inspection à rayons x dans la production de produits ... · brc rayons x générateur haccp gfsi...
TRANSCRIPT

Systèmes d’inspection à rayons X
BRCRayons X
Générateur
HACCP
GFSI
Énergie des rayons X
IFSDétecteurMasse atomique
Point focal
Niveaux de gris
Scintillateur
Inspection à rayons X dans la production de produits alimentairesExigences, technologie et recommandations d’utilisation
■ les composants essentiels d’un système d’inspection à rayons X
■ les facteurs ayant une incidence sur la sensibilité de la détection
■ les opérations de maintenance et réparation du détecteur de corps étrangers
■ le tri manuel et les mécanismes d’éjection automatiques
2
Table des matières
1. Introduction à l’inspection à rayons X 3
2. Inspection à rayons X 32.1 Composants clés d’un système d’inspection à rayons X 32.2 Composition d’un générateur 3 2.2.1 Point focal 42.3 Composition d’un détecteur 4 2.3.1 Résolution du détecteur 52.4 Fonction du logiciel de traitement d’image 5 2.4.1 Analyse d’image à l’aide d’une valeur seuil 6 2.4.2 Analyse de radiographie 6
3. Facteurs agissant sur la sensibilité de détection des systèmes d’inspection à rayons X 7
3.1 Sensibilité de détection dans l’environnement de l’industrie agroalimentaire 7
3.2 Dimensions du produit et densité 93.3 La masse atomique 93.4 Homogénéité du produit 9
3.5 Différents angles pour optimiser la détection des corps étrangers 9
3.5.1 Top Down 10 3.5.2 Sideshooter – Singlebeam 10 3.5.3 Sideshooter – Doublebeam 113.6 Orientation du corps étranger 123.7 Position du corps étranger 12 3.7.1 Corps étranger sur le produit 12
4. Maintenance et réparation de détecteurs de corps étrangers 134.1 Maintenance de systèmes à rayons X 134.2 Pièces de rechange recommandées 13
5. Processus d’éjection pour les systèmes d’inspection à rayons X 13
5.1 Tri manuel des contaminants par arrêt de bande et alarme 14
5.2 Mécanisme d’éjection automatique 14 5.2.1 Poussoir 14 5.2.2 Bras déviateur 14 5.2.3 Clapet déviateur 15 5.2.4 Bandes télescopiques 15 5.2.5 Mécanisme d’éjection pour produits pompés 15 5.2.6 Système d’éjection à plusieurs voies 15

3
2. Inspection à rayons X
1. Introduction à l’inspection à rayons X
Depuis la découverte des « rayonnements invisibles » par Wilhelm Conrad Röntgen le 8 novembre 1895, le radiodiagnostic s’est établi dans de nombreux domaines. Aujourd’hui, les rayons X ne sont pas seulement utilisés à des fins médicales, mais également dans l’industrie agroalimentaire dans un souci de qualité et de sécurité des aliments.
La technologie des rayons X offre une méthode fiable de contrôle des produits alimentaires. Elle sert à détecter les corps étrangers physiques et à contrôler la structure interne des produits alimentaires. Partie constituante du concept de l’HACCP (analyse des dangers et points critiques pour leur maîtrise), elle aide au respect des exigences croissantes des consommateurs et des autorités de régulation.
Un système d’inspection à rayons X permet d’identifier une grande variété de corps étrangers physiques tels que les métaux, le verre, le caoutchouc, les cailloux et même certains types de
2.2 Composition d’un générateurDans leur version la plus simple, les tubes à rayons X modernes sont composés des éléments suivants :
■ Ampoule de verre ■ Cathode chaude ■ Anode en cuivre ■ Disque de tungstène
Tous ces éléments sont contenus dans un tube en céramique ou en verre sous vide. La cathode chaude sert de source d’électrons ; elle est constituée d’un filament en tungstène chauffé par le passage d’un courant électrique.
B A
C
La cathode chaude (A) émet des électrons. Ces derniers sont accélérés par la haute tension entre la cathode et l’anode (C) et se déplacent en direction d’un disque de tungstène (B). Lors de la collision avec le disque, les électrons sont fortement ralentis, ce qui crée des rayons X.
plastique. La génération d’une radiographie ne laisse aucune trace sur le produit. Cette méthode est donc préconisée dans le cas de produits finis emballés, notamment les produits en bouteille, boîte, bocal et sachet.
Au cours des dernières années, les systèmes d’inspection à rayons X ont gagné en performance, fiabilité et simplicité d’utilisation. Non seulement certains systèmes reconnaissent les corps étrangers, mais ils contrôlent également le poids, le nombre de composants du produit, le niveau de remplissage ou l’intégrité de l’emballage scellé. Grâce à leurs avancées technologiques, les systèmes d’inspection à rayons X modernes contribuent à réduire les coûts de production.
Ce livre blanc se concentre sur la détection des corps étrangers et des défauts physiques à l’aide des rayons X et donne un aperçu de cette technologie.
2.1 Composants clés d’un système d’inspection à rayons X
Un système d’inspection à rayons X est constitué de trois compo-sants clés, à savoir le générateur, le détecteur et le traitement d’image, ainsi que de composants mécaniques et de convoyeurs. Pour différents domaines d’application, des configurations de matériel spécifiques sont disponibles, permettant d’utiliser les composants clés pour diverses applications.
Les systèmes d’inspection à rayons X font passer le produit entre le générateur et le détecteur

4
L’application d’une haute tension (kV) entre l’anode en cuivre et la cathode chaude provoque l’accélération des électrons qui se déplacent en direction du disque de tungstène. Le courant d’électrons est alors appelé courant-tube (mA). Lors de la collision avec le disque, les électrons sont fortement ralentis. Ce freinage génère des rayons X. Dans un générateur de rayons X, le tube est logé dans une gaine en plomb ou en cuivre. Les rayons X utilisables s’échappent du générateur par une petite ouverture (voir les ondes rouges dans le schéma).
La génération de rayons X utilisables dégage de la chaleur et le refroidissement du générateur est donc nécessaire. C’est pour-quoi le générateur de rayons X est généralement contenu dans un boîtier rempli d’un liquide de refroidissement tel que de l’huile. La dissipation de la chaleur est souvent renforcée par des ailettes de refroidissement. Le besoin en refroidissement dépend de la puissance du générateur et de la température ambiante.
