des compresseurs puissants à 1100 m sous terre · « industrie 4.0 » : une mise en réseau...
TRANSCRIPT
report
Bauma AfricaUn nouveau salon du B.T.P.en Afrique du Sud
Dans la poussière de la mineLes compresseurs Kaeser dansla mine de potasse de Zielitz
Revue internationale des entreprises de production 2/13
Des compresseurs puissants à 1100 m sous terre
Des surpresseurs à pistons rotatifs pour l’aquaculture
Sur l’air de la Truite Eau minéraleDes compresseurs à vis sècheschez Christinen Brunnen
Les compresseurs à vis Kaeser résistent à la poussière de la mine
Report 2/13 – www.kaeser.com 3Report 2/13 – www.kaeser.com2
17-19
3 Éditorial
4 Dans la poussière de la mine Des compresseurs à vis Kaeser en service continu à 1100 m sous terre
8 La fonderie FAVI à la pointe de l’innovation et de la gestion éco-responsable FAVI accentue sa démarche de développement durable avec les systèmes PTG de KAESER
10 Sur l’air de la Truite Six surpresseurs à pistons rotatifs pour l’aquaculture
13 Des compresseurs à vis innovants et économes en énergie Séries ASD et BSD
14 Deux qui en valent huit Des compresseurs à vis sèches pour la production d’eau minérale
17 Pièces en métal fritté pour l’automobile Externalisation de l’air comprimé chez GKN Sinter Metals
20 De la vannerie à l’équipement automobile L’air comprimé dans la plasturgie
23 Actualités LesécheurfrigorifiqueKaeserSecotecTF, une innovation remarquée
report report
4-7
14-16
GuyAudisio, Président du Directoire
« Industrie 4.0 » : Une mise en réseau créatrice de valeur ajoutée.Une analyse en temps réel de schémas d’action permet d’anticiper d’éventuels problèmes pour les éviter par une maintenance préventive.
Grâce à cette maintenance prévisionnelle (mainte-nance prédictive), l’utilisateur évite de coûteux arrêts non programmés et minimise les frais d’entretien et de réparation, grâce à une meilleure planification. Dans le même temps la consommation d’énergie est suivie et analysée en permanence en vue d’une optimisation continue et d’une meilleure efficacité énergétique du système.
Ces nouveaux systèmes cyber-physiques permettent d’améliorer en permanence des objectifs importants pour le client, comme la disponibilité en air comprimé, une minimisation des frais d’énergie, d’entretien et de réparation, en un mot : une efficacité intégrale.
L’industrie 4.0 fondée sur des systèmes cyber-phy-siques n’est plus une utopie théorique mais bel et bien une réalité concrète qui profite directement à tous nos clients.
Notre économie est entrée de plain-pied dans la 4e révolution industrielle : « l’industrie 4.0 », même si beaucoup d’entre nous n’en ont pas encore pris conscience.
L’internet des objets et des services fusionne un monde physique et virtuel par une mise en réseau globale des machines, des hommes, des informations et des ressources.
Les systèmes ainsi appelés « cyber-physiques » sont des systèmes autonomes, constitués de composants informatiques, électroniques et mécaniques, capables de communiquer par des infrastructures de réseaux comme internet.
Ces systèmes à la fois, intelligents et décentralisés sont vecteurs et producteurs d’informations liés entre eux de manière optimale par tous les moyens de communication imaginables. Le nouveau protocole Internet IPv6 permet de disposer du très grand nombre d’adresses internet nécessaires pour identifier les sys-tèmes cyber-physiques : les compresseurs peuvent par exemple transmettre automatiquement des données d’état et de fonctionnement (M2M – communication de machine à machine).
Éditorial
Sommaire Numéro 2/13
Mentions légalesPublication : KAESER KOMPRESSOREN AG, 96450 Coburg, Allemagne, Carl-Kaeser-Str. 26 Tél. 09561 640-0, Fax 09561 640-130, www.kaeser.comRédaction: Klaus Dieter BätzPhotographie: Marcel HungerImpression: Schneider Printmedien GmbH, WeidhausenLa rédaction décline toute responsabilité pour les manuscrits et les photos non sollicités qui lui sont envoyés. Toute reproduction totale ou partielle est interdite, sauf autorisation écrite.KAESER KOMPRESSOREN AG – Postfach 21 43 – 96410 Coburg Tél. 09561 640-0 – Fax 09561 640-130, www.kaeser.com – E-mail: [email protected]

Report 2/13 – www.kaeser.com 3Report 2/13 – www.kaeser.com2
17-19
3 Éditorial
4 Dans la poussière de la mine Des compresseurs à vis Kaeser en service continu à 1100 m sous terre
8 La fonderie FAVI à la pointe de l’innovation et de la gestion éco-responsable FAVI accentue sa démarche de développement durable avec les systèmes PTG de KAESER
10 Sur l’air de la Truite Six surpresseurs à pistons rotatifs pour l’aquaculture
13 Des compresseurs à vis innovants et économes en énergie Séries ASD et BSD
14 Deux qui en valent huit Des compresseurs à vis sèches pour la production d’eau minérale
17 Pièces en métal fritté pour l’automobile Externalisation de l’air comprimé chez GKN Sinter Metals
20 De la vannerie à l’équipement automobile L’air comprimé dans la plasturgie
23 Actualités LesécheurfrigorifiqueKaeserSecotecTF, une innovation remarquée
report report
4-7
14-16
GuyAudisio, Président du Directoire
« Industrie 4.0 » : Une mise en réseau créatrice de valeur ajoutée.Une analyse en temps réel de schémas d’action permet d’anticiper d’éventuels problèmes pour les éviter par une maintenance préventive.
Grâce à cette maintenance prévisionnelle (mainte-nance prédictive), l’utilisateur évite de coûteux arrêts non programmés et minimise les frais d’entretien et de réparation, grâce à une meilleure planification. Dans le même temps la consommation d’énergie est suivie et analysée en permanence en vue d’une optimisation continue et d’une meilleure efficacité énergétique du système.
Ces nouveaux systèmes cyber-physiques permettent d’améliorer en permanence des objectifs importants pour le client, comme la disponibilité en air comprimé, une minimisation des frais d’énergie, d’entretien et de réparation, en un mot : une efficacité intégrale.
L’industrie 4.0 fondée sur des systèmes cyber-phy-siques n’est plus une utopie théorique mais bel et bien une réalité concrète qui profite directement à tous nos clients.
Notre économie est entrée de plain-pied dans la 4e révolution industrielle : « l’industrie 4.0 », même si beaucoup d’entre nous n’en ont pas encore pris conscience.
L’internet des objets et des services fusionne un monde physique et virtuel par une mise en réseau globale des machines, des hommes, des informations et des ressources.
Les systèmes ainsi appelés « cyber-physiques » sont des systèmes autonomes, constitués de composants informatiques, électroniques et mécaniques, capables de communiquer par des infrastructures de réseaux comme internet.
Ces systèmes à la fois, intelligents et décentralisés sont vecteurs et producteurs d’informations liés entre eux de manière optimale par tous les moyens de communication imaginables. Le nouveau protocole Internet IPv6 permet de disposer du très grand nombre d’adresses internet nécessaires pour identifier les sys-tèmes cyber-physiques : les compresseurs peuvent par exemple transmettre automatiquement des données d’état et de fonctionnement (M2M – communication de machine à machine).
