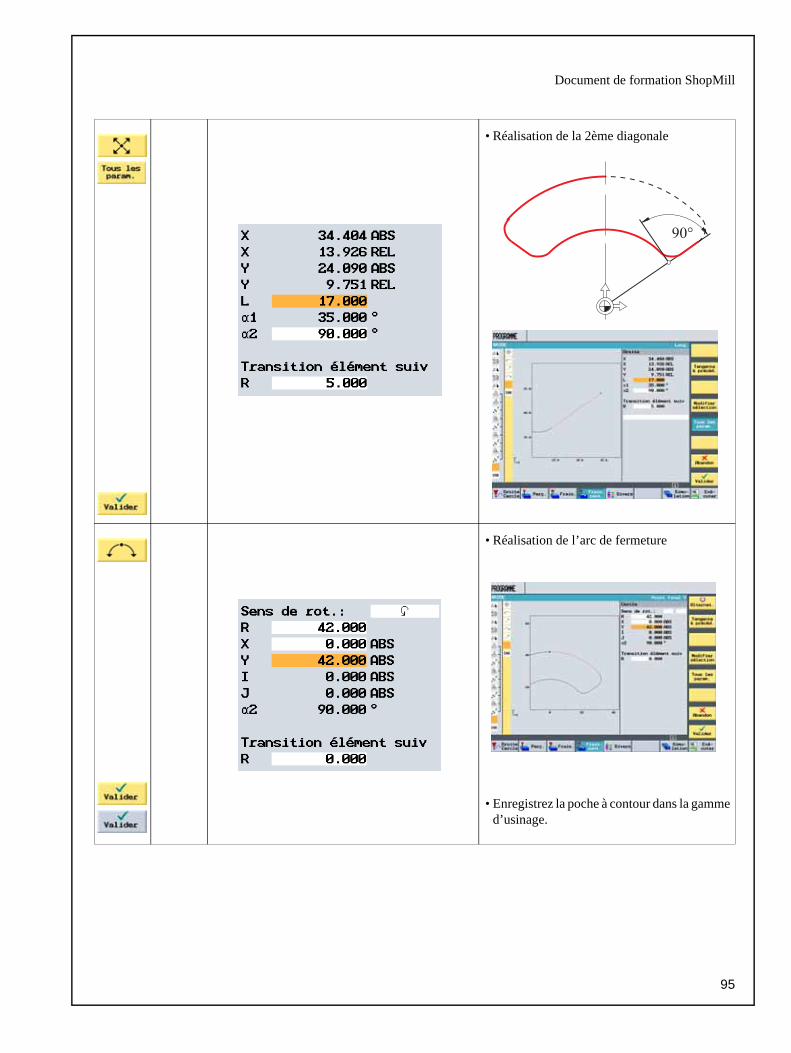
Document de formation ShopMill
• Réalisation de la 2ème diagonale
• Réalisation de l’arc de fermeture
• Enregistrez la poche à contour dans la gamme d’usinage.
95
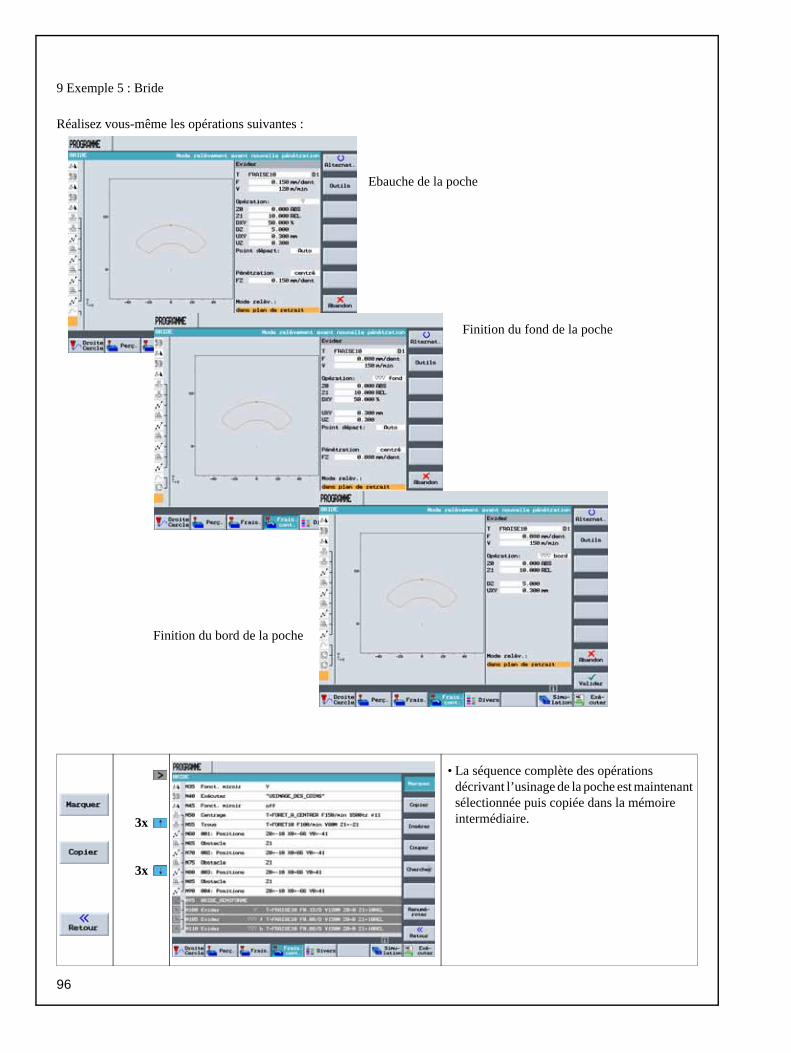
9 Exemple 5 : Bride
Réalisez vous-même les opérations suivantes :
3x
3x
• La séquence complète des opérations décrivant l’usinage de la poche est maintenant sélectionnée puis copiée dans la mémoire intermédiaire.
Ebauche de la poche 9
Finition du fond de la poche 9
Finition du bord de la poche 9
96
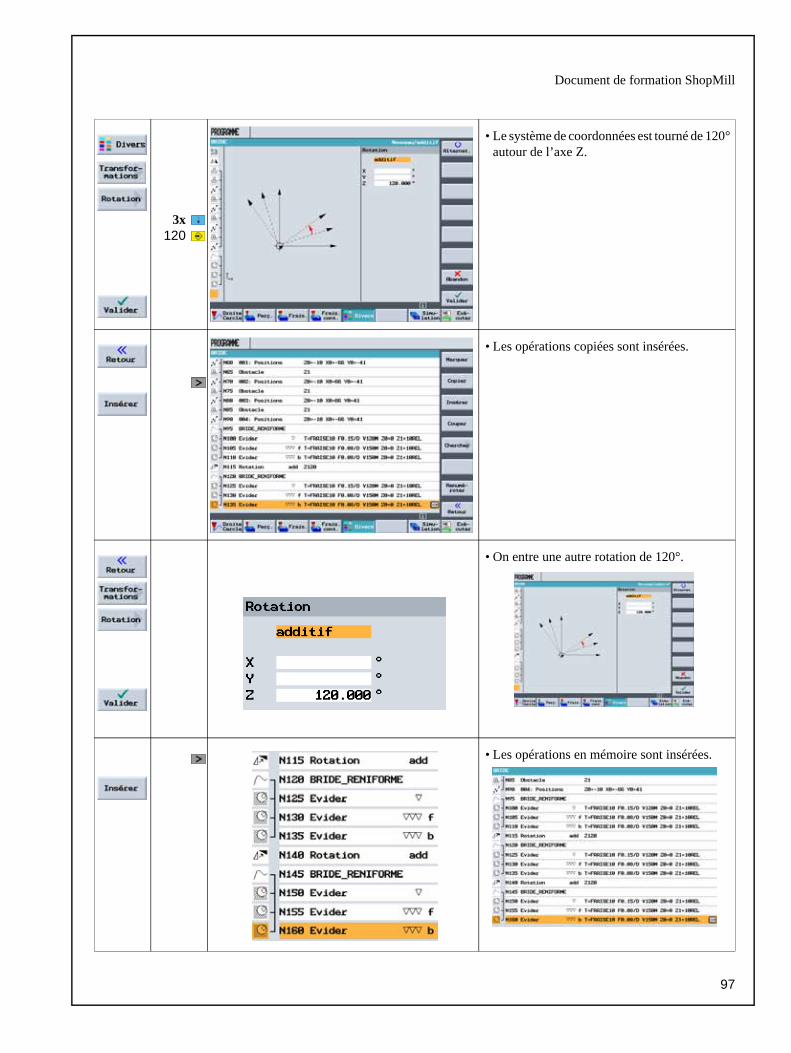
Document de formation ShopMill
3x120
• Le système de coordonnées est tourné de 120° autour de l’axe Z.
