directive pour les fournisseurs internes et externes. 6 ... · 6.2.5. soudure bout à bout ... en...
TRANSCRIPT
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 1/15 Fichier :
REALISATION DU PRODUIT D_A
Directive pour les fournisseurs internes et externes.
6. Usinage des pièces - Pièces mécano-soudées et
pièces de tôlerie
Contenu Usinage des pièces .................................................................................................................................... 1 6.1.
6.1.1. Tolérances générales ......................................................................................................................... 2
6.1.2. Pré-perçages...................................................................................................................................... 2
6.1.3. Pièces polies ...................................................................................................................................... 2
Informations générales ............................................................................................................................. 2 6.2.
6.2.1. Pièces à souder .................................................................................................................................. 3
6.2.2. Type de cordons de soudure ............................................................................................................. 4
6.2.3. Soudure en T ..................................................................................................................................... 4
6.2.4. Soudure d’angle ................................................................................................................................ 4
6.2.5. Soudure bout à bout ......................................................................................................................... 4
6.2.6. L’épaisseur des cordons de soudure ................................................................................................. 5
6.2.7. Cordons de soudure discontinus ....................................................................................................... 5
Tableau pour soudures discontinues ........................................................................................................ 7 6.3.
Soudure renfort sur tole de recouvrement............................................................................................. 11 6.4.
convoyeur ............................................................................................................................................................. 11
Tolérances pour les constructions soudées ............................................................................................ 11 6.5.
6.5.1. Tolérances dimensionnelles ............................................................................................................ 11
6.5.2. Tolérances géométriques pour les pièces sans ............................................................................... 12
usinage ultérieur ............................................................................................................................................... 12
6.5.3. Tolérances géométriques pour les pièces avec ............................................................................... 13
6.5.4. Qualité des cordons de soudure ..................................................................................................... 14
6.5.5. Trous d’évent .................................................................................................................................. 15
6.5.6. Recuit de stabilisation après soudure ............................................................................................. 15
6.5.7. Contrôle d’étanchéité après soudure ............................................................................................. 15
Pour les sites français de thyssenkrupp System Engineering SAS
V0 du 24/10/2017
Usinage des pièces 6.1.
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 2/15 Fichier :
REALISATION DU PRODUIT D_A
L’usinage des pièces doit être réalisé suivant le plan de détail à la dernière version du dossier technique joint à
la commande.
Note : les revêtements de surfaces effectués après usinage peuvent modifier le dimensionnement la pièce. Il
est impératif d’en tenir compte pour que les dimensions et les tolérances indiquées sur les dessins soient
respectées à la livraison des pièces usinées.
6.1.1. Tolérances générales
En absence d’autres spécifications, les tolérances dimensionnelles et géométriques de la norme ISO 2768 mk
indiquées dans le cartouche s’appliquent.
6.1.2. Pré-perçages
Lorsque l’indication à pré-percer (predrill, Vorgebohrt) figure sur le plan de détail, le trou doit être percé à un
Ø inférieur de 0,2 mm.
6.1.3. Pièces polies
Sauf indication contraire sur le plan de détail, le polissage est à effectuer en dernière phase de fabrication.
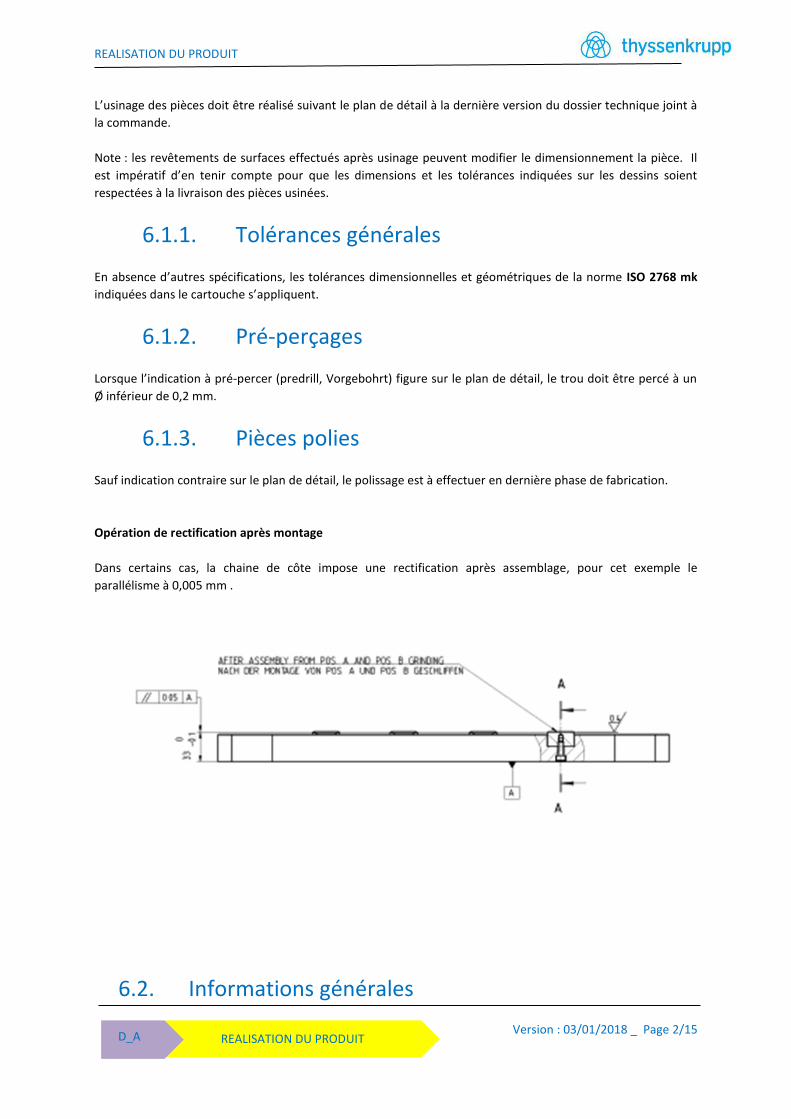
Opération de rectification après montage
Dans certains cas, la chaine de côte impose une rectification après assemblage, pour cet exemple le
parallélisme à 0,005 mm .
Informations générales 6.2.
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 3/15 Fichier :
REALISATION DU PRODUIT D_A
Sauf exception, aucune information concernant les cordons de soudure n’est indiquée sur le plan de détail du
client. Les informations nécessaires pour la soudure se trouvent dans cette directive. Des précisions concernant
les soudures ne sont indiquées sur le plan de détail que s’il y a des exigences particulières en relation par
exemple avec la résistance, la sécurité ou toute autre précision. dans ce cas, les indications sur le plan
remplacent ou complètent les prescriptions de cette directive. Sans autre indication, seule cette directive
s’applique.
