Download - RAPPORT DE STAGE AMINE

Page 1
Au terme de ce travail, je tiens à remercier vivement
Mr. BEN YAHYA chef d’équipe de la maintenance, qui n’a épargné aucun effort pour me porter aide et assistance le long de la réalisation de ce modeste travail, et pour ses conseils qui étaient d’une utilité incontestable
Je remercié aussi Mr. AABDELATIF technicien en électricité à LES CONSERVES DE MEKNES.
Je remercie également tout le personnel de la société « L.C.M »pour leur sympathie et leur aide.

Page 2
INTRODUCT ION
CHAPITRE I : PRESENTATION DE L’ENTREPRISE
1. Présentation .............................................................................................................3
2. Historique ...................................................................................................................................................4
3. Fiche technique .......................................................................................................4
4. Organigramme.........................................................................................................6
5. Produits commercialisés..........................................................................................7
CHAPITRE II : CHAINES DE FABRICATION
1. Double concentré de tomate .................................................................................................. 8
2. Confiture.................................................................................................................................. 12
3. Diagramme de chaîne de fabrication ................................................................................... 15
CHAPITRE III : ASPECT MARKETING
1. Marchés de ventes .................................................................................................................. 17
2. Prix de ventes .......................................................................................................................... 17
3. Distribution.............................................................................................................................. 18
4. Promotion des produits et publicité....................................................................................... 19
5. Entreprises concurrentes ........................................................................................................ 19
CHAPITRE VI : MOTEUR ASYNCHRONE TRIPHASE A CAGE D’ECUREUIL MOTEUR ASYNCHRONE TRIPHASE A BAGUES
1. GENERALITES ..................................................................................................................... 20
2. MOTEUR ASYNCHRONE TRIPHASE A BAGUES ..................................................... 21
3. EXAMEN DE LA MACHINE ET OBSERVATION DES BAGUES.............................. 22
4. COUPLAGE ETOILE ET TRIANGLE - FONCTIONNEMENT ................................... 23
5. DETERMINATION DU SENS DE ROTATION .............................................................. 24
CONCLUSION GENERAL

Page 3
INTRODUCTION
En complétant de l’enseignement que dispense ISTA Sidi Kacem, ses étudiants sont tenus à
effectuer un stage en un milieu professionnel d’une durée de 8 semaines pour la 2ème année en tant que
« stage en TEMI»
J’étais accepté d’accomplir mon stage à la société : LES CONSERVES DE MEKNES, qui joue
un rôle primordial dans le domaine d’industrie agroalimentaire.
Ce stage m’a permis de confronter et d’enrichir mes connaissances, et de se familiariser
également avec le monde du travail, et le climat des entreprises.
CHAPITRE I : PRESENTATION DE L’ENTREPRISE
1. Présentation
Située à Meknès, au cœur de la plaine du Saiss connue pour la richesse et la diversité de ses
productions agricoles, la société : Les Conserves de Meknès ou LCM s’est établi dans la région en
1962 et a fondé sa réputation d’excellence autour de la célèbre marque AICHA. Qu’il s’agisse de la
sélection des matières premières, de l’introduction de nouvelles technologies ou de l’adaptation de ses
produits à l’évolution de ses clients au Maroc comme à l’étranger.
Les Conserves de Meknès se donnent chaque jour les meilleurs atouts pour conforter son
marché. En ce sens, notre usine est certifiée ISO 9001 et HACCP et le laboratoire central de l’usine a
reçu la certification ISO 17025. La capacité de traitement, en constante progression, se situe
aujourd’hui à 120 T/jr de fruits, 500 T/jr d’olives et 2000 T/jr de tomates, provenant principalement
des vergers de la région. En bénéficiant de solides infrastructures, la région renferme de larges
potentialités qui ne manqueront pas d’attirer de nouveaux opérateurs et de stimuler en parallèle le
développement économique.
L’entreprise LCM est devisée en quatre grandes unités :
L’administration
L’usine de raffinage de l’huile.
L’usine de conserverie.
Le laboratoire central d’assurance qualité.