En règle générale : ■ pour les détecteurs aux rayons X de 65 W à 100 W, des
ventilateurs simples suffisent à la dissipation de l’air chaud ; ■ pour les appareils dont la puissance se situe entre 100 W et
320 W, de puissants climatiseurs sont à utiliser ; ■ pour les détecteurs à haute puissance, 1 000 W ou plus, un
système de pompage doté d’un refroidissement à eau actif est nécessaire.
2.2.1 Point focal
La taille de la source de rayonnement, le « point focal », est définie selon la taille du faisceau d’électrons qui entre au contact de l’anode. Elle peut avoir une influence sur le résultat de détection. Si un corps étranger est irradié par une source lumineuse étendue, les bords entre les zones d’ombre et les zones claires sont flous. On parle de pénombre (voir le schéma). Au contraire, une source lumineuse plus petite produit des ombres bien délimitées et donc une meilleure qualité d’image.
Influence du point focal sur la qualité d’image : à gauche, on distingue la pénombre.
2.3 Composition d’un détecteurUn détecteur est comparable à un capteur optique. Cependant, au contraire d’un capteur optique, il est constitué d’un agencement linéaire de photodiodes, puisque les rayons X ne sont pas focalisés par une lentille.
La surface de détection à rayons X se compose d’un matériau scintillateur qui a la capacité de transformer les rayons X invisibles en une lumière visible. Cette surface se trouve en dessous d’une fenêtre étroite située sur le dessus du détecteur. Comme le générateur de rayons X est habituellement installé dans la partie supérieure du boîtier, les rayons X se dirigent vers le bas, traversent le produit et la bande transporteuse, avant d’atteindre le détecteur.
Dans le sens du transport, le rayonnement a une largeur d’environ 2 mm et une forme triangulaire. La fenêtre et le matériau scintilla-teur s’étendent sur toute la largeur de la bande transporteuse.
Les rayons X se dirigent généralement vers le bas et traversent le produit et la bande transporteuse.
En règle générale, plus le nombre de rayons X atteignant le scintillateur est élevé, plus ce dernier émet de la lumière. Autrement dit, la puissance d’émission du scintillateur est proportionnelle à la quantité du rayonnement qui l’atteint.
Les photodiodes sont installées sous le scintillateur à distance égale les unes des autres et transforment la lumière en un signal électrique. Ce signal est transmis à l’ordinateur intégré du sys-tème d’inspection à rayons X sous la forme de niveaux de gris. La taille des photodiodes et l’écart entre elles déterminent la résolu-tion du détecteur. Pour l’inspection de produits alimentaires, il est recommandé d’utiliser des résolutions de 0,4 mm à 0,8 mm.
Dans le cas de détecteurs de grande qualité, le matériau scintillateur n’est pas disposé en couche recouvrant la totalité du détecteur, mais sur chacune des photodiodes. Ainsi, les rayons X ne sont pas dispersés à l’intérieur du détecteur, ce qui accroît le contraste de chacune des diodes.
5
If the scintillating material is assigned individually to each photo diode, grey value diffusion can be prevented
2.3.1 Résolution du détecteur
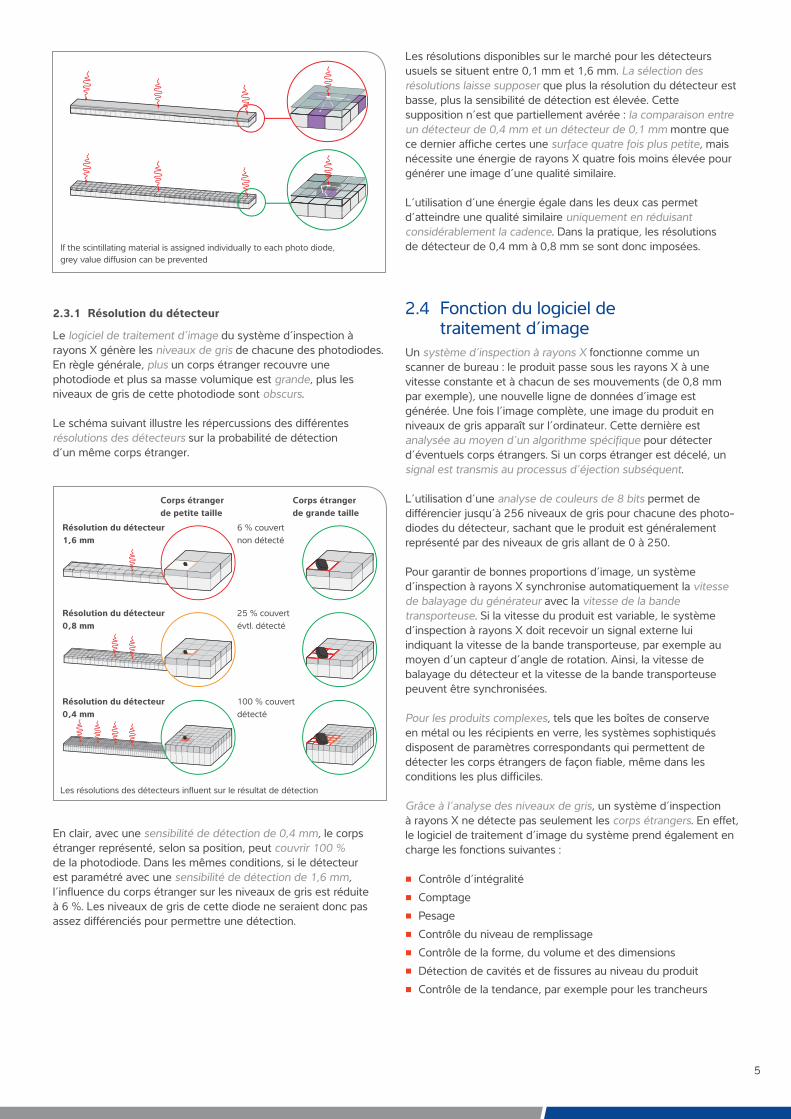
Le logiciel de traitement d’image du système d’inspection à rayons X génère les niveaux de gris de chacune des photodiodes. En règle générale, plus un corps étranger recouvre une photodiode et plus sa masse volumique est grande, plus les niveaux de gris de cette photodiode sont obscurs. Le schéma suivant illustre les répercussions des différentes résolutions des détecteurs sur la probabilité de détection d’un même corps étranger.
