caractérisation de transformations - lasur · phique des aciers par laminage à froid...
TRANSCRIPT
372| Technique
Traitement Thermique | 372 | Juin-Juillet 2006 1
Philippe Hervé, Laboratoire d’énergétique et d’économie d’énergie, Université Paris X
Audouin Morel, Lasur Asnières
Frédéric Waterlot, Laboratoire d’énergétique et d’économie d’énergie, Université Paris X, Myriad Louvroil
L’élaboration de matériaux se fait en généralen plusieurs étapes. Dans la première étape,on crée le matériau souhaité à partir de cons-tituants, tels que les mirerais, pour obtenirpar exemple une fonte ou un acier. Unedeuxième étape est souvent nécessaire pourgénérer la structure recherchée, par exemplepar traitement thermique.Le contrôle de ces processus de fabricationnécessite la mesure de la température pen-dant la transformation. Nous nous attache-rons dans cet article au problème des trans-formations métallurgiques dans les condi-tions d’environnement sévères.Dans les conditions «douces», les tempéra-tures sont mesurées par des moyens intrusifstels qu’un thermocouple, des sondes à résis-tances de platine. Dans le cas d’un four detraitement thermique, le matériau est enmouvement et est en général chauffé par unevoûte. Les mesures par rayonnement permet-tent la mesure sans contact de la températu-re du matériau, à condition de connaître sonémissivité, mais le rayonnement de la voûtequi se réfléchit sur le matériau perturbe lamesure. Nous proposons ici quelques solu-tions à ces problèmes.
Relations entre rayonnement, température et émissivitéLa luminance, grandeur perçue par l’appareilde mesure, dépend de la température et del’émissivité :
(1)
L’émissivité dépend essentiellement de lalongueur d’onde, de la température, de la
Caractérisation de transformations métallurgiques par voie optique
Les transformations métallurgiques peuvent être suivies et donc contrôlées à partir dela mesure simultanée de la température de surface et de l’émissivité, caractéristiquede l’état de la structure. Des solutions sont proposées ici avec séparation des paramè-tres par mesure de la température dans l’ultraviolet et détermination de l’émissivitédans l’infrarouge. Elles permettent de minimiser l’influence d’un environnement difficile,tel que le rayonnement de la voûte d’un four, tout en suivant les changements destructure du matériau.
