cahier des clauses techniques particulières...nf en iso 15614-1/a1 mai 2008 amendement a1 nf en iso...
TRANSCRIPT

Cahier des Clauses Techniques Particulières d’un Marché de travaux pour la fourniture et la pose de lignes de vie
à l’AccorHotels Arena
1. Définitions
Les termes et expressions commençant par une majuscule non définis dans le présent cahier des clauses techniques particulières (le
« CCTP ») ont le sens qui leur est attribué dans le règlement de la consultation pour la passation du Marché (le « Marché ») de travaux
pour la fourniture et la pose de lignes de vie à l’AccorHotels Arena (l’« AccorHotels Arena »), ainsi que dans le cahier des clauses
administratives particulières (le « CCAP »).
2. Objet du marché
Les stipulations du présent Cahier des Clauses Techniques Particulières (C.C.T.P) ont pour objet de définir la fourniture, la fabrication et
le montage des dispositifs d’ancrage des lignes de vie sur l’ossature de couverture de l’AccorHotels Arena (les « Prestations »).
3. Description et activités à l’AccorHotels Arena
L’AccorHotels Arena est la plus grande Arena en France. Elle est classée dans le top 5 des Arenas mondiales grâce à sa fréquentation qui
avoisine les 1,5 millions de spectateurs par an. C’est une salle polyvalente et totalement modulable, qui permet aux organisateurs de
manifestations de passer très rapidement d’une configuration à une autre pour accueillir salons, concerts, spectacles et évènements
sportifs allant jusqu’à 22 412 spectateurs.
Depuis sa création, ce sont 30 millions de personnes qui sont venues à l’AccorHotels Arena à l’occasion de plus de 3 500 manifestations.
L’accorHotels Arena est classée établissement recevant du Public (« ERP » de 1ère catégorie, destiné à accueillir des activités de type
L.N.X.T et PS.
4. Généralités
4.1 Qualification du Titulaire
Le Titulaire reconnaît avoir une parfaite connaissance du projet et de ses contraintes de fonctionnement et de site, au
travers des documents qui lui sont fournis.
Il assure donc en conséquence être capable d'apprécier toutes difficultés susceptibles de se présenter concernant le projet,
sans que cette liste soit limitative :
• les prescriptions liées à l'application des règlements, recommandations, spécifications techniques, etc. ;
• les prescriptions liées aux équipements de l'ouvrage et à leur mode opératoire ;
• les prescriptions de fabrication, transport, montage ;
• les conditions d'approvisionnement des matériaux ;
• l 'établissement des notes de calculs et justificatifs associés ;• l 'établissement des notes de calculs et justificatifs associés ;
4.2 Documents de référence
4.2.1 Règlement et norme applicable
4.2.1.1 Calculs des structures
Les règles applicables pour le calcul de la charpente métallique sont les suivantes :
• EUROCODE 3, et les recommandations du CTICM
• Norme acier NF EN 1090-2 pour l’exécution des structures en acier.
4.2.1.2 Fabrication et montage
Pour la fabrication et le montage, les normes françaises et Européennes en vigueur dont les prescriptions sont
compatibles avec les règles citées ci-dessus. En particulier les normes suivantes seront applicables sans que cette liste
soit limitative.
•NF EN 10025 Mars 2005 Produits laminés à chaud en aciers de construction non alliés.
•NF EN 10163 Mai 2005Conditions de livraison relatives à l'état de surface des tôles, larges-plats et profilés en
acier laminés à chaud.
•NF EN 10204 Janv. 2005 Produits métalliques - Types de documents de contrôle.
•NF EN ISO 9606-1 Déc. 2013 Épreuve de qualification des soudeurs - Soudage par fusion. Partie 1 :
acieracier
•NF EN ISO 9692-1 Nov. 2013 Soudage et techniques connexes – Types de préparation de joints –
Partie 1 : soudage manuel à l’arc avec électrode fusible sous protection gazeuse, soudage aux gaz, soudage TIG et
soudage par faisceau des aciers
•NF EN ISO 9692-2 Fév. 1999 Soudage et techniques connexes – Préparation de joints – Partie 2 :
soudage à l’arc sous flux en poudre des aciers
•NF EN ISO 15614-1 Fév. 2005 Descriptif et qualification d’un mode opératoire de soudage pour les
matériaux métalliques – Epreuve de qualification d’un mode opératoire de soudage – Partie 1 : Soudage à l’arc et
aux gaz des aciers et soudage à l’arc des nickels et alliages de nickel
NF EN ISO 15614-1/A1 Mai 2008 Amendement A1
NF EN ISO 15614-1/A2 Mai 2012 Amendement A2
NF EN 1011-1 Mai 2009 Recommandations pour le soudage des matériaux métalliques – Partie 1 : Lignes
directrices générales pour le soudage à l’arc
NF EN ISO 14732 Oct. 2013 Personnel en soudage – Epreuve de qualification des opérateurs
soudeurs et des régleurs en soudage pour le soudage mécanisé et le soudage automatique des matériaux
métalliques (remplace NF EN 1418)
NF EN ISO 14731 Oct. 2007 Coordination en soudage - Tâches et responsabilités
NF EN ISO 15609-1 Jan. 2005 Descriptif et qualification d’un mode opératoire de soudage pour
les matériaux métalliques – Descriptif d’un mode opératoire de soudage – Partie 1 : soudage à l’arc
NF EN ISO 15609-2 Nov. 2001 Descriptif et qualification d’un mode opératoire de soudage pour NF EN ISO 15609-2 Nov. 2001 Descriptif et qualification d’un mode opératoire de soudage pour
les matériaux métalliques – Descriptif d’un mode opératoire de soudage – Partie 2 : soudage au gaz
NF EN ISO 3834 Avril 2006 Exigences de qualité en soudage par fusion des matériaux
métalliques – Partie 1 : critères pour la sélection du niveau approprié d’exigences de qualité – Partie 2 :
exigences de qualité complète – Partie 3 : exigences de qualité normale – Partie 4 : exigences de qualité
élémentaire – Partie 5 : documents auxquels il est nécessaire de se conformer pour déclarer la conformité aux
exigences de qualité de l’ISO 3834-2, -3 ou -4 (septembre 2015)
FD CEN ISO/TR 3834-6 Déc. 2009 Exigences de qualité en soudage par fusion des matériaux
métalliques – Partie 6 : lignes directrices pour la mise en application de l’ISO 3834
NF E 25-007 Nov. 1982 Eléments de fixation – Conditions de commande et de livraison
NF EN ISO 4042 Nov. 1999 Eléments de fixation – Revêtements électrolytiques
NF EN ISO 10684 Déc. 2004 Eléments de fixation – Revêtements de galvanisation à chaud
NF EN ISO 4014 Juin 2011 Vis à tête hexagonale partiellement filetées – Grades A et B
NF EN ISO 4017 Oct. 2014 Vis à tête hexagonale entièrement filetées – Grades A et B
NF EN ISO 4032 Mars 2013 Ecrous hexagonaux, style 1 – Grades A et B
NF EN 15048-1 Nov. 2016 Boulonnerie de construction métallique non précontrainte – Partie
1 : Exigences générales
NF EN 15048-2 Oct. 2016 Boulonnerie de construction métallique non précontrainte – Partie
2 : Essai d’aptitude à l’emploi2 : Essai d’aptitude à l’emploi
NF EN 1090-2 Févr. 2009 Exécution des structures en acier et des structures en aluminium - Partie 2 :
exigences techniques pour les structures en acier
4.2.2 – Documents particuliers
•Note de faisabilité JARO_POPB_NDC-10_A du 24-04-2018
•Plan de détail des ancrages JARO_POPB_DET-20_A du 23-04-2018
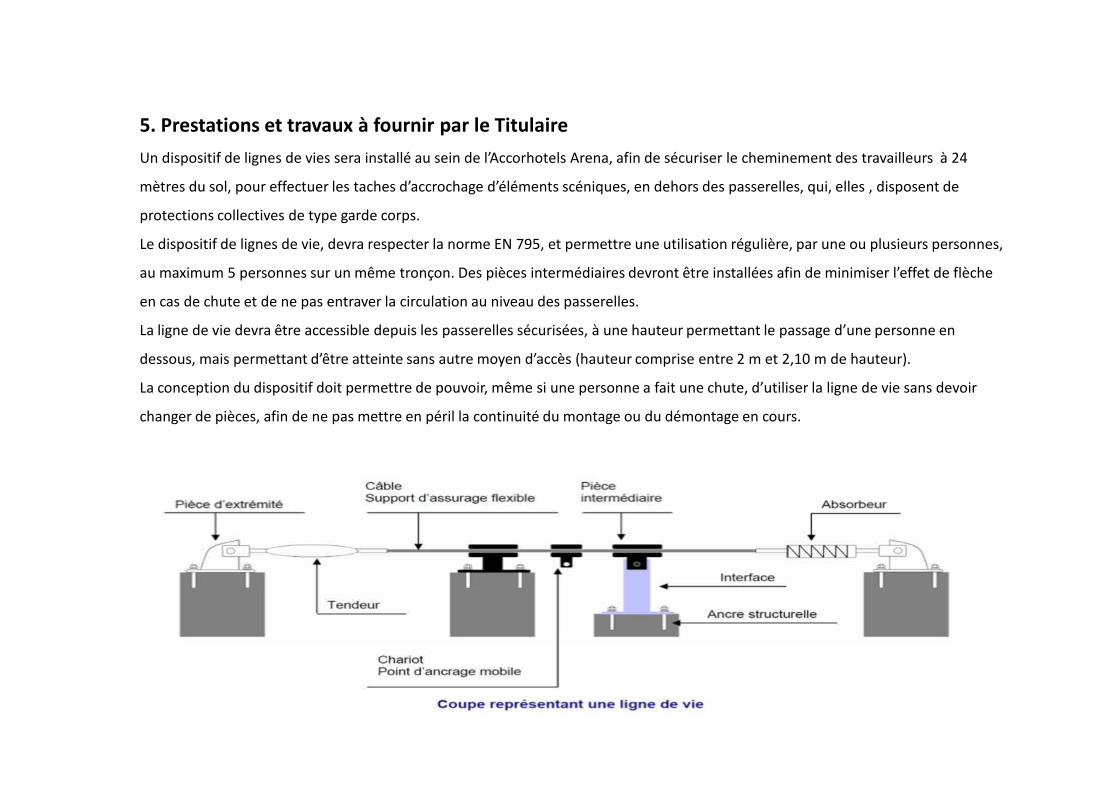
5. Prestations et travaux à fournir par le Titulaire
Un dispositif de lignes de vies sera installé au sein de l’Accorhotels Arena, afin de sécuriser le cheminement des travailleurs à 24
mètres du sol, pour effectuer les taches d’accrochage d’éléments scéniques, en dehors des passerelles, qui, elles , disposent de
protections collectives de type garde corps.
