broyage!desémaux!sur!métaux! - matiere email · corrélation à la fois avec le procédé...
TRANSCRIPT

1
Broyage des émaux sur métaux
2
Broyage :
• Présenta3on • Formula3on • Broyage Liquide -‐ Atelier de broyage -‐ Broyeurs : remplissage des broyeurs en billes , vitesse
o Remplissage et vidange de la charge Contrôles de la barbo3ne / Tamisage /stockage
3
Les émaux sont produits sous forme de flakes de 0,8 à 1mm d’épaisseur et de < 1cm2 de surface et dans un moindre degré de grenailles de 2 à 5mm de diamètre .
Il convient donc de préparer les différents émaux avec les autres constituants d’une formule en un mélange macroscopiquement homogène , stable et applicable en terme de rhéologie et de finesse . En effet il est évident que la taille maximale des particules doit être en corrélation à la fois avec le procédé d’application , et avec l’épaisseur à appliquer .
Une opération qui permet celà est le broyage que l’on peut effectuer soit à sec soit en liquide . Le broyage à sec concerne la poudre électrostatique et le premix ou RTU . Ces 2 transformations sont réalisées chez le fournisseur d’émaux et ne retiendront pas notre attention dans cet exposé .
Les émailleries ont tout intéret à réaliser de manière économique le broyage en humide surtout si elles utilisent de grandes quantités d’une même formule ,néanmoins le premix ou prêt à l’emploi peut être utilisé pour de petites quantités ou des applications spéciales telles la trempe ou le flow coating ou dans des émailleries sans broyage ou avec des capacités de broyage limitées
Présentation
4
5
6 Henri PIERA APEV 4-5/10/2012

7
Formule de Broyage • Fritte d’émail verre + produit devitrifié
• additifs de suspension Argile +bentonites Sels electrolytes Nitrites carbonates……… silicones (pour Poesta)
• Charge Minerale durcissante quartz ,Sable de zircon, feldspath.. Pigments mineraux Agents mattants ( phosphates) opacifiants( oxide de titane , silicate de zircon …)
En bleu composés pour Poesta
Formulation
Henri PIERA APEV 4-5/10/2012
Henri PIERA APEV 4-5/10/2012 8
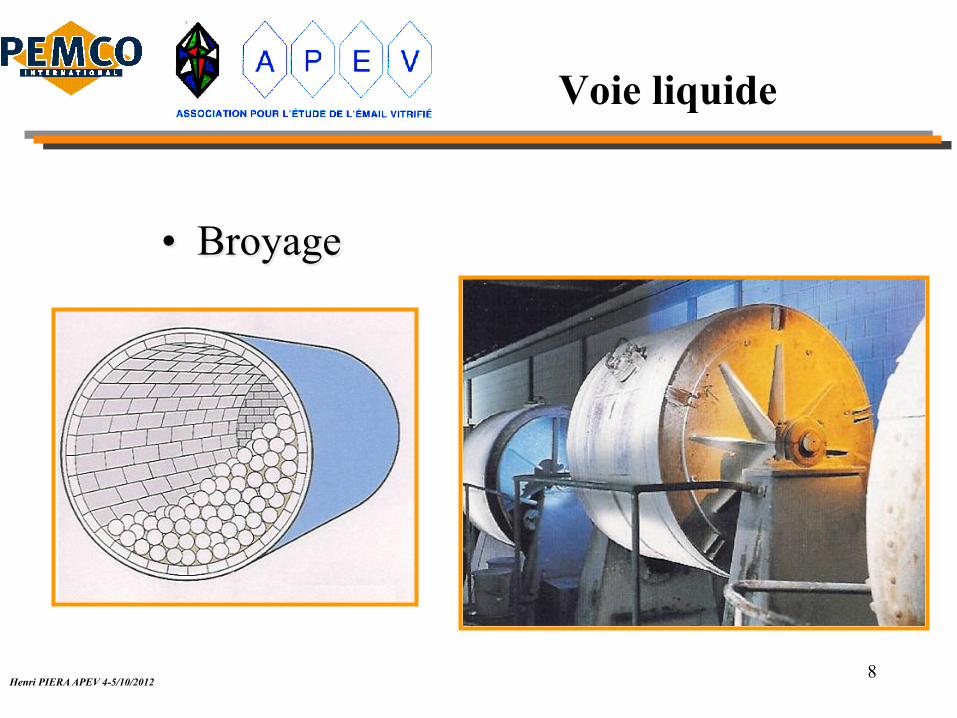
Voie liquide
• Broyage

