
GPA140GPA140LL’’ingingéénieur en production nieur en production
automatisautomatisééee
Conçu par Guy Gauthier (août 2001)Modifié par Ilian Bonev (2005)
Exercices sur GEMMAExercices sur GEMMA
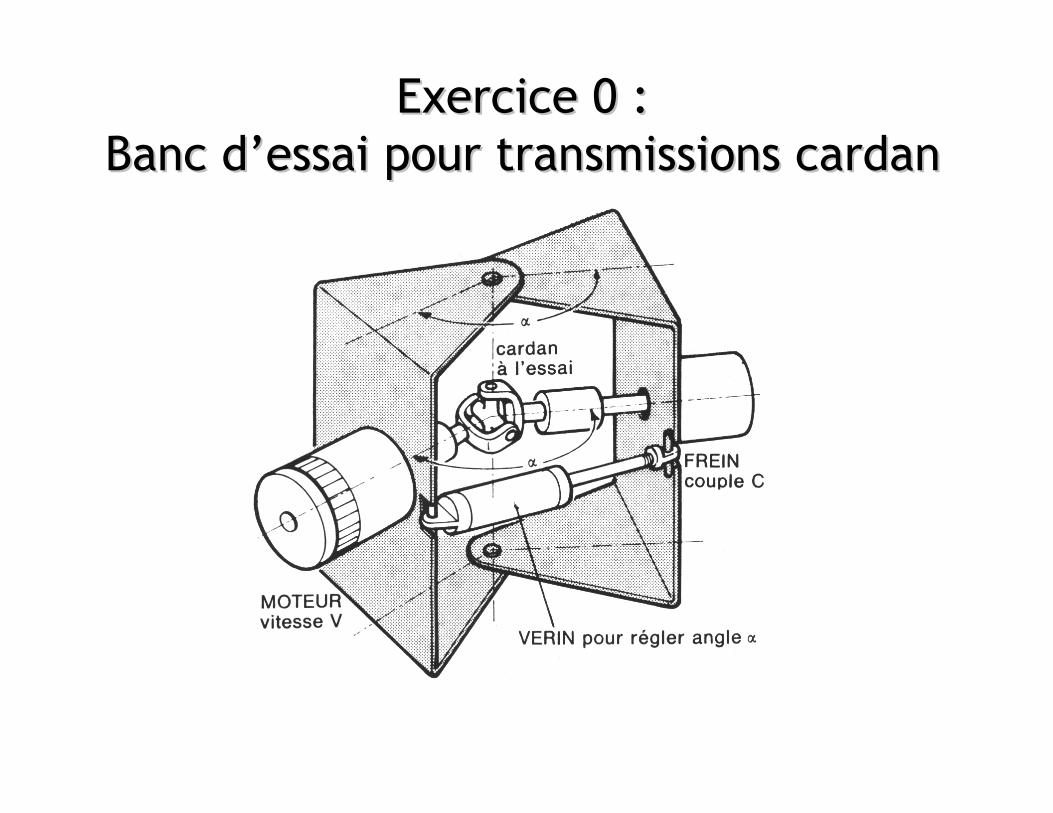
Exercice 0 :Exercice 0 :Banc dBanc d’’essai pour transmissions cardanessai pour transmissions cardan

Banc dBanc d’’essai pour transmissions cardanessai pour transmissions cardan
Simule le travail de transmissions cardan
Entièrement automatique
Moteur tournant à la vitesse V
Frein générant le couple C
Angle α
Essais très longs
Consignes sur bande magnétique simulant : démarrages, virages, arrêts, ...

GEMMAGEMMA
Le système présenté ici est basé sur un logiciel et ne comporte pas de GRAFCET
Le GEMMA servira donc à modifier ce logiciel et à définir le pupitre de commande
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
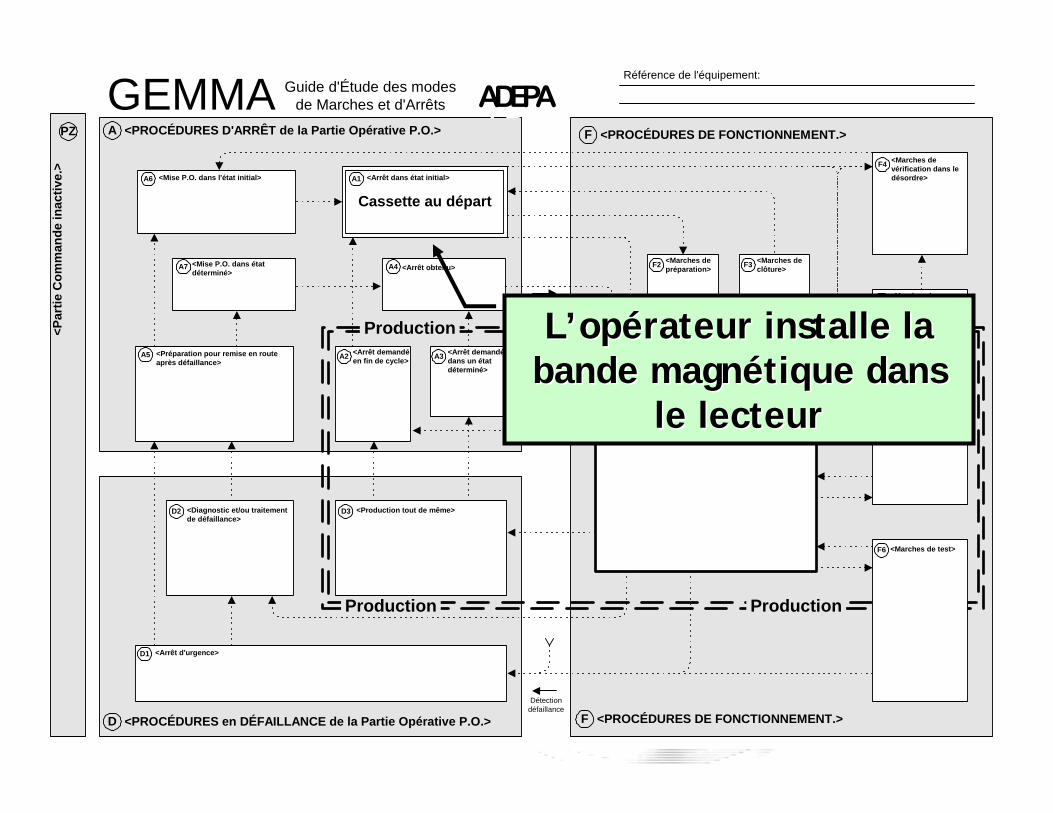
LL’’opopéérateur installe la rateur installe la bande magnbande magnéétique dans tique dans
le lecteurle lecteur