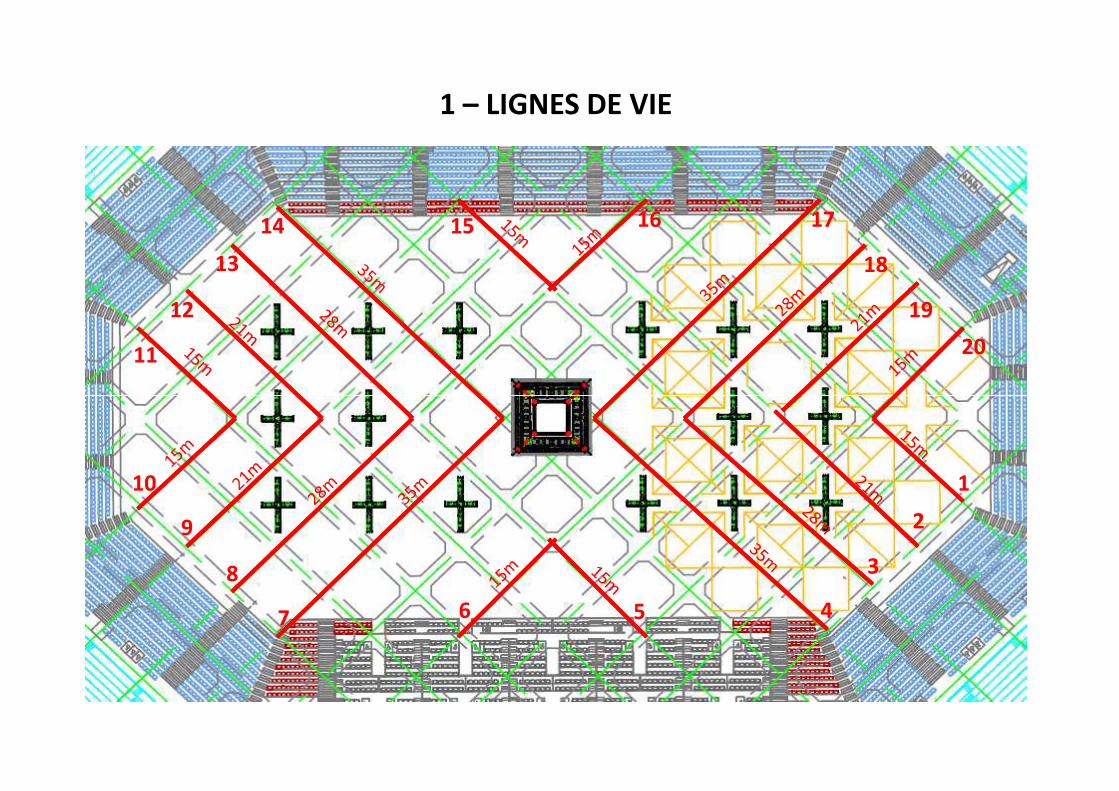
Le dispositif de lignes de vie, devra respecter la norme EN 795, et permettre une utilisation régulière, par une ou plusieurs personnes,
au maximum 5 personnes sur un même tronçon. Des pièces intermédiaires devront être installées afin de minimiser l’effet de flèche
en cas de chute et de ne pas entraver la circulation au niveau des passerelles.
La ligne de vie devra être accessible depuis les passerelles sécurisées, à une hauteur permettant le passage d’une personne en
dessous, mais permettant d’être atteinte sans autre moyen d’accès (hauteur comprise entre 2 m et 2,10 m de hauteur).
La conception du dispositif doit permettre de pouvoir, même si une personne a fait une chute, d’utiliser la ligne de vie sans devoir La conception du dispositif doit permettre de pouvoir, même si une personne a fait une chute, d’utiliser la ligne de vie sans devoir
changer de pièces, afin de ne pas mettre en péril la continuité du montage ou du démontage en cours.
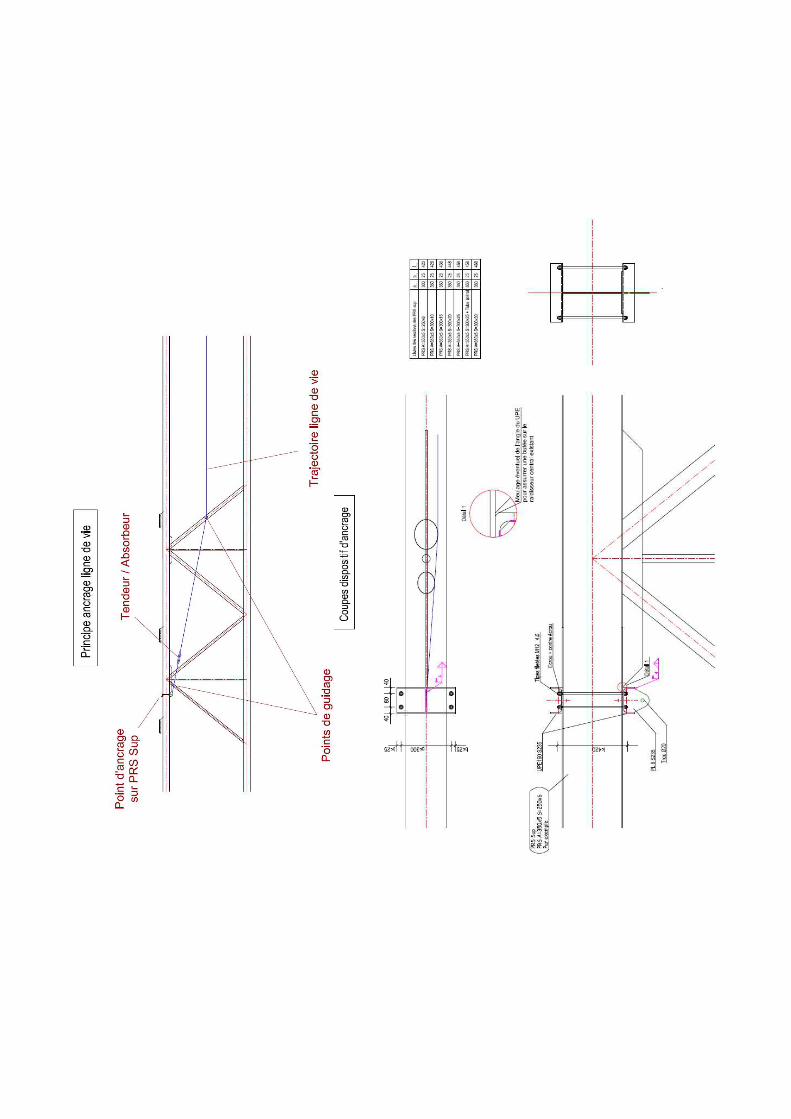
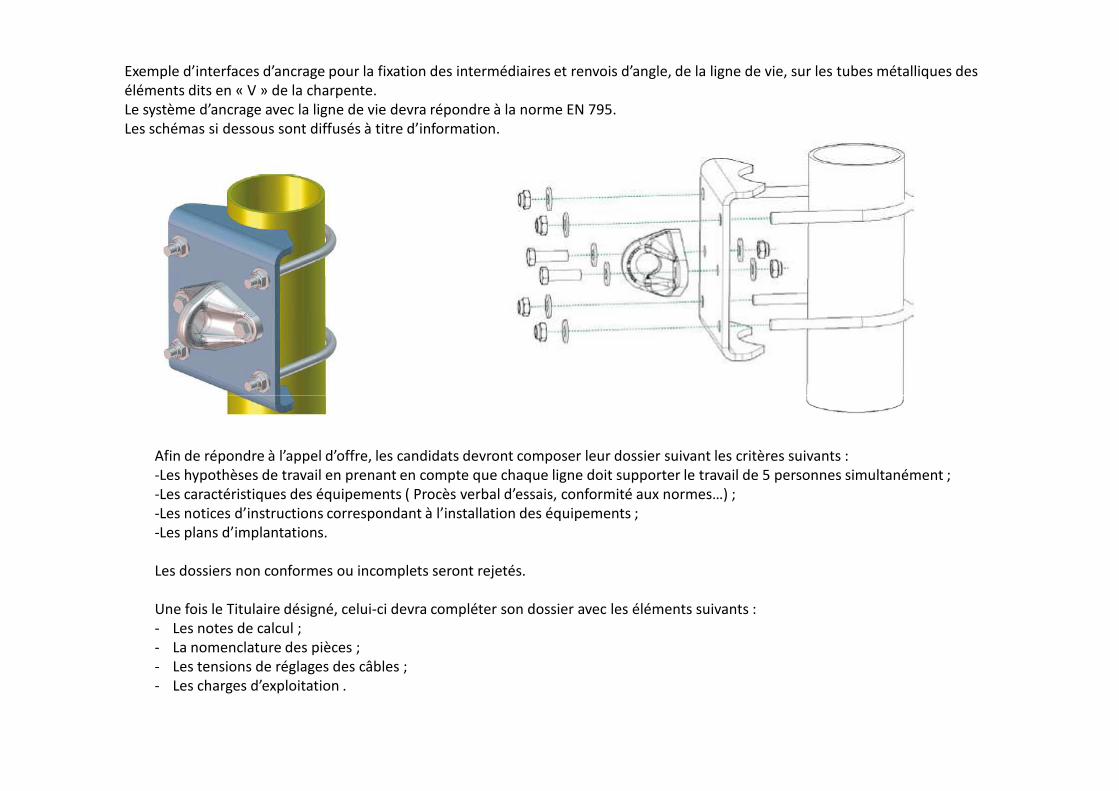
Exemple d’interfaces d’ancrage pour la fixation des intermédiaires et renvois d’angle, de la ligne de vie, sur les tubes métalliques des éléments dits en « V » de la charpente. Le système d’ancrage avec la ligne de vie devra répondre à la norme EN 795.Les schémas si dessous sont diffusés à titre d’information.
Afin de répondre à l’appel d’offre, les candidats devront composer leur dossier suivant les critères suivants :-Les hypothèses de travail en prenant en compte que chaque ligne doit supporter le travail de 5 personnes simultanément ;-Les caractéristiques des équipements ( Procès verbal d’essais, conformité aux normes…) ;-Les notices d’instructions correspondant à l’installation des équipements ;-Les plans d’implantations.
Les dossiers non conformes ou incomplets seront rejetés.
Une fois le Titulaire désigné, celui-ci devra compléter son dossier avec les éléments suivants :- Les notes de calcul ;- La nomenclature des pièces ;- Les tensions de réglages des câbles ;- Les charges d’exploitation .
L’installateur devra notamment fournir au Maître d’ouvrage, les charges appliquées à chaque dispositif d’ancrage, afin que le bureau
d’études missionné par le Maitre d’ouvrage puisse vérifier la capacité des éléments de la structure de la charpente retenus par
l’installateur, à résister aux efforts de tractions, sur une base en utilisation, de 6KN pour le premier utilisateur et 1 KN pour chaque
utilisateur supplémentaire.