Page 4
2. Historique
Entreprise conquérante, les conserves de Meknès (L.C.M), plus connais par sa marque
AICHA est née en 1962 lors de la reprise de la société Paul Cibut et compagnie, l’une des
anciennes sociétés du Maroc qui fut créé en 1929. La société restera jusqu'à son absorption
une affaire artisanale au capital 24000000 Dhs. Celle-ci jouissait d’une très bonne réputation,
mais en exploitation elle se limitait à environ 300 tonnes par an. En 1962 lors de l’achat par la
famille DEVICO (actuel propriétaire) du fond de commerce et du matériel, l’activité fut
multipliée par 15, donc c’est l’équivalent d’environ 5000 tonnes/an. Entre 1962 et 1976
l’activité se basait principalement sur l’exportation (90%), et seulement 10% dessinée au
marché local. Fidel à sa tradition de qualité «au delà des normes » devenue une référence dans
le secteur agroalimentaire, LCM perpétue ses exigences auprès de ses fournisseurs comme sur
son site de production dans une dynamique d’innovation permanente. Depuis la sélection de
la matière, et passant par les différents étapes de la chaîne de fabrication, des analyses en
continu sont effectuées pour assurer la traçabilité de ses produits à tous les niveaux,
conformément aux normes HACCP et ISO.
3. Fiche technique
Forme Juridique : Société anonyme.
capital social : 48 000 000,00 DHs.
Date de création: 1962.
Adresse : Q.I. Aïn Slougui, BP 217.
Présidant : Mardochée DEVICO
Superficie du site : 50 000 m2 au total, dont 25 000 couverts.
Effectifs : de 160 à 300 salariés selon les saisons.
Répartition de chiffre d’affaires: 80% sur le marché local et 20% à l’export.
Le domaine d’activité
la production des confitures.
le double concentré de tomate.
la trituration des olives.
le raffinage et le conditionnement des huiles alimentaires.

Page 5
Palmarès
premier producteur mondial des truffes blanches.
premier producteur (Leader) de l’huile d’olives, de concentré de
tomates, et de confitures au Maroc.
Capacité de production
Confitures : 120 tonnes/jour.
Concentré de tomates : 2000 tonnes de tomates/jour.
Huile d’olive : 500 tonnes d’olives/jour.
Huiles raffinées : 150 tonnes/jour.
N°CNSS : 1703075
Tél : 05 35 50 17 90 à 94
Fax : 05 35 50 16 42
E-Mail : [email protected]
Site-Web : www.aicha.com
Rôles économiques de «LCM»
au niveau régional
La société « LCM » Participe dans l’écoulement des produits agricoles, car elle
consomme des quantités énormes de fruits et légumes provenant de la région de Meknès.
au niveau national
Grâce à sa nouvelle raffinerie, la société contribue à l’autosuffisance alimentaire en
l’huile de table et participe dans le commerce international marocain grâce à ses
exportations.

Page 6
4. Organigramme de LCM

Page 7
5. produites commercialises
Dans la perspective d’augmenter sa part du marché, et d’améliorer sa productivité, la
société « Conserve de Meknès » a diversifié ses activités, c’est ainsi qu’on distingue quatre
branches à savoir :
Activité confiture.
Activité concentrée de Tomate.
Activité huile d’olive.
Activité raffinerie.
Activité confiture
LCM plus connue par sa marque de confiture Aïcha, était à l’origine confiturière, elle a
également introduit au MAROC la culture de fraise. Actuellement afin de satisfaire les
besoins de ses clients, LCM dispose d’une large gamme de produit notant :
Abricots – Fraise – Orange – Prune – Pêche – Ipomée – Pommes – figues – Ananas – Cerises
– Myrtilles – coings – pore – Groseilles – Framboises.
Activité concentrée de tomate
Parmi les activités des LCM, on trouve activité concentrée de tomate qui tient une part
très importante dans le chiffre d’affaire globale de la société.
Activité huile d’olive et raffinerie
Dotés de machines performantes et ultra moderne, la capacité de production d’huile
d’olive des Conserves de Meknès (certifiée ISO 9002) dépasse les 300 tonnes d’olives par
jour.
Grâce à cette performance et à la qualité de son produit, les Conserves de Meknès l’une
des plus importantes sociétés du Maroc, exporte +/-70% de sa production.
Pour assurer la qualité à tous les niveaux de production, les Conserves de Meknès
bénéficient des dernières découvertes en matière de technologie de raffinage.
Grâce à son unité avec SOFLCOLUMN fournie par le constructeur suédois ALFA
LAVAL , son laboratoire de contrôle, recherches et développements, elle est considérée par
les professionnels comme étant actuellement l’une des plus modernes au monde.