Les résolutions des détecteurs influent sur le résultat de détection
En clair, avec une sensibilité de détection de 0,4 mm, le corps étranger représenté, selon sa position, peut couvrir 100 % de la photodiode. Dans les mêmes conditions, si le détecteur est paramétré avec une sensibilité de détection de 1,6 mm, l’influence du corps étranger sur les niveaux de gris est réduite à 6 %. Les niveaux de gris de cette diode ne seraient donc pas assez différenciés pour permettre une détection.
Les résolutions disponibles sur le marché pour les détecteurs usuels se situent entre 0,1 mm et 1,6 mm. La sélection des résolutions laisse supposer que plus la résolution du détecteur est basse, plus la sensibilité de détection est élevée. Cette supposition n’est que partiellement avérée : la comparaison entre un détecteur de 0,4 mm et un détecteur de 0,1 mm montre que ce dernier affiche certes une surface quatre fois plus petite, mais nécessite une énergie de rayons X quatre fois moins élevée pour générer une image d’une qualité similaire.
L’utilisation d’une énergie égale dans les deux cas permet d’atteindre une qualité similaire uniquement en réduisant considérablement la cadence. Dans la pratique, les résolutions de détecteur de 0,4 mm à 0,8 mm se sont donc imposées.
2.4 Fonction du logiciel de traitement d’image
Un système d’inspection à rayons X fonctionne comme un scanner de bureau : le produit passe sous les rayons X à une vitesse constante et à chacun de ses mouvements (de 0,8 mm par exemple), une nouvelle ligne de données d’image est générée. Une fois l’image complète, une image du produit en niveaux de gris apparaît sur l’ordinateur. Cette dernière est analysée au moyen d’un algorithme spécifique pour détecter d’éventuels corps étrangers. Si un corps étranger est décelé, un signal est transmis au processus d’éjection subséquent.
L’utilisation d’une analyse de couleurs de 8 bits permet de différencier jusqu’à 256 niveaux de gris pour chacune des photo-diodes du détecteur, sachant que le produit est généralement représenté par des niveaux de gris allant de 0 à 250.
Pour garantir de bonnes proportions d’image, un système d’inspection à rayons X synchronise automatiquement la vitesse de balayage du générateur avec la vitesse de la bande transporteuse. Si la vitesse du produit est variable, le système d’inspection à rayons X doit recevoir un signal externe lui indiquant la vitesse de la bande transporteuse, par exemple au moyen d’un capteur d’angle de rotation. Ainsi, la vitesse de balayage du détecteur et la vitesse de la bande transporteuse peuvent être synchronisées.
Pour les produits complexes, tels que les boîtes de conserve en métal ou les récipients en verre, les systèmes sophistiqués disposent de paramètres correspondants qui permettent de détecter les corps étrangers de façon fiable, même dans les conditions les plus difficiles.
Grâce à l’analyse des niveaux de gris, un système d’inspection à rayons X ne détecte pas seulement les corps étrangers. En effet, le logiciel de traitement d’image du système prend également en charge les fonctions suivantes :
■ Contrôle d’intégralité ■ Comptage ■ Pesage ■ Contrôle du niveau de remplissage ■ Contrôle de la forme, du volume et des dimensions ■ Détection de cavités et de fissures au niveau du produit ■ Contrôle de la tendance, par exemple pour les trancheurs
Résolution du détecteur 1,6 mm
6 % couvert non détecté
25 % couvert évtl. détecté
100 % couvert détecté
Corps étranger de petite taille
Corps étranger de grande taille
Résolution du détecteur 0,8 mm
Résolution du détecteur 0,4 mm

6
Exemple d’une radiographie générée. Les niveaux de gris sont clairement visibles sur les bords
2.4.1 Analyse d’image à l’aide d’une valeur seuil
Pour l’analyse d’image à l’aide d’une valeur seuil, une valeur mesurée est définie comme valeur seuil. Le système d’inspection à rayons X compare les niveaux de gris de chaque diode observés lors de l’inspection du produit avec la valeur seuil. Des niveaux de gris dépassant la valeur définie suggèrent la présence d’un corps étranger. Il s’agit de la méthode de traitement d’image la plus simple et la plus adaptée aux produits homogènes dont les niveaux de gris sont continus.
2.4.2 Analyse de radiographie
Dans le domaine de l’inspection à rayons X, les produits sont en général plutôt non homogènes. Lorsqu’il n’est pas possible d’appliquer la méthode de la valeur seuil, l’analyse de radiographie est recommandée comme méthode de détection de corps étrangers. Chacun des points d’image transmis par les photodiodes sont analysés et comparés avec tous les points d’image de l’environnement.
Cette comparaison requiert également l’application d’une grande variété d’algorithmes.
Product X-ray image generated
Detector
Product flow

7
Dimensions du produit et densité
Homogénéité du produit
Orientation du corps étranger
La masse atomique
Orientation du produit
3. Facteurs agissant sur la sensibilité de détection des systèmes d’inspection à rayons X
Une grande variété de facteurs exercent une influence sur la sensibilité de détection des systèmes d’inspection à rayons X. Rares sont ceux qu’il est possible d’optimiser. Cependant, il est utile de les connaître pour prendre la mesure des limites de ce qui est faisable dans le domaine de l’inspection à rayons X.
Facteurs agissant sur les systèmes d’inspection à rayons X
Foreign body position
Toute une série de facteurs exerce une influence sur le résultat d’un système d’inspection à rayons X.
Comme expliqué dans le chapitre précédent, les composants clés de tout système d’inspection à rayons X déterminent des niveaux de gris. Si les rayons X rencontrent un corps étranger, ce dernier absorbe une partie de l’énergie. L’intensité des rayons X non absorbée a une répercussion élémentaire sur les niveaux de gris. Il peut donc en être déduit que la détection aux rayons X est tout compte fait une façon de déterminer la densité : plus la densité du corps étranger est élevée, plus les niveaux de gris correspondants sont sombres.
La densité influe donc sur la quantité d’énergie des rayons X absorbée par le produit. Cette absorption est appelée facteur d’atténuation linéaire. La mesure de la différence d’absorption entre le produit et le corps étranger représente la base de la détection de corps étrangers à l’aide de la technique d’inspection à rayons X.
L’énergie des rayons X absorbée par le corps étranger influe sur les niveaux de gris.