Pour ce faire, l’installateur devra fournir, les charges à chaque extrémité et les charges intermédiaires, la section des éléments de
charpente utilisés pour ce faire et le type de dispositif d’ancrage prévu.
Le bureau d’étude, missionné par le Maitre d’ouvrage, tiendra compte des valeurs données par l’installateur, et prendra en compte
les charges complémentaires d’exploitation de la charpente (accroche des éléments scéniques, neige…).
L’installateur devra fournir, préalablement à la pose et à la commande du matériel, un dossier d’exécution comprenant :
- un procès-verbal d’essais de l’ensemble des composants de la ligne de vie, effectué par un laboratoire répondant aux exigences de- un procès-verbal d’essais de l’ensemble des composants de la ligne de vie, effectué par un laboratoire répondant aux exigences de
la Directive 89/686/ CEE (organise notifié) ;
- une note de calcul des interfaces intermédiaires, correspondant au double de la sollicitation maximale de 6KN pour une personne ;
- Cette sollicitation est fonction du cahier des charges correspondant au produit (ligne de vie, stop chute), des paramètres du site et
du nombre d’intervenants.
- une note de calcul des ancres structurelles, définie suivant le cahier des charges du fabricant.
S’il ne dispose pas de compétence interne pour constituer ce dossier, il devra faire appel à un bureau d’études qui devra être déclaré
dès la candidature. Il devra être en mesure d’apporter la preuve de ses compétences techniques dés la présentation du dossier de
candidature.
- Le bureau d’études, missionné par le maitre d’ouvrage, sera présent sur le site, durant la phase d’installation, afin de vérifier que les
dispositifs d’ancrage sont conformes aux plans et notices délivrés lors de l’examen du dossier d’exécution.
Un bureau de contrôle indépendant missionné par le maitre d’ouvrage se rendra sur place afin de contrôler la conformité de la
mise en œuvre des équipements.
En cas de doute, le maitre d’ouvrage pourra demander à l’installateur d’effectuer à sa charge un essai de traction sur les
ancres structurelles dans les conditions ci-dessous avant l’installation du produit :
Conformément à l’annexe A de la norme EN 795, un essai de traction pourra être effectué à une valeur de 5KN durant 15
secondes. Aucune fissure, glissement ou déformation ne doit être constaté. L’appareil de mesure sera constitué de points
d’appui qui devront se situer en dehors de la zone de rupture éventuelle du support défini par le fabricant de l’ancre
structurelle.