9
Broyage Liquide Atelier de broyage
• La salle de pesée /stockage devra être propre et non poussièreuse . Les balances devront correspondre aux pesées envisagées et les produits à peser devront être au plus près pour éviter les allées et venues . Une aspira3on sera aménagée pour éviter les poussières aux opérateurs qui devront néanmoins porter les équipements appropriés.
• La Salle de broyage doit être concue de telle sorte que son accès depuis la salle de
pesée / stockage ma3ères premières et l’atelier d’émaillage soit le plus aisé possible .
• Son équipement doit permeMre un chargement/déchargement facile des broyeurs un lavage aisé des sols et des différents matériels . Des caniveaux doivent être judicieusement placés pour recevoir les eaux de lavage et les conduire rapidement aux fosses de stockage/ traitement des boues ( aMen3on décanta3on rapide ).
• La salle de broyage devra être maintenu à une température idéale de 15 à 25°C de manière à faciliter le travail des meuniers , permeMre son séchage et stocker l’émail liquide dans de bonnes condi3ons . Une température basse ( <8°C ) provoque la recristallisa3on de certains sels comme le borax qui engendrent des défauts d’émaillage .
Henri PIERA APEV 4-5/10/2012
10
Broyage Liquide Remplissage et vidange de la charge
Les broyeurs, stockeurs , tamis doivent être places de telle sorte que l’on puisse effectuer d’une manière ra3onnelle :
• Le chargement des moulins • Leur vidange et neMoyage ainsi que le neMoyage des pots et tamis • Le tamisage des émaux • Leur stockage • Le changement des appareils pour une répara3on éventuelle • La fourniture de l’émail aux ateliers d’applica3on . • L’enlèvement des détritus Les broyeurs doivent être calculés en capacité et en nombre suivant le besoin en barbo3nes de l’émaillerie . En régle générale un broyeur doit tourner tous les jours et il est bon d’avoir un broyeur par référence importante ( régle des 80/20) car les pertes en rinçage ( 5à 8%) peuvent être importantes et génèrent des boues qu’il faudra éliminer
Henri PIERA APEV 4-5/10/2012

11 Henri PIERA APEV 4-5/10/2012
12
Paramètres du Broyeur
• Vitesse cri3que diametre interne du broyeur
Ø boules de broyage et densité
• Boules/ Air / Email 1/3-‐ 1/3-‐ 1/3 en volume
Email=FriMes +addi3fs+eau
• Volume apparent des boules >50%
• Ø boules de broyage fonc3on de la Finesse et de la capacité du broyeur • Repar33on 0,25<pe3tes<0,33
0,33<moyennes<0,6
0,25<grosses<0,33
Diamètre des boules max 50mm min 25mm
Henri PIERA APEV 4-5/10/2012
13
Charge ou recharge d’un broyeur
Henri PIERA APEV 4-5/10/2012
• Le revêtement du broyeur doit être plus dur ou identique que les billes pour éviter une usure rapide du broyeur , son regarnissage étant extrèmement couteux et bloquant pour la production . • On mesure le volume du broyeur . Si on possède un compteur d’eau , on le remplit d’eau . • Ce volume est divisé par 3 et multiple par la densité des billes : V/3 X D = poids total de billes dans le broyeur à repartir suivant le % de petites , moyennes et grosses . • La charge d’un broyeur en frittes correspond environ à son volume divisé par 3 • Il est recommandé de contrôler le broyeur en charge de billes une fois par an . Le volume aura tendance à augmenter donc le poids des billes peut augmenter et si on broit toujours la même charge de frittes , le temps de broyage aura tendance à diminuer . • Attention on peut éventuellement sous charger un broyeur ( demi charge min.) mais il faut éviter de le surcharger . Le temps de broyage n’est pas une fonction linéaire de la charge .

