etude de l'extrusion - archive institutionnelle de...
TRANSCRIPT
1 1 1 1 1 1 l L L l'
l l' 1 -
L
ETUDE DE L'EXTRUSION
BARON Régis
Maîtrise de Sciences et Techniques en Systèmes Automatiques Industriels
1:
1
[
Ce rapport fait suite au stage effectué au sein du laboratoire «Génie Alimentaire», de l'Institut Français de Recherche pour l'Exploitation de la MER. Ce laboratoire se situe à Nantes.
Ce stage fait partie du cycle de préparation à la Maîtrise de Sciences et Techniques en Systèmes Automatiques Industriels. Il s'est déroulé du 25 Février au 17 Mai 1991.
Ce rapport porte sur l'étude du procédé d'extrusion.
Ce stage que j'ai effectué s'est déroulé dans les meilleures conditions grâce aux soins et à l'aide des membres de l'Institut.
Je tiens donc à remercier tout particulièrement M. Vallet, M. Mastail et M. Knockaert, et tous ceux qui m'ont donné les renseignements nécessaires à l'élaboration de mon rapport.

(
l'
t L
L
L
L L
L
L
SOMMAIRE
l - L 'IFREMER ........................................................................................................................... P 1
l -1 Présentation générale ............................................................................................................. P 1 1-2 Le Centre de Nantes .............................................................................................................. P 1 1-3 Le département «Utilisation et Valorisation des produits» ................................................... P 1 1-4 Le labûratoire «Génie Alimentaire» ...................................................................................... P 2
II - L 'EXTRUSION .................................................................................................................... P 2
II-1 Présentation générale du procédé ......................................................................................... P 2 II-2 L'extrusion appliquée aux produits de la mer ...................................................................... P 3 II-3 Les différentes phases de l'étude sur le process .................................................................. P 4
III - INSTRUMENTATION ....................................................................................................... P 5
III -1 Mesures de pression ............................................................................................................ P 5 1II-2 Mesure de débit ................................................................................................................. ~.P 5 III -3 Mesure de viscosité ............................................................................................................. P 6 1II-4 Energie électrique ............................................................................................................... P 7 1II-5 Centrale de mesure et logiciel d'exploitation ..................................................................... P 7
IV - AUTOMATISATION ....................................................................................................... P 10
V - INFLUENCE DES PARAMETRES ................................................................................. P 10
V -1 Description des variables du process ................................................................................. P Il V-2 Résultats ............................................................................................................................. P Il
VI - CONCLUSION .................................................................................................................. P 14
Annexes - Ebauche de la structure de commande .................................................................................... P 15 - Grafcets ................................................................................................................................... P 16 - Exemples de courbes obtenues lors des essais ....................................................................... P 21

1 i ' l
l l f L
L L L
1 - L'IFREMER
1 - 1 Présentation générale
L'IFREMER (Institut Français de Recherche pour l'Exploitation de la MER) est un établissement public à caractère industriel et commercial. TI dépend à la fois du ministère de la Recherche et du secrétariat d'état à la Mer.
Il a pour mission de défmir et de valoriser les programmes de Recherche et Développement nécessaires à l'exploitation des ressources de l'océan.
Cet établissement dont le siège social est à Paris, est représenté en métropoie et outremer par 1200 personnes. IFREMER comporte cinq centres principaux spécialisés dans différents domaines :
• Brest : recherche, technologie, traitement de données, moyen d'essais
• Boulogne Sur Mer: pêche et cultures marines
• Toulon: intervention sous-marine, technologie d'intervention profonde
• Tahiti: pêche, cultures marines, énergie thermique des mers
• Nantes: exploitation des ressources vivantes de la mer
1 - 2 Le Centre de Nantes
1-3
Le centre de Nantes était à l'origine le siège de l'Institut Scientifique et Technique des Pêches Maritimes. En 1984, à la création de l'IFREMER, il est devenu l'un des cinq centres principaux de l'établissement.
L'effectif du centre de Nantes, dont dépendent les stations de Bouin, Noirmoutier, l 'Houmeau, La Tremblade et Arcachon, est de l'ordre de 300 personnes.
Ce centre dispose de plusieurs départements : Ressources Halientiques, Ressources Aquacoles, Utilisation et Valorisation des Produits ...
Le Département «Utilisation et Valorisation des Produits»
La mission de ce département est la mise en valeur des ressources marines grâce aux recherches sur la conservation, la transformation et l'extraction de produits commercialisables.
L'effectif (36 personnes) est réparti entre:
• 3 laboratoires: - Laboratoire «Génie Alimentaire» - Laboratoire «Biochimie et Molécules Marines» - Laboratoire «Qualité et Physico-chimie»
1

1
l l l L
L
L
L L
• l équipe d' «Etudes technico-réglementaires»
1 - 4 Le laboratoire «Génie Alimentaire»
Les travaux effectués au sein de ce laboratoire concernent:
• L'étude de nouveaux procédés agro-alimentaires appliqués aux produits marins (extraction, extrusion, texturation, fermentation lactique ... )
• La valorisation de la production salmonicole marine
• La valorisation d'espèces sous-utilisées
• L'optimisation des techniques de conservation et de transformation à bord des navires et dans les installations à terre (fumage, congélation, décongélation, technologie du surimi, cuisson ... )
C'est dans ce laboratoire que j'ai effectué mon stage.
J'ai été chargé d'étudier les problèmes d'instrumentation d'une cellule de fumage, de définir le programme de recherche sur l'extrusion, et d'assurer les premières phases de ce programme.
C'est sur ce thème de l'extrusion que porte mon rapport de stage.
11- L'EXTRUSION
il - 1 Présentation générale du procédé
L'extrusion est une technologie en plein développement dans l'industrie agro-alimentaire. Il s'agit essentiellement d'un système de fabrication en continu d'un très grand nombre de produits alimentaires ou autres: réglisses, chocolats, chewing-gums, biscuits, pains plats, céréales pour petits déjeuners, farines, aliments pour nourissons, porridges, fromages fondus, condiments, caséines ... et même la bière. L'extrusion est aussi présente dans la fabrication et le traitement des matières plastiques ou de la pâte à papier.
L'extrusion vient du verbe extruder, qui signifie «pousser dehors».
Son principe est simple : une partie active, constituée de deux vis identiques et copénétrantes, tournant dans le même sens dans un fourreau surplombé d'un système de chauffage ou de refroidissement.
L'installation peut être comparée à un réacteur chimique dans lequel les produits sont mis en forme tout en subissant en continu un traitement mécanique et un traitement thennique. Ce qui, hier, nécessitait de multiples interventions est aujourd'hui, grâce à l'extrusion, réuni en une seule et même machine.
2

f j
1 [
l
1
L
L
L
L
L L L
L
Les avantages de cette technologie se traduisent par d'énormes gains de place et de notables économies d'énergie par rapport aux procédés traditionnels.
Les extrudeurs présentent également une très grande adaptabilité. La quasi-totalité des paramètres du process peut être modifiée en fonction du type de produit que l'on souhaite obtenir ; de la vitesse de rotation et de la configuration des vis, en pass,ant par la température, la pression ou les débits de matières.
Ces caractéristiques permettent de faire varier à la demande la texture, la forme, le taux d'humidité ...
Toutefois, la maîtrise de ces paramètres étant difficile, la texture des produits obtenus est parfois déficiente ou inégale.
n - 2 L'extrusion appliquée aux produits de la mer
L'extrusion appliquée à la pulpe de poisson présente de l'intérêt pour la fabrication de nombreux produits.