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
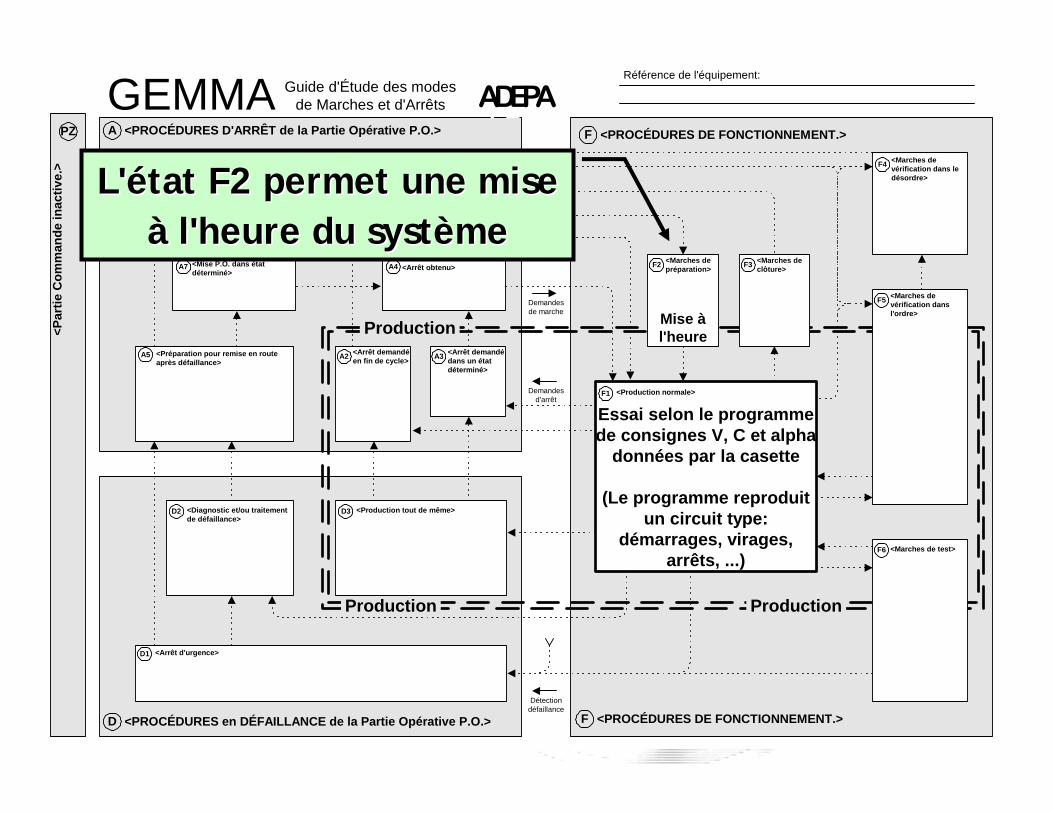
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
L'L'éétat F1 est la mise en tat F1 est la mise en oeuvre du programme oeuvre du programme
enregistrenregistréé, pour , pour ddééroulement de l'essairoulement de l'essai
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
L'L'éétat F2 permet une mise tat F2 permet une mise àà l'heure du systl'heure du systèèmeme

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Lorsque les essais sont Lorsque les essais sont terminterminéés, un signal s, un signal «« Fin essais Fin essais »» nous nous
conduit en A1, via A2conduit en A1, via A2(cassette finie) (cassette finie)

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
ÀÀ tout moment, l'arrêt tout moment, l'arrêt de la machine peut être de la machine peut être provoquprovoquéé par appuis sur par appuis sur
le bouton le bouton «« arrêt arrêt »»
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
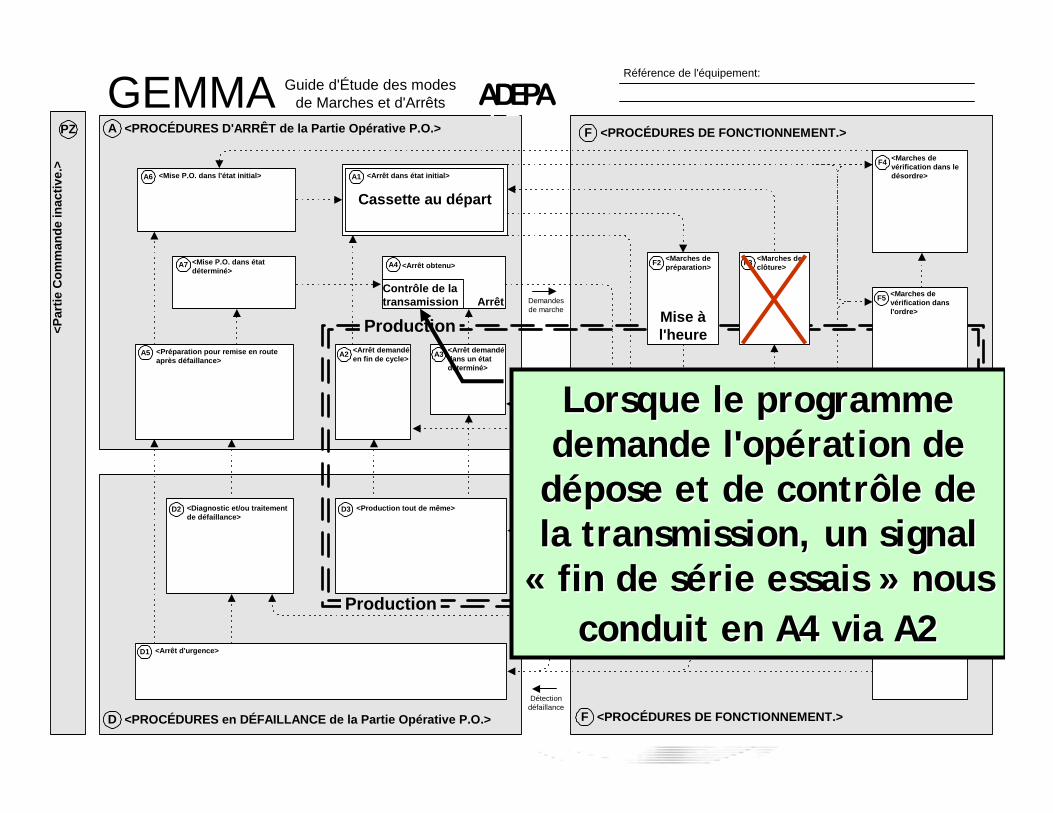
Lorsque le programme Lorsque le programme demande l'opdemande l'opéération de ration de
ddéépose et de contrôle de pose et de contrôle de la transmission, un signal la transmission, un signal
«« fin de sfin de séérie essais rie essais »» nous nous conduit en A4 via A2conduit en A4 via A2

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Lorsque les paramLorsque les paramèètres tres s's'éécartent de plus de 10 % des cartent de plus de 10 % des
valeurs demandvaleurs demandéées par le es par le programme pour V, C ou programme pour V, C ou aalphalpha

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
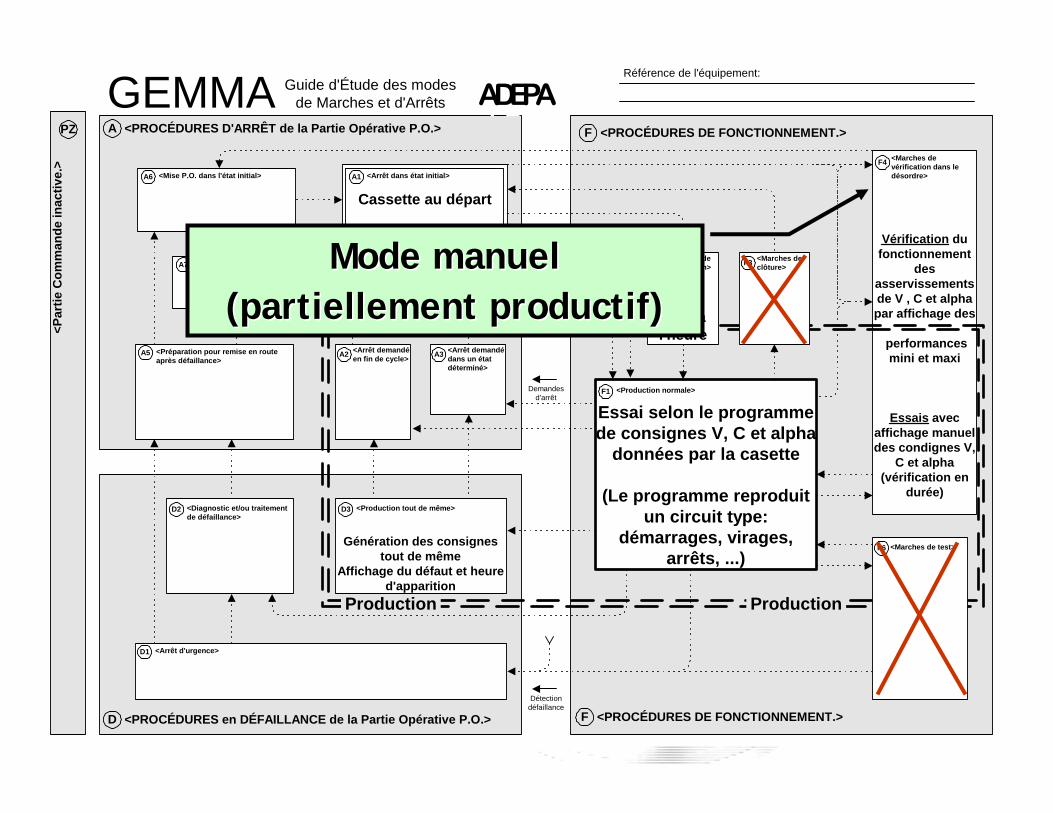
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Suite au mode Suite au mode manuel, pour mise en manuel, pour mise en
condition initialecondition initiale
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Mode manuelMode manuel(partiellement productif)(partiellement productif)