6.2.1. Pièces à souder
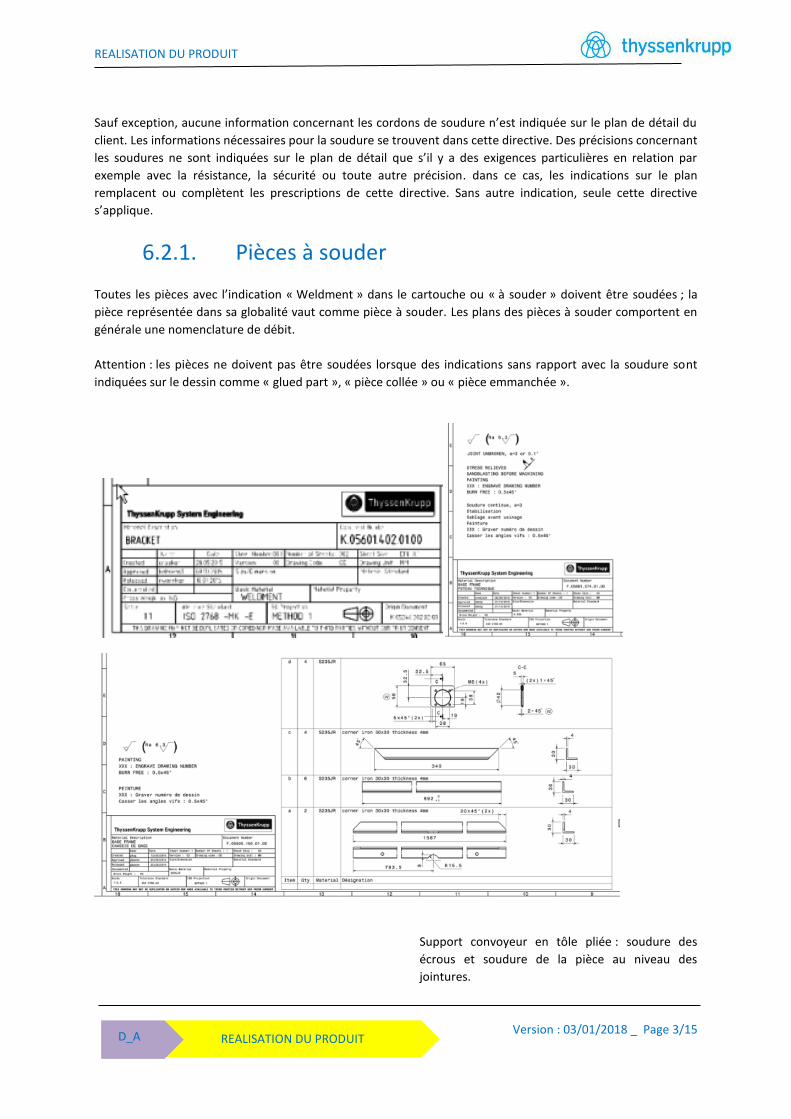
Toutes les pièces avec l’indication « Weldment » dans le cartouche ou « à souder » doivent être soudées ; la
pièce représentée dans sa globalité vaut comme pièce à souder. Les plans des pièces à souder comportent en
générale une nomenclature de débit.
Attention : les pièces ne doivent pas être soudées lorsque des indications sans rapport avec la soudure sont
indiquées sur le dessin comme « glued part », « pièce collée » ou « pièce emmanchée ».
Support convoyeur en tôle pliée : soudure des
écrous et soudure de la pièce au niveau des
jointures.
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 4/15 Fichier :
REALISATION DU PRODUIT D_A
6.2.2. Type de cordons de soudure
Un des trois types de cordon de soudure suivant peut être utilisé en fonction de l’agencement des tôles à
souder : soudure en T, soudure d’angle et soudure bout à bout.
6.2.3. Soudure en T
Dans ce cas, les tôles sont assemblées à angle droit
et soudées en T. La soudure en T est à privilégier
par rapport à la soudure d’angle.
6.2.4. Soudure d’angle
Dans certains cas, lorsque l’assemblage l’exige, la
soudure d’angle est autorisée, par exemple
lorsqu’un côté de la tôle à souder est inaccessible
ou lorsque les tôles sont affleurantes.
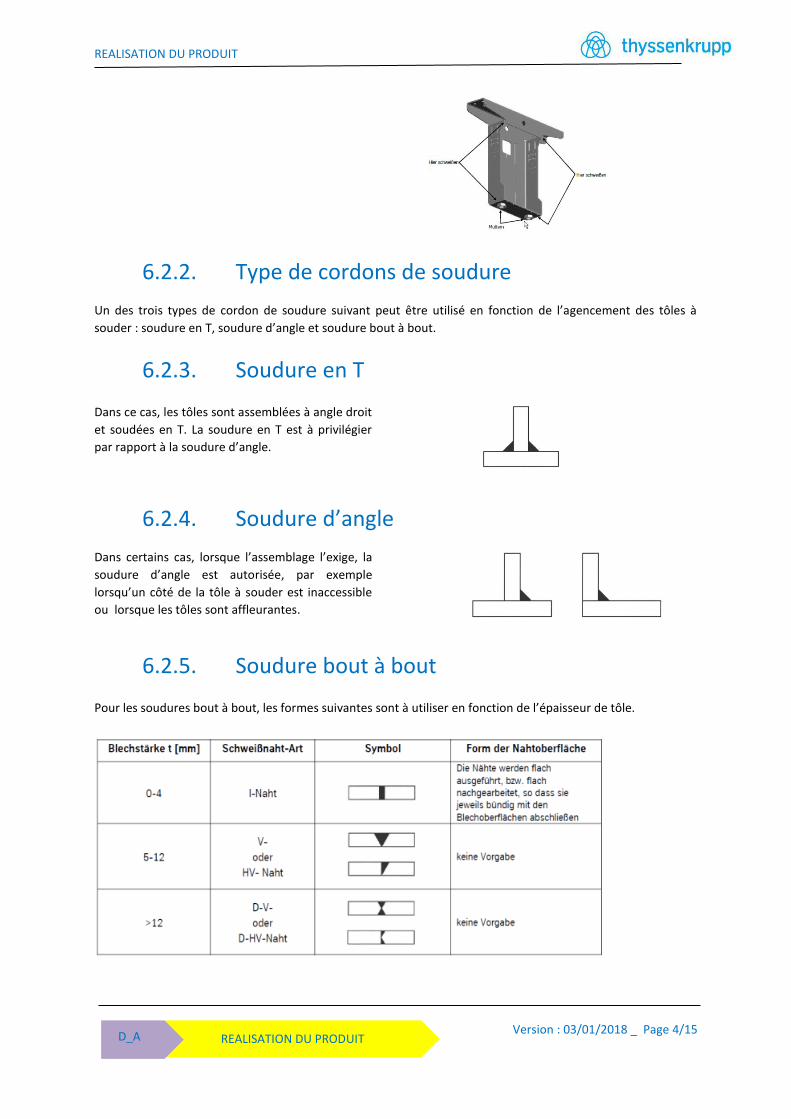
6.2.5. Soudure bout à bout
Pour les soudures bout à bout, les formes suivantes sont à utiliser en fonction de l’épaisseur de tôle.