14
Henri PIERA APEV 4-5/10/2012

15
Broyage Liquide Vitesse de broyage
Henri PIERA Apev 4 et 5 /10/2012
16
Broyage liquide
• La pesée des produits s’effectue en suivant une formule ( fiche suiveuse à cocher ) avec une séquence déterminée et en u3lisant une balance propre , appropriée et controlée régulièrement . Un système d’aspira3on controlé sera placé au dessus des balances et le meunier devra absolument u3liser les équipements de sécurité adéquats .
• Les ajouts et pigments seront stockés à proximité des balances pour réduire les déplacements • La pesée complète sera placée dans une trémie qui sera ensuite placée au dessus du broyeur et
vidangée . Idéalement on place d’abord la demi charge en friMe puis les ajouts et pigments et le reste de la charge : on facilite ainsi la vidange et on évite la poussière . La trémie doit être facilement manipulable pour aller vers les palleMes de sacs et éviter ainsi leur manipula3on .
• La trémie est placée au dessus du broyeur soit via un pont roulant , soit parce que la salle de pésee se situe au dessus du broyage pour la vidange . Il est conseillé de meMre l’eau après ce qui permet de laver le trou de vidange et de répar3r les charges , par contre on n’a pas droit à l’erreur.
Il est conseillé de meMre moins d’eau par rapport à la quan3té d’eau finale pour une u3lisa3on process afin de rincer convenablement le broyeur et réduire la quan3té restante ( 5 à 8%)
Pesée / Charge
Henri PIERA Apev 4 et 5 /10/2012
17
Broyage liquide
• Une fois la charge et l’eau mise et après mise du bouchon il convient de vérifier si ce dernier ne fuit pas .
• La durée de broyage est déterminée par la charge du broyeur , sa vitesse de rota3on ainsi que la
finesse à obtenir . CeMe durée est calculée en temps ou en nombres de tours . Quand ceMe durée a tendance à augmenter de 15 à 20 % , Il faut contrôler la charge du broyeur .
• Le broyage génère une énergie poten3el qui se traduit en énergie mécanique et énergie
thermique , les broyeurs ont donc tendance à chauffer et la barbo3ne à augmenter en température à tel point que dans certains cas( émaux pour aluminium) il est nécessaire de les refroidir pour réduire la lixivia3on des émaux qui augmente le PH et peut modifier la rhéologie des barbo3nes.
• Une fois le broyage fini , il est important de faire plusieurs contrôles avant de vider le broyeur : la
finesse qui détermine si le broyage est achevé ou non , la densité qui permet de voir s’il n’y a pas eu d’erreur au niveau du volume d’eau , la consistance pour savoir si l’on n’aurait pas oublié ou mal pesé un ajout . Il n’est pas recommandé de prendre un set-‐up car la mesure est faussée par la
température des barbo3nes .
Charge /Broyage
Henri PIERA Apev 4 et 5 /10/2012
18
Broyage liquide
• La vidange s’effectue à l’aide d’un bouchon robinet qui laisse passer la barbo3ne et re3ent les boules . Afin de vider au mieux le broyeur , celui ci est quelquefois muni d’un trou à l’opposé du trou de vidange ou sur le flasque et qui permet de casser le vide . Ce trou permet des prélèvement pour la finesse sans ouvrir le broyeur . On peut également par ce trou injecter de l’air pour aider à la vidange . Si Le broyeur ne dispose pas de trou , on peut injecter de l’air via une canule soudée sur le bouchon vidange . Les quelques litres d’eau manquants servent également à mieux vidanger .
• La barbo3ne est avantageusement tamisée lors de la vidange . La finesse étant obtenue le tamissage sert uniquement à éliminer la barbo3ne d’imbroyés bloqués au niveau du bouchon . Le résidus sur le tamis doit être rela3vement faible , S’il devient important il faut alors controler le broyeur et sa charge en billes ( et le tamis de contrôle) .
• Les tamis habituellement u3lisés sont des toiles métalliques en inox montés sur des systèmes vibrants électriques ou pneuma3ques .
• Les toiles habituellement u3lisées sont de: -‐ 60meshs pour les masses (250µm ouverture )
-‐ 80meshs pour blancs et couleurs ( 180µm ouverture -‐ 105 meshs pour les émaux aluminium ( 130µm) AMen3on à bien vérifier les tamis avant tamisage ( tamis percé ?)
• Il est primordial de retamisser les retours de pots et les stocks d’émaux avant u3lisa3on , des agglomérats pouvant se former ; les barbo3nes seront alors véhiculés grace à des pompes à menbranes .
Vidange du broyeur / tamisage
Henri PIERA Apev 4 et 5 /10/2012

