chapitre chapitre 11114444 : :: : traitements...
TRANSCRIPT

Chapitre Chapitre Chapitre Chapitre 11114444 : : : : Traitements Traitements Traitements Traitements thermiques, thermochimiques et thermiques, thermochimiques et thermiques, thermochimiques et thermiques, thermochimiques et
superficielssuperficielssuperficielssuperficiels
14.1. Traitements thermiques et thermochimiques des aciers ............................................. 1
14.1.1. Traitements thermiques classiques des aciers ................................................................... 1
14.1.1.1. La trempe..............................................................................................................................1
14.1.1.1.1. Température de trempe...............................................................................................1
14.1.1.1.2. Cas des aciers hypoeutectoïdes ..................................................................................2
14.1.1.1.3. Cas des aciers hypereutectoïdes .................................................................................2
14.1.1.1.4. Cas des aciers eutectoïdes...........................................................................................2
14.1.1.1.5. Milieu de refroidissement ...........................................................................................2
14.1.1.1.6. Défauts consécutifs à la trempe.................................................................................3
14.1.1.2. Le revenu ..............................................................................................................................3
14.1.1.3. Le recuit ................................................................................................................................3
14.1.1.3.1. Mode opératoire...........................................................................................................3
14.1.1.3.2. Types de recuit .............................................................................................................3
14.1.2. Les traitements thermochimiques......................................................................................5
14.1.2.1. La cémentation.....................................................................................................................5
14.1.2.2. La nitruration .......................................................................................................................5
14.1.2.3. La shérardisation..................................................................................................................5
14.2. Traitements superficiels des métaux............................................................................6
14.2.1. Généralités ..........................................................................................................................6
14.2.2. Durcissement superficiel....................................................................................................6
14.2.2.1. Ecrouissage superficiel........................................................................................................7
14.2.2.2. Trempe superficielle des aciers..........................................................................................7
14.3. Bibliographie .............................................................................................................. 10

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----1111
14.1 Traitements thermiques et thermochimiques des aciers
Les traitements thermiques et thermochimiques ont pour but de modifier les propriétés physiques et mécaniques des aciers en vue d’applications particulières.
14.1.1 Traitements thermiques classiques des aciers
14.1.1.1 La trempe
La trempe est une opération qui consiste à refroidir brusquement un produit métallurgique (par exemple un acier) porté à une température bien définie, afin d’en modifier les propriétés.
La trempe transforme la structure métallique de l’acier. C’est ainsi qu’apparaissent généralement une grande dureté, une augmentation de la résistance à la rupture (traction), une résistance accrue à l’usure, une diminution de l’allongement et par la suite, un accroissement de la fragilité. Remarque : Certains alliages d’aluminium et certains alliages de cuivre peuvent également être trempés.
14.1.1.1.1 Température de trempe La courbe de trempe des aciers hypoeutectoïdes, eutectoïdes et hypereutectoïdes se situe à 50 °C au dessus de la ligne GSH (figure 14-1). Si on chauffe insuffisamment, la trempe est peu énergique. Si on chauffe trop, la dureté obtenue est également faible car on surchauffe le métal c’est-à-dire que l’on provoque un grossissement du grain qui diminue la dureté. Remarque : tous les aciers doivent être chauffés lentement et progressivement jusqu’à une température d’environ 700 °C. Au-delà, on peut accélérer le chauffage jusqu’à la température de trempe.
Figure 14-1 : Courbe de trempe des aciers.

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----2222
14.1.1.1.2 Cas des aciers hypoeutectoïdes Il faut que la température ait dépassé la ligne GS. La masse de l’acier (ferrite-perlite) avant la chauffe devra se transformer en austénite lors de la chauffe. Un acier de teneur en carbone inférieure à 0,3 % ne prend pas la trempe. On remarque que plus la teneur en carbone est faible, plus la température de trempe est élevée. Lors du refroidissement rapide, l’austénite se transforme en martensite ce qui lui confère sa
dureté. La martensite est une solution solide de carbone, dans le fer α et de même teneur en carbone que l’austénite dont elle provient (figure 14-2).
14.1.1.1.3 Cas des aciers hypereutectoïdes Avant la chauffe, ces aciers sont constitués de perlite et de cémentite. Lors du chauffage à une température supérieure à 721 °C, la masse perlitique se transforme en austénite. La cémentite présente dans la masse avant la chauffe subsiste après la chauffe. Lors du refroidissement rapide, l’austénite se transforme en martensite. La température de trempe est comprise entre 750 et 780 °C quelle que soit la teneur en carbone. 14.1.1.1.4 Cas des aciers eutectoïdes Avant la chauffe, ces aciers sont constitués de perlite. Lors du chauffage à une température supérieure à 721 °C, la masse perlitique se transforme en austénite. Au cours du refroidissement rapide, l’austénite se transforme en martensite. La température de trempe se situe à 770 °C. 14.1.1.1.5 Milieu de refroidissement Par une trempe à l’eau tempérée, on obtient une grande vitesse de refroidissement. Par une trempe à l’huile, la vitesse de refroidissement est moins grande et les défauts seront moins importants.
Figure 14-2 : Influence de l’opération de trempe sur la structure cristalline et ses dimensions. Carbone [%] c [nm] a [nm] 0 0,286 0,286 0,20 0,288 0,2858 0,40 0,291 0,2856