Éditorial
Sommaire Numéro 2/13
Mentions légalesPublication : KAESER KOMPRESSOREN AG, 96450 Coburg, Allemagne, Carl-Kaeser-Str. 26 Tél. 09561 640-0, Fax 09561 640-130, www.kaeser.comRédaction: Klaus Dieter BätzPhotographie: Marcel HungerImpression: Schneider Printmedien GmbH, WeidhausenLa rédaction décline toute responsabilité pour les manuscrits et les photos non sollicités qui lui sont envoyés. Toute reproduction totale ou partielle est interdite, sauf autorisation écrite.KAESER KOMPRESSOREN AG – Postfach 21 43 – 96410 Coburg Tél. 09561 640-0 – Fax 09561 640-130, www.kaeser.com – E-mail: [email protected]
Report 2/13 – www.kaeser.com 54 Report 2/13 – www.kaeser.com
tage contrôlé. Les charges explosives sont mises en place par air comprimé à partir d’un réservoir sous pression installé à bord d’un véhicule spécial et gonfléparleréseaud’aircomprimé.Les tirs sont télécommandés au mo-ment de la relève des postes lorsqu’il n’y a plus personne dans la zone de tir.L’équipe suivante met en route les tracto-chargeurs dont les godets peuvent contenir 17 à 19 tonnes et qui apportent les déblais aux stations deconcassage.De là,plusde40000tonnes de sylvinite sont transportées quotidiennement par des convoyeurs jusqu’au puits d’extraction. Avec de grosses purgeuses mécaniques, lesmineurs « purgent » ensuite le toit de la
dans les galeries. Ils alimentent par exemple les dépoussiéreurs à haute pression qui ne sont pas raccordés au réseau pneumatique et servent princi-palement à nettoyer les outils.Entre 800 et 1100 mètres sous terre,l’air est extrêmement sec et fortement chargéenpoussièredesylvinite,leselde potasse brut. L’extraction du minerai commence par la foration qui consiste à percer trois grands trous de dynamitage de 280 mm de diamètre à sept mètres de profondeur dans la roche pour orien-ter l’énergie de l’explosion dans la direc-tion voulue. D’autres fleurets creusentdes trous de 38 mm de diamètre jusqu’à sept mètres de profondeur pour réaliser le plan de tir qui garantira un dynami-
Notre petit groupe se répartit dans deux 4x4 qui nous amènent au but de notre premièreétape,unestationd’air com-primé dans une galerie secondaire. Les compresseurs à vis Kaeser de la mine de Zielitz tournent sans interrup-tiondepuis1995.Aufond,troisstationsde compresseurs alimentent 30 kilo-mètres de tuyaux d’air comprimé. Elles desservent les ateliers d’entretien des véhicules et des machines ainsi que les nombreux dépoussiéreurs à haute pression utilisés pour décolmater les filtres des stations de dépoussiéragedes convoyeurs qui courent sur près de 80 km de galeries.Ces trois stations sont complétées par de nombreux compresseurs répartis
En traversant le bâtiment de recette pour accéder à la cage qui nous descendra aufond,nouspénétronsdanslemondede la mine, le monde des piqueurs,desboutefeuxetdesporions.Lacage,l’unedesplusgrandesquiexiste, sertà transporter les hommes mais aussi tout le matériel et les machines au fond du puits. Accrochée à ses deux câbles métalliques de 48mm, elle nous des-cend à 8 mètres par seconde à une profondeur de 800 mètres. Au fond du puits,àgaucheensortantde lacage,une niche creusée dans la roche abrite unestatuedesainteBarbe,lapatronnedes mineurs. Le vaste réseau de gale-ries s’étend sur près de 25 km dans le sens est-ouest et sur une dizaine de kilomètres dans le sens nord-sud. Nous franchissons trois portes d’aérage pour rejoindre le véritable point de départ de notreexplorationsouterraine.L’aérage,synonyme de ventilation dans le lan-gagedelamine,consisteàfairecircu-ler de l’air frais dans les galeries par le puits de mine au moyen d’une pompe. ÀZielitz, cesont48000m3 d’air frais parminute,soit83000tonnesparjour,qui sont ainsi apportés pour la respi-ration des mineurs, le fonctionnementdes moteurs diesel des 560 véhicules etmachinesmobilesutilisésaufond,etpour alimenter la centaine de compres-seurs en service dans la mine.
À Zielitz, dans l’est de l’Alle-magne, non loin de la grande ville industrielle de Magde-burg, la société K+S Kali
dont le siège est à Kassel exploite une gigantesque mine de potasse depuis
fin 1993. Au fond de la mine, l’air comprimé contri-bue à la bonne marche des machines d’extraction dans des conditions très sévères.
Des compresseurs à vis Kaeser en service continu à 1100 mètres sous terre
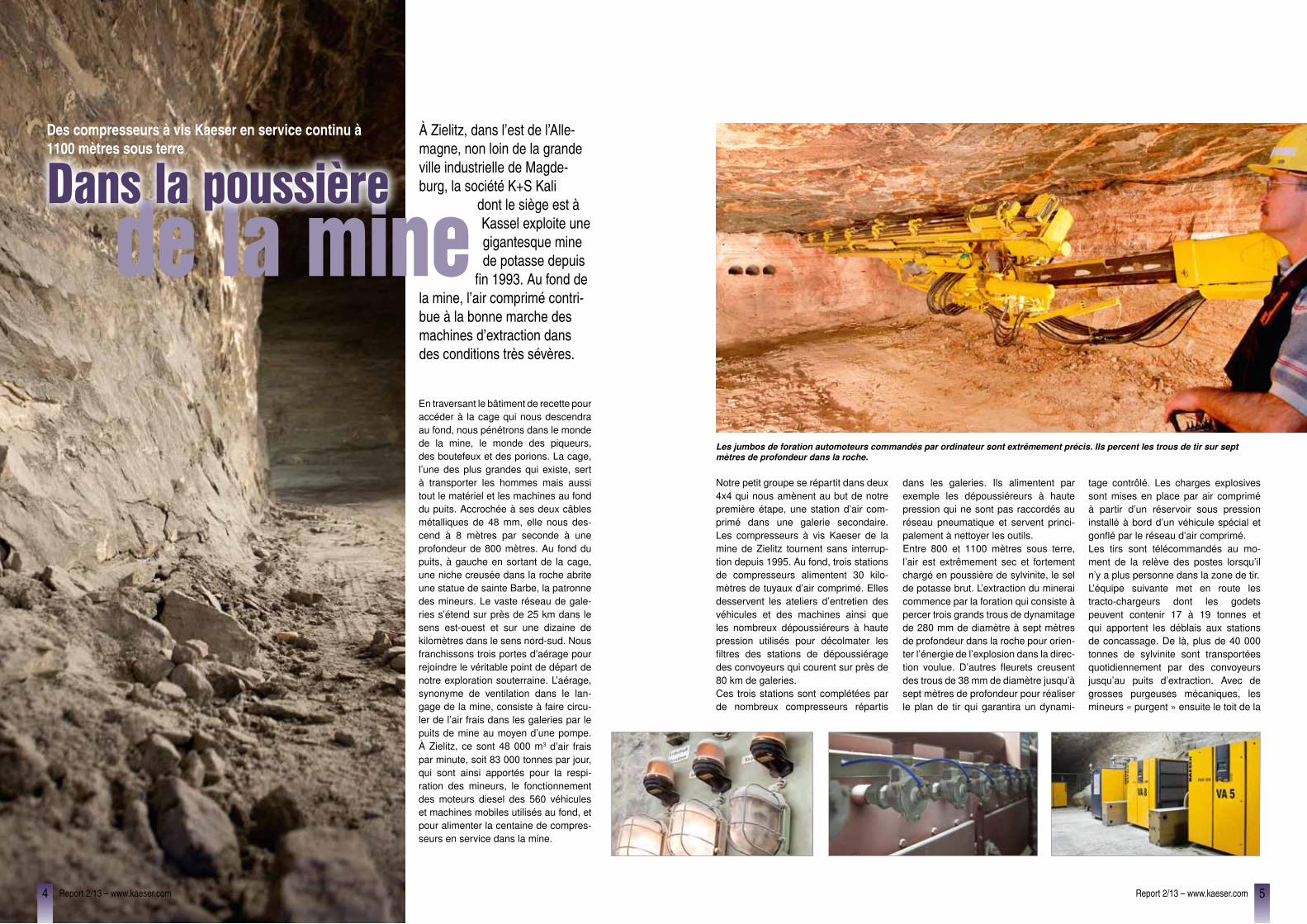
Les jumbos de foration automoteurs commandés par ordinateur sont extrêmement précis. Ils percent les trous de tir sur sept mètres de profondeur dans la roche.
de la mineDans la poussière

Report 2/13 – www.kaeser.com6
« au jour »
Auteur : Klaus Dieter BätzContact : [email protected]
L’air comprimé
L’entretien et la maintenance des machines s’effectuent au fond, dans des ateliers
spécialement dimensionnés et équipés.