3.1 Sensibilité de détection dans l’environnement de l’industrie agroalimentaire
L’inspection à rayons X sert à détecter les corps étrangers qui absorbent une plus grande quantité de rayonnement que le produit inspecté. La détection des corps étrangers est uniquement assurée lorsque ces derniers présentent une densité relativement plus élevée.
Un grand nombre de produits alimentaires sont fabriqués à base d’eau ou sont naturellement constitués d’eau comme les fruits et légumes. Par conséquent, ces types de produit présentent une densité proche de celle de l’eau (1000 kg / m3). Du point de vue du poids, cela représente 1,0 g / cm3. Cette valeur sert généralement de point de référence.
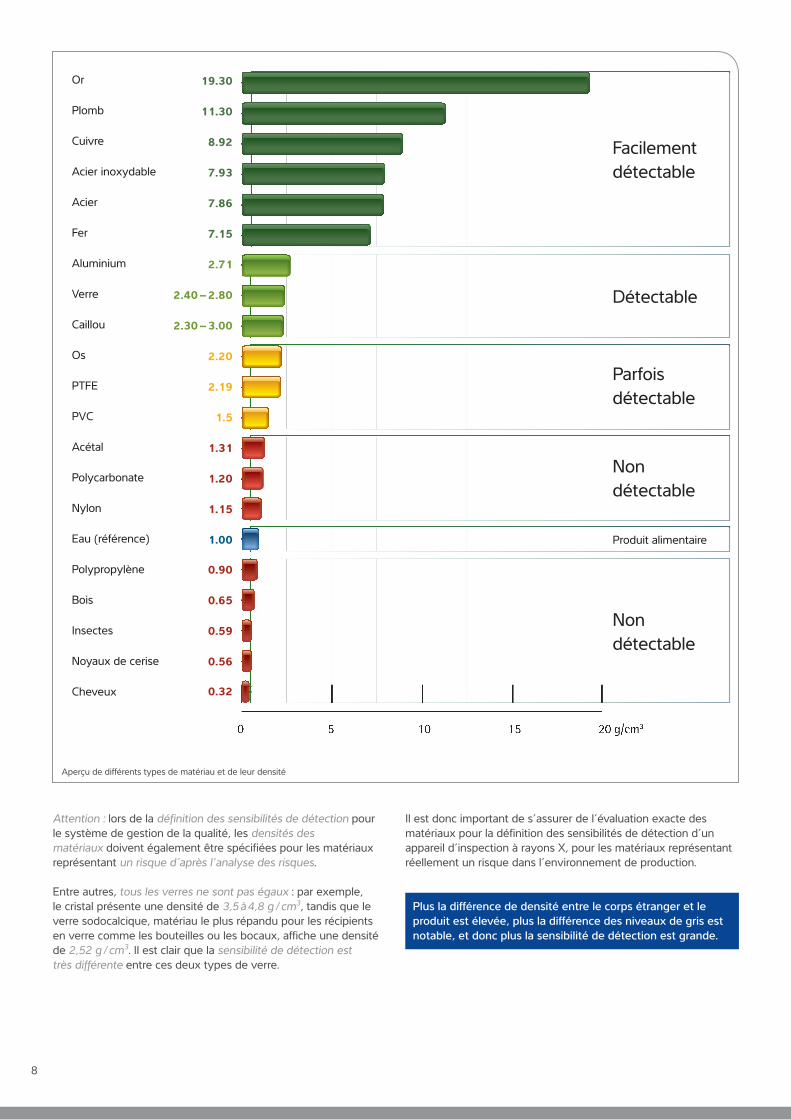
Le tableau suivant illustre la détectabilité des types de matériau. Les matériaux en rouge ne peuvent habituellement pas être détectés, car leur densité est trop faible ou trop proche de celle du produit. Les matériaux en vert sont détectables grâce à leur densité élevée.
Dans le tableau, les matériaux sont classés par ordre décroissant de densité. Plus les matériaux se situent en haut du tableau, plus le facteur d’atténuation linéaire est important et par conséquent, ces éléments sont plus facilement détectés dans les produits alimentaires. Cela signifie en outre que les petites particules peuvent également être facilement détectées.
8
0 5 10 15 20 g/cm3
19.30
11.30
8.92
7.93
7.86
7.15
2.71
2.40 – 2.80
2.30 – 3.00
2.20
2.19
1.5
1.31
1.20
1.15
1.00
0.90
0.65
0.59
0.56
0.32
Facilement détectable
Détectable
Parfois détectable
Non détectable
Produit alimentaire
Non détectable
Or
Plomb
Cuivre
Acier inoxydable
Acier
Fer
Aluminium
Verre
Caillou
Os
PTFE
PVC
Acétal
Polycarbonate
Nylon
Eau (référence)
Polypropylène
Bois
Insectes
Noyaux de cerise
Cheveux
Aperçu de différents types de matériau et de leur densité
Attention : lors de la définition des sensibilités de détection pour le système de gestion de la qualité, les densités des matériaux doivent également être spécifiées pour les matériaux représentant un risque d’après l’analyse des risques.
Entre autres, tous les verres ne sont pas égaux : par exemple, le cristal présente une densité de 3,5 à 4,8 g / cm3, tandis que le verre sodocalcique, matériau le plus répandu pour les récipients en verre comme les bouteilles ou les bocaux, affiche une densité de 2,52 g / cm3. Il est clair que la sensibilité de détection est très différente entre ces deux types de verre.
Il est donc important de s’assurer de l’évaluation exacte des matériaux pour la définition des sensibilités de détection d’un appareil d’inspection à rayons X, pour les matériaux représentant réellement un risque dans l’environnement de production.
Plus la différence de densité entre le corps étranger et le produit est élevée, plus la différence des niveaux de gris est notable, et donc plus la sensibilité de détection est grande.

9
3.2 Dimensions du produit et densitéLors de la conception d’un appareil d’inspection à rayons X, il faut prendre en considération le fait que plus la densité et l’épaisseur du produit augmentent, plus il faut d’énergie de rayons X pour traverser le produit. Or, l’augmentation de la puissance des rayons X (kV) provoque une diminution du contraste généré par le corps étranger et donc une réduction de la sensibilité. Plus le produit est épais, plus il faut de l’énergie de rayons X pour le traverser et plus la sensibilité du système en est réduite.