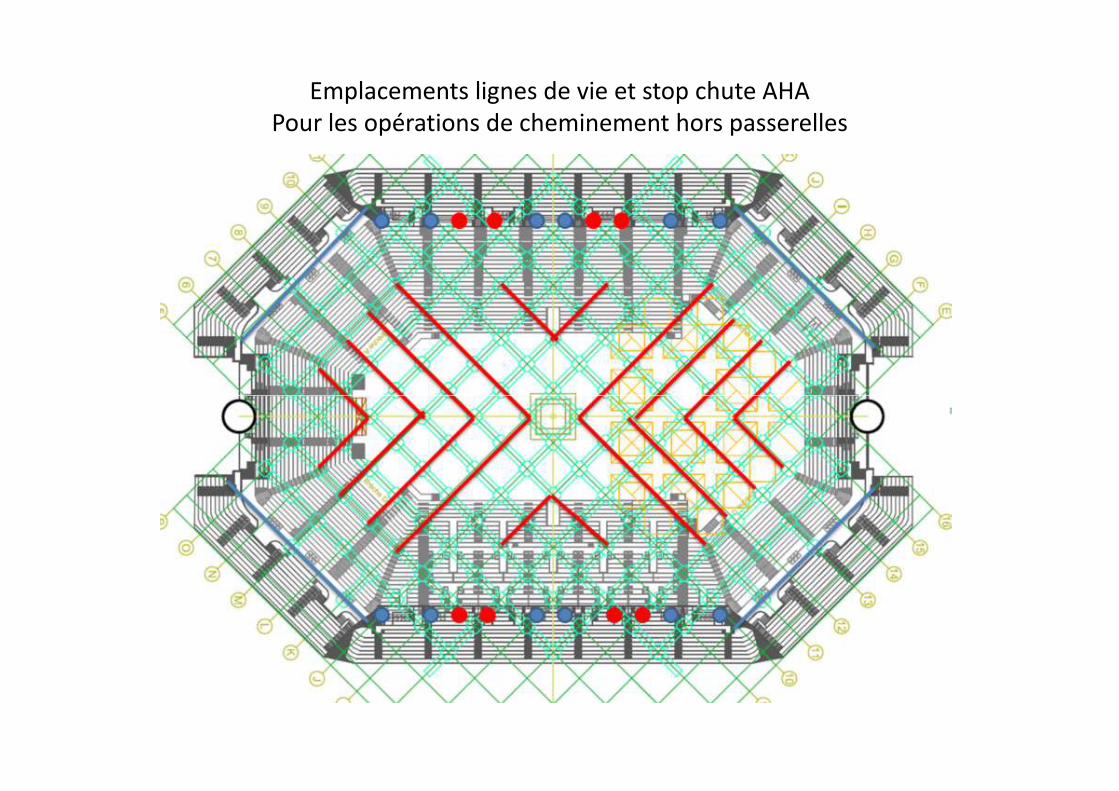
Emplacements lignes de vie et stop chute AHAPour les opérations de cheminement hors passerelles
11
12
13
14 15 16 17
18
19
20
1 – LIGNES DE VIE
1
2
3
4567
8
9
10
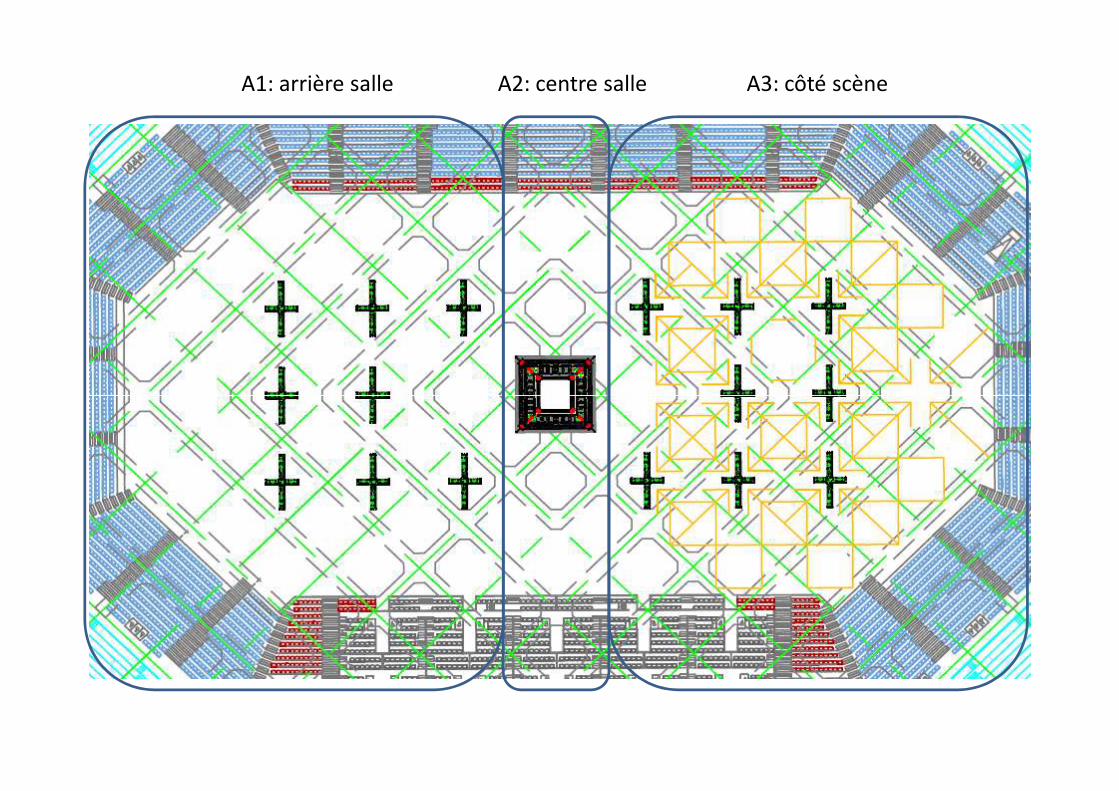
A1: arrière salle A2: centre salle A3: côté scène
D
C
B
Q
V JP
K
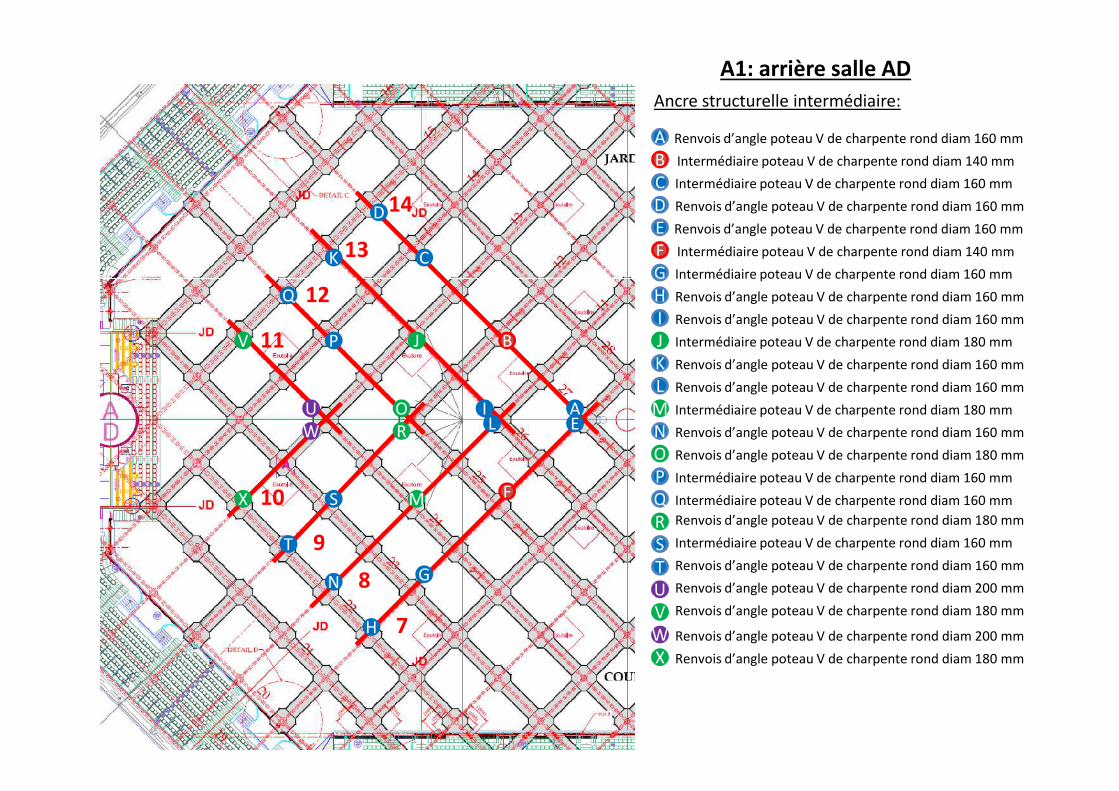
ABCDEFGHIJKL
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 180 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
A1: arrière salle AD
11
12
13
14
Ancre structurelle intermédiaire:
AE
F
G
H
IL
N
T
X
RO
MS
UW
LMNOPQRSTUVWX
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 180 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 180 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 180 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 200 mm
Renvois d’angle poteau V de charpente rond diam 180 mm
Renvois d’angle poteau V de charpente rond diam 200 mm
Renvois d’angle poteau V de charpente rond diam 180 mm
7
8
9
10
A
B
CE
F
G
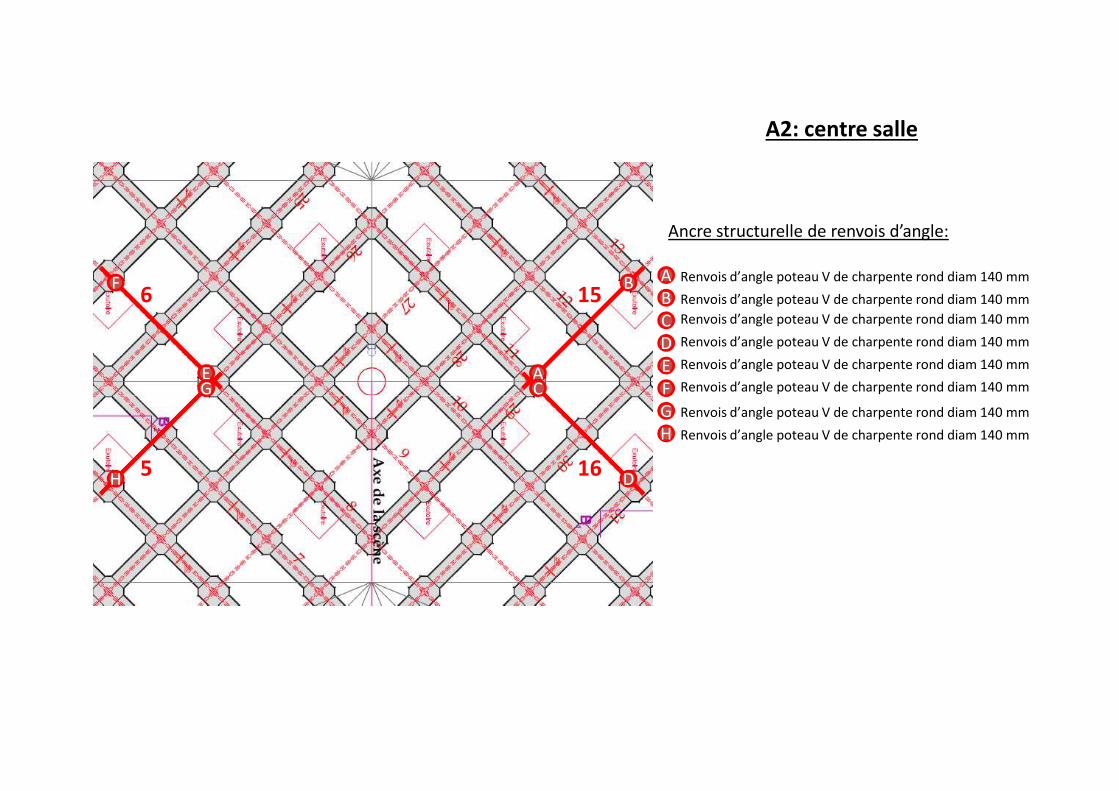
ABCDEF
Renvois d’angle poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
A2: centre salle
6 15
Ancre structurelle de renvois d’angle:
C
D
G
H
FGH
Renvois d’angle poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
5 16
ABCDEFGHIJKLM
F
G
H
M
N
S
T
X
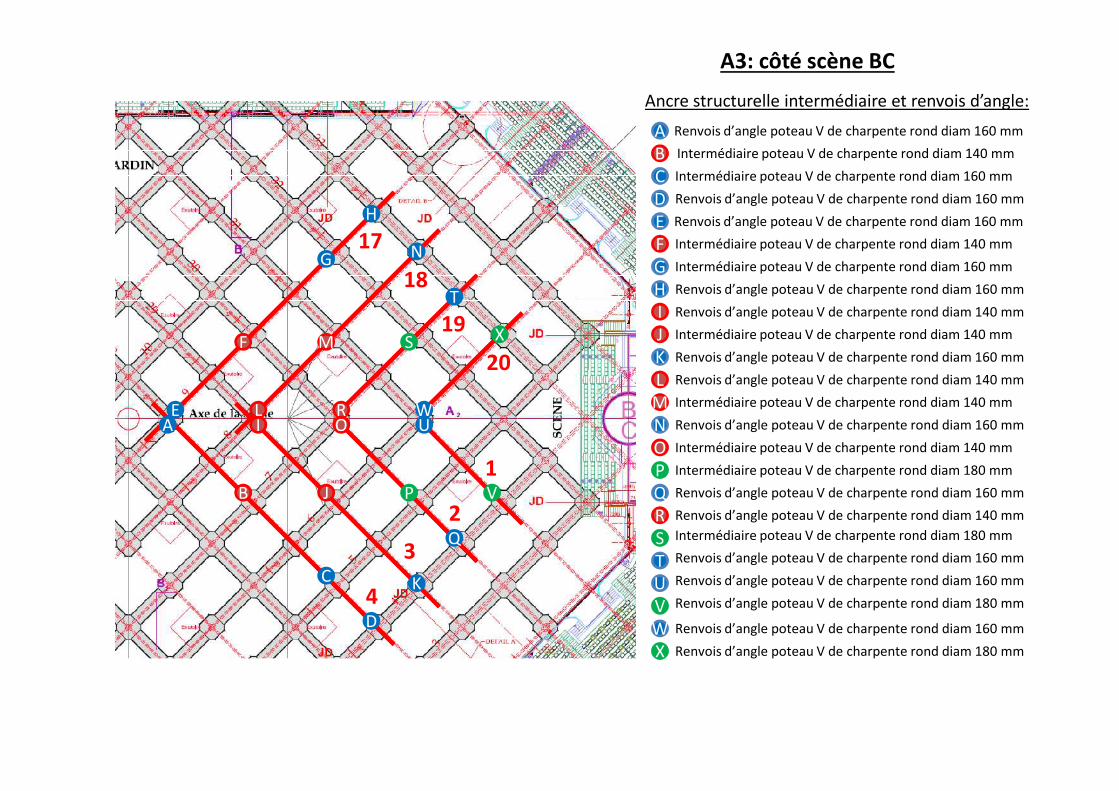
A3: côté scène BC
Ancre structurelle intermédiaire et renvois d’angle:
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 140 mm
17
18
19
20
MNOPQRSTUVWX
A
B
C
D
EI
J
K
LO
P
Q
RU
V
W Intermédiaire poteau V de charpente rond diam 140 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Intermédiaire poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 180 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 140 mm
Intermédiaire poteau V de charpente rond diam 180 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 180 mm
Renvois d’angle poteau V de charpente rond diam 160 mm
Renvois d’angle poteau V de charpente rond diam 180 mm
1
2
3
4
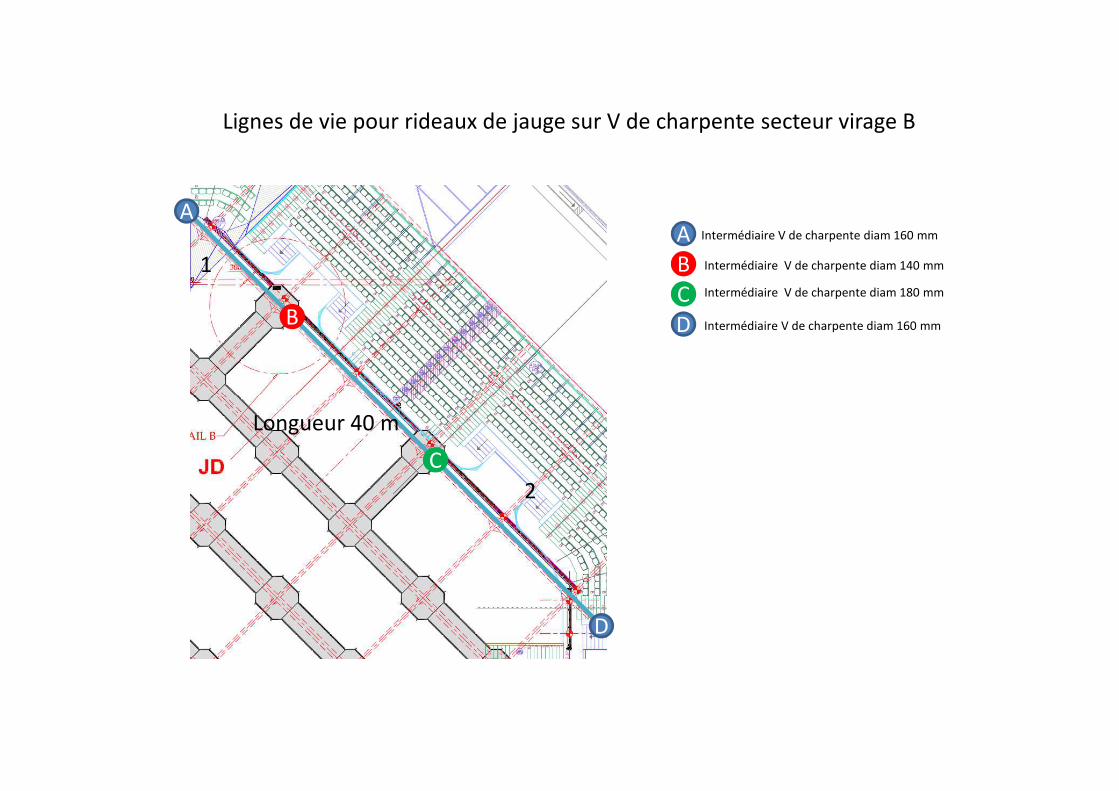