La centaine de compresseurs répartis dans les galeries servent en premier lieu à dépoussiérer les outils et les machines.
est transformé, conditionné et expé-dié sur place dans les installations au jour. L’air process et l’air de commande de ces installations est fourni par une station d’air comprimé constituée de trois compresseurs à vis Kaeser et de deux sécheurs par adsorption à régé-nération par apport de chaleur. Ces derniers assurent en permanence un point de rosée de -25 °C indispensable pour cette matière première fortement hygroscopique. Deux compresseurs à pistons rotatifs Kaeser produisent l’air de transport nécessaire.
les plateformes de camions. En parte-nariataveclesspécialistesdelamine,les ingénieurs en développement de Kaeser ont modifié les compresseurspour qu’ils résistent à la chaleur et à la poussière qui règnent au fond. Ces compresseurs forment pour ainsi dire une gamme à part.Avantderemonteraujour,nouspassonsparl’ateliercentraldufond,quipossèdesa propre station de trois compresseurs à vis. L’équipe prépare justement le
100e com-pres-
seur à vis Kaeser pour sa mise en service. Nous lui adressons le traditionnel salut des mineurs « Glück auf ! ».
L’air comprimé « au jour »Le minerai de potasse extrait de la mine sert à fabriquer des engrais et des produits industriels utilisés par exemple dans l’industrie chimique pour le procédé chlore-alcali. Le minerai
galerie en abattant les blocs instables pour éviter les éboulements incontrôlés. Ils sécurisent les zones dangereuses en boulonnant les roches avec des ti-rants d’ancrage. Ensuite, des racleursévacuent les matériaux abattus avant que le cycle de foration et d’abattage ne recommence.Toutes ces opérations produisent énor-mément de poussière et il faut donc dépoussiérer régulièrement les véhi-cules et les machines d’extraction pour préserver leur bon fonc-tionnement. Pour éviter de déplacer les grosses machines jusqu’à une station de dépous-siérage éloi-gnée, les équipesde Holger Alicke,le responsable des installations,utilisentdescompresseursà vis Kaeser ASD 37 disposés à des en-droits stratégiques. Ces compresseurs sont équipés de filtres grandes pous-sières conçus pour l’air aspiré dans la mine,etdespalettesspécialesontétémises au point pour le transport des compresseurs dans les galeries, sur

Auteur : Pierre BerthailContact : [email protected]
Report 2/13 – www.kaeser.com8 Report 2/13 – www.kaeser.com 9
FAVI accentue sa démarche de développement durable avec les systèmes PTG de KAESER
La R&D, une prioritéDepuissacréation,l’entrepriseadiver-sifiésesfabricationsenétantàl’écoutedes marchés : à l’origine fabricant de pièces sanitaires, elle est devenuedans les années 1970 l’un des lea-ders européens des compteurs d’eau,puis elle s’est tournée vers le marché automobile avec les moteurs à haut rendement et les fourchettes de boîtes de vitesses dont elle est toujours le pre-mier fournisseur européen. Depuis le débutdesannées2000,FAVIproposeégalement des rotors injectés en cuivre pur et aujourd’hui des produits aux pro-
La société FAVI créée en 1957 est installée à Hallencourt (80) en Picardie maritime, une région qui possède à la fois une forte vocation industrielle et un patrimoine environnemental remarquable avec la baie de Somme. FAVI S.A. est le numéro un mondial de la fonderie sous-pression d’alliages cuivreux. En plus de la fabrication et de l’assemblage, ce spécialiste de la sous-traitance assure la conception, l’opti-misation, la validation et le prototypage des produits bruts, usinés ou assemblés.
La fonderie FAVI à la pointe de l’innovation et de la gestion éco-responsable
priétés antimicrobiennes. Signe de l’im-portance accordée à l’innovation et à l’améliorationcontinue, ledépartementR&D est le plus gros service de l’entre-prise : il emploie 35 personnes sur un effectif de 400 salariés. Qu’il s’agisse des pièces techniques, des compo-sants pour l’automobile ou des rotors,les technologies utilisées et les produits réalisés par FAVI permettent d’abais-serlescoûtsdematière,génèrentdeséconomies d’énergie et améliorent les performances et la durée de vie des machines ou des moteurs.
ISO 50001 pour objectif 2014. L’éco-responsabilité se manifeste à tous les niveauxdel’entreprise,del’encourage-mentaucovoiturageà la construction,en2004,d’unsitedeproductionHQE,en passant par l’élimination de l’huile de coupesursescentresd’usinage,pourne citer que quelques exemples des nombreuses actions menées par FAVI.
Réduction de la dépense énergétique par la récupération de caloriesCe souci de maîtrise des ressources et de réduction de la dépense énergé-tique,aconduitM.MichaelCREPIN–ResponsableEnergies–àsepenchersurlastationd’aircomprimé,d’unepartpour optimiser sa gestion et d’autre part pour exploiter le gisement d’économies que représente la récupération des ca-lories générées par les compresseurs.Fin2010,FAVIa investidansuncom-presseur KAESER DSD 238 SFC équipé d’un échangeur de chaleur PTG 238-25. Deux compresseurs KAESER existants,unDSD171etunDSD141,ont également été équipés d’échan-
geurs de chaleur PTG. Un DS 140 qui assure l’ali-mentation de se-cours complète le parc de compres-seurs. La station est gérée par la commande priori-taire SAM 4/4 de KAESER, dotéerécemment du nouveau logiciel KAESER SAC+.Les calories récu-pérées sont répar-ties entre le circuit de chauffage et la production d’eau sanitaire. FAVI a investi au total 90 000 € dans les PTG et les circuits de distribution. Grâce aux économies d’énergie réalisées, leretour sur investissement sera inférieur à4ans,primeCEEnoncomprise.FAVIa réduit sa facture d’électricité de 6 200 €/an, sur une base de consommation
moyenne de 18 000 m3/h.Côtégaz,le système n’a été mis en service qu’en mai 2012 et l’économie calcu-lée s’élèvera à 24 170 €/an, écono-mie à suivre…
FAVI et KAESER, deux entreprises au diapasonComme l’entreprise FAVI, KAESERest à l’écoute de ses clients pour concevoir et fabriquer des produits innovantsetefficientsquipermettentaux utilisateurs d’économiser de l’énergie. Pour réaliser son projet,FAVI a donc trouvé en KAESER COMPRESSEURS et son Distribu-teur Régional Sté LECHIFFLART des partenaires qui partagent ses valeurs et ses priorités.
L’entretien et la maintenance s‘inscrivent dans une démarche de production exigeante.
Une entreprise éco-responsableFAVI fonde sa culture d’entreprise sur des valeurs économiques, sociales etenvironnementales. L’innovation tech-nique, indispensableà lapérennitédel’entreprise, va donc de pair avec unmanagement intégré QSE et une poli-tique dynamique de développement du-rable. Cette démarche a fait de FAVI un pionnierdescertificationsenFranceeten Europe : 1ère fonderie européenne certifiéeISO140001(en1997)etILO-OSH 2001 (en 2008), 1ère entreprisefrançaise certifiée OHSAS 18001 (en2000)etQSE(en2002),lacertification
Le circuit de récupération de calories est réparti entre le chauffage et l’eau sanitaire.
L’eau entre à 65 °C et sort à 80 °C.

Report 2/13 – www.kaeser.com10 Report 2/13 – www.kaeser.com 11
L’alimentation fiable en oxygène avec des surpresseurs à pistons rotatifs Kaeser est l’un des piliers de l’élevage de poissons.