Page 8
CHAPITRE II : CHAINES DE FABRICATION
Durant notre stage, nous avons assisté à la production de la confiture de fraise ainsi que
celle du double concentré de tomate. On s’intéressera par suite à détailler La chaîne de
fabrication de ces produits et à donner un aperçu sur les différentes interventions du
laboratoire.
I- Chaîne de fabrication
1. Double concentré de la tomate
1.1. Réception
Une fois à l’usine, la marchandise subit un contrôle du poids, du taux de tomates
endommagés qui doit être au strict minimum, et du rendement en jus. Après déchargement
dans les emballages, les tomates sont acheminées par les canaux d'eau vers les aires de lavage
et triage.
1.2. Prélavage et lavage
Les tomates sont versées dans des bassins remplis d’eau chlorée, afin de les nettoyer du
sable et de la terre collés .ensuite, on entame l’étape de rinçage qui consiste à passer les
tomates sous un jet d’eau chlorée. L’eau utilisée pour convoyer la tomate transport
normalement des corps étrangers. Avant d’être réticulée, l’eau devra être convenablement
filtrée.
1.3. Triage
Les tomates passent devant les ouvrières, sur un tapis roulant afin d’éliminer les tomates
endommagées, et les parties défectueuses.
1.4. Broyage
Les tomates passent dans un broyeur rotatif, où elles subissent un jet de vapeur afin de
les ramollir .Les tomates sont coupées en petits morceaux, et le mélange obtenu est stocké
dans le bac du broyeur. Ensuite, à l’aide d’une pompe à vide ce mélange est pompé vers
l’échangeur où se passe le blanchiment.
1.5. Blanchiment
Le blanchiment des tomates se fait de la même façon que celui de la fraise, dans des
échangeurs à double paroi et à une température de 72 à75 ° C.

Page 9
1.6. Tamisage
En se basant sur trois tamis de calibre différent, la peau et les semences sont séparés ,
pour récupérer à la fin de cette étape le jus de tomate qui ensuite mélangé avec une dose de
la solution de sel déjà préparé, dans des bacs de récupération .
1.7. Cuisson ou concentration
Le jus naturel qui n'est pas destiné à la mise en boîte directe ou à l'emploi comme
liquide de jutage, peut être concentré jusqu'à atteindre un niveau élevé de solides, puis
emballés en récipients de grandes dimensions. La concentration des liquides est une
opération unitaire largement répandue dans les procédés des industries agroalimentaire,
chimique et papetière. Concentrer une solution aqueuse est une opération unitaire qui consiste
à éliminer une partie plus ou moins importante de l'eau qu'elle contient par évaporation ou
ébullition sous une pression donnée, d'où le nom donné à cette opération de concentration par
évaporation. Les appareils utilisés sont appelés le plus souvent évaporateurs et parfois
concentrateurs.
Dans la société LCM, le jus stocké après mélangeage avec le sel, est envoyé vers des
concentrateurs à deux ou trois effets où se fait la concentration. La cuisson s’arrête lorsque la
valeur du BRIX atteint 28 %.
1.8. Préchauffage
Après cuisson, le produit passe dans une citerne de récupération, puis il est chauffé à
une température de 80 °C dans un échangeur tubulaire à double paroi
1.9. Remplissage
Les boites et les bocaux sont soumis à un jet de vapeur afin de les nettoyer et de les
chauffer .le remplissage s’effectue par une remplisseuse où la quantité du produit injecté varie
selon le format de l’emballage.
Photo 1 : Remplisseuse de boites métalliques

