avis technique 21/10-010 - talev.fr · - 1 376 pa sous charge de neige normale (selon les règles...
TRANSCRIPT

Avis Technique 21/10-010
Procédé photovoltaïque
Photovoltaic system
Photovoltaiksystem
Module photovoltaïque verre/polymère mis en œuvre en toiture
SIT-M Titulaire : TENESOL SA
12-14 allée du levant FR-69890 La Tour de Salvagny Tél. : 04 78 48 88 50 Fax : 04 78 19 44 83 Internet : http://www.tenesol.fr
Commission chargée de formuler des Avis Techniques (arrêté du 2 décembre 1969)
Groupe Spécialisé n° 21 Procédés photovoltaïques
Vu pour enregistrement le 7 septembre 2010
Secrétariat de la commission des Avis Techniques
CSTB, 84 avenue Jean Jaurès, Champs-sur-Marne, FR-77447 Marne-la-Vallée Cedex 2
Tél. : 01 64 68 82 82 - Fax : 01 60 05 70 37 - Internet : www.cstb.fr
Les Avis Techniques sont publiés par le Secrétariat des Avis Techniques, assuré par le CSTB. Les versions authentifiées sont disponibles gratuitement sur le site internet du CSTB (http://www.cstb.fr) © CSTB 2010

2 21/10-010
Le Groupe Spécialisé n° 21 "Procédés photovoltaïques" de la Commission chargée de formuler des Avis Techniques a examiné, le 30 juin 2010, le procédé photovoltaïque "SIT-M", présenté par la société TENESOL. Il a formulé sur ce procédé l’Avis Technique ci-après. Cet Avis est formulé pour les utilisations en France européenne.
1. Définition succincte
1.1 Description succincte Procédé photovoltaïque, mis en œuvre du faîtage à l'égout, de façon partielle ou sur l'ensemble de la couverture et destiné à la réalisation d’installations productrices d’électricité solaire.
Il intègre :
• un (ou des) module(s) photovoltaïque(s), de puissance comprise entre 190 Wc et 240 Wc, muni(s) d’un cadre en profils d’aluminium,
• un système de montage permettant une mise en œuvre en toiture.
1.2 Identification des produits Les marques commerciales et les références des modules sont inscrites à l'arrière du module cadré reprenant les informations suivantes : le nom du module, son numéro de série, ses principales caractéristiques électriques ainsi que le nom du fabricant. Cet étiquetage fait également mention du risque inhérent à la production d’électricité du module dès son exposition à un rayonnement lumineux.
Les accessoires sont identifiables par leur géométrie particulière et sont référencés, lors de leur livraison, par une liste présente sur les colis les contenant.
2. AVIS Le présent Avis ne vise pas la partie courant alternatif de l’installation électrique, ni l’onduleur permettant la transformation du courant con-tinu en courant alternatif.
2.1 Domaine d’emploi accepté Domaine d’emploi proposé au § 1.2 du Dossier Technique, restreint aux dispositions énoncées dans le § 2.222 "Stabilité" du présent Avis.
2.2 Appréciation sur le produit
2.21 Conformité normative des modules La conformité des modules photovoltaïques à la norme NF EN 61215 permet de déterminer leurs caractéristiques électriques et thermiques et de s’assurer de leur aptitude à supporter une exposition prolongée aux climats généraux d’air libre, définis dans la CEI 60721-2-1.
2.22 Aptitude à l’emploi
2.221 Fonction Génie Électrique
Sécurité électrique du champ photovoltaïque • Conducteurs électriques
Le respect des prescriptions définies dans la norme NF C15-100, pour le dimensionnement et la pose, permet de s’assurer de la sécu-rité et du bon fonctionnement des conducteurs électriques.
Les câbles électriques utilisés ont une tenue en température am-biante de- 40 °C à 110 °C et peuvent être mis en œuvre jusqu’à une tension de 1 500 V en courant continu, ce qui permet d’assurer une bonne aptitude à l'emploi des câbles électriques de l’installation.