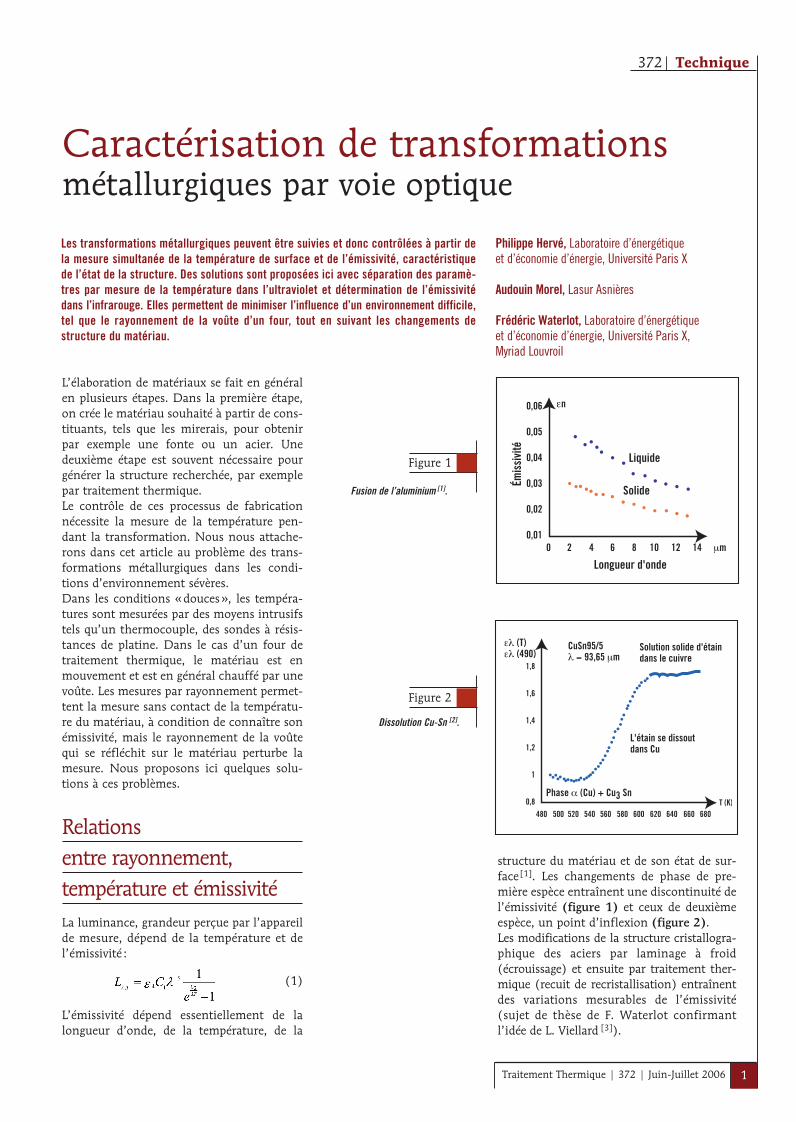
structure du matériau et de son état de sur-face[1]. Les changements de phase de pre-mière espèce entraînent une discontinuité del’émissivité (figure 1) et ceux de deuxièmeespèce, un point d’inflexion (figure 2).Les modifications de la structure cristallogra-phique des aciers par laminage à froid(écrouissage) et ensuite par traitement ther-mique (recuit de recristallisation) entraînentdes variations mesurables de l’émissivité(sujet de thèse de F. Waterlot confirmantl’idée de L. Viellard [3]).
Liquide
Solide
Longueur d'onde
Émis
sivi
té
0 2 4 6 8 10 12 14 µm
0,06
0,05
0,04
0,03
0,02
0,01
εn
Solution solide d'étaindans le cuivre
L'étain se dissoutdans Cu
Phase α (Cu) + Cu3 Sn
480 500 520 540 560 580 600 620 640 660 680
1,8
1,6
1,4
1,2
1
0,8
CuSn95/5λ = 93,65 µm
ελ (T)ελ (490)
T (K)
Figure 1
Fusion de l’aluminium [1].
Figure 2
Dissolution Cu-Sn [2].
Traitement thermique 373 6/09/06 15:26 Page 1
Technique |372
Traitement Thermique | 372 | Juin-Juillet 2006 2
De même, les contraintes résiduelles entraî-nent des variations des propriétés thermiques(par exemple 10 % sur la diffusivité ther-mique) et aussi sur l’émissivité.
Problème de la mesure en environnement difficile Le principal problème pour les mesures parrayonnement est dû aux perturbations crééespar les réflexions du rayonnement ambiant(chauffage par voûte, flammes, plasmas…).Le rayonnement reçu par l’appareillage demesure est :
(2)
où Tm est la température mesurée, T la tem-pérature vraie et Tv celle de la voûte du fourdont le facteur d’émission est εv. Le facteurde réflexion ρ, est peu différent de (1 – ε).
Pour simplifier les équations, on peut si λ T <3000 µmK utiliser l’approximation de WIENqui s’écrit, dans le cas d’une voûte à la tem-pérature Tvoûte :
(3)
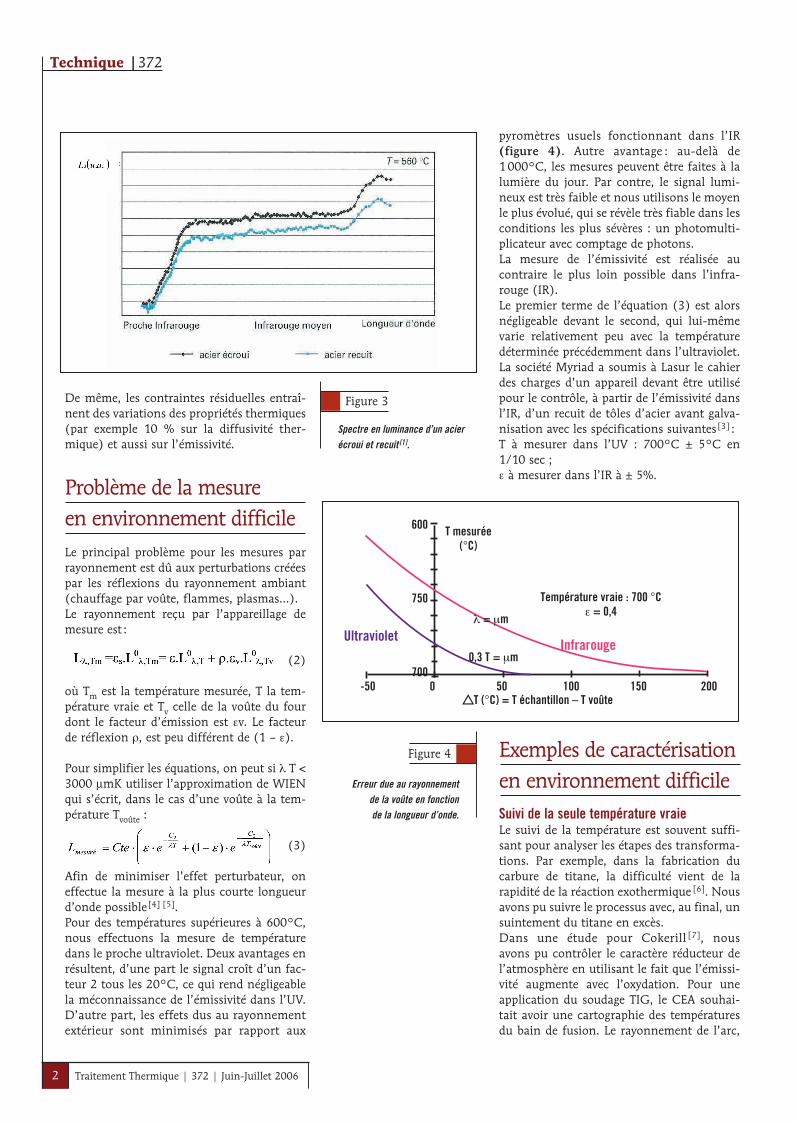