• Les opérations copiées sont insérées.
• On entre une autre rotation de 120°.
• Les opérations en mémoire sont insérées.
97
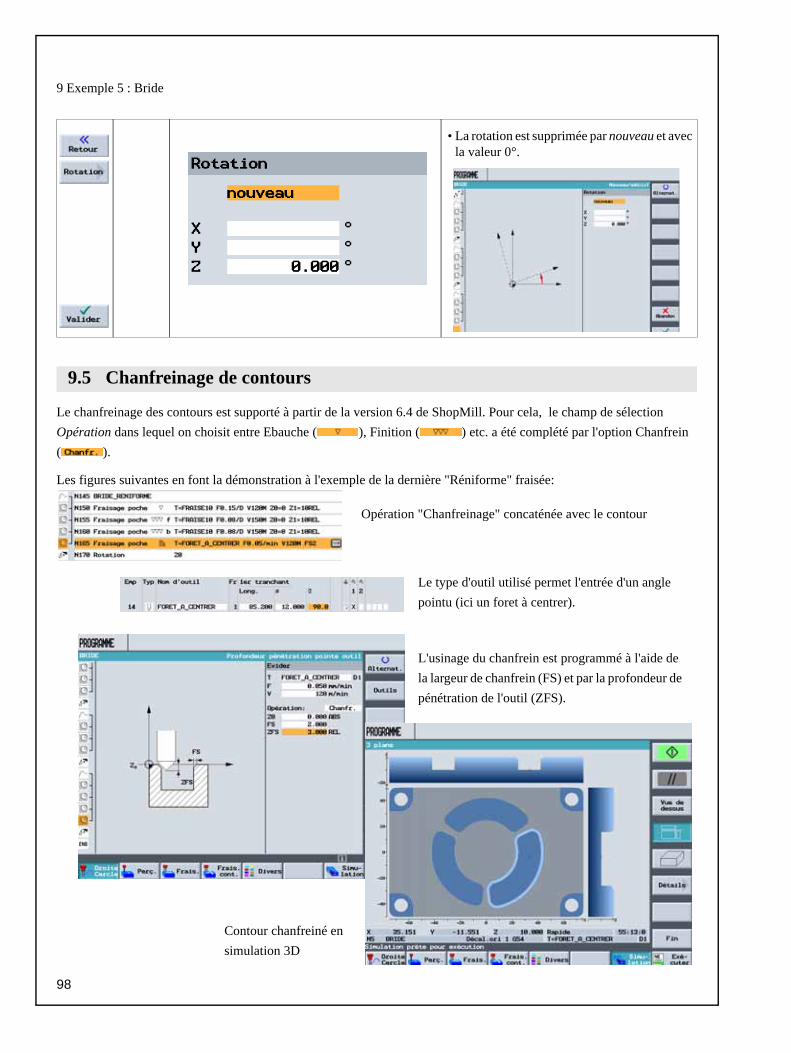
9 Exemple 5 : Bride
Le chanfreinage des contours est supporté à partir de la version 6.4 de ShopMill. Pour cela, le champ de sélection Opération dans lequel on choisit entre Ebauche ( ), Finition ( ) etc. a été complété par l'option Chanfrein ( ).
Les figures suivantes en font la démonstration à l'exemple de la dernière "Réniforme" fraisée:
• La rotation est supprimée par nouveau et avec la valeur 0°.
9.5 Chanfreinage de contours
Opération "Chanfreinage" concaténée avec le contour 9
Le type d'outil utilisé permet l'entrée d'un angle pointu (ici un foret à centrer). 9
9
L'usinage du chanfrein est programmé à l'aide de la largeur de chanfrein (FS) et par la profondeur de pénétration de l'outil (ZFS). 9
Contour chanfreiné en simulation 3D 9
98

Document de formation ShopMill
Pour finir, nous programmons les rainures. Celles-ci sont amenées au bon endroit via Modèle de positions et Positionnement sur Cercle complet.
Touches Ecran Explications
• Les rainures longitudinales sont ébauchées avec la FRAISE6 (F 0,08 mm/dent etV 120 m/min) .
• Les rainures longitudinales sont finies avec le même outil (F 0,05 mm/dent et V 150 m/min)
9.6 Rainure longitudinale et rainure circulaire
99
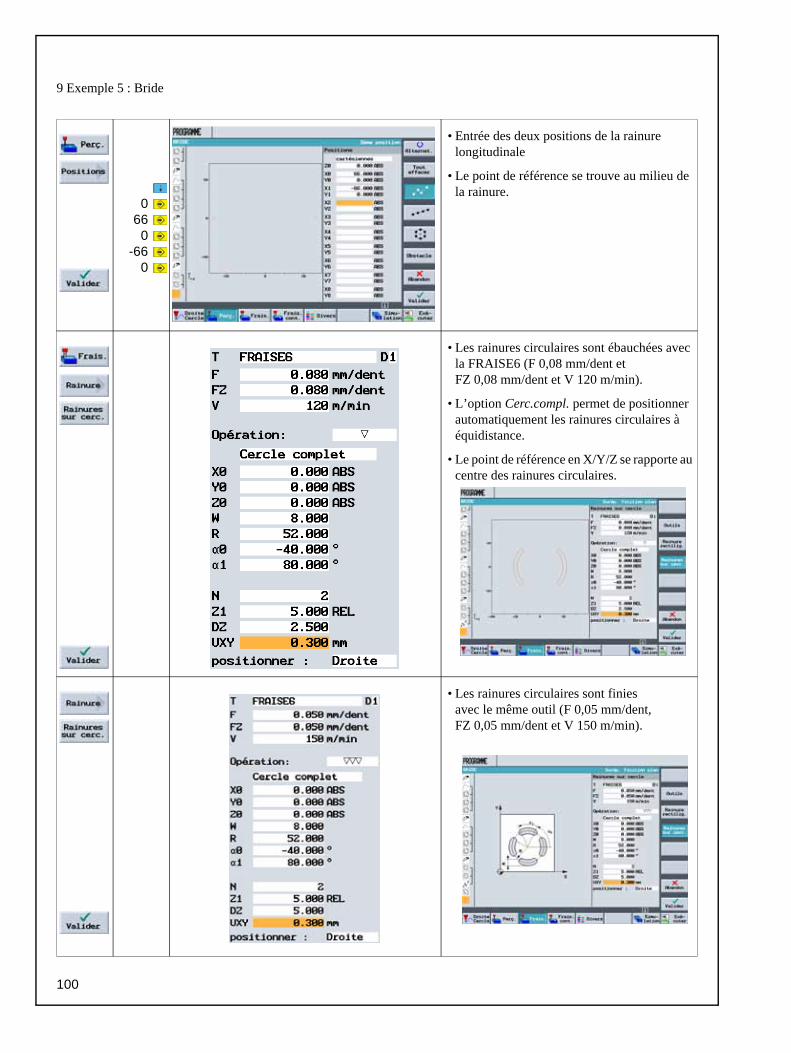
9 Exemple 5 : Bride
066
0-66
0
• Entrée des deux positions de la rainure longitudinale
• Le point de référence se trouve au milieu de la rainure.