Lignes de vie pour rideaux de jauge sur V de charpente secteur virage B
1
A
B
A
B
C
D
Intermédiaire V de charpente diam 160 mm
Intermédiaire V de charpente diam 140 mm
Intermédiaire V de charpente diam 180 mm
Intermédiaire V de charpente diam 160 mm
2
D
C
Longueur 40 m
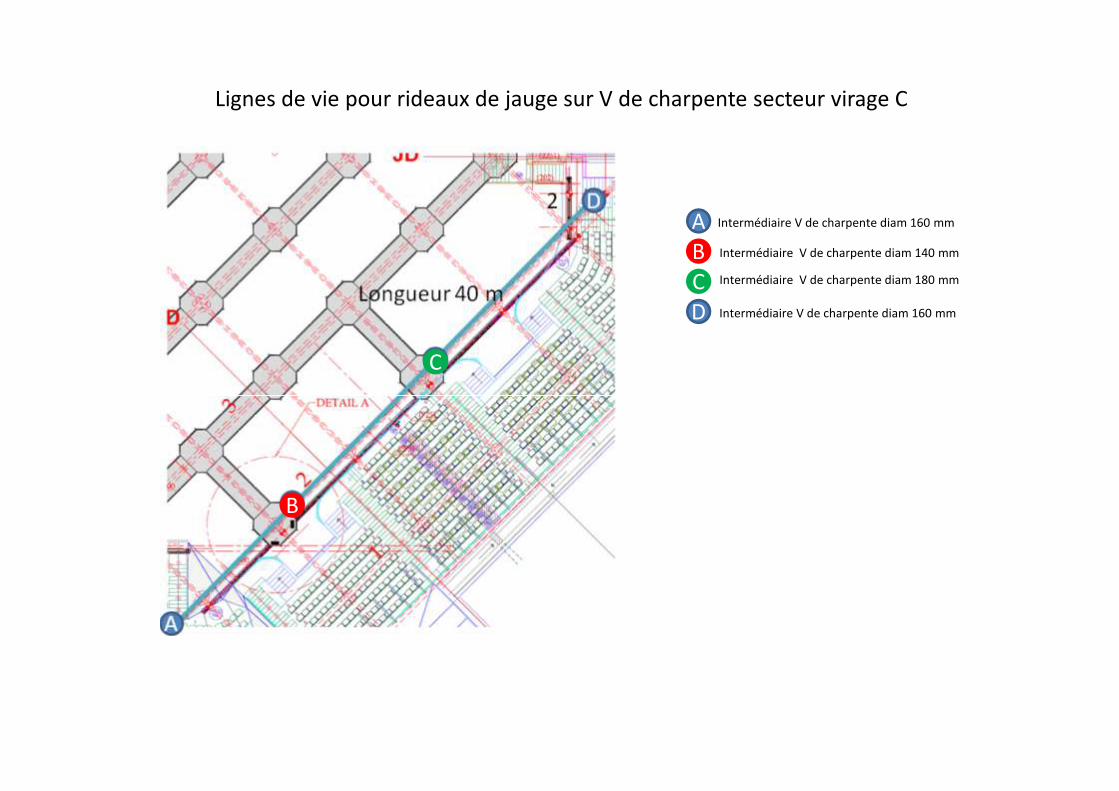
Lignes de vie pour rideaux de jauge sur V de charpente secteur virage C
A
B
C
D
Intermédiaire V de charpente diam 160 mm
Intermédiaire V de charpente diam 140 mm
Intermédiaire V de charpente diam 180 mm
Intermédiaire V de charpente diam 160 mm
C
B
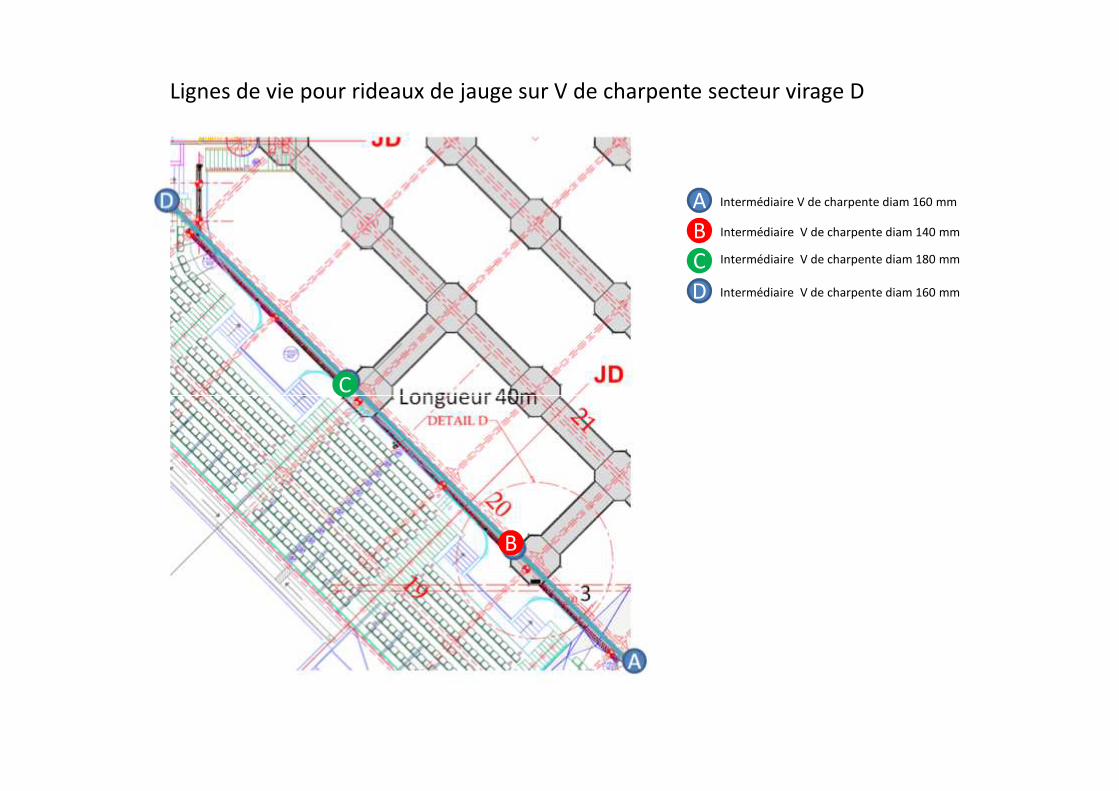
Lignes de vie pour rideaux de jauge sur V de charpente secteur virage D
A
B
C
D
Intermédiaire V de charpente diam 160 mm
Intermédiaire V de charpente diam 140 mm
Intermédiaire V de charpente diam 180 mm
Intermédiaire V de charpente diam 160 mm
C
B
C
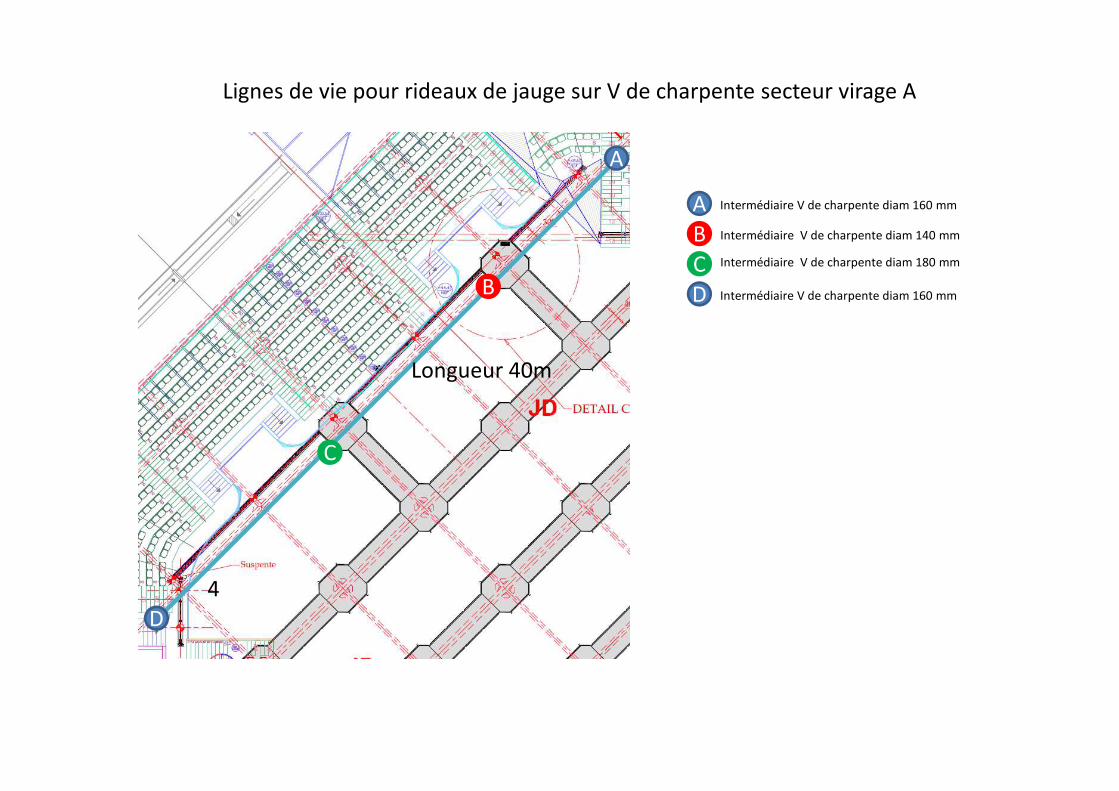
Lignes de vie pour rideaux de jauge sur V de charpente secteur virage A
A
B
C
D
Intermédiaire V de charpente diam 160 mm
Intermédiaire V de charpente diam 140 mm
Intermédiaire V de charpente diam 180 mm
Intermédiaire V de charpente diam 160 mm
A
B
Longueur 40m
4D
C
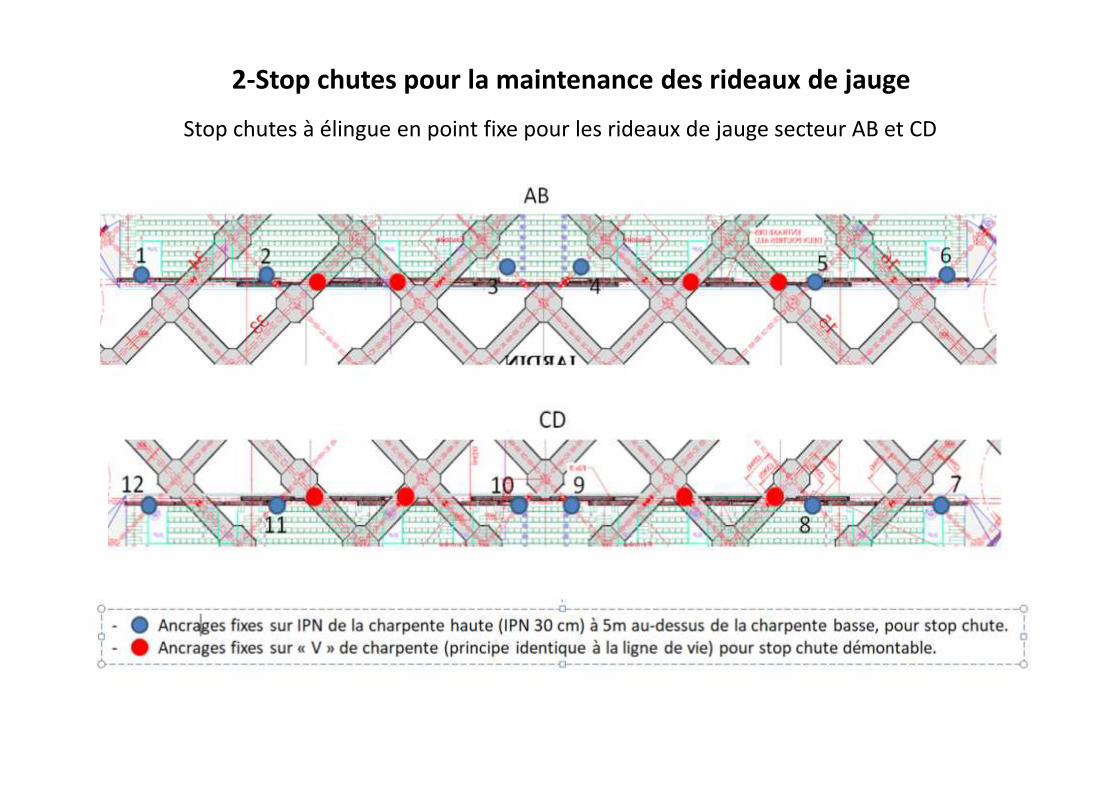
2-Stop chutes pour la maintenance des rideaux de jauge
Stop chutes à élingue en point fixe pour les rideaux de jauge secteur AB et CD
6 – Exécution des travaux6 – Exécution des travaux
6.1 – Matériaux6.1.1 - aciers
Les aciers de construction entrant dans la composition des ouvrages devront satisfaire aux normes de l'AFNOR en
vigueur à la date de signature du marché.
D’une manière générale, elles seront conformes à la norme NF EN 10025.
Les qualités et nuances d’acier devront être, au minimum : S235 JR
Les conditions de contrôle et réception seront conformes aux exigences de la norme NF EN 1090-2 en fonction des
classes d’exécution.
6.1.2 - boulons
Les boulons ordinaires seront conformes aux normes NF EN 27 005. Seuls les boulons de classe 4-6, 6-6 ou 8.8 seront admis.
Tous les boulons seront commandés chez des fabricants de bonne réputation et livrés avec certificat de contrôle qualité.