Afin de minimiser l’effet perturbateur, oneffectue la mesure à la plus courte longueurd’onde possible[4] [5].Pour des températures supérieures à 600°C,nous effectuons la mesure de températuredans le proche ultraviolet. Deux avantages enrésultent, d’une part le signal croît d’un fac-teur 2 tous les 20°C, ce qui rend négligeablela méconnaissance de l’émissivité dans l’UV.D’autre part, les effets dus au rayonnementextérieur sont minimisés par rapport aux
pyromètres usuels fonctionnant dans l’IR(figure 4). Autre avantage : au-delà de1000°C, les mesures peuvent être faites à lalumière du jour. Par contre, le signal lumi-neux est très faible et nous utilisons le moyenle plus évolué, qui se révèle très fiable dans lesconditions les plus sévères : un photomulti-plicateur avec comptage de photons.La mesure de l’émissivité est réalisée aucontraire le plus loin possible dans l’infra-rouge (IR).Le premier terme de l’équation (3) est alorsnégligeable devant le second, qui lui-mêmevarie relativement peu avec la températuredéterminée précédemment dans l’ultraviolet.La société Myriad a soumis à Lasur le cahierdes charges d’un appareil devant être utilisépour le contrôle, à partir de l’émissivité dansl’IR, d’un recuit de tôles d’acier avant galva-nisation avec les spécifications suivantes[3] :T à mesurer dans l’UV : 700°C ± 5°C en1/10 sec ;ε à mesurer dans l’IR à ± 5%.
Exemples de caractérisationen environnement difficile Suivi de la seule température vraieLe suivi de la température est souvent suffi-sant pour analyser les étapes des transforma-tions. Par exemple, dans la fabrication ducarbure de titane, la difficulté vient de larapidité de la réaction exothermique [6]. Nousavons pu suivre le processus avec, au final, unsuintement du titane en excès.Dans une étude pour Cokerill [7], nousavons pu contrôler le caractère réducteur del’atmosphère en utilisant le fait que l’émissi-vité augmente avec l’oxydation. Pour uneapplication du soudage TIG, le CEA souhai-tait avoir une cartographie des températuresdu bain de fusion. Le rayonnement de l’arc,
Figure 3
Spectre en luminance d’un acierécroui et recuit [1].
InfrarougeUltraviolet
Température vraie : 700 °Cε = 0,4
�T (°C) = T échantillon – T voûte-50 0 50 100 150 200
600
750
700
T mesurée(°C)
λ = µm
0,3 T = µm
Figure 4
Erreur due au rayonnement de la voûte en fonction de la longueur d’onde.