Divers niveaux de gris lors de la conception d’un système d’inspection à rayons X
3.3 La masse atomiqueLa composition chimique d’un produit, d’un corps étranger ou d’un échantillon de test engendre des répercussions sur la sensibilité globale d’un système d’inspection à rayons X. Les produits alimentaires comprennent généralement des éléments présentant une masse atomique de 16 (oxygène) ou inférieure. À condition que les produits alimentaires soient constitués d’élé-ments de masse atomique inférieure, l’absorption de ces produits est proportionnelle à leur densité et à leur épaisseur. Les corps étrangers comme le verre et les cailloux contiennent souvent des traces d’éléments dont la masse atomique est très élevée. Ces éléments ont un effet multiplicateur lors de l’absorption des rayons X.
Si la teneur en sel (chlorure de sodium) est fortement modifiée, l’intensité de l’absorption des rayons X et la sensibilité de détection s’en trouve altérée également. Cela vaut particulièrement dans les cas où un système d’inspection à rayons X est simultanément utilisé pour déterminer le poids d’objets. Les importantes variations de teneur en sel détériorent la capacité à déterminer le poids d’objets au moyen des rayons X. Toutefois, la teneur en sel représente rarement un problème, car elle est très faible dans les produits alimentaires actuels et très contrôlée.
3.4 Homogénéité du produitL’homogénéité d’un produit détermine le processus d’inspection. Il est simple d’inspecter aux rayons X les produits dont la structure et l’emballage sont homogènes. Le signal constant signifie que même les légères variations du facteur d’atténuation seront facilement détectées. En revanche, les images très chargées, comme celles de noix dans un emballage plastique, ne peuvent pas être analysées par le biais de la méthode de la valeur seuil. Elles doivent être contrôlées au moyen d’une analyse de radiographie complète.
3.5 Différents angles pour optimiser la détection des corps étrangers
La position du générateur et du détecteur par rapport au produit a une influence considérable sur le résultat de la détection, de même que la position du corps étranger dans le produit.
Un produit doit toujours passer sous les rayons X en présentant son côté le moins large.
Orientation du produitLa puissance nécessaire d’un générateur dépend largement de la densité du produit inspecté. Plus la densité du produit est élevée, plus l’énergie nécessaire pour obtenir des niveaux de gris opti-maux dans le détecteur est élevée. C’est pourquoi le système d’inspection est toujours conçu de sorte que les rayons X traversent le produit par sa plus petite épaisseur.
Par le passé, deux grandes variantes de système d’inspection à rayons X se sont établies.
■ Top Down-Shooter ■ Sideshooter
BAD
GOOD

10
3.5.1 Top Down
Le système Top Down-Shooter est le plus répandu dans le domaine de l’inspection aux rayons X des produits alimentaires. Les systèmes d’inspection à rayons X se situent généralement à la fin de la chaîne de conditionnement et inspectent les embal-lages individuels plats. Comme la sensibilité de détection est meil-leure lorsque le rayonnement traverse les emballages plats par leur profondeur la moins grande, l’inspection verticale est la mieux adaptée dans ce cas. En général, à ce stade de la chaîne de condi-tionnement, le système d’inspection à rayons X est doté de sa propre bande transporteuse et d’un système d’éjection intégré.
Exemple d’une inspection verticale avec un système Top Down-Shooter
La taille du faisceau de rayons X est déterminée par la largeur et la profondeur maximales du produit à inspecter. Elle-même détermine à son tour la taille de l’ouverture et la largeur de balayage de la machine. Pour accroître la largeur du rayonnement triangulaire pour des produits emballés de plus grande taille (plus larges ou plus profonds), la distance focale (la distance entre le générateur de rayons X et la surface du détecteur) doit être augmentée. Les systèmes à rayonnement vertical et bande transporteuse intégrée sont disponibles en différentes largeurs. Ces systèmes sont adaptés à de nombreuses applications, allant des petits produits aux grands supports de collecte. La même manière de procéder s’applique également aux produits sans emballage.
La taille du rayonnement définit les dimensions (hauteur et largeur) maximales des produits (bande de 400 mm)
3.5.2 Side shooter – single beam
Les systèmes d’inspection à rayons X Sideshooter sont employés pour les produits emballés dont la hauteur est supérieure à la largeur. Dans ce cas également, le produit doit passer sous les rayons X en présentant son côté le plus plat.
Les systèmes d’inspection à rayons X Sideshooter inspectent les produits emballés disposés verticalement.
Un système d’inspection à rayons X Sideshooter est doté d’un générateur de rayons X qui balaye le produit parallèlement à la surface de la bande transporteuse et perpendiculairement à son sens de marche. L’avantage de ce système réside dans le fait qu’une bande transporteuse existante peut être réutilisée, car elle n’est pas balayée par le rayonnement. Des points de transferts supplémentaires entre la bande transporteuse et l’entraînement ne sont pas nécessaires. L’installation et l’intégration dans une chaîne de conditionnement existante en est donc facilitée.
Hauteur et largeur maximales, exemple d’un système Sideshooter
180
395
275
Largeur du produit
248
266
325
360
Hauteur du produit
180
150
100
50

11
Les produits tels que les boîtes de conserve en métal ou les bouteilles en plastique représentent généralement une forme complexe d’emballage. Leurs matériaux très denses ont une répercussion sur la sensibilité de détection. L’« apprentissage » d’un tel produit par le logiciel est souvent complexe. Pour ce faire, des filtres logiciels dynamiques permettent d’optimiser les performances de détection et de diminuer le nombre d’erreurs d’éjection, même s’ils exigent de prendre en compte un grand nombre de paramètres pour une utilisation optimale. Malgré l’application d’algorithmes complexes, un angle de vue supplémentaire s’avère un avantage.
3.5.3 Sideshooter – Doublebeam
Les bouteilles et bocaux en verre représentent probablement le plus grand défi de l’inspection à rayons X, d’autant plus que des corps étrangers en verre s’y trouvent le plus souvent.
L’utilisation d’un système Doublebeam Sideshooter est préconisée pour l’inspection des récipients en verre.
Outre l’emballage, le produit lui-même influe sur la recherche du verre dans du verre. Il s’agit souvent de produits liquides / visqueux qui peuvent agir sur le corps étranger. Dans le cas de produits très liquides, les corps étrangers se déposent au fond de la bouteille, tandis que dans le cas de produits comme la confi-ture, les corps étrangers qui y tombent restent généralement juste en dessous du couvercle. Or, le fond et le couvercle d’un ré-cipient en verre sont justement les endroits les plus difficiles à ins-pecter pour un système d’inspection à rayons X, car ils présentent de grandes variations. Les systèmes dotés d’un faisceau unique se heurtent souvent à leurs limites. Le schéma suivant illustre une sensibilité de détection considérablement réduite avant et après le bombement au fond d’un récipient en verre.