Page 10
Les avantages des remplisseuses utilisées dans LCM sont notablement :
Meilleure fiabilité à travers un mode de travail et un autodiagnostic entièrement gérés
par automate.
Meilleure versatilité, avec possibilité d'adapter différents standards d'emballage avec des
produits divers.
Chambre de remplissage aseptique s'ouvrant sans perte de la condition aseptique.
Transporteur à rouleaux sous la plate-forme de dosage et remplissage, pour éliminer
palettiseurs ou dispositifs pareils.
Stérilisation «seule vapeur» des têtes de remplissage.
Aucun produit chimique ou gaz stérile (air stérile, azote, etc.) n'est utilisé.
Rentabilité supérieure à travers le maintien d'une grande précision
1.10. Capsulage
C’est la fermeture des bocaux à l’aide d’une capsuleuse .dans le cas des boites on parle
de sertissage et l’appareil utilisé est la sertisseuse. Les bocaux remplis de concentré de tomate
reçoivent un jet de vapeur afin de faire échapper l’air présent dans le petit volume non rempli,
et le remplacer par la vapeur. Cette dernière est condensé par la suite et crée le vide à
l’intérieure des bocaux ce qui assure la conservation des produits en limitant tous
développement microbien.
1.11. Pasteurisation
On obtient une meilleure qualité lorsque la stérilité commerciale peut être obtenue
avec un dommage thermique minimum. Dans un système aseptique fermé, les tomates en
morceaux transportées dans un moyen sont chauffées, maintenues à la température
nécessaire à obtenir la stérilité commerciale et refroidie aseptiquement jusqu'à température
ambiante. La chaleur détruit les bactéries pathogènes et celles qui causent la détérioration des
aliments. Pour les conserves de Meknès la pasteurisation se déroule dans un pasteurisateur
constitué de deux parties :
Une partie chaude où la température est de 90à 95 °C.
Une partie tiède où la température est de 50 °C, cette partie permet d’éviter le choc
thermique résultant du passage de 90°C à la température de refroidissement.
Le temps de séjour de produit dans le pasteurisateur dépend du format de l’emballage
qui ne dépasse généralement pas 20 min.
Page 11
1.12. Refroidissement
Les bocaux entrent dans un refroidisseur où ils sont soumis à des douches d’eau froide à
une température de 18à 25 °C. Cette étape permet d’une part d’éliminer les microorganismes
qui ont résistés à la température de pasteurisation, et d’autre part d’empêcher le brunissement
du produit.
1.13. Séchage
A la sortie du refroidisseur plusieurs séchoirs assurent le séchage des boites et des bocaux.
1.14. Paletage
Les boites et les bocaux sont rangés dans des palettes en carton, puis transportés vers
l’étiquetage.
1.15. Ettiquetage et codage
Les étiquettes sont collées sur les bocaux par une étiqueteuse. Puis, à l’aide d’une
imprimante, on note la date de production et de fin de consommation sur le couvercle.
1.16. Mise en barquette et fardellage
Les bocaux étiquetés sont entourés de la ceinture de sécurité au niveau du couvercle
(capsules), puis ils sont groupés dans des barquettes à 6 pièces destinées au fardellage. Cette
dernière étape consiste à la plastification des barquettes au moyen d’une fardeleuse.
1.17. Stockge et livréson
Ces deux opérations constituent les dernières étapes de la chaîne de fabrication.