6.1.3 – matériaux de soudage
Ils seront de provenance de fabricants de renom comme SAF, ESAB, LINCOLN ou équivalent, et livrés avec certificat de contrôle
de la qualité, en accord avec les procédures de soudage et qualification des modes opératoires.
Tous les matériaux seront stockés dans un local fermé étanche, dans lequel la température et l'humidité seront contrôlées avec
relevés périodiques archivés.
6.2 – Fabrication
6.2.1 – généralités
La construction de l'ossature métallique sera organisée de la manière suivante :
•approvisionnement des matières ;
•façonnage, soudage et assemblage des sous-structures en atelier ;
•contrôles géométriques, fabrication, soudage et reprises éventuelles ;
•traitements de surface, peinture 2 premières couches (couche de finition au chantier); un rapport de mesure d’épaisseur
devra être fourni après l’application de chaque couche
•stockage/colisage avant expédition ;
•transport ;
•assemblage réglages ,
•retouches de peinture éventuelles sur site ;
•contrôles permanents ;
•nettoyage ;
•Réception de l’ouvrage.
6.2.2. Classes d’exécution
Les éléments de structure sont classés comme en EXE2, par référence à la norme NF EN 1090-2.
6.2.3. Préparation des éléments
•Défauts et réparations
•L'Entrepreneur sera tenu de s'assurer que les tôles assemblées par soudure ne présentent ni défaut de surface, ni défaut interne
susceptibles d'engendrer des risques de décohésion lamellaire ou de dédoublage franc par un sondage aux ultrasons.
•Les contrôles aux ultrasons seront effectués en appliquant les prescriptions des normes NF EN ISO 17640 et NF EN ISO 11666
•Les réparations destinées à masquer un défaut quelconque seront interdites et entraîneront le refus de la fourniture
correspondante.
•Les tranches de pièces devront présenter une surface plane, sans déchirure ni manque de matière. Dans les jonctions bout à bout,
elles devront être soigneusement exécutées de manière à assurer le contact sur toute la surface du joint.