Protection des personnes contre les chocs électriques
Les modules photovoltaïques sont certifiés d’une Classe d'Application A selon la norme NF EN 61730, jusqu’à une tension maximum de 1 000 V DC et sont ainsi considérés comme répondant aux prescriptions de la classe de sécurité électrique II.
Les connecteurs TYCO SOLARLOK utilisés (entre modules et pour les connexions entre séries de modules et vers l’onduleur), ayant un indice de protection IP 65, sont des connecteurs débrochables per-mettant un bon contact électrique entre chacune des polarités et assurant également une protection de l’installateur contre les risques de chocs électriques.
L'utilisation de rallonges électriques spécifiques, pour permettre de ne relier entre eux que des connecteurs mâles et femelles de la même marque et du même fabricant, assure la fiabilité du contact électrique entre les connecteurs.
L'utilisation de connecteurs type SOLFIL (pour la liaison des cadres des modules et des rails) et de raccords à griffes (pour la liaison principale) pour un raccordement en peigne des masses métalliques de l'installation permet d'assurer la continuité de la liaison équipo-tentielle des masses du champ photovoltaïque lors de la mainte-nance du procédé.
Sécurité par rapport aux ombrages partiels Le phénomène de "point chaud" pouvant conduire à une détérioration du module est évité grâce à l’implantation de trois diodes bypass sur chacun des modules photovoltaïques.
Puissance crête des modules utilisés
Les modules "TE 2000" ont des puissances crêtes comprises entre 190 et 220 Wc avec un pas de 10 Wc.
Les modules "TE 2200" ont des puissances crêtes comprises entre 210 et 240 Wc avec un pas de 10 Wc.
2.222 Fonction Couverture
Stabilité La stabilité du système est convenablement assurée sous réserve :
• d'un calcul au cas par cas des charges climatiques appliquées sur la toiture, en tenant compte lorsque nécessaire des actions locales, pour vérifier que celles-ci n'excèdent pas :
- 1 376 Pa sous charge de neige normale (selon les règles NV65 modifiées),
- 1 090 Pa sous vent normal (selon les règles NV65 modifiées),
• d’une reconnaissance préalable de la charpente support vis-à-vis de la tenue des fixations,
• d'un espacement entre pannes de toiture compris entre 1,1 m et 1,6 m mais limité à 1,385 m lorsque le procédé est associé à des plaques profilées en fibres-ciment,
• d'un support de chaque rail sur deux appuis minimum,
• d'un porte-à-faux des rails (non éclissés) et des modules ne dépas-sant pas 400 mm par rapport aux brides d'ancrage,
• d'un soutien des modules par deux rails (au minimum) dont l'écart maximal est de 1 000 mm,
• d’informer le charpentier que le système génère des continuités d’appuis sur les pannes et que les descentes de charge devront être prises égales à 552 daN au droit de la bride d'ancrage.
Étanchéité à l’eau La conception globale du procédé, ses conditions de pose prévues par le Dossier Technique avec notamment l'obligation d'un raccordement à l'égout et au faîtage et la limitation de la longueur de rampant de la toiture à 20 m maximum permettent de considérer l'étanchéité à l’eau satisfaisante.
Le fait que la société TENESOL fournisse systématiquement les préco-nisations et plans de principe des tôleries de finition aux installateurs sous-traitants, ainsi que le recours toujours possible à son assistance technique permettent de préjuger favorablement de la conception de ces pièces et de l'étanchéité de l'ensemble de l'installation photovol-taïque.
Complexité de toiture Ce procédé ne peut être utilisé que pour le traitement des couvertures, de formes simples, ne présentant aucune pénétration sur la surface d'implantation du procédé photovoltaïque.
L'application du procédé en toiture complète paraît pouvoir être envi-sagé favorablement compte tenu du recours à l'assistance technique du fabricant si nécessaire, notamment pour la conception des tôles de rives de l'installation.
Sécurité au feu Les modules photovoltaïques ne sont pas destinés à constituer la face plafond de locaux occupés.
Les critères de réaction et de résistance au feu, ainsi que le compor-tement au feu extérieur de toiture, prescrits par la réglementation doivent être appliqués en fonction du bâtiment concerné.
En fonction des exigences, un essai peut s’avérer nécessaire.