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
En arrêt d'urgence, En arrêt d'urgence, coupure coupure éénergie PO nergie PO
et freinageet freinage

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Afficher ensuite Afficher ensuite l'heure et la raison de l'heure et la raison de
l'arrêt dl'arrêt d’’urgenceurgence

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
LL’’opopéérateur met les rateur met les consignes consignes àà zzééroro

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Mise en Mise en éénergie de la nergie de la partie oppartie opéérativerative

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Frappe exécution
DDéémarrage par la marrage par la frappe du mot frappe du mot
«« exexéécution cution »» sur le sur le clavier du pupitreclavier du pupitre

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Frappe exécution
AUTO.Marche
Mise sur Mise sur ««autoauto»» du du sséélecteur de marche lecteur de marche
et l'action sur le et l'action sur le bouton bouton ««marchemarche»»

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Frappe exécution
AUTO.Marche
Arrêt
Arrêt en agissant sur Arrêt en agissant sur le bouton le bouton ««arrêtarrêt»» du du
pupitrepupitre

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Frappe exécution
AUTO.Marche
Arrêt
Fin de séried'essais ou Fin
d'essai
Arrêt par signal Arrêt par signal ««fin fin de sde séérie essaisrie essais»» ouousignal signal ««Fin essaisFin essais»»

Toutes les consignesmises à zéro
A6 <Mise P.O. dans l'état initial>
Mise en énergie POEffacement du défaut
A7 <Mise P.O. dans étatdéterminé>
Mise à zéro desconsignes
A5 <Préparation pour remise en routeaprès défaillance>
Cassette au départA1 <Arrêt dans état initial>
Contrôle de latransamission Arrêt
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Afficher l'heure et laraison de l'arrêt:AU ou Vmax ou
Cmax
D2 <Diagnostic et/ou traitementde défaillance>
Génération des consignestout de même
Affichage du défaut et heured'apparition
D3 <Production tout de même>
Coupure de l'énergie de la partie opérativeFreinage
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Essai selon le programmede consignes V, C et alpha
données par la casette
(Le programme reproduitun circuit type:
démarrages, virages,arrêts, ...)
F1 <Production normale>
Vérification dufonctionnement
desasservissementsde V , C et alphapar affichage des
performancesmini et maxi
Essais avecaffichage manueldes condignes V,
C et alpha(vérification en
durée)
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Mise àl'heure
F2 <Marches depréparation>
F3 <Marches declôture>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Frappe exécution
AUTO.Marche
Arrêt
Fin de séried'essais ou Fin
d'essai
∆ ∆
∆
VV
ouC
C
ouαα
≥ 10%
ÉÉcart de + de 10 % cart de + de 10 % des valeurs des valeurs
demanddemandéées pour V, C es pour V, C ou ou alphaalpha

GEMMA finalGEMMA final

Pause FunPause Fun
http://gcedidactic.free.fr/automatisme/gemma/GCE.swf

Exercice 1 :Exercice 1 :Machine Machine àà remplir et remplir et àà boucherboucher

GRAFCET de niveau 1GRAFCET de niveau 1
11
2
Machine en référence
départ
Transférer les bouteilles
Transfert complété
3 Charger une bouteille
Bouteille chargée
5 Remplir une bouteille
Bouteille remplie
7 Poser un bouchon sur unebouteille
Bouteille bouchée
4 Attente 6 Attente 8 Attente
=1

GRAFCET de niveau 2GRAFCET de niveau 2
11
2
dcy.a0.c0.e0
b+
b1
3 a+
a1.b0
5 c+
c1
4 a-
a0.c0.e0
b- d
6 c-
7 g+
g1
8 e+
e1
9 e-
e0
g-10
g0
11 e+
e1
f
12 e-

Notes :Notes :
Le GRAFCET de niveau 2 assume :– qu’il ne manque jamais de bouteilles ;
− Si une bouteille manque, on vide le liquide sur le tapis !!!
– qu’il n’y a aucun arrêt d’urgence ;– qu’il n’y a aucune défaillance.