Henri PIERA Apev 4 et 5 /10/2012 19
Voie liquide
• Contrôles – Finesse avant vidange – Densité avant et après vidange – Set up après vidange – Ecoulement après vidange
– Couleur, aspect, adhérence avant vidange si possible
Henri PIERA 4 et 5 /10/2012 20
Voie liquide
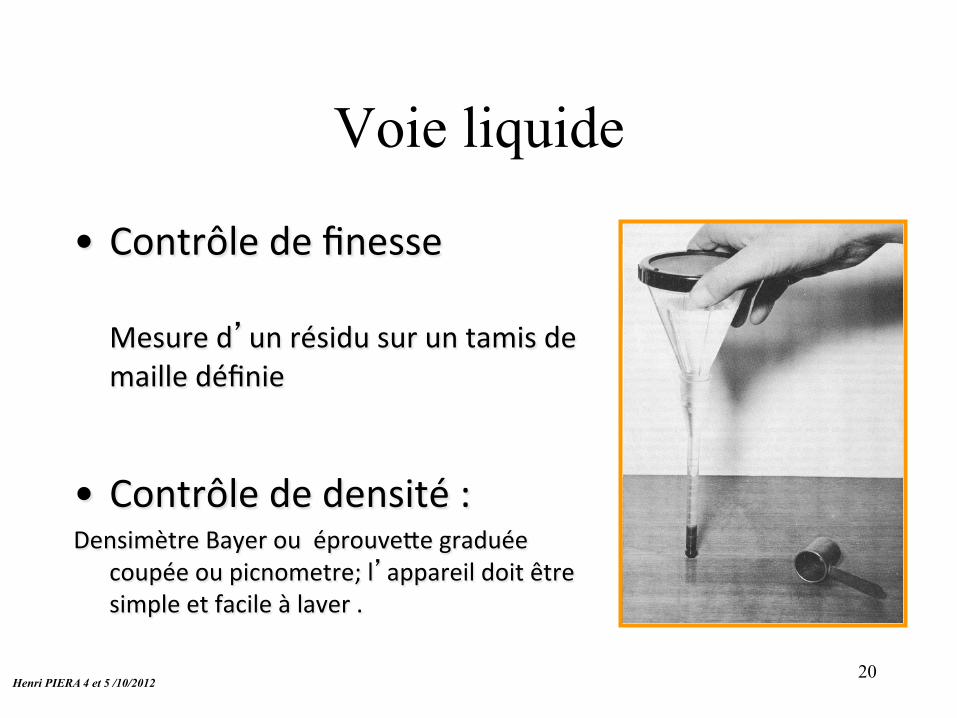
• Contrôle de finesse Mesure d’un résidu sur un tamis de maille définie
• Contrôle de densité : Densimètre Bayer ou éprouveEe graduée
coupée ou picnometre; l’appareil doit être simple et facile à laver .
21
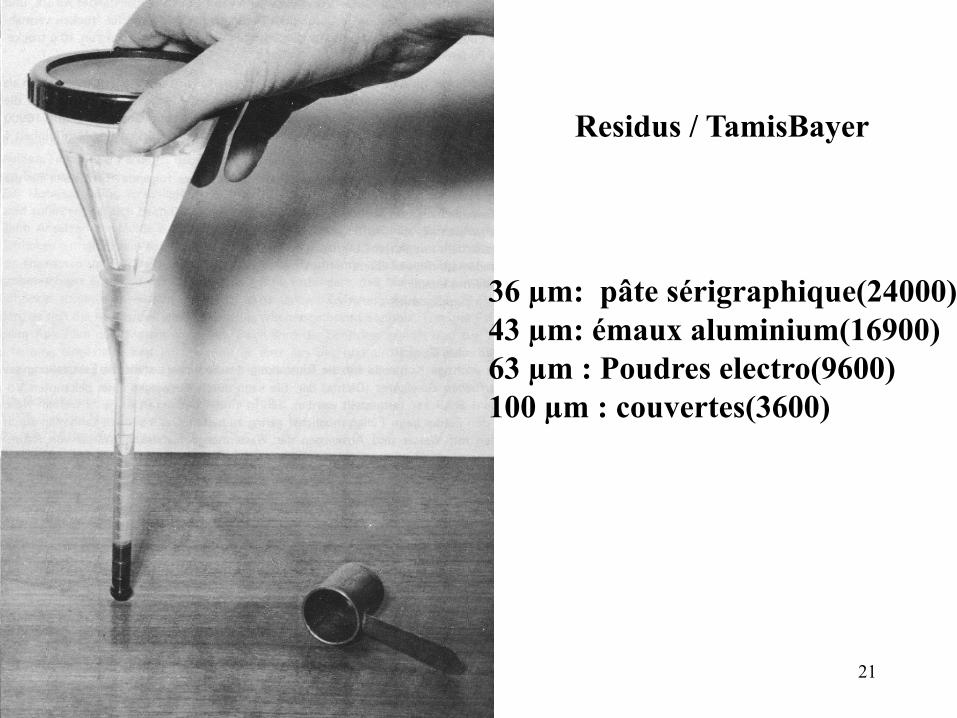
Residus / TamisBayer
36 µm: pâte sérigraphique(24000) 43 µm: émaux aluminium(16900) 63 µm : Poudres electro(9600) 100 µm : couvertes(3600)

