ecole natonale cocema superieure des …stageensam.free.fr/templates/cocama_wali_saidi.pdf · emai...
TRANSCRIPT
Rapport de stage ENSAM-COCEMA
1
ECOLE NATONALE COCEMA SUPERIEURE DES ARTS ET METIERS
MEKNES
Sujet : Etude d’un système de transmission Encadré par :
??Abdellaoui Mohammed ??Zuin Mustapha
Réalisé par :
??Filali Alami Ouali Hanaane ??Saidi Loubna
Année universitaire :2002-2003
Rapport de stage ENSAM-COCEMA
2
REMERCIEMENT Il nous est particulièrement agréable d’exprimer nos
vifs remerciements à Monsieur ELHADI TAJMOUATI le
directeur de COCEMA pour son accueil dans son
entreprise.
Nous tenons à exprimer notre profonde gratitude à
notre parrain de stage Monsieur AZIZ BENNOUNA pour
toutes les facilités qu’il nous a accordées.
Nous remercions également nos encadrants Monsieur
ABDELLAOUI MOHAMMED et Monsieur ZUIN
MUSTAPHA ainsi que tout le personnel de COCEMA pour
les conseils qu’ils nous ont donnés et pour l’intérêt
particulier q’ils ont porté à ce travail.
Finalement nous adressons nos sincères remerciements
à tout le corps professoral et administratif de l’ENSAM.
Rapport de stage ENSAM-COCEMA
3
SOMMAIRE
INTRODUCTION GENERALE………………………………..4
Première partie :
I- Présentation de la société………………………………..6
II- Présentation simplifiée de la société…………………9
II-1 Département mono cuisson……………………………10
II-2 Etape de production mono cuisson…………………...10
Deuxième partie :
I-Présentation et analyse du problème………………………15
1-Présntation du sujet
2-Présentation du système
3-Description et principe de fonctionnement
3-1-Moteur……………………………………………..16
3-2-Four………………………………………………...17
3-3-Ventilateur………………………………………....19
II-Arbre de défaillance…………………………………………21
III-Etude de transmission………………………………………22
1-Carctéristiques du moteur
2-Carctéristiques du ventilateur
3-Dimensionnement des courroies
3-1-Courroie de type VECO 200……………………23
3-2-Courroie dt type VECO 100……………………25
IV-Etude de la durée de vie des roulements…………………..27
1- Donné du problème
2- Description du système
Rapport de stage ENSAM-COCEMA
4
3- Etude statique du système……………………………28
4- Application numérique……………………………….33
Interprétation et analyse des résultats………………………38
Conclusion générale……………………………………………..39
Annexes………………………………………………………....40
Rapport de stage ENSAM-COCEMA
5
INTRODUCTION
Le travail d’un ingénieur consiste à résoudre des problèmes
pratiques, à créer des solutions compatibles avec les conditions de
la société où il est embauché.
L’ENSAM tient à former des ingénieurs de terrain c’est la
raison pour laquelle le stage effectué à la fin de la 3ème année a
pour objectif de concrétiser les connaissances techniques acquises
en résolvant un problème technique.

Rapport de stage ENSAM-COCEMA
6
Rapport de stage ENSAM-COCEMA
7
I / Présentation de COCEMA :