• Les rainures circulaires sont ébauchées avec la FRAISE6 (F 0,08 mm/dent et FZ 0,08 mm/dent et V 120 m/min).
• L’option Cerc.compl. permet de positionner automatiquement les rainures circulaires à équidistance.
• Le point de référence en X/Y/Z se rapporte au centre des rainures circulaires.
• Les rainures circulaires sont finies avec le même outil (F 0,05 mm/dent,FZ 0,05 mm/dent et V 150 m/min).
100
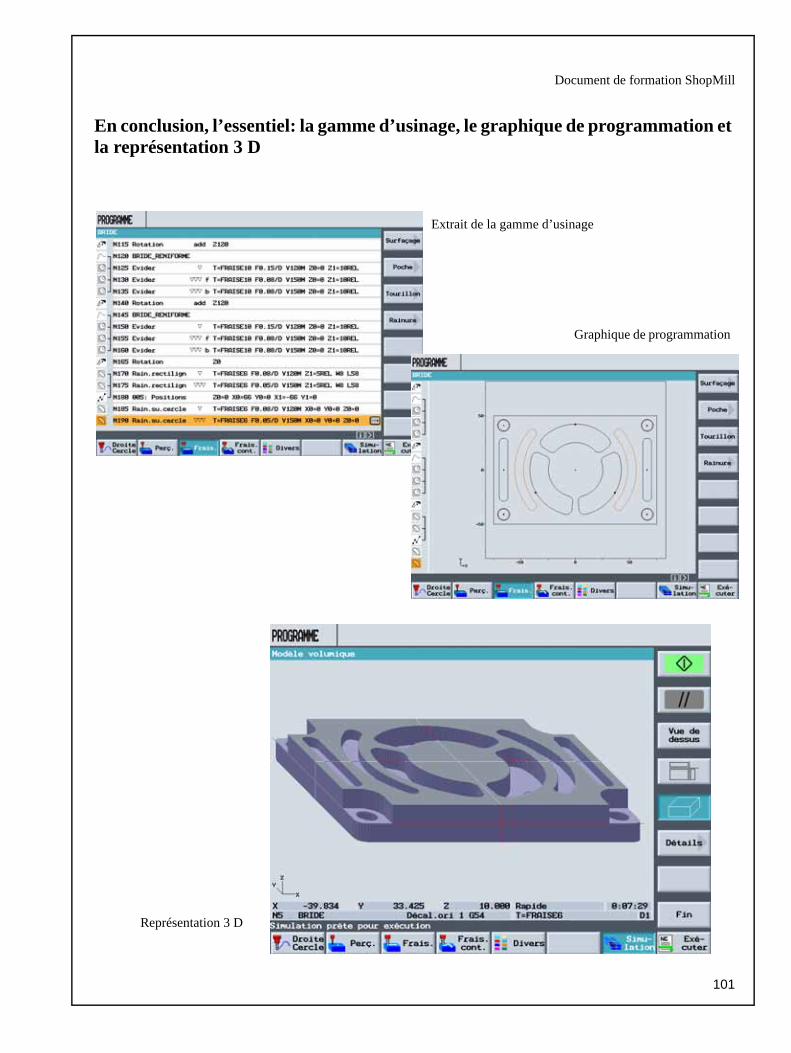
Document de formation ShopMill
En conclusion, l’essentiel: la gamme d’usinage, le graphique de programmation et la représentation 3 D
Extrait de la gamme d’usinage 9
Représentation 3 D 9
Graphique de programmation9
101
10 Et maintenant, passons à la fabrication
Après s’être bien familiarisé avec l’élaboration des gammes d’usinage dans ShopMill, à l’aide d’exemples, nous passons maintenant à la fabrication des pièces.
Après avoir enclenché la commande et avant de parcourir les gammes d’usinage ou de lancer le procédé, il faut accoster en manuel le point de référence de la machine. ShopMill reconnaît ainsi le début du comptage dans le système de mesure des déplacements de la machine.
Comme l’accostage du point de référence diffère d’un type de machine et d’un fabricant à l’autre, nous ne pouvons vous fournir que des indications approximatives à ce sujet.
10 Et maintenant, passons à la fabrication
10.1 Accostage du point de référence
1. Amenez l’outil à un emplacement libre dans la zone de travail à partir duquel il peut être déplacé dans toutes les directions sans risque de collision. Veillez à ce que l’outil ne se trouve pas juste derrière le point de référence de l’axe concerné (sinon ce point ne peut pas être atteint car l’accostage du point de référence ne se fait que dans une direction sur chaque axe).
2. Procédez à l’accostage précis du point de référence en suivant les indications fournies par le fabricant de la machine. 10
102
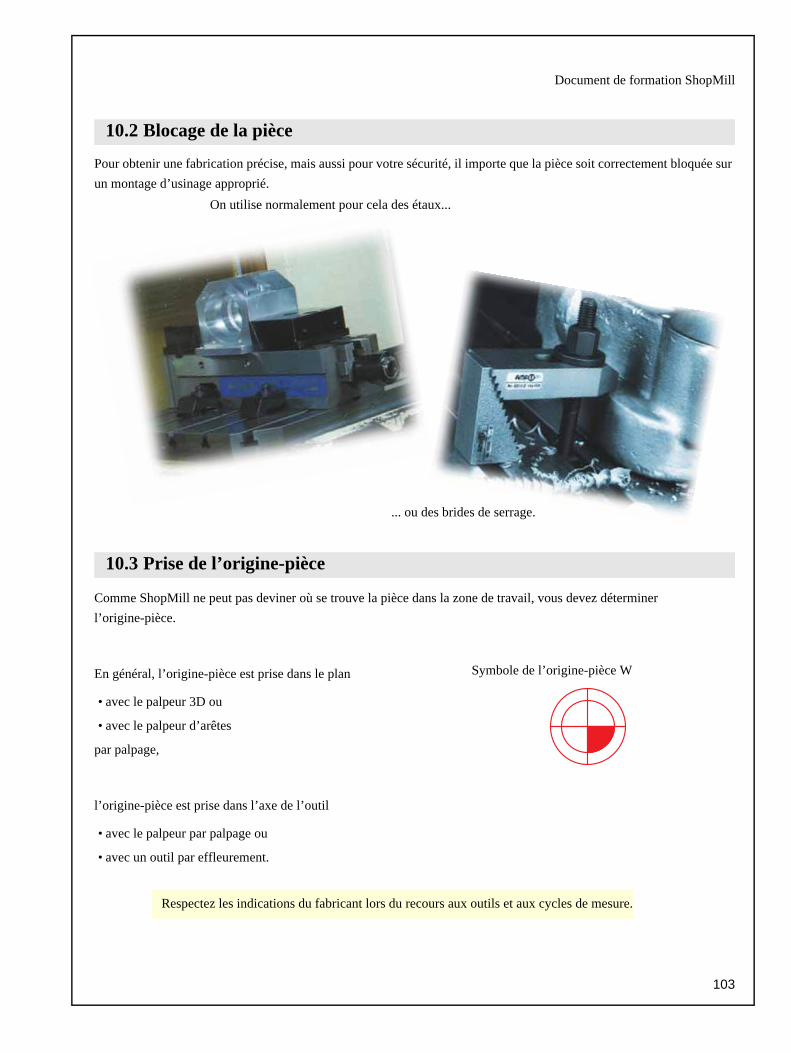
Document de formation ShopMill
Pour obtenir une fabrication précise, mais aussi pour votre sécurité, il importe que la pièce soit correctement bloquée sur un montage d’usinage approprié.