Traitement thermique 373 6/09/06 15:26 Page 2
372| Transformations métallurgiques
Traitement Thermique | 372 | Juin-Juillet 2006 3
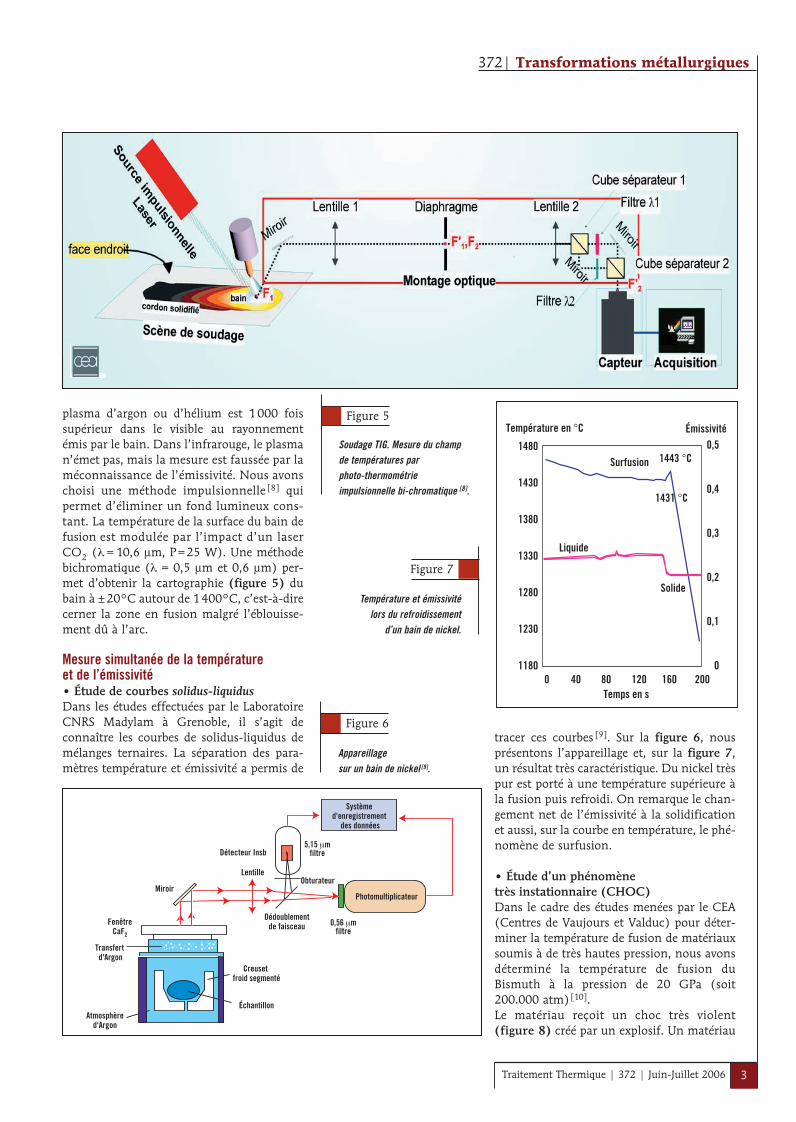
tracer ces courbes [9]. Sur la figure 6, nousprésentons l’appareillage et, sur la figure 7,un résultat très caractéristique. Du nickel trèspur est porté à une température supérieure àla fusion puis refroidi. On remarque le chan-gement net de l’émissivité à la solidificationet aussi, sur la courbe en température, le phé-nomène de surfusion.
• Étude d’un phénomène très instationnaire (CHOC)Dans le cadre des études menées par le CEA(Centres de Vaujours et Valduc) pour déter-miner la température de fusion de matériauxsoumis à de très hautes pression, nous avonsdéterminé la température de fusion duBismuth à la pression de 20 GPa (soit200.000 atm)[10].Le matériau reçoit un choc très violent(figure 8) créé par un explosif. Un matériau
plasma d’argon ou d’hélium est 1000 foissupérieur dans le visible au rayonnementémis par le bain. Dans l’infrarouge, le plasman’émet pas, mais la mesure est faussée par laméconnaissance de l’émissivité. Nous avonschoisi une méthode impulsionnelle [8] quipermet d’éliminer un fond lumineux cons-tant. La température de la surface du bain defusion est modulée par l’impact d’un laserCO2 (λ = 10,6 µm, P=25 W). Une méthodebichromatique (λ = 0,5 µm et 0,6 µm) per-met d’obtenir la cartographie (figure 5) dubain à ± 20°C autour de 1400°C, c’est-à-direcerner la zone en fusion malgré l’éblouisse-ment dû à l’arc.