Pour résoudre ce problème, il suffit d’employer un système breveté équipé d’un faisceau de rayons X supplémentaire placé à 90° et d’un détecteur additionnel. Appelé Doublebeam Sideshooter, ce système permet d’inspecter le bombement au fond du récipient en verre et donc d’augmenter la fiabilité de la détection de corps étrangers.
Deux faisceaux valent mieux qu’un : aucun angle mort dans l’inspection des réci-pients en verre.
Un système d’inspection à rayons X Doublebeam Sideshooter améliore non seulement l’inspection du bombement au fond des récipients mais également l’inspection le long des parois en verre.
Si des corps étrangers de petite taille se trouvent directement au contact de la paroi, ils sont soudainement détectés par le logiciel de traitement d’image grâce à l’angle de 90° et sont identifiés comme corps étrangers de façon fiable.
Grâce à l’angle de 90°, les corps étrangers de petite taille sur les parois en verre sont clairement détectés.
Blind areas
No blind areas
12
BAD
GOOD
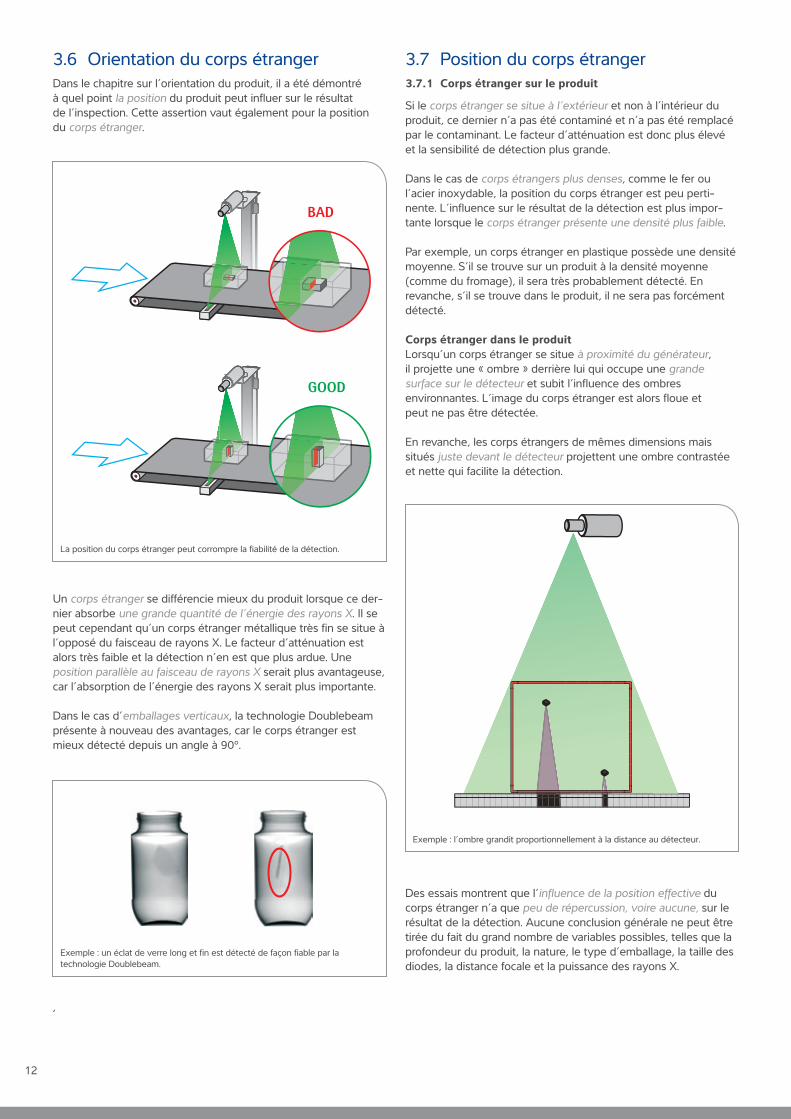
3.6 Orientation du corps étrangerDans le chapitre sur l’orientation du produit, il a été démontré à quel point la position du produit peut influer sur le résultat de l’inspection. Cette assertion vaut également pour la position du corps étranger.
La position du corps étranger peut corrompre la fiabilité de la détection.
Un corps étranger se différencie mieux du produit lorsque ce der-nier absorbe une grande quantité de l’énergie des rayons X. Il se peut cependant qu’un corps étranger métallique très fin se situe à l’opposé du faisceau de rayons X. Le facteur d’atténuation est alors très faible et la détection n’en est que plus ardue. Une position parallèle au faisceau de rayons X serait plus avantageuse, car l’absorption de l’énergie des rayons X serait plus importante.
Dans le cas d’emballages verticaux, la technologie Doublebeam présente à nouveau des avantages, car le corps étranger est mieux détecté depuis un angle à 90°.
Exemple : un éclat de verre long et fin est détecté de façon fiable par la technologie Doublebeam.
,
3.7 Position du corps étranger3.7.1 Corps étranger sur le produit
Si le corps étranger se situe à l’extérieur et non à l’intérieur du produit, ce dernier n’a pas été contaminé et n’a pas été remplacé par le contaminant. Le facteur d’atténuation est donc plus élevé et la sensibilité de détection plus grande.
Dans le cas de corps étrangers plus denses, comme le fer ou l’acier inoxydable, la position du corps étranger est peu perti-nente. L’influence sur le résultat de la détection est plus impor-tante lorsque le corps étranger présente une densité plus faible.
Par exemple, un corps étranger en plastique possède une densité moyenne. S’il se trouve sur un produit à la densité moyenne (comme du fromage), il sera très probablement détecté. En revanche, s’il se trouve dans le produit, il ne sera pas forcément détecté.
Corps étranger dans le produitLorsqu’un corps étranger se situe à proximité du générateur, il projette une « ombre » derrière lui qui occupe une grande surface sur le détecteur et subit l’influence des ombres environnantes. L’image du corps étranger est alors floue et peut ne pas être détectée.
En revanche, les corps étrangers de mêmes dimensions mais situés juste devant le détecteur projettent une ombre contrastée et nette qui facilite la détection.
Exemple : l’ombre grandit proportionnellement à la distance au détecteur.