Historique de COCEMA : Le complexe céramique du Maroc « COCEMA » est une société anonyme créer en 1968 avec un capital de 120.000.0000 DH . COCEMA s’étale sur une superficie de 1400.00 m2 dont 20000 m2 sous forme de grand hangars non exploité et 120.000 m2 comportant les usines, la direction générale et le parking , l’objectif de COCEMA est l’exploitation d’une ressource naturelle de la terre. L’argile qui se transforme en produit finit (faïence et vaisselle). Pour atteindre son objectif COCEMA a pratiqué une politique révolutionnaire depuis sa création : elle a progressivement changé sur mode de production qui se basait sur la force humaine en introduisant de nouvelle techniques. Actuellement ses usines sont dotés de mécanismes évalués tous les systèmes sont automatisés et l’exécution du travail se fait par des programmes . Le département carreaux comporte : 3 lignes de production du mono cuisson MC 5 lignes de production du biscuit rapide BCRI(2)&BCRII(3)
Rapport de stage ENSAM-COCEMA
8
Carte d’identité COCEMA :Complexe Céramique du Maroc Adresse :Aïn kadousse BP 2179 Fès Effectif :environ 1800 ouvriers+cadres Président directeur général :Mr. El Hadi Tajmouati Année de création :1968 Démarrage d’activité :1971 Activités :production (carreaux+vaisselle) Forme juridique :Société anonyme S.A Capacité annuelle de production :4millions m2 de carreaux 2000tonnes de porcelaine Superficie :14hectares dont 12hectares couvent Département :
?? Mono cuisson ?? Bicuisson rapide ?? Vaisselle.
Rapport de stage ENSAM-COCEMA
9
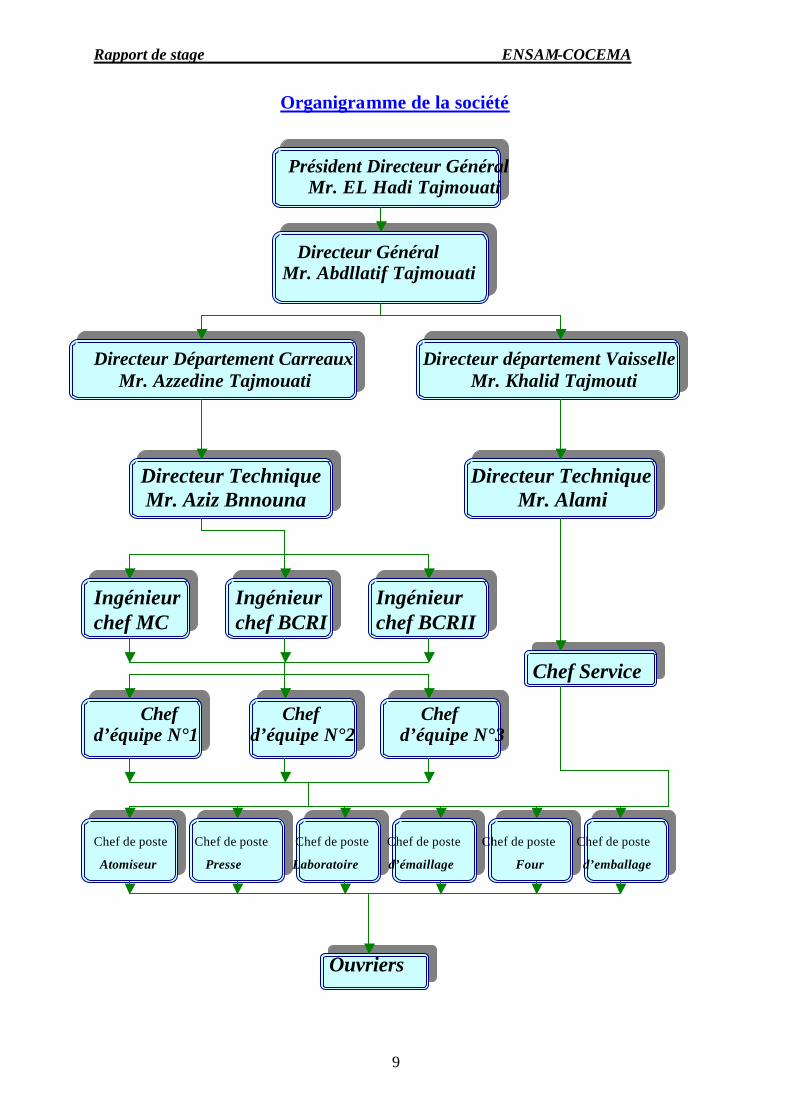
Organigramme de la société Président Directeur Général Mr. EL Hadi Tajmouati Directeur Général Mr. Abdllatif Tajmouati Directeur Département Carreaux Directeur département Vaisselle Mr. Azzedine Tajmouati Mr. Khalid Tajmouti Directeur Technique Directeur Technique Mr. Aziz Bnnouna Mr. Alami Ingénieur Ingénieur Ingénieur chef MC chef BCRI chef BCRII Chef Service
Chef Chef Chef d’équipe N°1 d’équipe N°2 d’équipe N°3
Chef de poste Chef de poste Chef de poste Chef de poste Chef de poste Chef de poste
Atomiseur Presse Laboratoire d’émaillage Four d’emballage Ouvriers
Rapport de stage ENSAM-COCEMA
10
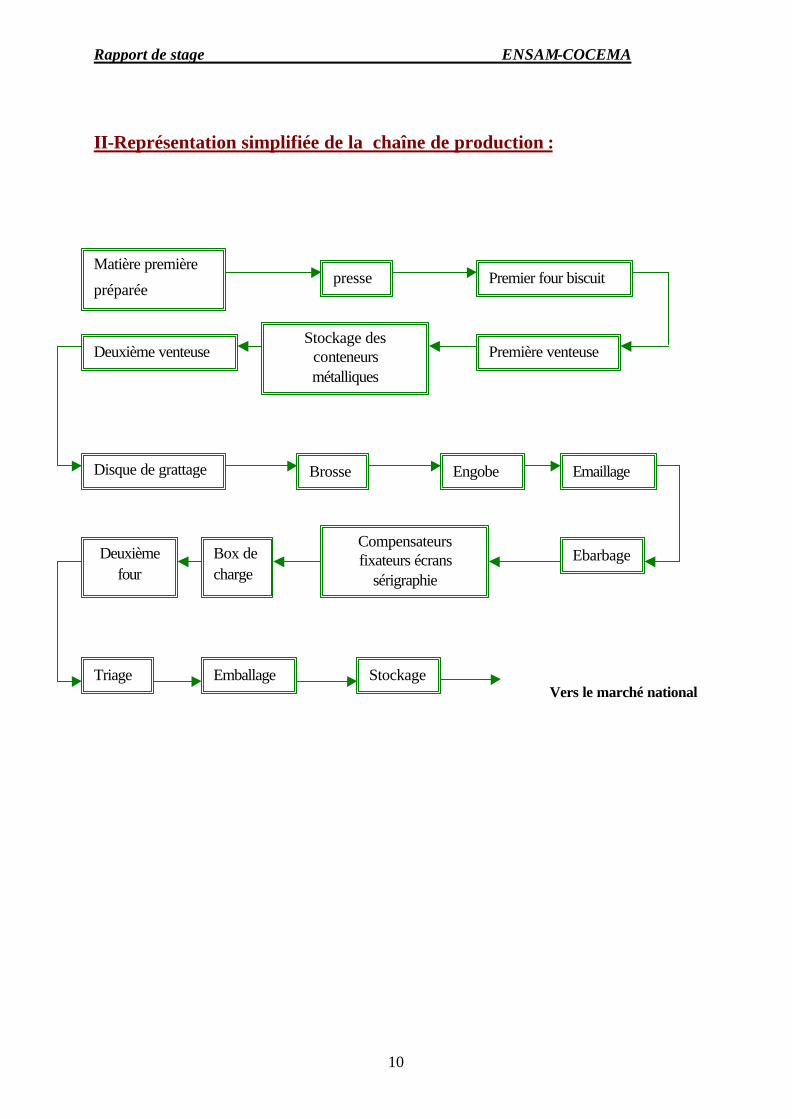
II-Représentation simplifiée de la chaîne de production :
Vers le marché national
Matière première
préparée presse Premier four biscuit
Première venteuse Stockage des
conteneurs métalliques
Deuxième venteuse
Disque de grattage Brosse Engobe Emaillage
Ebarbage Compensateurs fixateurs écrans
sérigraphie
Box de charge
Deuxième four
Triage Emballage Stockage
Rapport de stage ENSAM-COCEMA
11
II-1-Département Mono cuisson : La composition :
??Benjellik : c’est un argile qui vient de Dhar El mahraz.
??Tazota : c’est un argile qui vient de Sefrou.
??Chamotte : c’est le déchet et les casses biscuits concassées.
??Sodium Méta silicaté : composante chimique.
??Tripoli phosphate : composante chimique.
??Silice et de l’eau.
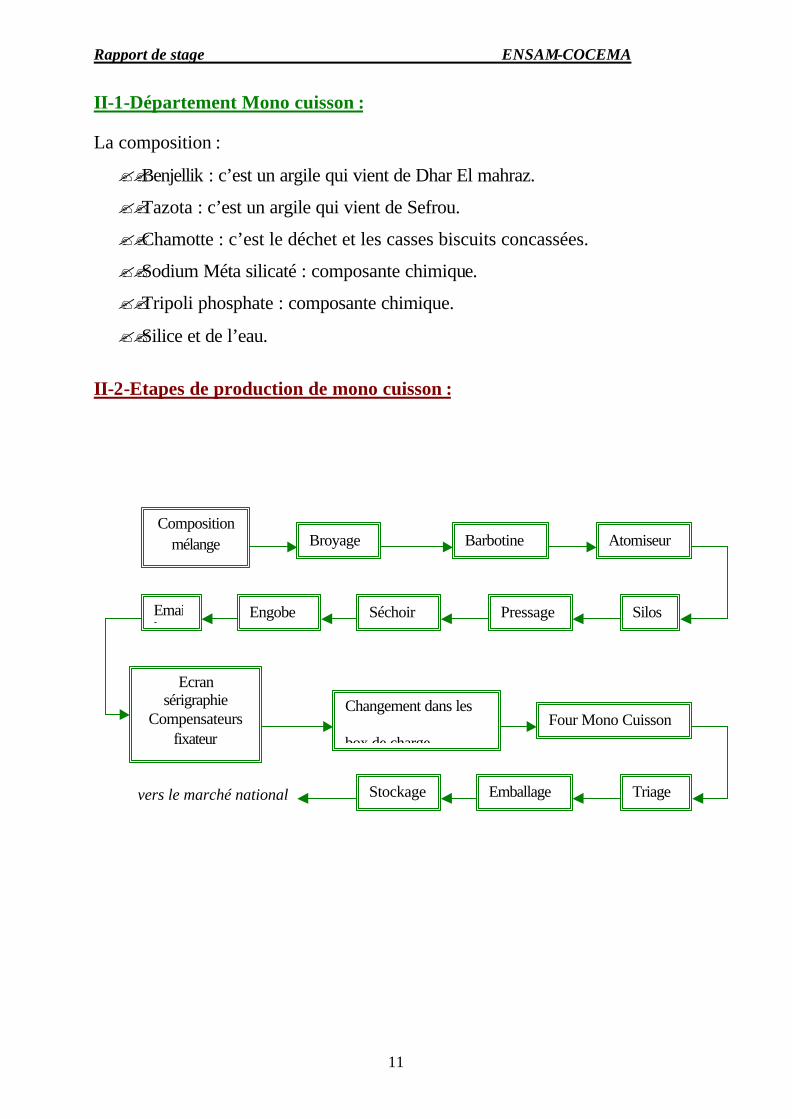
II-2-Etapes de production de mono cuisson : vers le marché national
Composition mélange Broyage Barbotine Atomiseur
Silos Pressage Séchoir Engobe Email
Ecran sérigraphie
Compensateurs fixateur
Changement dans les
box de charge Four Mono Cuisson
Triage Emballage Stockage
Rapport de stage ENSAM-COCEMA
12
1-Ventouse :
Cette machine « robot » présente un intérêt majeur pour la
production, elle participe à la décharge des conteneurs métalliques, elle
alimente la ligne par le biscuit avec une cadence bien déterminée par
l’opérateur.