Page 12
Figure 1 : schéma de fabrication du double concentré de tomate « DCT »
2. Confitures
La confiture est une technique de conservation alimentaire pour les fruits fragiles c’est une
confiseries obtenues à partir d’un ou plusieurs aliments cuits dans du sucre à des proportions bien
définies , portés à une consistance appropriés par l’addition d’un gélifiant comme la pectine et acidifié
par l’addition de l’acide citrique
2.1. Réception
L’approvisionnement en matière première est assuré par des camions dans des caisses en
plastiques, après on pèse sur le pont bascule pour savoir le poids de la marchandise,le laboratoire
determine le Ph et le brix de la matière sèche (environ 3.3%).
2.2. Triage dénoyautage
Après déchargement, les fruits sont trié par les ouvrières dans le but d’élimination des fruits
blessés, altérés ou ayant d'autres défauts (produits de triage), par la suite on enlèvent les noyaux
(dénoyautage) des fruit.
Page 13
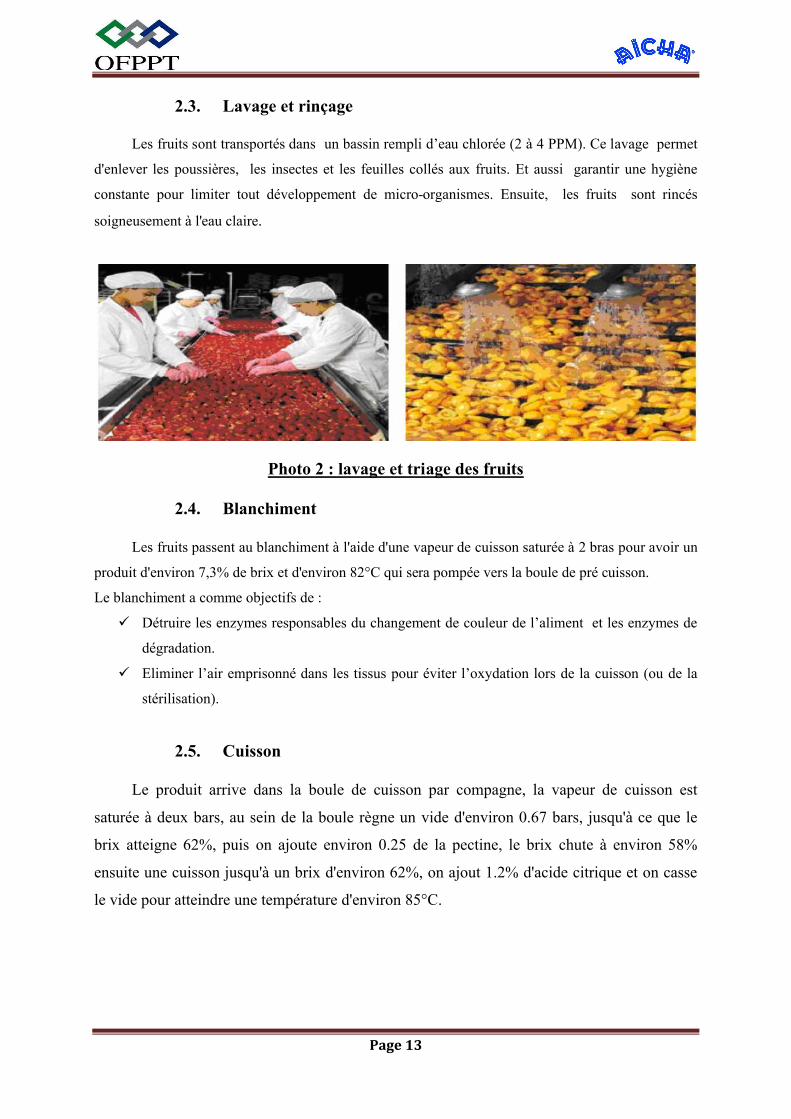
2.3. Lavage et rinçage
Les fruits sont transportés dans un bassin rempli d’eau chlorée (2 à 4 PPM). Ce lavage permet
d'enlever les poussières, les insectes et les feuilles collés aux fruits. Et aussi garantir une hygiène
constante pour limiter tout développement de micro-organismes. Ensuite, les fruits sont rincés
soigneusement à l'eau claire.
Photo 2 : lavage et triage des fruits
2.4. Blanchiment
Les fruits passent au blanchiment à l'aide d'une vapeur de cuisson saturée à 2 bras pour avoir un
produit d'environ 7,3% de brix et d'environ 82°C qui sera pompée vers la boule de pré cuisson.
Le blanchiment a comme objectifs de :
Détruire les enzymes responsables du changement de couleur de l’aliment et les enzymes de
dégradation.
Eliminer l’air emprisonné dans les tissus pour éviter l’oxydation lors de la cuisson (ou de la
stérilisation).
2.5. Cuisson
Le produit arrive dans la boule de cuisson par compagne, la vapeur de cuisson est
saturée à deux bars, au sein de la boule règne un vide d'environ 0.67 bars, jusqu'à ce que le
brix atteigne 62%, puis on ajoute environ 0.25 de la pectine, le brix chute à environ 58%
ensuite une cuisson jusqu'à un brix d'environ 62%, on ajout 1.2% d'acide citrique et on casse
le vide pour atteindre une température d'environ 85°C.