Les premiers essais ont porté sur l'obtention d'une pâte de poisson gélifiée répondant à des propriétés fonctionnelles intéressantes. Toutefois, la texture des produits extrudés peut être très différente dans des conditions d'expérimentation apparamment équivalentes.
Il apparaît également que les applications de l'extrusion relèvent généralement plus d'une approche expérimentale que d'une approche scientifique.
C'est pourquoi, le laboratoire de «Génie Alimentaire» de l'IFREMER, comme de nombreux autres laboratoires, tente de mieux appréhender le processus et ses implications sur le produit obtenu.
La méthodologie consiste :
• D'abord à mesurer les phénomènes
Le programme de recherche commence par l'instrumentation du procédé, et l'acquisition de ces mesures.
• Ensuite à optimiser la maîtrise de certains paramètres, notamment en automatisant la mise en régime de l'extrudeur, car ce facteur à une grande influence sur son fonctionnement à l'équilibre.
Le produit extrudé n'aura d'ailleurs pas les mêmes caractéristiques selon l'ordonnancement, et surtout le «timing» des phases de démarrage.
3
L
L
L
L L
II - 3 Les différentes phases de l'étude sur le process
1ère phase:
• Intrumentation du procédé • Automatisation des opérations de démarrages, de clôture ...
2ème phase:
• Réglage des rlifférents paramètres en vue de l'obtention d'une pâte de poisson gélifiée • Recherche des défaillances possibles
3ème phase:
• Recherche des paramètres optimums, et ébauche d'une modélisation (par identification)
• Classification des défaillances • Optimisation de la commande
4ème phase:
• Etude de l'extrusion appliquée à la fabrication de différents produits • Amélioration du modèle réalisé lors de la phase précédente
Sème phase:
• Réalisation d'un «système expert»
6ème phase:
• Modélisation globale du process, et simulation sur ordinateur pour la fabrication de nouveaux produits
Mon stage a porté principalement sur l'instrumentation et l'automatisation des différentes opérations.
4

1
l l L
L
L
L
L
III - L'iSTRUMENTATION
Il faut d'abord réaliser une campagne de mesures pour anal yser le comportement du processus.
L'appareil est équipé initialement de :
• 2 capteurs de température
• 1 tachymètre mesurant la vitesse de rotations des vis. Nous rajoutons des capteurs de température, de pression, de viscosité aux emplacements précisés sur le schéma ci-après:
f, Ir ~ ,+ e.. fi1~~ ri f'Tlt~ f ;- p'9 Pnoo -:u p;, PTlOO t,/~f'"r /00 Ol'~.
E rI /-;:';e. 'Pre~I~(
lUTi n/T.~~·
~~ (! S.~'(Ht ?:.t!'f Ttc.
Nous installons également une mesure de pression au niveau de l'aspiration de la pulpe de poisson, ainsi qu'un débitmètre sur l'entrée pulpe de l'extrudeur.
li - 1 Mesures de pression
Nous avons choisi des capteurs de Pression Dynisco PT 415 (spécialement conçus pour l'extrusion alimentaire) avec des indicateurs-convertisseurs PlI NlPR 685 et MPR 690. Le principe repose sur l'emploi de jauges de contrainte montées en pont de Wheastone.
III - 2 Mesure de débit
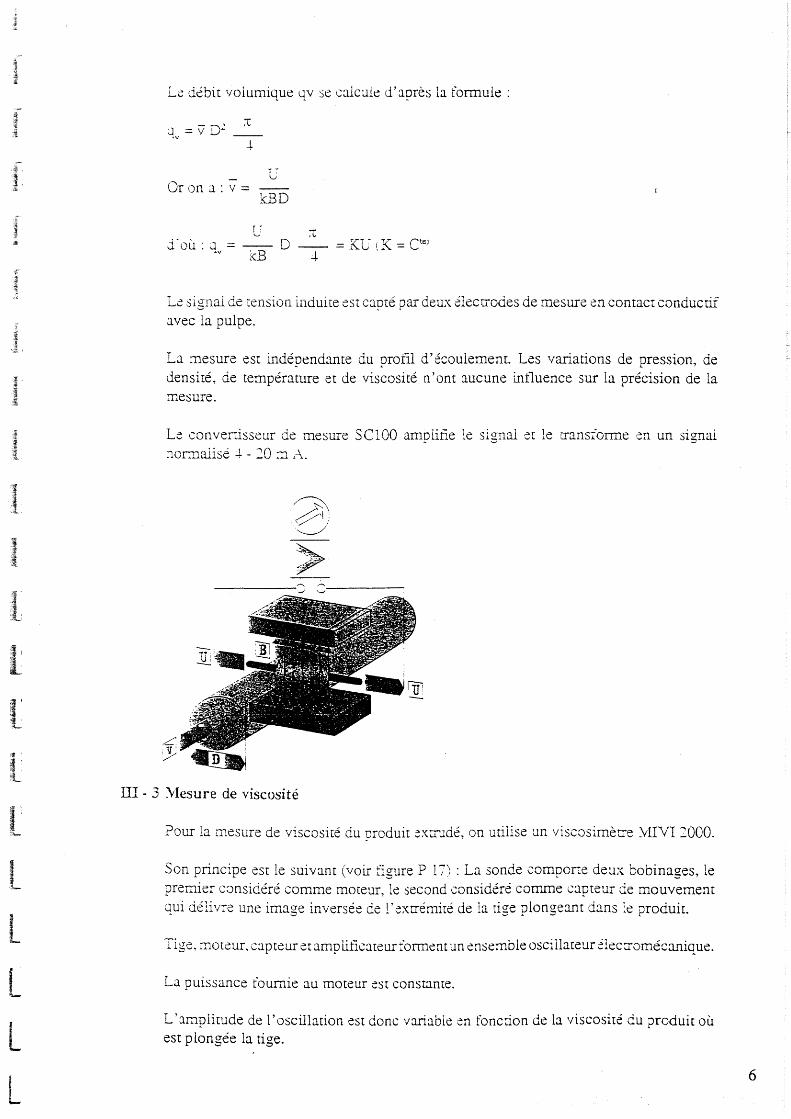
Le débitmètre choisi est un débitmètre électro-magnétique Altoflux X 1000 équipé d'un convertisseur de mesure SC 100 de Krohne.
Cet appareil donne les valeurs du débit volumique de la pulpe de poisson.
Son principe est le suivant: un conducteur électrique, en l' occurence la pulpe de poisson, traverse un champ magnétique. Une tension U, directement proportionnelle à la vitesse moyenne d'écoulement v, est induite dans la pulpe. L'induction magnétique B (intensité du champ magnétique) et la distance D entre les électrodes sont constantes.
U = k B v D (k=CC)
5
i l
L
L L
Le d~bit volumique qv se calcule d'après la formule:
C Or on J. : V =
kED
j'où: -1v = kB
D
Lè signal de tension induire èst capté par deux 61ectrodes de mesure en contact conductif avec la pulpe.
La mesure est indépendante du profil d'écoulement. Les variations de pression, de densité, de température et de viscosité n'ont aucune int1uence sur la précision de la mesure.
Le convertisseur de mesure SelOO amplirie le signal et le transiorme en un signal nor::nalisé ;4. - 20 :TI A.
III - 3 \tlesure de viscosité
Pour la mesure de viscosité du produit extrUdé, on utilise un viscosimètre :.YUVI 2000.
Son principe eSt le suivant (voir figure P 17) : La sonde compor:e deux bobinages, le premier considéré comme moteur, le second considéré comme c:.lpteur de mouvement qui délivre une image inversée de l' ~xtrémité de la tige plongeJ.Ilt d:.lns :e produit.