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----3333
14.1.1.1.6 Défauts consécutifs à la trempe
Déformations : elles sont dues à la différence des vitesses de refroidissement entre le centre et la périphérie de la pièce.
Tapures : ce sont des fissures provoquées par l’importante dilatation accompagnant la
transformation martensitique.
14.1.1.2 Le revenu
Après la trempe, l’acier est extrêmement dur et fragile, il ne pourrait en aucun cas servir aux emplois auxquels il est destiné.
Le but du revenu est de diminuer les effets de la trempe et d’atténuer les tensions internes dues au refroidissement différentiel et de diminuer la fragilité du métal. Il a l’inconvénient d’atténuer la limite à la rupture et la dureté.
L’opération de revenu s’effectue de la manière suivante :
1. Chauffage entre 200 et 700 °C. La température est choisie en fonction du résultat que l’on veut obtenir. Par exemple, pour les aciers à outils, la température est fort basse (200 à 300 °C) afin de ne pas faire disparaître la dureté obtenue par la trempe, mais simplement les tensions internes.
2. Maintenir cette température pour obtenir un réchauffement uniforme. 3. Refroidissement lent généralement à l’air, parfois l’immersion dans l’huile.
Pendant le chauffage, la martensite est transformée en un constituant nouveau, la sorbite, mélange très fin de ferrite et de cémentite (carbure de fer). La sorbite est presque aussi dure que la martensite mais beaucoup moins fragile.
14.1.1.3 Le recuit
C’est un traitement thermique (réchauffage au-dessus de la ligne GSE c’est-à-dire dans le domaine austénitique), qui a pour but de faire disparaître les déséquilibres pouvant exister dans l’acier, c’est-à-dire d’annuler les effets des traitements thermiques antérieurs. Il est suivi d’un refroidissement assez lent à l’air libre ou dans le four éteint.
14.1.1.3.1 Mode opératoire
Chauffage à température supérieure (en général) à la ligne GSE. Maintenir à température de recuit. Refroidissement lent à l’air libre ou dans le four éteint.
14.1.1.3.2 Types de recuit
Recuit d’homogénéisation : il est destiné à atténuer l’homogénéité chimique d’un acier brut de coulée. Il est pratiqué en particulier avant le laminage et le forgeage.

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----4444
Recuit de régénération : il permet de réduire la dimension des grains d’un acier ayant subi une surchauffe consécutive à une soudure, un forgeage. Les aciers possèdent la remarquable propriété de subir, à l’échauffement, une multiplication du nombre de grains. En réchauffant un acier à gros grains au-dessus de la ligne GSE, on obtient une austénite à petits grains.
Recuit d’adoucissement : il est destiné à faire disparaître les effets de la trempe dans les pièces qui doivent être usinées, c’est-à-dire à ramener la martensite et la sorbite à l’état de perlite.
Il existe d’autres recuits :
- recuit de recristallisation.
- recuit de stabilisation.
14.1.1.4. Comparaison des trois traitements
On peut comparer les traitements de trempe, revenu et recuit du point de vue de la température ainsi que du point de vue de la durée du refroidissement. La figure 14-3 représente les trois traitements. On peut y voir que les températures de trempe et de recuit sont identiques alors que celle de revenu est plus basse. On remarque également que la durée de refroidissement dans l’opération de trempe est très courte alors qu’elle est plus longue pour le revenu et pour le recuit.
Figure 14-3 : Comparaison entre la trempe, le revenu et le recuit