2-Disque de grattage :
Fixé sur un moteur électrique, il assure l’élimination des bavures
des carreaux.
3-Brosse :
Faire nettoyer les carreaux.
4-Engobe :
L’engobe s’applique avant l’émail, son rôle est de remplir les
portes de la matière en donnant à la surface une planéité régulière, aussi il
favorise la dominance de la couleur des émaux.
5-Email :
La ligne d’émaillage sert : ??Remédier à la porosité du carreaux .
??Donner à la pièce un plus bel aspect.
??Rendre l’utilisation .
Rapport de stage ENSAM-COCEMA
13
6-Systéme de nettoyage :
Tout à fait simple par sa conception et son coût le moins cher, il
élimine toute matière collée sur les courroies qui pourra se fixer sur le verso
du biscuit.
Matière collé : Email peut causer des défaillances au niveau des
rouleaux au four ( situation grave et phase critique) .
7-Ebarbage :
Opération qui élimine l’émail et l’engobe des cotes du biscuit .
8-Fixateur :
Où il y’a un mélange (eau, colle) qui se pulvérise sur la surface
des carreaux pour fixer l’émail ( ou la dernière solution?patte sérigraphie ) .
9- Compensateur :
le rôle principale du compensateur est d’améliorer la capacité de
sortie de production, en agissant comme accumulateur de carreaux au comme
unité régularisant le flux de carreaux en fonction de sa position dans la ligne .
Rapport de stage ENSAM-COCEMA
14
10-La machine sérigraphie :
équipée d’un système Moto-réducteur qui commandé par une carte
électronique qui reçoit l’information de l’arrivé d’un carreau par une cellule
photo-électrique qui provoque les marches du moteur dont le mouvement
circulaire est transformé par un système bielle-manivelle en un mouvement de
translation alternative de la tige qui étale la patte sérigraphie sur la toile de
l’écran .
11- Box de charge :
un bâtis métallique constitué de 50 étage et chaque étage est
constitué de beaucoup de rouleaux, ces derniers s’actionnent par deux bras liés à
la barbier qui reçoit les carreaux provenant de la ligne pour les stocker dans le
box de charge.
Rapport de stage ENSAM-COCEMA
15
Deuxième partie : partie sujet
Etude d’un système de transmission
Rapport de stage ENSAM-COCEMA
16
I. Présentation et analyse du problème
1. Présentation du sujet
Le sujet que nous a été proposé est l‘étude des causes de
défaillances d’un moteur asynchrone(de type 18M/4) permettant l’entraînement
de l’arbre d’un ventilateur centrifuge utilisé pour l’évacuation de l’air
combustionné dans le four de chauffage ,ainsi que proposer des solutions
convenables pour résoudre ce problème.
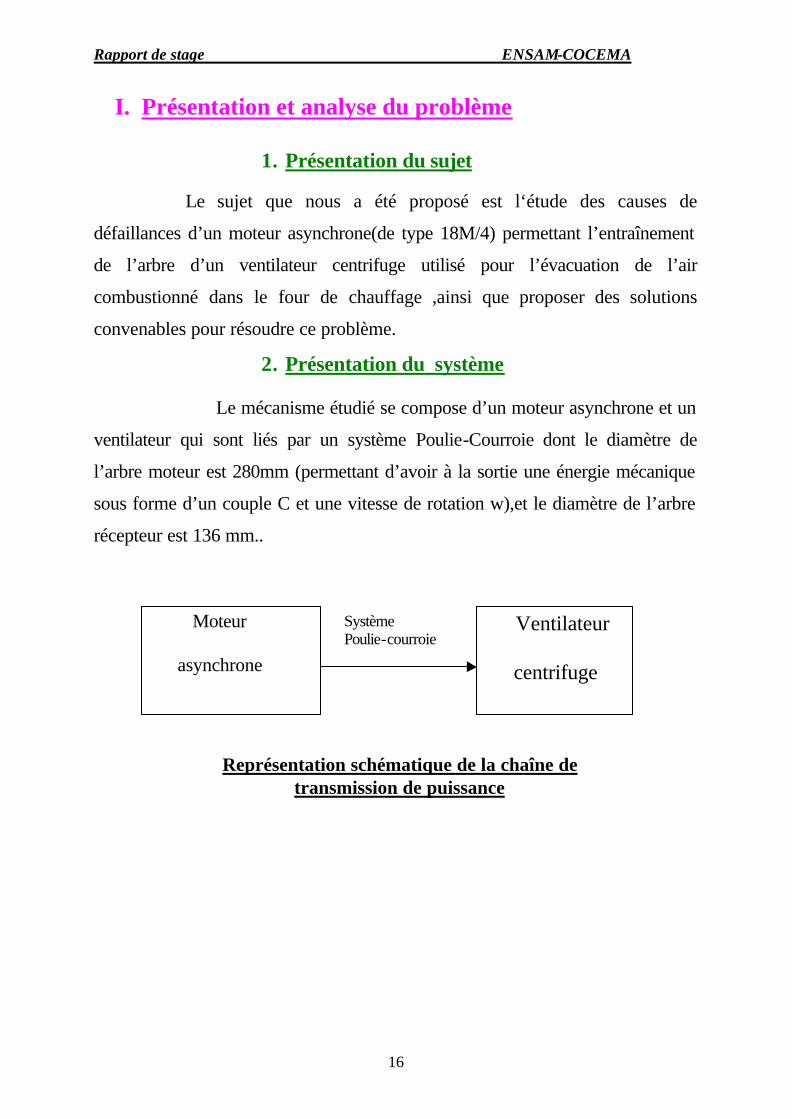
2. Présentation du système
Le mécanisme étudié se compose d’un moteur asynchrone et un
ventilateur qui sont liés par un système Poulie-Courroie dont le diamètre de
l’arbre moteur est 280mm (permettant d’avoir à la sortie une énergie mécanique
sous forme d’un couple C et une vitesse de rotation w),et le diamètre de l’arbre
récepteur est 136 mm..
Moteur asynchrone
Ventilateur
centrifuge
Système Poulie-courroie
Représentation schématique de la chaîne de transmission de puissance
Rapport de stage ENSAM-COCEMA
17
3. Description et principe de fonctionnement
3-1-Moteur : Les moteurs asynchrones ou « moteur d’induit » sont pratiquement
tous des moteurs triphasés, ils sont basés sur l’entraînement d’une masse
métallique par l’action d’un champ tournant.
Ils comportent deux armatures coaxiales à champ tournant, l’une est
fixe (c’est le stator), l’autre est mobile (c’est le stator).
-Stator : il est identique à celui d’un alternateur triphasé,
-Rotor : il est à cage, cylindrique formé par l’empilage sur l’arbre de disques
de tôles. Dans les encoches tournées vers l’entrefer est logé un bobinage
polyphasé mis en court-circuit.
N.B : -Bobinage du stator et du rotor doit avoir le même nombre de pôles 2p,
mais leurs nombres de phases peuvent être différents.
-la panne du moteur est observée toujours dans son bobinage :la
différence entre les tensions de phases est la conséquence de la dégradation
du moteur.
Rapport de stage ENSAM-COCEMA
18
3-2-Four : 3-2-1 Composition du four
??Définition du four :
C’est l’étape la plus importante pour la céramique car elle demande une très
grande précaution au niveau du réglage thermique, du réglage de la pression du
gaz et du temps de cuisson qui détermine la qualité des carreaux.