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
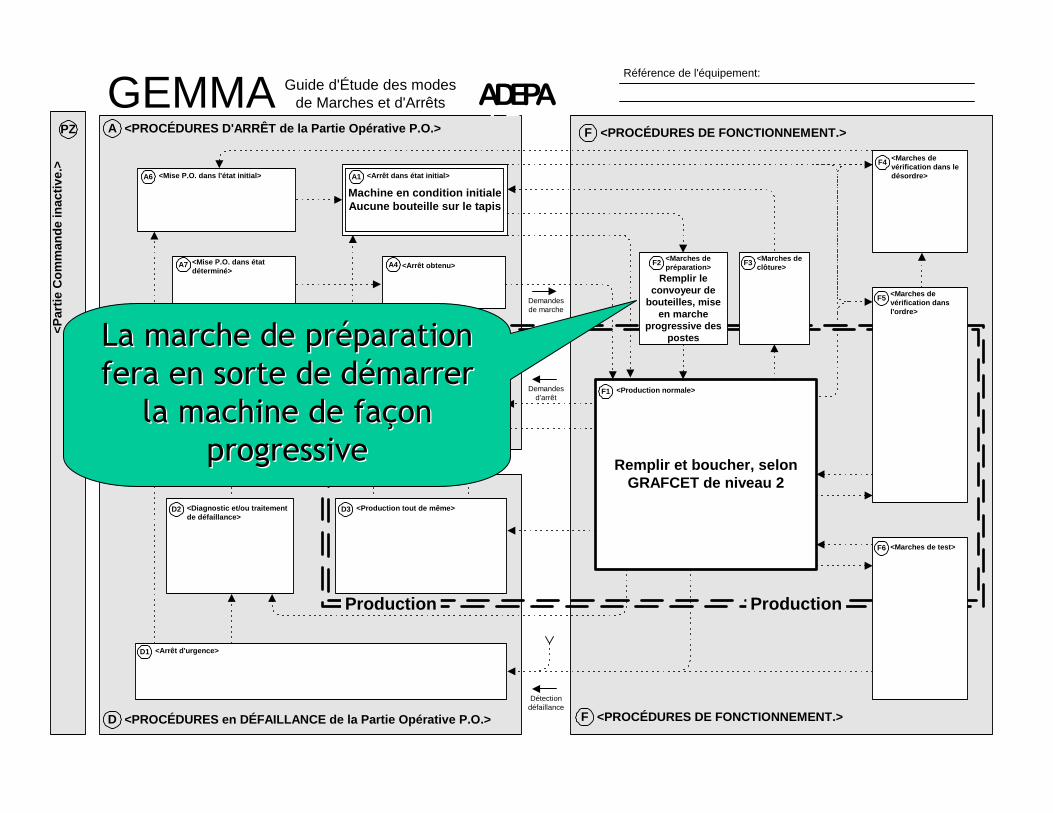
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
F2 <Marches depréparation> F3 <Marches de
clôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Lors que la machine est Lors que la machine est arrêtarrêtéée en e en éétat initial, il ne tat initial, il ne
doit y avoir AUCUNES doit y avoir AUCUNES bouteilles sur le convoyeur.bouteilles sur le convoyeur.
En mode automatique, la En mode automatique, la machine produit machine produit àà cadence cadence
maximale.maximale.
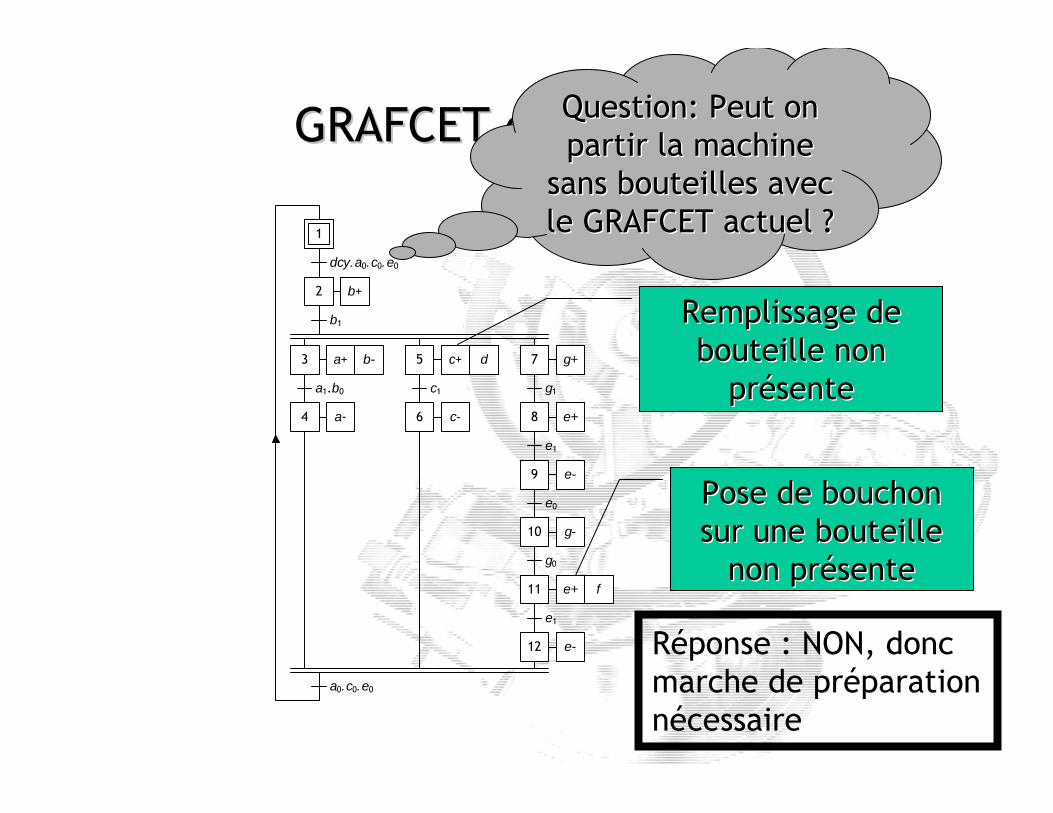
GRAFCET de niveau 2GRAFCET de niveau 2Question: Peut on Question: Peut on partir la machine partir la machine
sans bouteilles avec sans bouteilles avec le GRAFCET actuel ?le GRAFCET actuel ?
Remplissage de Remplissage de bouteille non bouteille non
prpréésentesente
Pose de bouchon Pose de bouchon sur une bouteille sur une bouteille
non prnon préésentesente
Réponse : NON, donc marche de préparation nécessaire
11
2
dcy.a0.c0.e0
b+
b1
3 a+
a1.b0
5 c+
c1
4 a-
a0.c0.e0
b- d
6 c-
7 g+
g1
8 e+
e1
9 e-
e0
g-10
g0
11 e+
e1
f
12 e-
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation> F3 <Marches de
clôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
La marche de prLa marche de prééparation paration fera en sorte de dfera en sorte de déémarrer marrer
la machine de fala machine de faççon on progressiveprogressive
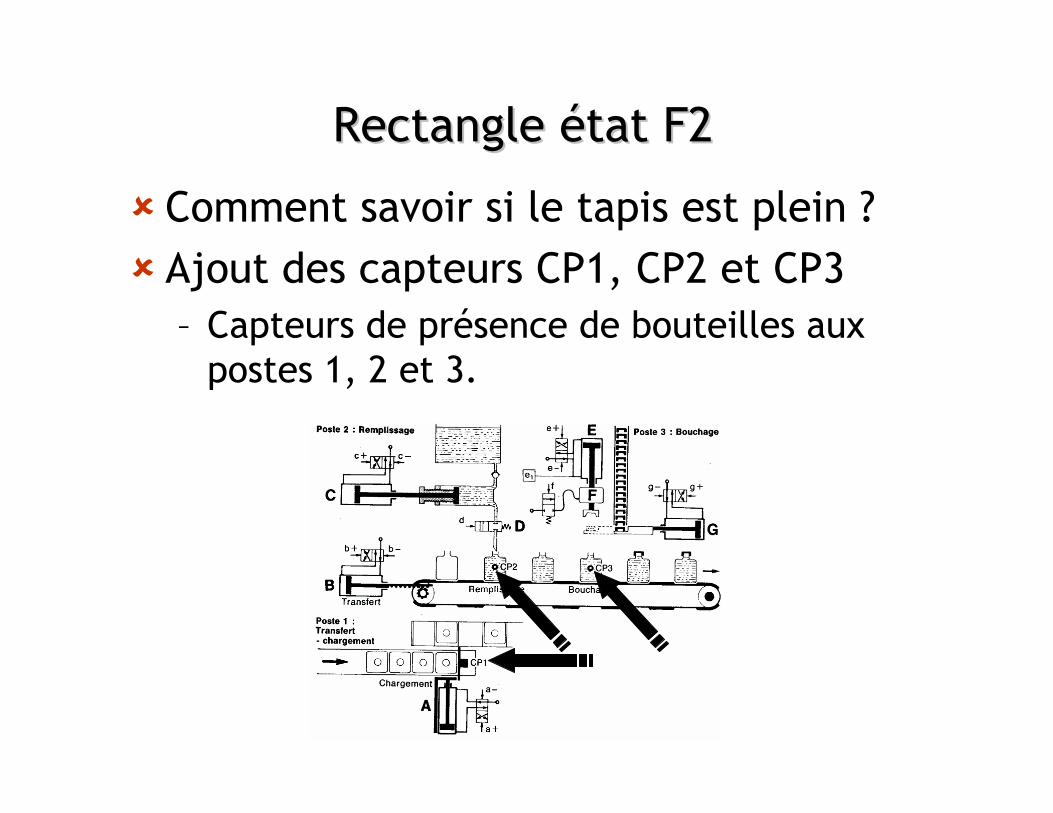
Rectangle Rectangle éétat F2tat F2
Comment savoir si le tapis est plein ?Ajout des capteurs CP1, CP2 et CP3– Capteurs de présence de bouteilles aux
postes 1, 2 et 3.