Dans le cas des Établissements Recevant du Public (ERP), la Commis-sion Centrale de Sécurité (CCS) préconise par ailleurs la réalisation de mesures visant à assurer la sécurité des intervenants et des usagers (voir "Avis de la CCS sur les mesures de sécurité à prendre en cas d’installation de panneaux photovoltaïques dans un ERP" – Relevé des Avis de la réunion du 5 novembre 2009 de la sous-commission perma-nente de la CCS).

21/10-010 3
Sécurité des usagers La sécurité des usagers au bris de glace est assurée grâce à l'utilisa-tion d'un support continu constitué par les plaques nervurées du "bac étanche".
Sécurité des intervenants La sécurité des intervenants, lors de la pose, de l’entretien et de la maintenance, est normalement assurée grâce à la mise en place :
• de dispositifs permettant la circulation des personnes sans appui direct sur les modules photovoltaïques,
• de dispositifs antichutes selon la réglementation en vigueur : d’une part pour éviter les chutes sur les modules photovoltaïques et d’autre part, pour éviter les chutes depuis la toiture.
Attention, le système SIT-M ne peut en aucun cas servir de point d’ancrage à un système de sécurité.
Risques de condensation Les mises en œuvre, telles que décrites dans le Dossier Technique, permettent de gérer les risques de condensation de façon satisfaisante (voir le § 10 du Dossier Technique) :
• grâce à l'utilisation d'un régulateur de condensation dans le cas de toitures froides ventilées (cf. § 2.323 de l'Avis)
• de closoirs adéquats pour le blocage de la circulation d'air dans le cas de toitures chaudes.
Le procédé n'aggrave pas les risques de condensation par rapport aux couvertures traditionnelles en plaques d'acier nervurées (cf. la norme NF DTU 40.35).
2.23 Durabilité - Entretien La durabilité propre des composants, leur compatibilité et la nature des contrôles effectués lors de leur fabrication permettent de préjuger favorablement de la durabilité du procédé dans le domaine d’emploi prévu.
Dans les conditions de pose prévues par le domaine d'emploi accepté par l'Avis, en respectant le guide de choix des matériaux (voir le Ta-bleau 1) et moyennant un entretien conforme aux indications portées dans le Dossier Technique, la durabilité de cette couverture peut être estimée comme satisfaisante.
2.24 Fabrication et contrôle Les contrôles systématiques effectués dans les usines de fabrication permettent de préjuger favorablement de la constance de qualité de la fabrication du procédé photovoltaïque.
2.25 Mise en œuvre La mise en œuvre du procédé effectuée par la société TENESOL qui la confie à des installateurs sous-traitants, avertis des particularités de pose de ce procédé (d'une part, des entreprises qualifiées en couver-ture et d'autre part, des entreprises ayant les compétences requises en génie électrique) et ayant été formés par TENESOL lors de leur premier chantier, permet d’assurer une bonne réalisation des installa-tions.
Le mode constructif et les dispositions de mise en œuvre relèvent de techniques classiques de mise en œuvre en couverture à l'exception du calepinage des brides d'ancrage étant donné le décalage entre le pas des modules et le pas des nervures des plaques.
2.3 Cahier des Prescriptions Techniques
2.31 Prescriptions communes Les modules photovoltaïques doivent être installés de façon à ne pas subir d’ombrages portés afin de limiter les risques d’échauffement pouvant entraîner des pertes de puissance et une détérioration préma-turée des modules.
En présence d’un rayonnement lumineux, les modules photovoltaïques produisent du courant continu et ceci sans possibilité d’arrêt. La ten-sion en sortie d’une chaîne de modules reliés en série peut rapidement devenir dangereuse, il est donc important de prendre en compte cette spécificité et de porter une attention particulière à la mise en sécurité électrique de toute intervention menée sur de tels procédés.
La continuité de la liaison équipotentielle des masses du champ photo-voltaïque doit être maintenue, même en cas de maintenance ou de réparation.
Une reconnaissance préalable de la charpente support est à faire à l’instigation du maître d’ouvrage.