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 5/15 Fichier :
REALISATION DU PRODUIT D_A
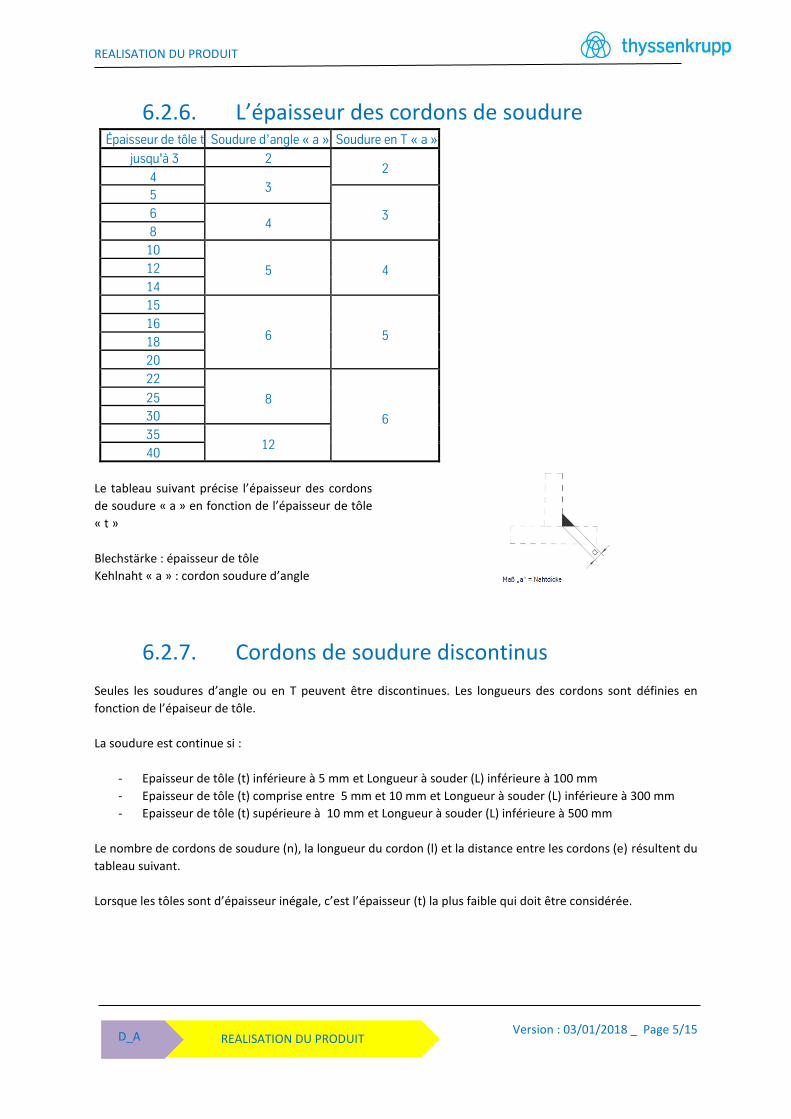
6.2.6. L’épaisseur des cordons de soudure Épaisseur de tôle t Soudure d’angle « a » Soudure en T « a »
jusqu'à 3 2
2 4
3 5
3 6
4 8
10
5
4 12
14
15
6
5
16
18
20
22
8
6
25
30
35
12 40
Le tableau suivant précise l’épaisseur des cordons
de soudure « a » en fonction de l’épaisseur de tôle
« t »
Blechstärke : épaisseur de tôle
Kehlnaht « a » : cordon soudure d’angle
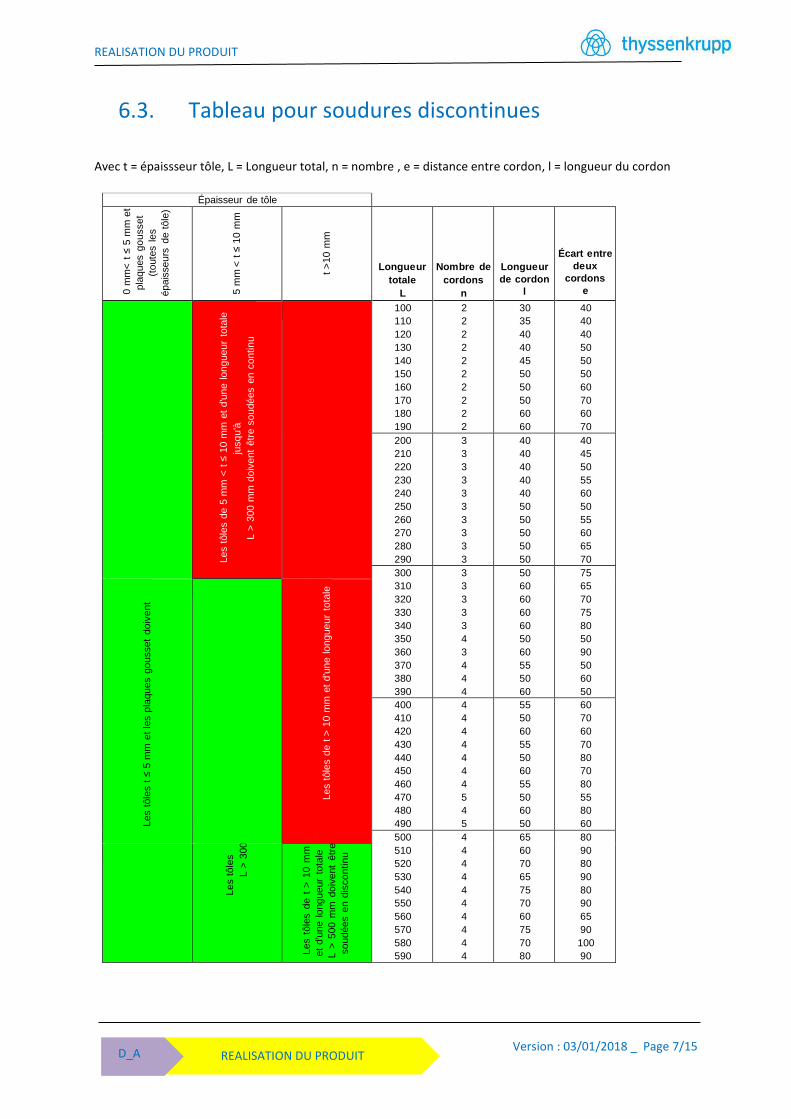
6.2.7. Cordons de soudure discontinus
Seules les soudures d’angle ou en T peuvent être discontinues. Les longueurs des cordons sont définies en
fonction de l’épaiseur de tôle.