Ce genre de four est composé de :
?? Zone de préfour .
?? Zone de préchauffage.
?? Zone de cuisson.
?? Zone de refroidissement..
Le séchoir :
Après que l’argile soit pressé les carreaux continuent leurs chemins vers le
séchoir par l’intermédiaire de deux courroies sur lesquelles se déplacent
les carreaux durant tout le cycle de production .
Le pressage des carreaux par le séchoir a pour but l’élimination du moins
de 1% d’eau non combinée contenue dans la matière.
Le matériel cru à sécher se déplace le long du séchoir en contactant l’air
chaud cédé par la tôle des deux chambres du séchoir du haut et du bas, l’air
chaud qui est pris de la première zone du four à l’aide d’un moteur de recyclage
circule le long du séchoir à l’aide d’un autre moteur dit cheminée de fumée qu’a
pour deuxième rôle la dépression du four.
Préfour:
Cette section est réalisée en plaque réfractaires conçues pour les bases
températures d’exercices 200 à 400°C .
Rapport de stage ENSAM-COCEMA
19
Il n’a pas de brûleur et est chauffé par les fumées produite par la
combustion rappelée en conte courant par les sections de préchauffage– cuisson
grâce à l’aide du ventilateur de la cheminée d’évacuation .
Les phases d’aspiration sont réglables et sont situées sur et sous le plan de
rouleaux au début et à la fin du préfour.
Le préfour permet en outre l’échange thermique rationnel entre le matériel
à cuir et les fumées relatives avant que celles-ci soient évacuées par les
ventilateurs et une augmentation sensible du rendement thermique au bénéfice
des consommations énergétiques.
??Zone de préchauffage :
Cette zone est considérée comme une phase préparatoire de la cuisson et
c’est l’étape où le matériel doit éliminer l’eau chimique pour permettre
l’élimination de tous les gaz volatiles contenus dans le produit à cuir, c’est le
phénomène de Dégastification . ces gaz seront évacués à l’extérieur par le
moteur cheminée fumée
Dans cette section se fait l’élimination complète de l’eau de
constitution, la transformation du quartz, la combustion des substances
organiques et la décomposition des carbonates.
??Zone de cuisson :
La cuisson à pour but de provoquer par la chaleur certaines
réactions pour les transformations chimique et physiques des matières
premières de l’argile .
Cette zone est équipée de plusieurs brûleurs dont l’emplacement
est bien étudié, ces brûleurs sont repartis en 6 blocs de gaz indépendants, chaque
bloc de longueur 2,20m est équipé par un servomoteur qui augmente ou diminue
le débit gaz selon la température désirée.
Les sections de cuisson sont construites avec des matériaux
réfractaires et des fibres céramiques .
Rapport de stage ENSAM-COCEMA
20
??Zone de refroidissement :
Le refroidissement se divise en 3parties :
?? Refroidissement rapide :
C’est la phase de cristallisation du produit , le matériel y passe de la
pointe maximale de cuisson jusqu’à 600°C .Cette section du four est réalisée à
l’aide du soufflage d’air à température ambiante directement sur et sous le
matériel de production transversalement au sens de marche du matériel par
l’intermédiaire de tuyaux percés en acier traversant la section du four.
?? Refroidissement lent :
le refroidissement lent se fait par aspiration d’air chaud vers
l’extérieur.
En générale la température dans cette zone diminue
progressivement.
?? Refroidissement final :
C’est la dernière section du four, au dessous de la température de
500 à 450°C est réalisée avec une isolation légère en fibre céramique conçue
pour cette température, cette section est destinée au refroidissement du matériels
de production pour que celui-ci soit amené à la sortie du four à une température
suffisamment basse permettant sa manipulation.
3-3 Ventilateurs :
Les ventilateurs centrifuge se distinguent en ventilateurs de :
??Basse pression, jusqu’à 200mm.
??Moyenne pression, jusqu’à 200 à 800mm.
??Haute pression, jusqu’à 800 à 1500 mm.
Rapport de stage ENSAM-COCEMA
21
3-3-1.Fonctionnement :
la dépression crée au centre de la rotation de l’hélice provoque un
flux d’air qui entre dans le ventilateur en direction axiale et qui sort en direction
radiale, un diffuseur de type à colimaçon sert de collecteur du flux d’air qui sert
l’hélice et en outre augmente la pression statique du ventilateur.
Les pales des hélices sont du type à pales courbe renversées, à
pales avec un profil alaire, à pales plates renversées à pales avec entrée et sortie
radiale, hélice avec entrée courbe et sortie radiale, hélice avec pales courbes en
avant, avec hélice ouverte.
Les hélices avec pales en avant sont les plus utilisées car la
fonction fondamentale du ventilateur est de générer de grands débits d’air .
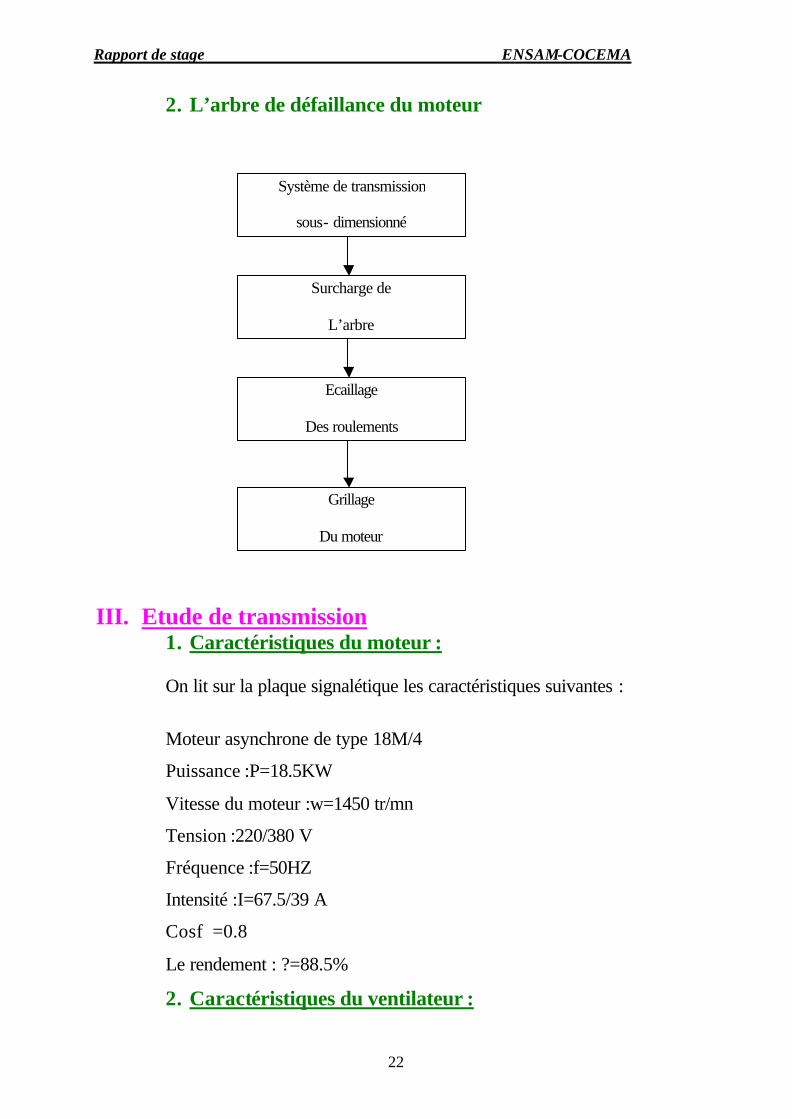
4. Analyse du problème :
Le moteur électrique tombe en panne au bout d’une année au
maximum alors la défaillance n’est pas due aux problèmes de consommation de
puissance c’est à dire de la charge ventilée, donc l’usure pourrait provenir du
problème de surcharge ou bien du problème de dimensionnement de poulie-
courroie ce qui entraîne l’écaillage des roulements.