Des essais montrent que l’influence de la position effective du corps étranger n’a que peu de répercussion, voire aucune, sur le résultat de la détection. Aucune conclusion générale ne peut être tirée du fait du grand nombre de variables possibles, telles que la profondeur du produit, la nature, le type d’emballage, la taille des diodes, la distance focale et la puissance des rayons X.

13
4. Maintenance et réparation de détecteurs de corps étrangers
Concernant la vérification d’un système d’inspection à rayons X, il faut différencier la « maintenance » et la « réparation d’un système défectueux ». La maintenance est un processus prévisible qui dépend de l’usure de l’unité et peut être effectué de façon efficace durant les temps d’arrêt sous forme de contrôles visuels réguliers. La réparation d’une panne non prévisible est liée à un arrêt immédiat de la ligne de production.
4.1 Maintenance de systèmes à rayons XSelon le type d’appareil, les critères suivants sont à prendre en compte lors de la maintenance de systèmes d’inspection à rayons X :
Maintenance quotidienne ■ Vérifier voire nettoyer les cellules photoélectriques / capteurs ■ Vérifier le système de refroidissement et les arrivées d’air frais ■ Vérifier l’usure des rideaux si existants ■ Vérifier l’émission du faisceau ■ Vérifier l’alerte précoce du système
Maintenance hebdomadaire ■ Vérification des dispositifs de sécurité tels que l’interrupteur
d’urgence, le disjoncteur ou autre dispositif similaire
Maintenance mensuelle ■ Vérification de l’usure des roulements à billes ■ Vérification de l’unité de transport
(particulièrement le moteur) ■ Vérification de la bande transporteuse ■ Vérification de l’unité d’éjection ■ Vérification du filtre à poussière dans le système de
refroidissement (plus fréquemment dans les environnements poussiéreux)
Maintenance annuelle ■ Vérification annuelle effectuée par le service technique
du fabricant
Les échantillons de test (les boules de test par exemple) et leur intervalle doivent également être vérifiés par le biais d’une analyse des dangers. L’écrasement des pièces de test, les dommages mécaniques ou la manipulation représentent des sources potentielles de dysfonctionnement.
4.2 Pièces de rechange recommandéesUne gestion professionnelle des pièces de rechange permet de réduire au minimum les temps d’arrêt de la production. Dans les cas critiques, elle réduit effectivement les délais d’approvisionne ment. Les temps d’arrêt représentent une chute de l’efficacité des lignes, en particulier pour les points de contrôle critiques.
Le choix d’un fournisseur doté d’un réseau international et de délais de livraison courts garantit certes des temps de réaction brefs, mais un stock de pièces de rechange essentielles à la ligne de production représente la solution la plus rapide pour le personnel de maintenance.
Les pièces de rechange d’origine sont indispensables au maintien des performances et de la capacité opérationnelle des systèmes d’inspection à rayons X utilisés. Les pièces de rechange ayant une influence sur les performances de détection sont particulièrement concernées.
Bandes transporteuses, roulements à billes et autres éléments s’usent individuellement.
Les parties de détection des systèmes d’inspection à rayons X sont sujettes à l’usure. Les éléments sont très sensibles et leur maintenance est complexe. En particulier, les générateurs sont des composants clés impliquant des coûts de réapprovisionnement élevés. En outre, le remplacement de ces composants doit être effectué par du personnel qualifié.
5. Processus d’éjection pour les systèmes d’inspection à rayons X
Selon l’analyse des risques dans le cadre du concept de l’HACCP, les systèmes d’inspection à rayons X sont exploités au sein de la ligne de production ou à la fin. De nouveaux produits ne respectant pas les règles de sécurité se présentent sans cesse, il faut donc détecter les risques en s’appuyant sur les points de contrôle critiques.
En cas de défaillance d’un produit, ce dernier doit être éjecté par le processus de séparation. Le présent chapitre expose et explique dans le détail différentes formes d’éjection des produits. Les systèmes d’éjection font généralement partie intégrante du système d’inspection à rayons X ; les solutions autonomes, mécaniquement indépendantes, ne sont pas habituelles.
14
5.1 Tri manuel des contaminants par arrêt de bande et alarme
Les systèmes d’inspection à rayons X permettent l’utilisation d’une commande de lampe de signalisation, d’un dispositif de si-gnalisation acoustique et d’un arrêt de bande. Il incombe alors à l’opérateur de retirer le produit du processus de production. Cette solution est notamment employée pour les produits très lourds, pour lesquels une éjection automatisée serait compliquée.
Les inconvénients essentiels de cette procédure, par comparaison avec l’unité d’éjection automatique mentionnée ci-après, sont les dangers liés au traitement incorrect par l’opérateur (défaillance humaine) et la réduction de l’efficacité globale du système.
5.2 Mécanisme d’éjection automatiqueDifférents types de système d’éjection sont disponibles. Le choix du système approprié dépend de nombreux facteurs tels que le type d’environnement, la vitesse de la bande transporteuse, ainsi que le poids et la taille des produits.
SouffletteUne simple buse pneumatique de soufflette représente la solution idéale pour les produits alimentaires emballés de moins de 500 g. Pour les produits plus lourds, il est possible d’employer une buse pneumatique plus performante.
Ce système d’éjection est constitué d’une buse pneumatique qui propulse un jet d’air sous haute pression. Le souffle d’air ainsi créé éjecte le produit contaminé de la bande transporteuse.
Cette solution est applicable selon la résistance à l’air du produit. En outre, la répartition du produit à l’intérieur de l’emballage joue également un rôle. Elle présuppose une disponibilité constante de la pression d’air.
Système d’inspection à rayons X avec soufflette
5.2.1 Poussoir
Les poussoirs peuvent être employés pour de nombreux produits. Ils sont constitués d’un cylindre pneumatique et d’une plaque. Lors d’une éjection, la plaque est mue par la pression d’air et pousse le produit en dehors de la bande transporteuse. Ce dispo-sitif d’éjection est adapté aux produits légers jusqu’à 7 kg.
Les produits très plats encourent le risque d’être écrasés sous la plaque du poussoir. Pour éviter ce genre d’incident, il est recom-mandé de fixer une brosse en dessous de la plaque du poussoir.
Des poussoirs pour charges lourdes sont disponibles. Ils sont dotés d’une grande puissance, ce qui doit être pris en compte dans la construction et la sécurité de la machine.