Mesure simultanée de la température et de l’émissivité• Étude de courbes solidus-liquidusDans les études effectuées par le LaboratoireCNRS Madylam à Grenoble, il s’agit deconnaître les courbes de solidus-liquidus demélanges ternaires. La séparation des para-mètres température et émissivité a permis de
Figure 5
Soudage TIG. Mesure du champ de températures par photo-thermométrie impulsionnelle bi-chromatique [8].
Figure 6
Appareillage sur un bain de nickel [9].
Système d'enregistrement
des données
Détecteur Insb 5,15 µm
filtre
0,56 µmfiltre
FenêtreCaF2
Transfert d'Argon
Atmosphèred'Argon
Échantillon
Photomultiplicateur
Dédoublementde faisceau
ObturateurLentille
Miroir
Creuset froid segmenté
Température en °C Émissivité
0 40 80 120 160 200Temps en s
Liquide
Solide
1431 °C
Surfusion 1443 °C1480
1430
1380
1330
1280
1230
1180
0,5
0,4
0,3
0,2
0,1
0
Figure 7
Température et émissivitélors du refroidissement
d’un bain de nickel.
Traitement thermique 373 6/09/06 15:26 Page 3
Technique |372
Traitement Thermique | 372 | Juin-Juillet 2006 4
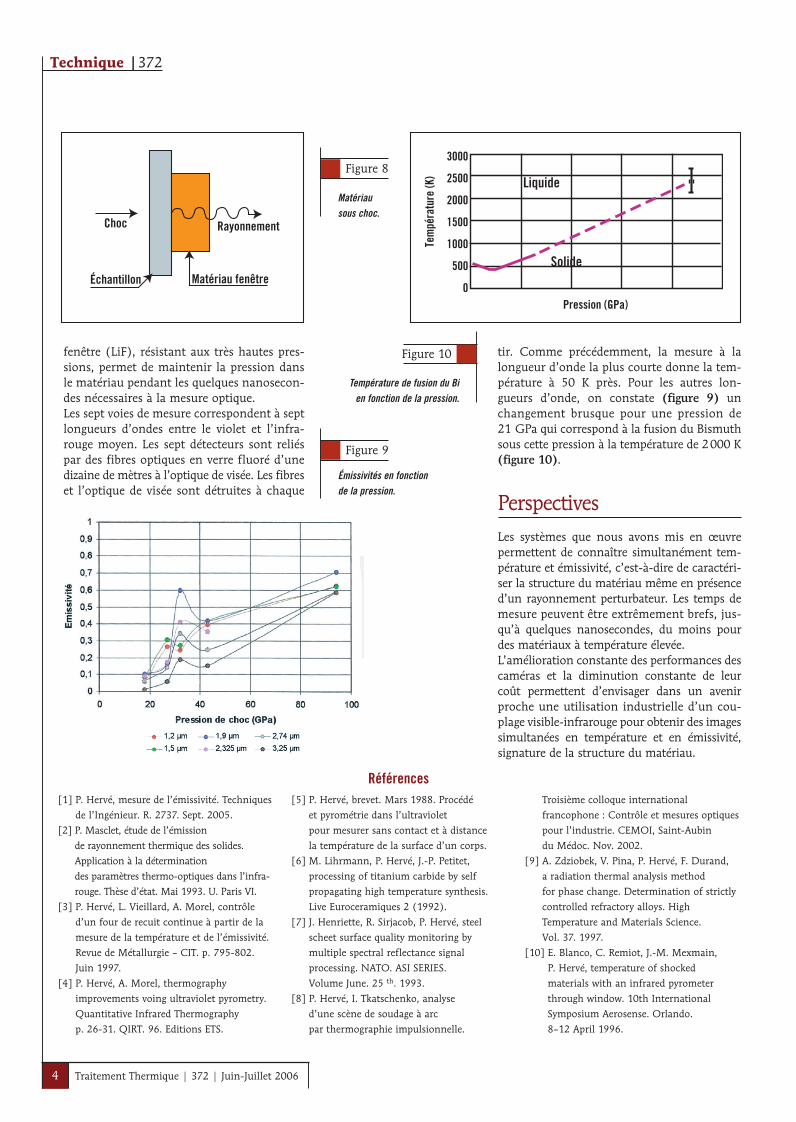
fenêtre (LiF), résistant aux très hautes pres-sions, permet de maintenir la pression dansle matériau pendant les quelques nanosecon-des nécessaires à la mesure optique.Les sept voies de mesure correspondent à septlongueurs d’ondes entre le violet et l’infra-rouge moyen. Les sept détecteurs sont reliéspar des fibres optiques en verre fluoré d’unedizaine de mètres à l’optique de visée. Les fibreset l’optique de visée sont détruites à chaque
tir. Comme précédemment, la mesure à lalongueur d’onde la plus courte donne la tem-pérature à 50 K près. Pour les autres lon-gueurs d’onde, on constate (figure 9) unchangement brusque pour une pression de21 GPa qui correspond à la fusion du Bismuthsous cette pression à la température de 2000 K(figure 10).