Tige, moteur, capteur et amplitic:.lteurformenr un ensemble oscillateur ~lec::romécanique.
La puissance fournie au moteur est constante.
L'amplitude de l'oscillation est donc variable ~n fonction de la viscosité du produit où est plongée la tige.
6

i 1
i ~
1 ~
L L
Son image électrique est traitée dans l'électronique de mesure, et l'on obtient en sortie un signal normalisé 4-20mA.
._>>----...... :..!./
:_-:>>---__ ~ . .:..I
MIVI 2000. PRINCIPE .(JE ;:ONCTICNNEMEN7 ' . .,.:' . -.':
III - 4 Energie éle~trique
On dispose également d'un analyseur d'énergie électrique WA 8600. Cet appareil ne disposant pas de sortie analogique nonnalisée, nous n'avons pas pu l'exploiter par l'intennédiaire de notre centrale d'acquisition.
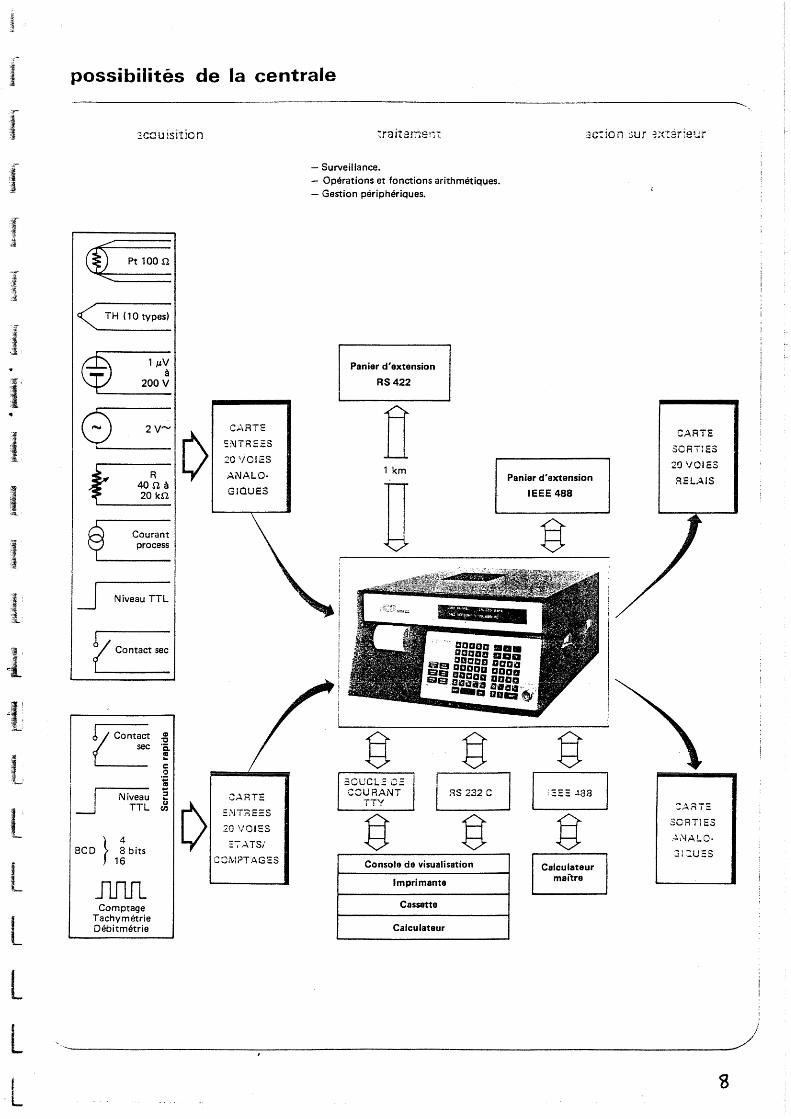
III - 5 Centrale de mesure et logiciel d'exploitation
Toutes les mesures sont regroupées sur une centrale de mesure, type SAMIOO d'AOIP.
Cette centrale mesure et enregistre les valeurs analogiques.
Elle dispose d'un grand nombre de possibilités (voir figure page suivante).
Cette centrale de mesure est couplée à un ordinateur (Goupil 04). Les données sont exploitées par un logiciel d'affichage graphique «Temps réel» (référencé LS 22) vendue par AOIP.
7
,.,--
i possibilités de la centrale
l
L L
L ·L
3couisition
~ < TH (10 types)
~ 1 J.l.V
à 200 V
0 2 V'"
1
G 40n à 20 kn
~ Courant process
J Niveau TTL
y _ Contact sec
J Niveau TTL
BCO} ~ bits 16
JUlJl Comptage
Tachymétrie Oébitmétrie
C ... \RTE
':NTRE.ES
20 '10125
ANALO
GIQUES
CARTE
:NTREES
.20 VOiES
'=7.4TS/
traitemenT.
- Surveillance. - Opérations et fonctions arithmétiques. - Gestion périphériques.
Panier d'extension
RS422
TI 1 km
8 8
3c-:ion sur ~x:2rjeur
Panier d'extension
IEEE 488
CARTE
SCRT1ES
20 VOIES
RELAIS
aOUCL202 COURANT
TTY B :~RTE
SCRT1ES 8 gr Console de visualisation
Imprimante
Cassette
Calculateur
Calculateur martre
.~.'-lALO
:31:::UES
------------~---------------------------------~

i
·r
r r >~
1-." ,-
1
L L:
L
l f . L
L
L L L
capteur d p de pression l~_----i
thermocouple
CAl' TE DE CONDfTlONNEMENT P
1 Carnnrole d'acQUiaitloo r------~II SAM -ico
mV
-----' 1 AOIt' -1
T <: ------J [] C.AF;TE DE
CONDfTlOH'NElIElIT T
Ecran Imprimante
f J J 1
1
l
L 1 L
L L
.L L
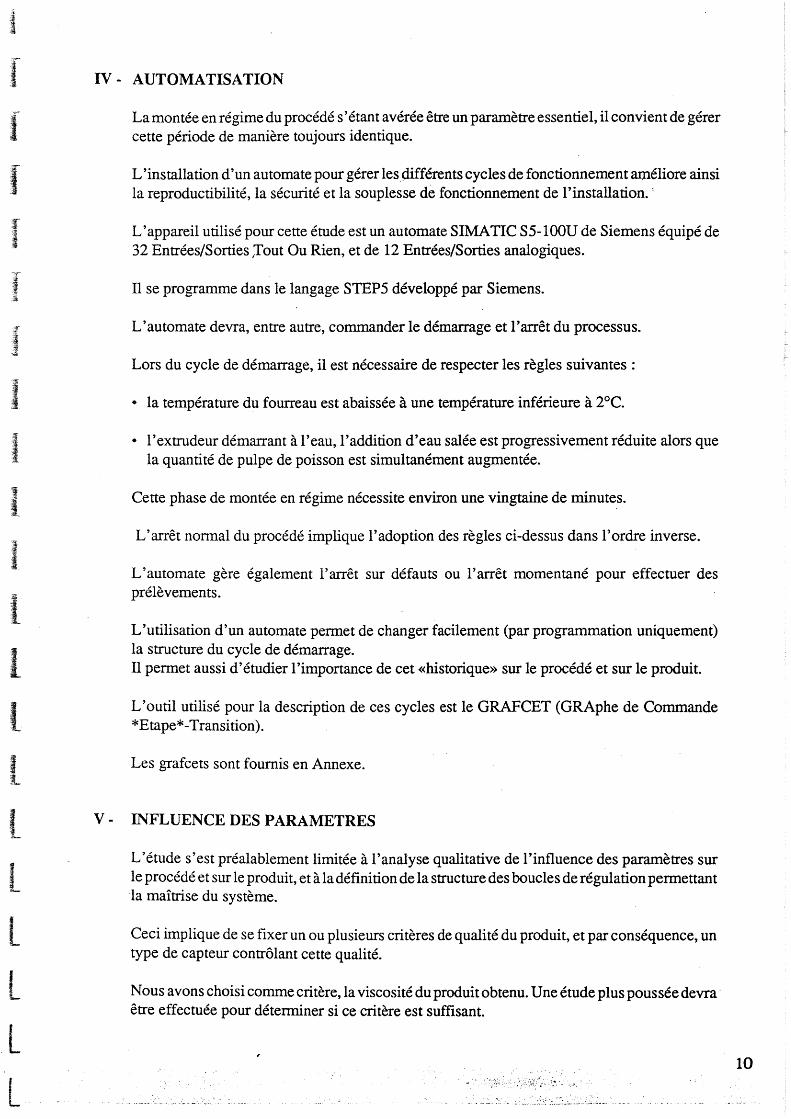
IV - AUTOMATISATION
La montée en régime du procédé s'étant avérée être un paramètre essentiel, il convient de gérer cette période de manière toujours identique.