Pour que l’éjection se fasse correctement, il est important que le poussoir atteigne le produit en son milieu et que le produit n’absorbe pas la puissance de poussée par écrasement. Dans ce cas, les produits peuvent être endommagés.
Système d’inspection à rayons X avec poussoir
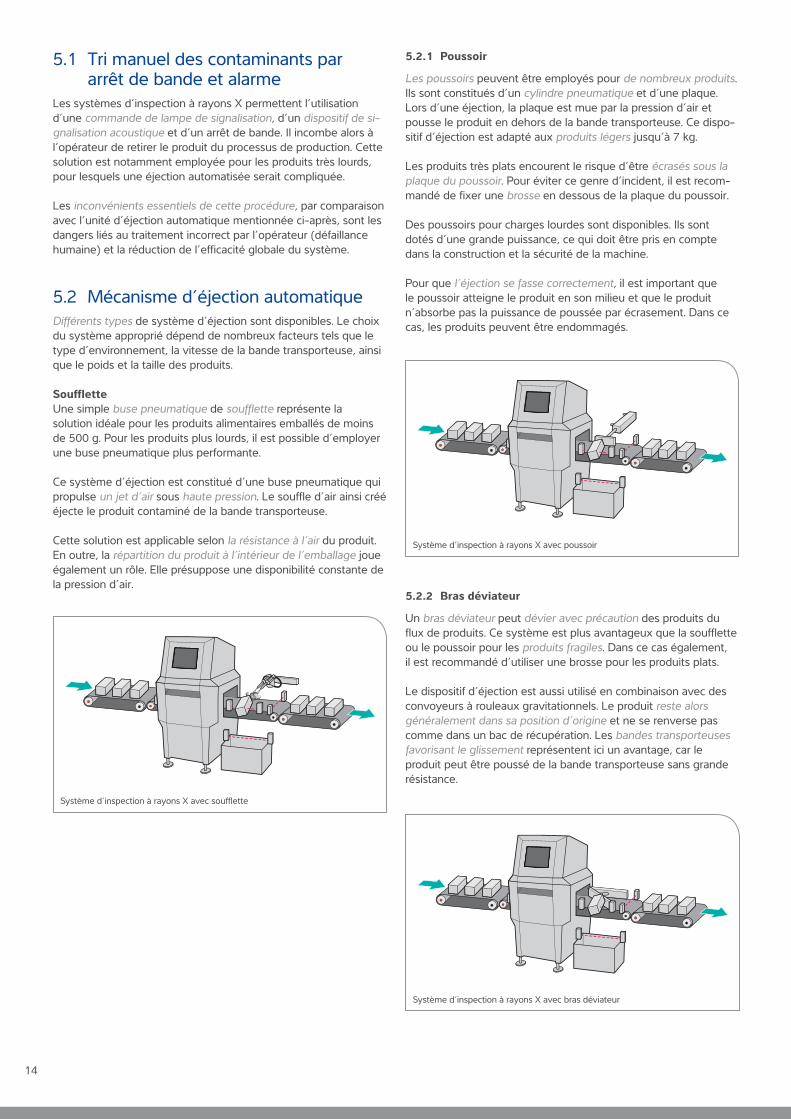
5.2.2 Bras déviateur
Un bras déviateur peut dévier avec précaution des produits du flux de produits. Ce système est plus avantageux que la soufflette ou le poussoir pour les produits fragiles. Dans ce cas également, il est recommandé d’utiliser une brosse pour les produits plats.
Le dispositif d’éjection est aussi utilisé en combinaison avec des convoyeurs à rouleaux gravitationnels. Le produit reste alors généralement dans sa position d’origine et ne se renverse pas comme dans un bac de récupération. Les bandes transporteuses favorisant le glissement représentent ici un avantage, car le produit peut être poussé de la bande transporteuse sans grande résistance.
Système d’inspection à rayons X avec bras déviateur

15
5.2.3 Clapet déviateur
L’utilisation d’un clapet déviateur nécessite une différence de niveau dans la ligne de production, comblée par une inclinaison du système de bande transporteuse. Le pivot peut varier selon les applications. Ce type d’éjection est adapté aux produits individuels de petite taille et en désordre ou aux produits en vrac sans emballage (secs ou collants) qui transitent sur une bande transporteuse plate, large ou bombée.
Système d’inspection à rayons X avec clapet déviateur
5.2.4 Bandes télescopiques
Les rouleaux de tension situés à la fin de la bande transporteuse sont tirés par la bande télescopique, ce qui crée une ouverture dans la bande transporteuse, au travers de laquelle tombe le produit. Dès que le processus d’éjection est terminé, les rouleaux de tension reviennent à leur position initiale, refermant la bande transporteuse. Les bandes télescopiques sont particulièrement adaptées aux applications à plusieurs voies.
Dans un système d’éjection à bande télescopique, le produit tombe au travers d’une ouverture
5.2.5 Mécanisme d’éjection pour produits pompés
L’éjection d’un produit contaminé transporté par pompage doit se faire au moyen d’une vanne à 3 voies.
Remarque : la vanne dévie le produit vers la ligne des produits non conformes jusqu’à la purge complète de la zone entre le système d’inspection à rayons X et le dispositif d’éjection.
Separation of pumped products via a 3-way valve
5.2.6 Système d’éjection à plusieurs voies
Dans le cas d’une application à plusieurs voies sur une bande transporteuse unique, un dispositif d’éjection à plusieurs segments présente un avantage décisif par rapport à un éjecteur télescopique ou à un clapet déviateur.
Une bande télescopique peut coincer un produit en revenant à sa position initiale et engendrer un éventuel dysfonctionnement, car l’ouverture n’est pas complètement refermée. Le taux de perte est alors élevé puisque des produits sont constamment éjectés.
La détection de position exacte grâce aux appareils d’inspection à rayons X permet de dévier chacune des voies individuelles contrôlées vers la ligne des produits non conformes.
Un bac de collecte est généralement utilisé comme bac de récupération. Attention, seul le personnel autorisé y a accès.
Évacuation au moyen d’un dispositif d’éjection à plusieurs segments

www.minebea-intec.com
Publié par Minebea Intec Aachen GmbH & Co. KG | Am Gut Wolf 11 | 52070 Aachen, AllemagneTéléphone +49.241.1827.0 | Fax +49.241.1827.210 | E-Mail [email protected]
Nous rendons la vie quotidienne plus sûre