Comme ShopMill ne peut pas deviner où se trouve la pièce dans la zone de travail, vous devez déterminer l’origine-pièce.
En général, l’origine-pièce est prise dans le plan
• avec le palpeur 3D ou
• avec le palpeur d’arêtes
par palpage,
l’origine-pièce est prise dans l’axe de l’outil
• avec le palpeur par palpage ou
• avec un outil par effleurement.
10.2 Blocage de la pièce
On utilise normalement pour cela des étaux...
... ou des brides de serrage. 10
10.3 Prise de l’origine-pièce
Symbole de l’origine-pièce W 10
Respectez les indications du fabricant lors du recours aux outils et aux cycles de mesure. 10
103
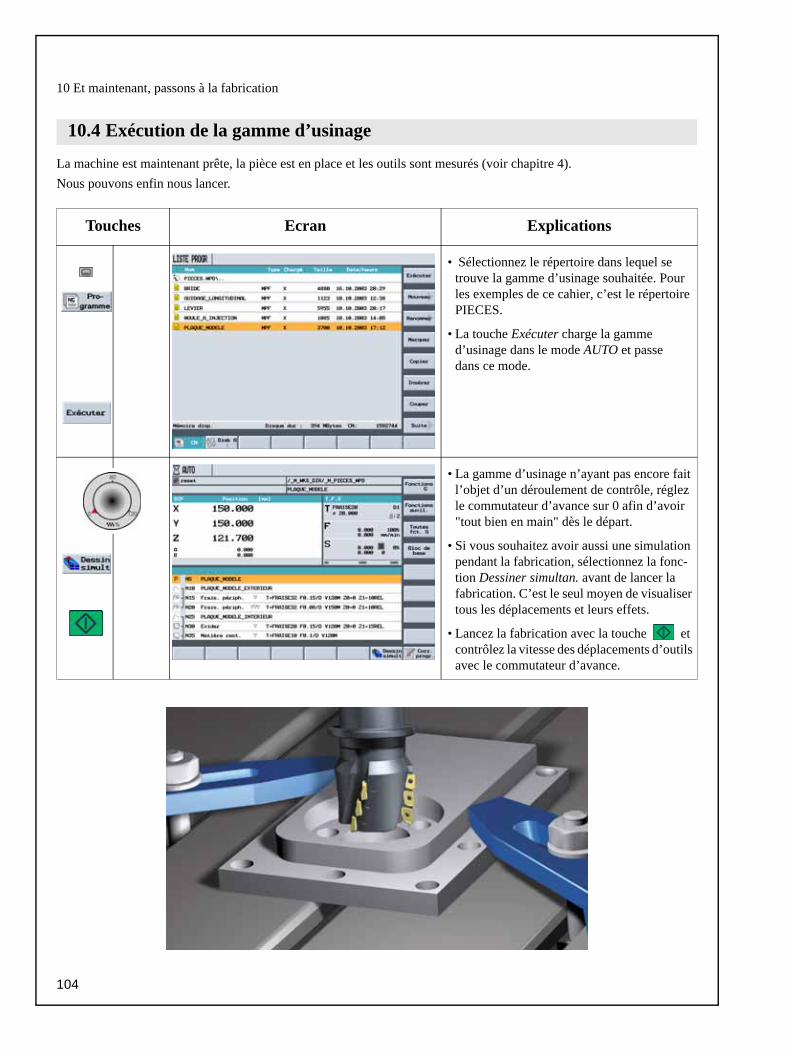
10 Et maintenant, passons à la fabrication
La machine est maintenant prête, la pièce est en place et les outils sont mesurés (voir chapitre 4). Nous pouvons enfin nous lancer.
Touches Ecran Explications
• Sélectionnez le répertoire dans lequel se trouve la gamme d’usinage souhaitée. Pour les exemples de ce cahier, c’est le répertoire PIECES.
• La touche Exécuter charge la gamme d’usinage dans le mode AUTO et passe dans ce mode.
• La gamme d’usinage n’ayant pas encore fait l’objet d’un déroulement de contrôle, réglez le commutateur d’avance sur 0 afin d’avoir "tout bien en main" dès le départ.
• Si vous souhaitez avoir aussi une simulation pendant la fabrication, sélectionnez la fonc-tion Dessiner simultan. avant de lancer la fabrication. C’est le seul moyen de visualiser tous les déplacements et leurs effets.
• Lancez la fabrication avec la touche et contrôlez la vitesse des déplacements d’outils avec le commutateur d’avance.
10.4 Exécution de la gamme d’usinage
104
Document de formation ShopMill
C’est si simple et si rapide de confectionner ces pièces avec ShopMill...
...que vous allez maintenantréaliser VOS propres pièces.