II. Arbre de défaillance :
1. définition :
L’arbre de défaillance est une combinaison des différents
évènements constituant l’évènement indésirable.
Chaque évènement est représenté par un rectangle où est inscrit une labelle, les
combinaisons des évènements sont construites à l’aide des portes logiques.
Rapport de stage ENSAM-COCEMA
22
2. L’arbre de défaillance du moteur
III. Etude de transmission 1. Caractéristiques du moteur :
On lit sur la plaque signalétique les caractéristiques suivantes :
Moteur asynchrone de type 18M/4
Puissance :P=18.5KW
Vitesse du moteur :w=1450 tr/mn
Tension :220/380 V
Fréquence :f=50HZ
Intensité :I=67.5/39 A
Cosf =0.8
Le rendement : ?=88.5%
2. Caractéristiques du ventilateur :
Système de transmission
sous- dimensionné
Surcharge de
L’arbre
Ecaillage
Des roulements
Grillage
Du moteur
Rapport de stage ENSAM-COCEMA
23
Ventilateur de type M55 B/45/12
Vitesse maximal :1700 tr/mn
Intervalle de lubrification :15g/8heures
Graisse degrée NLGT-2
3. Dimensionnement des courroies
Données du problème :
-Moteur électrique asynchrone : 18.5KW-1450tr/min
-Ventilateur centrifuge :1720.34tr/min
-Diamètre de la poulie moteur :280mm
-Diamètre de la poulie charge :236mm
-Horaire de service :24h/24
-Entraxe :1200mm
3-1-courroies de type VECO200
3-1-1-Estimation de la puissance corrigée :
On a un moteur électrique qui entraîne un ventilateur ,Cd/Cn<2,donc d’après le
tableau1 (voir annexe 2) on trouve le coefficient de correction de puissance
S =1.3,d’où la puissance corrigée Pc =P S=18.5x1.3
3-1-2-Choix de la section des courroies
On a: -La puissance corrigée Pc=24.05KW
- La fréquence de rotation de la petite poulie est wp=1720.34
-Les diamètres des courroies entre 250 et 400
Donc d’après l’abaque1(voir annexe 2) on trouve la section conseillée est SPB
P = 2 4.05KW
Rapport de stage ENSAM-COCEMA
24
3-1-3-Calcul de rapport de transmission
On a :
- La vitesse de l’arbre rapide est 1720.34tr/min.
- La vitesse de l’arbre lent est 1450tr/min.
- le rapport de transmission r = vitesse de l’arbre rapide/vitesse de l’arbre lente
=1450
34.1720
Donc
3-1-4-puissance transmise par courroie
On a :
- La fréquence de rotation de la plus petite poulie est 1720.34tr/min
- Une courroie VECO200 section SPB.
- Le rapport de transmission est 1.186.
- L’entraxe est 1200mm
Donc d’après le tableau 2(Voir annexe 2) on a
-La puissance brute transmise par courroie est Pb=9.75KW.
-Le facteur de correction de la puissance transmise est 0.95.
D’où la puissance réelle transmise par courroie est
P=Pbx.0.95 =9.75x0.95
3-1-5- Nombre de courroies :
On a le nombre de courroies (Puissance corrigée/Valeur réelle de
puissance par courroie
=26.905.24
=2.59
Soit 3 courroies
r=1.186
P=9.26KW
Rapport de stage ENSAM-COCEMA
25
3-1-6-Détermination de la longueur des courroies :
D’après le tableau 2 on choisit l’entraxe e=1209 cette valeur donne une longueur de 3000mm
Soit L0=2.e +3.14(D+d)/2 +(D-d)2/4.e
=2x1200+3.14(280+236)/2 +(280-236)2/4x1200
=3210.52 donc la longueur standarisée la plus proche de L0 est :
3-1-7-Détermination de l’entraxe
On a 3150<L0 alors la nouvelle valeur de l’entraxe est e1 tel que
e1?e-(L0-L)/2 avec L?3150mm
?1200-(3210.52-3150)/2
?1169mm
RESULTATS :
3-2-Courroies de type VECO100
3-2-1-Estimation de la puissance corrigée:
Par la même méthode que les courroies VECO200 on trouve la valeur de la
puissance corrigée Pc=24.05KW
Pour une transmission correcte de la puissance on aura besoin de 3 courroies
dont les caractéristiques sont :
-Type VECO200
-Section SPB
-Longueur L=3150mm
-Entraxe e=1169.75mm
L=3150
Rapport de stage ENSAM-COCEMA
26
3-2-2-Choix de la section de la courroie :
On a :
-La puissance corrigée Pc=24.05KW
-La fréquence de rotation de la plus petite poulie est 1450tr/min
Donc d’après l’abaque 1(Voir annexe 3) on trouve la section convenable de la
courroie est C
3-2-3-Puissance transmissible par courroie :
On a :
-Le diamètre de la poulie la plus petite est 236mm
-La fréquence de rotation du moteur est 1450tr/min
Donc d’après le tableau 1(Voir annexe 3 ) on trouve la valeur de la puissance
transmissible par courroie P=14.9ch=14.9x0.735KW
3-2-4-Détermination de la longueur des courroies :
L0=2.e +3.14(D+d)/2 +(D-d)2/4.e
avec D=280mm ,d=236mm ,e=1200mm
3-2-5-Détermination de la puissance réelle transmissible par courroie:
On a :
-La puissance brute par courroie est P=10.95KW
-Le coefficient de correction de longueur est 0.9 d’après le tableau 2 (Voir annexe 3 )
et on a (D-d)/2=(280-236)/2=0.03 d’où d’après le tableau 3(Voir annexe 3) on a
le facteur de correction d’arc est égal à 1
P=10.95KW
L0=3210mm
Rapport de stage ENSAM-COCEMA
27
donc la puissance réelle transmise par courroie est Pr=10.96x1x0.9
3-2-6-Nombre de courroies :
Nombre de courroies=86.905.24 =2.43
Soit
RESULTATS :
Pr=9.86KW
3courroies
Pour une transmission correcte de la puissance on aura besoin de 3 courroies
dont les caractéristiques sont :
-Type VECO100
-Section SPC
-Longueur L=3210mm
-Entraxe e=1200mm
Rapport de stage ENSAM-COCEMA
28
IV.Etude de la durée de vie des roulements
1. données du problème : -Diamètre de l’arbre moteur : 280mm
-Diamètre de l’arbre récepteur :236mm
-Diamètre intérieur des roulements : 25mm
-Diamètre extérieur des roulements :52mm
-Distance entre roulement 1 et la poulie :a=100mm
- Distance entre roulement 2 et la poulie :b=363.5mm
- Puissance maximale du moteur :18,5 kw
-Vitesse du moteur :1450tr/min
-l’entraxe :1200 mm
2. description du système
On considère le système suivant :{l’arbre du moteur +poulie}
l’arbre moteur tourne avec une vitesse angulaire w permettant d’avoir
à la sortie un couple C (ce qui a pour conséquence d’effectuer un
serrage avec les bagues intérieures de roulements pour éviter à celles-
ci de tourner sur sa portée), transmet une puissance à un ventilateur
par l’intermédiaire d’un système poulie-courroie .