la truiteestdifficile : il lui fautde l’eautrès pure et la meilleure nourriture»,expliqueMieczysławPełka,«C’estunearistocrate parmi les poissons ! ».Lorsque les poissons pèsent 10 à 12 grammes,ilssonttransférésdesaugesd’alevinage dans les bassins d’éle-vage profonds d’environ 1,50 mètre.Chaque unité peut recevoir sept tonnes de poissons et est constituée de deux bassins reliés par des goulottes. Dans cette méthode d’élevage qui assure les meilleures conditions ambiante aux poissons,l’airdesoufflagejoueunrôleessentiel.Dans un bâtiment technique, six sur-presseurs à pistons rotatifs Kaeser,quatre DB 166 OFC et deux DB 236 OFC, tournent en permanence pourremplir trois fonctions importantes :La première est l’aération des bassins. Àdeuxmètresdeprofondeur,unaéra-teur à membranes en caoutchouc per-foréesdiffusedefinesbullespouroxy-géner l’eau.Ensuite, les surpresseursKaeser four-nissent de l’air pour le procédé de
bassins d’élevage alimentés par l’eau de la rivière Okalica. Entre l’alevin et la truite arc-en-ciel de taille commerciali-sable, il s’écoule généralement un anet demi.Pour garantir une qualité constante et obtenirdespoissonssainsetrésistants,MieczysławPełkaachètedufraiissudegéniteurs sélectionnés. Environ 450 000 œufs fécondés sont incubés dans des incubateurs puis placés dans de petits bassins appelés auges d’alevinage.Lorsque les alevins ont épuisé la nour-riture contenue dans la poche nutritive située sous leur ventre, l’éleveur doitles alimenter cinq à six fois par jour. Les truites sont des poissons carnivores et leur nourriture est donc à base ani-male (farine de poisson). La tempéra-ture de l’eau a son importance. Dans la nature,lestruitesviventdansdeseauxlimpidesetfraîches,etlestruitesd’éle-vage ont besoin des mêmes conditions. Dans une eau à plus de 18 °C, elless’affaiblissent et deviennent sensibles aux maladies. « Pour ce qui est de l’ali-mentationetdesconditionsambiantes,
En Europe, la pisciculture trouve sesorigines dans les nombreux monas-tères du Moyen Âge : les moines consti-tuaient des réserves de poissons dans les étangs de leur monastère afin deremplacer la viande pendant le Ca-rême. L’élevage des poissons avec une reproductionplanifiéeetmaîtrisées’estdéveloppé à partir du XVe siècle. Au-jourd’hui, lapiscicultureestunsecteurfortement mécanisé de la production agroalimentaire.Les salmonidés dont font partie les truites représentent plus de la moitié de la production piscicole mondiale. En Pologne comme dans le reste de l’Eu-rope, l’élevagedelatruiteestpratiquéessentiellement par de petites entre-prises familiales soucieuses de qualité.L’élevage de truites arc-en-ciel de MieczysławPełkasetrouvedanslevil-lagedeSkrzeszewo,danslarégiondeslacsdeCachoubie.MieczysławPełka
prépare le frai et lorsque les poissons ont atteint une
certaine taille, il lesplace dans les
De la pisciculture artisanale à l’aquaculture automatisée – une visite dans une exploitation aquacole moderne en Pologne.
Six surpresseurs à pistons rotatifs pour l’aquaculture de la TruiteSur l’air

Name:Level:Valid until:
12 Report 2/13 – www.kaeser.com
Les truitelles grouillent dans le bassin d’élevage.
Auteur: Robert RytContact: [email protected]
est faible et qui sont alimentés à grand débit par l’eau de l’Okalica.
–aprèstout, l’exploitationpiscicoleesttributaired’unapprovisionnementfiableetininterrompuenairdesoufflage.Lorsqu’elles pèsent une centaine de grammes,lestruitellessonttransféréesau moyen de pompes dans un grand vivier,et lebassind’élevageestremplide « juvéniles ». Tous les poissons d’un même bassin doivent être à peu près de la même taille pour éviter que les gros ne mangent les petits.Pour que les truites aient un bon goût d’eau vive avant d’être transformées,elles séjournent un certain temps dans des étangs où la densité de poissons
nitrification qui sert à traiter l’eau desbassins polluée par les déjections des poissons : les nitrites toxiques pour les poissons sont convertis en nitrates par oxydation.Enfin, des diffuseurs installés au fonddesbassins,àquatremètresdeprofon-deur produisent de grosses bulles d’air qui soulèvent la surface de l’eau de plus de dix centimètres. Ce mouvement permanent de soulèvement et d’abais-sement crée la circulation d’eau néces-saire et les bulles d’air augmentent la concentration en oxygène de l’eau.Pendantdenombreusesannées,deuxsurpresseurs à pistons rotatifs Kae-ser d’occasion firent la preuve deleur fiabilité et lorsque MieczysławPełka décida de les remplacer etd’agrandirlastationd’aircomprimé,il n’eut pas la moindre hésitation : il voulait des surpresseurs Kaeser
Le bassin de nitrification est lui aussi un gros consommateur d’air de soufflage.
Le Sigma Control 2, une commande performanteLe Sigma Control 2 assure le fonction-nement économe en énergie et la sur-veillancefiabledelamachine.Diversesinterfaces et des modules de communi-cationenfichables renforcent laflexibi-lité de connexion du compresseur avec des systèmes de gestion globale d’air comprimé, des réseaux informatiquesou des systèmes de télésurveillance. Le grand écran facilite la communication sur le lieu d’utilisation. Le transfert des données en mémoire et les mises à jour du logiciel sont extrêmement rapides grâce à l’emplacement de carte SD. Parailleurs, lelecteurRFIDpermetdestandardiser les interventions de SAV et de renforcer la qualité et le profession-nalisme du service.
L’efficienceénergétiqueestégalementle maître mot côté moteur. Avec sa sérieBSD,Kaeserseplacerésolumentà l’avant-garde en utilisant exclusive-ment des moteurs IE4 Super Premium Efficiency. Leur rendement est encoresupérieur à celui des moteurs IE3 à très haut rendement dont Kaeser équipe depuis longtemps ses compresseurs àvis,anticipantlargementladateàla-quelle ces moteurs seront obligatoires dansl’UE(1erjanvier2015),etqu’iluti-lise pour ses nouvelles centrales ASD.Enfin,latransmissionentrelemoteuretle bloc compresseur par entraînement direct sans perte de puissance contri-bue également aux économies d’éner-gie. Les compresseurs à vis ASD et BSD sont proposés au choix avec un sécheur frigorifique intégré à écono-mie d’énergie et/ou en version SFC à vitesse variable.
Les nouvelles centrales ASD et BSD économisent de l’énergie sur plusieurs plans, et tout d’abord grâce aux blocscompresseurs dotés de rotors au pro-fil Sigma optimisé pour la circulationde l’air et qui sont commandés par le Sigma Control 2 basé sur un PC indus-triel. Cette commande de compres-seur adapte le débit des centrales à la consommation d’air comprimé afind’économiser de l’énergie.Par ailleurs, ces deux séries sont lespremières à bénéficier d’un systèmetrès innovant développé par Kaeser pour le contrôle de température du fluidederefroidissement.Sur lesignald’un capteur, le Sigma Control 2 ac-tionne directement le servomoteur de la vanne thermostatique intégrée dans lecircuitdefluide.Cesystèmepermetdemieux réguler la températurefinalede compression et d’optimiser la récu-pération de calories par rapport aux besoins de l’utilisateur. Il permet de tirer parti de températures ambiantes rela-tivement fraîches mais aussi d’éviter des températures finales de compres-sion inutilement élevées, d’où un gainénergétique supplémentaire. Du fait de cette régulation active, le réchauf-fement est plus lent, ce qui limite lescontraintes thermiques exercées sur le bloccompresseuretlerefroidisseur,etpar conséquent allonge la durée de vie descomposantsetdufluidede refroi-dissement. Grâce à la combinaison de ce système de contrôle de température et d’un refroidissement très efficace,les nouvelles centrales assurent des températures de sortie d’air comprimé trèsbassesquirenforcentlafiabilitéetl’efficiencedutraitementd’aircompriméen aval.
À l’utilisateur qui attend d’un petit compresseur à vis une grande disponibilité et une efficience énergétique optimale, mais aussi une longue durée de vie et une grande facilité d’entretien, Kaeser propose une solution : un compresseur ASD ou BSD. Ces deux nouvelles séries associent la puissance et la fiabilité à un faible encombrement et une basse consommation énergétique.
Des compresseurs innovants et économes en énergieCompresseurs à vis ASD et BSD

Name:Level:Valid until:
12 Report 2/13 – www.kaeser.com
Les truitelles grouillent dans le bassin d’élevage.
Auteur: Robert RytContact: [email protected]
est faible et qui sont alimentés à grand débit par l’eau de l’Okalica.
–aprèstout, l’exploitationpiscicoleesttributaired’unapprovisionnementfiableetininterrompuenairdesoufflage.Lorsqu’elles pèsent une centaine de grammes,lestruitellessonttransféréesau moyen de pompes dans un grand vivier,et lebassind’élevageestremplide « juvéniles ». Tous les poissons d’un même bassin doivent être à peu près de la même taille pour éviter que les gros ne mangent les petits.Pour que les truites aient un bon goût d’eau vive avant d’être transformées,elles séjournent un certain temps dans des étangs où la densité de poissons
nitrification qui sert à traiter l’eau desbassins polluée par les déjections des poissons : les nitrites toxiques pour les poissons sont convertis en nitrates par oxydation.Enfin, des diffuseurs installés au fonddesbassins,àquatremètresdeprofon-deur produisent de grosses bulles d’air qui soulèvent la surface de l’eau de plus de dix centimètres. Ce mouvement permanent de soulèvement et d’abais-sement crée la circulation d’eau néces-saire et les bulles d’air augmentent la concentration en oxygène de l’eau.Pendantdenombreusesannées,deuxsurpresseurs à pistons rotatifs Kae-ser d’occasion firent la preuve deleur fiabilité et lorsque MieczysławPełka décida de les remplacer etd’agrandirlastationd’aircomprimé,il n’eut pas la moindre hésitation : il voulait des surpresseurs Kaeser
Le bassin de nitrification est lui aussi un gros consommateur d’air de soufflage.