Page 14
2.6. Conditionnement
Les emballages (boites ou bocaux) déjà chauffés à la température du produit, arrivent sur la
bande transporteuse, ils sont remplis par un remplissage et juste avant la fermeture des boites, on y
injecte de la vapeur saturée à 2 bars pour créer le vide après refroidissement. La fermeture des boites
est effectuée par une écapsuleuse qui ferme des boites par des capsules ou une sertisseuse qui les
ferme par des fonds.
2.7. Pasteurisation
Par une bande transporteuse, le produit arrive à la pasteurisation où il passe un temps de séjour
d'environ 15 minutes sous une température d'environ 90°C.
2.8. Refroidissement
Pendant un temps de 15 à 25 minutes, le produit est refroidit avec de l'eau tiède ou
froide pour sortir à une température d'environ30°C.
2.9. Séchage mise en palette et étiquetage
Après refroidissement le produit passe dans te séchoir, puis il est met dans les palettes par
les ouvrières. Ensuite, c'est l'étape de l'étiquetage

Page 15
3. Diagramme de chaîne de fabrication
3.1. Concentré de tomate

Page 16
3.2. Confitures

Page 17
CHAPITRE III : ASPECT MARKETING
I. Marchés de ventes
Marché local
Grandes superficies: MARJANE, ACIMA, METRO … Épiceries, magasins, superettes, …
Marché extérieur
UE, USA, France, Afrique, Moyen-Orient ...
II. Prix de ventes Prix de vente de concentré de tomates
format du pot prix au détail
petit 2,80 DH
moyen 4,00 DH
grand 16,00 DH
Prix de vente des confitures Prix de vente de confiture de fraise
format du bocal prix au détail
petit 8,00 DH
moyen 13,00 DH
Prix de vente de confiture d’abricot
format du bocal prix au détail
petit 7,00 DH
moyen 11,00 DH

Page 18
Prix de vente des huiles raffinées Prix de vente de l’huile de soja
Quantité Prix au détail
1 L 12,30 DH
5 L 55,00 DH
Prix de vente de l’huile de tournesol
quantité prix au détail
1 L 10,00 DH
5 L 46,00 DH
III. Distribution Transport
La société « LCM » possède 45 camions, 8 klarks.
Stockage
La société possède également 4 entrepôts de stockage des produits finis.
Services d’accompagnement
La société accorde des facilités de paiement au profit de certains clients : les industriels …
Les systèmes de distributions
« LCM » adopte les différents systèmes de distribution qui sont les suivants :
LCM Consommation directe ou usage industriel
LCM détaillants consommateurs
LCM grossistes consommateurs
LCM grossistes détaillants consommateurs

Page 19
III. Promotion des produits et publicité
Publicité
Diffusions médiatiques
- TV, Radio, journaux, magazines, fiches et dépliants…- Panneaux publicitaires.
Sponsorisation
- Emissions culinaires, feuilletons
- Festival KHMISSA
- Rallye aicha des gazelles
- FICAM en partenariat avec la cinémathèque de l’ambassade de France et l’institut
français de Meknès
Le salon alimentaire du Maroc
La société a été plusieurs fois honorée au cours du salon alimentaire du Maroc
1996 : Prix de l’innovation.
1997 : Prix des huiles.
1998 : Prix de meilleur packaging.
1999 : Prix de l’innovation.
2000 : Grand Prix du jury et Prix des huiles.
IV. Entreprise concurrentes
Les huiles
LESIEUR CRISTAL « Leader détenant 80% du marché national »
SIOF et les Huileries du SOUSS BELHASSAN.
Le concentré de tomate
- Moroccan Food Processing. (la prairie)- Moroccan Can Company. (le lion)
Les confitures
- VMM. (El Baraka)- Conserves marocaines DOHA. (Délicia)