Rapport de stage ENSAM-COCEMA
29
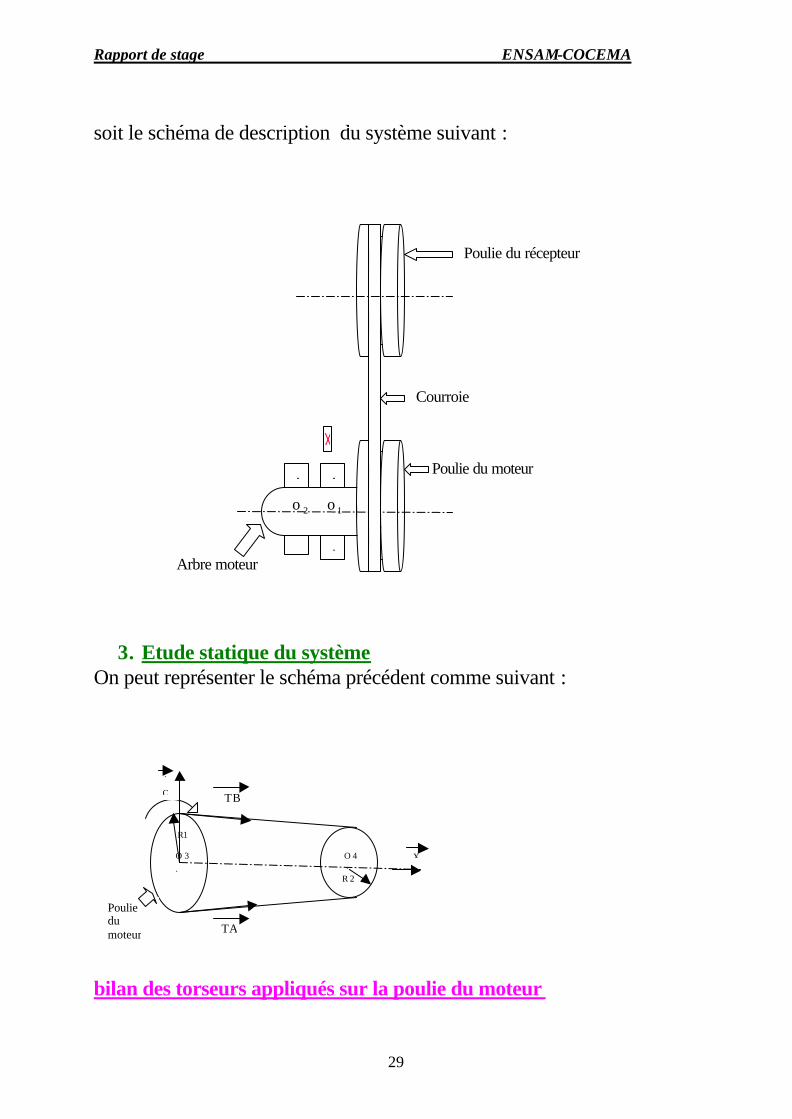
soit le schéma de description du système suivant :
3. Etude statique du système On peut représenter le schéma précédent comme suivant :
bilan des torseurs appliqués sur la poulie du moteur
o 2 o 1
O3
+
+
+
+
Courroie
Arbre moteur
Poulie du moteur
Poulie du récepteur
R1 O 3 .
O 4 . R 2
Poulie du moteur
C
X
Y
TA
TB
Rapport de stage ENSAM-COCEMA
30
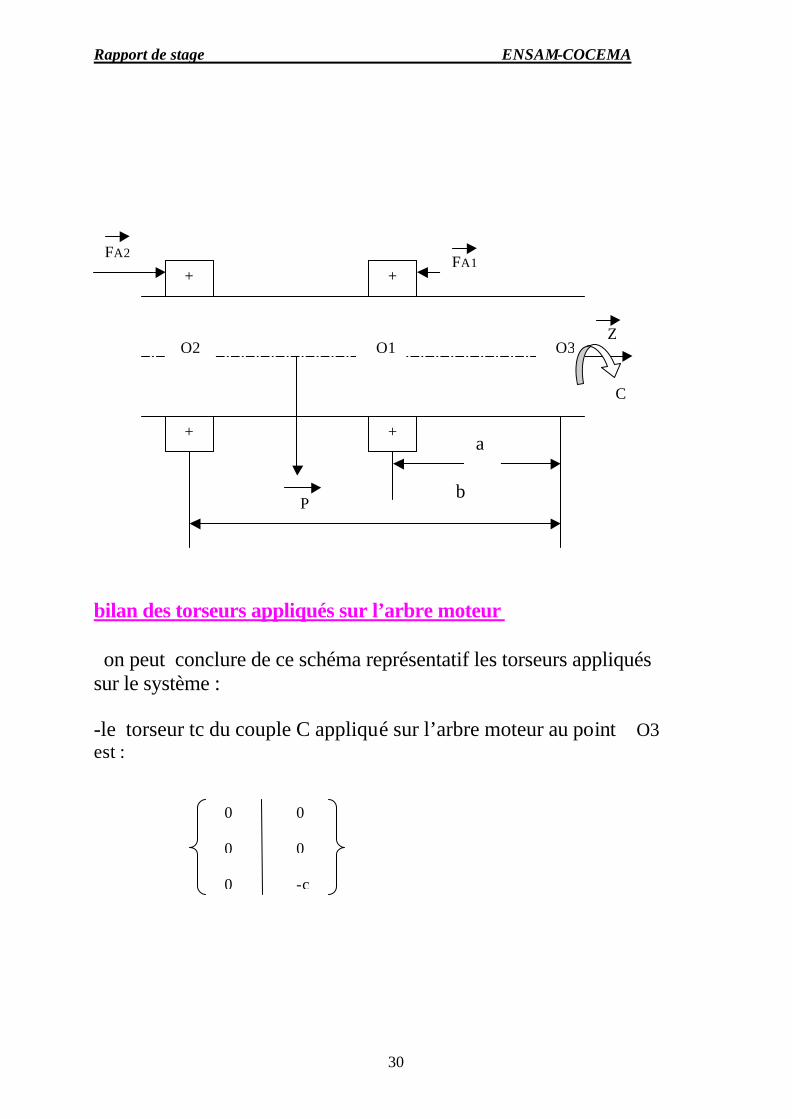
bilan des torseurs appliqués sur l’arbre moteur on peut conclure de ce schéma représentatif les torseurs appliqués sur le système : -le torseur tc du couple C appliqué sur l’arbre moteur au point O3 est :
O2
+
+
O1
+
+
Z O3
P
FA1 FA2
C
a
b
0
0
0
0
0
-c

Rapport de stage ENSAM-COCEMA
31
-le torseur tp de pesanteur au point O est:
-le torseur du roulement 1 appliqué sur l’arbre au point O1 :
{t R1/système} =
-le torseur du roulement 2 appliqué sur l’arbre au point O2 :
{t R2/système} =
X2
Y2
Fa2
0
0
0
X1
Y1
-Fa1
0
0
0
0
0
-P
0
0
0

Rapport de stage ENSAM-COCEMA
32
-le torseur de la tension TA appliqué sur la poulie du moteur au point O3 :
TA est la tension équivalente des courroies.
{t TA/système} = avec sinß =(R1-R2)/e et e :l’entraxe -le torseur de la tension TB appliqué sur la poulie du moteur au point O3 :
TB est la tension équivalente des courroies.