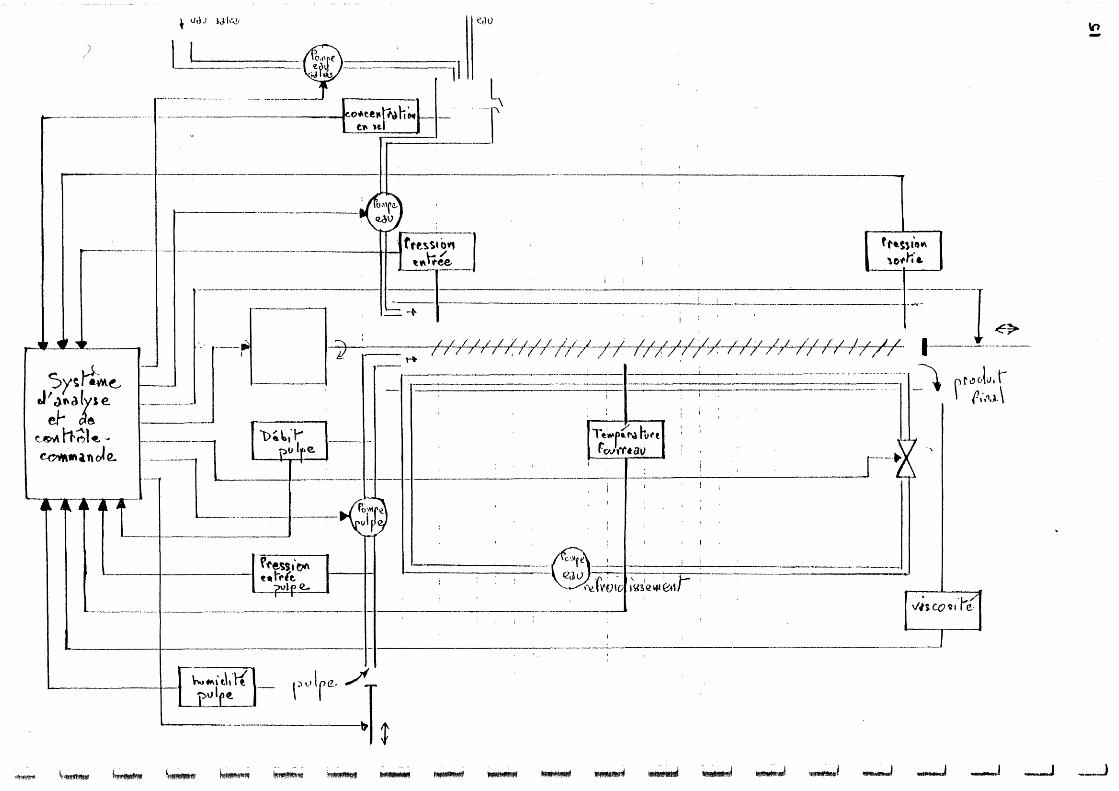
L'installation d'un automate pour gérer les~fférents cycles de fonctionnement améliore ainsi la reproductibilité, la sécurité et la souplesse de fonctionnement de l'installation.;'
L'appareil utilisé pour cette étude est un automate SIMA TIC S5-1 OOU de Siemens équipé de 32 Entrées/Sorties ;Tout Ou Rien, et de 12 Entrées/Sorties analogiques.
Il se programme dans le langage STEP5 développé par Siemens.
L'automate devra, entre autre, commander le démarrage et l'arrêt du processus.
Lors du cycle de démarrage, il est nécessaire de respecter les règles suivantes :
• la température du fourreau est abaissée à une température inférieure à 2°C.
• l'extrudeur démarrant à l'eau, l'addition d'eau salée est progressivement réduite alors que la quantité de pulpe de poisson est simultanément augmentée.
Cette phase de montée en régime nécessite environ une vingtaine de minutes.
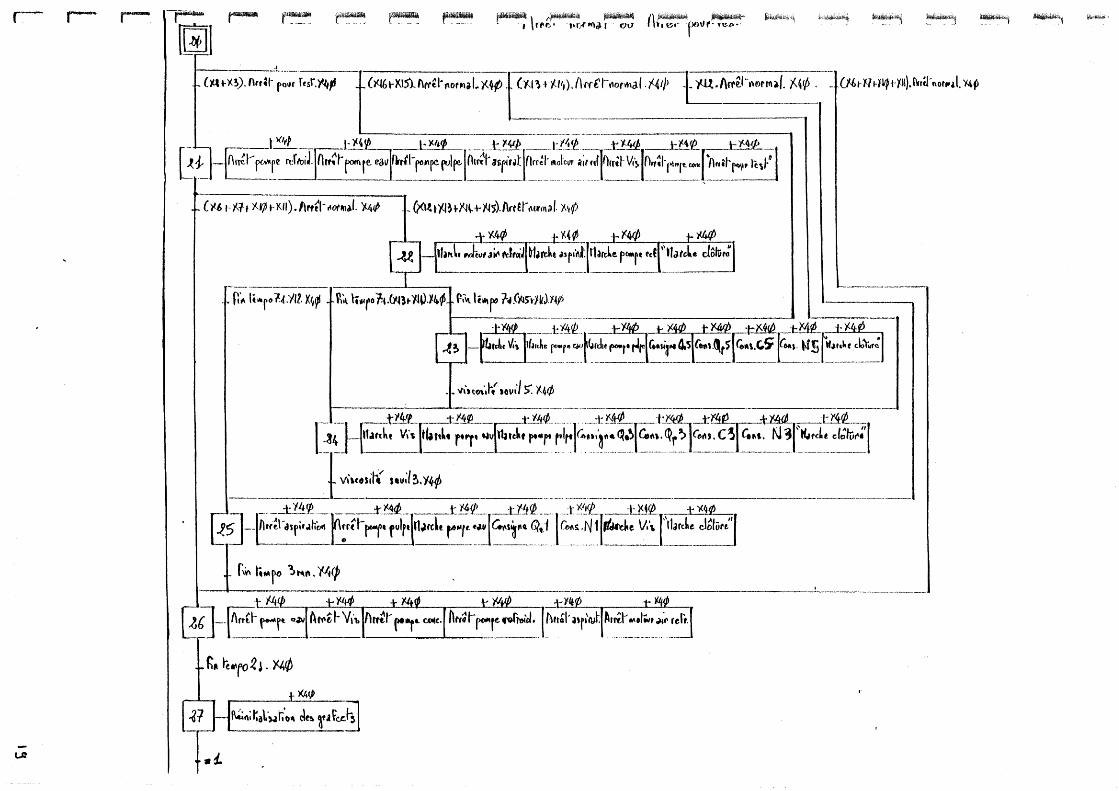
L'arrêt normal du procédé implique l'adoption des règles ci-dessus dans l'ordre inverse.
