
1
C. Navone, M. Soulier, J. Simon, T. Caroff and J. Testard
CEA/LITEN/DTNM/LCRE Grenoble, France
e-mail address: [email protected]
Fabrication de dispositifs thermoélectriques par technologie d’impression

2
Sommaire
� Contexte de l’étude
� Procédé d’impression- Formulation des encres- Technologies d’impression- Architectures de modules
� Réalisation de modules et caractérisations- Architecture planaires- Architecture tridimensionnelle
� Conclusion et perspectives
3
Contexte de l’étude
Epaisseur des éléments thermoélectriques
50µm 500µm
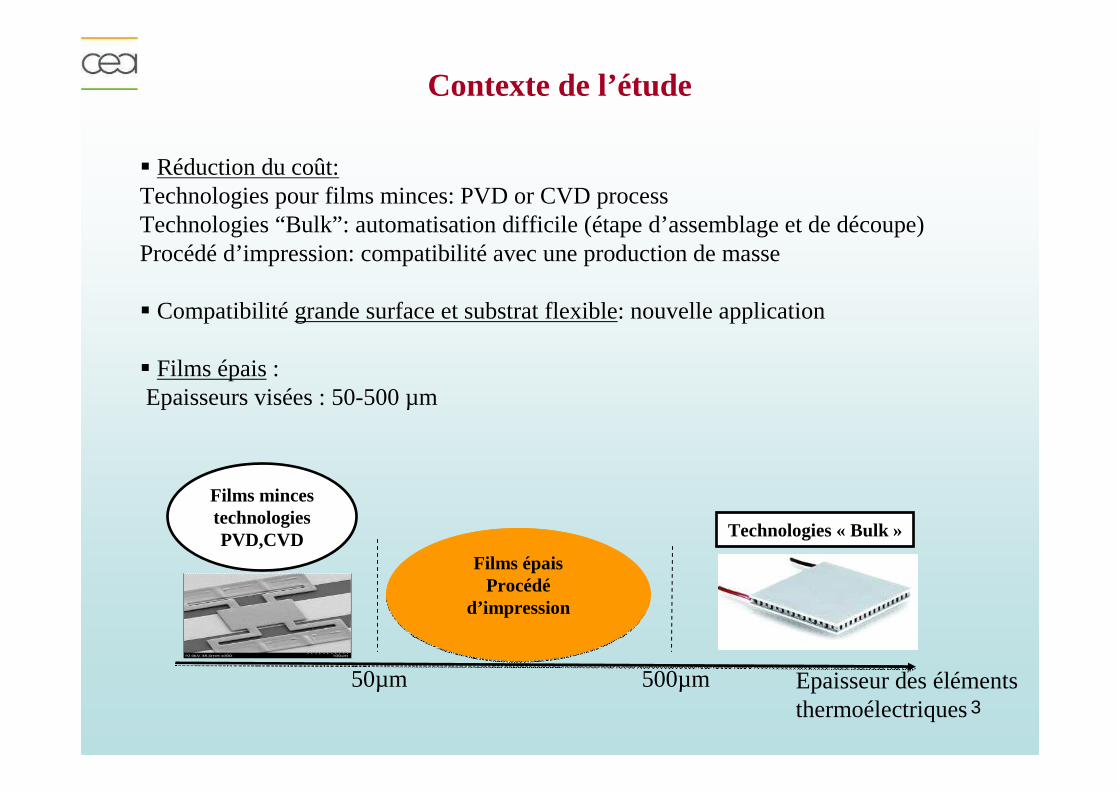
Films minces technologies PVD,CVD Technologies « Bulk »
Films épais Procédé
d’impression
Films épais Procédé
d’impression
� Réduction du coût:Technologies pour films minces: PVD or CVD processTechnologies “Bulk”: automatisation difficile (étape d’assemblage et de découpe) Procédé d’impression: compatibilité avec une production de masse
� Compatibilité grande surface et substrat flexible: nouvelle application
� Films épais:Epaisseurs visées : 50-500 µm

4
Puissance électrique fournie par le module dépend du ZT mais aussi de son intégration dans un environnement spécifique.
Maximiser la puissance = adaptation de l’impédance thermique
Pourquoi des films épais ?
0
1
2
3
4
5
6
7
8
9
10
0 200 400 600 800 1000
T E legs th ickness (µ m )
Ele
ctric
al P
ower
(m
W/c
m2) H ea t F lux = 5 W /cm 2
Thin films Bulk materials
� Films minces:∆T est minimisée
�Matériau “bulk”:
Résistance thermique augmente: →diminution du flux thermiquetraversant le module
Thermal environment
TE deviceHeat source
T ext = 50°C
Heat sink
Heat flux
Heat flux
Optimal thicknesses
Adaptation d’impédance thermique

5
Cas d’étude : application microélectronique
Conversion du flux thermiquedissipée par une puce en
électricité
� Puissance électrique augmenteavec l’épaisseur des éléments TE
� Epaisseur limite pour éviter un échauffement critique de la puce
� Epaisseur optimale: 50-700 µm pour Ф=5-10W/cm2
Pourquoi des films épais ?
0
100
200
0 200 400 600 800 1000 1200 1400
Therm oelectric e lem ents th ickness (µm )
Pm
ax (
mW
/cm
2 )
3W /cm 2
5W /cm 2 10 W /cm 2
20 W /cm 2
T ch ip = 120°C
T ch ip = 100°C
T ch ip = 80°C
Thermoelectric deviceChip
T ext = 50°C
Tchip = 100-120°C
Heat-sink
Heat flux
Eviter un échauffement critique

6
Elaboration des encres/pâtes thermoélectriques
� 3 Composants
� Formulation
� Matériaux actifs: Poudres thermoélectriques
Application: Température ambiante → alliage à base de Bi2Te3
� Polymère: confère une intégrité structurale et l’adhésion des couches imprimées
� Solvant: - adaptation de la viscosité de l’encre
- forte mouillabilité des poudres pour limiter la formation d’agrégats
- T° évaporation compatible avec le procédé d’impression.
� Le choix et la proportion de chaque éléments est optimisé en fonction de la technique
d’impression et de la géométrie requise
� Faible proportion d’additifs (polymère, solvant) pour limiter la dégradation des
propriétés thermoélectriques

7
Technologie d’impression2 Architectures
Heat flux // to the
substrate
Contact métallique
P-type
N-type
Heat flux
┴ substrat50-500 µm
P-type
N-type
Metallic contact
Substrat céramiquepolymère
Architecture tridimensionnelle
Architecture planaire
8
Technologies d’impression
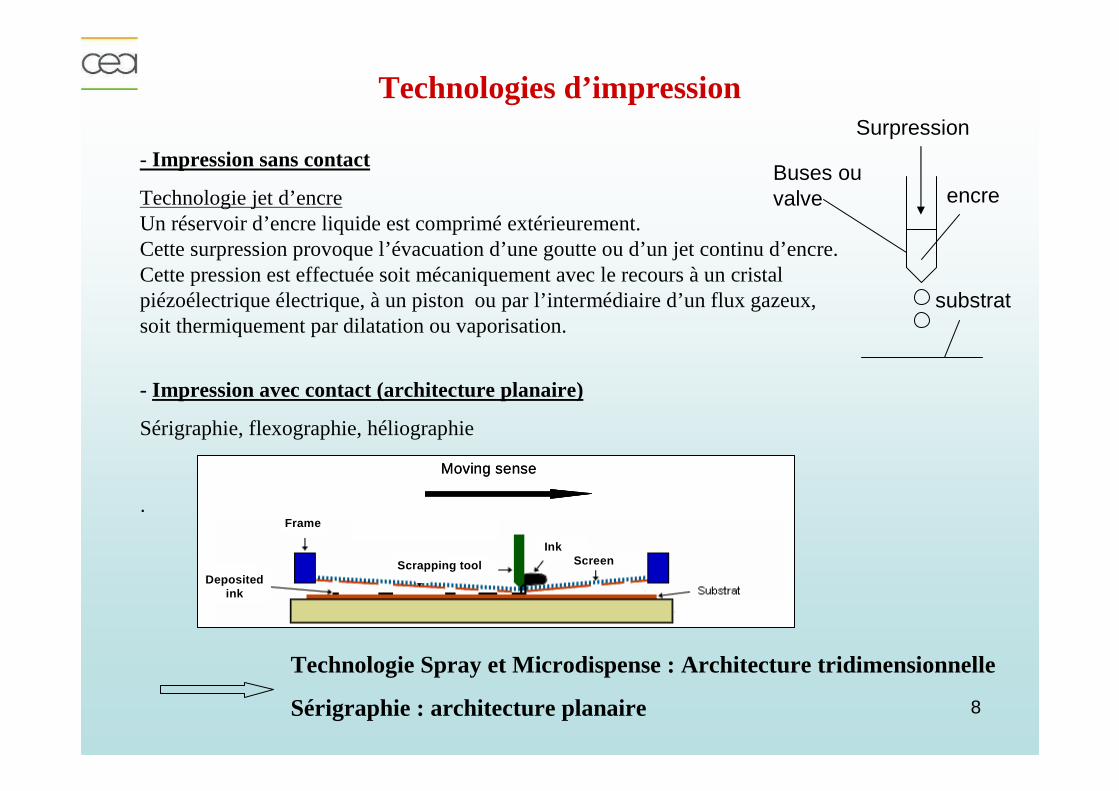
- Impression sans contact
Technologie jet d’encreUn réservoir d’encre liquide est comprimé extérieurement.Cette surpression provoque l’évacuation d’une goutte ou d’un jet continu d’encre. Cette pression est effectuée soit mécaniquement avec le recours à un cristal piézoélectrique électrique, à un piston ou par l’intermédiaire d’un flux gazeux, soit thermiquement par dilatation ou vaporisation.
- Impression avec contact (architecture planaire)
Sérigraphie, flexographie, héliographie
.
Substrate
Frame
Scrapping tool
InkScreen
Moving sense
Depositedink Substrate
Frame
Scrapping tool
InkScreen
Moving sense
Depositedink
Surpression
Buses ou valve encre
substrat
Technologie Spray et Microdispense : Architecture tridimensionnelle
Sérigraphie : architecture planaire

9
Architecture planaire
Impression de couches thermoélectriques par sérigraphie- Pâtes thermoélectriques v = 1-1.5 Pa.s at 25°C- Adhésion et flexibilité des dépôts
Heat flux // to the
substrate
Metallic contact
P-type
N-type
S= 164 µV/°CCaractérisations thermoélectriques des dépôts:Type p: σ = 1-10 S/m Type n: σ = 1-10 S/m
S = 164 µV/°C S = - 100 µV/°C
Modules thermoélectriquesimprimés
Carcatérisation
10
0
200
400
600
800
1000
1200
1400
1600
0 50 100 150 200 250 300 350
Pulse number at 473mJ.cm-² (f=1Hz)
σ (S
.m-1
)
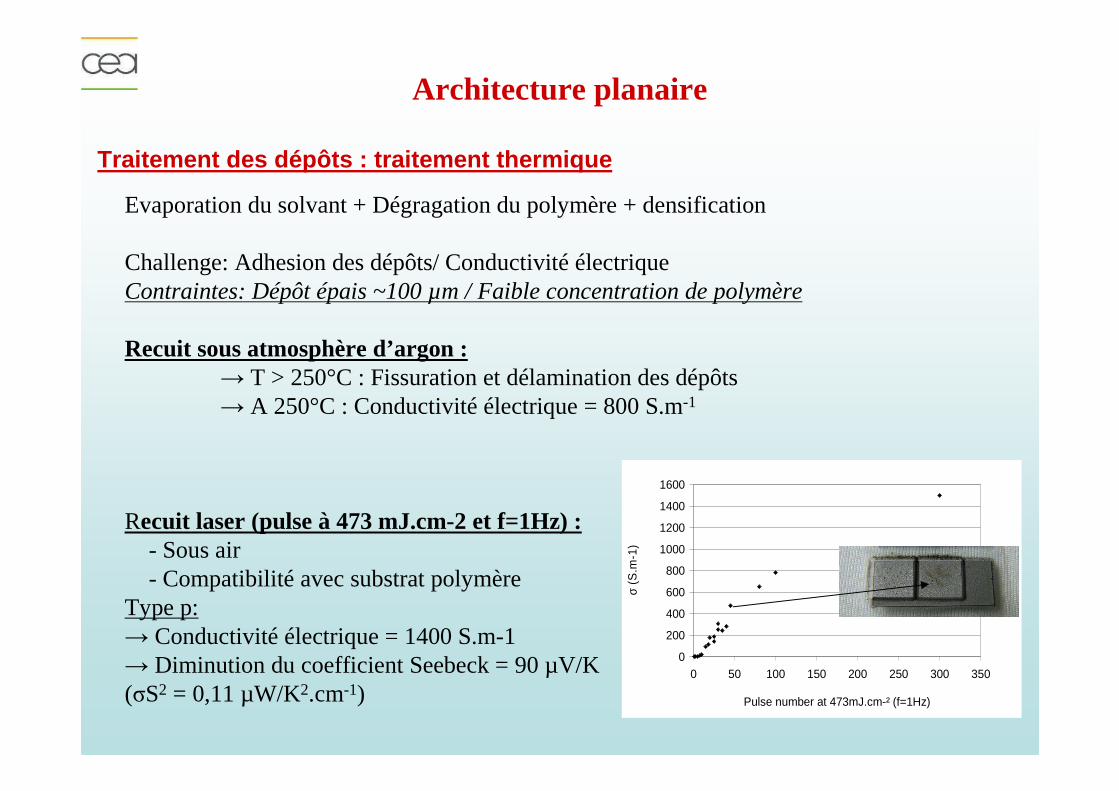
Traitement des dépôts : traitement thermique
Architecture planaire
Evaporation du solvant + Dégragation du polymère + densification
Challenge: Adhesion des dépôts/ Conductivité électriqueContraintes: Dépôt épais ~100 µm / Faible concentration de polymère
Recuit sous atmosphère d’argon :→ T > 250°C : Fissuration et délamination des dépôts→ A 250°C : Conductivité électrique = 800 S.m-1
Recuit laser (pulse à 473 mJ.cm-2 et f=1Hz) :- Sous air - Compatibilité avec substrat polymère
Type p:→ Conductivité électrique = 1400 S.m-1 → Diminution du coefficient Seebeck = 90 µV/K(σS2 = 0,11 µW/K2.cm-1)
11
Architecture planaire
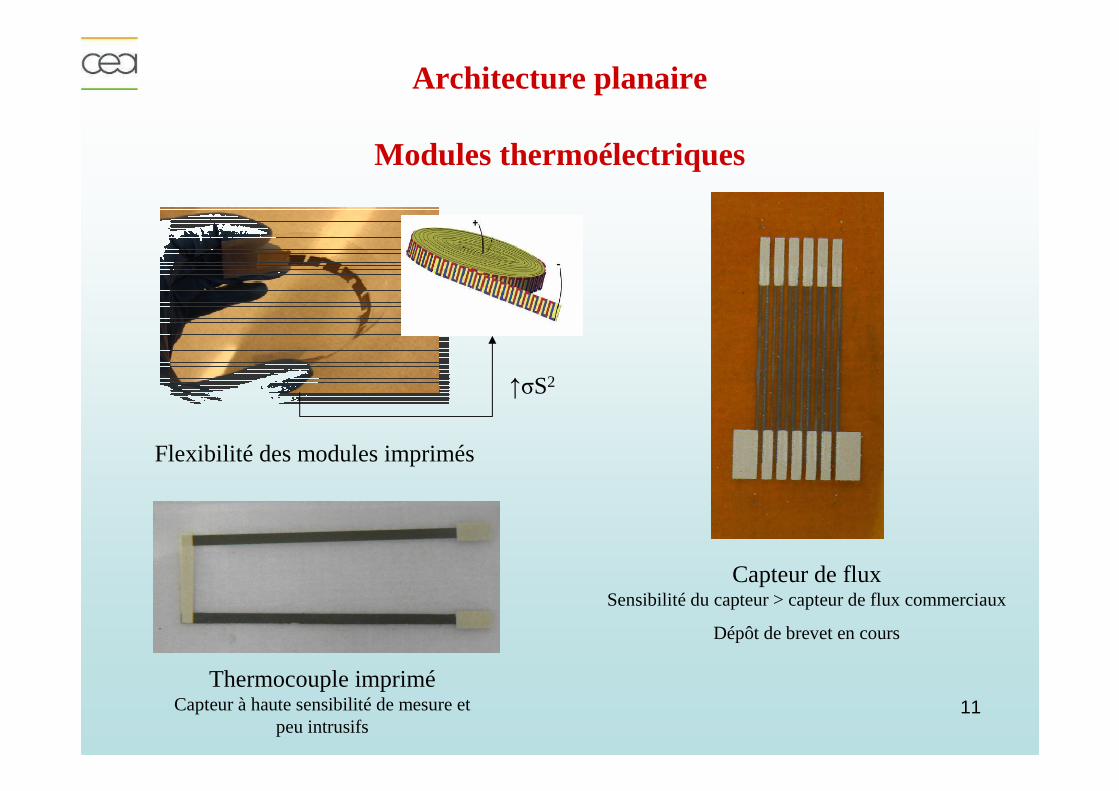
Modules thermoélectriques
Thermocouple impriméCapteur à haute sensibilité de mesure et
peu intrusifs
Capteur de fluxSensibilité du capteur > capteur de flux commerciaux
Dépôt de brevet en cours
Flexibilité des modules imprimés
↑σS2
12
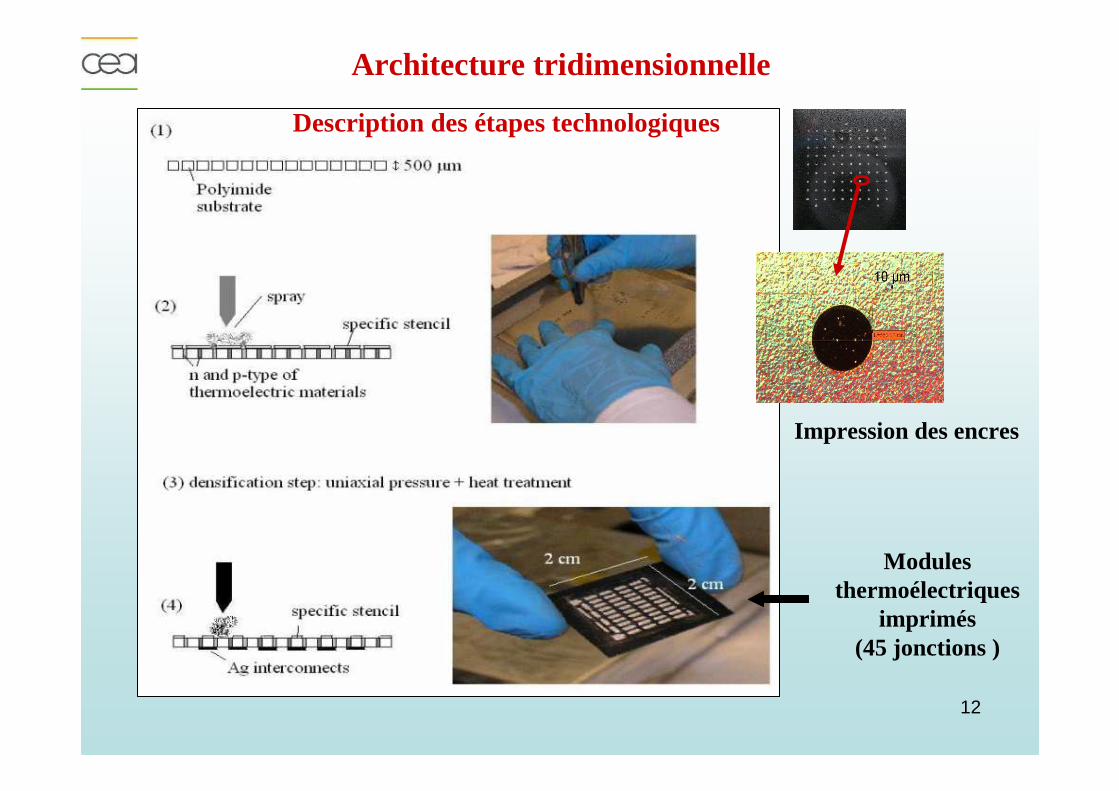
Description des étapes technologiques
Modules thermoélectriques
imprimés(45 jonctions )
Impression des encres
Architecture tridimensionnelle
13
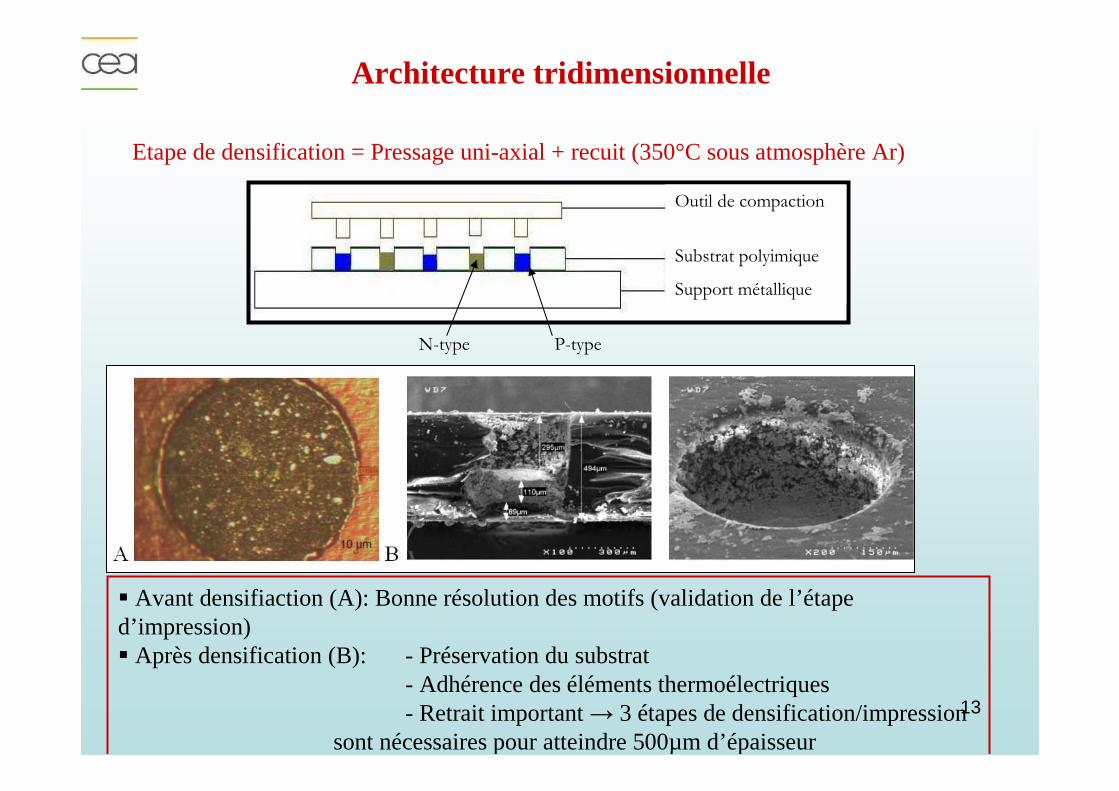
Etape de densification = Pressage uni-axial + recuit (350°C sous atmosphère Ar)
� Avant densifiaction (A): Bonne résolution des motifs (validation de l’étaped’impression)� Après densification (B): - Préservation du substrat
- Adhérence des éléments thermoélectriques- Retrait important → 3 étapes de densification/impression
sontnécessairespour atteindre500µm d’épaisseur
Outil de compaction
Substrat polyimique
Support métallique
P-typeN-type
Architecture tridimensionnelle

14
Caractérisation
0
100
200
300
400
500
600
700
800
900
1000
0 20 40 60 80 100 120 140
Delta T (°C)
Vol
tage
(m
V)
Seebeck ~ 40 µV/K
0
100
200
300
400
500
600
700
800
900
1000
0 20 40 60 80 100 120 140
Delta T (°C)
Vol
tage
(m
V)
Seebeck ~ 40 µV/K
Seebeck ~ 83 µV/K
Après 1 étape d’impression/densification :2 cm
2 cm
Module thermoélectrique(45 jonctions n/p)
500 µm110 µm
T cold
T Hot
∆TTE ≠ Thot – Tcold
Coefficient Seebeck mesuré < coefficient seebeck du matériau
Thot- Tcold (°C)
Architecture tridimensionnelle

15
Conclusions
• Développement d’une technologie de réalisation de modules thermoélectriques bas coût- Développement des encres thermoélectriques / process- Preuves de concept réalisés sur 2 architectures de module et présentant de fortes épaisseurs
d’éléments thermoélectriques (100-500 µm)
• Caractérisation thermoélectrique:- Coefficients Seebecks: 90-160 µV/K
Applications visées: capteurs (thermocouples, fluxmètres- Conductivités électriques
Etape critique: densification des matériaux imprimésApplications visées: génération de puissance/ refroidissement
• Optimisation des étapes de post-traitement (recuit/compaction)
• Evaluation des résistances de contact
• Mesure des conductivités thermiques
• Transfert de la technologie sur des équipements industriels
• Synthèse et intégration d’une encre thermoélectrique à base de nanopoudres Zn4Sb3(collaboration avec l’université de Montpellier- Projet Nanomicrostil / Thèse d’Athur Denoix)
Perspective
16
Merci pour votre attention…
17
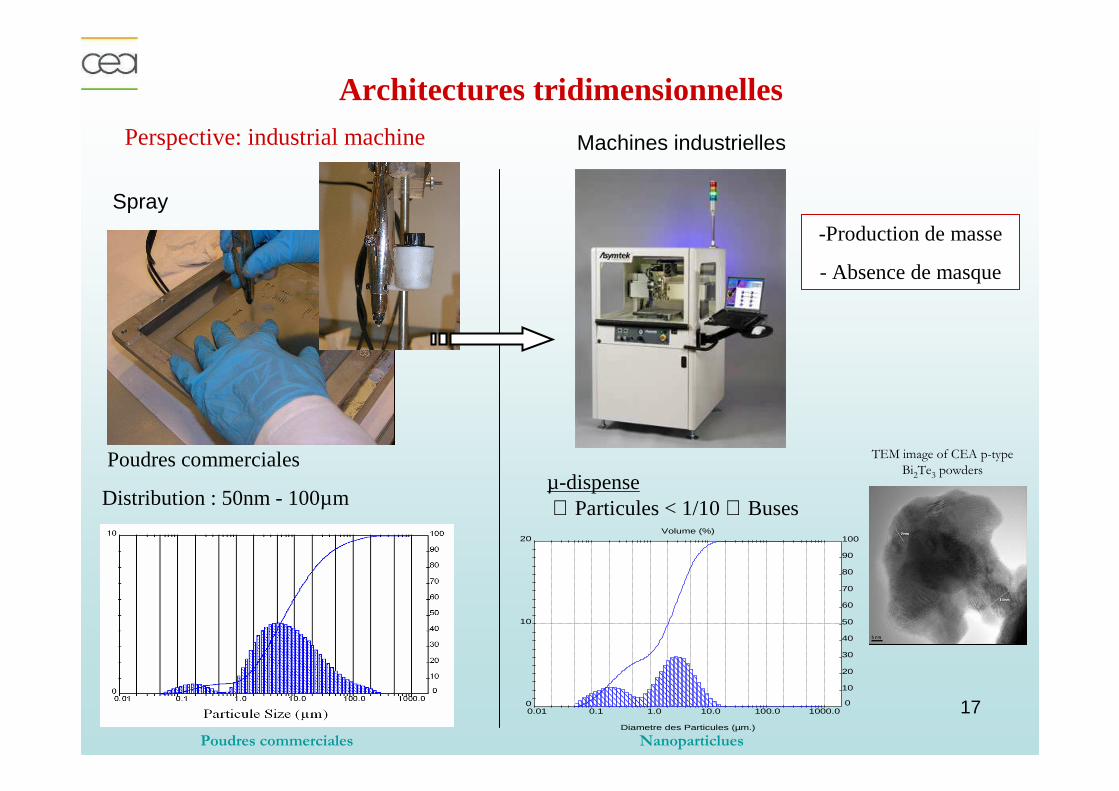
Perspective: industrial machine
Diametre des Particules (µm.)
Volume (%)
0
10
20
0
10
20
30
40
50
60
70
80
90
100
0.01 0.1 1.0 10.0 100.0 1000.0
µ-dispense∅ Particules < 1/10 ∅ Buses
TEM image of CEA p-type
Bi2Te3 powders
Poudres commerciales Nanoparticlues
Architectures tridimensionnelles
-Production de masse
- Absence de masque
Poudres commerciales
Distribution : 50nm - 100µm
Spray
Machines industrielles