Le Sigma Control 2, une commande performanteLe Sigma Control 2 assure le fonction-nement économe en énergie et la sur-veillancefiabledelamachine.Diversesinterfaces et des modules de communi-cationenfichables renforcent laflexibi-lité de connexion du compresseur avec des systèmes de gestion globale d’air comprimé, des réseaux informatiquesou des systèmes de télésurveillance. Le grand écran facilite la communication sur le lieu d’utilisation. Le transfert des données en mémoire et les mises à jour du logiciel sont extrêmement rapides grâce à l’emplacement de carte SD. Parailleurs, lelecteurRFIDpermetdestandardiser les interventions de SAV et de renforcer la qualité et le profession-nalisme du service.
L’efficienceénergétiqueestégalementle maître mot côté moteur. Avec sa sérieBSD,Kaeserseplacerésolumentà l’avant-garde en utilisant exclusive-ment des moteurs IE4 Super Premium Efficiency. Leur rendement est encoresupérieur à celui des moteurs IE3 à très haut rendement dont Kaeser équipe depuis longtemps ses compresseurs àvis,anticipantlargementladateàla-quelle ces moteurs seront obligatoires dansl’UE(1erjanvier2015),etqu’iluti-lise pour ses nouvelles centrales ASD.Enfin,latransmissionentrelemoteuretle bloc compresseur par entraînement direct sans perte de puissance contri-bue également aux économies d’éner-gie. Les compresseurs à vis ASD et BSD sont proposés au choix avec un sécheur frigorifique intégré à écono-mie d’énergie et/ou en version SFC à vitesse variable.
Les nouvelles centrales ASD et BSD économisent de l’énergie sur plusieurs plans, et tout d’abord grâce aux blocscompresseurs dotés de rotors au pro-fil Sigma optimisé pour la circulationde l’air et qui sont commandés par le Sigma Control 2 basé sur un PC indus-triel. Cette commande de compres-seur adapte le débit des centrales à la consommation d’air comprimé afind’économiser de l’énergie.Par ailleurs, ces deux séries sont lespremières à bénéficier d’un systèmetrès innovant développé par Kaeser pour le contrôle de température du fluidederefroidissement.Sur lesignald’un capteur, le Sigma Control 2 ac-tionne directement le servomoteur de la vanne thermostatique intégrée dans lecircuitdefluide.Cesystèmepermetdemieux réguler la températurefinalede compression et d’optimiser la récu-pération de calories par rapport aux besoins de l’utilisateur. Il permet de tirer parti de températures ambiantes rela-tivement fraîches mais aussi d’éviter des températures finales de compres-sion inutilement élevées, d’où un gainénergétique supplémentaire. Du fait de cette régulation active, le réchauf-fement est plus lent, ce qui limite lescontraintes thermiques exercées sur le bloccompresseuretlerefroidisseur,etpar conséquent allonge la durée de vie descomposantsetdufluidede refroi-dissement. Grâce à la combinaison de ce système de contrôle de température et d’un refroidissement très efficace,les nouvelles centrales assurent des températures de sortie d’air comprimé trèsbassesquirenforcentlafiabilitéetl’efficiencedutraitementd’aircompriméen aval.
À l’utilisateur qui attend d’un petit compresseur à vis une grande disponibilité et une efficience énergétique optimale, mais aussi une longue durée de vie et une grande facilité d’entretien, Kaeser propose une solution : un compresseur ASD ou BSD. Ces deux nouvelles séries associent la puissance et la fiabilité à un faible encombrement et une basse consommation énergétique.
Des compresseurs innovants et économes en énergieCompresseurs à vis ASD et BSD

Report 2/13 – www.kaeser.com14 Report 2/13 – www.kaeser.com 15
Que ce soit pour visser les capsules (ci-dessus) ou fabriquer des boissons à base d’eau minérale, l’air comprimé est omniprésent.
En 1895, à Gütersloh en Westphalie,Franz Bunte crée un négoce de bois-sons qui prend de l’extension et qui est rapidement connu dans toute la région. En 1932, son gendre, Paul Gehring,reprend l’affaire dont la raison sociale sera désormais Gehring-Bunte. En 1934,l’entrepriseselancedanslapro-duction de boissons après avoir acheté la licence pour fabriquer du Coca-Cola et le commercialiser dans un rayon de 30 kilomètres autour du siège de l’entre-prise.En1955,PauletWerner, lesfilsdePaulGehring,prennent ladirectionde la société familiale et cette troisième génération fera de Gehring-Bunte l’un des plus gros producteurs de boissons rafraîchissantes d’Allemagne.Le point de départ de cette expansion fut la mise en exploitation de la source Teutoburger située à mi-chemin entre Gütersloh et Bielefeld. Cette source donna naissance à la marque d’eau mi-nérale Christinen Brunnen dont la pre-mière bouteille quitta la chaîne de pro-duction de l’entreprise le 1er mai 1966.Depuis,l’entrepriseaconnuunecrois-sance continue grâce à des produits de qualité à base d’eau minérale. Par l’innovation et une gestion avisée de son image de marque, elle n’a cesséde renforcer et d’étendre son implanta-tion sur le marché. Christinen est l’une des eaux minérales les plus connues en Allemagne et elle est commerciali-séedans toute l’Europe.Depuis1994,l’entreprise possède un site d’embou-teillageàWiesenburgamFlämingdanslelanddeBrandebourg,etelleaétendusa gamme d’eaux minérales grâce à la source d’Erkrath.En2011parexemple,avecuneffectifde220salariés,l’entrepriseaproduitautotal 155 millions de litres qui représen-tent 300 millions de bouteilles.
Production économique d’air comprimé de qualité alimentaireL’air comprimé est présent partout dans l’usined’embouteillage,commevecteur
Chez le producteur d’eaux minérales Christinen Brunnen à Bielefeld, deux compresseurs à vis sèches flambants neufs, combinés à deux sécheurs frigorifiques et à divers filtres fournissent l’air process et l’air de commande de qualité alimentaire pour le traitement et l’embouteillage de l’eau minérale.
Des compresseurs à vis sèches pour la production d’eau minérale
Deux qui en valent huit

Report 2/13 – www.kaeser.com 17
Station en conteneur pour l’externalisation de l’air comprimé chez GKN Sinter Metals
d’énergie considérables au niveau de la production et du traitement d’air compri-mé,etellearéduitsesfraisd’entretienetde maintenance de 75 %. Sans oublier la suppression des coûts liés à l’instal-lation et à l’exploitation du système d’ali-mentation en liquide de refroidissement des anciennes centrales refroidies par eau. Les compresseurs Kaeser sont re-froidis par air et ne nécessitent aucune installation compliquée. Selon Peter Wohlberg,ilfaudralargementmoinsdedeux ans pour amortir la nouvelle sta-tion d’air comprimé Kaeser. Un résultat éloquent !
d’énergieetfluidedecommande.Danscet environnement particulier, il doitévidemment répondre à des critères de pureté spéciaux. L’air comprimé ali-mente notamment les surpresseurs des deux lignes de fabrication de bouteilles PET. Récemment, l’entreprise décidade moderniser complètement son approvisionnement en air comprimé. Deux conditions s’imposèrent immédia-tement : la compression à vis sèches et un traitement d’air comprimé d’une fiabilitéabsolue.L’analyse de la demande d’air (ADA)effectuée par les spécialistes de Kae-ser et le traitement des résultats par le logicielKESS(systèmeKaeserpourles
économies d’énergie) débou-chèrent sur une configurationoptimale comprenant deux compresseurs à vis sèches re-froidis par air de la série CSG 130-2SFC(7,5bar)équipésd’un bloc compresseur bi-éta-gé. L’air délivré par chaque
compresseur passe par un sécheur frigori-fique à économied’énergie Secotec du type TF 173 puisparunfiltremi-cronique FE-177 D avant d’entrer dans le réseau.Le chef d’exploita-tionPeterWohlbergarbore un large sourire lorsqu’il parle de sa nou-velle station d’air comprimé, maissa satisfaction se mue en un véri-table enthousiasme quand il évoque l’efficience descentrales Kaeser : aujourd’hui, deuxcompresseurs suf-fisent làoù il fallaitauparavant huit compresseurs d’un autre constructeur. De ce fait, l’entre-prise enregistre des économies
Les lignes d’embouteillage ont besoin d’une alimentation fiable en air comprimé.