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----5555
14.1.2 Les traitements thermochimiques
Les traitements thermochimiques de diffusion (cémentation, nitruration, shérardisation,…) consistent en une diffusion d’un élément sous la surface de l’acier.
14.1.2.1 La cémentation
La cémentation est un traitement thermique qui consiste à faire absorber superficiellement une certaine quantité de carbone à un acier doux afin de transformer sa surface en acier fortement carburé, susceptible de prendre la trempe. La profondeur de la couche cémentée peut aller de 0,2 à 3 mm. L’opération peut se pratiquer à l’aide de céments :
Solides (mélange de 60% de charbon de bois et 40% de carbonate de baryum). Il faut tenir l’acier en contact avec le cément, à température assez élevée (900 °C) pour que le fer sous la forme. gamma soit capable de dissoudre le carbone.
Liquides (75% de sel de cyanure et 25% de carbonate de soude). Gazeux (hydrocarbure ou oxyde de carbone).
Applications : La cémentation est employée pour la pignonnerie automobile, les engrenages, les petites pièces de cycles.
14.1.2.2 La nitruration
La nitruration est un traitement qui consiste à soumettre l’acier, chauffé à une température de 500 à 550 °C, à l’action d’un courant d’ammoniac gazeux. Le gaz d’ammoniac (NH3) réagit avec la surface de l’acier (catalyseur) pour former de l’azote
naissant, qui pénètre dans la surface de l’acier α (alpha) et l’hydrogène est libéré :
3 2 22 3�H � H+��⇀
↽��
L’effet consiste dans une augmentation de la dureté superficielle, de la résistance à l’usure par frottement ainsi que la résistance par corrosion. La profondeur de la nitruration varie de 0,2 à 0,8 mm. Applications : La nitruration est employée pour les pièces de glissement, les machines textiles, les arbres de grande longueur, les cames, …
14.1.2.3 La shérardisation
(voir chapitre portant sur la corrosion des aciers) La shérardisation est une cémentation de l’acier par le zinc. Elle confère aux pièces traitées une grande résistance à l’oxydation.

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----6666
14.2 Traitements superficiels des métaux
14.2.1 Généralités
Deux types de sollicitations extérieures peuvent agir sur la surface de pièces métalliques des efforts mécaniques et des agressions chimiques. Les efforts mécaniques se résument la plupart du temps à l’usure par frottement : coussinets, engrenages, etc. Les attaques chimiques résultent de la présence de gaz ou liquides corrosifs en contact avec des surfaces métalliques, à des températures quelconques, par exemple : air ambiant, pluies acides, gaz de combustion sulfureux à 1000 °C, etc. Pour répondre à ces sollicitations, il existe toute une gamme de traitements : mécaniques, thermiques, thermochimiques, chimiques. Nous les étudierons en fonction de l’objectif à atteindre.
14.2.2 Durcissement superficiel
Au contraire de la trempe à cœur qui a pour but d’augmenter la résistance mécanique dans toute la masse, le durcissement superficiel des métaux vise à obtenir une dureté élevée en surface jointe à une ténacité et une ductilité importantes à cœur. Le métal bénéficie aussi d’un autre avantage : le durcissement superficiel induit des contraintes de compression dans la couche externe, ce qui se traduit par une augmentation sensible de la limite d’endurance. On sait que la rupture par fatigue provient de la propagation d’une fissure à partir de la surface, à la suite d’efforts cycliques pourtant inférieurs à la limite élastique. En créant des contraintes de compression en surface, on retarde l’apparition de la fissure.
Figure 14-4 : Eprouvette sans traitement : apparition d’une fissure au bout d’un certain nombre de cycles d’efforts alternés.

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----7777
14.2.2.1 Ecrouissage superficiel
Le sablage, le grenaillage, le galetage relèvent la dureté superficielle par le principe de l’écrouissage, mais le durcissement qui en résulte reste limité. En fait, c’est surtout la tenue à l’effort de fatigue que l’on veut améliorer (ex : vilebrequins de moteurs).
14.2.2.2 Trempe superficielle des aciers
La méthode doit faire apparaître de la martensite, constituant de trempe, sur une faible profondeur de l’ordre de quelques millimètres. Il faut donc chauffer très rapidement pour atteindre le domaine austénitique uniquement dans la couche superficielle sans que les couches plus profondes soient atteintes par conduction. Le refroidissement énergique à l’eau intervient après un temps d’austénitisation très court. La figure ci-contre indique l’évolution des températures à différentes profondeurs au cours du cycle de traitement.
Le chauffage se fait généralement par induction ou chalumeau.
Figure 14-5 : Eprouvette durcie superficiellement : meilleure endurance par retardement (ou disparition) de l’initiation de la fissure.
Figure 14-6 : Courbes de température