11
2
dcy.a0.c0.e0
b+
b1
3 a+
a1.b0
5 c+
c1
4 a-
a0.c0.e0
b- d
6 c-
7 g+
g1
8 e+
e1
9 e-
e0
g-10
g0
11 e+
e1
f
12 e-
GRAFCET de niveau 2GRAFCET de niveau 2Question : Peut on arrêter Question : Peut on arrêter la machine et faire en sorte la machine et faire en sorte
ququ’’il nil n’’y ait plus de y ait plus de bouteilles avec le GRAFCET bouteilles avec le GRAFCET
actuel ?actuel ?
Rien nRien n’’empêche les empêche les nouvelles bouteilles nouvelles bouteilles
dd’’être admisesêtre admises
Remplissage dRemplissage d’’une une bouteille non bouteille non
prpréésentesente
Réponse : NON, donc marche de clôture nécessaire

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
A4 <Arrêt obtenu>
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
La marche de clôture fera La marche de clôture fera en sorte de vider la en sorte de vider la
machine avant lmachine avant l’’arrêt arrêt completcomplet
Impossible dImpossible d’’avoir un avoir un convoyeur sans bouteilles convoyeur sans bouteilles avec un arrêt en fin de avec un arrêt en fin de
cycle du GRAFCETcycle du GRAFCET

QuestionQuestion
Supposons que la machine exige 5 minutes pour se mettre en opération et un autre 5 minutes pour s’arrêter.
Que faire si l’opérateur doit prendre une pause de 5 minutes ?– Peut-on se permettre de perdre 15 min ?

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
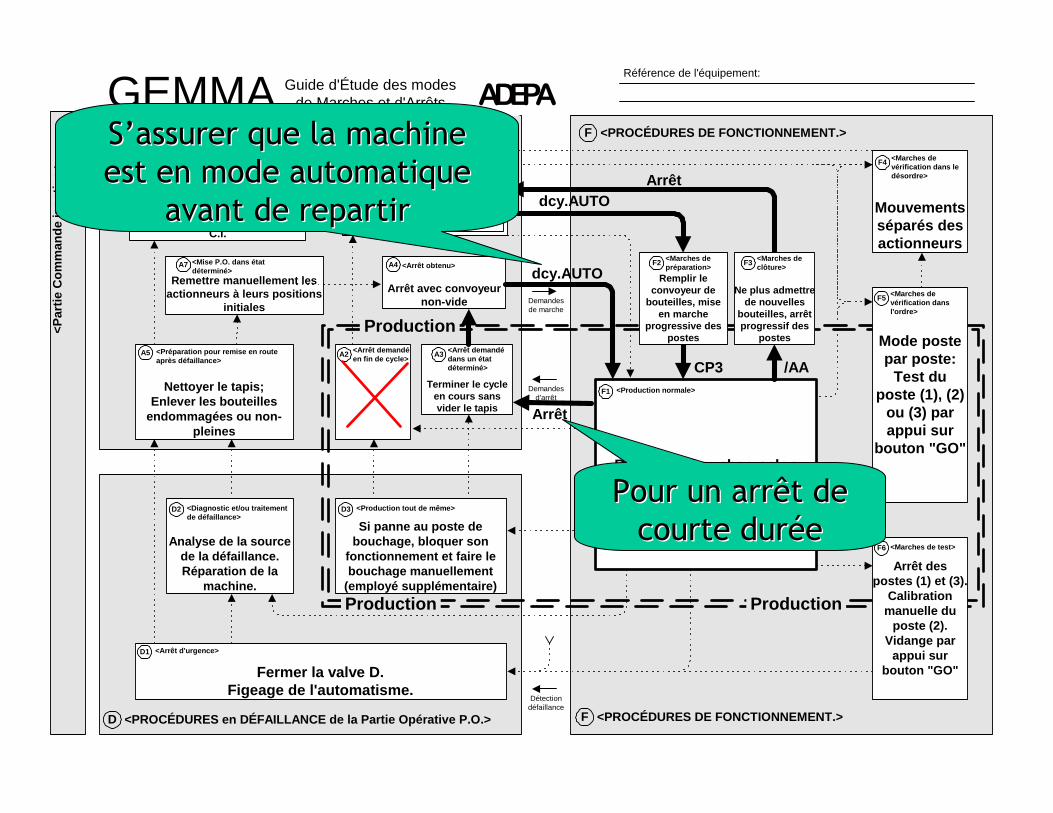
Et la demande dEt la demande d’’arrêt de arrêt de courte durcourte duréée en fin de cyclee en fin de cycle
PrPréévoir un arrêt de courte voir un arrêt de courte durduréée, sans vider le e, sans vider le
convoyeurconvoyeur