Avant la construction du grand barrage sur laWupper, la localitédeKrebsögeétait l’un des nœuds ferroviaires de la région. La gare fut engloutie sous les eaux du barrage mais l’usine de frittage construite en 1943 sur la rive sud se dresse toujours au même endroit. Sous sa nouvelle raison sociale GKN Sinter Metals GmbH Radevormwald, l’entre-prise appartient depuis 1997 au groupe britannique GKN dont les origines re-montent à une forge créée au pays de Gallesen1756.Aujourd’hui,GKNpos-sède des usines dans 35 pays et em-ploie 44 000 salariés. Le groupe est le numéro un mondial des composants de
Tout près du grand barrage sur la Wupper édifié dans les années 1980, un équipementier automobile fabrique des pièces de qualité en métal fritté. Indispensable pour le frittage : l’air comprimé fourni par des compresseurs Kaeser.
Pièces en métal fritté pour l’automobile

Report 2/13 – www.kaeser.com 17
Station en conteneur pour l’externalisation de l’air comprimé chez GKN Sinter Metals
d’énergie considérables au niveau de la production et du traitement d’air compri-mé,etellearéduitsesfraisd’entretienetde maintenance de 75 %. Sans oublier la suppression des coûts liés à l’instal-lation et à l’exploitation du système d’ali-mentation en liquide de refroidissement des anciennes centrales refroidies par eau. Les compresseurs Kaeser sont re-froidis par air et ne nécessitent aucune installation compliquée. Selon Peter Wohlberg,ilfaudralargementmoinsdedeux ans pour amortir la nouvelle sta-tion d’air comprimé Kaeser. Un résultat éloquent !
d’énergieetfluidedecommande.Danscet environnement particulier, il doitévidemment répondre à des critères de pureté spéciaux. L’air comprimé ali-mente notamment les surpresseurs des deux lignes de fabrication de bouteilles PET. Récemment, l’entreprise décidade moderniser complètement son approvisionnement en air comprimé. Deux conditions s’imposèrent immédia-tement : la compression à vis sèches et un traitement d’air comprimé d’une fiabilitéabsolue.L’analyse de la demande d’air (ADA)effectuée par les spécialistes de Kae-ser et le traitement des résultats par le logicielKESS(systèmeKaeserpourles
économies d’énergie) débou-chèrent sur une configurationoptimale comprenant deux compresseurs à vis sèches re-froidis par air de la série CSG 130-2SFC(7,5bar)équipésd’un bloc compresseur bi-éta-gé. L’air délivré par chaque
compresseur passe par un sécheur frigori-fique à économied’énergie Secotec du type TF 173 puisparunfiltremi-cronique FE-177 D avant d’entrer dans le réseau.Le chef d’exploita-tionPeterWohlbergarbore un large sourire lorsqu’il parle de sa nou-velle station d’air comprimé, maissa satisfaction se mue en un véri-table enthousiasme quand il évoque l’efficience descentrales Kaeser : aujourd’hui, deuxcompresseurs suf-fisent làoù il fallaitauparavant huit compresseurs d’un autre constructeur. De ce fait, l’entre-prise enregistre des économies
Les lignes d’embouteillage ont besoin d’une alimentation fiable en air comprimé.
Avant la construction du grand barrage sur laWupper, la localitédeKrebsögeétait l’un des nœuds ferroviaires de la région. La gare fut engloutie sous les eaux du barrage mais l’usine de frittage construite en 1943 sur la rive sud se dresse toujours au même endroit. Sous sa nouvelle raison sociale GKN Sinter Metals GmbH Radevormwald, l’entre-prise appartient depuis 1997 au groupe britannique GKN dont les origines re-montent à une forge créée au pays de Gallesen1756.Aujourd’hui,GKNpos-sède des usines dans 35 pays et em-ploie 44 000 salariés. Le groupe est le numéro un mondial des composants de
Tout près du grand barrage sur la Wupper édifié dans les années 1980, un équipementier automobile fabrique des pièces de qualité en métal fritté. Indispensable pour le frittage : l’air comprimé fourni par des compresseurs Kaeser.
Pièces en métal fritté pour l’automobile

Report 2/13 – www.kaeser.com18 Report 2/13 – www.kaeser.com 19
Dans les voitures, la plupart des pièces mécaniques sont en métal fritté.
fixes en frais variables tout en étantassurée de disposer en permanence,demanière fiable et efficiente, de l’aircomprimé dont elle a besoin. Mais ce ne sont pas les seuls avantages de cette solution : tous les compresseurs sont équipés d’échangeurs de chaleur à plaques qui permettent à GKN d’injec-ter la chaleur des compresseurs dans le circuit de chauffage de l’usine et par conséquent de réduire considérable-ment sa facture annuelle de chauffage.Lorsdenotrevisite,lastationd’aircom-primé était encore trop récente pour que l’entreprise ait pu établir un compa-ratif chiffré des dépenses énergétiques par rapport à la situation antérieure –mais les chiffres promettaient d’être très satisfaisants.
Aprèslefrittage,lecalibragedespiècespermetdevérifierqueleretraitinhérentau procédé est conforme aux tolérances dimensionnelles imposées.La complexité croissante des pièces exige des outillages spéciaux et des commandes de presses et de machines d’usinage non moins sophistiquées. L’entreprise est amenée à construire elle-même de nombreuses machines,faute de trouver des solutions optimales et économiques sur le marché. Depuispeu,lesgrosdébitsd’aircompri-mé nécessaires pour les opérations de transport et de commande sont fournis parunestationflambantneuve, instal-lée dans un conteneur. Elle comprend quatre compresseurs à vis Kaeser BSD 72 et deux sécheurs frigorifiques TG301.Ensortiedessécheurs,l’aircom-primé est traité par deux filtresmicro-niques FE puis stocké dans le réservoir de 3 m3 du client pour alimenter le réseau. L’installation, l’exploita-tion et l’entretien de la station d’air comprimé font l’objet d’un contrat Sigma Air Utility, laformule d’externalisation de Kaeser. L’entreprise GKN Sin-ter Metals paie simplement le prix au mètre cube convenu. Elle évite les frais d’investissement et d’entretien et convertit des charges
Les centres d’usinage consomment beaucoup d’air comprimé, comme ici pour la reprise des pièces frittées.
lachaînecinématiqueautomobile(GKNDriveline)etladivisionGKNSinterMe-tals est le premier fabricant mondial de produits en métaux frittés.Pour la fabrication en grandes séries de petites pièces complexes soumises àdefortescharges,commedespiècesde moteurs, de boîtes de vitesses oude groupes auxiliaires, le frittage depoudres métalliques offre un rapport prix-performance nettement supérieur à d’autres procédés. ÀKrebsöge, despresses hydrauliques qui développent jusqu’à 250 tonnes transforment la poudre d’acier additionnée de liant en rotors et en stators pour les actionneurs d’arbres à cames, les brides d’injec-teursdiesel, lesrelucteursdecapteursde vitesse, les carterset les rotorsdepompesàvide,etc.Lorsqu’elles sortent des outils de com-pression qui présentent généralement plusieurs empreintes, les ébauchessont tendres et leur usinage est donc facileetéconomique,parexemplepourréaliser des perçages transversaux sur des pièces annulaires.Pour parvenir à la résistance néces-saire,cescomposantsdoiventlittérale-ment passer par l’épreuve du feu : après un premier cycle de chauffe destiné à éliminer la cire qui a servi de liant pour lacompressiondelapoudre,l’ébaucheentre dans le four de frittage pour ac-quérirsaduretédéfinitiveàunetempé-raturede1120°C,sousgazprotecteur.L’un des gaz protecteurs utilisés est de l’azote fourni par une station Air Liquide dans laquelle un compresseur à vis témoigne de la longévité des machines Kaeser : ce compresseur DS 141 a été installéàlafindesannées1990.