22
Controles Rhéologiques
SLUMP TEST
Couteau Bayer

15/11/12 23
Voie liquide
l Contrôle de “set up” Mesure de la quantité de barbotine relevée sur une plaque
aspect et temps d’écoulement l Viscosité l Contrôle d’écoulement
Nappage et régularité de l’écoulement

Henri PIERA APEV 4 et 5 Octobre 2012
Troubles dans l’operation de broyage
• Solubilisation PB rheologie Surcharge d’émail mauvaise surface mauvais Ø de billes“trop petit” temperature du broyeur
• Pollution couleur Mauvais lavage
inclusions boules cassées
Probleme Consequences Origines

Défauts dus à la préparation de l’émail
Point blanc morceau de bille de broyage
HP -‐APEV -‐ 21-‐22/10/2010
26
Merci de votre aMen3on!
Des ques3ons ?
27
Formule de Broyage • Fritte d’émail verre + produit devitrifié Les émaux seront choisis pour leur grande résistivité
silicones (for Puesta)
• Charge Minerale Phase durcissante feldspath.. Pigments mineraux
Notions de broyage de poudre electrostatique
Henri PIERA APEV 4-5/10/2012
Le broyage s’effectue dans les mêmes broyeurs à boulets que pour le broyage humide mais à sec .
L’adjonction d’huile silicone qui enrobe les composants et se ponte sur les sites hydrogène sert à accélerer le broyage , à augmenter la résistivité et à apporter une certaine fluidité à la poudre .
Afin d’avoir une viscosité de l’huile toujours identique , les broyeurs sont chauffés au depart jusqu’à température moyenne du broyeur .

Henri PIERA APEV 4 et 5 Octobre 2012
Broyage des poudres électrosta3ques
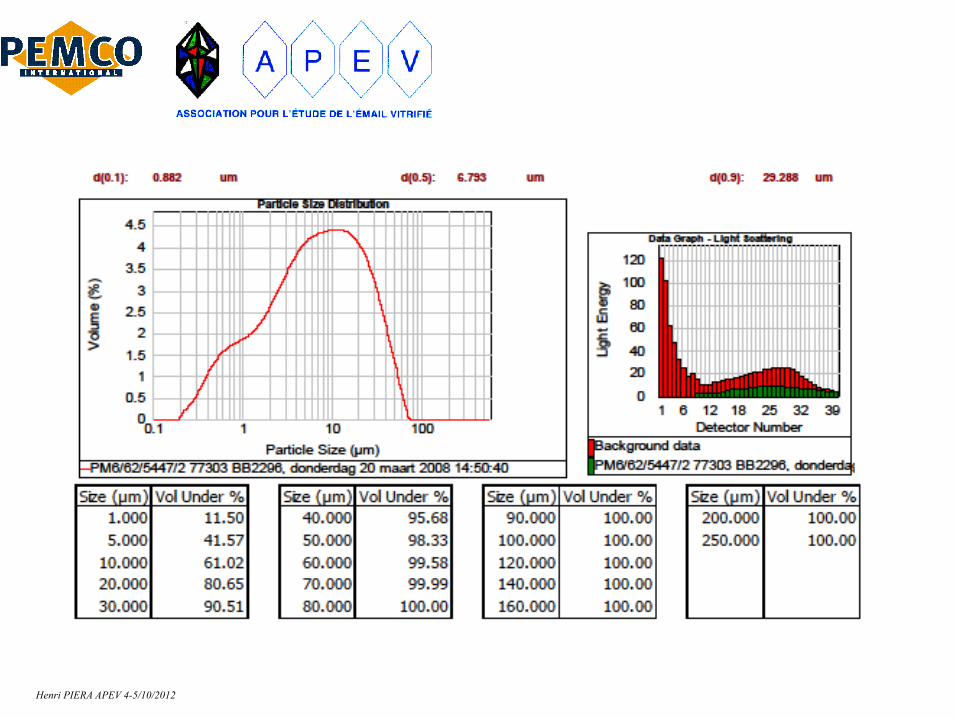
Les principaux contrôles sont :
- La finesse avec courbe granulométrique ( granulomètre laser ) - La résistivité de la poudre - la fluidité - le % d’adhésion après un temps donné
Lors du pontage de l’huile sur la fritte il y a une liberation d’hydrogène dans le broyeur qui avec l’oxygène donne un mélange détonant avec danger d’explosion . Il convient donc avant chaque ouverture du broyeur de purger celui ci à l’hydrogène afin d’éliminer tout l’hydrogène généré .