Page 20
CHAPITRE IV: MOTEUR ASYNCHRONE TRIPHASE A CAGE D’ECUREUIL MOTEUR ASYNCHRONE TRIPHASE A BAGUES
1. GENERALITES
Le moteur asynchrone à cage est le type de moteur le plus utilisé. Il est aussi connu comme
étant un moteur à champ tournant dont la vitesse n'est pas rigoureusement constante mais
varie avec des valeurs assez contenues. Par rapport au moteur synchrone les variations
doivent être dans l'ordre de 3-10% Les moteurs synchrones à induction fonctionnent selon le
principe du champ tournant; ils sont très simples et, surtout pour les petites puissances, de
construction facile. ils sont - donc très courants et assez économiques. Ils sont constitués par
une partie fixe, appelée stator qui est formé d’un nombre de bagues en tôles fines de silicium,
empaquetées ensemble, et dans lesquels il y a des encoches où sont logés les enroulements,
(un pour chaque phase), le courant d'alimentation circule dans ces enroulements Les trois
courants, déphasés entre eux de 120° électriques créent un champ magnétique dont le module
et constant mais dont la direction tourne dans le temps décrivant un angle de 360° électriques
pour chaque période. Si l'enroulement statorique contient seulement trois bobines de phase, le
champ tournant, dans une période, effectue un tour de rotation (moteur à deux pôles) au
contraire si l'enroulement est subdivisé en deux bobines qui se succèdent le long de la
périphérie du stator pour chaque période, le champ magnétique décrit seulement un demi-tour
(moteur à 4 pôles) et on peut ainsi avoir des moteurs à 6, 8, 10, 12,24 pôles. A l'intérieur du
stator est placé le rotor qui est la partie tournante.il est constitué par un noyau cylindrique de
tôles fines magnétiques a l’extérieur desquelles il y a des rainures où s'insèrent des barres de
matériel conducteur comme le cuivre ou l’aluminium qui sont connectées les unes aux autres
de façon à former un circuit fermé avec lequel s'enchaine le champ magnétique. A la mise en
marche, quand le moteur est encore arrêté les spires des enroulements sont parcourues par la
variation maximale du flux qui produit une f.e.m. laquelle, selon la loi de Lenz , fait circuler
un courant qui fera tourner le rotor dans le même sens que celui du champ tournant. La
vitesse du rotor sera toujours inférieure à celle du synchronisme (ou du champ tournant) à
cause de la variation du flux enchainé.
Les enroulements du stator sont alimentés, directement par le réseau comme sous indiqué. Ce
moteur, donne de petite puissance, il peut être mis en marche étant connecté- directement au
réseau 380V (couplage étoile) ou au 220V (couplage triangle). Couplage étoile (380V) du

Page 21
moteur asynchrone à cage Il peut être mis en marche lentement en l’alimentant avec une
tension graduellement croissante (Par le variateur de tension triphasé prévu dans notre
alimentateur) Il peut être mis en marche par le rhéostat de démarrage satiriques pour limiter le
courant d'appoint, cette méthode est employée normalement pour les moteurs de grande
puissance, (plus de 2 kW) Pour les plus grandes puissances, (plus de 25 kW) il vaut mieux
employer les moteurs à bagues.
2. MOTEUR ASYNCHRONE TRIPHASE A BAGUES
Données techniques - Bornes - Généralisées et observation des bagues
2.1. DONNEES TECHNIQUES
Reporter les données de la plaquette montée sur la machine
La borne du Mod. x050 se présente comme suit
Page 22
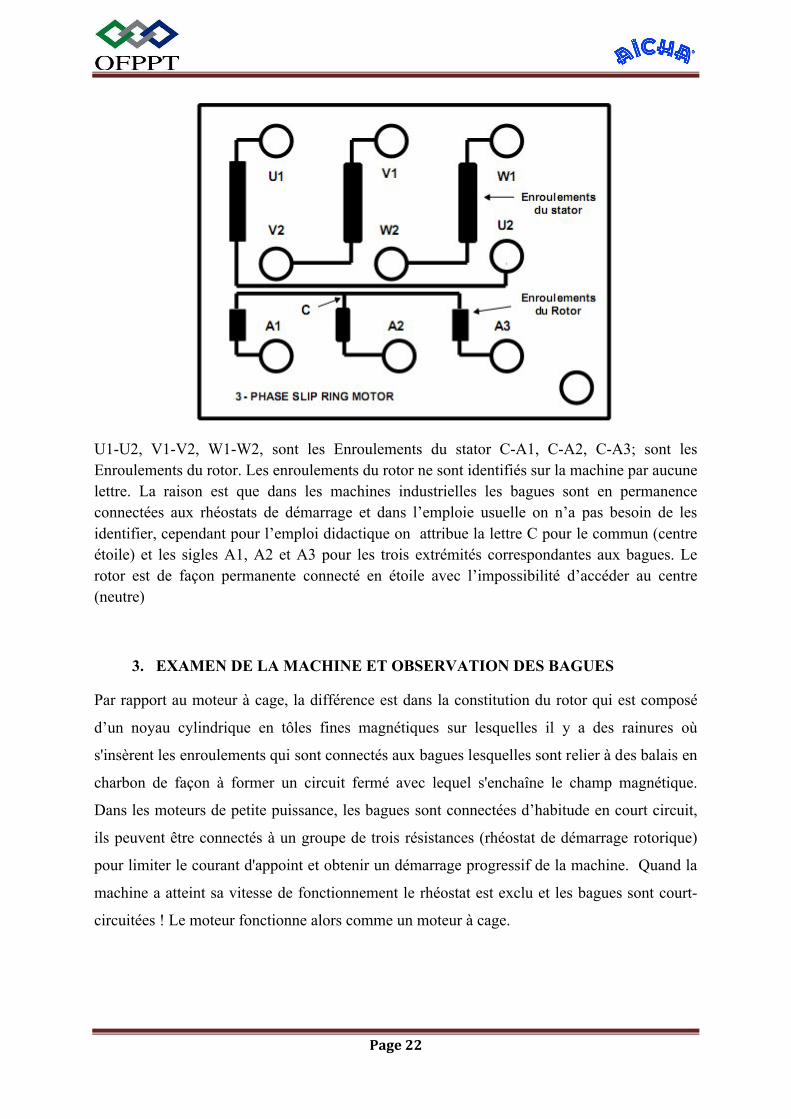
U1-U2, V1-V2, W1-W2, sont les Enroulements du stator C-A1, C-A2, C-A3; sont les Enroulements du rotor. Les enroulements du rotor ne sont identifiés sur la machine par aucune lettre. La raison est que dans les machines industrielles les bagues sont en permanence connectées aux rhéostats de démarrage et dans l’emploie usuelle on n’a pas besoin de les identifier, cependant pour l’emploi didactique on attribue la lettre C pour le commun (centre étoile) et les sigles A1, A2 et A3 pour les trois extrémités correspondantes aux bagues. Le rotor est de façon permanente connecté en étoile avec l’impossibilité d’accéder au centre (neutre)
3. EXAMEN DE LA MACHINE ET OBSERVATION DES BAGUES
Par rapport au moteur à cage, la différence est dans la constitution du rotor qui est composé
d’un noyau cylindrique en tôles fines magnétiques sur lesquelles il y a des rainures où
s'insèrent les enroulements qui sont connectés aux bagues lesquelles sont relier à des balais en
charbon de façon à former un circuit fermé avec lequel s'enchaîne le champ magnétique.
Dans les moteurs de petite puissance, les bagues sont connectées d’habitude en court circuit,
ils peuvent être connectés à un groupe de trois résistances (rhéostat de démarrage rotorique)
pour limiter le courant d'appoint et obtenir un démarrage progressif de la machine. Quand la
machine a atteint sa vitesse de fonctionnement le rhéostat est exclu et les bagues sont court-
circuitées ! Le moteur fonctionne alors comme un moteur à cage.