{t TB/système} = on ramène les torseurs au point O3 en utilisant la relation suivante : M(O3)=M(r)+rO3? R donc on aura les torseurs suivantes :
{t R1/système} =
X1
Y1
-Fa1
-aY1
aX1
0
TB cosß
-TB sin ß
0
0
0
-TB R1
TA cosß
TA sin ß
0
0
0
TA R1
Rapport de stage ENSAM-COCEMA
33
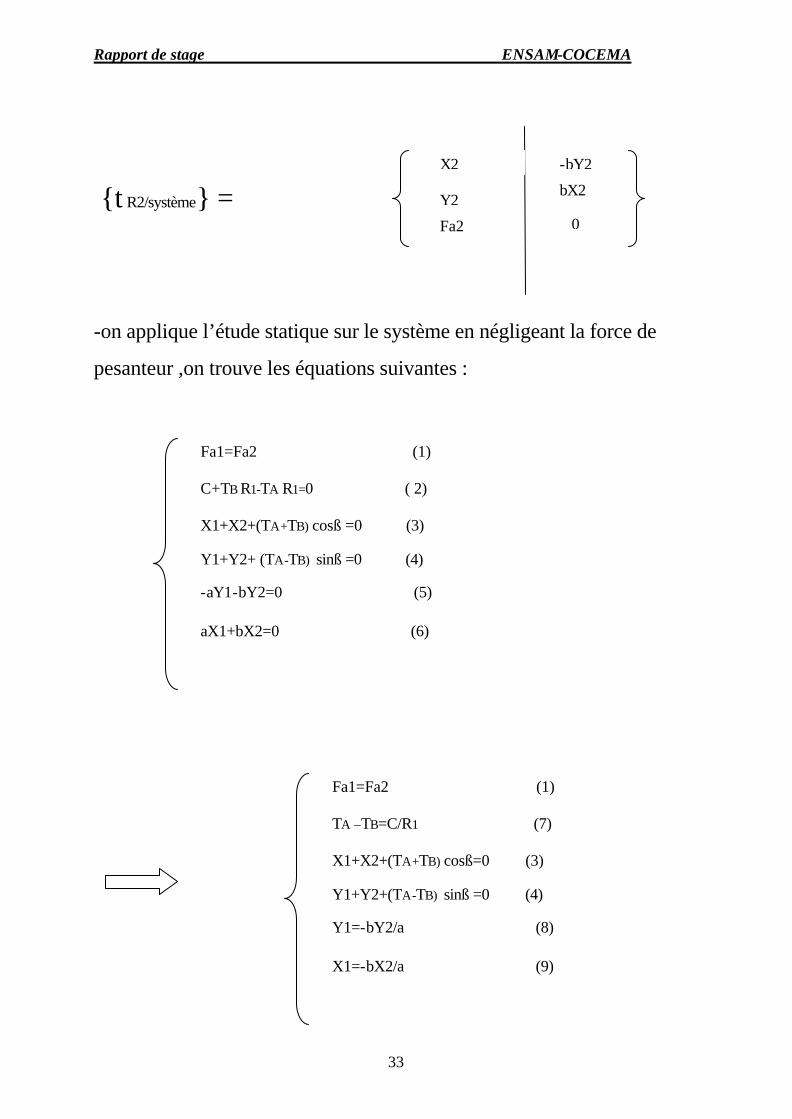
{t R2/système} = -on applique l’étude statique sur le système en négligeant la force de
pesanteur ,on trouve les équations suivantes :
Fa1=Fa2 (1) TA –TB=C/R1 (7) X1+X2+(TA+TB) cosß=0 (3) Y1+Y2+(TA-TB) sinß =0 (4) Y1=-bY2/a (8) X1=-bX2/a (9)
X2
Y2
Fa2
-bY2
bX2
0
Fa1=Fa2 (1) C+TB R1-TA R1=0 ( 2) X1+X2+(TA+TB) cosß =0 (3) Y1+Y2+ (TA-TB) sinß =0 (4) -aY1-bY2=0 (5) aX1+bX2=0 (6)
Rapport de stage ENSAM-COCEMA
34
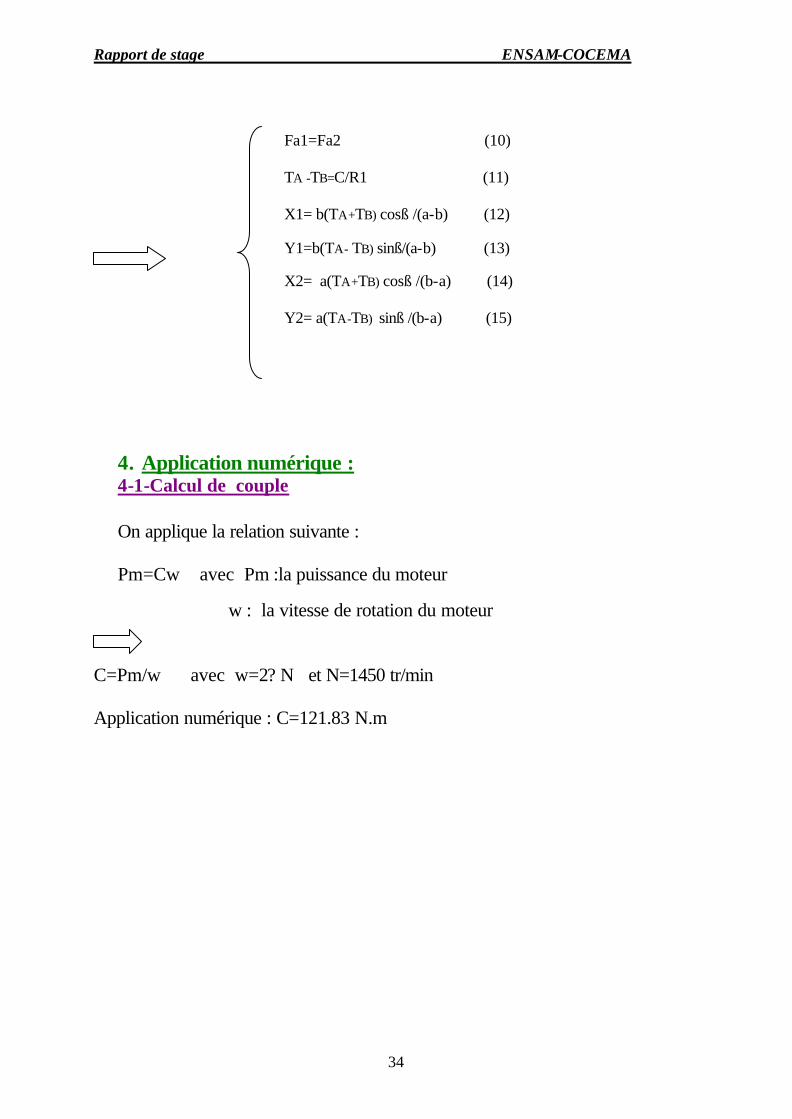
4. Application numérique : 4-1-Calcul de couple On applique la relation suivante : Pm=Cw avec Pm :la puissance du moteur
w : la vitesse de rotation du moteur C=Pm/w avec w=2? N et N=1450 tr/min Application numérique : C=121.83 N.m
Fa1=Fa2 (10) TA -TB=C/R1 (11) X1= b(TA+TB) cosß /(a-b) (12) Y1=b(TA- TB) sinß/(a-b) (13) X2= a(TA+TB) cosß /(b-a) (14) Y2= a(TA-TB) sinß /(b-a) (15)
Rapport de stage ENSAM-COCEMA
35
4-2- dans le cas de deux courroies
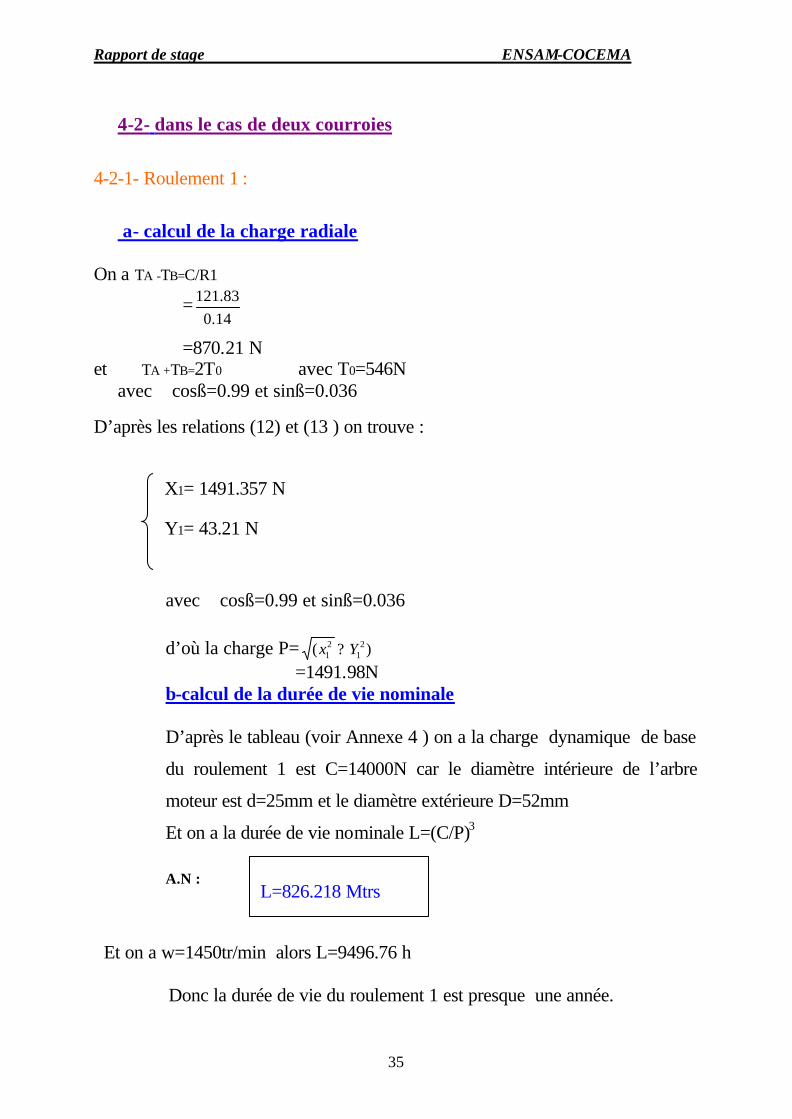
4-2-1- Roulement 1 :
a- calcul de la charge radiale
On a TA -TB=C/R1
=14.0
83.121
=870.21 N et TA +TB=2T0 avec T0=546N
avec cosß=0.99 et sinß=0.036 D’après les relations (12) et (13 ) on trouve :
avec cosß=0.99 et sinß=0.036 d’où la charge P= )( 2
121 Yx ?
=1491.98N b-calcul de la durée de vie nominale D’après le tableau (voir Annexe 4 ) on a la charge dynamique de base
du roulement 1 est C=14000N car le diamètre intérieure de l’arbre
moteur est d=25mm et le diamètre extérieure D=52mm
Et on a la durée de vie nominale L=(C/P)3
A.N : Et on a w=1450tr/min alors L=9496.76 h Donc la durée de vie du roulement 1 est presque une année.
X1= 1491.357 N Y1= 43.21 N
L=826.218 Mtrs
Rapport de stage ENSAM-COCEMA
36
4-2-2-Roulement 2 :
a- calcul de la charge radiale
On a TA -TB=C/R1
=14.0
83.121
=870.21 N et TA +TB=2T0 avec T0=546N
avec cosß=0.99 et sinß=0.036 D’après les relations (12) et (13 ) on trouve :
avec cosß=0.99 et sinß=0.036 d’où la charge P= )( 2
222 Yx ?
=410.27N b-calcul de la durée de vie nominale D’après le tableau (voir Annexe 4) on a la charge dynamique de base
du roulement 1 est C=14000N
Et on a la durée de vie nominale L=(C/P)3
A.N Et on a w=1450tr/min alors L=456720 h Donc la durée de vie du roulement 2 est 15 ans.
X2= 410.27N Y2=1.189N
L=39734.64Mtrs
Rapport de stage ENSAM-COCEMA
37
4-3-Dans le cas de trois courroies 4-3-1- Roulement 1 :
a- calcul de la charge radiale
On a TA -TB=C/R1
=14.0
83.121
=870.21 N et TA +TB=2T0 avec T0=364N
avec cosß=0.99 et sinß=0.036 D’après les relations (12) et (13 ) on trouve :
avec cosß=0.99 et sinß=0.036 d’où la charge P= )( 2