Report 2/13 – www.kaeser.com20 Report 2/13 – www.kaeser.com 21
Compacte et performante – chez l’équipementier Scherer & Trier à Michelau, en Haute-Franconie, cette nouvelle station d’air comprimé ali-mente les centres d’usinage en air de commande.
Depuislemilieudesannées1980,l’en-treprise n’est plus uniquement spéciali-sée dans l’extrusion mais réalise l’injec-tion plastique de pièces techniquement sophistiquées qui doivent aussi ré-pondre à des exigences d’aspect. Elle propose également le développement et la fabrication de pièces complexes en matériaux composites.
De l’air comprimé pour les enjo-liveurs de pavillons automobilesInstallée dans un ancien entrepôt re-converti en hall de production, la sta-tion d’air comprimé composée de trois compresseurs à vis Kaeser ASD 57 (5,51m³/min/7,5bar) alimente la lignede fabrication d’enjoliveurs pour les pavillons de véhicules. Deux sécheurs frigorifiques TF 173 assurent le trai-tement de l’air comprimé. Le débit de la station est fixé à 11m³/min pour laproduction courante. Un compresseur et un sécheur sont prévus en secours.
pour la vannerie, une activité encoreflorissanteàl’époque.Toutefois,l’auto-mobile apparaît rapidement comme une filièreplusporteuseetdès1971,l’entre-prise enregistre sa première commande d’un constructeur automobile.Enunecinquantained’années, l’entre-prise de plasturgie Scherer & Trier est devenue un groupe international. Celui-ci proposenon seulement desprofiléset des pièces de forme en matériaux thermoplastiques,maiségalementunegamme complète de prestations allant de la conception initiale à la livraison du produit avec toute la logistique néces-saire,enpassantparledéveloppementdeproduitsetdeméthodes,etlafabri-cation. L’entreprise possède ses propres services de développement de maté-riaux ainsi que des ateliers d’outillage et de construction de machines qui lui assurent une grande indépendance. Le groupe Trier emploie aujourd’hui plus de 2 000 salariés à travers le monde.
En Haute-Franconie, dans le nord delaBavière, lavilledeLichtenfelsest lacapitale de la vannerie allemande et la petite localité voisine de Michelau pos-sède depuis les années 1930 le Musée allemand de la vannerie qui est installé depuis 1967 dans la villa et l’ancien ma-gasin d’une grande famille de vanniers locale. Cette même année 1967, An-dreas et Georg Scherer associés à Lo-thar Trier créent une entreprise d’extru-siondeprofilésplastiquesqui travaille
Chez le plasturgiste Scherer & Trier, à Michelau en Haute-Franconie, une nouvelle station d’air comprimé fournit l’énergie pneumatique pour des machines complexes.
L’air comprimé dans la plasturgie
De la vannerie à l’équipement automobile

Report 2/13 – www.kaeser.com 23Report 2/13 – www.kaeser.com22
veaux»,DanielPaul,duKenyaetMarcoVasquez, du Pérou. « La croissanceinternationale est l’une des conditions denotresuccès,aumêmetitreque laqualitéconstanteet l’efficiencedenosproduits et de nos services partout dans le monde. Nous comptons sur vous pour mettre en œuvre cette démarche dequalitéetd’efficienceauKenyaetauPérou. »
Kaeser poursuit son développement mondial en ouvrant deux nouvelles filiales,l’uneàNairobietl’autreàLima.Avec le Kenya et le Pérou, le réseaucommercial international de l’entreprise deCoburgcomptedésormais48filialeset plus de 60 partenaires commerciaux pour assurer la disponibilité des pro-duits Kaeser pratiquement dans tous lespaysdumonde.Auprintemps,lorsde la rencontre annuelle des directeurs defiliale,ThomasKaeser,présidentdudirectoire de Kaeser Kompressoren, aaccueilli chaleureusement les « nou-
Kenya et PérouNouvelles filiales
charge(<0,15bar), ilen résulte une grande efficience énergé-tique (consommationspécifique < 100 W/m³/min). Le SigmaControlSmart,lacom-mande spécialement développée pour le sécheur, garantit unapprovisionnement enaircompriméfiableet économe en éner-gie, avec un point derosée sous pression de +3 °C. Un module Ethernet permet de relier cette commande à des systèmes de gestion prioritaires comme le Sigma Air Manager.
Nouveaux sécheurs frigorifiques TF
Pour le traitement de l’air comprimé,les sécheurs frigorifiquessontgénéra-lement la solution de choix, et ils fontdonc l’objet de nombreuses avancées techniques. L’objectif visé par la nou-velle conception des sécheurs frigo-rifiquesTFétait clair : réduire très for-tement l’encombrement du sécheur en conservant au minimum la même capacité d’accumulationabsolue, avecune consommation énergétique réduite. Avec une masse thermique par chaleur latente et l’utilisation du changement de phase solide-liquide, le nouveausystème en aluminium offre une très grande capacité d’accumulation. Celle-ci est supérieure de 98 % à celle d’un système d’accumulation conventionnel. La grande capacité d’accumulation de la masse thermique par chaleur latente autorise la régulation intermittente du compresseur frigorifique dédié ausécheur. Avec la très faible perte de
Grâce au développement révolutionnaire d’un système d’échangeur de chaleur, les sécheurs frigorifiques de la série TF sont, à puissance égale, deux fois moins encombrants que leurs prédécesseurs et économisent encore plus d’énergie.
Kaeser a rétréci le sécheur frigorifique
Les équipementiers comme Scherer & Trier sont intégrés dans le flux de production des constructeurs et livrent des composants et des sous-ensembles directement sur la chaîne de fabrication.
une fiabilité absolue de tous les équi-pements de production. C’est l’une des raisons pour lesquelles Lothar Eber,responsable de l’air comprimé chez Scherer&Trier,faitconfianceàKaeser.
Des flux de fabrication synchronesUn équipementier comme Scherer & Trier ne se distingue pas seulement par ses missions de développeur et de fabri-cant de pièces et de sous-ensembles. Il estintégrédanslesfluxdefabricationàun degré qui dépasse la fabrication en juste-à-temps.Aprèslapeintureetlafi-nition,lesenjoliveursn’arriventpasauxcintreuses automatiques de manière aléatoire mais dans l’ordre exact dans lequel ils devront ensuite être livrés à la chaîne de fabrication de l’usine au-tomobile, et qui plus est présentés dubon côté. Grâce à ce mode de fabrica-tionsynchrone(«justinsequence»),lavoiture gris métallisé recevra les enjoli-veurs de la bonne teinte et non pas les enjoliveurs rouges du véhicule suivant. La configuration redondantede la sta-tion d’air comprimé est donc logique : une imbrication aussi poussée des fa-brications avec d’énormes contraintes de synchronisation des flux requiert
Unréservoird’aircompriméde2m³etun système de maintien de pression complètent cette station commandée de manière fiable et efficiente par lesystème de gestion Sigma Air Manager.La chaleur dégagée par la compression est récupérée pour chauffer l’eau du circuit de chauffage grâce aux échan-geurs de chaleur qui équipent les com-presseurs et permettent à l’entreprise d’améliorer son bilan énergétique glo-bal.Les mouvements des machines com-plexes installées dans le hall de produc-tion sont pour la plupart commandés par air comprimé. Les machines cintrent les enjoliveurspourlesadapterauprofildela carrosserie entre le pavillon et le côté de caisse. Ces opérations demandent de la puissance mais aussi beaucoup de minutie car les enjoliveurs en com-posite plastique-métal sont déjà peints etontdonc l’aspectdéfinitifqu’ilsoffri-ront à l’acheteur de la voiture.
report–News

Report 2/13 – www.kaeser.com 23Report 2/13 – www.kaeser.com22
veaux»,DanielPaul,duKenyaetMarcoVasquez, du Pérou. « La croissanceinternationale est l’une des conditions denotresuccès,aumêmetitreque laqualitéconstanteet l’efficiencedenosproduits et de nos services partout dans le monde. Nous comptons sur vous pour mettre en œuvre cette démarche dequalitéetd’efficienceauKenyaetauPérou. »
Kaeser poursuit son développement mondial en ouvrant deux nouvelles filiales,l’uneàNairobietl’autreàLima.Avec le Kenya et le Pérou, le réseaucommercial international de l’entreprise deCoburgcomptedésormais48filialeset plus de 60 partenaires commerciaux pour assurer la disponibilité des pro-duits Kaeser pratiquement dans tous lespaysdumonde.Auprintemps,lorsde la rencontre annuelle des directeurs defiliale,ThomasKaeser,présidentdudirectoire de Kaeser Kompressoren, aaccueilli chaleureusement les « nou-
Kenya et PérouNouvelles filiales
charge(<0,15bar), ilen résulte une grande efficience énergé-tique (consommationspécifique < 100 W/m³/min). Le SigmaControlSmart,lacom-mande spécialement développée pour le sécheur, garantit unapprovisionnement enaircompriméfiableet économe en éner-gie, avec un point derosée sous pression de +3 °C. Un module Ethernet permet de relier cette commande à des systèmes de gestion prioritaires comme le Sigma Air Manager.