Page 23
4. COUPLAGE ETOILE ET TRIANGLE - FONCTIONNEMENT 4.1. Couplage étoile Effectuer les connexions de la fig.2 et alimenter avec une
tension de 380V
Alimenter directement avec le réseau triphasé 380V

Page 24
Effectuer les connexions de la fig.3 et alimenter avec la tension 220V
4.2.Couplage triangle
Alimenter directement avec le réseau triphasé 220V
5. DETERMINATION DU SENS DE ROTATION
Réalisez les connexions suivantes et alimentez le moteur, observez maintenant que la rotation est en sens horaire.

Page 25
Réalisez les connexions de la figure suivante, alimentez le moteur et observez le sens de rotation notant que la rotation est inverse à celle vue précédemment.
Réalisez les connexions de la figure suivante, alimentez le moteur et observez le sens de
rotation. Vous remarquerez que la rotation est identique à celle vue dans le premier cas.
CONCLUSIONS
Pour inverser le sens de rotation d’un moteur asynchrone il faut inverser deux phases d'alimentation.

Page 26
CONCLUSIONS GENERAL
Le service de la production est certainement le service qui doit gérer, consulter, et modifier le
plus grand nombre des techniques très diverses.
Etant le fruit de deux mois de travail régulier et assidu, ce rapport résume a un certain point
tous ce que j’ai vu durant les deux mois de stage effectué au sein de LCM qui ma permit de se
familiariser avec le milieu professionnel de l’entreprise, et de faire disant une étude
comparative entre la théorie et ce que se passe réellement au niveau industriel.
Je serai très reconnaissant pour toute personne ayant l’affabilité de bien vouloir me
communiquer son opinion sur le contenu de ce rapport, sa présentation, ainsi que toute autre
suggestion.