La soudure est continue si :
- Epaisseur de tôle (t) inférieure à 5 mm et Longueur à souder (L) inférieure à 100 mm
- Epaisseur de tôle (t) comprise entre 5 mm et 10 mm et Longueur à souder (L) inférieure à 300 mm
- Epaisseur de tôle (t) supérieure à 10 mm et Longueur à souder (L) inférieure à 500 mm
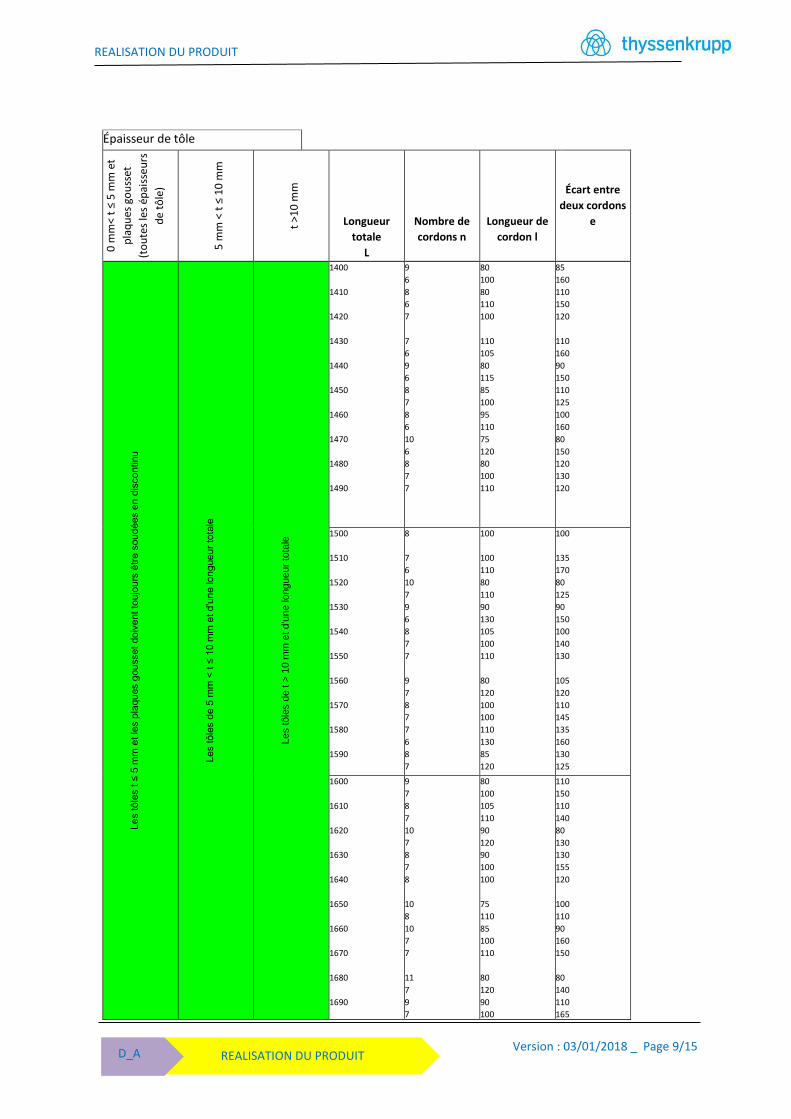
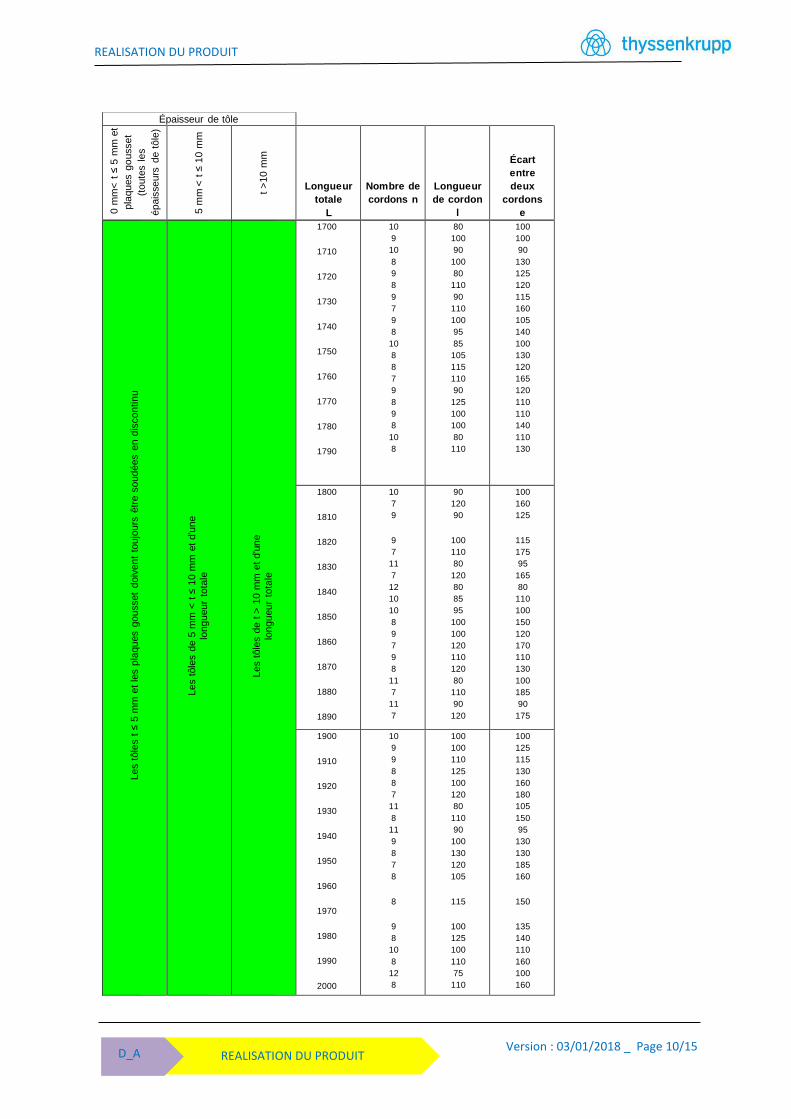
Le nombre de cordons de soudure (n), la longueur du cordon (l) et la distance entre les cordons (e) résultent du
tableau suivant.
Lorsque les tôles sont d’épaisseur inégale, c’est l’épaisseur (t) la plus faible qui doit être considérée.
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 6/15 Fichier :
REALISATION DU PRODUIT D_A
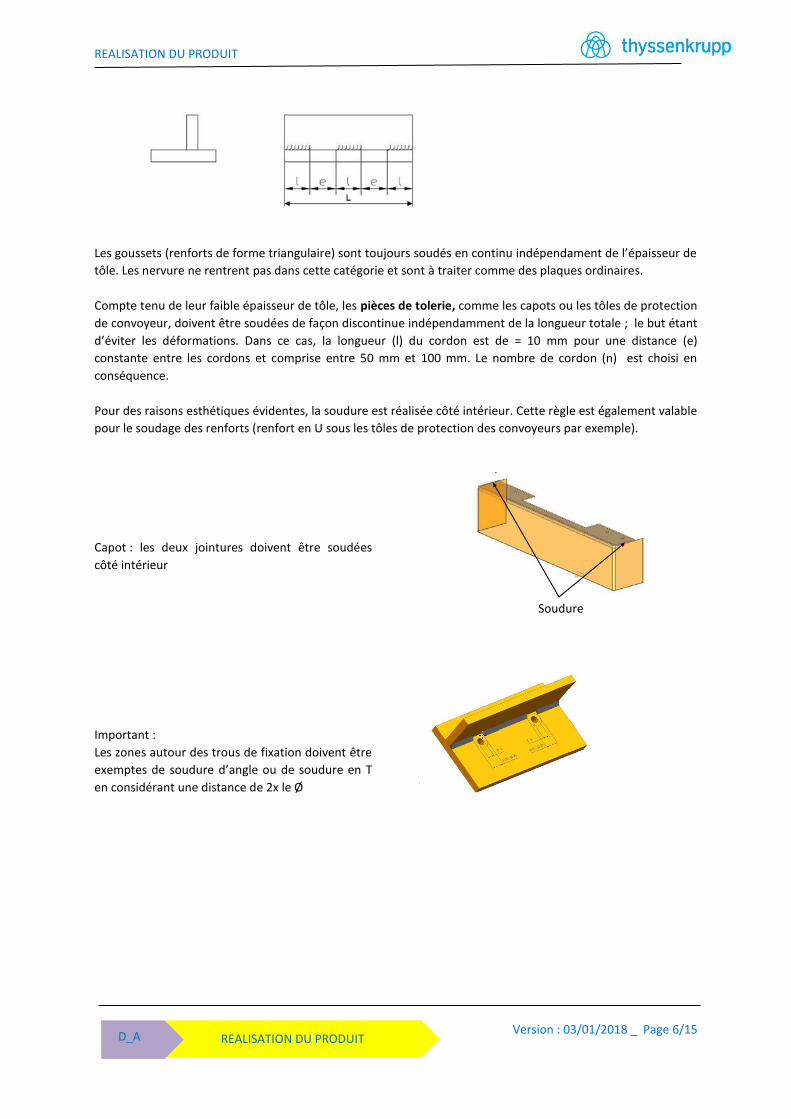
Les goussets (renforts de forme triangulaire) sont toujours soudés en continu indépendament de l’épaisseur de
tôle. Les nervure ne rentrent pas dans cette catégorie et sont à traiter comme des plaques ordinaires.