Nouveaux sécheurs frigorifiques TF
Pour le traitement de l’air comprimé,les sécheurs frigorifiquessontgénéra-lement la solution de choix, et ils fontdonc l’objet de nombreuses avancées techniques. L’objectif visé par la nou-velle conception des sécheurs frigo-rifiquesTFétait clair : réduire très for-tement l’encombrement du sécheur en conservant au minimum la même capacité d’accumulationabsolue, avecune consommation énergétique réduite. Avec une masse thermique par chaleur latente et l’utilisation du changement de phase solide-liquide, le nouveausystème en aluminium offre une très grande capacité d’accumulation. Celle-ci est supérieure de 98 % à celle d’un système d’accumulation conventionnel. La grande capacité d’accumulation de la masse thermique par chaleur latente autorise la régulation intermittente du compresseur frigorifique dédié ausécheur. Avec la très faible perte de
Grâce au développement révolutionnaire d’un système d’échangeur de chaleur, les sécheurs frigorifiques de la série TF sont, à puissance égale, deux fois moins encombrants que leurs prédécesseurs et économisent encore plus d’énergie.
Kaeser a rétréci le sécheur frigorifique
Les équipementiers comme Scherer & Trier sont intégrés dans le flux de production des constructeurs et livrent des composants et des sous-ensembles directement sur la chaîne de fabrication.
une fiabilité absolue de tous les équi-pements de production. C’est l’une des raisons pour lesquelles Lothar Eber,responsable de l’air comprimé chez Scherer&Trier,faitconfianceàKaeser.
Des flux de fabrication synchronesUn équipementier comme Scherer & Trier ne se distingue pas seulement par ses missions de développeur et de fabri-cant de pièces et de sous-ensembles. Il estintégrédanslesfluxdefabricationàun degré qui dépasse la fabrication en juste-à-temps.Aprèslapeintureetlafi-nition,lesenjoliveursn’arriventpasauxcintreuses automatiques de manière aléatoire mais dans l’ordre exact dans lequel ils devront ensuite être livrés à la chaîne de fabrication de l’usine au-tomobile, et qui plus est présentés dubon côté. Grâce à ce mode de fabrica-tionsynchrone(«justinsequence»),lavoiture gris métallisé recevra les enjoli-veurs de la bonne teinte et non pas les enjoliveurs rouges du véhicule suivant. La configuration redondantede la sta-tion d’air comprimé est donc logique : une imbrication aussi poussée des fa-brications avec d’énormes contraintes de synchronisation des flux requiert
Unréservoird’aircompriméde2m³etun système de maintien de pression complètent cette station commandée de manière fiable et efficiente par lesystème de gestion Sigma Air Manager.La chaleur dégagée par la compression est récupérée pour chauffer l’eau du circuit de chauffage grâce aux échan-geurs de chaleur qui équipent les com-presseurs et permettent à l’entreprise d’améliorer son bilan énergétique glo-bal.Les mouvements des machines com-plexes installées dans le hall de produc-tion sont pour la plupart commandés par air comprimé. Les machines cintrent les enjoliveurspourlesadapterauprofildela carrosserie entre le pavillon et le côté de caisse. Ces opérations demandent de la puissance mais aussi beaucoup de minutie car les enjoliveurs en com-posite plastique-métal sont déjà peints etontdonc l’aspectdéfinitifqu’ilsoffri-ront à l’acheteur de la voiture.
report–News
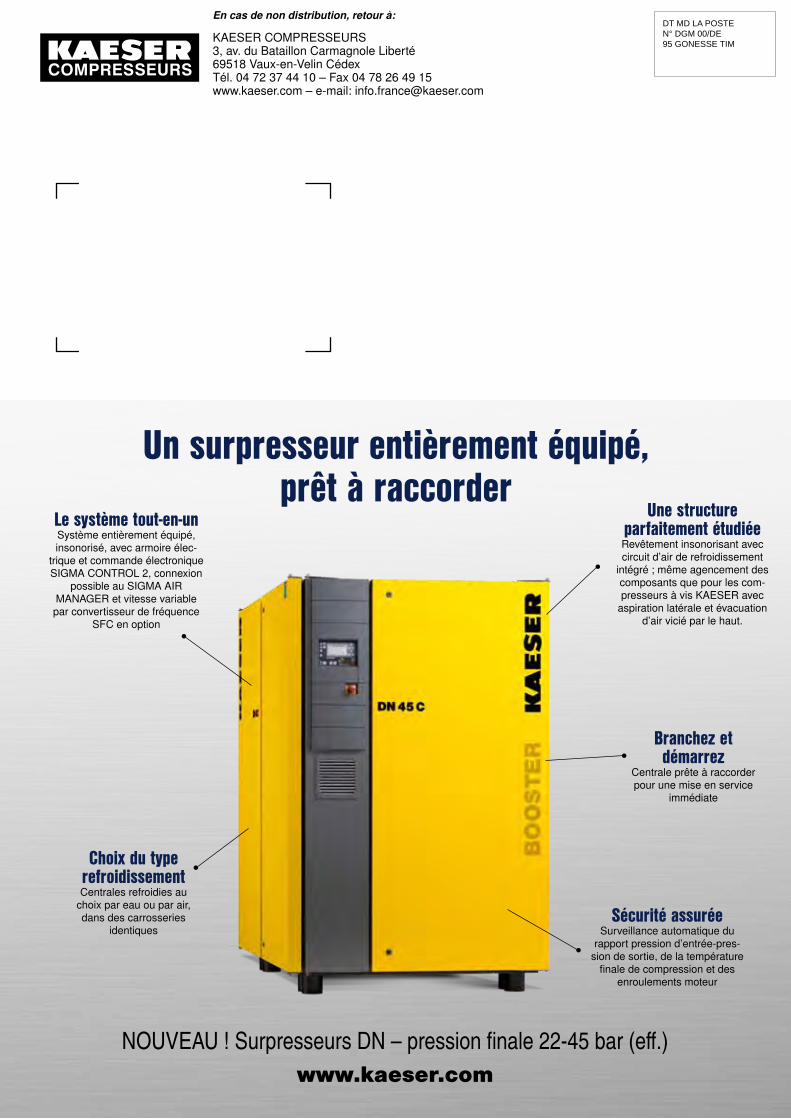
Un surpresseur entièrement équipé, prêt à raccorder
www.kaeser.comNOUVEAU ! Surpresseurs DN – pression finale 22-45 bar (eff.)
Une structure parfaitement étudiéeRevêtement insonorisant avec circuit d’air de refroidissement
intégré ; même agencement des composants que pour les com-presseurs à vis KAESER avec
aspiration latérale et évacuation d’air vicié par le haut.
Branchez et démarrez
Centrale prête à raccorder pour une mise en service
immédiate
Choix du type refroidissementCentrales refroidies au choixpareauouparair,dans des carrosseries
identiquesSécurité assurée
Surveillance automatique du rapport pression d’entrée-pres-siondesortie,delatempératurefinaledecompressionetdes
enroulements moteur
Le système tout-en-unSystèmeentièrementéquipé,insonorisé,avecarmoireélec-
trique et commande électronique SIGMACONTROL2,connexion
possible au SIGMA AIR MANAGER et vitesse variable par convertisseur de fréquence
SFC en option
KAESER COMPRESSEURS 3,av.duBataillonCarmagnoleLiberté69518 Vaux-en-Velin CédexTél.0472374410–Fax0478264915www.kaeser.com–e-mail:[email protected]
DT MD LA POSTEN° DGM 00/DE95 GONESSE TIM
En cas de non distribution, retour à: