contribution a l’etude de la stabilisation de la …
TRANSCRIPT

UNIVERSITE D’ANTANANARIVO
***********************
ECOLE SUPERIEURE POLYTECHNIQUE
************************
DEPARTEMENT GENIE CHIMIQUE
Mémoire de fin d’études en vue de l’obtention du
Diplôme d’Etudes Approfondies
en Chimie Appliquée à l’Industrie et à l’Environnement
Option : Chimie Minérale
Soutenu publiquement le 17 Décembre 2014
par
Monsieur NAMBAVELO Dyno
Ingénieur en Génie Chimique
Promotion 2013
CONTRIBUTION A L’ETUDE DE LA STABILISATION
DE LA LATERITE PAR LE PURIN DE BŒUFS
ADDITIONNE DES ENGRAIS AZOTES et DU SUCRE

Les membres de jury :
Président : Professeur ANDRIANARY Philippe, Directeur de l’ESPA.
Encadreur : Docteur RAMAROSON Jean de Dieu
Rapporteur : Docteur ELISOAMIADANA Philippine
Examinateurs : Docteur RAKOTONDRAMANANA Samuel, Chef du département
Génie Chimique à l’ESPA.
Docteur RAKOTOARIVONIZAKA Ignace
Docteur RABIBISOA Daniel
Promotion 2013
CONTRIBUTION A L’ETUDE DE LA STABILISATION DE LA
LATERITE PAR LE PURIN DE BŒUFS ADDITIONNE DES ENGRAIS
AZOTES (NPK, UREE) et DU SUCRE
Présenté par : NAMBAVELO Dyno
Soutenu le 17 Décembre 2014
UNIVERSITE D’ANTANANARIVO
***********************
ECOLE SUPERIEURE POLYTECHNIQUE
************************
DEPARTEMENT GENIE CHIMIQUE
Mémoire de fin d’études en vue de l’obtention du
Diplôme d’Etudes Approfondies
en Chimie Appliquée à l’Industrie et à l’Environnement
Option : Chimie Minérale

NAMBAVELO Dyno
Mémoire de fin d’études DEA i
REMERCIEMENTS
Tout d’abord, je tiens à remercier Dieu de m’avoir donné la santé et la force
qui m’ont permis de mener à terme mes études de DEA à l’Ecole Supérieure
Polytechnique d’Antananarivo et de terminer jusqu’au bout les travaux relatifs à ce
mémoire.
Nos sincères et chaleureux remerciements sont exprimés envers :
Le Professeur ANDRIANARY Philippe Antoine, Directeur de l’Ecole
Supérieure Polytechnique d’Antananarivo qui, malgré ses nombreuses
occupations, m’a fait grand honneur de présider la soutenance de ce
mémoire; qu’il soit assuré de mes profonds remerciements ;
Je voudrais exprimer toute ma reconnaissance à Monsieur
RAKOTONDRAMANANA Samuel, Maître de Conférences, Chef du
Département Génie Chimique à l’Ecole Supérieure Polytechnique
d’Antananarivo, pour l’honneur qu’il m’a fait de siéger parmi les membres du
jury.
Je ne saurais comment exprimer toute ma gratitude envers Monsieur Le
Docteur RAMAROSON Jean de Dieu, Maître de Recherches, au Département
Matériaux et Génie Civil du Centre National de Recherches Industrielle et
Technologique (CNRIT), mon encadreur qui, malgré ses multiples
occupations, m’a consacré un temps précieux pour m’apporter une aide
inestimable. Il m’aurait été difficile de mener à bien mes travaux sans son
appui constant et bienveillant et sans ses encouragements permanents. Je lui
suis profondément reconnaissant.
A Madame ELISOAMIADANA Philippine, Maître de conférences, mon
Rapporteur, en dépit de la lourdeur des tâches qui lui incombent a fait tout son
possible pour prodiguer des conseils dans l’orientation et l’élaboration du
présent mémoire ;
J’exprime également ma profonde gratitude à :
Messieurs :
- Le Docteur RAKOTOARIVONIZAKA Ignace, Maître de
Conférences, au Département Génie Chimique de l’Ecole Supérieure

NAMBAVELO Dyno
Mémoire de fin d’études DEA ii
Polytechnique d’Antananarivo (ESPA) qui a bien voulu accepter d’examiner ce
travail.
- Le Docteur RABIBISOA Daniel, Maître de Conférences, au
Département Génie Chimique de l’Ecole Supérieure Polytechnique
d’Antananarivo (ESPA), pour avoir accepté de siéger parmi les membres de
Jury de ce mémoire.
Il m’est agréable d’adresser ma vive sympathie à tout le Personnel
Enseignant et aux techniciens du Laboratoire Génie Chimique.
Je remercie également le Personnel du Bloc Technique (Vontovorona et
Ankatso) ; qui m’ont ouvert leur porte.
Je tiens à exprimer ma reconnaissance envers mes Parents, mes sœurs et
mes frères qui m’ont soutenu moralement et financièrement durant la
réalisation de cette étude.
Un grand merci également à tous mes amis pour leur aide et les marques
d’amitié qu’ils ont témoigné.
Ainsi qu’à tous ceux qui, de près ou de loin, ont contribué à la réalisation
de ce présent mémoire.
Merci infiniment !!!!

NAMBAVELO Dyno
Mémoire de fin d’études DEA iii
SOMMAIRE
INTRODUCTION GENERALE
Première partie : ETUDES BIBLIOGRAPHIQUES
Chapitre I: GENERALITES SUR LES LATERITES
Chapitre II: GENERALITES SUR LA FABRICATION DE BRIQUES
Chapitre III: LA STABILISATION
Chapitre IV: METHODES D’ANALYSE ET DE CARACTERISATION DU SOL
Deuxième partie : ETUDES EXPERIMENTALES
Chapitre V : COLLECTE ET CARACTERISATION DE LA LATERITE
Chapitre VI: ESSAIS DE STABILISATION DES LATERITES AU LABORATOIRE
Chapitre VII : CONFECTION ET CARACTERISATION DES EPROUVETTES
Chapitre VIII: ESSAIS PILOTE DE STABILISATION
Troisième partie : ETUDES ECONOMIQUES ET APPROCHES
ENVIRONNEMENTALES
Chapitre IX: ETUDES ECONOMIQUES
Chapitre X: APPROCHES ENVIRONNEMENTALES
CONCLUSION GENERALE

NAMBAVELO Dyno
Mémoire de fin d’études DEA iv
GLOSSAIRE
Bioréacteur: Appareil dans lequel s’effectue une réduction microbienne.
Eprouvette: Echantillon de pièces que l’on soumet à des essais mécaniques
destinés à mesurer ses qualités.
Lessivage: Entrainement par les eaux d’infiltration des substances solubles et
colloïdales d’un sol vers les couches profondes, ayant pour effet de rendre la terre
inculte (désertique).
Saturation: état d’un sol dont les pores sont remplis d’eau; état de celui qui (ou de
ce qui) ne peut recevoir davantage de quelque chose.

NAMBAVELO Dyno
Mémoire de fin d’études DEA v
LISTE DES ABREVIATIONS
%: Pourcent
°C: Degré Celsius
m3: mètre cube
cm2: Centimètre carré
m2: Centimètre cube
g: Gramme
kgf: Kilogramme force
km: Kilomètre
kWh: Kilowatt heure
m: Mètre
t: tone
N : newton
daN : decanewton
Φ : diamètre
μm: micromètre
nm: Nanomètre
cm : Centimètre
kPa : KiloPascal
mm : millimètre
MPa : MégaPascal
mV : millivolt
pH : potentiel d’Hydrogène
Réc. sec.: Résistance à la compression maximale à l’état sec
Réc. humide: Résistance à la compression maximale à l’état humide
sem : semaine
Fappl : Force appliqué
AFNOR : Association Française de NORmalisation
CBR : Californian Bearing Ratio
JIRAMA: JIiro sy Rano Malagasy
CNRIT: Centre National des Recherches Industrielles et Technologiques.
ESPA: Ecole Supérieure Polytechnique d’Antananarivo
CNAPS: Centre National de la Prévoyance Social

NAMBAVELO Dyno
Mémoire de fin d’études DEA vi
LISTE DES TABLEAUX
Tableau 1 : Classification des latérites selon LACROIX ............................................. 4
Tableau 2: constituants majeurs de latérite ................................................................ 6
Tableau3 : Classification adoptée par l'AFNOR, basée sur l'analyse granulométrique
................................................................................................................................. 19
Tableau 4 : Classification des sols suivant la valeur de leur indice de plasticité. ...... 21
Tableau 5 : Conditions des essais PROCTOR selon la norme NF P 94 – 093......... 22
Tableau 6 : Composition élémentaires de latérites ................................................... 24
Tableau 7: Résultats de l’analyse granulométrique de la latérite de Vontovorona ... 25
Tableau 8 : Caractéristiques géotechniques de latérites 1 et 2 ................................ 27
Tableau 9 : Résultat de l’analyse de la composition minéralogique de la latérite de
Vontovorona ............................................................................................................. 28
Tableau 10 : Les principaux éléments de la NPK ..................................................... 31
Tableau 11: Composition et nom des échantillons ................................................... 33
Tableau 12 : Résistance à la compression et porosité des briques L1 (Latérite2 95 +
Sable 5 + purin) ........................................................................................................ 37
Tableau 13:Résistance à la compression et porosité des briques LS1 (Latérite2 90 +
Sable5 + Sucre5 + purin) .......................................................................................... 38
Tableau 14: Résistance à la compression et porosité des briques LS2 (Latérite2 85 +
Sable5 + Sucre10 + purin) ........................................................................................ 39
Tableau 15: Résistance à la compression et porosité des briques LN1 (Latérite2 85 +
Sable5 + NPK10 + purin) .......................................................................................... 40
Tableau 16: Résistance à la compression et porosité des briquesLN2 (Latérite2 80 +
Sable5 + NPK15 + purin) .......................................................................................... 41
Tableau 17: Résistance à la compression et porosité des briques LE (Latérite2 80 +
Sable5 + Sucre5 + NPK5 + Urée5 + purin) ............................................................... 42
Tableau 18: Résistance à la compression et porosité des briques LSU1 (Latérite2 80
+ Sable5 + Sucre5 + Urée5 + purin) ......................................................................... 43
Tableau 19: Résistance à la compression et porosité des briques LSU2 (Latérite2 80
+ Sable5 + Sucre5 + Urée10 + purin) ....................................................................... 44
Tableau 20:Résistance à la compression porosité des briques L’1 (Latérite1 95 +
Sable5 + purin) ......................................................................................................... 45
Tableau 21: Résistance à la compression et porosité des briques L’F1 (Latérite1 90 +
Sable5 + Oxyde de fer 5 + purin) .............................................................................. 47
Tableau 22: Résistance à la compression et porosité des briques L’F2 (Latérite185 +
Sable5 + Oxyde de fer 10 + purin) ............................................................................ 48
Tableau 23 : Résistance à la compression et porosité des briques LF1 (Latérite2 90 +
Sable5 + Oxyde de fer 5 + purin) .............................................................................. 49
Tableau 24: Récapitulation des résultats de la résistance à la compression à 28 j: . 50
Tableau 25 : Récapitulation des résultats de la porosité: ......................................... 53
Tableau 26: Résistance à la compression et porosité des briques L1 (Latérite2 90 +
Sable5 + purin) ......................................................................................................... 55

NAMBAVELO Dyno
Mémoire de fin d’études DEA vii
Tableau 27 : Résistance à la compression et porosité des briques LS2 (Latérite2 85
+ Sable5+ sucre 10) ................................................................................................. 56
Tableau 28 : Résistance à la compression et porosité des briques LSU1 (Latérite2 85
+ Sable5+ sucre 5 + Urée5 + purin) ......................................................................... 57
Tableau 29 : Résistance à la compression et porosité des briques L’F1 (Latérite1 90
+ Sable5+ oxyde de fer 5 + purin) ............................................................................ 58
Tableau 30 : Récapitulation des résultats de la résistance à la compression : ......... 59
Tableau 31 : Récapitulation des résultats de la porosité: ......................................... 61
Tableau 32 : Résultats antérieurs de la latérite stabilisé .......................................... 62
Tableau 33: Coût d’investissement en terrain et en construction de l’unité de
fabrication ................................................................................................................. 71
Tableau 34 : Dépenses en matériels et équipements techniques utilisés au sein de
l’unité de production ................................................................................................. 71
Tableau 35 : Dépenses en matériels et équipements administratifs de l’unité de
fabrication ................................................................................................................. 72
Tableau 36 : Récapitulation des dépenses d’investissements .................................. 72
Tableau 37 : Détermination des charges prévisionnelles de production de l’année de
mise en route ............................................................................................................ 73
Tableau 38 : Détermination des charges annuelles du personnel ............................ 73
Tableau 39 : Récapitulatif des charges diverses ...................................................... 74
Tableau 40 : Estimation des recettes annuelles prévisionnelles de l’unité de
fabrication ................................................................................................................. 74
Tableau 41 : Amortissement annuel : ....................................................................... 75
Tableau 42 : Plan de financement du projet ............................................................. 76
Tableau 43 : Montant des charges fixes : ................................................................. 76
Tableau 44 : Montant des charges variables annuelles : .......................................... 77
Tableau 45 : Calcul de la marge sur coût variable (MCV) et le résultat d’exploitation.
................................................................................................................................. 77
Tableau 46 : Résultat prévisionnel : ......................................................................... 78

NAMBAVELO Dyno
Mémoire de fin d’études DEA vii
i
LISTE DES FIGURES
Figure 1 : Flow-sheet de fabrication artisanale de brique cuite ................................... 9
Figure 2 : Flow-sheet de fabrication artisanale de brique crue ................................. 10
Figure 3 : Colonne de tamis ...................................................................................... 18
Figure 4:Zone de prélèvement des latérites pour la caractérisation et la réalisation
des essais (source : gogle earth) .............................................................................. 23
Figure 5 : Courbes granulométrique de la latérite 1 et la latérite 2 de Vontovorona . 26
Figure 6 : Diffractogramme de Fluorescence X de la latérite de Vontovorona
(Source : RANDRIANANTENAINA Lovaritiana « Contribution à l’étude de
stabilisation de la latérite par le purin de bœufs » Mémoire d’ingénieur, ESPA 2012)
................................................................................................................................. 28
Figure 7 : Procédé de stabilisation de la latérite par les matières organiques .......... 29
Figure 8: Zones de prélèvements (source : Auteur) ................................................. 30
Figure 9 : Les bioréacteurs (source : Auteur) ........................................................... 31
Figure 10: Schémas de quelques éprouvettes obtenus (source : Auteur) ................ 34
Figure 11: Machine multifonctionnelle du type TESTWELL (source : Auteur) .......... 35
Figure 12: Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de L1. ............................................................................... 38
Figure 13 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de LS1 ............................................................................. 39
Figure 14 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de LS2 ............................................................................. 40
Figure 15: Courbe de la résistance maximale moyenne à l'état sec à 28 jours de LN1
................................................................................................................................. 41
Figure 16 : Courbe de la résistance maximale moyenne à l'état sec à 28 jours de LN2
................................................................................................................................. 42
Figure 17 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de LE ............................................................................... 43
Figure 18: Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de LSU1 ........................................................................... 44
Figure 19 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de LSU2 ........................................................................... 45
Figure 20: Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de L’1 ............................................................................... 46
Figure 21 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de L’F1 ............................................................................. 47
Figure 22 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de L’F2 ............................................................................. 48
Figure 23 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 28 jours de LF1 ............................................................................. 49
Figure 24 : Courbes de la résistance maximale moyenne à l'état sec et à l’état
humide à 28 jours ..................................................................................................... 51
Figure 25: Courbes de l’évolution de la porosité des éprouvettes : .......................... 54

NAMBAVELO Dyno
Mémoire de fin d’études DEA ix
Figure 26 : Séchage des éprouvettes dans l’étuve (source : Auteur) ....................... 55
Figure 27 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 14 jours de L1 ................................................................................ 56
Figure 28 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 14 jours de LS2 ............................................................................. 57
Figure 29 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
à l’état humide à 14 jours de LSU1 ........................................................................... 58
Figure 30 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et
humide à 14 jours de L’F1 ........................................................................................ 59
Figure 31: Courbe de la résistance maximale moyenne à l'état sec et à l'état humide
................................................................................................................................. 60
Figure 32 : Courbe de l'évolution de la porosité durant le séchage dans l'étuve ...... 61
Figure 33 : Schéma du moule ................................................................................... 63
Figure 34 : Clichés du produit avec l’échantillon. ...................................................... 64
Figure 35 : Schéma de Production ........................................................................... 66
Figure 36 : Organigramme de l’unité de production. ................................................. 70
Figure 37: Courbe de l’évolution de poids volumique maximale en fonction de la
teneur en eau: ............................................................................................................. f
Figure 38: Courbe de l’évolution de poids volumique maximale en fonction de la
teneur en eau: ............................................................................................................ g

NAMBAVELO Dyno
Mémoire de fin d’études DEA x
LISTES DES ANNEXES
Annexes 1 : METHODE D’ANALYSE CHIMIQUE ...................................................... a
Annexes 2 : LIMITE D’ATTERBERG .......................................................................... e
Annexes 3:ESSAI PROCTOR ..................................................................................... f
Annexes 4:CLASSIFICATION ADOPTEE PAR CRATerre ......................................... h
Annexes 5 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L1 (Latérite2 95 + Sable 5 + purin) par séchage naturel ............. i
Annexes 6: Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS1 (Latérite2 90 + Sable5 + Sucre5 + purin) par séchage
naturel........................................................................................................................... j
Annexes 7: Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS2 (Latérite2 85 + Sable5 + Sucre10 + purin) par séchage
naturel.......................................................................................................................... k
Annexes 8 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LN1 (Latérite2 85 + Sable5 + NPK 10 + purin) par séchage
naturel........................................................................................................................... l
Annexes 9 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LN2 (Latérite2 80 + Sable5 + NPK15 + purin) par séchage
naturel........................................................................................................................ m
Annexes 10 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LE (Latérite2 80 + Sable5 + Sucre5 + NPK5 + Urée5 + purin)
par séchage naturel .................................................................................................... n
Annexes 11 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU1 (Latérite2 80 + Sable5 + Sucre5 + Urée5 + purin) par
séchage naturel .......................................................................................................... o
Annexes 12 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU2 (Latérite2 80 + Sable5 + Sucre5 + Urée10 + purin) par
séchage naturel .......................................................................................................... p
Annexes 13 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’1 (Latérite1 95 + Sable5 + purin) par séchage naturel............ q
Annexes 14 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F1 (Latérite1 90 + Sable5 + Oxyde de fer 5 + purin) par
séchage naturel ........................................................................................................... r
Annexes 15 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F2 (Latérite1 85 + Sable5 + Oxyde de fer 10 + purin) par
séchage naturel ........................................................................................................... s
Annexes 16 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LF1 (Latérite2 90 + Sable5 + Oxyde de fer 5 + purin) par
séchage naturel ........................................................................................................... t
Annexes 17 : Détails sur les résultats de la Résistance à la compression et de la
porosité des briques L1 (Latérite2 90 + Sable5 + purin) par séchage sous
atmosphère contrôlée ................................................................................................. u

NAMBAVELO Dyno
Mémoire de fin d’études DEA xi
Annexes 18 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS2 (Latérite2 85 + Sable5+ sucre 10) par séchage sous
atmosphère contrôlée .................................................................................................. v
Annexes 19 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU1 (Latérite2 85 + Sable5+ sucre 5 + Urée5 + purin) par
séchage sous atmosphère contrôlée .......................................................................... w
Annexes 20 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F1 (Latérite1 90 + Sable5+ oxyde de fer 5 + purin) par
séchage sous atmosphère contrôlée ........................................................................... x
INTRODUCTION GENERALE

NAMBAVELO Dyno
Mémoire de fin d’études DEA 1
INTRODUCTION
Bien que connue depuis fort longtemps, la technique de stabilisation du sol a
suivi un récent et très rapide développement dans le monde. Elle est en général
utilisée pour la fabrication des matériaux de construction. A Madagascar, les gens
avaient leur technique de stabilisation dans le temps des « Ntaolo Malagasy » pour
la construction des murs traditionnels sous le nom de « Tambohon’ Ny Ntaolo ».
Les chercheurs ont aussi découvert qu’il y a d’autres matériaux plus résistants que
les briques entre autres les bétons, pourtant, ils ne sont pas à la portée de la majorité
de la population Malagasy.
Or, le sol latéritique se trouve abondamment presque partout dans les zones de l’île,
il nous est indispensable de procéder à leur valorisation et de produire des briques
performants à prix abordable.
Plusieurs travaux de recherches ont été effectués sur la latérite pour améliorer
leurs performances physiques et mécaniques avec les divers stabilisants minéraux et
organiques
Mais le mode de stabilisation en utilisant les stabilisants minéraux exige une
technique coûteuse et provoque le souci de l’humanité pour les problèmes
environnementaux. De ce fait, beaucoup de recherches s’orientent notamment sur
l’application des stabilisants organiques.
Ainsi, pour apporter sa part dans la valorisation de ces latérites, le
Département Génie Chimique de l’Ecole Supérieure Polytechnique d’Antananarivo
(ESPA) et le Centre Nationale de Recherche Industrielle et Technologique (CNRIT),
par ce mémoire intitulé « Contribution à l’étude de la stabilisation de la latérite
par le purin de bœuf additionné des engrais azotés et du sucre », propose une
méthode de stabilisation des latérites pour la production de matériaux de
construction moins chères, de bonne résistance mécanique et leur réalisation
respecte l’environnement.
La première partie de cet ouvrage, relative à l’étude bibliographiques traite d’abord,
les généralités sur la latérite, les généralités sur la fabrication des briques, la
stabilisation ; ensuite, des méthodes d’analyse et de caractérisation du sol.
La deuxième partie explique, d’une façon détaillé l’Etude Expérimentales que nous
avons effectuée concernant l’expérimentation proprement dite de chacune des
étapes, incluant les divers essais de réduction microbienne du fer dans nos
mélanges et de détermination de la résistance mécanique des éprouvettes, et surtout
la conception et la réalisation des briques à l’échelle pilote.
La troisième partie, aborde enfin l’évaluation économique et l’approche
environnemental nous permettant de voir les impacts socio-économiques et les
impacts sur l’environnement de l’opération.

1ère
Partie : ETUDES BIBLIOGRAPHIQUES

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 2
Chapitre I : GENERALITES SUR LES LATERITES
I.1 - Définitions [8].
Le mot latérite vient du nom latin « later » qui signifie brique. D’après
BUCHANAN (1807), c’est un des meilleurs matériaux de construction, possédant de
grande quantité de fer, de couleur variant du jaune au rouge plus ou moins foncée et
même noire.
Selon MUKERJI, les latérites sont des terres très altérées qui contiennent des
proportions importantes mais très variables d’oxyde de fer et d’aluminium, ainsi que du
quartz et d’autres minéraux.
Nous trouvons les latérites surtout dans les régions tropicales, subtropicales et
équatoriales. Elles recouvrent 33% des continents.
I.2 - Formation de la latérite [13]
La latérite est formée par altération de roche mère dont la caractéristique
essentielle réside dans la mise en solution puis le départ de la silice. Ce phénomène de
lessivage s’accompagne d’un enrichissement en fer et en alumine sous forme d’oxydes
(Fe2O3 et Al2O3). Certains facteurs ont une influence prépondérante sur l’altération des
roches et la formation des sols latéritiques qui en découlent, ce sont :
Le climat (pluviométrie, température)
La topographie (érosion),
La végétation (matière organique, bactérie,...).
I.2.1 - Le phénomène de latérisation :
Le phénomène d’altération de la roche mère se présente sous deux natures qui
sont les altérations soit physiques ou mécaniques, soit physico-chimiques. La première
altération se traduit par la fragmentation de la roche mère. Elle est essentiellement due
aux grands écarts de températures journalières ou saisonnières qui font alterner des
contraintes de traction et de compression dans la roche en des temps relativement
courts. Lors de la deuxième altération, l’eau de pluie, le principal agent, pénètre dans
les fractures, dans les fissures ou dans les pores de la roche mère. Elle réagit ensuite
avec les constituants de la roche. Les réactions chimiques qui en résultent peuvent être
des dissolutions, des échanges d’ions, des hydratations, des carbonatations, des
hydrolyses, des oxydations ou des réductions.
ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 3
I.2.2 - Les principaux facteurs :
Les facteurs qui influent sur le phénomène de latérisation sont :
Le climat :
Le phénomène de latérisation est beaucoup plus favorisé par un climat tropical ou
équatorial. Les grands écarts de températures journalières ou saisonnières associés au
bilan hydraulique et à la prédominance de l’activité bactérienne conduisent à la
destruction de minéraux argileux formés. Le processus s’arrête au niveau de la
formation de ces minéraux argileux dans les régions tempérées.
L’eau :
L’action de l’eau est primordiale sur le devenir du produit final. L’excès de l’eau entraîne
un lessivage des éléments CaO, MgO, Na2O, K2O et SiO2. Une déficience en eau
conduit en une accumulation d’oxyhydroxyde principalement du fer et de l’alumine.
La topographie :
L’accumulation d’eau, élément responsable de l’altération de la roche mère et de la
coloration des latérites, dépend de la topographie. Sur une forte pente, la terre a une
couleur plutôt rouge dû à la présence des oxydes de fer. Elle est plus proche du brun et
du jaune que rouge lorsque la pente diminue, ceci est due à la présence des
oxyhydroxyde de fer de type goethite Fe2O3, H2O ou limonite 2Fe2O3, 3H2O. La latérite
tendra vers le gris ou le noir en arrivant dans la zone plate.
Les roches mères :
Le produit de l’altération varie avec la nature de la roche mère. Cette nature influe
surtout sur la formation de l’argile, un des constituants de la latérite.
La végétation :
Elle influe davantage sur la nature de l’eau qui est le principal agent d’altération. Elle se
transforme en acides organiques et en anhydre carbonique par la décomposition de
l’humus.
I.3 - Intensité de latérisation [3]:
Nous pouvons classifier les latérites selon l’intensité de latérisation notée ρ donnée
par la relation suivante :

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 4
Exemple :
ρ= 2 pour les kaolins et les argiles kaolinites
1< ρ<2 pour les argiles latéritiques
Ρ<1 pour les latérites vraies
I.4 - Classification des latérites [12]
I.4.1 - Classification de LACROIX
C’est une classification basée sur la teneur en minéraux latéritiques proposée
par LACROIX en 1923.
Tableau 1 : Classification des latérites selon LACROIX
Classes Teneur en matériaux latéritiques (oxydes, hydroxydes et kaolinites)
Latérites vraies 100 % à 90 %
Latérites argileuses 90 % à 50 %
Kaolinites et argiles
latéritiques 50 % à 10 %
Kaolinites et argiles < 10 %
Source: ABD-EL MALIK Mémoire d’ingéniorat « Etude de stabilisation de la latérite par la paille
de riz approche biochimique »
I.4.2 - Classification pédologique
Les latérites ou sols latéritiques sont abondantes à Madagascar et recouvrent la
plus grande partie du socle cristallin. Elles sont classées en plusieurs types tels que:
Lesferrisols: caractérisés par une prédominance d’argile kaolinique et quelque
fois gibbsite en présence de gels amorphes de silice et d’alumine. Nous pouvons
trouver de la goethite et de l’halloysite sur les sites volcaniques en quantité
variable.
Les sols ferralitiques: riches en matières organiques avec une forte
représentativité des gibbsites et de l’halloysite.
Les sols tropicaux ferrugineux: riches en kaolinite et ne contiennent ni de
gibbsite, ni d’halloysite, ni d’allophane. Les matières organiques sont très rares.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 5
I.4.3 - Classification basée sur les ratios silice- alumine et silice–sesquioxydes :
Cette classification est basée sur le ratio silice–alumine et plus tard le ratiosilice–
sesquioxyde pour classer les sols latéritiques et non latéritiques (MARTIN et DOYENE,
1930)
Si :
Ki’ < 1,33 : Latérite vraie
1,33 < Ki’< 2 : Roche latéritique
2 < Ki’: Minéraux non latéritique
I.5 - Constituants des latérites :
Les latérites sont constituées de :
o FER qui se présente soit sous forme de goethite (FeOOH ou Fe2O3, H2O),
d’hématite (Fe2O3), ou de magnétite (Fe3O4).
o L’ALUMINIUM qui se présente sous forme d’oxyde. La gibbsite ou hydragillite
Al(OH)3 est le minéral le plus fréquent; le boehmite (AlOOH) est moins reconnu
et souvent en quantité moindre. L’aluminium existe également sous une forme
combinée à la silice dans la kaolinite Si2O5Al2(OH)4 pour la demi-maille. Le
silicium est de ce fait un constituant habituellement sous forme combinée. Il se
présente aussi sous forme de quartz.
o LE TITANE qui est sous forme d’ilménite FeTiO3.
o LE MANGANESE qui apparaît aussi sous forme d’oxyde en faible quantité.
Le tableau suivant récapitule les différents éléments majeurs présents dans latérite.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 6
Tableau 2: constituants majeurs de latérite
Elément Oxydes et
hydroxydes de fer
Oxydes et hydroxydes
d’aluminium Minéraux argileux
Minéraux
siliceux
Commun
Goethite
Limonite
Hématite
Gibbsite
Boehmite (plus rare)
Kaolinite
Halloysite (plus rare) Quartz
Rares Maghétite
Magnétite
Diaspore
Corindon
Illite
Montmorillonite
Source: ABD-EL MALIK Mémoire d’ingéniorat « étude de stabilisation de la latérite par la paille
de riz approche biochimique »
I.6 - Utilisations [7]
La latérite peut être utilisée dans plusieurs domaines :
I.6.1 - Matériaux :
La latérite est utilisée dans la construction comme brique ayant un faible pourcentage
de liant et dans la construction traditionnelle Malagasy pour la confection des murs
traditionnels ou «Tambohon’ny Ntaolo», enduit traditionnel Malagasy. Elle peut servir à
la confection des briques réfractaires, des carreaux ou même de poterie où la couleur a
une importance primordiale à la synthétisation des zéolites. L’abondance des latérites
dans les régions tropicales favorise leur emploi dans la construction des routes. Elles
sont aussi bien utilisées en couche de base qu’en couche de fondation.
I.6.2 - Agriculture
Elle est utilisée comme engrais grâce à sa capacité de libérer rapidement des éléments
nutritifs pour le sol. Elle a une capacité d’emmagasiner l’eau et les éléments fertilisants.
I.6.3 - Métallurgie
Plusieurs métaux rares et nobles peuvent être extraits des latérites tels que l’aluminium,
le chrome, le magnésium, le mercure, le titane. La latérite peut aussi être utilisée dans
la fabrication des moules de fonderie.
ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 7
Chapitre II : GENERALITES SUR LA FABRICATION DES BRIQUES
L’argile constitue les bases essentielles de la fabrication des briques. Dans ce
chapitre, nous allons développer les matières premières utilisées pour la fabrication des
briques ainsi que la fabrication artisanale des briques crues séchées au soleil et des
briques cuites dans des fours ou des briqueteries.
II.1- Matières premières
II.1.1- L’argile
a) Définitions [2], [14]
La définition d’une argile dépend souvent des domaines de spécialisation. En
générale, trois principaux types de définitions sont utilisés :
Dans la première définition, nous appelons argile, la matière première terreuse
susceptible de donner avec l’eau des pâtes plastiques moulables pouvant subir une
cuisson en vue d’obtenir des produits en «terre cuite». Dans cette optique, l’argile peut
être constituée de phyllosilicates, de différents autres minéraux tels que les oxydes plus
ou moins cristallisés (quartz, alumine, oxyde de fer, oxyde de titane, calcite, magnésie,
Sulfure de fer,…) et de divers résidus organiques, en l’occurrence les déchets végétaux
plus ou moins décomposés.
Une deuxième définition stipule que l’argile est purement granulométrique,
souvent utilisée par les spécialistes des travaux publics, et elle désigne l’ensemble des
fractions inférieures à 2 µm d’un sol.
Enfin, une troisième définition minéralogique utilisée par les géologues, les
minéralogistes et les chimistes, présente l’argile comme des silicates en feuillet
(phyllosilicates) de différents ions métalliques.
Ces définitions peuvent se rejoindre du fait que les particules argileuses dans le sens
minéralogiques, sont très fines et constituent souvent la majorité des fractions
inférieures à 2 µm dans les analyses granulométriques de sol et forment également une
grande partie des terres argileuses.
b) Rôles des différents éléments de l’argile [6], [9], [11]
En ce qui concerne les caractéristiques des produits, ces différents éléments jouent les
rôles suivants :

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 8
La silice (SiO2) existe soit sous forme combinée aux différents silicates d'alumine
(argile et micas), soit sous forme libre (quartz). Sous cette dernière forme, elle
joue le rôle d'élément dégraissant lorsqu'elle est grossière et constitue en
quelque sorte le squelette des produits.
L'alumine (Al2O3) est généralement liée à la plasticité de l'argile. Cette plasticité
est d'autant plus élevée que la teneur en alumine est plus importante. Nous
emploierons de préférence l’argile à haute teneur en alumine pour la fabrication
des produits pressés à reliefs importants, tels que les tuiles.
L'oxyde de fer (Fe2O3) agit comme élément fondant au cours de la cuisson. Il
communique aux produits leur couleur rouge.
La chaux (CaO) est un constituant très fréquent des produits en terre cuite. Elle
joue les rôles de colorant et de fondant.
Les oxydes alcalins (soude Na2O et potasse K2O) jouent le rôle de fondants.
Associés à d'autres éléments comme l’oxyde de fer, par exemple, ils provoquent,
au cours de la cuisson, les réactions conférant aux produits leurs qualités
définitives, et tout particulièrement leur résistance mécanique et leur aptitude au
ponçage.
II.1.2- Les dégraissants [9]
Au cours des procédés de fabrication des produits en terre cuite, il est
nécessaire d’ajouter à l’argile des proportions variables de dégraissants qui ont pour
rôle de modifier la plasticité ainsi que les caractéristiques de séchage et de cuisson de
ces produits.
Le principal dégraissant couramment utilisé est le sable, de granulométrie comprise
entre 0,3 mm à 1 mm et exempt de calcaire. Mais souvent, les artisans briquetiers
utilisent aussi de l’argile latéritique et même des latérites se trouvant sur la couche
superficielle de l’argile ou d’argile cuite broyée dite chamotte.
II.1.3- Autre ressource naturelle [9]
La seule ressource naturelle utilisée pour la fabrication des briques est l’eau. Elle est
utilisée pour augmenter la teneur en eau de l’argile et la rendre plastique. Elle provient
des eaux souterraines.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 9
II.2- FABRICATION ARTISANALE
Dans ce paragraphe, nous allons présenter brièvement les deux procédés de
fabrication des briques.
II.2.1- Processus de fabrication de brique cuite [14]
Les briques d’argiles sont apparues à Madagascar en 1837. Elles sont cuites
artisanalement dans des briqueteries. Les particules d’argile commencent alors à
fondre et s’agglomèrent pour former une masse à caractère pierreux. Après la cuisson,
la brique conserve une certaine porosité, qui lui confère d’ailleurs des propriétés
spécifiques et la distingue des autres matériaux de construction. Elles résistent à
l'humidité et à la chaleur.
La figure ci-dessous représente le flow-sheet de fabrication artisanale de la brique cuite:
Figure 1 : Flow-sheet de fabrication artisanale de brique cuite
Eau
Combustibles
Concassage Préparation des
matières premières
1/3 Dégraissant
2/3 Argiles
Broyage
Malaxage
Pourrissage
24 H
Façonnage
Séchage
Cuisson Brique cuite

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 10
II.2.2- Processus de fabrication de brique crue :
Les briques crues ou adobe ont déjà existé depuis le temps des Ntaolo
Malagasy. Elle constitue un des matériaux de base pour la construction de murs et de
voûtes. En principe, les briques sont fabriquées à partir de la latérite et du sable avec
des fixateurs comme le ciment, bitume, silicate, alginate, ... La latérite utilisée ne doit
pas avoir beaucoup d’argile.
Les briques sont séchées à l'air pendant plusieurs jours, avant de pouvoir être utilisées.
Figure 2 : Flow-sheet de fabrication artisanale de brique crue
Extraction de
latérite
Concassage
Broyage
Tamisage Dosage
Malaxage
Liant Eau
Pourrissage Façonnage
Séchage Stockage

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 11
Chapitre III : LA STABILISATION
III.1- Principe
Le principe de la stabilisation est de modifier la propriété d’un système terre-eau-
air afin d’obtenir des propriétés compatibles à des applications particulières.
III.2- Objectif [1]
Les principaux objectifs poursuivis sont :
d’obtenir de meilleures caractéristiques mécaniques en augmentant la résistance
à la compression sèche et humide, la résistance à la traction et au cisaillement.
d’obtenir une meilleure cohésion.
de réduire la porosité et les variations de volume
d’améliorer la résistance à l’érosion, au vent et à la pluie (imperméabilisation).
III.3- Les différentes techniques de stabilisation [4]
Il existe plusieurs types de stabilisation des latérites qui peuvent être appliqués seul ou
en général couplés.
Stabilisation chimique :
Le principe est d’additionner d’autres matériaux ou d’autres produits chimiques dans la
terre pour en modifier sa propriété. Il existe une réaction physico-chimique entre les
constituants actifs de la terre et les matériaux. Cela entraîne la formation de nouvelles
phases au sein de la texture de la terre enrobée au maximum de grains inertes.
Stabilisation physique :
Les propriétés d’une terre peuvent être modifiées en intervenant sur la texture: mélange
contrôlé de fractions de grains différents. La stabilisation physique s’obtient par
traitement thermique, par déshydratation et par un traitement électrique qui favorise un
drainage de la terre lui conférant de nouvelles qualités structurales.
Stabilisation mécanique :
Le principe de la stabilisation mécanique est de modifier les propriétés de la terre en
intervenant sur sa structure, c'est-à-dire que nous modifions la densité, la
compressibilité, la perméabilité et la porosité.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 12
Autre type de stabilisation de la latérite : stabilisation biotechnologique [15], [16] [17],
[18], [19], [20]
Le but est de transformer la propriété d’un matériau par le biais des agents
biologiques dans la finalité de produire un nouveau matériau.
a) Les microorganismes:
Il existe plusieurs familles et genres de micro-organismes dans le sol, tels que des
eucaryotes (champignons, algues et protozoaires) et des procaryotes (bactéries et
cyanobactéries). Leur biodiversité est considérable avec une densité atteignant jusqu’à
104 à 106 unités par grammes de sols. Leur distribution est favorisée par la présence de
substrats énergétiques (essentiellement des résidus végétaux), d’éléments minéraux
ainsi que de nombreux facteurs physiques et chimiques caractérisant chaque sol,
notamment la structure, l'aération, le pH, la température et la teneur en eau.
Les microorganismes du sol jouent deux rôles essentiels :
d’une part, ils sont responsables de diverses transformations chimiques et même
physiques qui se déroulent dans le sol;
d'autre part, ils agissent directement ou indirectement sur la nutrition des plantes.
La plupart de ces bactéries sont des anaérobies facultatifs comme le cas de Bacillus
polymyxa, Bacillus circulams, Sporogènes de Closetridium et Aerobacteraérogences,
qui sont responsables de la réduction du fer ferrique en anaérobiose.
b) Les matières favorisant la réduction:
La réduction est favorisée par l’ajout aux microorganismes d’un ou plusieurs aliments
énergétiques (sucre, matière végétale verte diverse,…). KALAKUTSKII (1959) trouve
que les produits provoquant la réduction du fer sont des produits élaborés au cours de
la fermentation du glucose.
c) les facteurs écologiques dominants:
Le milieu de culture des microorganismes doit contenir des substances indispensables
à leur croissance et leur production: les paramètres physico-chimiques comme le pH et
la température convenables, le potentiel d’oxydo-réduction, l’humidité optimum.
- Le pH:
Le pH optimum pour la croissance de la plupart des bactéries anaérobies se situe aux
environs de pH neutre (6,4 et 7,4) et la majorité des espèces ne peuvent se développer

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 13
que dans des milieux très acides ou très alcalins. Toutefois, certaines bactéries non
seulement tolèrent, mais «préfèrent» des conditions acides ou fortement acides
(organismes acidophiles).
- La température:
Généralement, un type de bactérie croît plus rapidement à une certaine température:
c’est la température optimale de croissance. La vitesse de croissance se réduit lorsque
la température s'écarte de cet optimum.
Étant donné que la réduction biologique du fer est la conséquence de l’activité de ces
microorganismes, ainsi la croissance bactérienne serait proportionnelle à la quantité de
fer ferreux [Fe II] produite. La température optimale de cette croissance est alors
comprise entre 35°C et 40°C.
- Le potentiel d’oxydo-réduction :
Le processus de réduction biologique n’apparaît que dans des conditions moyennement
réductrices.
Quelques auteurs comme FLAIG et SCHARRER considèrent que la réduction du fer
Fe3+ débute vers E = 22 à 25 mV où E = E°/29 + 2pH. Ces limites correspondent à
E° = 406 à 496 mV pour pH = 4.
Ce potentiel d’oxydo-réduction d’un sol est en relation avec la tension d’oxygène du
milieu. Ainsi, en anaérobiose, le potentiel d’oxydo-réduction du milieu est faible, donc
un milieu réducteur.
- L’humidité :
La teneur en oxygène du sol est partiellement sous la dépendance de l’humidité
puisque ce facteur régit, dans une grande mesure, la diffusion de l’O2. Les besoins en
oxygène des bactéries varient en fonction de la nature de leur métabolisme. Les
bactéries qui ne se développent qu’en présence d'oxygène sont dites aérobies «stricts»
ou «obligatoires», pour marquer leur dépendance absolue vis-à-vis de ce gaz. Leur
source principale d’énergie est la respiration et l’oxygène moléculaire, l’ultime accepteur
d’électron, est réduit en eau.
Les bactéries qui croissent normalement en présence d'oxygène mais peuvent quand
même se développer en anaérobiose (c'est-à-dire en absence d'oxygène) s'appellent
les anaérobies facultatifs. Ils tirent de l’énergie de l’oxydation des substrats mais
emploient aussi la voie fermentaire.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 14
Dans les sols très humides, la réduction du fer peut se développer très vigoureusement
si les autres conditions fondamentales sont réunies.
Dans le milieu naturel, le processus de réduction biologique n’apparaît qu’anaérobiose
ou semi-anaérobiose, c'est-à-dire pour des sols saturés en eau de façon permanente
ou temporaire.
d) Le mécanisme de transformation d’oxyde de fer ferreux en fer ferrique par le
microorganisme:
Divers mécanismes ont été invoqués:
- Destruction du complexant du fer ferreux par les microorganismes;
- Oxydation déterminant la destruction du complexant avec variation locale du pH
et de potentiel de redox;
- Oxydation puis assèchement et fixation de l’hydroxyde sur un hydroxyde déjà
existant.
III.4- Mécanisme de la stabilisation de la latérite [10]
Le principe est de modifier les propriétés de la terre en intervenant sur sa structure
c'est-à-dire qu’on modifie la densité, la compressibilité, la perméabilité et la porosité.
Densifier:
Pour densifier la terre, nous avons deux façons différentes :
- Manipuler la terre mécanique pour évacuer le maximum d’air en pétrissant et en
comprimant la terre.
- Combler le maximum de vide en introduisant d’autres grains.
Armer:
Le but est d’introduire une armature généralement constituée de fibres d’origine
végétale (paille), animale (poils, bouse), minérale ou synthétique (fibres) dans la latérite
pour créer un réseau de fibres omnidirectionnel. Ce dernier améliore la résistance à la
traction et au cisaillement de la terre et contribue aussi à réduire le retrait.
Enchaîner:
C’est l’introduction d’une matrice tridimensionnelle inerte et résistante qui va s’opposer
à tout mouvement du sol. Il s’agit d’un mouvement de consolidation par cimentation qui
résulte du remplissage des vides par un liant insoluble capable d’enrober les particules
dans la latérite.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 15
Lier:
Pour se faire, il y a deux mécanismes:
- Une matrice inerte est formée par les argiles. Nous utilisons les charges
négatives et positives des plaquettes argileuses ou leur composition chimique
pour les lier entre elles par l’intermédiaire d’un stabilisant, celui-ci jouant le rôle
de catalyseur de cette liaison.
- Une matrice inerte est formée avec les argiles; un stabilisant qui réagit avec
l’argile et forme un nouveau matériau (une sorte de ciment) insoluble et inerte
par précipitation; c’est une réaction pouzzolanique obtenue avec la chaux.
Cette réaction est lente et essentiellement dépendante de la qualité et de la
quantité d’argile.
Imperméabiliser:
C’est la réduction de l’eau de gonflement par retrait pendant le cycle répété de
moulage- séchage. L’imperméabilisation se fait par deux moyens:
- Tous les vides ou les pores, les fissures sont remplis d’une matière sensible à
l’eau.
- Une matière est dispersée dans la terre qui au moindre contact avec l’eau va
gonfler et obstruer les accès aux pores.
Hydrofuger:
Nous modifions l’état de l’eau interstitielle et nous réduisons la sensibilité des
plaquettes d’argiles à l’eau. Ce moyen qui fait intervenir des produits chimiques (résine
ou acide aminé quaternaire, chlorure de sodium) et l’échange ionique contribue à
l’élimination au maximum de l’absorption et l’adsorption de l’eau.
III.5- Les stabilisants
En général, les stabilisants sont des liants qui permettent une amélioration des
performances physiques et mécaniques d’un matériau donné. Ils sont classés en deux
catégories:
Les stabilisants minéraux:
Ce sont des poudres de matériaux minéraux finement broyés, qui sont mélangés avec
de l’eau, forment une pâte plastique qui fait prise et durcit. Parmi les principaux liants
minéraux, les plus répandus sont les ciments, les chaux, et les pouzzolanes. Il existe
également des silicates solubles et des ciments géopolymères. L’ajout de ces liants
ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 16
permet l’obtention de matériaux ayant une sensibilité à l’eau réduite ainsi que des
caractéristiques mécaniques améliorées.
Les stabilisants organiques:
Ce sont des liants hydrocarbonés ou des produits chimiques naturels ou artificiels
d’origine organique susceptible d’agir sur la structure ou les propriétés hydrophiles du
matériau à stabiliser.
Exemple: Les feuilles de bananiers pourries, l’urine de bétail, la bouse de vache, la
silice active additionnée de l’urée, la paille (utilisée dans la brique d’adobe).

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 17
Chapitre IV : METHODES D’ANALYSE ET DE CARACTERISATION DU
SOL
Le sol est constitué par un mélange des particules élémentaires de différentes
dimensions et par suite de propriétés différentes.
Pour les caractériser, il est nécessaire de connaître:
La mesure de la teneur en eau,
L’analyse granulométrique,
La masse volumique,
Les limites d’ATTERBERG,
L’essai de compressibilité ou essai PROCTOR.
IV.1 - Mesure de teneur en eau [12]
IV.1.1 - But
Le but de cette manipulation est de déterminer la teneur en eau de l’échantillon
donné.
IV.1.2 - Définition de la teneur en eau
C’est le rapport, exprimé en pourcentage du poids de l’eau que le sol contient au
poids du sol sec.
Avec : Poids de l’eau = Poids du sol humide – Poids du sol sec
IV.1.3 - Principe
La détermination du poids sec de l’échantillon du sol se fait par la pesée de celui-
ci après un séjour de 24 heures dans une étuve réglée à 105 °C.
IV.2 - L’analyse granulométrique [5]
IV.2.1 - But de l’analyse
Le but de l’analyse granulométrique est de classer le sol suivant les dimensions
des grains qui le constituent. L’analyse se fait en deux parties :
Par tamisage pour les grains de diamètre supérieur à 80 μm.
Par sédimentation pour les grains de diamètre inférieur à 80 μm.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 18
IV.2.2 - Analyse granulométrique par tamisage
V.2.2.1 - But de l’essai:
L’essai consiste à étudier la répartition des différents grains d’un échantillon en
fonction de leurs caractéristiques (poids et dimension).
V.2.2.2 - Principe :
Nous faisons passer un échantillon de sol à travers une série de tamis à mailles
carrées emboîtées les unes dans les autres (les dimensions des mailles des tamis sont
décroissantes du haut vers le bas).
Figure 3 : Colonne de tamis
Par vibration, nous répartissons les grains sur les différents tamis selon leur grosseur. A
la fin de cette opération, nous recueillons dans chaque tamis la partie de l’échantillon
qui y a été arrêtée (le refus) et nous le pesons à sec, ce qui permet de calculer le
pourcentage de refus pour ce tamis:
Nous pouvons aussi calculer le pourcentage de la partie de l’échantillon passée à
travers les mailles de ce tamis (le tamisat):
Les résultats de l’analyse sont reportés sur un diagramme semi-logarithmique où l’on
porte:
En abscisse, les diamètres des particules.
En ordonnée, les pourcentages en poids des tamisats cumulés.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 19
IV.2.3 - Analyse granulométrique par sédimentation [5], [12]
Elle consiste à:
Verser l’échantillon de terre dans un flacon jusqu’au quart de sa hauteur.
Ajouter de l’eau jusqu’à atteindre les 3/4 de la hauteur du flacon.
En le bouchant d’une main, le flacon est vigoureusement agité, puis laisser au
repos sur une surface plane pendant un certain temps.
Après décantation, nous mesurons la densité et la hauteur de chaque phase
obtenue, puis nous effectuons des prélèvements après dessiccation pour obtenir
le pourcentage d’argile et de limon dans l’échantillon.
Les résultats de cette analyse complètent la courbe granulométrique.
Le tableau ci-dessous nous montre la classification basée sur l’analyse granulométrique
selon AFNOR :
Tableau3 : Classification adoptée par l'AFNOR, basée sur l'analyse granulométrique
Dénomination Diamètre Méthode analytique à employer
Cailloux > 20 mm
Par tamisage
Gravier 5 mm à 20 mm
Sable grossier 2 mm à 5 mm
Sable moyen 0,2 mm à 2 mm
Sable fin 0,06 mm à 0,2 mm
Limon 2 µm à 60 µm Par sédimentation
Argile < 2 µm
Source : AFNOR/ Analyse granulométrique
IV.3 - Masse volumique apparente ρ
La masse volumique c’est le rapport de la masse totale d’une certaine quantité de sol à
son volume, c’est-à-dire la somme des masses des grains, de l’eau et de l’air que
contient ce volume. Nous définissons également la masse volumique sèche qui est la
masse de la matière sèche contenue dans l’unité de volume, c’est-à-dire la masse des
grains. Elle est exprimée par la formule suivante :
3mkg
V
m
m : masse de l’échantillon
V : volume de l’échantillon

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 20
IV.4 - Poids spécifique γs :
Le poids spécifique est la mesure de la masse du grain en pesant un volume connu de
grain. Sa détermination se fait avec un pycnomètre.
IV.5 - Densité apparente γd:
C’est la masse volumique apparente du matériau rapportée à celle de l’eau.
IV.6 - Limites D’ATTERBERG [10]
IV.6.1 - Principe:
L’essai est effectué sur la fraction granulaire inférieure à 0,42mm appelée
mortier. Si à un échantillon de sol préalablement desséché et pulvérisé, nous faisons
croître la teneur en eau de façon homogène par malaxage, il passe progressivement de
l’état solide, à l’état plastique puis à l’état liquide. En 1905, Atterberg a défini des
teneurs en eau fixant les limites entre les trois états.
IV.6.2 - Limite de liquidité WL:
La limite de liquidité WL est la teneur en eau qui caractérise la transition entre
l’état plastique et l’état liquide. Elle est définie comme la teneur en eau pour laquelle
une rainure pratiquée dans un échantillon se referme dans une coupelle secouée 25
fois. WL est compris entre 25% à 45%, idéalement proche de 27%.
Principe de l’essai:
Elle se mesure par l’appareil de CASAGRANDE. L’échantillon de terre est
préalablement tamisé au tamis d’ouverture 0,42mm et humidifié pour former une pâte.
La pâte est étalée dans la coupelle de CASAGRANDE (épaisseur max 1cm) et divisée
en 2 parties par un outil spécial à rainurer. Grâce à la manivelle, la coupelle est
soulevée à une hauteur de 1cm puis retombe sur le socle .Par convention: la limite de
liquidité est la teneur en eau pour laquelle la rainure se referme sur 1cm lorsque la
coupelle tombe 25 fois sur le socle.
IV.6.3 - Limite de plasticité WP :
La limite de plasticité WP est la teneur en eau qui caractérise la transition entre un
état plastique et un état solide. Elle est définie comme la teneur en eau pour laquelle un
rouleau de terre réalisé à la main se brise lorsqu’il a un diamètre de 3mm.
WP est compris entre 10% à 25%, idéalement proche de 17%.

ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 21
Principe de l’essai :
Former un rouleau de terre, à la main, sur une plaque de marbre ou de verre.
Lorsque le rouleau se brise à un diamètre de 3mm, les morceaux obtenus sont
pesés, puis séchés à l’étuve 105°C jusqu’à un poids constant.
Nous calculons alors la teneur en eau Wp:
Avec : Po : poids du sol humide
P1 : poids du sol sec
IV.6.4 - Indice de plasticité IP :
Il donne l’étendue de la plage de teneur en eau dans laquelle le sol se trouve à l’état
plastique, IP = WL-WP. La plasticité est une propriété caractéristique des éléments très
fins ou argileux du sol. IP est compris entre 7 et 25, idéalement proche de 9.
Tableau 4 : Classification des sols suivant la valeur de leur indice de plasticité.
Indice de plasticité Degré de plasticité
0 < IP < 5 Non plastique
5 < IP < 15 Peu plastique
15 < IP < 40 Plastique
IP > 40 Très plastique
Source : Analyse granulométrie [10]
IV.7 - Essai PROCTOR
Lorsqu’on compacte de façon identique des échantillons d’un même sol à des
teneurs en eau différentes W, nous constatons que la masse volumique apparente du
sol sec (densité sèche) varie et passe par un maximum qui est obtenue pour une teneur
en eau bien déterminée, dénommée teneur en eau optimale.
IV.7.1 - But de l’essai :
L’essai PROCTOR a pour but de déterminer, pour un compactage normalisé
d’intensité donnée, la teneur en eau optimale et la densité sèche maximale
correspondante.
ETUDES BIBLIOGRAPHIQUES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 22
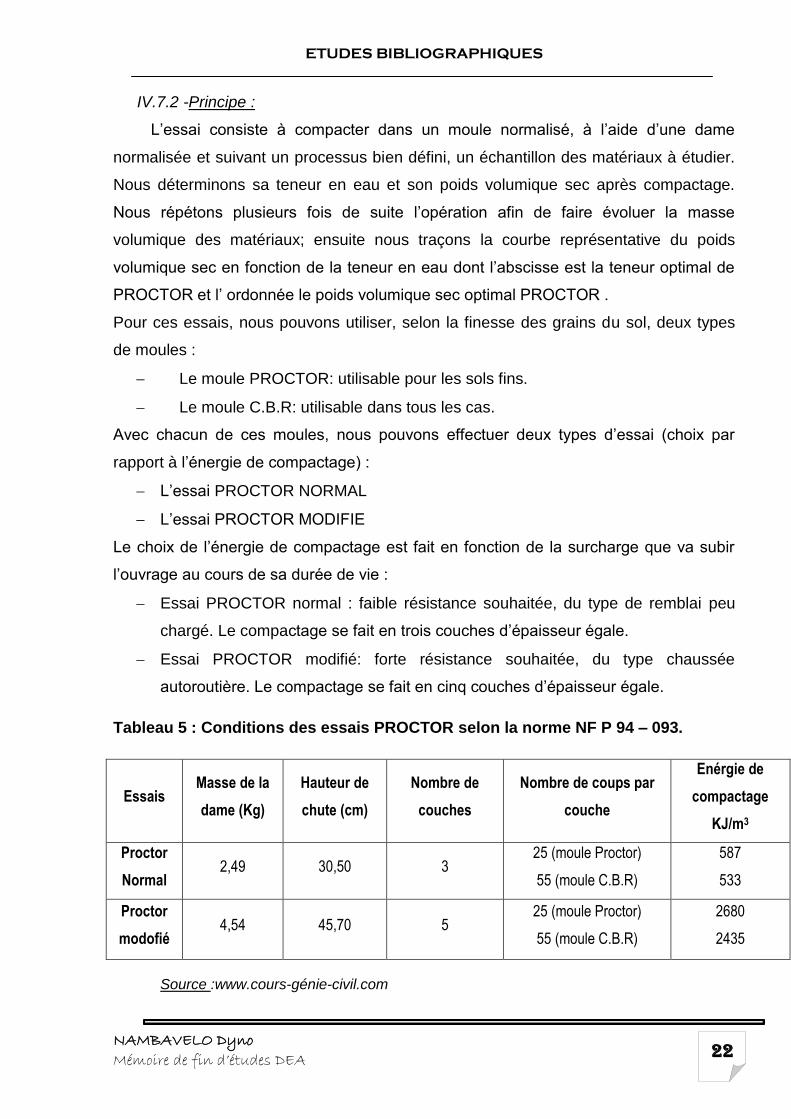
IV.7.2 - Principe :
L’essai consiste à compacter dans un moule normalisé, à l’aide d’une dame
normalisée et suivant un processus bien défini, un échantillon des matériaux à étudier.
Nous déterminons sa teneur en eau et son poids volumique sec après compactage.
Nous répétons plusieurs fois de suite l’opération afin de faire évoluer la masse
volumique des matériaux; ensuite nous traçons la courbe représentative du poids
volumique sec en fonction de la teneur en eau dont l’abscisse est la teneur optimal de
PROCTOR et l’ ordonnée le poids volumique sec optimal PROCTOR .
Pour ces essais, nous pouvons utiliser, selon la finesse des grains du sol, deux types
de moules :
Le moule PROCTOR: utilisable pour les sols fins.
Le moule C.B.R: utilisable dans tous les cas.
Avec chacun de ces moules, nous pouvons effectuer deux types d’essai (choix par
rapport à l’énergie de compactage) :
L’essai PROCTOR NORMAL
L’essai PROCTOR MODIFIE
Le choix de l’énergie de compactage est fait en fonction de la surcharge que va subir
l’ouvrage au cours de sa durée de vie :
Essai PROCTOR normal : faible résistance souhaitée, du type de remblai peu
chargé. Le compactage se fait en trois couches d’épaisseur égale.
Essai PROCTOR modifié: forte résistance souhaitée, du type chaussée
autoroutière. Le compactage se fait en cinq couches d’épaisseur égale.
Tableau 5 : Conditions des essais PROCTOR selon la norme NF P 94 – 093.
Essais Masse de la
dame (Kg)
Hauteur de
chute (cm)
Nombre de
couches
Nombre de coups par
couche
Enérgie de
compactage
KJ/m3
Proctor
Normal 2,49 30,50 3
25 (moule Proctor)
55 (moule C.B.R)
587
533
Proctor
modofié 4,54 45,70 5
25 (moule Proctor)
55 (moule C.B.R)
2680
2435
Source :www.cours-génie-civil.com

2ème
Partie : ETUDES EXPERIMENTALES

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 23
Chapitre V : COLLECTE ET CARACTERISATION DES LATERITES
V.1 - Zones de collecte :
Les latérites que nous avons utilisées sont collectées le mois de Février 2014
dans deux zones différentes :
La première a été prélevée dans l’enceinte de l’ESPA à Vontovorona que nous
désignons dans notre étude par « latérite 1 ».
Et le deuxième lieu de collecte est situé à 1Km au sud-ouest du Campus Universitaire
de l’ESPA, au près du centre de loisir CNAPS Vontovorona, plus précisément de
coordonnées géographiques: 18°58’51,34’’ latitude Sud et 47°24’42,96’’ longitude Est,
d’altitude1318 m, que nous désignons par « latérite 2 ».
Figure 4:Zone de prélèvement des latérites pour la caractérisation et la réalisation
des essais (source : gogle earth)
Nous avons choisi d’étudier la latérite de Vontovorona dans ces deux zones différentes
parce que, d’après l’étude bibliographique, les latérites de ces zones ont des teneurs en
fer différentes, nous allons donc déterminer l’influence de la teneur en fer lors de la
stabilisation dans la finalité de déterminer la meilleure réduction et la teneur en fer
optimum dans le mélange.
Lieu de prélèvement de
la latérite1
Lieu de prélèvement de
la latérite 2

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 24
V.2 - Analyse chimique :
Le but c’est de déterminer les différents constituants ainsi que la perte au feu de
la latérite. Le principe repose alors sur les dosages des éléments de la latérite présents
dans la liqueur obtenue après attaque de la latérite par du sulfate acide de potassium
(KHSO4) (cf. Annexe 1).
Le tableau suivant donne la teneur en éléments chimiques des deux échantillons de
latérite :
Tableau 6 : Composition élémentaires de latérites
Eléments Latérite 1 (%) Latérite 2 (%)
SiO2 13,80 31,54
Al2O3 45,70 25,94
CaO Trace Trace
MgO Trace Trace
Fe2O3 15,70 26,01
TiO2 2,20 4,40
SO3 Trace Trace
K2O Trace Trace
Cr2O3 Trace Trace
MnO Trace 0,21
Na2O Trace 0,09
P2O5 Trace 0,51
Perte au feu 19,00 11,29
Ces résultats montrent que nos latérites sont très riche en oxyde de fer III (Fe2O3), nous
constatons également la différence entre ces deux échantillons car la teneur en fer de
la latérite 1 est égale à 15,70 % tandis que la latérite 2 a un teneur en fer très élevé de
l’ordre de 26,01%. De plus, nous remarquons la quantité importante des autres
éléments comme l’oxyde d’aluminium et l’oxyde de silicium. Et d’après la classification
de Martin et Doyen, qui se base sur la formule suivante :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 25
Ki’ (latérite 1)= 0,42
Ki’ (latérite 2)= 1,29
Nos latérites peuvent être mises dans la classe des latérites vraies (Ki’ < 1,33)
V.3 - Analyse granulométrique
Le but est de mesurer la taille des particules élémentaires qui constituent
l’ensemble des grains des substances diverses et la définition des fréquences
statistiques des différentes tailles des grains dans l'ensemble étudié. Le résultat
d’analyse granulométrique est résumé dans le tableau ci-dessous:
Tableau 7: Résultats de l’analyse granulométrique de la latérite de Vontovorona
Module
AFNOR
Ouverture du
tamis (µm)
Refus cumulé
(g)
Refus cumulé
(%)
Passant
cumulé (g)
Passant
cumulés (%)
LATERITE 1
37 4000 0 0 200 100
31 1000 10,4 5,2 189,6 94,8
28 500 50,4 25,2 149,6 74,8
25 250 62,8 31,4 137,2 68,6
22 125 90,4 45,2 109,6 54,8
20 80 108 54 92 46
PAN 200 100 0 0
LATERITE 2
37 4000 0 0 200 100
31 1000 7,26 3,63 192,74 96,37
28 500 8,9 4,45 191,1 95,55
25 250 32,62 16,31 167,38 83,69
22 125 40,08 20,04 159,92 79,96
20 80 51,3 25,65 148,7 74,35
PAN 200 100 0 0
Les courbes de cette analyse granulométrie sont données par la figure ci-dessous.
Elles sont caractérisées par les tamisats cumulés (%) en ordonnée et le module
AFNOR en abscisse.

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 26
Figure 5 : Courbes granulométrique de la latérite 1 et la latérite 2 de Vontovorona
Le résultat montre que nos latérites ont une granulométrie fine et serrée. Plus de 46 %
des éléments ont des dimensions inférieures à 80 µm et les éléments grossiers sont en
quantité très faibles. Ces types de latérites présentent donc un excès de particules
fines. Cela nécessite un apport de sable plutôt grossier comme correction
granulométrique afin d’améliorer la partie creuse supérieure.
V.4 - Caractéristiques géotechniques
Le tableau suivant récapitule les résultats d’analyse des caractéristiques géotechniques
(voir détails aux annexes 2 et 3) des latérites que nous avons utilisés:

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 27
Tableau 8 : Caractéristiques géotechniques de latérites 1 et 2
Caractéristiques physique et mécanique Latérite 1 Latérite 2
Teneur en eau naturelle W 5,45% 13,1 %
Poids spécifique γs 2.78 T/m3 3,02 T/m3
Densité apparente γd 1.45 1,78
Masse volumique Apparente ρs 1.45 T/m3 1,78 T/m3
Sèche ρs 1.33T/m3 1,57 T/m3
Limites d’ATTERBERG
Limite de liquidité WL 35,95 % 62,1%
Limite de plasticité Wp 24,35 % 40,1%
Indice de plasticité Ip 11,60 % 22,0%
Essai de
compressibilité de PROCTOR
Teneur en eau optimale Wopt 20,35 % 26%
Poids volumique sec maximal γdopt 1,75 T/m3 1,62 T/m3
Interprétations :
Limite d’atterberg :
Suite à la classification géotechnique, ces résultats montrent que la latérite 1 est
moyennement plastique (5 < IP<15) tandis que la latérite 2 est plastique (15 < IP< 40).
Essai de compressibilité :
En collationnant les résultats de l’essai PROCTOR avec ceux de l’analyse
granulométrique, ces teneurs en eau très élevées confirment encore une forte
proportion de particules grains fins dans nos échantillons et elles nous donnent une
idée sur la possibilité de stabilisation. Selon la classification adoptée par CRATerre (cf.
Annexe 4), nos latérites sont alors classifiées suivant la teneur en eau optimum Wopt
comme suit :
Latérite1 : appréciation (acceptable), possibilité de stabiliser (difficile à stabiliser)
Latérite2 : appréciation (éventuellement acceptable), possibilité (difficile)
Poids volumique sec maximal :
Selon la classification suivant la masse volumique sèche (cf Annexe4), nos deux
échantillons ont une appréciation assez médiocre.
Cohésion des échantillons:
Selon la zone préférentielle des Blocs de Terre Stabilisée (FITZ, 1959) (cf Annexe4),
nos échantillons sont classés comme suit :
Latérite 1 : moyennement cohésif
Latérite 2 : Fortement cohésif

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 28
V.5 - L’analyse minéralogique:
Les résultats d’analyse de la latérite de Vontovorona à la diffraction de rayons X
montrent la présence de la kaolinite, la gibbsite, l’illite, le quartz, l’hématite, l’anatase et
le pseudo rutile dans notre échantillon. D’autres formes d’oxydes ont été aussi décelées
tels que la maghémite et la goethite.
Tableau 9 : Résultat de l’analyse de la composition minéralogique de la latérite de
Vontovorona
Minéraux Intensités des raies observées
KAOLINITE Raies intenses
ILLITE Raies de très faible intensité
GIBBSITE Raies très intenses
MAGHEMITE Raies de faible intensité
HEMATITE Raies moyennement intenses
QUARTZ Raies de très faible intensité
ANATASE Raies moyennement intenses
RUTILE Raies intenses
MONTMORILLONITE Raies de faible intensité
GOETHITE Raies de faible intensité
SILICE AMORPHE Raies de faible intensité
PSEUDORUTILE Raies de faible intensité
La figure suivante montre la diffractogramme de Fluorescence X de la latérite de
Vontovorona:
Figure 6 : Diffractogramme de Fluorescence X de la latérite de Vontovorona
(Source : RANDRIANANTENAINA Lovaritiana « Contribution à l’étude de stabilisation
de la latérite par le purin de bœufs » Mémoire d’ingénieur, ESPA 2012)

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 29
Chapitre VI : ESSAIS DE STABILISATION DES LATERITES AU
LABORATOIRE
Dans ce chapitre, nous allons établir les différents essais de compositions de nos
stabilisants. Pour chaque type de stabilisant (purin de bœuf, matière carbonée, engrais
azotés), nous faisons varier progressivement la proportion dans le mélange Terre-
Stabilisant. Le choix du meilleur mélange se fait alors par la comparaison de la
résistance à la compression à 28 jours des mélanges : la meilleure composition est
celle qui présente la résistance la plus élevée.
Processus de stabilisation de latérites
Le processus de la fabrication de terre stabilisée, dans le cas général, est présenté par
la figure suivante :
Figure 7 : Procédé de stabilisation de la latérite par les matières organiques
Extraction et préparation
des latérites
Ajouts des additifs et des
stabilisants
Malaxage
Réduction microbienne
Moulage des éprouvettes
Séchage Détermination de la résistance
mécanique et de la porosité

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 30
VI.1. Extraction et préparation des latérites :
Les latérites que nous avons utilisées sont extraites à un mètre de profondeur
avec une pelle. Nous débarrassons les latérites des débris organiques qui pourraient
nuire la résistance et la qualité de nos éprouvettes.
Figure 8: Zones de prélèvements (source : Auteur)
VI.2. Ajouts des additifs et des stabilisants :
Les latérites une fois débarrassées des matières organiques, nous ajoutons du
sable pour la correction granulométrique et les stabilisants comme le purin de bœuf, le
sucre, l’urée et l’engrais NPK.
Le purin est un liquide provenant des urines produites par les animaux et de la
pluie qui lessive les fumiers. Il a été collecté dans la ferme qui se trouve à
proximité du Campus Universitaire.
Le sable utilisé a été prélevé dans la rivière d’Andromba (au près d’abattoir de
vontovorona). Il a été séché puis tamisé et l’on a récupéré les grains de sable
ayant un diamètre compris entre 0,08 mm et 1mm (selon les paramètres des
études antérieures);
L’eau, nous avons choisi d’utiliser l’eau de puits pour éviter la contamination des
produits chimiques de l’eau de robinet qui pourraient changer nos paramètres.
Sucre : c’est du sucre de canne, utilisé comme source de matières carbonées
NPK et l’urée : source d’azote dont les principaux éléments et leur valeur (réf :
Guanoféri-N de Madagascar) sont :
LATERITE 1 LATERITE 2

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 31
Tableau 10 : Les principaux éléments de la NPK
Oxyde de fer: pour ajuster la teneur en fer de la latérite, acheté à la quincaillerie
de Vontovorona.
La terre, le stabilisant ainsi que les additifs sont tous introduits dans les bioréacteurs.
Ces derniers ont été fabriqués à partir de bidons d’huile alimentaire bien propres de
capacité 20 litres chacun. Ces bidons ont été coupés et remplis de matières premières
jusqu’ au 3/4 de sa hauteur.
Figure 9 : Les bioréacteurs (source : Auteur)
VI.3. Malaxage :
Dans notre cas, le malaxage a été fait manuellement dans les bioréacteurs
L’échantillon doit être bien mélangé avant d’effectuer le moulage des éprouvettes qui se
fait en deux étapes :
Malaxage à sec :
Le malaxage à sec a pour but d’homogénéiser le mélange terre-sable. Il convient
d’opérer un bon malaxage à sec et de respecter le temps minimal de malaxage qui est
de 3 à 4 minutes,
Principaux éléments : Valeurs :
Azote (N) 6 - 8%
Phosphore (P) 6,5 - 7,5%
Potassium (K) 0,7 - 1%
Matière organique 25 - 30%

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 32
Malaxage humide :
Nous humidifions ensuite le mélange en ajoutant du purin de bœuf préalablement filtré,
de l’eau sucrée, et de la solution d’urée et de NPK. La pâte obtenue ne devrait pas être
trop fluide pour une bonne adhérence du stabilisant avec la latérite.
VI.4. Stabilisation :
C’est la plus importante étape de notre investigation car dans cette phase
s’effectue l’étude biotechnologique de la réduction microbienne. C'est-à-dire les
microorganismes peuvent utiliser le fer ferrique comme accepteur d’électrons. Sa
réduction constitue une forme importante de respiration anaérobie (milieu en absence
d’oxygène de l’air). Le fer ferrique peut former des complexes avec de nombreux
composés organiques, ce qui lui permet par la suite de devenir soluble et à nouveau
disponible comme accepteur d’électron pour les bactéries réductrices de fer ferrique.
L’hydroxyde ferrique nouvellement précipité peut encore interagir avec d’autres
substances non biologiques, comme des substances humiques, pour réduire le fer
ferrique en fer ferreux.
La réaction correspondante à cette réduction du fer ferrique en fer ferreux peut s’écrire
comme la réaction suivante:
La teneur des stabilisants est illustrée dans le tableau 11 ci-dessous. Ainsi pour bien
distinguer les échantillons les uns par rapport aux autres, nous adoptons une notation
qui précise la nature de la terre et du stabilisant.
L : Latérite 2 (26,01% de fer) + Sable + Purin de bœuf
L’ : Latérite 1 (15,70% de fer) + Sable + Purin de bœuf
S: Sucre
N: NPK
U: Urée
E: Sucre + NPK + Urée
F: Oxyde de fer
Fe3+ Fe2+
Réduction microbienne
en milieu anaérobie

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 33
Tableau 11: Composition et nom des échantillons
N° Nom de
l’échantillon
Latérite
(%)
Sable
(%)
Oxyde de
fer (%)
Sucre
(%)
NPK
(%)
Urée
(%)
Purin de
bœuf
1 L1
95 5 0 0 0 0 saturation
2 LS1
90 5 0 5 0 0 saturation
3 LS2
85 5 0 10 0 0 saturation
4 LN1
85 5 0 0 10 0 saturation
5 LN2
80 5 0 0 15 0 saturation
6 LE
80 5 0 5 5 5 saturation
7 LSU1
80 5 0 5 0 5 saturation
8 LSU2
80 5 0 5 0 10 saturation
9 L’1
95 5 0 0 0 0 saturation
10 L’F1
90 5 5 0 0 0 saturation
11 LF’2
90 5 5 0 0 0 saturation
12 LF1
90 5 5 0 0 0 saturation

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 34
Chapitre VII : CONFECTION ET CARACTERISATION DES
EPROUVETTES
Après stabilisation, nous pouvons donner au sol stabilisé la forme que nous
voulons, la confection se fait en trois étapes :
VII.1. Confection :
Le moulage :
Il s’agit de couler dans un moule la pâte ainsi composée pour avoir la forme de brique
souhaitée. Nous avons utilisé un moule cylindrique, fabriqué à partir d’un tuyau GALVA,
de 5 mm d’épaisseur dont la dimension est la suivante :
· diamètre intérieur : 50 mm
· hauteur : 150 mm
L’utilisation d’une huile de démoulage est nécessaire pour faciliter le démoulage, et
pour éviter le collage à la paroi du moule. Pour cela, nous pouvons utiliser de l’huile
vidange et l’eau savonneuse.
Figure 10: Schémas de quelques éprouvettes obtenus (source : Auteur)
Le compactage à une pression de 20,4 MPa :
Le compactage est une phase essentielle pour l’amélioration de la performance des
briques. Cette dernière est due au fait que l’objectif de la presse est de réorganiser les
particules du sol pour qu’elles puissent bien se lier entre elles. Cela entraîne d’une part
une augmentation de la densité, de l’ensemble compacte, et d’autre part une diminution
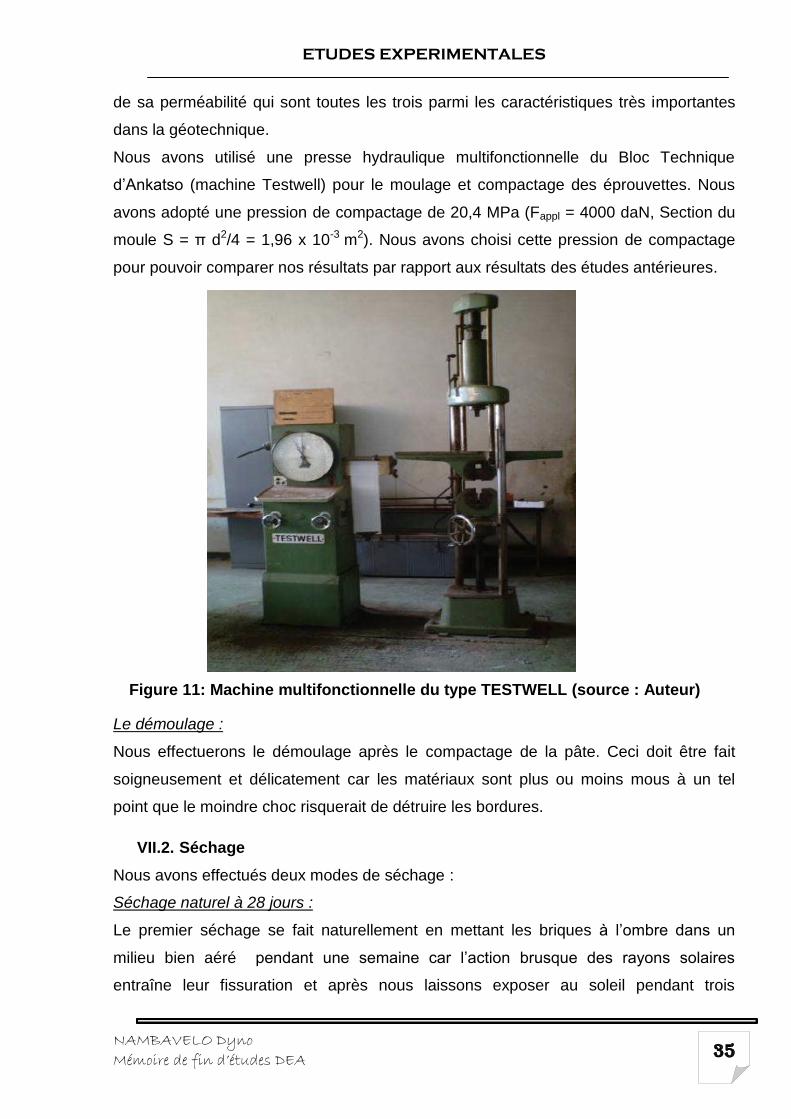
ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 35
de sa perméabilité qui sont toutes les trois parmi les caractéristiques très importantes
dans la géotechnique.
Nous avons utilisé une presse hydraulique multifonctionnelle du Bloc Technique
d’Ankatso (machine Testwell) pour le moulage et compactage des éprouvettes. Nous
avons adopté une pression de compactage de 20,4 MPa (Fappl = 4000 daN, Section du
moule S = π d2/4 = 1,96 x 10-3 m2). Nous avons choisi cette pression de compactage
pour pouvoir comparer nos résultats par rapport aux résultats des études antérieures.
Figure 11: Machine multifonctionnelle du type TESTWELL (source : Auteur)
Le démoulage :
Nous effectuerons le démoulage après le compactage de la pâte. Ceci doit être fait
soigneusement et délicatement car les matériaux sont plus ou moins mous à un tel
point que le moindre choc risquerait de détruire les bordures.
VII.2. Séchage
Nous avons effectués deux modes de séchage :
Séchage naturel à 28 jours :
Le premier séchage se fait naturellement en mettant les briques à l’ombre dans un
milieu bien aéré pendant une semaine car l’action brusque des rayons solaires
entraîne leur fissuration et après nous laissons exposer au soleil pendant trois

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 36
semaines. De plus, ces briques doivent être protégées contre la pluie et l’humidité pour
favoriser leur maturation. Nous devons alors trouver un endroit espacé et aéré pour les
sécher.
Séchage sous atmosphère contrôlée :
Le principe de ce procédé est de mettre dans une étuve les éprouvettes à sécher et une
quantité d’eau (l’eau et les éprouvettes ne sont pas en contact direct mais par un
système de séparation; grille). La température est gardée constante à 80°C. L’oxygène
de l’eau assure l’amorçage de l’oxydation du fer ferreux en fer ferrique. Après quelques
jours, les éprouvettes deviennent rouge qui traduisent la transformation du Fe2+ en
Fe3+.
VII.3. Détermination de la résistance à la compression et porosité
La résistance à la compression :
La résistance à la compression est exprimée par la formule suivante :
Avec RC: résistance à la compression (bar) ;
fmax: force de compression maximale supportée (daN) ;
S : section de l’éprouvette (cm2).
Résistance à la traction :
C’est la charge limite par unité de section que le matériau peut supporter sans rupture.
Elle peut être évaluée à partir de la résistance à la compression par la formule :
Avec Rt: résistance à la traction (bar)
Rc: résistance à la compression (bar)
Résistance au cisaillement
C’est la sollicitation conventionnelle correspondant à la rupture de l’éprouvette soumise
à un essai de flexion. Elle peut être évaluée à partir de la résistance à la compression
par la formule ci-après :
Avec Rcis : résistance au cisaillement (bar)
Rc: résistance à la compression (bar)

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 37
En effet, la résistance à la compression peut nous donner les renseignements
nécessaires sur la qualité de terre-stabilisée.
Il existe deux états de cette résistance. Il est nécessaire de les connaître afin d’en
pouvoir marquer le changement. Ces deux états sont l’état sec et l’état humide :
- Le test à l’état sec : après séchage à 28 jours les éprouvettes sont soumis au test à
la compression;
- Le test à l’état humide : après séchage à 28 jours, les éprouvettes sont immergées
dans l’eau pendant 24 heures puis soumises au test à la compression.
Comme nous avons déjà mentionné dans le chapitre précèdent, pour bien faire la
comparaison, nous allons adopter deux modes de séchage : séchage naturel et
séchage sous atmosphère contrôlé.
VII.4. ESSAIS DE SECHAGE NATUREL :
Le séchage des éprouvettes est l’élimination de l’eau non combinée contenue
dans le mélange. Cette eau a permis le façonnage, en développant la plasticité des
pâtes. Elle peut être chassée en maintenant les pièces dans un endroit aéré et
ensoleillé, jusqu’à ce que leur poids reste constant. Au fur et à mesure que les pâtes
sèchent, leur plasticité diminue jusqu’à disparaître en même temps qu’elles prennent
une solidité et une dureté relative.
C’est donc pendant le séchage que peuvent se produire les accidents de
fabrication, les fissures que nous constatons assez souvent au cours du séchage des
pièces moulées. Nous allons mettre les résultats des essais sous forme de tableaux
(voir les détails dans l’annexe).
Tableau 12 : Résistance à la compression et porosité des briques L1 (Latérite2 95 +
Sable 5 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Réc. Sec. moyenne
[bar] 61,7 76,5 95,7 100,1 129,0 133,9 134,1
Porosité moy (%)
19,5 15,9 12,5 10,5 9,6 8,1 7,5
Réc. Humide
moyenne [bar]
23,2 26,5 33,67 34,69 37,24 43,36 45,4

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 38
Les courbes correspondant à ce tableau sont les suivantes :
Figure 12: Courbes de la porosité, de la résistance maximale moyenne à l'état sec
et à l’état humide à 28 jours de L1.
Observations et Interprétations :
Ce premier échantillon (L1) nous sert de référence car les paramètres utilisés sont
déduits d’une étude antérieure, notre étude se base alors sur les variétés des
nutriments utilisés ainsi que leurs apports dans l’amélioration de la résistance de nos
matériaux par rapport à ce L1. L’objectif est d’obtenir une résistance à la compression
supérieure ou égale à la résistance moyenne sec 13,41 MPa, résistance moyenne
humide 4,54 MPa et avec une durée de maturation plus courte c’est-à-dire inférieure à
98 jours (14 semaines).
Tableau 13:Résistance à la compression et porosité des briques LS1 (Latérite2 90
+ Sable5 + Sucre5 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec. moyenne
[bar] 63,01 77,04 104,5 125 137,2 139,7
Porosité moy (%)
19,5 15,2 12,0 7,2 6,7 6,5
Réc. Humide
moyenne [bar]
22,9 24,4 28,06 36,2 43,8 44,6

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 39
Les courbes correspondant à ce tableau sont les suivantes :
Figure 13 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 28 jours de LS1
Observations et Interprétations :
Ces résultats nous donnent un indice que le sucre favorise la réduction du fer. Nous
avons pu réduire le temps de maturation à 84 jours (12 semaines). Concernant les
résistances mécaniques, elles sont presque les mêmes mais avec une petite
amélioration de 0,5 MPa pour la résistance à l’état sec de l’échantillon LS1. Nous
constatons ainsi que nos matériaux deviennent plus denses (porosité 6,5%) par rapport
à L1. Pour vérifier que le sucre peut vraiment améliorer la résistance de nos matériaux,
nous faisons augmenter sa teneur à 10% pour la prochaine expérimentation.
Tableau 14: Résistance à la compression et porosité des briques LS2 (Latérite2
85 + Sable5 + Sucre10 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec. moyenne
[bar] 68,8 80,6 108,6 136,7 143,8 145,9
Porosité moy (%)
18,5 14,7 11,5 7,4 6,5 6,1
Réc. Humide
moyenne [bar]
24,7 26,5 29,5 39,7 48,6 49,4

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 40
Les courbes correspondant à ce tableau sont les suivantes :
Figure 14 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 28 jours de LS2
Observations et Interprétations :
Ce tableau montre qu’en augmentant la teneur en sucre de 10 %, nos matériaux
deviennent de plus en plus denses. Et de plus, les résistances à la compression (Réc.
Sec moyenne = 14, 5 MPa ; Réc. Humide moyenne = 4,94 MPa) s’améliorent par
rapport à LS1 (sucre 5%). Donc, plus la teneur en matière carbonée dans notre
mélange augmente, plus la réduction du fer est bonne, plus l’éprouvette est compacte.
Tableau 15: Résistance à la compression et porosité des briques LN1 (Latérite2
85 + Sable5 + NPK10 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec. moyenne
[bar] 52,0 66,3 86,7 92,3 102,0 104,5
Porosité moy (%)
DESAGREGATION
Réc. Humide
moyenne [bar]
DESAGREGATION
La courbe correspondant à ce tableau est la suivante :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 41
Figure 15: Courbe de la résistance maximale moyenne à l'état sec à 28 jours de
LN1
Observations :
Apport de NPK affaiblit la résistance mécanique à la compression à sec et supprime la
résistance à l’état humide car notre matériau se détériore après immersion dans l’eau.
Nous allons alors augmenter la teneur en NPK de 15% pour voir la différence.
Tableau 16: Résistance à la compression et porosité des briquesLN2 (Latérite2 80
+ Sable5 + NPK15 + purin)
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec. moyenne
[bar] 38,2 51,0 79,0 87,2 90,3 90,5
Porosité moy (%)
DESAGREGATION
Réc. Humide
moyenne [bar]
DESAGREGATION
La courbe correspondant à ce tableau est la suivante :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 42
Figure 16 : Courbe de la résistance maximale moyenne à l'état sec à 28 jours de
LN2
Observations et Interprétations :
En augmentant la teneur de l’engrais, nos matériaux deviennent de plus en plus mous.
Alors certes que les microbes dans notre latérite se nourrissent de la matière organique
azotée mais l’ajout de NPK nous donne la mauvaise stabilisation. Ceci s’explique par la
capacité de rétention d’eau de cet engrais qui rend notre mélange vulnérable.
Tableau 17: Résistance à la compression et porosité des briques LE (Latérite2 80
+ Sable5 + Sucre5 + NPK5 + Urée5 + purin)
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec. moyenne
[bar] 65,3 73,9 90,8 111,7 120,4 121,9
Porosité moy (%)
21,5 20,1 19,5 17,4 13,5 10,2
Réc. Humide
moyenne [bar]
17,8 19,8 22,9 24,4 30,6 33,1
Les courbes correspondant à ce tableau sont les suivantes :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 43
Figure 17 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 28 jours de LE
Observations et Interprétation :
Pendant cet essai, nous avons mélangé le NPK avec de l’urée (pour augmenter la
teneur en azote) et du sucre. Nous constatons que les résultats obtenus s’améliorent
par rapport à l’essai précèdent mais ça reste quand même moins bon que l’essai N°1.
Donc, même en utilisant d’autres stabilisants la présence de NPK rendrait notre résultat
mauvais. Quant à l’urée, quel est l’effet de sa présence dans notre mélange? Pour
pouvoir répondre à cette question, nous allons introduire de l’urée dans l’échantillon
LS1 (Latérite2 90 + Sable5 + Sucre5 + purin).
Tableau 18: Résistance à la compression et porosité des briques LSU1 (Latérite2 80 + Sable5 + Sucre5 + Urée5 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec. moyenne
[bar] 66,3 83,05 102,5 122,4 134,6 138,2
Porosité moy (%)
19,7 19,3 15,4 12,5 10,6 10,2
Réc. Humide
moyenne [bar]
20,9 22,9 24,4 31,1 33,6 33,9

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 44
Les courbes correspondant à ce tableau sont les suivantes :
Figure 18: Courbes de la porosité, de la résistance maximale moyenne à l'état sec
et à l’état humide à 28 jours de LSU1
Observations et Interprétations :
En ajoutant de l’urée 5% dans l’échantillon LS1, les résultats sont presque les mêmes
que ceux de LS1 mais la différence se manifeste sur la porosité. Nous trouvons que la
porosité s’augmente à 10,2% par rapport à celle du LS1 qui est égale à 6,1%. Ceci
s’explique par la rétention d’eau de l’urée qui nous donne une large différence entre la
masse humide et la masse sèche mais nous pouvons confirmer qu’il y a une bonne
réduction du fer ferrique.
Pour bien confirmer que l’urée apporte une amélioration de notre résistance mécanique,
nous allons donc augmenter sa teneur à 10 % dans LS1pour le prochain essai.
Tableau 19: Résistance à la compression et porosité des briques LSU2 (Latérite2 80 + Sable5 + Sucre5 + Urée10 + purin)
Temps de
réduction 2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Réc. Sec.
moyenne [bar] 76,5 94,8 117,3 132,6 140,8 141,5
Porosité moy
(%) 20,5 18,5 17,6 12,4 10,1 9,5
Réc. Humide
moyenne [bar] 19,3 22,4 23,9 30,6 32,6 33,6

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 45
Les courbes correspondant à ce tableau sont les suivantes :
Figure 19 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 28 jours de LSU2
Observations et Interprétations :
Nous constatons que la porosité est presque invariable même en utilisant de l’urée 10
% dans LS1 par rapport à LSU1 (Latérite2 80 + Sable5 + Sucre5 + Urée5 + purin). En
ce qui concerne la résistance mécanique, nous observons une légère augmentation de
3,3 bars au niveau de la résistance sèche moyenne à la compression mais il y a une
diminution de 0,3 % de la résistance humide.
En effet, l’urée est un bon stabilisant, il peut améliorer la réduction du fer dans notre
mélange, donc amélioration de la résistance mécanique sèche avec une légère
diminution de la résistance humide.
Tableau 20:Résistance à la compression porosité des briques L’1 (Latérite1 95 + Sable5 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Réc. Sec. moyenne
[bar] 27,0 43,3 64,7 76,2 80,1 94,95 95,6
Porosité moy (%)
17,5 14,5 9,5 8,2 7,5 6,5 5,9
Réc. Humide
moyenne [bar]
25 26,5 36,4 38,2 41,8 48,9 49,4

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 46
Les courbes correspondant à ce tableau sont les suivantes :
Figure 20: Courbes de la porosité, de la résistance maximale moyenne à l'état sec
et à l’état humide à 28 jours de L’1
Observation et Interprétations :
Ces résultats nous donnent des informations sur la résistance à la compression de
notre échantillon de la latérite à 15,70 % de fer. Nous observons alors que la teneur en
fer joue un rôle très important dans le processus de stabilisation.
Pour la latérite à 26,01 %, la résistance à la compression sèche est égale à 13,4 MPa
tandis que celle de latérite 15,70%, elle est égale à 9,65 MPa, avec 3,77 MPa de
différence. Et au niveau de la résistance humide, nous trouvons que Rc. humide de L’1
est supérieure à Rc. humide de L1. Donc, la résistance dépend fortement de la teneur
de fer ferrique réduit, plus elle est grande plus la résistance est grande. C’est la raison
qui nous amène à suivre l’évolution de la résistance mécanique en variant la teneur en
fer.
Pour le prochain essai, nous allons introduire de l’oxyde de fer avec une teneur de 5%
dans le mélangeL’1.

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 47
Tableau 21: Résistance à la compression et porosité des briques L’F1 (Latérite1
90 + Sable5 + Oxyde de fer 5 + purin)
Temps de
réduction 2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Réc. Sec.
moyenne [bar] 33,1 58,6 77,0 84,1 97,4 101,5 104,5
Porosité moy
(%) 17,5 13,5 9,6 8,2 7,5 6,8 5,4
Réc. Humide
moyenne [bar] 25,5 31,6 37,5 40,3 43,8 45,4 51,0
Les courbes correspondant à ce tableau sont les suivantes :
Figure 21 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 28 jours de L’F1
Observation et Interprétation :
D’après ce tableau, nous constatons que la résistance à la compression augmente
légèrement, il y a une différence de 8,9 bars entre la résistance à l’état sec de L’F1 et
L’1. Nous trouvons également une légère amélioration de la résistance humide.
Ceci est causé par l’augmentation de la teneur de fer réduit dans notre mélange, donc
une amélioration de densification. Les résistances à l’état humide et les porosités sont
presque égales.

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 48
Tableau 22: Résistance à la compression et porosité des briques L’F2
(Latérite185 + Sable5 + Oxyde de fer 10 + purin)
Temps de réduction
2è sem. 4èsem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Réc. Sec. moyenne
[bar] 52,5 63,5 71,1 84,1 97,7 101,5 102,0
Porosité moy (%)
17,1 14,5 9,5 8,6 7,5 6,5 6,1
Réc. Humide
moyenne [bar]
28,0 33,6 38,2 41,3 44,3 42,6 45,9
Les courbes correspondant à ce tableau sont les suivantes :
Figure 22 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 28 jours de L’F2
Interprétations :
Nous avons augmenté la teneur en fer à 10 % dans L’1 (Latérite1 95 + Sable5 + purin).
Nous constatons que la résistance à la compression diminue peu, ceci est dû par le fait
que la présence de l’oxyde de fer en quantité élevée peut diminuer la cohésion de nos
matériaux et il y a aussi peut être un excès d’oxyde de fer non réduit qui rend notre
prise mauvaise.

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 49
Tableau 23 : Résistance à la compression et porosité des briques LF1 (Latérite2 90 + Sable5 + Oxyde de fer 5 + purin)
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Réc. Sec. moyenne
[bar] 60,3 73,95 95,7 103,05 121,2 132,85 133,55
Porosité moy (%)
18,3 15,3 10,05 12,8 9,5 7,4 6,3
Réc. Humide moyenne
[bar]
23,1 24,55 32,1 32,85 39,5 41,9 43,35
Les courbes correspondant à ce tableau sont les suivantes :
Figure 23 : Courbes de la porosité, de la résistance maximale moyenne à l'état sec et à l’état humide à 28 jours de LF1
Interprétations :
L’ajout de l’oxyde de fer sur la latérite à 26.01% de fer n’apporte rien sur la résistance
mécanique. En comparant les résultats avec ceux de L1 (Latérite2 95 + Sable 5 +
purin), ils sont presque égaux. Nous pourrions dire qu’il y a une certaine limite sur la
teneur en fer que les microbes peuvent réduire.
a) Récapitulation de la résistance à la compression des éprouvettes :
Pour faciliter la lecture de tous les résultats présentés ci-dessus, nous allons les
récapituler dans un seul tableau selon l’ordre décroissant de leur résistance à la
compression.
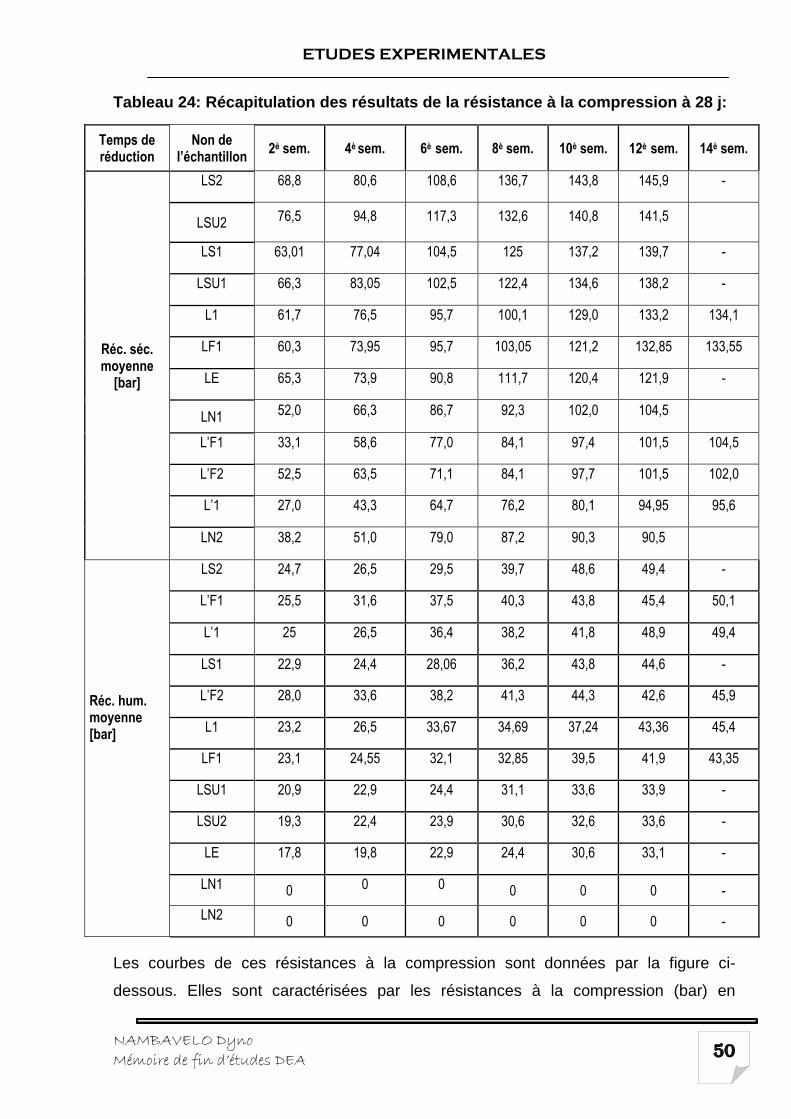
ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 50
Tableau 24: Récapitulation des résultats de la résistance à la compression à 28 j:
Temps de réduction
Non de l’échantillon
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Réc. séc. moyenne
[bar]
LS2 68,8 80,6 108,6 136,7 143,8 145,9 -
LSU2 76,5 94,8 117,3 132,6 140,8 141,5 -
LS1 63,01 77,04 104,5 125 137,2 139,7 -
LSU1 66,3 83,05 102,5 122,4 134,6 138,2 -
L1 61,7 76,5 95,7 100,1 129,0 133,2 134,1
LF1 60,3 73,95 95,7 103,05 121,2 132,85 133,55
LE 65,3 73,9 90,8 111,7 120,4 121,9 -
LN1 52,0 66,3 86,7 92,3 102,0 104,5
L’F1 33,1 58,6 77,0 84,1 97,4 101,5 104,5
L’F2 52,5 63,5 71,1 84,1 97,7 101,5 102,0
L’1 27,0 43,3 64,7 76,2 80,1 94,95 95,6
LN2 38,2 51,0 79,0 87,2 90,3 90,5
Réc. hum. moyenne [bar]
LS2 24,7 26,5 29,5 39,7 48,6 49,4 -
L’F1 25,5 31,6 37,5 40,3 43,8 45,4 50,1
L’1 25 26,5 36,4 38,2 41,8 48,9 49,4
LS1 22,9 24,4 28,06 36,2 43,8 44,6 -
L’F2 28,0 33,6 38,2 41,3 44,3 42,6 45,9
L1 23,2 26,5 33,67 34,69 37,24 43,36 45,4
LF1 23,1 24,55 32,1 32,85 39,5 41,9 43,35
LSU1 20,9 22,9 24,4 31,1 33,6 33,9 -
LSU2 19,3 22,4 23,9 30,6 32,6 33,6 -
LE 17,8 19,8 22,9 24,4 30,6 33,1 -
LN1 0 0 0 0 0 0 -
LN2 0 0 0 0 0 0 -
Les courbes de ces résistances à la compression sont données par la figure ci-
dessous. Elles sont caractérisées par les résistances à la compression (bar) en

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 51
ordonnée et les temps de maturation (semaine) en abscisse.
Figure 24 : Courbes de la résistance maximale moyenne à l'état sec et à l’état humide à 28 jours
Interpretations et discussions :
Nous savons bien que le mécanisme de stabilisation se pose sur les nutriments, la
teneur en fer ferrique, la granulométrie du sol, la température de maturation et le
conditionnement des récipients de maturation (absence de courant d’air). La réduction
du fer dépend effectivement de ces paramètres.
Néanmoins pour cette étude nous avons fixé les trois derniers paramètres donc seuls
les nutriments que nous avons paramétrés sauf pour LF1, L’F1 et L’F2 (il y a ajout de
l’oxyde de fer donc changement de granulométrie). D’après ces courbes, la résistance à
la compression augmente avec le temps de maturation. Ceci est dû à l’accroissement

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 52
de la plasticité du mélange et de son homogénéité. Nous pouvons aussi avancer une
meilleure activité des micro-organismes avec la pâte surtout l’oxyde de fer.
A l’état sec :
D’après ce tableau et cette figure, nous observons que l’échantillon LS2 (Latérite2 85 +
Sable5 + Sucre10 + purin) occupe la première place dans les deux états (sec et
humide). Tous les échantillons contenant du sucre se placent dans les quatre premières
meilleures résistances à la compression à l’état sec.
Nous pouvons dire que le sucre est le meilleur nutriment que nous avons utilisé. Il peut
améliorer la résistance à la compression à l’état sec de L1 (laterite2 + sucre5 % + purin
de bœufs) qui est considéré ici comme étalon et il peut réduire le temps de maturation
de deux semaines par rapport à celui de L1.
De plus, nous constatons aussi qu’après l’ajout de l’oxyde de fer (LF1,L’F1 et L’F2), il y
a un léger progrès de la résistance mais L’F2 s’affaiblit par rapport à L’F1, ceci est dû à
l’ajout de quantité trop élevée de l’oxyde de fer impliquant une augmentation des grains
fins dans l’échantillon et par conséquent un changement remarquable de la
granulométrie. L1 et LF1 (Latérite2 90 + Sable5 + Oxyde de fer 5 + purin) sont presque
égaux. Ceci prouve qu’il y a certaine limite de la teneur en fer que les microbes peuvent
réduire. Au de la de cette limite, la résistance mécanique reste presque constante voire
même qu’elle a tendance à diminuer. Malheureusement, par faute de temps nous
n’avons pas pu déterminer exactement cette limite.
En effet, à part le nutriment la teneur du fer réduit joue aussi impérativement un rôle
très important dans la stabilisation. D’autres éléments aussi prouvent leur efficacité
dans l’amélioration de notre résistance comme l’urée. Car nous observons qu’après
l’ajout de l’urée à 10 %dans LS1, la résistance augmente de 1,8 bar (cf. Tableau 19).
Quant à l’engrais NPK, il détériore notre matériau car tous nos échantillons contenant
de NPK ont des résistances faibles par rapport à l’échantillon étalon. Ceci s’explique
par la capacité de conservation d’eau de NPK qui nuit notre mélange lors de la
stabilisation car la présence de phosphore et de potassium affaiblit la résistance
mécanique.
A l’état humide :
A part de LS2, nous trouvons que la latérite 1 stabilisé donne des éprouvettes résistant
bien à l’humidité (L’F1, L’F2 et L’F). Ceci s’explique par la teneur en argile élevée et
peut-être en fer de cette latérite qui compromet la réduction de la quantité et les
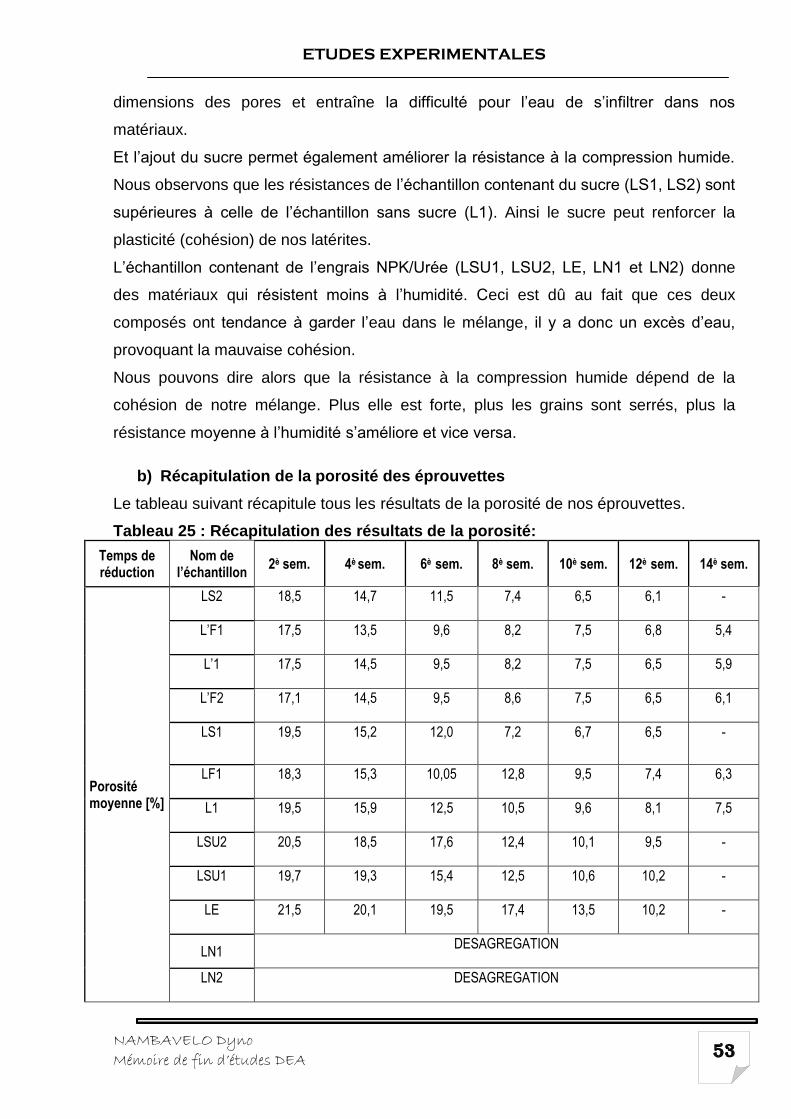
ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 53
dimensions des pores et entraîne la difficulté pour l’eau de s’infiltrer dans nos
matériaux.
Et l’ajout du sucre permet également améliorer la résistance à la compression humide.
Nous observons que les résistances de l’échantillon contenant du sucre (LS1, LS2) sont
supérieures à celle de l’échantillon sans sucre (L1). Ainsi le sucre peut renforcer la
plasticité (cohésion) de nos latérites.
L’échantillon contenant de l’engrais NPK/Urée (LSU1, LSU2, LE, LN1 et LN2) donne
des matériaux qui résistent moins à l’humidité. Ceci est dû au fait que ces deux
composés ont tendance à garder l’eau dans le mélange, il y a donc un excès d’eau,
provoquant la mauvaise cohésion.
Nous pouvons dire alors que la résistance à la compression humide dépend de la
cohésion de notre mélange. Plus elle est forte, plus les grains sont serrés, plus la
résistance moyenne à l’humidité s’améliore et vice versa.
b) Récapitulation de la porosité des éprouvettes
Le tableau suivant récapitule tous les résultats de la porosité de nos éprouvettes.
Tableau 25 : Récapitulation des résultats de la porosité:
Temps de réduction
Nom de l’échantillon
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Porosité moyenne [%]
LS2 18,5 14,7 11,5 7,4 6,5 6,1 -
L’F1 17,5 13,5 9,6 8,2 7,5 6,8 5,4
L’1 17,5 14,5 9,5 8,2 7,5 6,5 5,9
L’F2 17,1 14,5 9,5 8,6 7,5 6,5 6,1
LS1 19,5 15,2 12,0 7,2 6,7 6,5 -
LF1 18,3 15,3 10,05 12,8 9,5 7,4 6,3
L1 19,5 15,9 12,5 10,5 9,6 8,1 7,5
LSU2 20,5 18,5 17,6 12,4 10,1 9,5 -
LSU1 19,7 19,3 15,4 12,5 10,6 10,2 -
LE 21,5 20,1 19,5 17,4 13,5 10,2 -
LN1 DESAGREGATION
LN2 DESAGREGATION

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 54
Les courbes de ces porosités sont données par la figure ci-après. Elles sont
caractérisées par la porosité (%) en ordonnée et le temps (semaine) en abscisse.
Figure 25: Courbes de l’évolution de la porosité des éprouvettes :
Interprétation et discussions :
Ce tableau et cette figure nous montrent que l’échantillon contenant du sucre (LS1,
LS2) présente une bonne porosité par rapport à l’éprouvette étalon L1. L’ajout du sucre
améliore la consistance de notre latérite et l’augmentation de la densité.
De plus, les matériaux (L’1, L’F1 et L’F2) obtenus à partir de la latérite1 (teneur en fer
15,70) présentent aussi de bonnes porosités. Cette latérite a déjà une granulométrie
assez bonne et l’ajout de l’oxyde de fer accentue sa qualité et les grains deviennent de
plus en plus serrés après 14 semaines de traitement.
Pourtant, l’ajout de l’urée détériore la porosité de nos éprouvettes (voir LSU1, LSU2 et
LE), car l’ajout de cette urée dans l’échantillon contenant de sucre augmente
remarquablement sa porosité de 3,55% et la densité diminue. Pour l’échantillon
mélangé avec de la NPK, aucune porosité n’a été déterminée car l’éprouvette est
endommagée après immersion.
En effet, la porosité de l’éprouvette dépend étroitement de sa densité, et plus la densité
des microorganismes est grande, plus la porosité du matériau est faible, autrement dit
l’éprouvette devient plus serrée.
VII.5. ESSAIS DE SÉCHAGE SOUS ATMOSPHÈRE CONTRÔLEE :
Nous allons effectuer des expériences du séchage sous atmosphère contrôlé sur
quelques éprouvettes obtenues à partir des essais (.L1, LS2, L’F1 et LSU1).

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 55
Les échantillons ont été pris et confectionnés dans la même condition que ceux soumis
au séchage naturel.
Figure 26 : Séchage des éprouvettes dans l’étuve (source : Auteur)
Le tableau suivant donne les résultats de la résistance à la compression en fonction du
temps de séchage (réoxydation de fer II en fer III) dans l’étuve à température constante
80°C:
Tableau 26: Résistance à la compression et porosité des briques L1 (Latérite2 90 + Sable5 + purin)
Les courbes correspondant à ce tableau sont les suivantes :
Temps de réduction
2è j 4è j 6è j 8è j 10è j 12è j 14è j
Réc. Sec. moyenne
[bar] 41.2 60,5 93,6 109,6 120,4 133,4 133,7
Porosité moy (%)
20,9 17,7 14,1 11,5 9,7 9,4 8,7
Réc. Humide
moyenne [bar]
15,3 27,6 33,2 35,4 38,25 44,5 46,5

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 56
Figure 27 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 14 jours de L1
Observation :
Ces résultats montrent qu’il y a peu de changement au niveau de la résistance à la
compression entre l’éprouvette maintenue sous atmosphère contrôlée (13,3 MPa) ainsi
celle qui a subi un séchage naturel (13,4 MPa). Nous trouvons également qu’au bout de
14 jours de séchage la résistance moyenne sèche est presque 3 fois que celle par voie
humide, mais la différence se pose sur la durée du séchage.
Cependant, au niveau de la porosité, il y a une légère augmentation de porosité de
1,2% pour l’éprouvette séchée dans l’étuve.
Tableau 27 : Résistance à la compression et porosité des briques LS2 (Latérite2
85 + Sable5+ sucre 10)
Temps de réduction 2è j 4è j 6è j 8è j 10è j 12èj 14èj
Réc. Sec. moyenne [bar]
55,6 84,3 110,6 126,6 139,5 146,3 146,5
Porosité moy (%) 19,6 17,5 15,2 12,3 10,5 9,1 8,7
Réc. Humide moyenne [bar]
22,5 23,4 25,5 32,9 38,5 46,8 47,5

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 57
Les courbes correspondant à ce tableau sont les suivantes :
Figure 28 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 14 jours de LS2
Observation :
Nous observons que la résistance mécanique à l’état sec reste constante (≈14,5 MPa)
par rapport à LS2 (Latérite2 85 + Sable5 + Sucre10 + purin) séché naturellement et la
porosité augmente de 2,6%.
Au niveau de la masse, nous constatons qu’elle est presque constante à partir de 10 è
jours c’est-à-dire que la stabilisation est presque finie au bout de dix jours.
Tableau 28 : Résistance à la compression et porosité des briques LSU1 (Latérite2
85 + Sable5+ sucre 5 + Urée5 + purin)
Temps de réduction 2è j 4è j 6è j 8è j 10è j 12è j 14è j
Réc. Sec. moyenne [bar]
50,7 76,3 93,8 111,7 125,7 138,1 138,5
Porosité moy (%) 22,5 20,7 19,5 16,4 14,2 12,5 11,5
Réc. Humide moyenne [bar]
20,4 21,3 22,5 25,4 31,3 31,5 32,3
Les courbes correspondant à ce tableau sont les suivantes :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 58
Figure 29 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et à l’état humide à 14 jours de LSU1
Observation :
Nous observons également que la résistance mécanique à l’état sec est presque
invariable et il y a une petite augmentation au niveau de la porosité. Et la masse devient
de plus en plus constante à partir de dixième jour.
Tableau 29 : Résistance à la compression et porosité des briques L’F1 (Latérite1
90 + Sable5+ oxyde de fer 5 + purin)
Temps de réduction
2èj. 4è j 6è j 8èj 10èj 12è j 14èj
Réc. Sec. moyenne [bar]
34,1 56,5 72,3 81,5 98,7 105,4 106,1
Porosité moy (%) 19,6 16,7 14,2 10,4 9,5 8,6 7,5
Réc. Humide moyenne [bar]
16,5 22,1 33,4 38,4 41,6 45 46,7
Les courbes correspondant à ce tableau sont les suivantes :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 59
Figure 30 : Courbes de la porosité, de la résistance maximale moyenne à l'état
sec et humide à 14 jours de L’F1
Observation :
Concernant la résistance à la compression, il y a une légère augmentation à l’état sec
tandis qu’à l’état humide, une diminution remarquable de 4,3 bars par rapport à celle du
séchage naturel. Et, nous observons également l’augmentation de la porosité de 2,1%.
a) Récapitulation de la résistance à la compression des éprouvettes :
Le tableau suivant résume tous les résultats de la résistance mécanique obtenue après
un séchage de 14 jours sous atmosphère contrôlée.
Tableau 30 : Récapitulation des résultats de la résistance à la compression :
Temps de réduction
Nom de l’échantillon
2èj 4è j 6è j 8èj 10èj 12è j 14èj
Rec. sec. moyenne
[bar]
LS2 55,6 84,3 110,6 126,6 139,5 146,3 146,5
LSU1 50,7 76,3 93,8 111,7 125,7 138,1 138,5
L1 41,2 60,5 93,6 109,6 120,4 133,4 133,7
L’F1 34,1 56,5 72,3 81,5 98,7 105,4 106,1
Réc. hum. moyenne [bar]
LS2 22,5 23,4 25,5 32,9 38,5 46,8 47,5
L’F1 16,5 22,1 33,4 38,4 41,6 45 46,7
L1 15,3 27,6 33,2 35,4 38,25 44,5 46,5
LSU1 20,4 21,3 22,5 25,4 31,3 31,5 32,3

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 60
Les courbes de ces résistances à la compression sont données par la figure ci-
dessous. Elles sont caractérisées par les résistances à la compression (bar) en
ordonnée et les temps de maturation (jours) en abscisse.
Figure 31: Courbe de la résistance maximale moyenne à l'état sec et à l'état humide
Interprétation et discussion:
Ces courbes montrent que le séchage sous atmosphère contrôlée permet de gagner du
temps. La résistance mécanique évolue rapidement dans l’étuve mais tout en gardant
presque les mêmes résultats que celle du séchage naturel, c’est-à-dire la résistance
mécanique obtenue par le mode de séchage naturel après 28 jours est obtenue en 12
jours sous atmosphère contrôlé. Ceci s’explique par le fait que l’action de l’eau et de la
température élevée dans l’étuve par rapport à la température ambiante permet de
pousser l’oxydation. Cette oxydation poussée de Fer II en Fer III favorise rapidement la
prise de matériaux, donc le temps de séchage est réduit.
Nous pouvons dire alors que le séchage sous atmosphère contrôlée est la méthode
plus rapide.
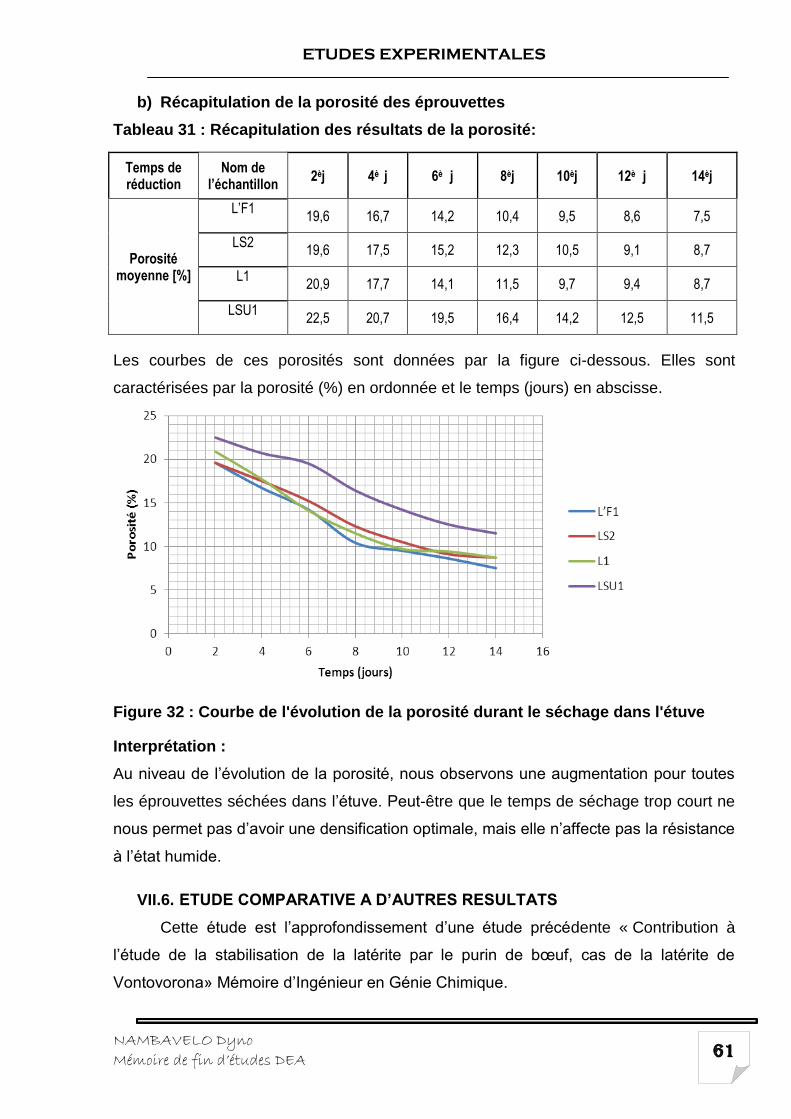
ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 61
b) Récapitulation de la porosité des éprouvettes
Tableau 31 : Récapitulation des résultats de la porosité:
Temps de réduction
Nom de l’échantillon
2èj 4è j 6è j 8èj 10èj 12è j 14èj
Porosité moyenne [%]
L’F1 19,6 16,7 14,2 10,4 9,5 8,6 7,5
LS2 19,6 17,5 15,2 12,3 10,5 9,1 8,7
L1 20,9 17,7 14,1 11,5 9,7 9,4 8,7
LSU1 22,5 20,7 19,5 16,4 14,2 12,5 11,5
Les courbes de ces porosités sont données par la figure ci-dessous. Elles sont
caractérisées par la porosité (%) en ordonnée et le temps (jours) en abscisse.
Figure 32 : Courbe de l'évolution de la porosité durant le séchage dans l'étuve
Interprétation :
Au niveau de l’évolution de la porosité, nous observons une augmentation pour toutes
les éprouvettes séchées dans l’étuve. Peut-être que le temps de séchage trop court ne
nous permet pas d’avoir une densification optimale, mais elle n’affecte pas la résistance
à l’état humide.
VII.6. ETUDE COMPARATIVE A D’AUTRES RESULTATS
Cette étude est l’approfondissement d’une étude précédente « Contribution à
l’étude de la stabilisation de la latérite par le purin de bœuf, cas de la latérite de
Vontovorona» Mémoire d’Ingénieur en Génie Chimique.

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 62
Durant notre investigation, nous avons essayé de cerner les conditions pour avoir des
résultats concluants et meilleurs.
Dans ce dernier paragraphe de nos études expérimentales, nous allons faire quelque
comparaison de nos résultats par rapport aux études faites antérieurement.
En 2007, RABOTOVAO sur son ouvrage « Étude comparative de la stabilisation des
latérites avec les liants : ciment et silice active additionnée par l’urée » a obtenu le
résultat suivant avec les mêmes conditions d’essai de compactage:
Tableau 32 : Résultats antérieurs de la latérite stabilisé
Essai Rc à l’état sec en
MPa
Rc à l’état humide en
MPa
Porosité moyenne
en %
5% de ciment 12,5 3,91 18,3
10% de ciment 15,55 6,12 16,9
5% de silice active 5,75 2,00 7,0
10% de silice active 2,78 0,98 25,7
L1 (Latérite2 90 + Sable5 +
purin) 13,41 4,54 7,5
Interprétation :
L’échantillon L1 est notre échantillon de référence, nous trouvons qu’en comparant nos
résultats de la résistance à la compression, les échantillons L1, LS2 (Latérite2 85 +
Sable5 + Sucre10 + purin), LSU2 (Latérite2 80 + Sable5 + Sucre5 + Urée10 + purin),
LS1 (Latérite2 90 + Sable5 + Sucre5 + purin) et LSU1 (Latérite2 80 + Sable5 + Sucre5
+ Urée5 + purin) sont meilleures que la stabilisation avec 5% de ciment et de silice
activé (5%, 10%). Nonobstant, elles sont moins performantes par rapport à la
stabilisation à 10% de ciment. Concernant la porosité, la stabilisation biologique a
donné le meilleur résultat, c’est-à-dire qu’il y a moins de pores dans les matériaux
obtenus avec la stabilisation biologique par rapport à la stabilisation à 10% de ciment.
Et, LS2 tient le premier rang dans notre étude. L’utilisation du sucre dans le mélange
latérite stabilisée par le purin de bœufs avec correction granulométrique permet d’avoir
de meilleurs résultats par rapport à ceux des autres études.

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 63
Chapitre VIII : ESSAIS PILOTE DE STABILISATION
A partir des résultats que nous avons obtenus précédemment, nous pouvons
ainsi modéliser et concevoir le moule que nous allons utiliser pour le façonnage de
brique à l’échelle pilote.
VIII.1. Choix du matériau :
Le matériau utilisé pour le moule est choisi de façon à permettre une facilité de mise en
œuvre, dans notre cas, nous avons utilisé la tôle en acier de 12 mm d’épaisseur.
VIII.2. Dimensionnement du moule en acier:
Nous adoptons les dimensions suivantes pour le moule
Longueur : 220 mm
Largeur : 110 mm
Hauteur : 110 mm
Figure 33 : Schéma du moule
VIII.3. PREPARATION DES MATIERES PREMIERES UTILISEES
Comme nous avons déjà précisé plus haut, nous avons utilisé de la latérite de
Vontovorona, des engrais azotés, de sucre et d’oxyde de fer pour la réalisation de notre
brique.
Les différentes étapes à suivre que nous avons déjà mentionnées dans les
paragraphes précédentes et que nous rappelons ici, sont les suivantes :

ETUDES EXPERIMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 64
1- Collecte de latérite et préparation des additifs + stabilisant
2- Malaxage;
3- Réduction microbienne.
VIII.4. FACONNAGE
Les étapes à suivre sont les suivantes:
1- Moulage par pressage :
L’exécution du pressage est une étape primordiale que nous ne pourrons négliger. Pour
se faire, nous avons exercé une certaine pression sur la pâte afin d’éviter le défaut de
feuilletage, éliminer une majeur partie de l’air et enfin permettre le départ des excès
d’eau.
2- Séchage :
Pour cette étape, nous avons cherché à ralentir l’évaporation superficielle de l’eau pour
réaliser au mieux les séchages et aussi pour éviter à la pièce des fissurations. Ainsi,
pour notre cas, nous avons séché la pièce pendant sept (7) jours à l’abri du soleil puis
21 jours dans un endroit aéré et ensoleillé. Nous avons réalisé également le séchage
dans l’étuve à 80°C.
Figure 34 : Clichés du produit avec l’échantillon.
Normalement, nous devons déterminer les caractéristiques de ces pièces obtenues à
l’échelle pilote pour en pouvoir déterminer la différence par rapports à celles du
laboratoire. Mais, par faute de temps, nous n’avons pas pu les faire.

3ème Partie : ETUDES ECONOMIQUES ET APPROCHES
ENVIRONNEMENTALES

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 65
Chapitre IX : ETUDE ECONOMIQUE DE L’UNITE DE PRODUCTION
Une fois les procédés de fabrication établis, il s’avère indispensable d’évaluer les
divers paramètres technico-économiques et financiers. Tel est en effet le contenu
principal de cette dernière partie de ce mémoire. Plus concrètement, nous avons cru
utile d’élaborer une étude de faisabilité technico-économique et environnementale de
l’installation de cette unité à Madagascar. L’étude comporte trois parties principales: la
première donne une présentation générale du projet, la deuxième est axée sur la partie
technique (ingénierie) et technologique de l’installation de l’unité de production ; et
enfin, la troisième partie s’agit d’une évaluation économique et financière du projet.
IX 1. PRESENTATION GENERALE DU PROJET:
IX.1.1. Implantation :
D’après ce qui a été déjà dit dans la première partie de ce mémoire, Madagascar
possède des réserves latérites de grande quantité et de bonne qualité L’exploitation de
ces latérites doit être conséquemment justifiée dans le cadre de la politique du
développement rapide et durable. En d’autres termes, une exploitation rationnelle et
raisonnée serait encouragée.
Notre objectif c’est de l’exploiter à fond pour satisfaire les besoins en matériaux de
construction de Malgache. C’est la raison pour laquelle nous envisageons d’installer
l’unité de production à Madagascar.
IX.1.2. Situation juridique :
L’unité de production aura pour nom Malagasy Brique (MABRI.) Son statut
juridique est le suivant :
- Raison sociale : Société semi-industrielle
- Siège social : Vontovorona, Commune rurale Alakamisy -Fenoarivo, proche
de la zone de collecte
- Gérant : Promoteur du projet

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 66
IX.1.3. Schéma de production :
Figure 35 : Schéma de Production
Réduction microbienne
Triage et nettoyage
Collecte des
matières premières
Malaxage
Broyage
Moulage
Stockage et Vente
des produits finis
Séchage

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 67
IX 2. ÉTUDE DE MARCHE ET POLITIQUE DE MARKETING :
IX.2.1. Idée de base du projet, objectifs et stratégie :
Il s’agit de concevoir un projet d’unité de production des Briques en Terre
Stabilisé et de concevoir la valorisation des latérites et du purin de bœufs. Plus
exactement, l’usine projetée est basée sur la transformation de ces ressources en
matériaux de construction.
Voici les grandes lignes de sa stratégie :
- Valoriser les latérites de Madagascar
- Mettre en place une unité de production rentable et viable
IX.2.2. Demande et marché :
La technique de fabrication des matériaux de construction tient une place très
importante dans le monde; et ce cas s’observe également à Madagascar. Nous nous
proposons dans le cadre de cette étude d’implanter à Madagascar une unité de
production dont la capacité de traitement est de 2926m3 de matières premières, et de
produire ainsi le maximum de produits selon les commandes des clients. De plus,
comme ce genre de local n’existe pas encore à Madagascar, donc, le marché est très
libre et très demandeur.
IX.2.3. Politique de marketing et prévision des ventes :
Description et objectif du marketing :
Il s’agit en fait d’une technique qui consiste à trouver toutes les stratégies à
adopter pour que les briques puissent être achetées par les clients. Son principal
objectif est donc de mettre en œuvre tous les moyens possibles pour que l’unité de
production en question puisse faire le maximum de profit. Pour cela, nous devons
établir une approche dite 5 P.
Produit :
Avant d’effectuer toute prospection du marché, il est primordial de bien définir si
le genre de produit à mettre en vente est apprécié par des clients cibles. C’est
justement là que la forme et l’esthétique du produit interviennent car c’est ce que l’on
aperçoit en premier. Et le produit fini vendu sera constitué des pièces de briques
autobloquantes.
ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 68
Prix de vente :
Le produit fini sera vendu à un prix concurrentiel aux divers produits présents sur
le marché.
Place :
L’usine approvisionne uniquement les distributeurs agréés pendant la première
année de vente. Et c’est uniquement dans ce contexte que nous avons effectué cette
étude.
Promotion :
Afin d’attirer la clientèle, nous faisons la promotion du prix lors de première
année du lancement de vente du produit.
Ponctualité :
L’approvisionnement des clients se fera selon leurs commandes.
IX 3. SOUS-DOSSIER TECHNIQUE:
IX.3.1. Données de base :
a) Jours de travail de l’unité :
Il s’agit d’établir un programme approximatif envisagé pour l’unité de fabrication.
Pour le cas présent, l’usine travaille 6 j/7, 12 mois/12, à raison de 8h/24, soit pendant
288 j ouvrables environ.
b) Détermination de la capacité de l’usine :
D’après les données techniques obtenues à partir du procédé d’élaboration et les
matériels que nous avons envisagés, nous aurons une installation avec une capacité
nominale de production de 12.000 pièces par semaine, soit une quantité annuelle de
624 000 pièces.
IX.3.2. Bilan matière :
Ce bilan regroupe les besoins en matières premières, en intrants divers ainsi que
les besoins en matériels.
IX.3.2.1. Matières premières :
Vu l’abondance des matières premières (latérites, matières carbonés), l’unité de
production pourrait facilement satisfaire sa capacité nominale de traitement. De plus,

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 69
concernant le purin de bœuf nous sommes loin de tout risque de manque en matière
première, car l’élevage bovin se trouve partout.
IX.3.2.2. Intrants divers :
Plusieurs intrants entrent dans le processus de production de nos produits
a) Eau :
Avant toute opération, il faut passer par une opération de lavage des matériels et
que pendant la fabrication, nous utilisons l’eau pour la mise en pâte ou eau de gâchage.
b) Energie :
Nous avons besoin d’énergie pour la mise en marche de l’ordinateur, lampe et
certains appareils électrique.
Les besoins nécessaires pour la production annuelle peuvent être estimés à 3 kWh × 8
h × 288 j = 6912 kWh / an d’électricité.
IX.3.2.3. Équipements et matériels :
Tamis
Balance
Presse
Moules métalliques ;
Bêches ;
Brouettes ;
Bidon (bioréacteurs).
IX.3.2.4. Différentes installations de surface :
Bâtiments, hangar, latrines et mur de sécurisation des lieux.
IX.3.2.5. Organisation de travail et bilan main d’œuvre :
a) Organisation de travail : Selon les principes managériaux de l’organisation d’entreprise, l’unité de
fabrication se structure comme suit :
Le Chef d’usine : à la fois gérant et responsable de production, il assure le
fonctionnement global de l'entreprise, responsable de la mise en marche de
l’usine de fabrication en s’occupant principalement de la production au sein de
l’usine en question.
Le Responsable Administratif et Financier : qui gère la Comptabilité Générale, la
Trésorerie, les investissements et la paie.
Le Responsable de vente : met en marche tous les politiques de vente.

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 70
Technicien de maintenance : assure le bon fonctionnement des divers
appareillages
Le personnel d’exécution : qui comprend le personnel œuvrant à la fabrication, le
gardien, et le chauffeur.
L’organigramme suivant montre le schéma approximatif de l’organisation.
Figure 36 : Organigramme de l’unité de production.
IX 4. SOUS-DOSSIER ÉCONOMIQUE:
Tous les coûts, prix et charges qui figureront dans ce paragraphe ont été
exprimés en Ariary (Ar)
IX.4.1. Calcul des dépenses d’investissement :
IX.4.1.1. Terrain, bâtiment et construction :
Le terrain comporte le lieu d’exploitation de la latérite et les aires occupées par le
bâtiment (bureau et atelier de production) ainsi que le hangar de stockage des produits
finis. Les coûts du terrain et de la construction d’infrastructure de l’unité de fabrication
sont récapitulés dans le tableau suivant :
Gardien
Chef d’usine
Responsable
Administratif et
Financier
Ouvriers
Technicien
maintenance
Responsable
de vente

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 71
Tableau 33: Coût d’investissement en terrain et en construction de l’unité de
fabrication
Désignation Unité Quantité P.U (Ar) Montant
(Ar) Durée de vie (ans)
Amortissement annuel (Ar)
Terrain m2 2000 15 000 30 000 000
Hangar de stockage
m2 200 40 000 8 000 000 25 320 000
Bureau et Atelier de production
m2
couvert 280 200 000 56 000 000 25 2 240 000
TOTAL 94 000 000 2 560 000
IX.4.1.2. Matériels et équipements techniques :
Il s’agit ici d’évaluer le prix des matériels déjà définis précédemment dans le bilan
matériels.
Tableau 34 : Dépenses en matériels et équipements techniques utilisés au sein de
l’unité de production
Désignation Nombre PU (Ar) Montant (Ar)
Durée
de vie
(ans)
Amortissement annuel
(Ar)
Tamis 4 30 000 120 000 5 24 000
Presse 4 2 000 000 8 000 000 10 800 000
Moule métallique 4 30 000 120 000 5 24 000
Bidon (50L) 1500 7 000 10 500 000 2 5 250 000
Brouette 2 60 000 120 000 5 24 000
Bêches 4 10 000 40 000 2 20 000
Camion 1 30 000 000 30 000 000 10 3 000 000
TOTAL 48 900 000 9 142 000
Ce camion assure tous les transports des matières premières ainsi que les produits
finis.
IX.4.1.3. Matériels et équipements administratifs :
Ces matériels et équipements administratifs regroupent les équipements
téléphoniques ainsi que les diverses fournitures et équipements de bureau.

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 72
Tableau 35 : Dépenses en matériels et équipements administratifs de l’unité de fabrication
Désignation Nombre PU (Ar) Montant (Ar) Durée de
vie (ans)
Amortissement
annuel (Ar)
Table de bureau 4 40 000 160 000 5 32 000
Chaise 10 12 000 120 000 5 24 000
Ordinateur 4 400 000 1 600 000 5 320 000
Meuble de rangement 1 100 000 100 000 5 20 000
Tableau d’affichage 1 30 000 30 000 10 3000
Machine à calculer 4 10 000 40 000 5 8000
Horloge 1 15 000 15 000 5 3 000
Téléphone fixe 1 40 000 40 000 5 8 000
TOTAL 2 105 000 418 000
IX.4.1.4. Récapitulation des dépenses d’investissements :
L’ensemble des dépenses d’investissements est résumé dans le tableau suivant.
Tableau 36 : Récapitulation des dépenses d’investissements
Dénomination Montant (Ar)
Terrain et construction 94 000 000
Matériels et équipement techniques 48 900 000
Matériels et équipement administratif 2 105 000
TOTAL 145 005 000
IX.4.2. Détermination des charges prévisionnelles :
IX.4.2.1. Charges de production :
Ces charges regroupent les coûts de diverses matières premières ainsi que les
consommations d’eau et d’énergie. Le tableau ci-dessous résume les dépenses totales
liées à la production pendant l’année de mise en marche.
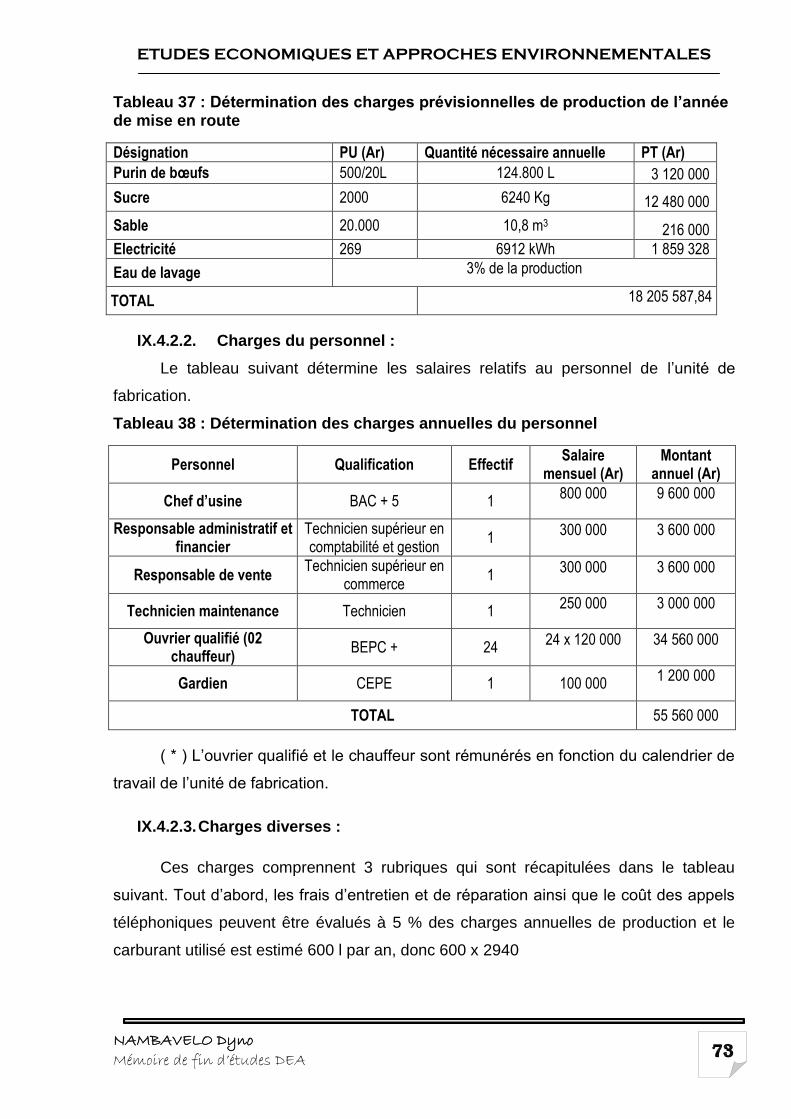
ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 73
Tableau 37 : Détermination des charges prévisionnelles de production de l’année de mise en route
Désignation PU (Ar) Quantité nécessaire annuelle PT (Ar)
Purin de bœufs 500/20L 124.800 L 3 120 000
Sucre 2000 6240 Kg 12 480 000
Sable 20.000 10,8 m3 216 000
Electricité 269 6912 kWh 1 859 328
Eau de lavage 3% de la production
TOTAL 18 205 587,84
IX.4.2.2. Charges du personnel :
Le tableau suivant détermine les salaires relatifs au personnel de l’unité de
fabrication.
Tableau 38 : Détermination des charges annuelles du personnel
Personnel Qualification Effectif Salaire
mensuel (Ar) Montant
annuel (Ar)
Chef d’usine BAC + 5 1 800 000 9 600 000
Responsable administratif et financier
Technicien supérieur en comptabilité et gestion
1 300 000 3 600 000
Responsable de vente Technicien supérieur en
commerce 1
300 000 3 600 000
Technicien maintenance Technicien 1 250 000 3 000 000
Ouvrier qualifié (02 chauffeur)
BEPC + 24 24 x 120 000 34 560 000
Gardien CEPE 1 100 000 1 200 000
TOTAL 55 560 000
( * ) L’ouvrier qualifié et le chauffeur sont rémunérés en fonction du calendrier de
travail de l’unité de fabrication.
IX.4.2.3. Charges diverses :
Ces charges comprennent 3 rubriques qui sont récapitulées dans le tableau
suivant. Tout d’abord, les frais d’entretien et de réparation ainsi que le coût des appels
téléphoniques peuvent être évalués à 5 % des charges annuelles de production et le
carburant utilisé est estimé 600 l par an, donc 600 x 2940

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 74
Tableau 39 : Récapitulatif des charges diverses
Désignation Valeur en Ar
Entretien et réparation, Appels téléphoniques 910 279,39
Carburant 1 764 000
Total 2 674 279,39
IX.4.3. Évaluation des recettes prévisionnelles :
Comme le cas des charges de production, les recettes prévisionnelles de l’unité
de production sont également évaluées annuellement pendant l’année de mise en
marche. Ils sont établis par le calcul approximatif du coût de revient d’une pièce de
brique.
Pour ce faire, nous avons utilisé la simple relation: totale des charges annuelles
(rémunération + charges de production + charges diverses) divisée par les nombres
des pièces vendues pendant une année.
Prix de revient = 76 439 867,23 Ar / 624 000 Ar = 122,5 Ar/brique. Notre objectif est
d’obtenir le bénéfice de 65 Ar/brique pendant l’année de mise en marche.
Tableau 40 : Estimation des recettes annuelles prévisionnelles de l’unité de
fabrication
Valeur en Ar
Prix unitaire (Ar) 187,5
Quantité annuelle de production (pièce) 624 000
Recette prévisionnelle (Ar) 117.000.000
IX.4.4. Coût total et financement du projet :
IX.4.4.1. Frais de démarrage:
Les frais de démarrage sont composés par les frais dus aux matières premières
utilisées pendant les premiers mois de la production, ceux dus aux utilités (eau et
électricité) consommées pendant cette période, ainsi que les salaires du personnel de
production et de maintenance.

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 75
D’où, Frais de démarrage = 6.147.132 Ar et l’amortissement (avec n = 5) est égale à
1.229.426 Ar.
IX.4.4.2. Amortissement :
Nous pouvons définir l’amortissement d’un bien comme une dépréciation
constatée, utilisé pendant un certain temps. L’amortissement concerne essentiellement
les éléments d’actifs.
L’amortissement d’une immobilisation amortissable s’évalue selon la durée probable de
vie: valeur comptable qui se déduit de la valeur d’origine pour avoir la valeur résiduelle.
Cette charge dégage des ressources de remplacement.
En outre, l’amortissement fait partie d’une charge, mais il n’entraîne pas un
décaissement. Dans notre cas, la base de calcul se fait par la formule suivante :
A : amortissement
V0 : valeur d’origine
n : durée de vie
Nous avons déjà donné les détails de la durée de vie de chaque immobilisation ainsi
que les amortissements dans le paragraphe IX.4.1. Mais, les résultats sont récapitulés
dans le tableau suivant :
Tableau 41 : Amortissement annuel :
Dénomination Amortissement annuel (Ar)
Terrain et construction 2 560 000
Matériels et équipements techniques 9 142 000
Frais de démarrage 1.229.426
Matériels et équipement administratif 418 000
TOTAL 13 349 426
Le capital amortissable (CA) est de 151 152 132 Ar, il sera emprunté auprès de la banque
avec un taux d’intérêt de 18 % dont l’amortissement annuel est de 13.349.426 Ar.

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 76
IX.4.4.3. Coût du projet :
Le coût du projet est constitué par l’ensemble du coût total des investissements
additionné du Fonds de Roulement Initial (FRI). Ce dernier est le frais de démarrage
multiplié par 2 car nous estimons les deux mois de production pendant l’année de mise
en marche de l’unité de production.
Donc, FRI = 2 × frais de démarrage
FRI = 2 × 6.147.132 Ar= 12.294.265 Ar
Coût total du projet:
Coût du projet = coût total des investissements + FRI
Coût du projet = 151 152 132 Ar + 12.294.265 Ar
D’où, le coût total du projet est égal à 163.446.397 Ar
IX.4.4.4. Plan de financement :
Une fois que le coût du projet a été évalué, il faut déterminer le montant des
ressources nécessaires pour assurer sa réussite. Les détails de l’apport personnel et de
la somme empruntée auprès d’une institution financière (banque) sont donnés par le
tableau suivant.
Tableau 42 : Plan de financement du projet
Emplois Ressources
Investissements 151 152 132 Apport 151 152 132
Fonds de roulement initial 12.294.265 Crédit à long terme 12.294.265
TOTAL 163 446 397 TOTAL 163 446 397
IX.4.5. Évaluation du projet :
Cette évaluation consiste à étudier les coûts et les résultats attendus au niveau
de l’unité afin d’évaluer la rentabilité et l’équilibre financier du projet en question. Il s’agit
donc d’une évaluation financière.
IX.4.5.1. Les charges fixes :
Tableau 43 : Montant des charges fixes :
Désignation Montant (Ar)
Rémunération des personnels 55 560 000
Amortissement 13 349 426
TOTAL 68 909 426
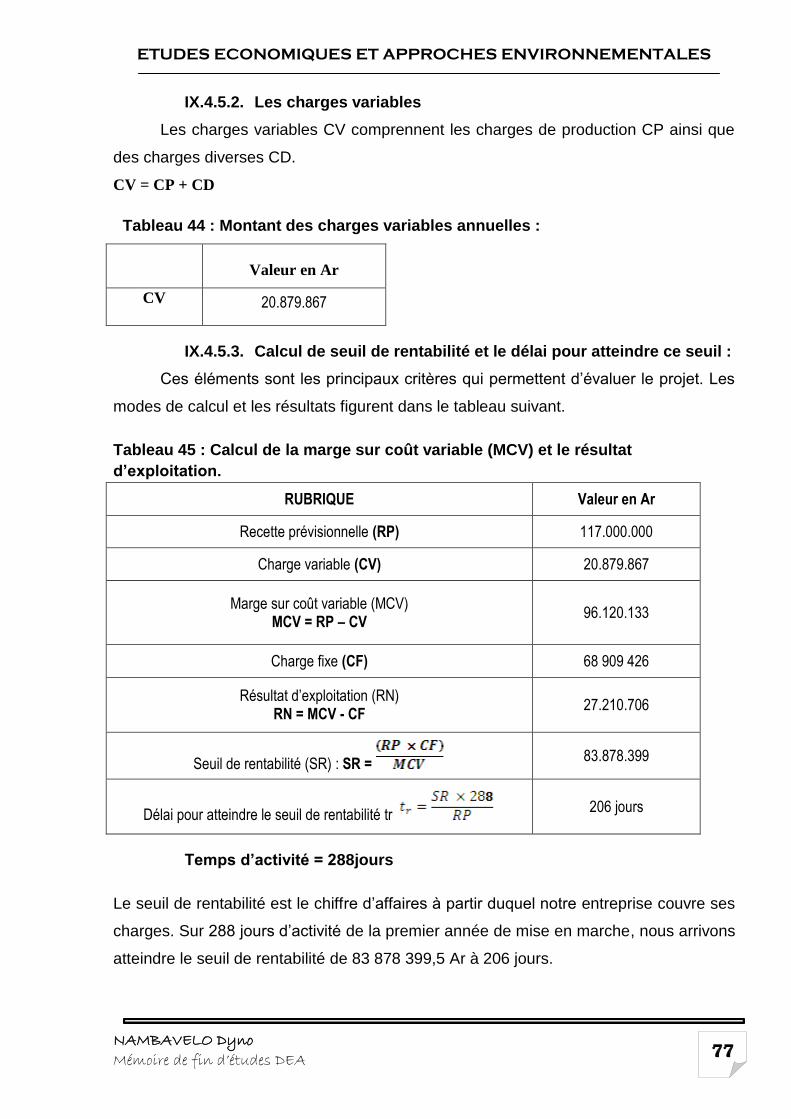
ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 77
IX.4.5.2. Les charges variables
Les charges variables CV comprennent les charges de production CP ainsi que
des charges diverses CD.
CV = CP + CD
Tableau 44 : Montant des charges variables annuelles :
Valeur en Ar
CV 20.879.867
IX.4.5.3. Calcul de seuil de rentabilité et le délai pour atteindre ce seuil :
Ces éléments sont les principaux critères qui permettent d’évaluer le projet. Les
modes de calcul et les résultats figurent dans le tableau suivant.
Tableau 45 : Calcul de la marge sur coût variable (MCV) et le résultat
d’exploitation.
RUBRIQUE Valeur en Ar
Recette prévisionnelle (RP) 117.000.000
Charge variable (CV) 20.879.867
Marge sur coût variable (MCV) MCV = RP – CV
96.120.133
Charge fixe (CF) 68 909 426
Résultat d’exploitation (RN) RN = MCV - CF
27.210.706
Seuil de rentabilité (SR) : SR = 83.878.399
Délai pour atteindre le seuil de rentabilité tr 206 jours
Temps d’activité = 288jours
Le seuil de rentabilité est le chiffre d’affaires à partir duquel notre entreprise couvre ses
charges. Sur 288 jours d’activité de la premier année de mise en marche, nous arrivons
atteindre le seuil de rentabilité de 83 878 399,5 Ar à 206 jours.

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 78
IX.4.5.4. Résultat prévisionnel de l’unité de production :
Tableau 46 : Résultat prévisionnel :
Désignation Valeur en A r
Recette prévisionnelle (RP) 117.000.000
Total des charges (Rémunération et charges variables) 76 439 867
Excédent brut d’exploitation ou Résultat (EBE) (RP – Total des charges)
40 560 133
Amortissement 13 349 426
Intérêt (18%) 27.207.384
Bénéfice fiscal (EBE – Amortissement – Intérêt)
3 322
Impôts sur les bénéfices (30 %) 997
Cash-flow (Bénéfice fiscal – ISB + Amortissement)
13 351 752
Rentabilité commerciale 35%
Rentabilité économique 45%
Avec :
CI : capital investi = CF +CV = 89 789 294 Ar
Prix de revient de diverses briques stabilises « Lina Zizy Aimee MEMOIRE de fin
d’ingéniorat : Etude comparative des différentes méthodes de stabilisation de la
latérite ,2008»
Brique stabilisée par la chaux, Ar 84,
Brique stabilisée par le stabilisant routier, le prix unitaire environ Ar 122.
Brique stabilisée par polymérisation de la matrice argileuse, Ar 155.
Brique stabilisée par la bouse de vache, Ar 168.
Brique stabilisée par le ciment 8%, Ar 177.
Brique stabilisée par la paille de riz : Approche biochimique, 445 Ar
Notre brique stabilisée par le purin de bœufs et l’eau sucrée, 122,5 Ar

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 79
Ce six premiers prix sont établis sans considérer les divers coûts « coût des matières
premières (terre), coût du stabilisant et les frais (prix arrivé au lieu de fabrication); coût
de l’additif ; main d’œuvre ou frais de fabrication » mais juste le prix de stabilisant ajouté
8 Ar (coût de revient du brique artisanale).
CONCLUSION PARTIELLE
L’installation d’une unité de production de briques dans la commune de
Fenoarivo Alakamisy est un projet prometteur puisqu’il s’agit de la mise en place d’un
nouveau produit en utilisant la latérite stabilisée par le purin de bœufs + eau sucré. Et
de plus, notre produit sera vendu à 187,5 Ar qui serait compétitif par rapport aux autres
briques stabilisées et de plus, elles ont de qualités supérieures.
Dans un cadre technique, l’unité peut satisfaire les besoins des clients en produisant
des modèles selon leurs commandes; il peut produire aussi d’autres produits à partir de
cette même matière première, comme les tuiles, les pavés…. En adaptant le personnel
ouvrier aux différentes postes de travail, l’usine aura besoin en tout de 29 personnes.
En considérant toutes les charges y afférentes, le coût total du projet est évalué
à 163 446 397 Ar.
D’après tous ces résultats, et ce chiffre de rentabilité, nous pouvons dire que le projet
est non seulement réalisable, mais peut également apporter beaucoup d’avantages à
notre pays. Et d’après les calculs que nous avons effectués, nous pouvons dire qu’un
investissement dans ce domaine serait rentable et bénéfique du point de vue socio-
économique.

ETUDES ECONOMIQUES ET APPROCHES ENVIRONNEMENTALES
NAMBAVELO Dyno
Mémoire de fin d’études DEA 80
Chapitre X : APPROCHES ENVIRONNEMENTALES
X.1. IMPACT SUR LE MILIEU HUMAIN :
X. 1.1. Impact socio-économique du projet :
L’usine permettra: de créer des emplois au pays, de réduire la pauvreté, d’améliorer le
niveau de vie sociale
X. 1.2. Impact sur les voies de communication et réseaux divers :
L’impact direct dans ce cas concerne principalement la réhabilitation de la route
secondaire menant au site à partir de la route principale.
X. 1.3. Impact par les bruits et les vibrations :
Aucun effet particulier par les bruits et les vibrations n’est à envisager puisque
l’entreprise sera assez isolée des lieux d’habitation. En plus, il n’y a pas des machines
assez bruyantes pour que le bruit se fasse sentir au-delà de l’enceinte de l’entreprise.
X.2. IMPACT SUR LE MILIEU NATUREL :
X. 2.1. Impact visuel :
La construction de l’usine n’aura pas d’impact notable sur l’aspect général du
paysage.
X. 2.2. Impact sur les eaux :
Le volume prélevé chaque jour est moindre pour ne pas engendrer des effets
néfastes pour l’environnement. De plus, le rejet de l’eau de lavage dans la nature est
bien contrôlé. En effet elle ne renfermera pas d’autres produits que la poussière.
X. 2.3. Impact sur l’air :
Les poussières venant de l’usine n’auront aucun effet notable sur les riverains,
car aussi l’usine comportera plusieurs épurateurs d’air pour chaque bâtiment, de plus
chaque ouvrier est équipé de masque, l’émission de poussière n’est à noter que
pendant la phase de construction.
X. 2.4. Impact sur les sols, flore et la faune :
On ne notera aucun impact particulier sur le sol, la flore et la faune puisque l’installation
n’occupera qu’une superficie de 2000 m2 et ne rejettera aucun produit chimique.
X. 2.5. Impact sur le méso climat local :
Comme on ne notera aucun changement évident sur la flore et la faune et qu’en plus
l’usine n’aura d’impact sur l’air, on pourra donc dire qu’il n’y aura aucun impact sur le
méso climat local.

CONCLUSION GENERALE

NAMBAVELO Dyno
Mémoire de fin d’études DEA 81
CONCLUSION GENERALE
Ce mémoire nous a permis de maîtriser les paramètres qui gouvernent la
réduction microbienne anaérobie, les diverses essais de la résistance mécanique qui en
découlent, le mode d’obtention des brique en terre stabilisé au moyen de purin de
bœuf, et enfin, le façonnage de la pièce obtenue selon la forme désirée.
Pour ce faire, nous avons choisi comme matières premières la latérite de Vontovorona
avec de teneur en fer différente, le sable (0,08 mm < Φ < 1mm) pour la correction
granulométrique, les engrais qui sont les sources d’azotes, matière carboné qui est le
sucre dans notre cas et du purin de bœuf qui est choisie comme principal stabilisant
pour permettre la réduction du fer ferrique en fer ferreux.
Les résultats d’analyse documentaire nous permettent de dresser une synthèse
bibliographique sur:
· la correction de la granulométrie de nos latérites qui sont constituées
beaucoup d’élément fin,
· la réduction biologique de fer ferrique en milieu anaérobie et la réoxydation
par l’oxygène de l’air,
· l’ajout des autres additifs pour renforcer le mécanisme de la réduction et la
production à l’échelle pilote.
Diverses expériences ont été effectuées afin de déterminer le meilleur mélange, le
temps de maturation nécessaire pour chaque mélange ainsi que les proportions des
nutriments à introduire sans détériorer la résistance de nos matériaux. Les résultats de
notre investigation nous permettent de dire que l’échantillon LS2 (Latérite 2 85% +
Sable 5% + Sucre 10 %+ purin de bœuf) est le meilleur mélange avec la résistance
mécanique à l’état séc14, 59 MPa et 4,94 MPa à l’état humide. Une fois ceci déterminé
nous avons élaboré des pièces définitives à l’échelle pilote avec une longueur 220 mm
et une largeur 110 mm
Nous pouvons confirmer aussi que notre projet est économiquement rentable et la
meilleure pour la protection de l’environnement. Donc, nous espérons que ces travaux
de recherches pourraient apporter des satisfactions aux utilisateurs et minimiser ainsi
l’utilisation du ciment car nous pourrions fabriquer des briques de bonne qualité et les
vendre ensuite à prix abordable. Pour la perspective, ce travail mérite d’être continué
pour optimiser les paramètres de fabrication à l’échelle pilote et pour donner une
explication précise des mécanismes de la stabilisation par le purin de bœuf et le sucre.

NAMBAVELO Dyno
Mémoire de fin d’études DEA 82
REFERENCES BIBLIOGRAPHIQUES ET WEBOGRAPHIQUES
[1] ABD-EL MALIK « Contribution à l’étude de stabilisation de la latérite par la
paille de riz : Approche biochimique », Mémoire de fin d’étude en vue de
l’obtention de Diplôme d’ Etude Approfondie en Sciences des matériaux et
métallurgies, ESPA –2002.
[2] ANDRIANARIMANANA Jean Claude Omer « Contribution à l’étude
comparative des méthodes traditionnelles et de l’utilisation du four IGLOO dans
la production des briques en terre cuite à Madagascar » Thèse pour l’obtention
de Diplôme de Doctorat du troisième cycle, ESPA, 1998, 165p
[3] AUTRET Paul, Latéritiques et Graveleux latéritique, 1983, 37p
[4] H. Houben et H. Guillaume. Traité de construction en terre.
[5] LAURENT GUERIN, Principe directeurs pour l’emploi de la terre crue, 1è
édition, 1985.
[6] ALVISET Lucien, Ancien Directeur Technique du Centre Technique des
Tuiles et Briques « Matériaux de terre cuite », Conception et production Janvier
2007.
[7] RAHARINIERANA Hantaniaina, « Contribution à la valorisation de la latérite,
Caractéristiques et utilisations des latérites des environs d’Antananarivo »,
Mémoire DEA en Science des Matériaux, 2003.
[8] RAKOTONIAINA Herimalala« Contribution à l’étude de quelques matières
premières argileuses pour la fabrication des brique réfractaire »; Mémoire de fin
d’études en vue de l’obtention de diplôme d’ingénieur en filière Mine, ESPA,
1989, 57 p.
[9] RAKOTONDRAVAHY Mialisoa Olga « Etude des impacts cumulatifs de la
fabrication artisanale de terres cuites sur les rives de l’Ikopa » Mémoire
d’ingéniorat, ESPA, 2002, 93 p.
[10] RAKOTONIRINAZo NyAina et RATOVONDRAHONA Johary Hasina « Etude
de fabrication des matériaux de construction en terre stabilisée par

NAMBAVELO Dyno
Mémoire de fin d’études DEA 83
extrusion »;Mémoire de fin d’études pour l’obtention de diplôme d’ingénieur en
filière Génie Chimique à l’ESPA, 1999, 68 p.
[11] RAKOTOSOLOFO Emile - NARIMANANA Juliette « Contribution à
l’amélioration technique des briques de terre cuite », Mémoire pour l’obtention de
Diplôme d’Etudes Approfondies en Science des Matériaux. ESPA, 1999,70 p.
[12] RANDRIANA Nambinina Richard Fortuné « Contribution à la stabilisation
des latérites par élaboration d’un liant oxyde de fer et de silice active » ; Thèse
de doctorat IIIème CYCLE, 2004, 164 p.
[13] RAZAFIMANDIMBY née RAHARIVAO Anjaramalala. « Etude physique et
physico-chimique de gisement d’argiles malgaches, intérêt économique » Thèse
de Doctorat ès-Sciences Université d’Antananarivo, 1987.
[14] RAZAKAMAHANDRY Julia. « Nyseramika. » 1989, 50 p.
[15] ROBISONARISON Guy Joël et RAZAFIMAHALEO Rabenatoandro James,
« Contribution à la valorisation de latérite comme matériaux de construction »,
Mémoire de fin d’études en vue de l’obtention du Diplôme d’Études Approfondie
en Chimie Minérale, ESPA, Université d’Antananarivo, 1990.
[16] Les sols stabilises-guide matériaux pays gâtine 2011, Revue scientifique
[17] http:// www.afes.fr, page consulté le 15 Avril 2014
[18] http:// www.academie-riculture.fr/ page consulté le 15 Avril 2014
[19]www.google.com/ search /latérites/ sols tropicaux /réduction microbienne du
fer.html, consulté le 14 février 2014
[20]www.google.com/cours/réduction microbienne du fer.com.pdf, consulté le 14
mars 2014

ANNEXES

NAMBAVELO Dyno
Mémoire de fin d’études DEA a
Annexes 1 : METHODE D’ANALYSE CHIMIQUE
Préparation des latérites avant l’analyse chimique

NAMBAVELO Dyno
Mémoire de fin d’études DEA b
Organigramme de l’analyse chimique
Si : dosé par double précipitation
Ti : dosé par calorimétrie à l’H2O2
Fe : dosé par compléxométrie à l’E.D.T.A.
Al : par différence après précipitation de tous les oxydes par l’ammoniaque
Ca : dosé par oxalate – manganimétrie
Mg : dosé par précipitation de phosphate ammoniaco-magnésien
Na et K sont dosés par spectrophotométrie de flamme.
NAMBAVELO Dyno
Mémoire de fin d’études DEA c
Préparation de l’échantillon de latérite avant son analyse chimique
10 g d’échantillon de latérite sont immergés dans l’acide chlorhydrique concentré
pendant plusieurs jours jusqu’à la disparition de la couleur rouge.
Le premier traitement a pour but d’extraire tous les oxydes libres ou amorphes sauf
celui de la silice.
La partie insoluble restante est séchée puis soumise à diverses études chimiques.
Dosage de la partie soluble dans l’HCl1g d’échantillon broyé
La somme des hydroxydes (R203 =Al203 + Fe203) est déterminée par gravimétrie
après précipitation par l’ammoniaque et calcination.
CaO (libre), le calcium est précipité sous forme d’oxalate puis calciné.
MgO (libre), le magnésium est précipité sous forme de phosphate
ammoniacomagnésium que l’on filtre et calcine pour calculer la teneur en MgO.
Fe203 (libre), le fer est titré avec une solution de bichromate de potassium K2Cr207,
après réduction sur la colonne de JONES.
Dosage de la partie insoluble dans l’HCl
Après séchage de la partie insoluble, on la soumet à l’analyse chimique. Cette
dernière se voit attribuer la charge de doser avec le maximum de précision possible,
la plupart des éléments présents dans les sols silico-alumineux.
Les analyses chimiques sont effectuées en double sur des prises de 1,000g
d’échantillon.
Détermination de l’humidité et de la perte au feu
L’humidité est déterminée par pesée avant et après séchage à poids constant à
105°C.
La perte au feu est obtenue par calcination à poids constant pendant 12 h à 950°C
Analyse ou mise en solution
Elle se fait par fusion alcaline avec le carbonate double de sodium et de potassium.
Ce carbonate est choisi en raison de son point de fusion qui est plus bas que celui
de K2CO3 (VOINOVITCH, 1971).
Dosage des différentes formes de la silice
Pour doser les différentes formes de silice, nous avons utilisé la fusion alcaline qui
permet de doser la totalité de la silice, mais ne permet pas la distinction entre quartz

NAMBAVELO Dyno
Mémoire de fin d’études DEA d
(silice libre) et silice amorphe (ou silice combinée). Pour doser le quartz, nous avons
recours à l’attaque triacide qui permet de séparer la silice sous forme de quartz et la
silice combinée (BONNEVIE, 1969). Pour isoler la silice colloïdale, nous avons utilisé
la méthode de CAILLERE (1956).
Dosage du fer
Le fer a été dosé par manganimétrie.
Dosage des autres éléments
Le titane a été dosé par calorimétrie à l’eau oxygène à l’aide d’un colorimètre
JOVAN à 420 μm.
Le calcium et le magnésium ont été dosés par la méthode classique: oxalate
manganimétrie pour Ca et précipitation du phosphate ammoniaco-magnésium pour
le Mg.

NAMBAVELO Dyno
Mémoire de fin d’études DEA e
Annexes 2 : LIMITE D’ATTERBERG
Limite de liquidité WL LATERITE 1 Limite de liquidité WL LATERITE 2
Nombre de coups de la coupelle
Essai n°1 Essai n°2 Essai n°1 Essai n°2
Mortier1
Mortier2
Mortier1
Mortier2
Mortier1
Mortier2
Mortier1
Mortier2
22 29 22 29
1.Poids de la tare en (g)
4 4 4 4 15.7 14.3 15.5 15.6
2.Poids total humide en (g)
5.3 5.12 9.2 8.12 22.1 20.0 24.2 26.1
3.Poids total sec en (g)
4.9 4.9 7.4 6.7 19.6 17.8 20.9 22.1
4.Poids de l’eau = (2)-(3) en (g)
0.34 0.32 1.2 0.95 2.5 2.2 3.3 4.0
5.Poids du materiau sec = (3)-(1) en (g)
0.9 0.9 3.7 2.7 3.9 3.5 5.4 6.5
6.Teneur en eau = [(4)/(5)]*100 en (%)
37.77 35.55 35.29 35.18 62.1 62.3 61.5 61.2
7.Teneur en eau moyenne en (%)
36.66 35.23 62.2 61.4
Limite de plasticité Wp LATERITE 1 Limite de plasticité Wp LATERITE 2
Nombre de coups de la coupelle
Essai n°1 Essai n°2 Essai n°1 Essai n°2
Mortier1
Mortier2
Mortier1
Mortier2
Mortier1
Mortier2
Mortier1
Mortier2
8.Poids de la tare en (g)
4 4 4 4 15.2 14.6 15.2 14.8
9.Poids total humide en (g)
4.9 5 5.02 5 22.8 21.8 22.5 21.7
10.Poids total sec en (g)
4.72 4.8 4.9 4.9 20.6 19.4 20.4 19.7
11.Poids de l’eau = (9)-(10) en (g)
0.18 0.2 0.22 0.2 2.2 1.9 2.1 2.0
12.Poids du materiau sec = (10)-
(8) en (g) 0.7 0.8 0.9 0.9 5.4 4.8 5.2 4.9
13.Teneur en eau = [(11)/(12)]*100 en
(%) 24.71 25.00 24.44 22.22 40.7 39.6 39.9 40.3
14.Teneur en eau moyenne en (%)
25.35 23.33 40.1 40.1
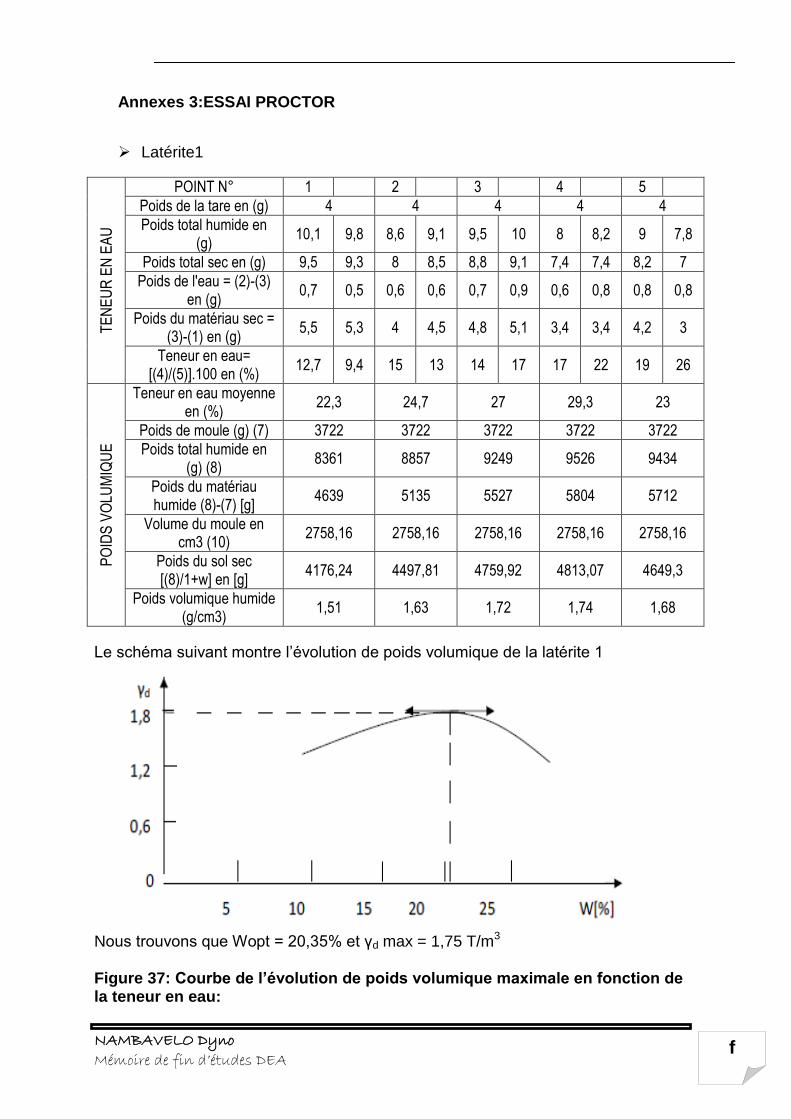
NAMBAVELO Dyno
Mémoire de fin d’études DEA f
Annexes 3:ESSAI PROCTOR
Latérite1
TE
NE
UR
EN
EA
U
POINT N° 1 2 3 4 5
Poids de la tare en (g) 4 4 4 4 4
Poids total humide en (g)
10,1 9,8 8,6 9,1 9,5 10 8 8,2 9 7,8
Poids total sec en (g) 9,5 9,3 8 8,5 8,8 9,1 7,4 7,4 8,2 7
Poids de l'eau = (2)-(3) en (g)
0,7 0,5 0,6 0,6 0,7 0,9 0,6 0,8 0,8 0,8
Poids du matériau sec = (3)-(1) en (g)
5,5 5,3 4 4,5 4,8 5,1 3,4 3,4 4,2 3
Teneur en eau= [(4)/(5)].100 en (%)
12,7 9,4 15 13 14 17 17 22 19 26
PO
IDS
VO
LUM
IQU
E
Teneur en eau moyenne en (%)
22,3 24,7 27 29,3 23
Poids de moule (g) (7) 3722 3722 3722 3722 3722
Poids total humide en (g) (8)
8361 8857 9249 9526 9434
Poids du matériau humide (8)-(7) [g]
4639 5135 5527 5804 5712
Volume du moule en cm3 (10)
2758,16 2758,16 2758,16 2758,16 2758,16
Poids du sol sec [(8)/1+w] en [g]
4176,24 4497,81 4759,92 4813,07 4649,3
Poids volumique humide (g/cm3)
1,51 1,63 1,72 1,74 1,68
Le schéma suivant montre l’évolution de poids volumique de la latérite 1
Nous trouvons que Wopt = 20,35% et γd max = 1,75 T/m3
Figure 37: Courbe de l’évolution de poids volumique maximale en fonction de la teneur en eau:
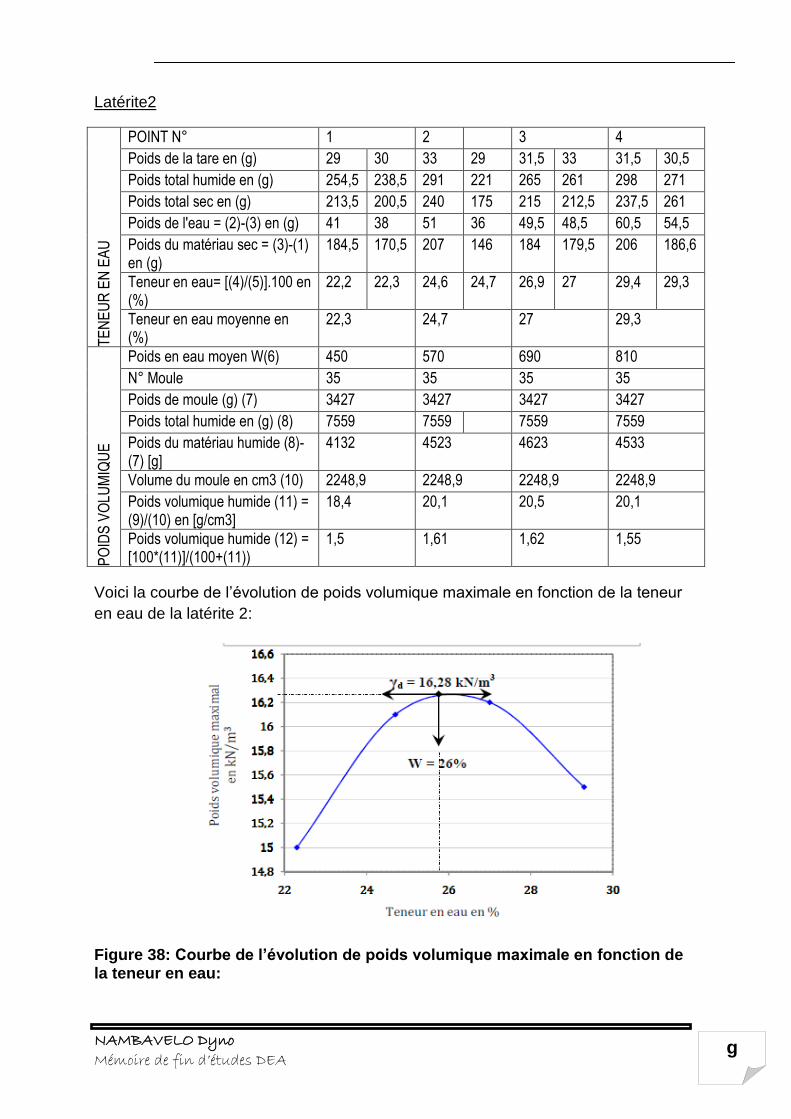
NAMBAVELO Dyno
Mémoire de fin d’études DEA g
Latérite2 T
EN
EU
R E
N E
AU
POINT N° 1 2 3 4
Poids de la tare en (g) 29 30 33 29 31,5 33 31,5 30,5
Poids total humide en (g) 254,5 238,5 291 221 265 261 298 271
Poids total sec en (g) 213,5 200,5 240 175 215 212,5 237,5 261
Poids de l'eau = (2)-(3) en (g) 41 38 51 36 49,5 48,5 60,5 54,5
Poids du matériau sec = (3)-(1) en (g)
184,5 170,5 207 146 184 179,5 206 186,6
Teneur en eau= [(4)/(5)].100 en (%)
22,2 22,3 24,6 24,7 26,9 27 29,4 29,3
Teneur en eau moyenne en (%)
22,3 24,7 27 29,3
PO
IDS
VO
LUM
IQU
E
Poids en eau moyen W(6) 450 570 690 810
N° Moule 35 35 35 35
Poids de moule (g) (7) 3427 3427 3427 3427
Poids total humide en (g) (8) 7559 7559 7559 7559
Poids du matériau humide (8)-(7) [g]
4132 4523 4623 4533
Volume du moule en cm3 (10) 2248,9 2248,9 2248,9 2248,9
Poids volumique humide (11) = (9)/(10) en [g/cm3]
18,4 20,1 20,5 20,1
Poids volumique humide (12) = [100*(11)]/(100+(11))
1,5 1,61 1,62 1,55
Voici la courbe de l’évolution de poids volumique maximale en fonction de la teneur
en eau de la latérite 2:
Figure 38: Courbe de l’évolution de poids volumique maximale en fonction de la teneur en eau:

NAMBAVELO Dyno
Mémoire de fin d’études DEA h
Annexes 4:CLASSIFICATION ADOPTEE PAR CRATerre
Classification suivant la teneur en eau optimum Wopt des échantillons :
Wopt Appréciation Possibilité Place des
échantillons
7 à 9 Bien
9 à 17 Excellent Le plus facile à
stabiliser
17 à 22 Acceptable Difficile à stabiliser Latérite 1
22 à 25 Eventuellement
acceptable Difficile à stabiliser
Latérite 2
Classification suivant la masse volumique sèche (γd max) des échantillons :
Cohésion des échantillons :
γd max (Kg/m3) Appréciation Place des
échantillons
1650 - 1760 Assez médiocre Latérite1, Latérite 2
1760 - 2100 Très satisfaisant
(argileux)
2100 - 2200 Excellent (gros
élément)
2200 - 2400 Exceptionnel

NAMBAVELO Dyno
Mémoire de fin d’études DEA i
Annexes 5 : Détails sur les résultats de la résistance à la compression et de
la porosité des briques L1 (Latérite2 95 + Sable 5 + purin) par séchage
naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
60,8 62,6
75,2
77,8 96,5
94,8 101,7 103,4
130,6 127,4
133,5
134,3
134,1 134,
2
Réc. Sec. moyenne
[bar] 61,7 76,5 95,7 100,1 129,0 133,9 134,1
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
198 198 197 197 199 198 196 198 198 198 197 197 198 197
Masse humide
(g) 208 207 208 207 207 206 205 207 208 206 207 205 206 206
Masse sèche (g)
168,9
168,7
176,4
175,8 182,1
181,2
186,1 184,5
188,0 187,9
190,6
189,4
191,3 191,
0
Porosité (%)
19,7 19,3
16,0
15,8 12,5
12,5 9,6 11,3
10,1 9,1 8,3 7,9 7,4 7,6
Porosité moy (%)
19,5 15,9 12,5 10,5 9,6 8,1 7,5
Réc. humide
[bar] 20,9
25,4
24,8
28,2 31,01
36,3 31,7 37,6
39,01 35,4
44,01
42,7
44,01 46,8
Réc. Humide
moyenne [bar]
23,2 26,5 33,67 34,69 37,24 43,36 45,4

NAMBAVELO Dyno
Mémoire de fin d’études DEA j
Annexes 6: Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS1 (Latérite2 90 + Sable5 + Sucre5 + purin) par séchage
naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar] 61,41 64,61 75,63 78,45 111,3 97,8 120,2 129,7 133,9 140,5 136,1 143,4
Réc. Sec. moyenne [bar]
63,01 77,04 104,5 125 137,2 139,7
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
198 195 197 196 197 196 198 198 197 197 196 196
Masse humide (g)
207 207 206 205 207 208 208 206 205 207 206 206
Masse sèche (g)
166,4 170,9 174,2 176,9 180,4 187,4 191,7 193,7 192,1 193,4 192,4 194,0
Porosité (%) 20,5 18,5 16,1 14,3 13,5 10,5 8,2 6,2 6,5 6,9 6,9 6,1
Porosité moy (%)
19,5 15,2 12,0 7,2 6,7 6,5
Réc. humide [bar]
22,3 23,5 23,5 25,3 29,4 26,6 35,9 36,4 40,5 47,2 45,2 44,01
Réc. Humide moyenne [bar]
22,9 24,4 28,06 36,2 43,8 44,6

NAMBAVELO Dyno
Mémoire de fin d’études DEA k
Annexes 7: Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS2 (Latérite2 85 + Sable5 + Sucre10 + purin) par séchage
naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
65,5 72,2 78,4 82,7 110,3 107,0 130,9 142,5 138,7 149,0 138,7 148,0
Réc. Sec. moyenne
[bar] 68,8 80,6 108,6 136,7 143,8 145,9
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
197 198 197 197 196 197 198 196 197 196 199 198
Masse humide
(g) 204 205 206 204 205 208 204 206 205 206 205 205
Masse sèche (g)
164,7 171,1 180,5 171,4 183,6 184,1 191,9 188,9 192,7 192,6 194,0 191,7
Porosité (%)
19,9 17,1 12,9 16,5 10,9 12,1 6,1 8,7 6,2 6,8 5,5 6,7
Porosité moy (%)
18,5 14,7 11,5 7,4 6,5 6,1
Réc. humide
[bar] 24,9 24,5 25,2 27,8 27,6 31,5 35,5 44,0 46,9 50,4 49,7 49,1
Réc. Humide
moyenne [bar]
24,7 26,5 29,5 39,7 48,6 49,4

NAMBAVELO Dyno
Mémoire de fin d’études DEA l
Annexes 8 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LN1 (Latérite2 85 + Sable5 + NPK 10 + purin) par séchage
naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar] 50,6 53,4 61,06 71,5 79,3 94,0 88,8 95,8 98,1 105,9 105,3 103,8
Réc. Sec. moyenne [bar]
52,0 66,3 86,7 92,3 102,0 104,5
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
194 196 196 195 196 196 194 194 195 194 195 196
Masse humide (g)
0 0 0 0 0 0 0 0 0 0 0 0
Masse sèche (g)
0 0 0 0 0 0 0 0 0 0 0 0
Porosité moy (%)
DESAGREGATION
Réc. humide [bar]
0 0 0 0 0 0 0 0 0 0 0 0
Réc. Humide moyenne [bar]
DESAGREGATION

NAMBAVELO Dyno
Mémoire de fin d’études DEA m
Annexes 9 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LN2 (Latérite2 80 + Sable5 + NPK15 + purin) par séchage
naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar] 41,6 34,9 53,8 48,2 76,2 81,8 86,9 87,5 92,2 88,3 93,4 87,6
Réc. Sec. moyenne [bar]
38,2 51,0 79,0 87,2 90,3 90,5
Porosité et Résistance à la compression à l’état humide
Masse initiale (g) 196 197 195 195 197 194 197 194 196 196 196 197
Masse humide (g)
0 0 0 0 0 0 0 0 0 0 0 0
Masse sèche (g) 0 0 0 0 0 0 0 0 0 0 0 0
Porosité moy (%) DESAGREGATION
Réc. humide [bar]
0 0 0 0 0 0 0 0 0 0 0 0
Réc. Humide moyenne [bar]
DESAGREGATION

NAMBAVELO Dyno
Mémoire de fin d’études DEA n
Annexes 10 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LE (Latérite2 80 + Sable5 + Sucre5 + NPK5 + Urée5 +
purin) par séchage naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar] 62,2 68,3 73,1 74,7 87,6 93,9 99,9 123,5 115,6 125,1 120,7 123,1
Réc. Sec. moyenne [bar]
65,3 73,9 90,8 111,7 120,4 121,9
Porosité et Résistance à la compression à l’état humide
Masse initiale (g) 195 196 195 196 197 195 195 197 196 196 196 198
Masse humide (g)
208 208 207 207 208 205 206 206 206 206 205 208
Masse sèche (g) 168,0 163,9 167,4 167,9 171,5 165,0 175,5 168,1 180,3 178,7 185,9 186,8
Porosité (%) 20,5 22,5 20,3 19,9 18,5 20,5 15,6 19,2 13,1 13,9 9,7 10,7
Porosité moy (%) 21,5 20,1 19,5 17,4 13,5 10,2
Réc. humide [bar]
18,2 17,4 18,9 20,8 21,3 24,5 25,5 23,3 29,4 31,7 33,5 32,7
Réc. Humide moyenne [bar]
17,8 19,8 22,9 24,4 30,6 33,1

NAMBAVELO Dyno
Mémoire de fin d’études DEA o
Annexes 11 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU1 (Latérite2 80 + Sable5 + Sucre5 + Urée5 + purin) par
séchage naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar] 65,2 67,4 86,1 80,0 104,4 100,6 120,9 123,9 132,8 136,5 139,5 136,9
Réc. Sec. moyenne [bar]
66,3 83,05 102,5 122,4 134,6 138,2
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
196 198 196 197 197 198 198 198 197 197 198 197
Masse humide(g)
208 210 208 209 207 208 208 207 207 207 206 206
Masse sèche(g) 172,3 168,0 169,9 171,1 175,2 178,8 183,8 181,6 186,3 185,9 186,3 185,3
Porosité (%) 18,2 21,2 19,4 19,2 16,1 14,7 12,2 12,8 10,5 10,7 9,9 10,5
Porosité moy (%)
19,7 19,3 15,4 12,5 10,6 10,2
Réc. humide [bar]
18,8 21,9 23,3 22,5 24,5 24,3 30,4 31,7 33,3 34,0 32,8 35,0
Réc. Humide moyenne [bar]
20,9 22,9 24,4 31,1 33,6 33,9
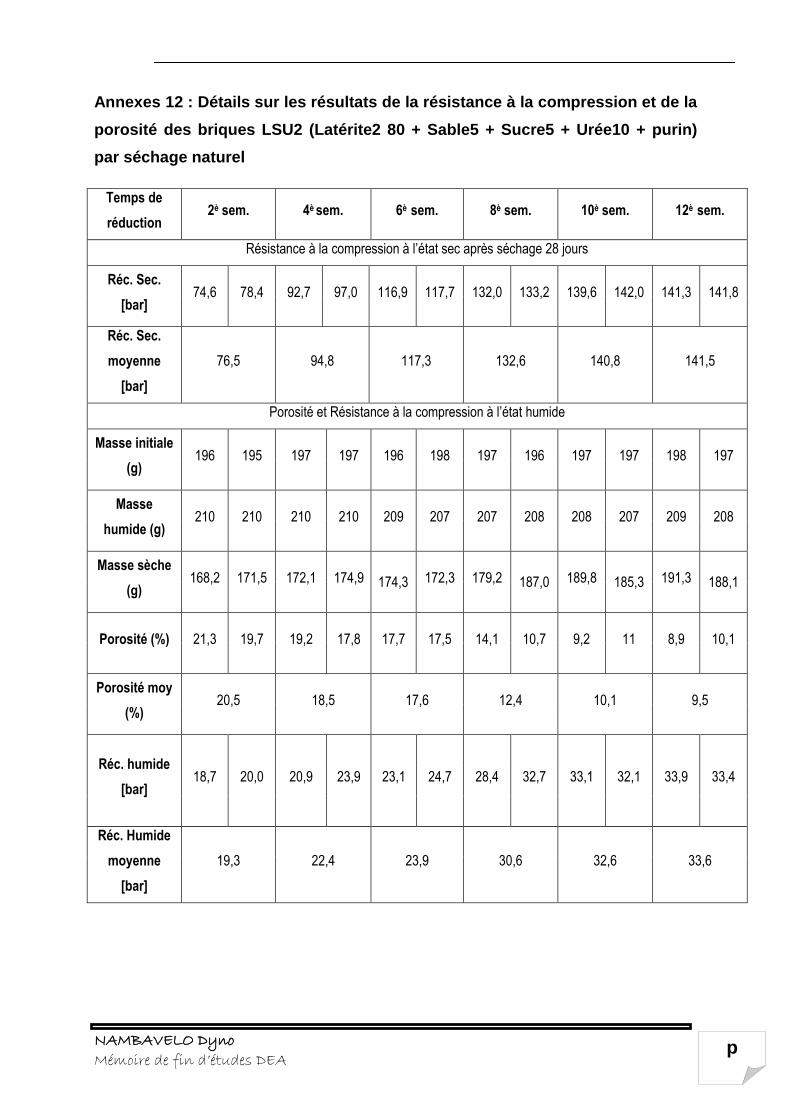
NAMBAVELO Dyno
Mémoire de fin d’études DEA p
Annexes 12 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU2 (Latérite2 80 + Sable5 + Sucre5 + Urée10 + purin)
par séchage naturel
Temps de
réduction 2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec.
[bar] 74,6 78,4 92,7 97,0 116,9 117,7 132,0 133,2 139,6 142,0 141,3 141,8
Réc. Sec.
moyenne
[bar]
76,5 94,8 117,3 132,6 140,8 141,5
Porosité et Résistance à la compression à l’état humide
Masse initiale
(g) 196 195 197 197 196 198 197 196 197 197 198 197
Masse
humide (g) 210 210 210 210 209 207 207 208 208 207 209 208
Masse sèche
(g) 168,2 171,5 172,1 174,9 174,3 172,3 179,2 187,0 189,8 185,3 191,3 188,1
Porosité (%) 21,3 19,7 19,2 17,8 17,7 17,5 14,1 10,7 9,2 11 8,9 10,1
Porosité moy
(%) 20,5 18,5 17,6 12,4 10,1 9,5
Réc. humide
[bar] 18,7 20,0 20,9 23,9 23,1 24,7 28,4 32,7 33,1 32,1 33,9 33,4
Réc. Humide
moyenne
[bar]
19,3 22,4 23,9 30,6 32,6 33,6

NAMBAVELO Dyno
Mémoire de fin d’études DEA q
Annexes 13 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’1 (Latérite1 95 + Sable5 + purin) par séchage naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
30,6 23,4
42,6
44,0
59,8 69,7
74,0
78,5
84,4 75,8 95,4 94,5
96,4 94,8
Réc. Sec. moyenne
[bar] 27,0 43,3 64,7 76,2 80,1 94,95 95,6
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
198 197
198 198 199 198 197 197 198 198 198 198 199 198
Masse humide (g)
205 205
204 204 206 205 203 206 204 204 204 204 203 205
Masse sèche (g)
170,9 169,9
176,0
174,4
185,1 188,1
185,8
190,8
189,9 188,3 192,7 189,5
192,2 192,3
Porosité (%) 17,2 17,8
14,1
14,9
10,5 8,5 8,7 7,7 7,1 7,9 5,7 7,3 5,4 6,4
Porosité moy (%)
17,5 14,5 9,5 8,2 7,5 6,5 5,9
Réc. humide
[bar] 25,2
24,7
28,2
27,8
38,6 34,3
41,2
35,3
47,4 36,2 50,2 47,7
51,5 47,4
Réc. Humide
moyenne [bar]
25 26,5 36,4 38,2 41,8 48,9 49,4

NAMBAVELO Dyno
Mémoire de fin d’études DEA r
Annexes 14 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F1 (Latérite1 90 + Sable5 + Oxyde de fer 5 + purin) par
séchage naturel
Temps de
réduction 2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec.
[bar] 33,5
32,
7 56,9
60,
4 75,6
78,
4 80,3 88,0 94,9 99,9 98,1
10
4,9
106,
3
10
2,8
Réc. Sec.
moyenne
[bar]
33,1 58,6 77,0 84,1 97,4 101,5 104,5
Porosité et Résistance à la compression à l’état humide
Masse initiale
(g) 198 197 198 198 197 197 198 198 197 197 196
19
8 198
19
7
Masse
humide (g) 204 206 205 205 204 205 204 204 203 204 204
20
4 205
20
3
Masse sèche
(g)
165,
3
175
,4 174,7
181
,8 182,1
189
,0 185,1 190,3 187,6 189,8
191,
2 189,9
193,
7
19
2,9
Porosité (%) 19,5 15,
5 15,3
11,
7 11,1 8,1 9,5 6,9 7,8 7,2 6,5 7,1 5,7 5,1
Porosité moy
(%) 17,5 13,5 9,6 8,2 7,5 6,8 5,4
Réc. humide
[bar] 25,4
25,
6 30,3
32,
9 39,1
35,
8 43,7 36,8 46,5 41,2 50,1
4
0,
7
49,6 52,
4
Réc. Humide
moyenne
[bar]
25,5 31,6 37,5 40,3 43,8 45,4 51,0

NAMBAVELO Dyno
Mémoire de fin d’études DEA s
Annexes 15 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F2 (Latérite1 85 + Sable5 + Oxyde de fer 10 + purin) par
séchage naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
54,0 51,0 65,8 61,2 74,9 67,4 85,3 83,0 95,1 100,2 102,1 100,9 103,0 101,0
Réc. Sec. moyenne
[bar] 52,5 63,5 71,1 84,1 97,7 101,5 102,0
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
196 197 197 198 198 195 198 197 196 196 198 198 197 198
Masse humide
(g) 205 204 205 206 205 204 204 205 204 204 205 206 205 206
Masse sèche (g)
168,7 173,
0 176,8 176,8 184,8 186,8 185,9 189,0 188,5 190,0 192,1 193,1 193,3 193,5
Porosité (%)
18,5 15,7 14,3 14,7 10,2 8,8 9,1 8,1 7,9 7,1 6,5 6,5 5,9 6,3
Porosité moy (%)
17,1 14,5 9,5 8,6 7,5 6,5 6,1
Réc. humide
[bar] 24,4 31,6 32,9 34,4 39,6 36,9 43,0 39,5 46,5 42,2 49,0 36,1 49,7 42,1
Réc. Humide
moyenne [bar]
28,0 33,6 38,2 41,3 44,3 42,6 45,9

NAMBAVELO Dyno
Mémoire de fin d’études DEA t
Annexes 16 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LF1 (Latérite2 90 + Sable5 + Oxyde de fer 5 + purin) par
séchage naturel
Temps de réduction
2è sem. 4è sem. 6è sem. 8è sem. 10è sem. 12è sem. 14è sem.
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
60,7 59,9 72,3 75,6 96,5 94,8 100,7 105,4 120,9 121,5 132,3 133,4 133,9 133,2
Réc. Sec. moyenne
[bar] 60,3 73,95 95,7 103,05 121,2 132,85 133,55
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
198 197 198 198 197 196 196 197 197 198 197 196 198 198
Masse humide (g)
206 206 206 208 207 208 208 207 206 206 208 207 205 206
Masse sèche (g)
171,8 167,8 174,6 178,5 187,9 187,6 184,6 179,8 185 189,1 195,3 190,4 196,2 189,7
Porosité (%) 17,2 19,3 15,8 14,8 9,67 10,4 11,9 13,8 10,6 8,5 6,4 8,4 4,4 8,2
Porosité moy (%)
18,3 15,3 10,05 12,8 9,5 7,4 6,3
Réc. humide [bar]
23,7 22,5 26,3 22,8 30,6 33,6 29,9 35,8 36,5 42,5 40,1 43,7 49,5 37,2
Réc. Humide moyenne
[bar]
23,1 24,55 32,1 32,85 39,5 41,9 43,35

NAMBAVELO Dyno
Mémoire de fin d’études DEA u
Annexes 17 : Détails sur les résultats de la Résistance à la compression et de
la porosité des briques L1 (Latérite2 90 + Sable5 + purin) par séchage sous
atmosphère contrôlée
Temps de réduction
2è j 4è j 6è j 8è j 10è j 12è j 14è j
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
36,8 45,6 64,1 56,9 91,1 96,1 98,4 120,8 127,5 113,3 134,5 132,
3 134,9 132,5
Réc. Sec. moyenne
[bar] 41.2 60,5 93,6 109,6 120,4 133,4 133,7
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
197 198 198 197 197 198 198 197 196 197 197 198 198 198
Masse humide (g)
206 205 208 206 205 206 206 208 207 208 208 206 206 205
Masse sèche (g)
153,1 155,9 174,7 169,3 174,4 180,8 184,4 184,1 186,4 190,4 190,1 186,
7 187,5 188,9
Porosité (%)
21,3 20,5 16,8 18,6 15,5 12,7 10,9 12,1 10,5 8,9 9,1 9,7 9,3 8,1
Porosité moy (%)
20,9 17,7 14,1 11,5 9,7 9,4 8,7
Réc. humide
[bar] 13,5 17,1 25,9 29,3 36,1 30,3 35,7 35,1 37,4 39,1 41,4 47,6 47,2 45,8
Réc. Humide
moyenne [bar]
15,3 27,6 33,2 35,4 38,25 44,5 46,5

NAMBAVELO Dyno
Mémoire de fin d’études DEA v
Annexes 18 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS2 (Latérite2 85 + Sable5+ sucre 10) par séchage sous
atmosphère contrôlée
Temps de
réduction 2è j 4è j 6è j 8è j 10è j 12è j 14è j
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
58,7 52,5 87,1 81,5 113 108,2 129,6 123,6 136,2 142,8 145,8 146,8 145,2 147,8
Réc. Sec. moyenne
[bar] 55,6 84,3 110,6 126,6 139,5 146,3 146,5
Porosité et Résistance à la compression à l’état humide
Masse initiale
(g) 198 198 197 197 196 198 197 197 196 196 198 196 197 198
Masse humide
(g) 206 206 206 206 207 205 207 205 205 206 207 205 205 205
Masse sèche (g)
166,2 168,1 168,1 174,8 177,0 175,1 185,1 178,4 182,4 187,3 188,5 187,5 187,8 187,7
Porosité (%)
20,1 19,1 19,2 15,8 15,3 15,1 11,1 13,5 11,5 9,5 9,3 8,9 8,7 8,7
Porosité moy (%)
19,6 17,5 15,2 12,3 10,5 9,1 8,7
Réc. humide
[bar] 21,5 23,5 25,1 21,7 27,8 23,2 31,5 34,3 39,2 37,8 45,7 47,9 46,9 48,1
Réc. Humide
moyenne [bar]
22,5 23,4 25,5 32,9 38,5 46,8 47,5

NAMBAVELO Dyno
Mémoire de fin d’études DEA w
Annexes 19 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU1 (Latérite2 85 + Sable5+ sucre 5 + Urée5 + purin) par
séchage sous atmosphère contrôlée
Temps de réduction
2è j 4è j 6è j 8è j 10è j 12è j 14è j
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
51,1 50,3 78,9 73,7 91 96,6 113,4 110 130,4 121 138,9 137,3 136,7 140,3
Réc. Sec. moyenne
[bar] 50,7 76,3 93,8 111,7 125,7 138,1 138,5
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
197 196 195 197 198 196 196 197 198 195 198 197 197 196
Masse humide(g)
208 208 208 209 209 208 209 208 208 206 208 207 209 207
Masse sèche(g)
160,5 167,0 170,7 165,0 171,9 168,2 177,0 175,4 177,1 181,0 184,6 180,9 187,5 183,2
Porosité (%)
24,1 20,9 19,1 22,3 18,7 20,3 16,3 16,5 15,6 12,8 11,8 13,2 10,9 12,1
Porosité moy (%)
22,5 20,7 19,5 16,4 14,2 12,5 11,5
Réc. humide
[bar] 21 19,8 20,3 22,3 24,5 20,5 24,1 26,7 30,9 31,7 32,3 30,7 33,5 31,1
Réc. Humide
moyenne [bar]
20,4 21,3 22,5 25,4 31,3 31,5 32,3

NAMBAVELO Dyno
Mémoire de fin d’études DEA x
Annexes 20 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F1 (Latérite1 90 + Sable5+ oxyde de fer 5 + purin) par
séchage sous atmosphère contrôlée
Temps de réduction
2è j. 4è j 6è j 8è j 10è j 12è j 14è j
Résistance à la compression à l’état sec après séchage 28 jours
Réc. Sec. [bar]
34,9 33,3 57,5 55,5 74,6 70 80,6 82,4 97,5 99,9 105 105,8 107,1 105,1
Réc. Sec. moyenne
[bar] 34,1 56,5 72,3 81,5 98,7 105,4 106,1
Porosité et Résistance à la compression à l’état humide
Masse initiale (g)
197 196 197 197 198 198 196 197 197 198 197 196 197 197
Masse humide
(g) 205 205 206 206 205 205 207 206 204 204 205 205 204 205
Masse sèche (g)
167,3 165,6 175,4 170,7 179,0 174,7 185,4 186,
6 187,2 183,2 187,0 189,1 191,1 188,2
Porosité (%)
19,1 20,1 15,5 17,9 13,1 15,3 11 9,8 8,5 10,5 9,1 8,1 6,5 8,5
Porosité moy (%)
19,6 16,7 14,2 10,4 9,5 8,6 7,5
Réc. humide
[bar] 15,7 17,3 21 23,2 33,4 33,4 39,4 37,4 40 43,2 41,3 48,7 45,5 47,9
Réc. Humide
moyenne [bar]
16,5 22,1 33,4 38,4 41,6 45 46,7

TABLES DES MATIERES
REMERCIEMENTS ...................................................................................................... i
SOMMAIRE ................................................................................................................ iii
GLOSSAIRE ............................................................................................................... iv
LISTE DES ABREVIATIONS ....................................................................................... v
LISTE DES TABLEAUX.............................................................................................. vi
LISTE DES FIGURES .............................................................................................. viii
LISTES DES ANNEXES .............................................................................................. x
INTRODUCTION ........................................................................................................ 1
Chapitre I : GENERALITES SUR LES LATERITES ............................................... 2
I.1 - Définitions [8]. ................................................................................................ 2
I.2 - Formation de la latérite [13] ........................................................................... 2
I.2.1 - Le phénomène de latérisation : ............................................................... 2
I.2.2 - Les principaux facteurs : ......................................................................... 3
I.3 - Intensité de latérisation [3]: ............................................................................ 3
I.4 - Classification des latérites [12] ...................................................................... 4
I.4.1 - Classification de LACROIX ..................................................................... 4
I.4.2 - Classification pédologique ...................................................................... 4
I.4.3 - Classification basée sur les ratios silice- alumine et silice–sesquioxydes :
5
I.5 - Constituants des latérites : ............................................................................ 5
I.6 - Utilisations [7] ............................................................................................... 6
I.6.1 - Matériaux : .............................................................................................. 6
I.6.2 - Agriculture ............................................................................................... 6
I.6.3 - Métallurgie .............................................................................................. 6
Chapitre II : GENERALITES SUR LA FABRICATION DES BRIQUES ................ 7
II.1- Matières premières ........................................................................................ 7
II.1.1- L’argile .................................................................................................... 7
II.1.2- Les dégraissants [9] ................................................................................ 8
II.1.3- Autre ressource naturelle [9] ................................................................... 8
II.2- FABRICATION ARTISANALE ....................................................................... 9
II.2.1- Processus de fabrication de brique cuite [14] ......................................... 9
II.2.2- Processus de fabrication de brique crue : ............................................. 10

Chapitre III : LA STABILISATION ....................................................................... 11
III.1- Principe .................................................................................................... 11
III.2- Objectif [1] ................................................................................................ 11
III.3- Les différentes techniques de stabilisation [4] .......................................... 11
III.4- Mécanisme de la stabilisation de la latérite [10] ....................................... 14
III.5- Les stabilisants ......................................................................................... 15
Chapitre IV : METHODES D’ANALYSE ET DE CARACTERISATION DU SOL . 17
IV.1 - Mesure de teneur en eau [12] .................................................................. 17
IV.1.1 - But ..................................................................................................... 17
IV.1.2 - Définition de la teneur en eau ............................................................ 17
IV.1.3 - Principe .............................................................................................. 17
IV.2 - L’analyse granulométrique [5] .................................................................. 17
IV.2.1 - But de l’analyse ................................................................................. 17
IV.2.2 - Analyse granulométrique par tamisage ............................................. 18
IV.2.3 - Analyse granulométrique par sédimentation [5], [12] ......................... 19
IV.3 - Masse volumique apparente ρ ................................................................. 19
IV.4 - Poids spécifique γs : ................................................................................. 20
IV.5 - Densité apparente γd: ............................................................................... 20
IV.6 - Limites D’ATTERBERG [10] ..................................................................... 20
IV.6.1 - Principe: ............................................................................................. 20
IV.6.2 - Limite de liquidité WL: ........................................................................ 20
IV.6.3 - Limite de plasticité WP : ..................................................................... 20
IV.6.4 - Indice de plasticité IP : ........................................................................ 21
IV.7 - Essai PROCTOR...................................................................................... 21
IV.7.1 - But de l’essai : ................................................................................... 21
IV.7.2 - Principe : ............................................................................................ 22
Chapitre V : COLLECTE ET CARACTERISATION DES LATERITES ............... 23
V.1 - Zones de collecte : ................................................................................... 23
V.2 - Analyse chimique : ................................................................................... 24
V.3 - Analyse granulométrique .......................................................................... 25
V.4 - Caractéristiques géotechniques ............................................................... 26
V.5 - L’analyse minéralogique: .......................................................................... 28
Chapitre VI : ESSAIS DE STABILISATION DES LATERITES AU LABORATOIRE
29

VI.1. Extraction et préparation des latérites : .................................................... 30
VI.2. Ajouts des additifs et des stabilisants : ..................................................... 30
VI.3. Malaxage : ................................................................................................ 31
VI.4. Stabilisation : ............................................................................................ 32
Chapitre VII : CONFECTION ET CARACTERISATION DES EPROUVETTES ... 34
VII.1. Confection : .............................................................................................. 34
VII.2. Séchage ................................................................................................... 35
VII.3. Détermination de la résistance à la compression et porosité ................... 36
VII.4. ESSAIS DE SECHAGE NATUREL : ........................................................ 37
a) Récapitulation de la résistance à la compression des éprouvettes : ........ 49
b) Récapitulation de la porosité des éprouvettes .......................................... 53
VII.5. ESSAIS DE SÉCHAGE SOUS ATMOSPHÈRE CONTRÔLEE : ............. 54
a) Récapitulation de la résistance à la compression des éprouvettes : ........ 59
b) Récapitulation de la porosité des éprouvettes .......................................... 61
VII.6. ETUDE COMPARATIVE A D’AUTRES RESULTATS .............................. 61
Chapitre VIII : ESSAIS PILOTE DE STABILISATION ........................................... 63
VIII.1. Choix du matériau : .................................................................................. 63
VIII.2. Dimensionnement du moule en acier: ...................................................... 63
VIII.3. PREPARATION DES MATIERES PREMIERES UTILISEES ................... 63
VIII.4. FACONNAGE .......................................................................................... 64
Chapitre IX : ETUDE ECONOMIQUE DE L’UNITE DE PRODUCTION .............. 65
IX 1. PRESENTATION GENERALE DU PROJET: ........................................... 65
IX 2. ÉTUDE DE MARCHE ET POLITIQUE DE MARKETING : ....................... 67
IX 3. SOUS-DOSSIER TECHNIQUE: ............................................................... 68
IX.3.1. Données de base :............................................................................. 68
IX.3.2. Bilan matière : .................................................................................... 68
IX 4. SOUS-DOSSIER ÉCONOMIQUE: ........................................................... 70
IX.4.1. Calcul des dépenses d’investissement : ............................................ 70
IX.4.2. Détermination des charges prévisionnelles : ..................................... 72
IX.4.3. Évaluation des recettes prévisionnelles : ........................................... 74
IX.4.4. Coût total et financement du projet : .................................................. 74
IX.4.5. Évaluation du projet : ......................................................................... 76
Chapitre X : APPROCHES ENVIRONNEMENTALES ....................................... 80

X.1. IMPACT SUR LE MILIEU HUMAIN : ................................................................ 80
X. 1.1. Impact socio-économique du projet : ................................................. 80
X. 1.2. Impact sur les voies de communication et réseaux divers : ............... 80
X. 1.3. Impact par les bruits et les vibrations : ............................................... 80
X.2. IMPACT SUR LE MILIEU NATUREL : .............................................................. 80
X. 2.1. Impact visuel : .................................................................................... 80
X. 2.2. Impact sur les eaux : .......................................................................... 80
X. 2.3. Impact sur l’air : ................................................................................. 80
X. 2.4. Impact sur les sols, flore et la faune : ................................................ 80
X. 2.5. Impact sur le méso climat local : ........................................................ 80
CONCLUSION GENERALE ..................................................................................... 81
REFERENCES BIBLIOGRAPHIQUES ET WEBOGRAPHIQUES ........................... 82
ANNEXES ...................................................................................................................... 84
Annexes 1 : METHODE D’ANALYSE CHIMIQUE ...................................................... a
Annexes 2 : LIMITE D’ATTERBERG .......................................................................... e
Annexes 3:ESSAI PROCTOR ..................................................................................... f
Annexes 4:CLASSIFICATION ADOPTEE PAR CRATerre ......................................... h
Annexes 5 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L1 (Latérite2 95 + Sable 5 + purin) par séchage naturel ............. i
Annexes 6: Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS1 (Latérite2 90 + Sable5 + Sucre5 + purin) par séchage
naturel........................................................................................................................... j
Annexes 7: Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS2 (Latérite2 85 + Sable5 + Sucre10 + purin) par séchage
naturel.......................................................................................................................... k
Annexes 8 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LN1 (Latérite2 85 + Sable5 + NPK 10 + purin) par séchage
naturel........................................................................................................................... l
Annexes 9 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LN2 (Latérite2 80 + Sable5 + NPK15 + purin) par séchage
naturel........................................................................................................................ m
Annexes 10 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LE (Latérite2 80 + Sable5 + Sucre5 + NPK5 + Urée5 + purin)
par séchage naturel .................................................................................................... n

Annexes 11 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU1 (Latérite2 80 + Sable5 + Sucre5 + Urée5 + purin) par
séchage naturel .......................................................................................................... o
Annexes 12 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU2 (Latérite2 80 + Sable5 + Sucre5 + Urée10 + purin) par
séchage naturel .......................................................................................................... p
Annexes 13 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’1 (Latérite1 95 + Sable5 + purin) par séchage naturel............ q
Annexes 14 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F1 (Latérite1 90 + Sable5 + Oxyde de fer 5 + purin) par
séchage naturel ........................................................................................................... r
Annexes 15 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F2 (Latérite1 85 + Sable5 + Oxyde de fer 10 + purin) par
séchage naturel ........................................................................................................... s
Annexes 16 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LF1 (Latérite2 90 + Sable5 + Oxyde de fer 5 + purin) par
séchage naturel ........................................................................................................... t
Annexes 17 : Détails sur les résultats de la Résistance à la compression et de la
porosité des briques L1 (Latérite2 90 + Sable5 + purin) par séchage sous
atmosphère contrôlée ................................................................................................. u
Annexes 18 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LS2 (Latérite2 85 + Sable5+ sucre 10) par séchage sous
atmosphère contrôlée .................................................................................................. v
Annexes 19 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques LSU1 (Latérite2 85 + Sable5+ sucre 5 + Urée5 + purin) par
séchage sous atmosphère contrôlée .......................................................................... w
Annexes 20 : Détails sur les résultats de la résistance à la compression et de la
porosité des briques L’F1 (Latérite1 90 + Sable5+ oxyde de fer 5 + purin) par
séchage sous atmosphère contrôlée ........................................................................... x

Auteur : NAMBAVELO Dyno
Titre: Contribution à l’étude de la stabilisation de la latérite par le purin
de bœufs additionné des engrais azotés et du sucre.
Nombre de pages: 83
Nombre de tableaux: 46
Nombre de figures: 38
RESUME
Ce présent mémoire consiste à étudier la stabilisation de la latérite par le purin de bœufs
additionné des engrais azotés et du sucre. Il s’agit de réduction microbienne du fer ferrique
en milieu anaérobie dans lequel nous avons obtenu du sol stabilisé prêt à être moulé. La
prise se manifeste par la réoxydation en présence de l’oxygène de l’air. De ce fait ces
produits sont très résistants. Ils sont utilisés ensuite comme matériaux de construction selon
la forme voulue. Pour leur obtention, nous avons choisi comme matières premières les
latérites de Vontovorona, sable, NPK + urée, sucre et du purin. Lors de ces études, nous
avons effectué beaucoup d’essais afin d’obtenir des pièces qui résistent bien aux
intempéries. Et grâce à ces études, nous avons pu déterminer les divers paramètres de
stabilisation de la latérite pour l’obtention des briques.
Mots clés : latérites, stabilisants, milieu anaérobie, et réduction microbienne
ABSTRACT
This present report consists in the study about stabilization of the laterite by the ox liquid
manure added with the nitrate fertilizers and sugar. It is about microbial reduction of the
ferric-iron in anaerobic environment in which we obtained stabilized ground ready to be
moulded. The compaction appears by reoxidation in the presence of oxygen, which made
these products very resistant. They are used for building materials. For their obtaining, we
chose as raw materials the laterites of Vontovorona, sand, NPK + urea, sugar and ox liquid
manure. During those studies, we carried out much tests in order to obtain materials which
resist the bad weather. Thanks to those studies, we could determine the various parameters
of stabilization of the laterite for obtaining bricks.
Key words: laterites, stabilizing, anaerobic environment, and reduction microbial
Encadreur: Docteur RAMAROSON Jean de Dieu, Maître de Recherche au CNRIT
Rapporteur: Docteur ELISOAMIADANA Philippine, Enseignant chercheur à l’ESPA
Adresse de l’auteur: Lot B 240 Pelle 11/42, Carreau J Bis Andranomadio, Toamasina 501
Tél. 033 03 874 26/032 41 136 20
E-mail: [email protected]