•Toutes pièces ou tous assemblages ayant subi des déformations seront rebutées et devront être remplacés par l'Entrepreneur.•Toutes pièces ou tous assemblages ayant subi des déformations seront rebutées et devront être remplacés par l'Entrepreneur.
•Celui-ci devra en outre prendre toutes précautions nécessaires pour que les produits ne subissent pas de détériorations pendant
leur stockage, manutention et transport.
•Règlements des cas litigieux
•En cas de contestation sur des points particuliers concernant la qualité de la fourniture ou la validité des essais et contrôles, ces
points litigieux seront soumis à l'expertise d'un laboratoire officiel, désigné avec la Maîtrise d'Œuvre.
•Si des anomalies inacceptables apparaissent à l'atelier ou au chantier lors des opérations de préfabrication ou de mise en œuvre,
le remplacement total ou partiel du produit ou des pièces pourra être exigé par le Maître d'Œuvre. Les frais de contrôle, réparation
ou remplacement des pièces seront intégralement supportés par l'Entrepreneur.
•En aucun cas, celui-ci ne pourra prétendre, de ce fait, à des reports de délais.
6.2.4. Assemblages soudés
•Dispositions générales - Mode d'exécution des soudures
•Tous les travaux de soudage seront exécutés en atelier. Les parties à souder seront soigneusement nettoyées de tout corps
étranger, rouille, poussières, huile, peinture, etc. Sauf spécification contraire, pour les cordons exécutés manuellement : gorge
minimale : 4 mm en S 235, longueur minimale 60 mm
•Programme de soudage
•L'Entrepreneur établira et soumettra à l'accord du Maître d'Œuvre, avant le début des travaux, un Programme de soudage
détaillé, établi suivant les directives de la norme NF EN 287, mentionnant en particulier :
•L'énumération des équipements de soudage
•Les préparations effectuées
•Les séquences de soudage prévues
•Les types d'électrodes, files et flux envisagé
•Le mode opératoire de soudeurs
•La nature et l'étendue des contrôles, des préparations et soudures en respectant les directives du présent CCTP
•La qualification des soudeurs
•Agrément des procédés
•L'agrément des procédés est obligatoire, notamment en soudage automatique ou semi-automatique.