121 Yx ?
=1005.205N b-calcul de la durée de vie nominale D’après le tableau (voir Annexe 4 ) on a la charge dynamique de base
du roulement 1 est C=14000N
Et on a la durée de vie nominale L=(C/P)3
A.N Et on a w=1450tr/min alors L=31052 h Donc la durée de vie du roulement 1 est presque 4 ans.
X1= 1004.28N Y1= 43.21 N
L=2701.59 Mtrs

Rapport de stage ENSAM-COCEMA
38
4-3-2-Roulement 2 :
a- calcul de la charge radiale
On a TA -TB=C/R1
=14.0
83.121
=870.21 N et TA +TB=2T0 avec T0=546N
avec cosß=0.99 et sinß=0.036
D’après les relations (12) et (13 ) on trouve :
avec cosß=0.99 et sinß=0.036 d’où la charge P= )( 2
222 Yx ?
=273.52 N b-calcul de la durée de vie nominale D’après le tableau (voir Annexe 4) on a la charge dynamique de base
du roulement 1 est C=14000N
Et on a la durée de vie nominale L=(C/P)3
A.N
Donc la durée de vie du roulement 2 est trop longue.
X2= 273.518N Y2=1.189N
L=210897851 Mtrs
Rapport de stage ENSAM-COCEMA
39
Remarques :
On remarque d’après l’étude précédente que
1- la charge appliquée sur le roulement 2 n’a pas une grande influence
sur sa durée de vie
2- si on augmente le nombre de courroies la durée de vie des
roulements augmente.
Intérpretations et analyse des résultats :
Pour la transmission de mouvement on a intérêt à augmenter la
surface de contact entre la poulie et la courroie .D’après la
relation sinß=R1-R2/e si on augmente la surface de contact ß
diminue alors e augmente c’est à dire que la courroie devient
plus tendue et les tensions TA et TB augmentent d’où la durée
de vie diminue et par suite le grillage du moteur.
On peut éviter ce problème en augmentant le nombre de
courroies car les tensions TA et TB vont diminuer et la durée
de vie des roulements augmente et par suite la durée de
fonctionnement du moteur devient plus importante.
Rapport de stage ENSAM-COCEMA
40
CONCLUSION
-Le problème qu’on a traité à la société COCEMA de Fès est la
panne du moteur d’un ventilateur .La cause principale de cette
défaillance réside dans la surcharge appliquée sur les roulements de ce
moteur.
A cet effet on a étudié la durée de vie de roulements et lors de
cette étude on a trouvé que les roulements ne résistent aux surcharges
qu’une année, c’est pour cela on a essayé d’augmenter la surface de
contact pour remédier à ce problème, cela n’est vérifié que si on
augmente le nombre de courroies et lorsqu’on vérifie la durée de vie
des roulements dans ce cas on remarque que les roulements résistent
mieux que précédemment ce qui veut dire que le moteur fonctionne
plus longtemps.
Enfin ce stage était trop bénéfique pour notre formation car il
nous a permis d’utiliser nos connaissances théoriques dans la pratique
en essayant de résoudre un problème réel, il nous a appris comment il
faut réagir devant les problèmes qu’on pourra rencontrer dans le
domaine du travail.