105
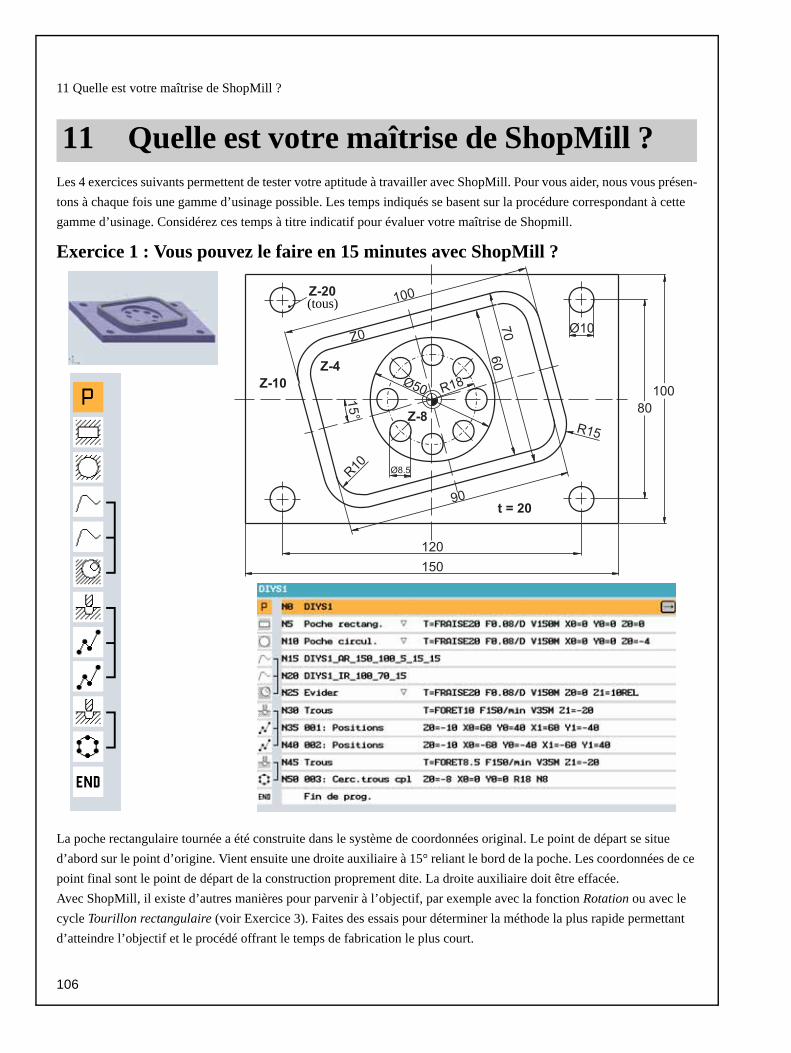
11 Quelle est votre maîtrise de ShopMill ?
Les 4 exercices suivants permettent de tester votre aptitude à travailler avec ShopMill. Pour vous aider, nous vous présen-tons à chaque fois une gamme d’usinage possible. Les temps indiqués se basent sur la procédure correspondant à cette gamme d’usinage. Considérez ces temps à titre indicatif pour évaluer votre maîtrise de Shopmill.
Exercice 1 : Vous pouvez le faire en 15 minutes avec ShopMill ?
La poche rectangulaire tournée a été construite dans le système de coordonnées original. Le point de départ se situe d’abord sur le point d’origine. Vient ensuite une droite auxiliaire à 15° reliant le bord de la poche. Les coordonnées de ce point final sont le point de départ de la construction proprement dite. La droite auxiliaire doit être effacée.Avec ShopMill, il existe d’autres manières pour parvenir à l’objectif, par exemple avec la fonction Rotation ou avec le cycle Tourillon rectangulaire (voir Exercice 3). Faites des essais pour déterminer la méthode la plus rapide permettant d’atteindre l’objectif et le procédé offrant le temps de fabrication le plus court.
11 Quelle est votre maîtrise de ShopMill ?
(tous) 11
106
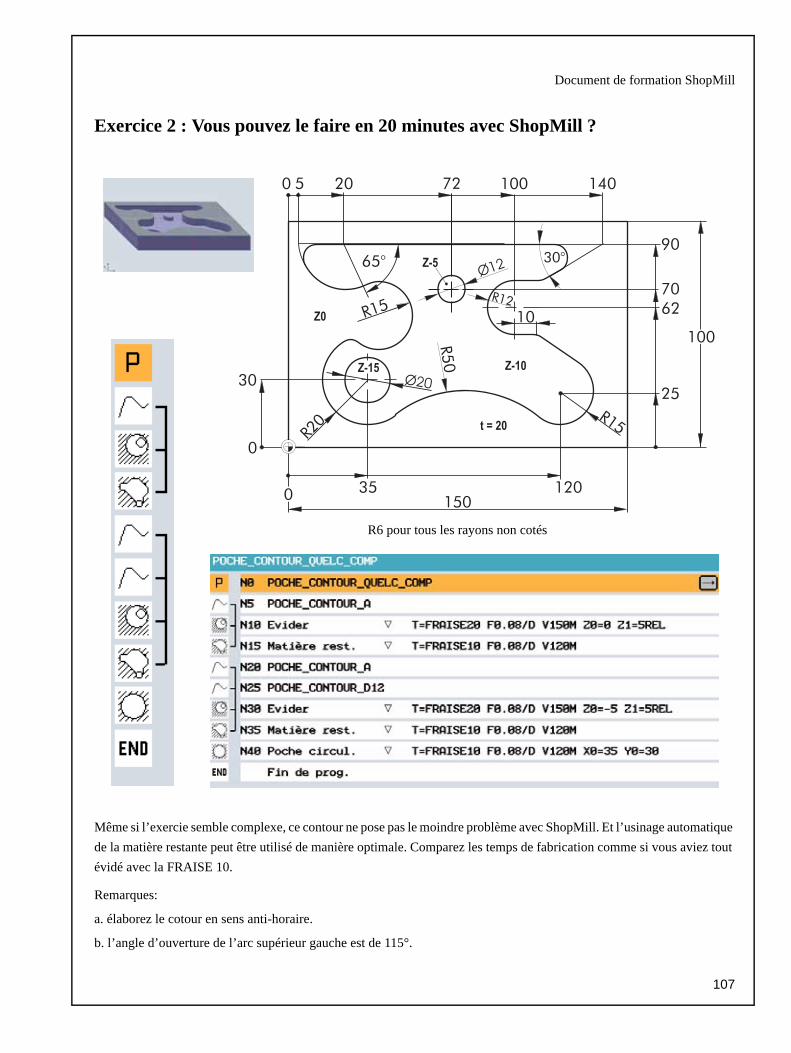
Document de formation ShopMill
Exercice 2 : Vous pouvez le faire en 20 minutes avec ShopMill ?
Même si l’exercie semble complexe, ce contour ne pose pas le moindre problème avec ShopMill. Et l’usinage automatique de la matière restante peut être utilisé de manière optimale. Comparez les temps de fabrication comme si vous aviez tout évidé avec la FRAISE 10.
Remarques:
a. élaborez le cotour en sens anti-horaire.
b. l’angle d’ouverture de l’arc supérieur gauche est de 115°.
R6 pour tous les rayons non cotés
107
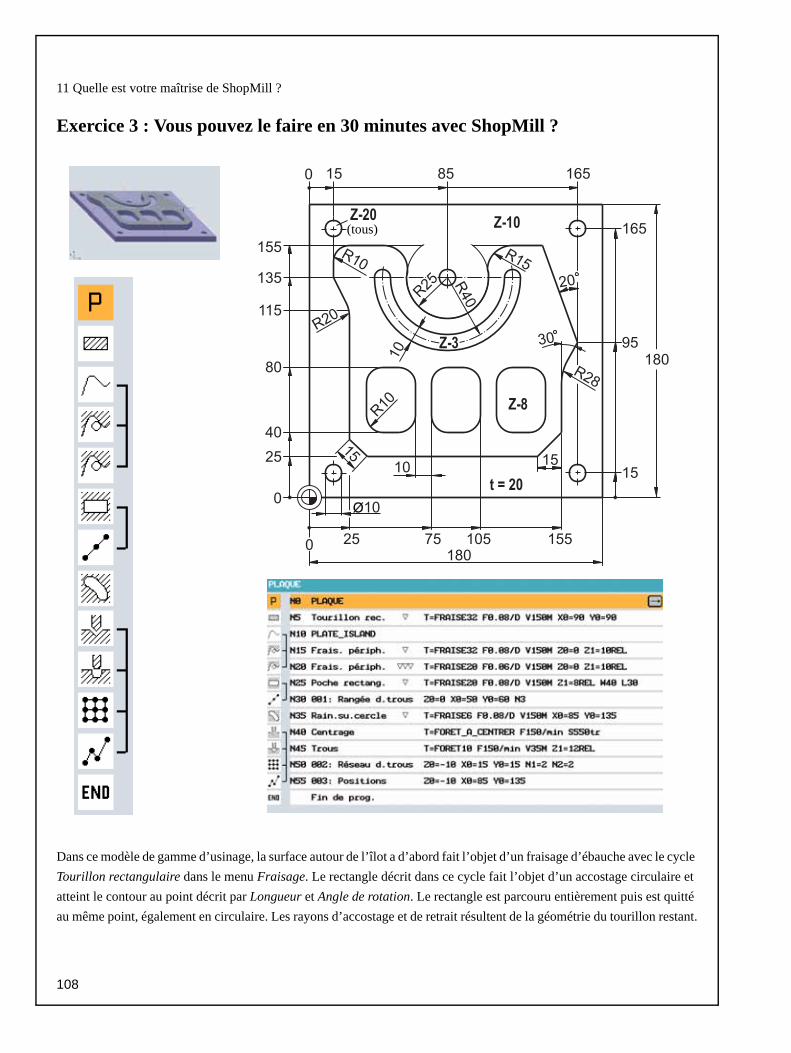
11 Quelle est votre maîtrise de ShopMill ?
Exercice 3 : Vous pouvez le faire en 30 minutes avec ShopMill ?
Dans ce modèle de gamme d’usinage, la surface autour de l’îlot a d’abord fait l’objet d’un fraisage d’ébauche avec le cycle Tourillon rectangulaire dans le menu Fraisage. Le rectangle décrit dans ce cycle fait l’objet d’un accostage circulaire et atteint le contour au point décrit par Longueur et Angle de rotation. Le rectangle est parcouru entièrement puis est quitté au même point, également en circulaire. Les rayons d’accostage et de retrait résultent de la géométrie du tourillon restant.
(tous) 11
108
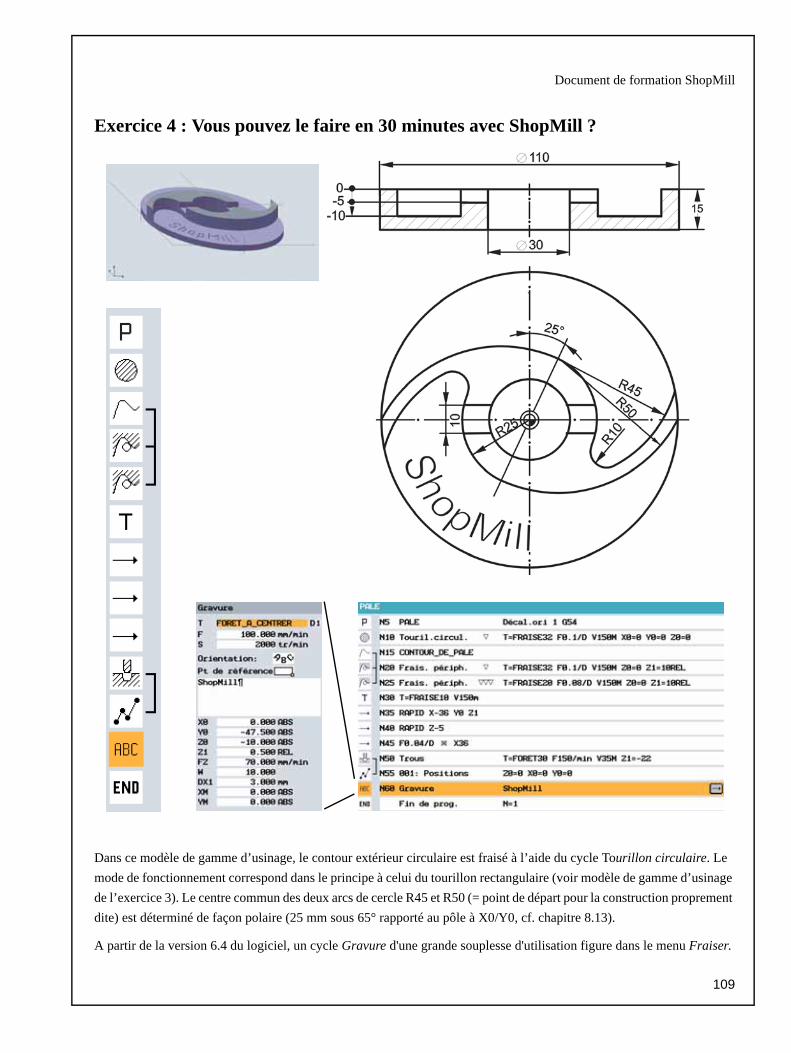
Document de formation ShopMill
Exercice 4 : Vous pouvez le faire en 30 minutes avec ShopMill ?
Dans ce modèle de gamme d’usinage, le contour extérieur circulaire est fraisé à l’aide du cycle Tourillon circulaire. Le mode de fonctionnement correspond dans le principe à celui du tourillon rectangulaire (voir modèle de gamme d’usinage de l’exercice 3). Le centre commun des deux arcs de cercle R45 et R50 (= point de départ pour la construction proprement dite) est déterminé de façon polaire (25 mm sous 65° rapporté au pôle à X0/Y0, cf. chapitre 8.13).
A partir de la version 6.4 du logiciel, un cycle Gravure d'une grande souplesse d'utilisation figure dans le menu Fraiser.
109
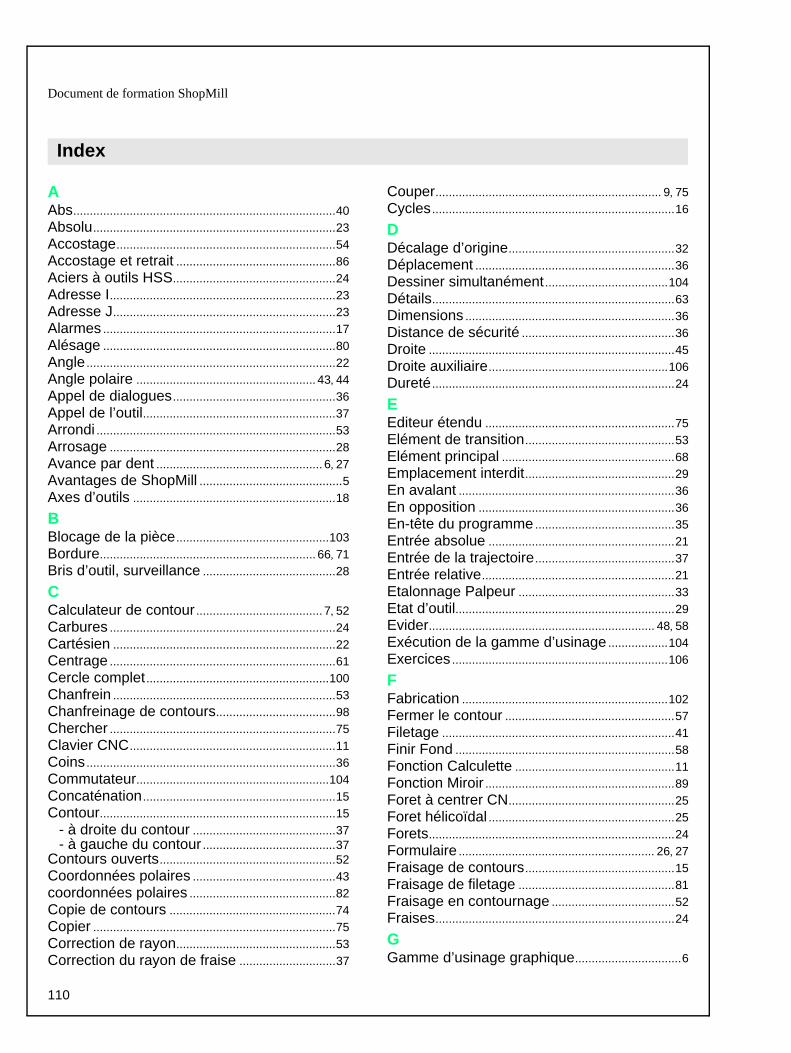
Document de formation ShopMill
Index
AAbs...............................................................................40Absolu.........................................................................23Accostage..................................................................54Accostage et retrait ................................................86Aciers à outils HSS.................................................24Adresse I....................................................................23Adresse J...................................................................23Alarmes ......................................................................17Alésage ......................................................................80Angle...........................................................................22Angle polaire ...................................................... 43, 44Appel de dialogues.................................................36Appel de l’outil..........................................................37Arrondi ........................................................................53Arrosage ....................................................................28Avance par dent .................................................. 6, 27Avantages de ShopMill ...........................................5Axes d’outils .............................................................18
BBlocage de la pièce..............................................103Bordure................................................................. 66, 71Bris d’outil, surveillance ........................................28
CCalculateur de contour...................................... 7, 52Carbures ....................................................................24Cartésien ...................................................................22Centrage ....................................................................61Cercle complet.......................................................100Chanfrein ...................................................................53Chanfreinage de contours....................................98Chercher ....................................................................75Clavier CNC..............................................................11Coins...........................................................................36Commutateur..........................................................104Concaténation..........................................................15Contour.......................................................................15
- à droite du contour ...........................................37- à gauche du contour ........................................37
Contours ouverts.....................................................52Coordonnées polaires ...........................................43coordonnées polaires ............................................82Copie de contours ..................................................74Copier .........................................................................75Correction de rayon................................................53Correction du rayon de fraise .............................37
110
Couper.................................................................... 9, 75Cycles.........................................................................16
DDécalage d’origine..................................................32Déplacement ............................................................36Dessiner simultanément.....................................104Détails.........................................................................63Dimensions ...............................................................36Distance de sécurité ..............................................36Droite ..........................................................................45Droite auxiliaire......................................................106Dureté.........................................................................24
EEditeur étendu .........................................................75Elément de transition.............................................53Elément principal ....................................................68Emplacement interdit.............................................29En avalant .................................................................36En opposition ...........................................................36En-tête du programme..........................................35Entrée absolue ........................................................21Entrée de la trajectoire..........................................37Entrée relative..........................................................21Etalonnage Palpeur ...............................................33Etat d’outil..................................................................29Evider.................................................................... 48, 58Exécution de la gamme d’usinage ..................104Exercices.................................................................106
FFabrication ..............................................................102Fermer le contour ...................................................57Filetage ......................................................................41Finir Fond ..................................................................58Fonction Calculette ................................................11Fonction Miroir .........................................................89Foret à centrer CN..................................................25Foret hélicoïdal ........................................................25Forets..........................................................................24Formulaire ........................................................... 26, 27Fraisage de contours.............................................15Fraisage de filetage ...............................................81Fraisage en contournage .....................................52Fraises........................................................................24
GGamme d’usinage graphique................................6
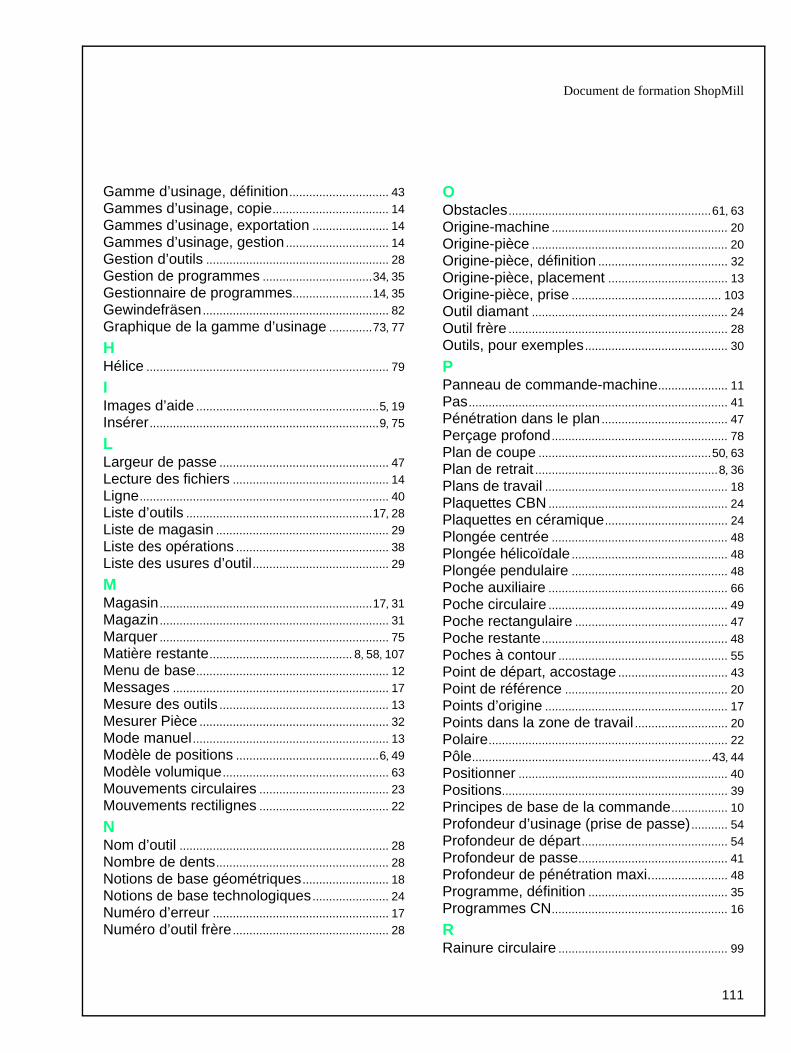
Document de formation ShopMill
Gamme d’usinage, définition.............................. 43Gammes d’usinage, copie................................... 14Gammes d’usinage, exportation ....................... 14Gammes d’usinage, gestion ............................... 14Gestion d’outils ....................................................... 28Gestion de programmes .................................34, 35Gestionnaire de programmes........................14, 35Gewindefräsen........................................................ 82Graphique de la gamme d’usinage .............73, 77
HHélice ......................................................................... 79
IImages d’aide .......................................................5, 19Insérer.....................................................................9, 75
LLargeur de passe ................................................... 47Lecture des fichiers ............................................... 14Ligne........................................................................... 40Liste d’outils ........................................................17, 28Liste de magasin .................................................... 29Liste des opérations .............................................. 38Liste des usures d’outil......................................... 29
MMagasin................................................................17, 31Magazin..................................................................... 31Marquer ..................................................................... 75Matière restante........................................... 8, 58, 107Menu de base.......................................................... 12Messages ................................................................. 17Mesure des outils ................................................... 13Mesurer Pièce ......................................................... 32Mode manuel........................................................... 13Modèle de positions ...........................................6, 49Modèle volumique.................................................. 63Mouvements circulaires ....................................... 23Mouvements rectilignes ....................................... 22
NNom d’outil ............................................................... 28Nombre de dents.................................................... 28Notions de base géométriques.......................... 18Notions de base technologiques....................... 24Numéro d’erreur ..................................................... 17Numéro d’outil frère............................................... 28
OObstacles.............................................................61, 63Origine-machine ..................................................... 20Origine-pièce ........................................................... 20Origine-pièce, définition ....................................... 32Origine-pièce, placement .................................... 13Origine-pièce, prise ............................................. 103Outil diamant ........................................................... 24Outil frère .................................................................. 28Outils, pour exemples........................................... 30
PPanneau de commande-machine..................... 11Pas.............................................................................. 41Pénétration dans le plan...................................... 47Perçage profond..................................................... 78Plan de coupe ....................................................50, 63Plan de retrait .......................................................8, 36Plans de travail ....................................................... 18Plaquettes CBN ...................................................... 24Plaquettes en céramique..................................... 24Plongée centrée ..................................................... 48Plongée hélicoïdale ............................................... 48Plongée pendulaire ............................................... 48Poche auxiliaire ...................................................... 66Poche circulaire ...................................................... 49Poche rectangulaire .............................................. 47Poche restante........................................................ 48Poches à contour ................................................... 55Point de départ, accostage ................................. 43Point de référence ................................................. 20Points d’origine ....................................................... 17Points dans la zone de travail ............................ 20Polaire........................................................................ 22Pôle........................................................................43, 44Positionner ............................................................... 40Positions.................................................................... 39Principes de base de la commande................. 10Profondeur d’usinage (prise de passe)........... 54Profondeur de départ............................................ 54Profondeur de passe............................................. 41Profondeur de pénétration maxi........................ 48Programme, définition .......................................... 35Programmes CN..................................................... 16
RRainure circulaire ................................................... 99
111
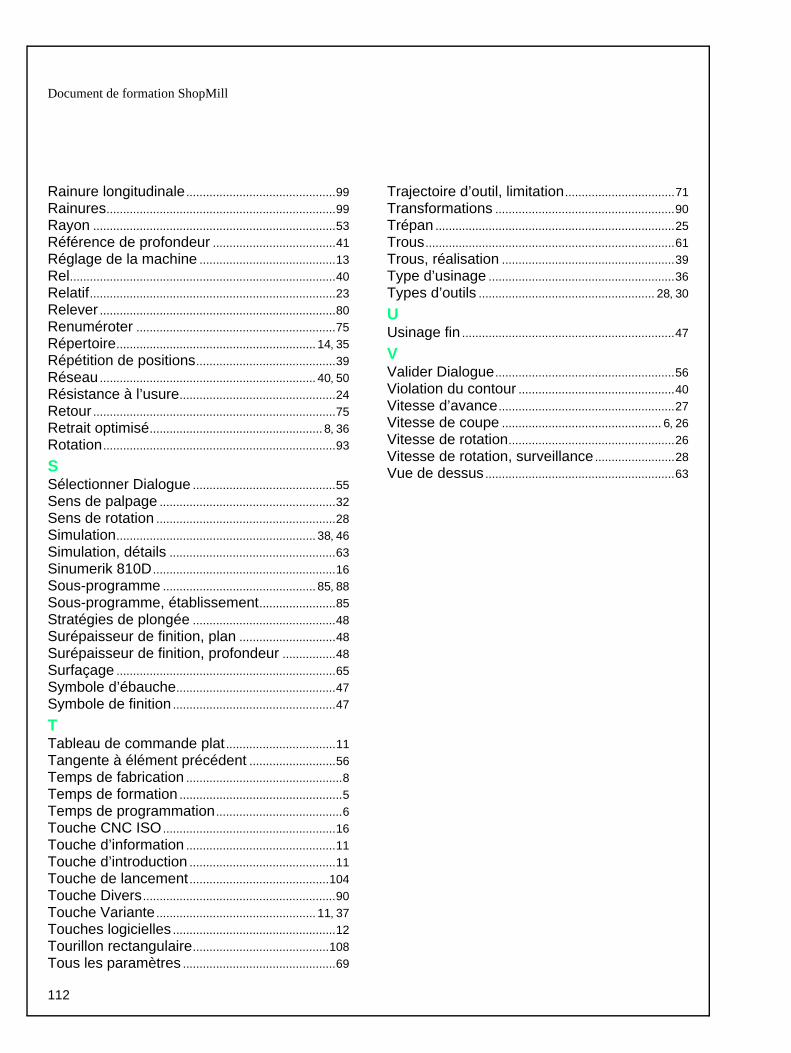
Document de formation ShopMill
Rainure longitudinale.............................................99Rainures.....................................................................99Rayon .........................................................................53Référence de profondeur .....................................41Réglage de la machine .........................................13Rel................................................................................40Relatif..........................................................................23Relever .......................................................................80Renuméroter ............................................................75Répertoire............................................................ 14, 35Répétition de positions..........................................39Réseau................................................................. 40, 50Résistance à l’usure...............................................24Retour .........................................................................75Retrait optimisé.................................................... 8, 36Rotation......................................................................93
SSélectionner Dialogue ...........................................55Sens de palpage .....................................................32Sens de rotation ......................................................28Simulation............................................................ 38, 46Simulation, détails ..................................................63Sinumerik 810D.......................................................16Sous-programme .............................................. 85, 88Sous-programme, établissement.......................85Stratégies de plongée ...........................................48Surépaisseur de finition, plan .............................48Surépaisseur de finition, profondeur ................48Surfaçage ..................................................................65Symbole d’ébauche................................................47Symbole de finition .................................................47
TTableau de commande plat.................................11Tangente à élément précédent ..........................56Temps de fabrication ...............................................8Temps de formation .................................................5Temps de programmation......................................6Touche CNC ISO....................................................16Touche d’information .............................................11Touche d’introduction ............................................11Touche de lancement..........................................104Touche Divers..........................................................90Touche Variante................................................ 11, 37Touches logicielles .................................................12Tourillon rectangulaire.........................................108Tous les paramètres ..............................................69
112
Trajectoire d’outil, limitation.................................71Transformations ......................................................90Trépan ........................................................................25Trous...........................................................................61Trous, réalisation ....................................................39Type d’usinage ........................................................36Types d’outils ..................................................... 28, 30
UUsinage fin ................................................................47
VValider Dialogue......................................................56Violation du contour ...............................................40Vitesse d’avance.....................................................27Vitesse de coupe ................................................ 6, 26Vitesse de rotation..................................................26Vitesse de rotation, surveillance........................28Vue de dessus.........................................................63
Document de formation ShopMill
113
Nous remercions les sociétés
AMF
DMG
Verlag Europa-Lehrmittel
Haimer
Iscar
Krupp-Widia
Neumo
Reckermann
Renishaw
Röhm
Sandvik
Seco
d’avoir mis à notre disposition les illustrations présentées aux pages 17, 18, 24, 26, 27, 29, 33, 81, 102 et 103.
Source photographique

www.siemens.com/sinutrain
Subject to change without prior notice6FC5095-0AA50-0DP2
© Siemens AG 2008
Siemens AGIndustry SectorDrive TechnologiesMotion ControlPostfach 318091050 ErlangenDEUTSCHLAND
Informations complémentaires
Informations détaillées sur JobShop :www.siemens.com/jobshop
Documentaion technique détaillée sur notre siteService&Support :www.siemens.com/automation/support
Prise de contact personnelle, interlocuteurs dans votre région : www.siemens.com/automation/partner
Commande électronique directe sur notre mall internet : www.siemens.com/automation/mall