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----8888
par induction
(a) Mise en place
(b) La pièce est soumise à des courants induits
(c) Dissipation de la chaleur dans la structure de la pièce
(d) Opération de trempe via un liquide de refroidissement
Figure 14-7 : Trempe par induction Photos © PSA Peugeot-Citroën
Un générateur de tension haute fréquence alimente une bobine située à proximité de la pièce à traiter. Par effet Joule provoqué par les courants de Foucault, la pièce s’échauffe sur une profondeur d’autant plus faible que la fréquence est élevée.
ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----9999
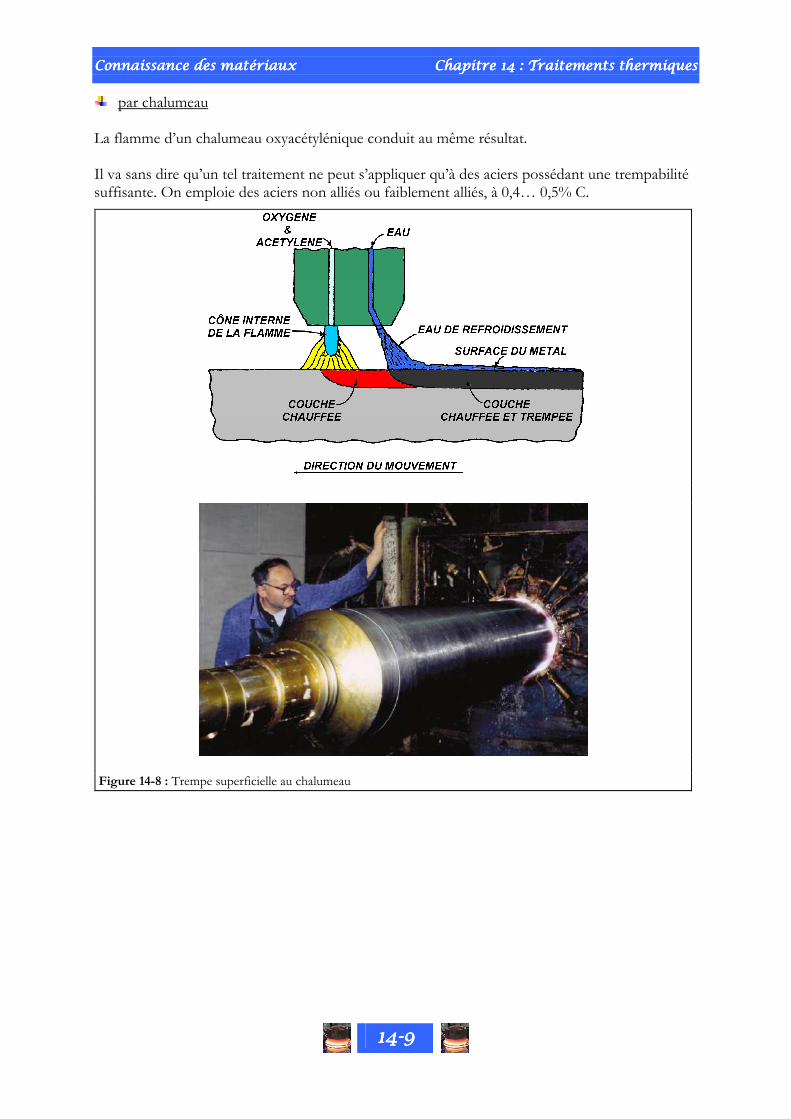
par chalumeau La flamme d’un chalumeau oxyacétylénique conduit au même résultat. Il va sans dire qu’un tel traitement ne peut s’appliquer qu’à des aciers possédant une trempabilité suffisante. On emploie des aciers non alliés ou faiblement alliés, à 0,4… 0,5% C.
Figure 14-8 : Trempe superficielle au chalumeau

ConnaissanceConnaissanceConnaissanceConnaissance des matériaux des matériaux des matériaux des matériaux Chapitre Chapitre Chapitre Chapitre 14141414 : : : : Traitements thermiquesTraitements thermiquesTraitements thermiquesTraitements thermiques
14141414----10101010
14.3 Bibliographie
1. Barralis J. & Maeder G. (2005). Métallurgie : Elaboration, structures-propriétés, normalisation. Paris : AFNOR-Nathan.
2. Coheur J-P. (1992). Connaissance des matériaux métalliques. Liège : Université de Liège.
3. Fanchon J-L. (2004). Guide des sciences et technologies industrielles. Paris : AFNOR-Nathan.
4. Kalpakjian S. & Schmid S. R. (2008). Manufacturing Processes for Engineering Materials. Upper Saddle River: Pearson Education.