A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
Suite Suite àà ll’’arrêt de la arrêt de la machine, analyser la source machine, analyser la source
de la panne et rde la panne et rééparerparer
En cas dEn cas d’’arrêt darrêt d’’urgence, urgence, figer lfiger l’’automatisme et automatisme et
fermer la valve de fermer la valve de remplissageremplissage
A6 <Mise P.O. dans l'état initial>
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
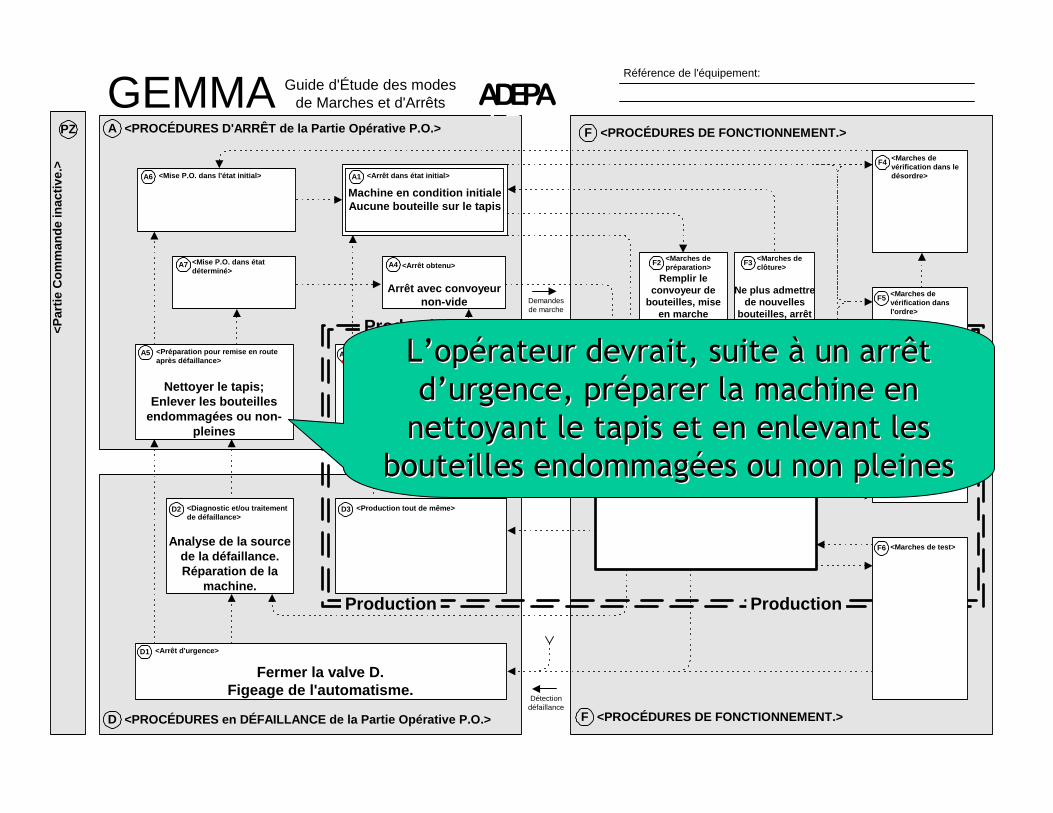
LL’’opopéérateur devrait, suite rateur devrait, suite àà un arrêt un arrêt dd’’urgence, prurgence, prééparer la machine en parer la machine en
nettoyant le tapis et en enlevant les nettoyant le tapis et en enlevant les bouteilles endommagbouteilles endommagéées ou non pleineses ou non pleines
Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance> D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
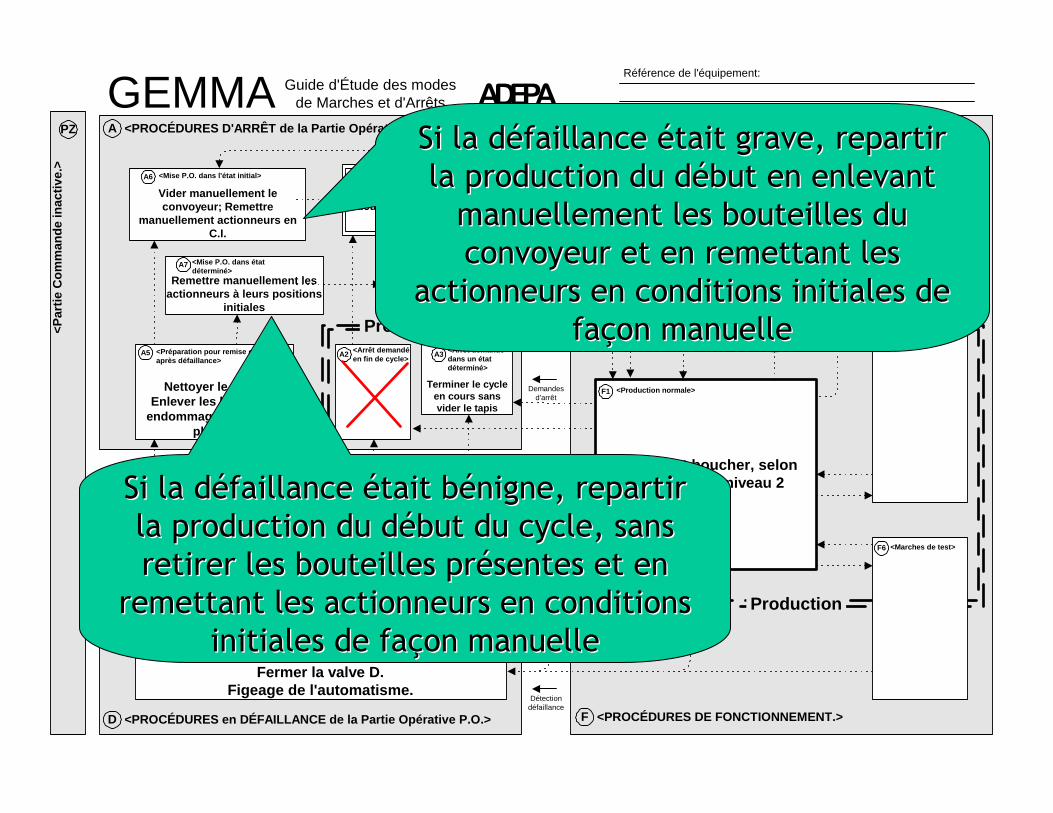
Si la dSi la dééfaillance faillance éétait grave, repartir tait grave, repartir la production du dla production du déébut en enlevant but en enlevant
manuellement les bouteilles du manuellement les bouteilles du convoyeur et en remettant les convoyeur et en remettant les
actionneurs en conditions initiales de actionneurs en conditions initiales de fafaççon manuelleon manuelle
Si la dSi la dééfaillance faillance éétait btait béénigne, repartir nigne, repartir la production du dla production du déébut du cycle, sans but du cycle, sans retirer les bouteilles prretirer les bouteilles préésentes et en sentes et en
remettant les actionneurs en conditions remettant les actionneurs en conditions initiales de fainitiales de faççon manuelleon manuelle
Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
F5 <Marches devérification dansl'ordre>
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
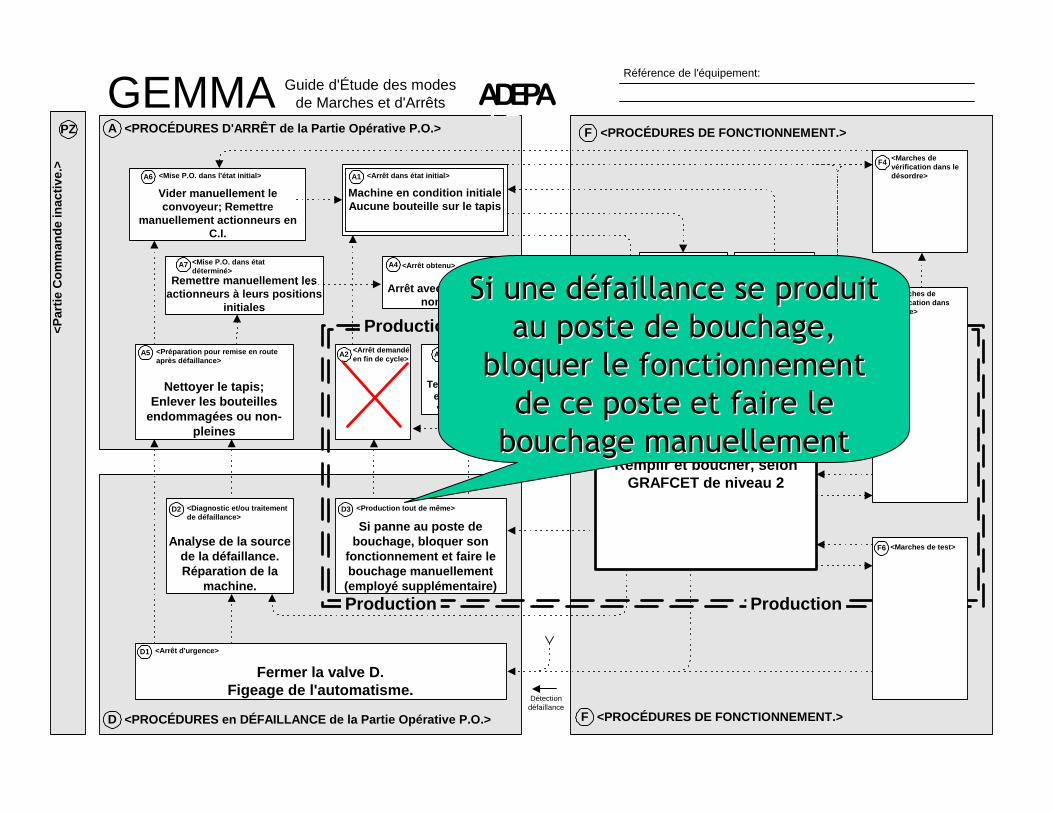
Si une dSi une dééfaillance se produit faillance se produit au poste de bouchage, au poste de bouchage,
bloquer le fonctionnement bloquer le fonctionnement de ce poste et faire le de ce poste et faire le
bouchage manuellementbouchage manuellement
Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
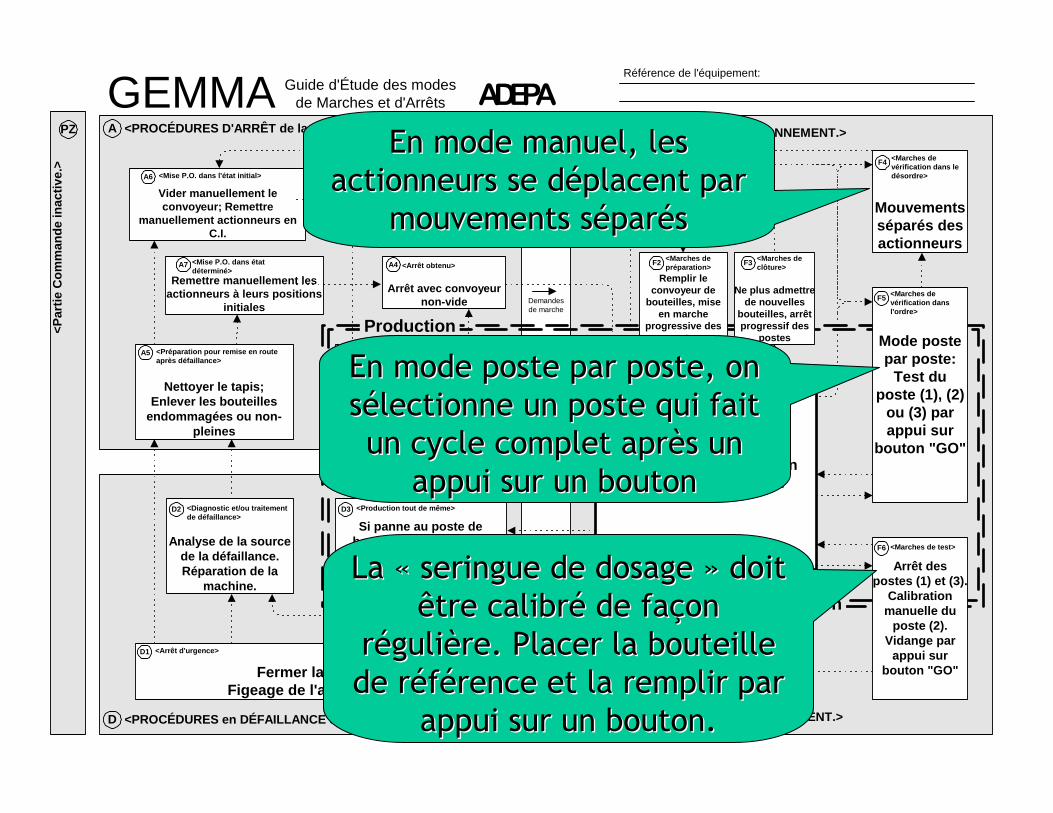
En mode manuel, les En mode manuel, les actionneurs se dactionneurs se dééplacent par placent par
mouvements smouvements sééparparééss
En mode poste par poste, on En mode poste par poste, on sséélectionne un poste qui fait lectionne un poste qui fait un cycle complet aprun cycle complet aprèès un s un
appui sur un boutonappui sur un bouton
La La «« seringue de dosageseringue de dosage »» doit doit être calibrêtre calibréé de fade faççon on
rrééguligulièère. Placer la bouteille re. Placer la bouteille de rde rééfféérence et la remplir par rence et la remplir par
appui sur un bouton.appui sur un bouton.

Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3
DDéémarrage en marrage en mode automatiquemode automatique
Si une bouteille se prSi une bouteille se préésente sente au poste 3, la machine est au poste 3, la machine est
alors complalors complèètement remplie tement remplie de bouteillesde bouteilles

Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
Pour un arrêt Pour un arrêt complet, interdire complet, interdire
ll’’admission de admission de nouvelles nouvelles
bouteilles sur le bouteilles sur le tapistapis
Quand lQuand l’’opopéérateur constate rateur constate ququ’’il ne reste plus de il ne reste plus de
bouteilles sur le tapis, il bouteilles sur le tapis, il arrête la machinearrête la machine
Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
Pour un arrêt de Pour un arrêt de courte durcourte durééee
SS’’assurer que la machine assurer que la machine est en mode automatique est en mode automatique
avant de repartiravant de repartir

Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
ARRÊT DARRÊT D’’URGENCEURGENCE
DDéécision humainecision humaine
DDéécision humainecision humaine

Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
/AU.MAN /AU.MAN
CI
CI
Avant de repartir, enlever Avant de repartir, enlever ll’’arrêt darrêt d’’urgence et passer en urgence et passer en
mode manuelmode manuel
SS’’assurer que les actionneurs assurer que les actionneurs sont sont àà leurs positions initialesleurs positions initiales
(pr(préévoir un voyant)voir un voyant)

Vider manuellement le convoyeur; Remettre
manuellement actionneurs en C.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement les actionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en route après défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeur non-vide
A4 <Arrêt obtenu>
Terminer le cycle en cours sans vider le tapis
A3 <Arrêt demandé dans un état déterminé>
A2 <Arrêt demandé en fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la source de la défaillance. Réparation de la
machine.
D2 <Diagnostic et/ou traitement de défaillance>
Si panne au poste de bouchage, bloquer son
fonctionnement et faire le bouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selon GRAFCET de niveau 2
F1 <Production normale>
Mouvements séparés des actionneurs
F4 <Marches de vérification dans le désordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir le convoyeur de
bouteilles, mise en marche
progressive des postes
F2 <Marches de préparation>
Ne plus admettre de nouvelles
bouteilles, arrêt progressif des
postes
F3 <Marches de clôture>
Mode poste par poste:
Test du poste (1), (2)
ou (3) par appui sur
bouton "GO"
F5 <Marches de vérification dans l'ordre>
Arrêt des postes (1) et
(3).Calibration
manuelle du poste (2).
Vidange par appui sur
bouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détection défaillance
Guide d'Étude des modes de Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
/AU.MAN /AU.MAN
CI
CI
Arrêt
HS3
/HS3
En cas de dEn cas de dééfaillance du poste faillance du poste 3, le d3, le dééclarer Hors Service.clarer Hors Service.

Vider manuellement le convoyeur; Remettre
manuellement actionneurs en C.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement les actionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en route après défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeur non-vide
A4 <Arrêt obtenu>
Terminer le cycle en cours sans vider le tapis
A3 <Arrêt demandé dans un état déterminé>
A2 <Arrêt demandé en fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la source de la défaillance. Réparation de la
machine.
D2 <Diagnostic et/ou traitement de défaillance>
Si panne au poste de bouchage, bloquer son
fonctionnement et faire le bouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selon GRAFCET de niveau 2
F1 <Production normale>
Mouvements séparés des actionneurs
F4 <Marches de vérification dans le désordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir le convoyeur de
bouteilles, mise en marche
progressive des postes
F2 <Marches de préparation>
Ne plus admettre de nouvelles
bouteilles, arrêt progressif des
postes
F3 <Marches de clôture>
Mode poste par poste:
Test du poste (1), (2)
ou (3) par appui sur
bouton "GO"
F5 <Marches de vérification dans l'ordre>
Arrêt des postes (1) et
(3).Calibration
manuelle du poste (2).
Vidange par appui sur
bouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détection défaillance
Guide d'Étude des modes de Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
/AU.MAN /AU.MAN
CI
CI
MAN
Arrêt
HS3
/HS3
AccAccèès au mode manuels au mode manuel
AprAprèès un mode manuel, mise s un mode manuel, mise en en éétat initial obligatoiretat initial obligatoire

Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
/AU.MAN /AU.MAN
CI
CI
MAN
TEST
TEST
AUTO
MAN
Arrêt
HS3
/HS3
AccAccèès au mode poste par postes au mode poste par poste
Retour au mode automatiqueRetour au mode automatique
AccAccèès au mode manuels au mode manuel

Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
/AU.MAN /AU.MAN
CI
CI
MAN
TEST
TEST
AUTO
MAN
TEST
AUTO
Arrêt
HS3
/HS3
AccAccèès au mode de calibrations au mode de calibration
Retour au mode automatiqueRetour au mode automatique
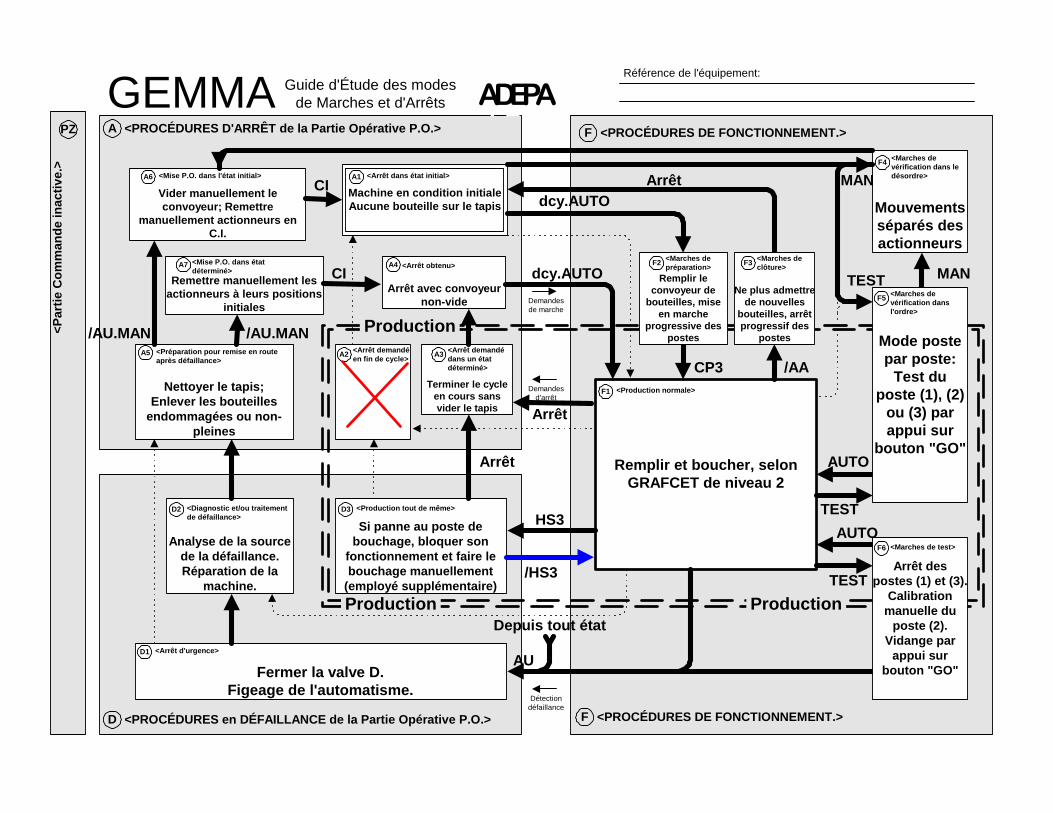
Vider manuellement leconvoyeur; Remettre
manuellement actionneurs enC.I.
A6 <Mise P.O. dans l'état initial>
Remettre manuellement lesactionneurs à leurs positions
initiales
A7 <Mise P.O. dans étatdéterminé>
Nettoyer le tapis;Enlever les bouteilles
endommagées ou non-pleines
A5 <Préparation pour remise en routeaprès défaillance>
Machine en condition initialeAucune bouteille sur le tapis
A1 <Arrêt dans état initial>
Arrêt avec convoyeurnon-vide
A4 <Arrêt obtenu>
Terminer le cycleen cours sansvider le tapis
A3 <Arrêt demandédans un étatdéterminé>
A2 <Arrêt demandéen fin de cycle>
A <PROCÉDURES D'ARRÊT de la Partie Opérative P.O.>
Analyse de la sourcede la défaillance.Réparation de la
machine.
D2 <Diagnostic et/ou traitementde défaillance>
Si panne au poste debouchage, bloquer son
fonctionnement et faire lebouchage manuellement
(employé supplémentaire)
D3 <Production tout de même>
Fermer la valve D.Figeage de l'automatisme.
D1 <Arrêt d'urgence>
D <PROCÉDURES en DÉFAILLANCE de la Partie Opérative P.O.>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir et boucher, selonGRAFCET de niveau 2
F1 <Production normale>
Mouvementsséparés desactionneurs
F4 <Marches devérification dans ledésordre>
F <PROCÉDURES DE FONCTIONNEMENT.>
Remplir leconvoyeur de
bouteilles, miseen marche
progressive despostes
F2 <Marches depréparation>
Ne plus admettrede nouvelles
bouteilles, arrêtprogressif des
postes
F3 <Marches declôture>
Mode postepar poste:
Test duposte (1), (2)
ou (3) parappui sur
bouton "GO"
F5 <Marches devérification dansl'ordre>
Arrêt despostes (1) et (3).
Calibrationmanuelle du
poste (2).Vidange par
appui surbouton "GO"
F6 <Marches de test>
Production Production
ProductionDemandesde marche
Demandesd'arrêt
Détectiondéfaillance
GEMMA Guide d'Étude des modesde Marches et d'Arrêts ADEPAADEPA
Référence de l'équipement:
PZ
<Par
tie C
omm
ande
inac
tive.
>
dcy.AUTO
CP3 /AA
Arrêt
dcy.AUTO
Arrêt
AU
Depuis tout état
/AU.MAN /AU.MAN
CI
CI
MAN
TEST
TEST
AUTO
MAN
TEST
AUTO
Arrêt
HS3
/HS3

Le panneau de commandeLe panneau de commande
DCYNon
admission AdmissionAA
ARRÊT
Manuel AutomatiqueAUTOMAN
Poste 3hors service
HS3
Poste 3en marche
Test TEST
Poste (1) Poste (3)P3P1
Poste (2) P2
GOARRÊTD'URGENCE

GRAFCET FinalGRAFCET FinalDCY
Nonadmission Admission
AA
ARRÊT
Manuel AutomatiqueAUTOMAN
Poste 3hors service
HS3
Poste 3en marche
Test TEST
Poste (1) Poste (3)P3P1
Poste (2) P2
GOARRÊTD'URGENCE
GRAFCET DU MODE TEST (GT)
300
301 X110 302 303X120 X130
P1.Test.CP1.GO.X4
X114 X123 X137
P2.Test.CP2.GO.X4 P3.Test.CP3.GO.X4
304
/X4

GRAFCET FinalGRAFCET FinalDCY
Nonadmission Admission
AA
ARRÊT
Manuel AutomatiqueAUTOMAN
Poste 3hors service
HS3
Poste 3en marche
Test TEST
Poste (1) Poste (3)P3P1
Poste (2) P2
GOARRÊTD'URGENCE
ci = a0.b0.c0.d0.e0.g0
120
121 c+
c1
d
122 c-
c0
123
GRAFCET DU POSTE 2 (GP2)
(X103+X302).CP2
/X103./X302
X103./CP2
100
101
X2
b+
b1
105
GRAFCET DE PRODUCTIONNORMAL (GPN)
X114.X123.X137.AUTO
/X2
102 X110 103 X120 104 X130
X114.X123.X137.(Arrêt+Test+Man)
110
111 a+
b0.a1
b-
112 a-
a0
114
X102./CP1+/AA
GRAFCET DU POSTE 1 (GP1)
(X102+X301).CP1.AA
/X102./X301
113 b-
b0