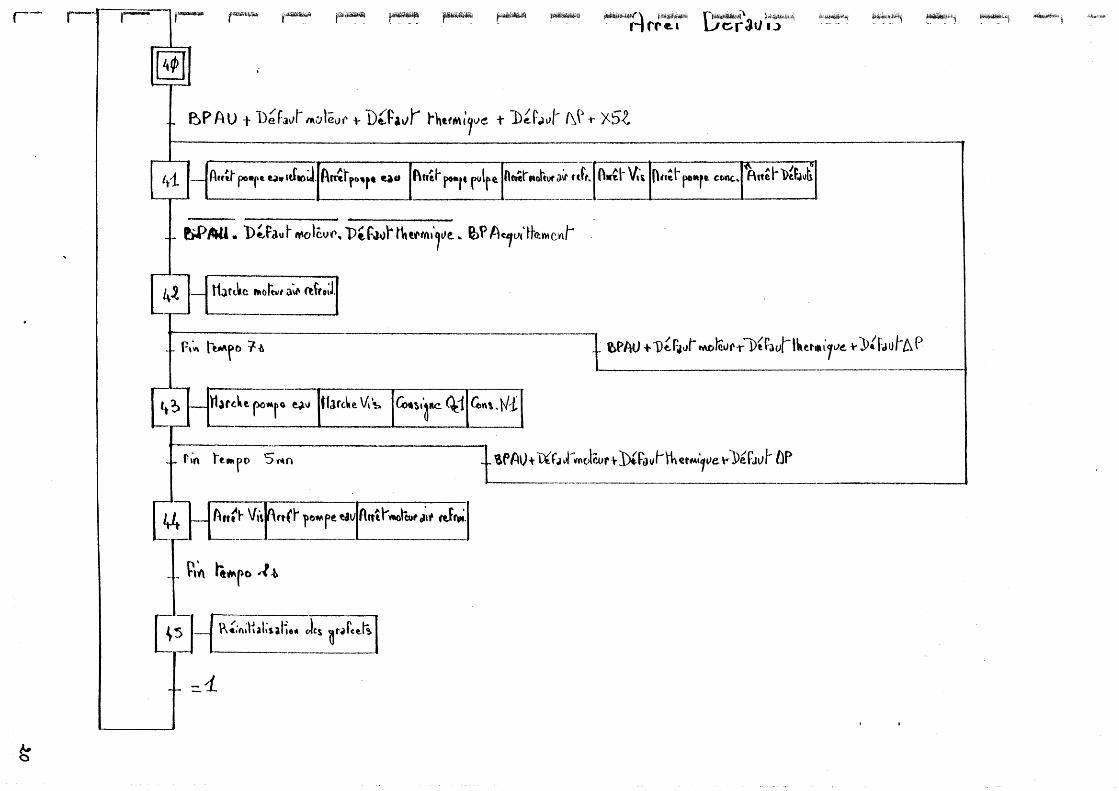
L'automate gère également l'arrêt sur défauts ou l'arrêt momentané pour effectuer des prélèvements.
L'utilisation d'un automate permet de changer facilement (par programmation uniquement) la structure du cycle de démarrage. Il permet aussi d'étudier l'importance de cet «historique» sur le procédé et sur le produit.
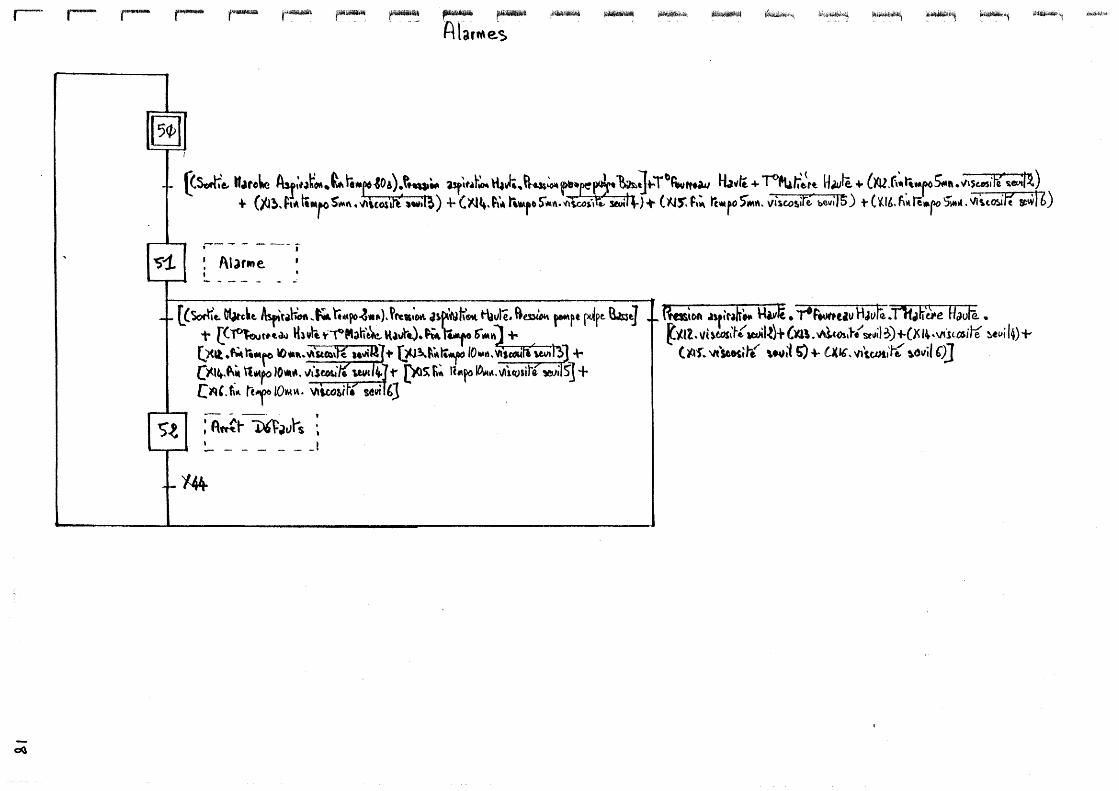
L'outil utilisé pour la description de ces cycles est le GRAFCET (GRAphe de Commande *Etape*-Transition).
Les grafcets sont fournis en Annexe.
v - INFLUENCE DES PARAMETRES
L'étude s'est préalablement limitée à l'analyse qualitative de l'influence des paramètres sur le procédé et sur le produit, et à la définition de la structure des boucles de régulation permettant 'la maîtrise du système.
Ceci implique de se fixer un ou plusieurs critères de qualité du produit, et par conséquence, un type de capteur contrôlant cette qualité.
Nous avons choisi comme critère, la viscosité du produit obtenu. Une étude plus poussée devra -être effectuée pour déterminer si ce critère est suffisant.
10
r r 1
1
t i
L L
L L
v - 1 Description des variables du process
• Variables d'entrée:
- Configuration des vis - Vitesse de rotation des vis - Le débit d'alimentation en matière première - La teneur en eau et en sel - Les températures des différentes zones du fourneau - La position de la contre-pression en sortie de l' extrudeur
• Variables de sortie:
- Les temps de séjour à l'intérieur de l'extrudeur - Les pressions internes à l' extrude ur - Les températures de la matière à l'intérieur de l'extrudeur
Tous ces paramètres agissent sur la viscosité du produit, et réciproquement.
Le paramètre «configuration des vis» restera figé pendant toute l'étude.
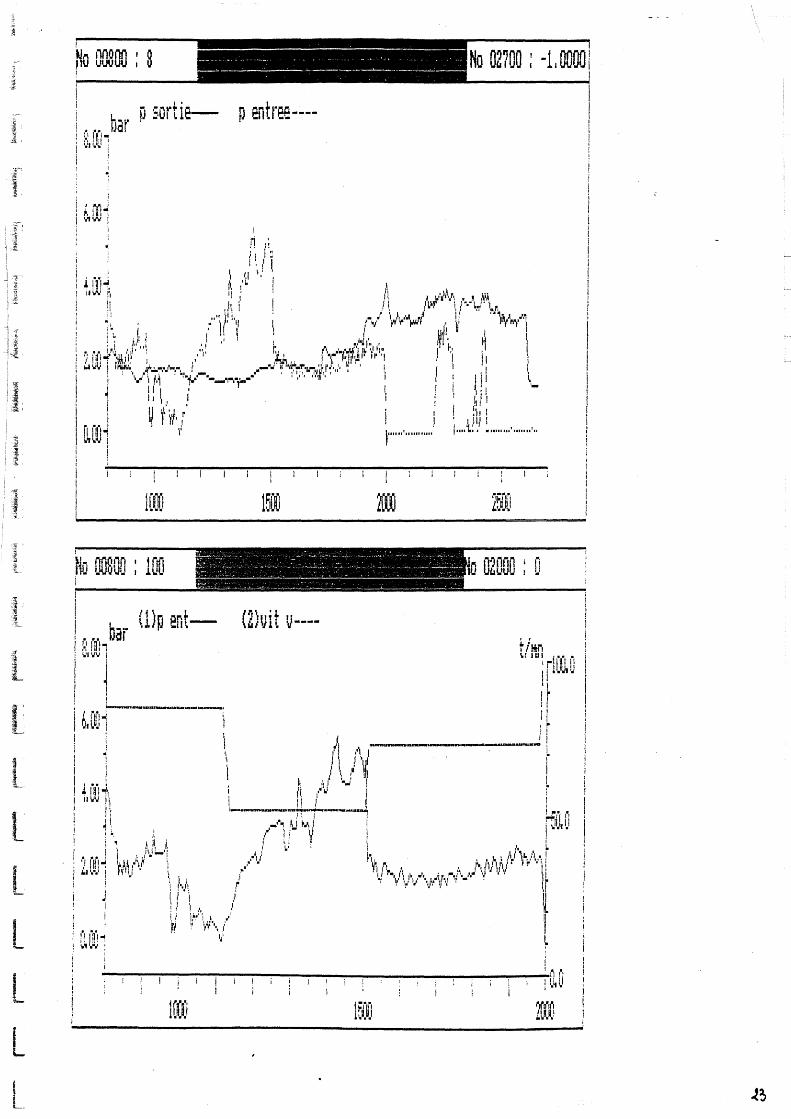
v - 2 Résultats (Voir annexe)
On constate qu'après une perturbation appliquée lors d'un état d'équilibre, le système retrouve, après un certain délai, un nouvel état d'équilibre: le système est donc stable.
INFLUENCE
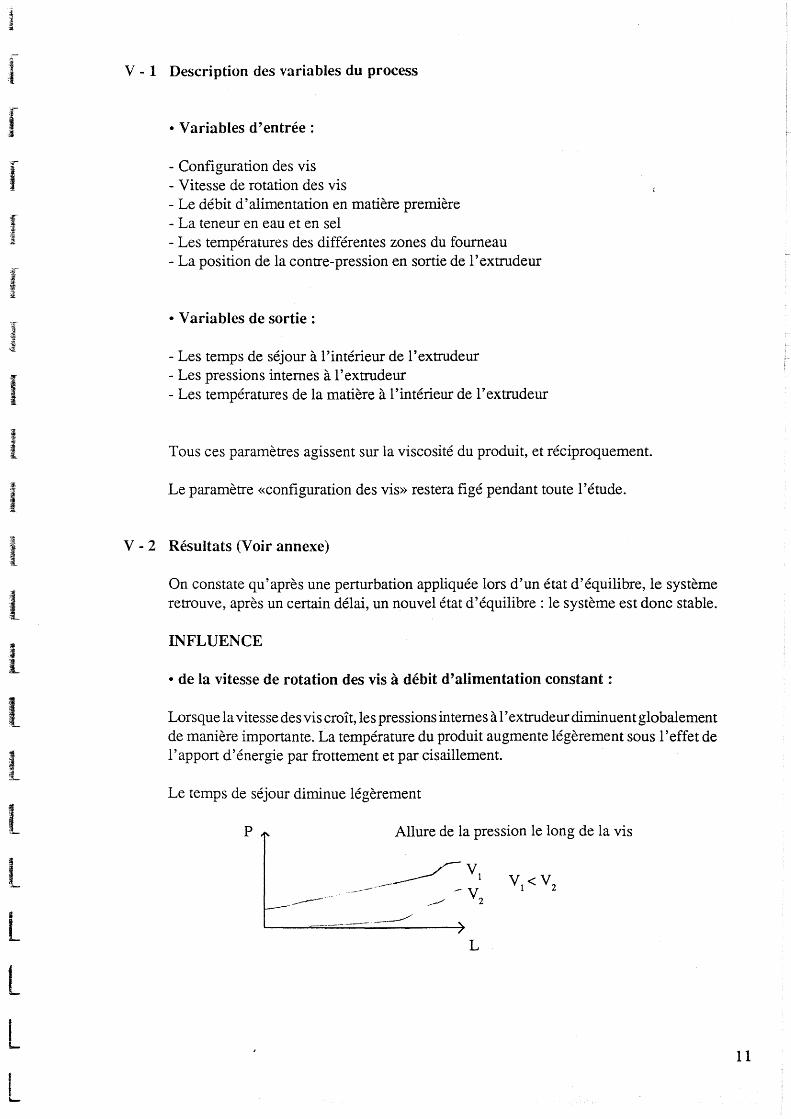
• de la vitesse de rotation des vis à débit d'alimentation constant:
Lorsque la vitesse des vis croît, les pressions internes à l' extrude ur diminuent globalement de manière importante. La température du produit augmente légèrement sous l'effet de l'apport d'énergie par frottement et par cisaillement.
Le temps de séjour diminue légèrement
p Allure de la pression le long de la vis
---------_._-~
L
Il

r r
1 1 1 1 I~
L L
L
L
l L
L L L
• du débit d'alimentation à vitesse de vis constante:
Les pressions internes croissent avec le débit. Une augmentation du débit provoque une légère chute de la température.
P
Q2 ___ ------::::= QI ~ .. ,'~.--- .
L
On constate également que le champ de pressions dépend principalement du taux de remplissage défini par le rapport débit d'alimentation Q / vitesse de rotation des vis V. En effet pour un taux de remplissage constant, mais avec des valeurs de Q et V différents, on retrouve pratiquement le même profil de pressions internes (pour une même position de contre-poussée et la même température de fourreau)
• de la teneur en sel
Viscosité
% de sel
Pour notre étude, on se place dans la zone hachurée. On ne constate donc pas de variation importante de la viscosité, ni des autres paramètres. Il convient toutefois de préciser que le goût du produit est légèrement modifié.