Perspectives Les systèmes que nous avons mis en œuvrepermettent de connaître simultanément tem-pérature et émissivité, c’est-à-dire de caractéri-ser la structure du matériau même en présenced’un rayonnement perturbateur. Les temps demesure peuvent être extrêmement brefs, jus-qu’à quelques nanosecondes, du moins pourdes matériaux à température élevée.L’amélioration constante des performances descaméras et la diminution constante de leurcoût permettent d’envisager dans un avenirproche une utilisation industrielle d’un cou-plage visible-infrarouge pour obtenir des imagessimultanées en température et en émissivité,signature de la structure du matériau.
Rayonnement
Matériau fenêtre
Choc
Échantillon
Figure 8
Matériau sous choc.
Liquide
Solide
3000
2500
2000
1500
1000
500
0Pression (GPa)
Tem
péra
ture
(K)
[1] P. Hervé, mesure de l’émissivité. Techniques
de l’Ingénieur. R. 2737. Sept. 2005.
[2] P. Masclet, étude de l’émission
de rayonnement thermique des solides.
Application à la détermination
des paramètres thermo-optiques dans l’infra-
rouge. Thèse d’état. Mai 1993. U. Paris VI.
[3] P. Hervé, L. Vieillard, A. Morel, contrôle
d’un four de recuit continue à partir de la
mesure de la température et de l’émissivité.
Revue de Métallurgie – CIT. p. 795-802.
Juin 1997.
[4] P. Hervé, A. Morel, thermography
improvements voing ultraviolet pyrometry.
Quantitative Infrared Thermography
p. 26-31. QIRT. 96. Editions ETS.
[5] P. Hervé, brevet. Mars 1988. Procédé
et pyrométrie dans l’ultraviolet
pour mesurer sans contact et à distance
la température de la surface d’un corps.
[6] M. Lihrmann, P. Hervé, J.-P. Petitet,
processing of titanium carbide by self
propagating high temperature synthesis.
Live Euroceramiques 2 (1992).
[7] J. Henriette, R. Sirjacob, P. Hervé, steel
scheet surface quality monitoring by
multiple spectral reflectance signal
processing. NATO. ASI SERIES.
Volume June. 25 th. 1993.
[8] P. Hervé, I. Tkatschenko, analyse
d’une scène de soudage à arc
par thermographie impulsionnelle.
Troisième colloque international
francophone : Contrôle et mesures optiques
pour l’industrie. CEMOI, Saint-Aubin
du Médoc. Nov. 2002.
[9] A. Zdziobek, V. Pina, P. Hervé, F. Durand,
a radiation thermal analysis method
for phase change. Determination of strictly
controlled refractory alloys. High
Temperature and Materials Science.
Vol. 37. 1997.
[10] E. Blanco, C. Remiot, J.-M. Mexmain,
P. Hervé, temperature of shocked
materials with an infrared pyrometer
through window. 10th International
Symposium Aerosense. Orlando.
8–12 April 1996.
Références
Figure 9
Émissivités en fonction de la pression.
Figure 10
Température de fusion du Bi en fonction de la pression.
Traitement thermique 373 6/09/06 15:26 Page 4