•Pour l'exécution des soudures, les procédés suivants prévus par la norme NF EN 1090-2 pourront être utilisés en particulier :
•Procédé 111 : Soudage à l'arc avec électrode enrobée
•Procédé 114 : Soudage à l'arc avec fils fourrés
•Procédé 121 : Soudage à l'arc sous flux en poudre avec fil électrode
•Procédé 136 : Soudage à l'arc sous protection de gaz actif avec fil électrode fourré
avec les précisions suivantes
avec les précisions suivantes
•Procédé 111 : Uniquement avec électrodes basiques pour des qualités d'acier supérieures ou égales à J0
•Procédé 114 : Procédé INNERSHIELD de LINCOLN ou équivalent
•Procédés 135 (MAG) ou 121 (MIG) : Ces procédés sont interdits
•D'une manière générale, les électrodes utilisées seront du type basique étuvées (par ex. : électrodes basiques
enrobées type E 51B). Elles devront présenter une parfaite compatibilité avec les gammes d'aciers prévues, et
notamment une limite élastique garantie supérieure à celle du métal de base.
•Le martelage des soudures ne sera utilisé que pour les passes intérieures. Il sera interdit pour l'exécution de la dernière
passe.
•Le gougeage à l'ARC-AIR est autorisé, à condition d'être suivi d'un meulage.
•Qualification des soudeurs
•Tous les soudeurs désignés pour une opération de soudage manuel ou à la machine devront être agréés selon la norme•Tous les soudeurs désignés pour une opération de soudage manuel ou à la machine devront être agréés selon la norme
NF EN ISO 9606 pour les différentes gammes d'assemblages, positions et épaisseurs à souder, ainsi que pour le degré
d'aptitude exigé selon classification des soudures.
•Classification des soudures - Défauts - Tolérances - Réparations
•Les critères d’acceptation relatifs aux défauts seront fonction du niveau de qualité des soudures correspondant à la
classe d’exécution selon NF EN 1090-2.
•Le Maître d'Œuvre sera, dans tous les cas, avisé des difficultés rencontrées, en particulier :
•Fissures ou criques
•Rupture fragile
•Feuilletage donnant lieu à réparation
•L'Entrepreneur devra soumettre obligatoirement à l'accord du Maître d'Œuvre le processus de réparation envisagé, qui
sera conforme aux directives de la norme NF EN 1090-2.
En cas de mise au rebut, le transport et l'évacuation des pièces refusées seront entièrement à la charge de l'Entrepreneur.
Contrôle des soudures
L'Entrepreneur sera responsable de la bonne organisation des contrôles à tous les stades qu'il estimera nécessaires à la réalisation
des travaux, puis de l'exécution et de l'interprétation de ces contrôles.
L’étendue des contrôles sera conforme aux prescriptions de la norme NF EN 1090-2
Examen visuel
Cet examen est applicable à toutes les soudures à 100 %, tant en ce qui concerne les préparations effectuées que la forme des
cordons, leurs dimensions et défauts de surface.
Contrôles non destructifs
Les méthodes suivantes doivent être employées, conformément aux principes de la norme NF EN ISO 17635 et aux exigences de la
norme applicable à chaque méthode :norme applicable à chaque méthode :
- contrôle par ressuage : NF EN ISO 3452-1
NF EN ISO 23277
- contrôle par magnétoscopie : NF EN ISO17638
NF EN ISO 23278
- contrôle par ultrasons : NF EN ISO 17640
NF EN ISO 11666
NF EN ISO 23279
- contrôle radiographique : NF EN ISO 17636
NF EN ISO 10675
6.2.5. Assemblages boulonnés
Ils seront réalisés conformément aux normes NFP 22-101-2 et NF EN 1090-2.
Les boulons et tiges filetées utilisés seront munis d’écrous garantissant l’assemblage contre tout desserrage éventuel (par exemple
écrou type PAL ou contre écrou)
6.2.6. Perçage - coupage
Les perçages et coupages des éléments de charpente seront conformes à la norme NF EN 1090-2.
6.3 – Protection anticorrosion
6.3.1. Généralités
Tous les produits utilisés devront recevoir l'agrément du Maître d'Œuvre.
Les produits et peintures seront désignés par :
•le nom du fabricant ;•le nom du fabricant ;
•la marque et l'appellation commerciale de chacun d'eux ainsi que ses références ;
•les fiches d'identification technique ainsi que les fiches d’identification rapides (FIR)
•leur famille d'appartenance.
Les produits de marque seront livrés sur le chantier dans leur conditionnement d'origine avec toutes les garanties de fermeture
nécessaires (cerclage, plombage…)
L'ouverture des emballages devra être en principe effectuée en présence d'un représentant du Maître d'Œuvre. Dans le cas contraire,
des prélèvements pourront être effectués afin de vérifier que le produit livré correspond à celui retenu.
Le Candidat remettra à l'appui de son offre une description des systèmes retenus par lui et les fiches d'homologation des garanties de
peinture industrielle.
Nota : d’une manière générale les travaux de préparation de surface et de mise en peinture devront être également conformes à
ceux préconisés dans le cahier des charges concernant les peintures des pylônes, (niveaux de certification, différentes couleurs entre
les couches...) le Titulaire devra également fournir les pièces demandées dans ce document
6.3.2. Système de protection
Description du système
Application manuelle d’un système 2 couches ou 1 couche de 120 µm certifié ACQPA, exemple :
2 couches de VITRAL 120 HS de 60 µ (ou système équivalent), appliquées humide/humide Glycéro modifié pigmenté au phosphate
de zinc
ou
1 couche de FREITANE 210 HS de 120 µ (ou système équivalent), primaire/finition polyuréthane bi-composant, haut extrait sec et
pigmenté au phosphate de zinc
Coloris : à définir par le maitre d’ouvrage
Garanties du système
Classe de durabilité :
H.selon norme ISO 12944-1
Corrosivité atmosphérique très faible C1Corrosivité atmosphérique très faible C1
Garantie anti corrosion :
7 ans RI3 selon la norme ISO 4628-3
Garantie d’aspect :
4 ans 3S3 selon la norme ISO 4628-2-4-5
Préparation des surfaces : (parties neuves en atelier, et parties existantes sur site)
Décapage à l'abrasif afin d'obtenir un état de surface DSa 2 ½ selon ISO 8501-1 et rugosité moyen G selon ISO8503-2, s’assurer
d’un bon état de propreté (soufflage minutieux pour éliminer l’abrasif et les particules de peintures…).
6.3.3. Protection des zones soudées, réservées et endommagées
Les zones devant être soudées ultérieurement à l'application des peintures seront réservées sur une largeur suffisante de part
et d'autre du cordon.
Elles seront soigneusement nettoyées, brossées, décapées, mises à nu après exécution des cordons de soudure.
6.3.4. Stockage des produits
Toutes les peintures seront stockées dans leur conditionnement d'origine, dans un local fermé où la température ambiante
sera toujours comprise entre 10° C et 35° C.
Les peintures conservées au-delà des délais limites de péremption ne seront pas utilisées.
7. Visite de site
Avant la remise de son offre, le prestataire devra se rendre sur le lieu d’installation afin de prendre connaissance de l’emplacement, Avant la remise de son offre, le prestataire devra se rendre sur le lieu d’installation afin de prendre connaissance de l’emplacement,
des accès et de toutes les conditions pouvant, en quelque manière que ce soit, avoir une influence sur l’exécution, ainsi que les délais
d’exécution.
8. Réception et mise en service de l’installation
Le Titulaire du marché se doit de réaliser l’ensemble des essais nécessaires au bon fonctionnement de son installation et
d’effectuer toutes modifications qui pourraient lui être demandées jusqu'à la levée totale des réserves.
Le Titulaire du marché devra assurer la mise en service de l’installation déployée.
9. Obligations des Candidats
Le bon déroulement du projet passe par une bonne organisation des études ainsi qu’une bonne organisation des travaux d’exécution
dont le Titulaire du marché est le garant jusqu'à l’achèvement des travaux.
Les candidats devront décliner leurs certifications ainsi que leurs qualifications et garantir qu’ils disposent des moyens humains et
techniques nécessaires pour la bonne exécution des travaux et participer à la sécurité des personnes et des biens de l’AccorHotels
Arena.
Le Titulaire devra fournir des études d’exécution qui permettront au Pouvoir Adjudicateur d’avoir une vue d’ensemble complète et
détaillée de la prestation avant travaux.