• De la teneur en eau
U ne augmentation de la teneur en eau entraîne une diminution de la viscosité. Celle-ci provoque une chute de pression.
P %H
20 (1)
,.. %Hz0 (2) - %H20(1) <%H20(2) <%H
20(3)
,/~%H20(3) // ./
~_// L
12
r
1 1 1 1
L
L L
l L
L L L
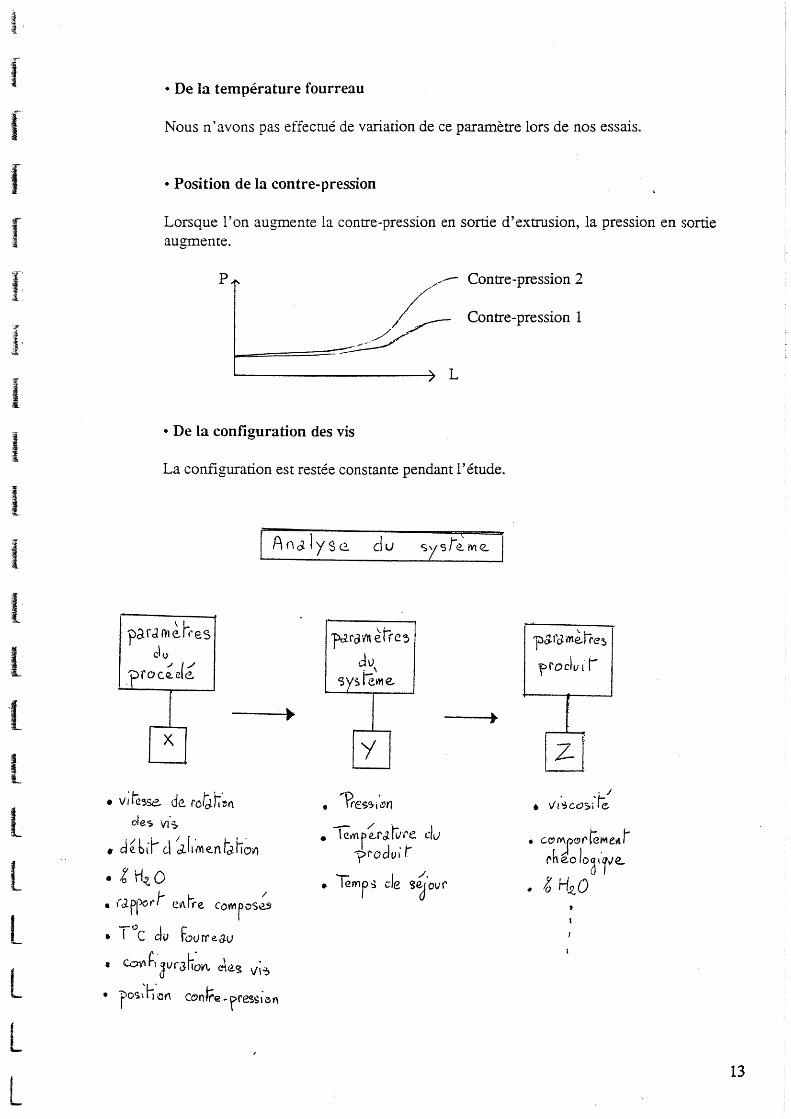
• De la température fourreau
Nous n'avons pas effectué de variation de ce paramètre lors de nos essais.
• Position de la contre-pression
Lorsque l'on augmente la contre-pression en sortie d'extrusion, la pression en sortie augmente.
Pi ~
1
/
I-======~ _. ------------------~) L
Contre-pression 2
Contre-pression 1
• De la configuration des vis
La configuration est restée constante pendant l'étude.
Pdf d O'I~h-eg cL"
.1 (/ iOCcte e
• v; të~se. de rcljn~t\ des Vl'~
• d~6i~ cl J.rlmen~h~n
• t H~O • (J-p(>ol"}- e~rre comr0'S:S
• T ~ c du fou rr e.J.tJ
• CoV\ ~l'Jvrah~t'\ (.4è~ V\~ • rOc;. i' h 'Ct1 Ce>n Ire .. ff~S i ~ n
"fdravn ~rre~ du . '\
~. ~lën1e
p31èJ. mè,lre!)
proclvir
2-
• .1
• \l'1~coSi're
• GCJ7(!)('tëMe~1 !'heo 10 d l'file..
• ~ H.zO
13
r r r
l,
1 l L L
L l l L L L L
VI - CONCLUSION
Le débit d'alimentation en pulpe est une variable délicate à maîtriser, celui-ci se décalibrant en fonction du temps. Si la vitesse de rotation des vis paraît plus facile à controler, le système présente, par contre, un comportement complexe face à toute fluctuation de ce paramètre.
(
Au stade actuel de l'étude, pour obtenir le point de fonctionnement du procédé en vue de sa régulation, il faut établir un modèle statique: ceci implique une approche méthodologique (qui pourrait être, par exemple, la méthode des plans d'expériences multifactoriel statistique).
Le point de fonctionnemnt devra tenir compte non seulement des résultats du modèle statique, mais aussi des analyses effectuées sur le produit obtenu.
Une identification multi-variable, basée sur de petites variations des paramètres autour du point de fonctionnement, devra ensuite être effectuée; le système pouvant alors être considéré comme linéaire.
Cette identification permettra de représenter son comportement dynamique, et de définir une structure de contrôle-commande.
Une commande multi-variable sera probablement nécessaire car le procédé est très sensible aux diverses perturbations.
La structure de commande devra être très souple. Elle devra tenir compte de l'usure rapide des vis, et de la qualité variable de la matière première. Elle devra également permettre la fabrication d'une large gamme de produits.
14
)
f----------------~ 1---- --------_ .. _----------_._--------------
----_ .. _----------.. , rtt-!I,~'~' ----.----.- .. --. ---.--------.--. ------------------.--------l-I--I t~~~
--------.==-------- -:-=-- -==-~:=~=-~:=---, -_---~-, ! -~------~------~====~= -=---------1 ' ' ~
._ _ ____ _' / 1 fil 1 / 1 '. 1; i / / L' -. / / 1 1 1 1 / j 1
"-----f---------
T.,'w.r{f\l ~vtt Fw((',av
.. ----------1------------------'
l ,
'-------·-=@e-rv-~-I· t-1\-~!.-iQ-I4t=Ç;=,f1=r===----------------------" -----.--_..1....-_ ....
"---------------
-- .--
~~

1 1 1 1 1
L'
L 1 L
I-l l l L L
--
•• TOfet)rt~a.u < ~ o~. e,p 't1~re.~ e. .. x~r{;. X4J/J t X).rf;. f.4Jt;
-t H" t(ol~eh~ ?t"é.p.lN
_. Xl' .'MfJ.t4fP
t ~.'/44J :, [ \'Pr~dttcri~n norM~i~J
1
1 1 1
1 1
1
~ ~o 5"'ft. ~f!5.'f-Mt
X24J. '4.4J
1
[3 1
l ~1+J<4.\ 1
@1~t~yon 1

f
i
l
t L
L, L L
~ _ ~ .. '/..44). x:w 1 .
1 P,'n r~ro S" 'Mn. V)sc::)~d-t ~~:Il'l 4. ~rp.'f# .Jo 'Rip- 'f4iP T ~ 'f.14 -r ~.'fi4/)
l~
~
A la,,"e.s
,- - - - -- i
, ----- --
-~ t (Sotti't. ~,~t. ~r~rNH\ .. t;,. \t"po~.,.), ~~,,:~ d$f'1uk- tiilltë. Q~ r-'rt pJft. ~~ .. '"' Ra;iOf\ .a'r'raJTtt. ~Ji. TiFtüttuv HJIJ~ .. 11fcJF.i.-e HaoFe. • T (cYO~~t.~ "lvlt.~~";)h~~~Jt.).~r~D_~ + ( ~~tt.vbws\l(~I.t}+lXl\.'~t0,rtStllil~) ..... O<l4.V\1(GGile' ~vil4)+ ()(&t.~r..r V)._ .. 'ÀSt~\Ye •• ",Ill .. f1J~~~tt~ IO"rl.v's~fi \WIl~) + (~'f. \It,*,r: \w;t s) .·(X16_ 'llt.ttJt,'rt ,Cl/il ()] ()(I,.."._ \t*4fO JO.". ""l~'f( ~1"'1 t' 1Y<'s; t~ IiMf<> ~i\. \fIl(Q,irl' ~jl5'1 + r.~'.t",. hTIOM~. V\w>~if: sdviTtJ - - -- ,
'S"~ : f\~r ~~Vr$ ~ 1 - - - - - -'
-__ .....t._._ ..
(l<Uit-XI5l."tt~l· .. ,~~ï~·)<.t(J t (m~vl~:Il-{dl .. r .. al_t4'J) EI\I1'~,-·", .. ~I. "1-''''. - (U,Htll4t-1II!.I'.'d· ..... I. '14~
- l· .. (/~t _ -y.~~ ____ J~ Y./~1 _~ __ i· 'l4P =_J;!1~~~~-=·-=·tl~'-~492 _1- 144>
~ i_ -1 finir-F"t ref.,;J. n~r 1""" r" eM IMI-f""f roIr 1 o,,,t d'f""t In.::~~:I,"'~i'~fl~lrt~ V'~Ifl,,:I' l''"!' .... [il.lr "", ~\~ '1
_. ___________ -...A __ _.
t--------------.-------.----------
--- .- . ._- ---------
I-:l ~:~~-1---=t1!tf1--d·'Iljfb-- ··I·-:l:~-El~~_.:t~_:t-~_..:ili~_-I -~3t~~J-~\" t~ftL. r~~:I~: f'~r ~~I,. G,.$~,:r.:.~·~I~~~~~~J~:~_~~J (·~~_~.~f~~.:~L~~f;~:~
"ù(osirt' ,," .. /~. 'l4tp ------ ---~ _._-- _.---~----_. ---------
~S _. n;~~;·~r;f:~~,1n~nL. ~.~~:~:i]~:~I~~,~r~dk~~_~~I.,,"

f ;1,
1 L
L 1 L
L
L
00850 1 8 No 01950
ln l
\J.l~ en~-1. _.. fJ 11\\ ,!,\~. t \~}a,=}Jl ----
••• ~Jdr ~~ 1 Hl, .'l'.r.' 1
i
-=:-~- --~-~~_~~~~!::....-. --=.: !_. t-~;;~!.' ~ __ f~'-~:~~~-?-:=_'
~~~:~. >- -.;::_,:-~:~_.~-:".~~~ .~. -, .... _- ., .; .~ .. _~ .. ~~:~-~. ~ . 1'\ l1f Q5ii 1 0 Il IJJ. J IJ
i i 1 ! 1
b··~· l''!. ••• a: ~.; lU!, '.''a'" i ,
1 ! i
.. , ~ 1 if' .... ~fII.-
d.n; t:ii~-
j !-----
1 &[(1, 1 r 1 :
!
1 l
~ IYI-i Il'.')/ !
!
-LOODO
.11

i "-
L L
L
00800 130 02700 1 0
: I..-t• (l)p ent-
i ••• Ud (2)debit ----
: ~~ 1 ijlo; l 'JI'J'J i
i 1 i !
, 1'1
lin
ililli .!JI •• lrOO
; . - . ~~- .. ~ ".- ~ . . ~ -. ~:. -.• _. _.- ----==:~
~~~~,~~.- --- :-_ ,"0 ~ _ "__ • ._.-~-.~ ~~: • • " -." • - 1 --- •
Ho 00000 1 450 0270ü 1 0 ! ";'... - "-..- - - -., _. - .;:.
1 (l)p ent----! ... bar (2)uit V----! !-; ifif!
l~wl . 1 ! , ! !
1 km, ! ......... 1
1 . IJ ,a,
! J'i ! 'H ! !\ ,1 1 i l ,"t j 1,1 l·.i II
1 t.I.e.l1 Il {i 1
1
Il Il ! !
Jl ~,ul.d 1: , ! 1 ~ l' Il 1
! 1 , ~ ~ 1 { :J! 1 !, '~i, , ••• 1 l, d~"':! .Ii ~ , Il'.\~1 ~!!~ l, ru
Ir ·/.IRI1, ~'Irv li 11/ l' fIl ~ , M"~" f1 ~ 1 1 ) ... ",
_W IJ:'I,Io' 1 rI~'~'~" i Il', li,: 1 J. ! \} 1I1,I'\ol.'ln .. i - 1 i 1 i J \ ~.Ij i ' ~. V' l '! 1 Il : Il " 'II ~, i!. I, i i 1
1 J l
'l,! ! il 1 1 ................ .. It\ .... 1 Iq\ I, l,'
1 . .. ! ~ r 'I~\:( i'" ....................................... ! 1; JV 1
! .. : .............. ('" !
... t i ,. 1
i!
"'.
t/rm
L ...
i
l 1
~11YI il ! •• "JI '.'
~ ! ! t i la 1 1 1 ~ 1
L:il ri i Ji.lt~j L 1
1
[ l
L"g'g',
I·JlA! ~ i 1 1 !
L"s'IÎ: ! il"! i ••• i 1
~ !
! Il Ill:"! 'J' ............ " .......... ,........ Î-o_Î l")i.o» L-.~ I w .... '! i 1
! ! ! ! .... 1 _~-:-_-:--~_-:--~ _____________ -:----:-_-:--~_..;..I ri . T, . '1
1 Jo
1 (((i 1&0 '~~lfl ,-.JI ••
l L 1 -1 L
No 00800 1 8 i
~_" p sortie---."[ tJdr :.II.! .. ~.11~!! ;
1
p entree----
1r~ .LU ~ ~0·~~·.·~ ,-~,;.- .. -:--~".~-=~-~ ... =>-~ .... ~-. : .... : ... ~ .~. -'-;-.' :~~ ~-~.
".0 bar ~o~ ! HI i "'IW!
j ! i
i:-: .... :n ~ __ -- ____ -_-____________ _
(1)p ent-
.fab-----:a ...... "' ... ~ .. i 'Hol.j OtlilJ !
•• 1 '1 (HI.I " i' 0101 ".' i
No 02700 ' -1,00001
0200û : 0
tihiit '01 lUI i 0" "
i rlll~Ü ; ~ : 1 1 ! l' , ~ J! 1 !

l ' iL..
l L L L L
L'étude du procédé d'extrusion est un apport intéressant pour ma formation, car elle nécessite une approche pluri-disciplinaire, et permet ainsi de découvrir de nouveaux domaines, tout en laissant une large place à l'automatique et aux méthodes d'analyse des systèmes.
De plus, j'ai pu saisir, au cours de ce stage, l'importance de la communication et des relations humaines dans une entreprise.
Pour toutes ces raisons, ce stage m'a paru important pour parfaire ma formation.