Compte tenu de leur faible épaisseur de tôle, les pièces de tolerie, comme les capots ou les tôles de protection
de convoyeur, doivent être soudées de façon discontinue indépendamment de la longueur totale ; le but étant
d’éviter les déformations. Dans ce cas, la longueur (l) du cordon est de = 10 mm pour une distance (e)
constante entre les cordons et comprise entre 50 mm et 100 mm. Le nombre de cordon (n) est choisi en
conséquence.
Pour des raisons esthétiques évidentes, la soudure est réalisée côté intérieur. Cette règle est également valable
pour le soudage des renforts (renfort en U sous les tôles de protection des convoyeurs par exemple).
Capot : les deux jointures doivent être soudées
côté intérieur
Soudure
Important :
Les zones autour des trous de fixation doivent être
exemptes de soudure d’angle ou de soudure en T
en considérant une distance de 2x le Ø
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 7/15 Fichier :
REALISATION DU PRODUIT D_A
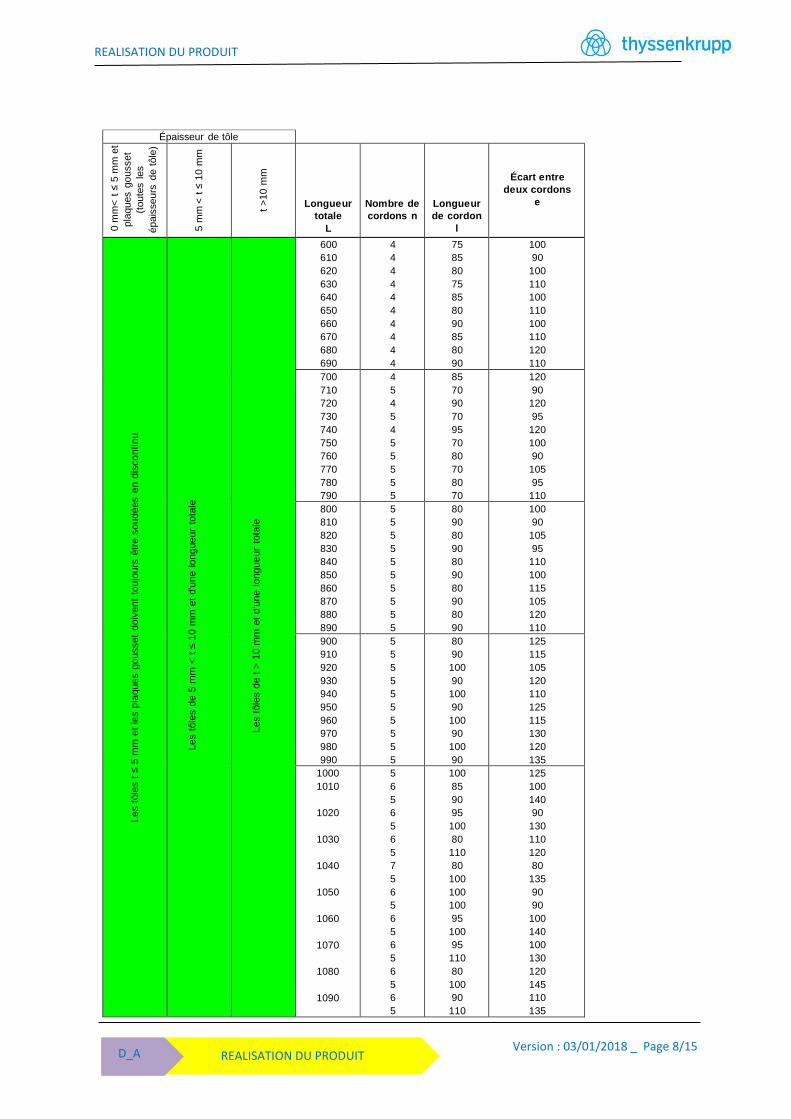
Tableau pour soudures discontinues 6.3.
Avec t = épaissseur tôle, L = Longueur total, n = nombre , e = distance entre cordon, l = longueur du cordon
Épaisseur de tôle
0 m
m<
t ≤
5 m
m e
t
pla
qu
es g
ou
sse
t
(to
ute
s l
es
ép
ais
se
urs
de t
ôle
)
5 m
m <
t ≤
10 m
m
t
>10 m
m
Longueur
totale
L
Nombre de
cordons
n
Longueur
de cordon
l
Écart entre
deux
cordons
e
Les t
ôle
s d
e 5
mm
< t
≤ 1
0 m
m e
t d'u
ne l
on
gue
ur
tota
le
jusq
u'à
L >
300 m
m d
oiv
ent
êtr
e s
ou
dé
es e
n c
on
tin
u
100
110
120
130
140
150
160
170
180
190
2
2
2
2
2
2
2
2
2
2
30
35
40
40
45
50
50
50
60
60
40
40
40
50
50
50
60
70
60
70 200
210
220
230
240
250
260
270
280
290
3
3
3
3
3
3
3
3
3
3
40
40
40
40
40
50
50
50
50
50
40
45
50
55
60
50
55
60
65
70 300
310
320
330
340
350
360
370
380
390
3
3
3
3
3
4
3
4
4
4
50
60
60
60
60
50
60
55
50
60
75
65
70
75
80
50
90
50
60
50
Les t
ôle
s t
≤ 5
mm
et
les p
laqu
es g
ou
sset
do
ive
nt
Les t
ôle
s d
e t
> 1
0 m
m e
t d'u
ne l
ong
ue
ur
tota
le
400
410
420
430
440
450
460
470
480
490
4
4
4
4
4
4
4
5
4
5
55
50
60
55
50
60
55
50
60
50
60
70
60
70
80
70
80
55
80
60 500
510
520
530
540
550
560
570
580
590
4
4
4
4
4
4
4
4
4
4
65
60
70
65
75
70
60
75
70
80
80
90
80
90
80
90
65
90
100
90
Les t
ôle
s
L >
300
Les t
ôle
s d
e t
> 1
0 m
m
et
d'u
ne l
ong
ue
ur
tota
le
L >
500 m
m d
oiv
ent
êtr
e
so
udé
es e
n d
isco
ntin
u
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 8/15 Fichier :
REALISATION DU PRODUIT D_A
Épaisseur de tôle
0 m
m<
t ≤
5 m
m e
t
pla
qu
es g
ou
sse
t
(to
ute
s l
es
ép
ais
se
urs
de t
ôle
)
5 m
m <
t ≤
10 m
m
t
>10 m
m
Longueur
totale
L
Nombre de
cordons n
Longueur
de cordon
l
Écart entre
deux cordons
e
Les t
ôle
s t
≤ 5
mm
et
les p
laqu
es g
ou
sset
doiv
en
t to
ujo
urs
êtr
e s
oud
ées e
n d
isco
ntin
u
Les t
ôle
s d
e 5
mm
< t
≤ 1
0 m
m e
t d'u
ne l
on
gue
ur
tota
le
Les t
ôle
s d
e t
> 1
0 m
m e
t d'u
ne l
ong
ue
ur
tota
le
600
610
620
630
640
650
660
670
680
690
4
4
4
4
4
4
4
4
4
4
75
85
80
75
85
80
90
85
80
90
100
90
100
110
100
110
100
110
120
110 700
710
720
730
740
750
760
770
780
790
4
5
4
5
4
5
5
5
5
5
85
70
90
70
95
70
80
70
80
70
120
90
120
95
120
100
90
105
95
110 800
810
820
830
840
850
860
870
880
890
5
5
5
5
5
5
5
5
5
5
80
90
80
90
80
90
80
90
80
90
100
90
105
95
110
100
115
105
120
110 900
910
920
930
940
950
960
970
980
990
5
5
5
5
5
5
5
5
5
5
80
90
100
90
100
90
100
90
100
90
125
115
105
120
110
125
115
130
120
135 1000
1010
1020
1030
1040
1050
1060
1070
1080
1090
5
6
5
6
5
6
5
7
5
6
5
6
5
6
5
6
5
6
5
100
85
90
95
100
80
110
80
100
100
100
95
100
95
110
80
100
90
110
125
100
140
90
130
110
120
80
135
90
90
100
140
100
130
120
145
110
135
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 9/15 Fichier :
REALISATION DU PRODUIT D_A
Épaisseur de tôle
0 m
m<
t ≤
5 m
m e
t
pla
qu
es g
ou
sset
(to
ute
s le
s ép
aiss
eu
rs
de
tôle
)
5 m
m <
t ≤
10
mm
t >1
0 m
m
Longueur
totale
L
Nombre de
cordons n
Longueur de
cordon l
Écart entre
deux cordons
e
Le
s tô
les t ≤
5 m
m e
t le
s p
laqu
es g
ou
sset
do
ive
nt to
ujo
urs
êtr
e s
ou
dé
es e
n d
isco
ntinu
Le
s tô
les d
e 5
mm
< t ≤
10 m
m e
t d
'un
e lo
ng
ue
ur
tota
le
Le
s tô
les d
e t >
10 m
m e
t d
'un
e lo
ngu
eu
r to
tale
1400
1410
1420
1430
1440
1450
1460
1470
1480
1490
9
6
8
6
7
7
6
9
6
8
7
8
6
10
6
8
7
7
80
100
80
110
100
110
105
80
115
85
100
95
110
75
120
80
100
110
85
160
110
150
120
110
160
90
150
110
125
100
160
80
150
120
130
120
1500
1510
1520
1530
1540
1550
1560
1570
1580
1590
8
7
6
10
7
9
6
8
7
7
9
7
8
7
7
6
8
7
100
100
110
80
110
90
130
105
100
110
80
120
100
100
110
130
85
120
100
135
170
80
125
90
150
100
140
130
105
120
110
145
135
160
130
125
1600
1610
1620
1630
1640
1650
1660
1670
1680
1690
9
7
8
7
10
7
8
7
8
10
8
10
7
7
11
7
9
7
80
100
105
110
90
120
90
100
100
75
110
85
100
110
80
120
90
100
110
150
110
140
80
130
130
155
120
100
110
90
160
150
80
140
110
165
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 10/15 Fichier :
REALISATION DU PRODUIT D_A
Épaisseur de tôle
0 m
m<
t ≤
5 m
m e
t
pla
qu
es g
ou
sse
t
(to
ute
s l
es
ép
ais
se
urs
de t
ôle
)
5 m
m <
t ≤
10 m
m
t
>10 m
m
Longueur
totale
L
Nombre de
cordons n
Longueur
de cordon
l
Écart
entre
deux
cordons
e
Les t
ôle
s t
≤ 5
mm
et
les p
laqu
es g
ou
sset
doiv
en
t to
ujo
urs
êtr
e s
oud
ées e
n d
isco
ntin
u
Les t
ôle
s d
e 5
mm
< t
≤ 1
0 m
m e
t d'u
ne
lon
gu
eu
r to
tale
Les t
ôle
s d
e t
> 1
0 m
m e
t d'u
ne
lon
gu
eu
r to
tale
1700
1710
1720
1730
1740
1750
1760
1770
1780
1790
10
9
10
8
9
8
9
7
9
8
10
8
8
7
9
8
9
8
10
8
80
100
90
100
80
110
90
110
100
95
85
105
115
110
90
125
100
100
80
110
100
100
90
130
125
120
115
160
105
140
100
130
120
165
120
110
110
140
110
130
1800
1810
1820
1830
1840
1850
1860
1870
1880
1890
10
7
9
9
7
11
7
12
10
10
8
9
7
9
8
11
7
11
7
90
120
90
100
110
80
120
80
85
95
100
100
120
110
120
80
110
90
120
100
160
125
115
175
95
165
80
110
100
150
120
170
110
130
100
185
90
175
1900
1910
1920
1930
1940
1950
1960
1970
1980
1990
2000
10
9
9
8
8
7
11
8
11
9
8
7
8
8
9
8
10
8
12
8
100
100
110
125
100
120
80
110
90
100
130
120
105
115
100
125
100
110
75
110
100
125
115
130
160
180
105
150
95
130
130
185
160
150
135
140
110
160
100
160
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 11/15 Fichier :
REALISATION DU PRODUIT D_A
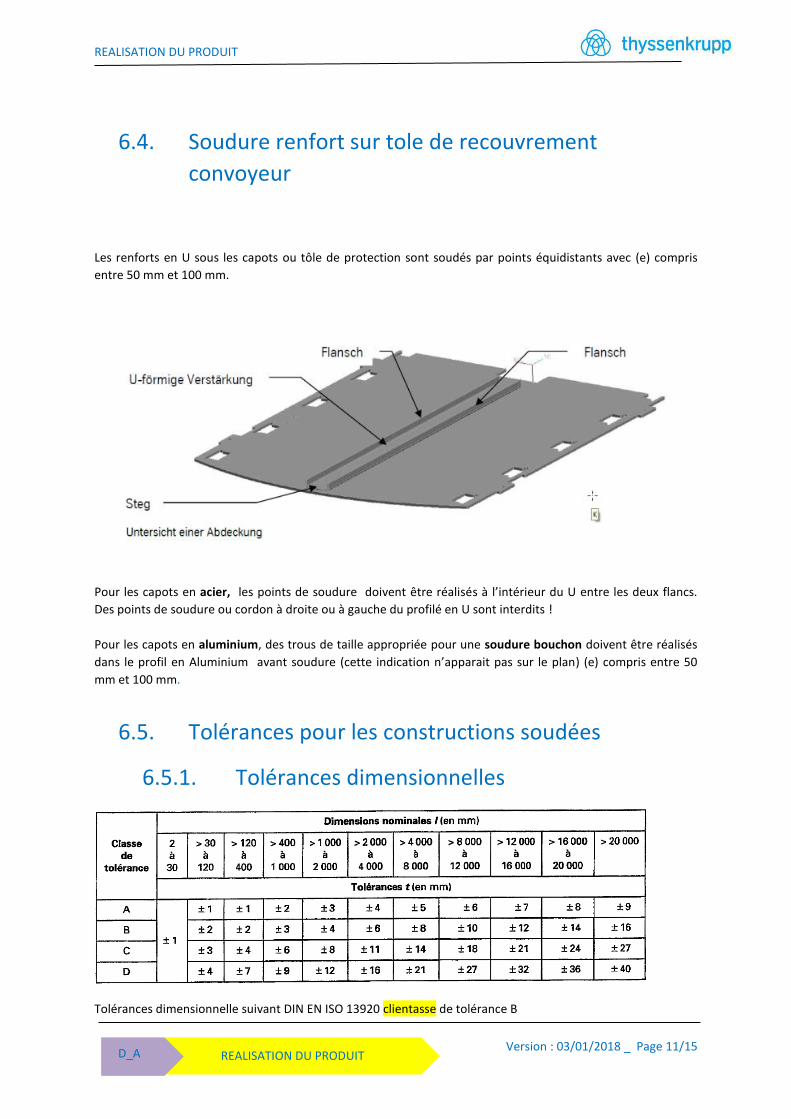
Soudure renfort sur tole de recouvrement 6.4.
convoyeur
Les renforts en U sous les capots ou tôle de protection sont soudés par points équidistants avec (e) compris
entre 50 mm et 100 mm.
Pour les capots en acier, les points de soudure doivent être réalisés à l’intérieur du U entre les deux flancs.
Des points de soudure ou cordon à droite ou à gauche du profilé en U sont interdits !
Pour les capots en aluminium, des trous de taille appropriée pour une soudure bouchon doivent être réalisés
dans le profil en Aluminium avant soudure (cette indication n’apparait pas sur le plan) (e) compris entre 50
mm et 100 mm.
Tolérances pour les constructions soudées 6.5.
6.5.1. Tolérances dimensionnelles
Tolérances dimensionnelle suivant DIN EN ISO 13920 clientasse de tolérance B
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 12/15 Fichier :
REALISATION DU PRODUIT D_A
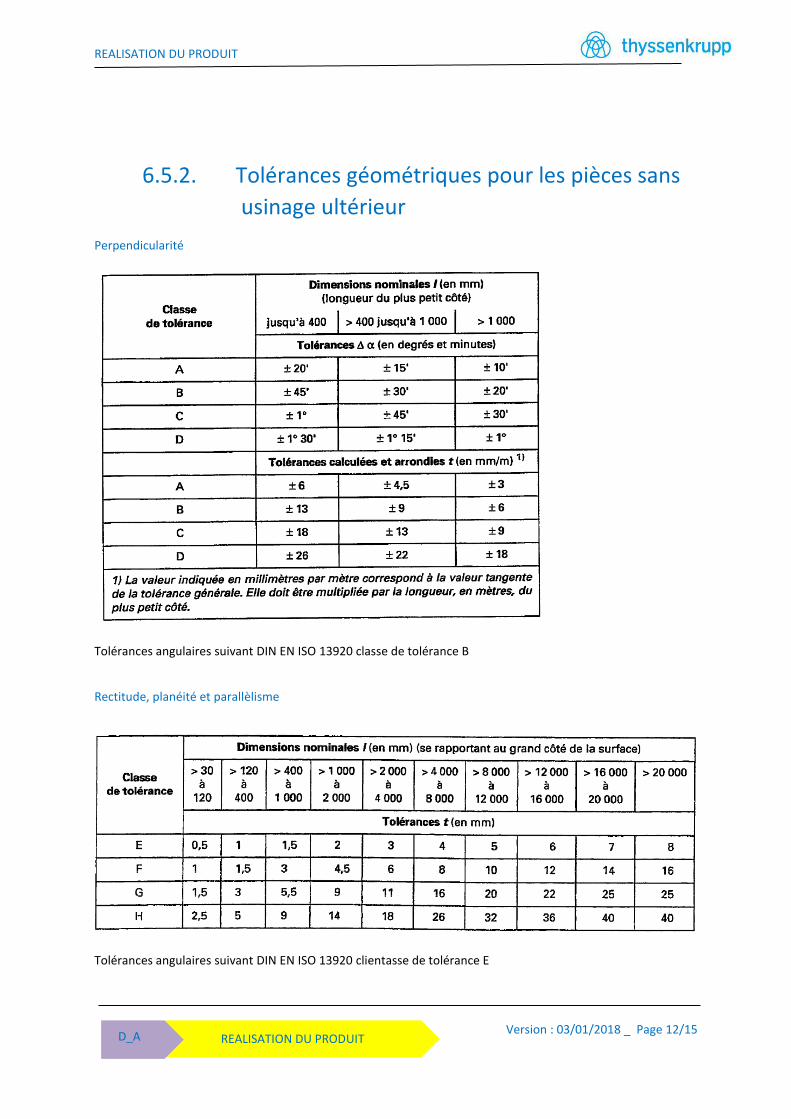
6.5.2. Tolérances géométriques pour les pièces sans
usinage ultérieur
Perpendicularité
Tolérances angulaires suivant DIN EN ISO 13920 classe de tolérance B
Rectitude, planéité et parallèlisme
Tolérances angulaires suivant DIN EN ISO 13920 clientasse de tolérance E
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 13/15 Fichier :
REALISATION DU PRODUIT D_A
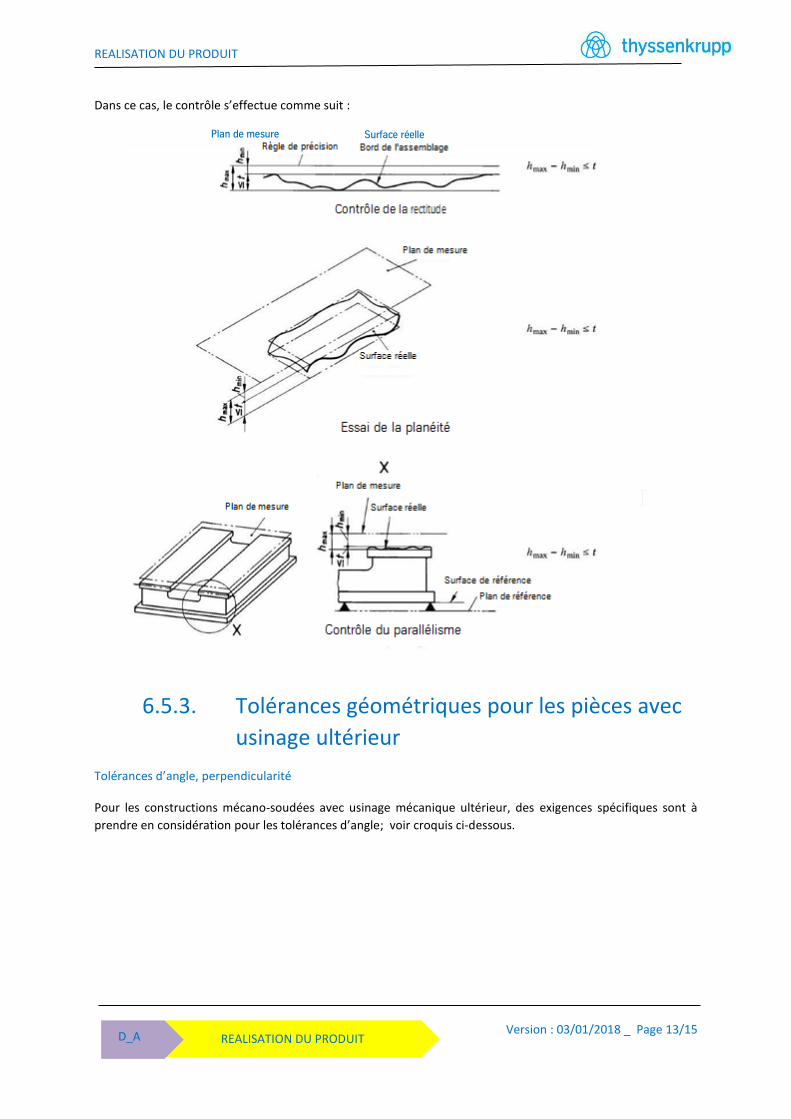
Dans ce cas, le contrôle s’effectue comme suit :
Plan de mesure Surface réelle
6.5.3. Tolérances géométriques pour les pièces avec
usinage ultérieur
Tolérances d’angle, perpendicularité
Pour les constructions mécano-soudées avec usinage mécanique ultérieur, des exigences spécifiques sont à
prendre en considération pour les tolérances d’angle; voir croquis ci-dessous.
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 14/15 Fichier :
REALISATION DU PRODUIT D_A
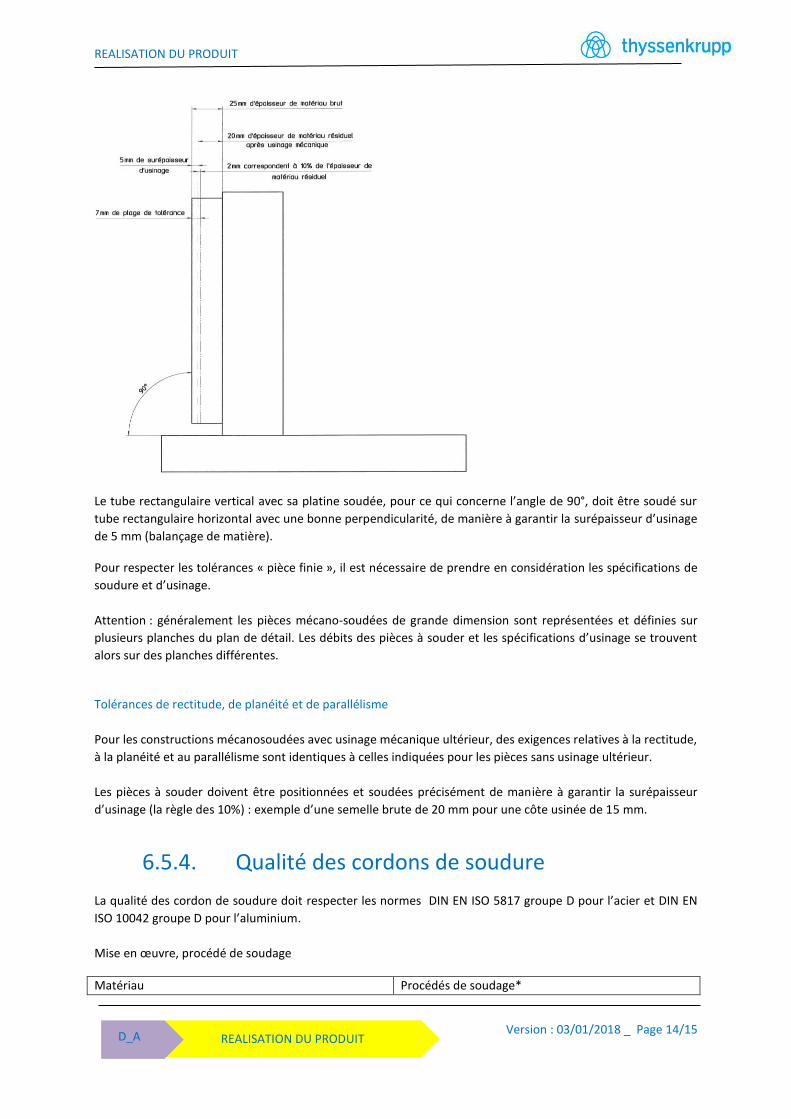
Le tube rectangulaire vertical avec sa platine soudée, pour ce qui concerne l’angle de 90°, doit être soudé sur
tube rectangulaire horizontal avec une bonne perpendicularité, de manière à garantir la surépaisseur d’usinage
de 5 mm (balançage de matière).
Pour respecter les tolérances « pièce finie », il est nécessaire de prendre en considération les spécifications de
soudure et d’usinage.
Attention : généralement les pièces mécano-soudées de grande dimension sont représentées et définies sur
plusieurs planches du plan de détail. Les débits des pièces à souder et les spécifications d’usinage se trouvent
alors sur des planches différentes.
Tolérances de rectitude, de planéité et de parallélisme
Pour les constructions mécanosoudées avec usinage mécanique ultérieur, des exigences relatives à la rectitude,
à la planéité et au parallélisme sont identiques à celles indiquées pour les pièces sans usinage ultérieur.
Les pièces à souder doivent être positionnées et soudées précisément de manière à garantir la surépaisseur
d’usinage (la règle des 10%) : exemple d’une semelle brute de 20 mm pour une côte usinée de 15 mm.
6.5.4. Qualité des cordons de soudure
La qualité des cordon de soudure doit respecter les normes DIN EN ISO 5817 groupe D pour l’acier et DIN EN
ISO 10042 groupe D pour l’aluminium.
Mise en œuvre, procédé de soudage
Matériau Procédés de soudage*
REALISATION DU PRODUIT
Version : 03/01/2018 _ Page 15/15 Fichier :
REALISATION DU PRODUIT D_A
Acier MAG + WIG
Acier inoxydable MAG + WIG
Aluminium MIG + WIG
*Procédés de soudage avec gaz de protection : MIG = Metal Insert Gaz, MAG = Métal Actif Gaz, WIG = Wolfram
Gaz Inert
6.5.5. Trous d’évent
Les trous d’évent peuvent être placés librement, hormis dans une zone visible, sur une surface usinée ou dans
une zone fonctionnelle. Les trous d’évent doivent être placés de préférence en bas.
6.5.6. Recuit de stabilisation après soudure
En principe, toutes les pièces mécano-soudées sont stabilisées pour garantir les tolérances dimensionnelles et
géométriques après usinage. Les pièces mécano-soudées, sans usinage ou avec des usinages, ayant des
tolérances très ouvertes ne nécessitent pas de recuit de stabilisation.
6.5.7. Contrôle d’étanchéité après soudure
Les « soudures étanches » demandées au plan, pour les bacs de récupération d’huile par exemple, doivent être
contrôlées.