2.32 Prescriptions techniques particulières
2.321 Conception Les applications du procédé en toitures froides ventilées avec isolation sous pannes requièrent une étude préalable du maître d'œuvre vis-à-vis des risques de condensation sous le "bac étanche".
2.322 Installation électrique Les spécifications relatives à l’installation électrique décrites au Dossier Technique doivent être respectées.
Afin de protéger les biens et les personnes, l’installation photovoltaïque doit être réalisée conformément à la norme électrique NF C 15-100.
La réalisation de l’installation devra être effectuée conformément au guide UTE C15-712 et au Guide pratique à l'usage des bureaux d'études et installateurs sur les "Spécifications techniques relatives à la protection des personnes et des biens dans les installations photovol-taïques raccordées au réseau”, édité par l'ADEME et le SER en dé-cembre 2008.
2.323 Mise en œuvre Les installations devront toujours être mises en œuvre jusqu'à l'égout et au faîtage de la toiture.
Chaque mise en œuvre requiert une vérification des charges clima-tiques appliquées sur la toiture considérée, en tenant compte des actions locales, au regard des contraintes maximales admissibles du procédé et une reconnaissance préalable de la charpente support vis-à-vis de la tenue des fixations.
De plus, le charpentier doit être informé que le système génère des continuités d’appuis sur les pannes et que les descentes de charge devront être prises égales à 552 daN au droit de la bride d'ancrage.
Il est également nécessaire de noter que la mise en œuvre requiert une attention particulière concernant le calepinage des brides d'an-crage (étant donné le décalage entre le pas des modules et le pas des nervures des plaques) et la conception des tôleries d'étanchéité laté-rales et de rives de toiture.
Les règles de mise en œuvre décrites au Dossier Technique doivent être respectées.
La longueur de rampant maximale de 20 m devra être respectée.
La mise en œuvre du procédé doit être assurée par des installateurs sous-traitants de la société TENESOL, formés aux particularités du procédé et aux techniques de pose.
En cas de bris de glace ou d’endommagement d’un module photovol-taïque, un bâchage efficace doit être assuré et un remplacement de ce module défectueux réalisé dans les plus brefs délais.
Conclusions
Appréciation globale L'utilisation du procédé dans le domaine d'emploi accepté est ap-préciée favorablement.
Validité Jusqu'au 30 juin 2013.
Pour le Groupe Spécialisé n° 21 Le Président
Alain DUIGOU

4 21/10-010
3. Remarques complémentaires du Groupe Spécialisé
Les applications de ce procédé, en climat de montagne (altitude > 900 m), ne sont pas concernées par le domaine d’emploi accepté par l’Avis.
La spécificité du procédé impose que les installations soient toujours et obligatoirement reliées à l'égout et au faîtage de la toiture.
Comme pour l'ensemble des procédés de ce domaine :
• chaque mise en œuvre requiert :
- une vérification des charges climatiques appliquées sur la toiture considérée, en tenant compte le cas échéant des actions locales, au regard des contraintes maximales admissibles du procédé;
- une reconnaissance préalable de la charpente support vis-à-vis de la tenue des fixations.
• une attention particulière doit être apportée à la mise en œuvre afin de ne pas perturber la ventilation naturelle de la toiture.
Le Groupe Spécialisé attire l'attention sur le fait que les plaques nervu-rées du "bac étanche" constitue le plan d'étanchéité du procédé.
Il est également nécessaire de souligner l'importance du calepinage préalable des brides d'ancrage et des modules sur les plaques nervu-rées et de la bonne conception des tôleries de finition.
Le Rapporteur du Groupe Spécialisé n° 21 Nadège BLANCHARD

21/10-010 5
Dossier Technique établi par le demandeur
A. Description
1. Description générale
1.1 Présentation Procédé photovoltaïque, mis en œuvre du faîtage à l'égout, de façon partielle ou sur l'ensemble de la couverture et destiné à la réalisation d’installations productrices d’électricité solaire.
Il intègre :
• un (ou des) module(s) photovoltaïque(s), de puissance comprise entre 190 Wc et 240 Wc, muni(s) d’un cadre en profils d’aluminium,
• un système de montage permettant une mise en œuvre en toiture.
1.2 Domaine d’emploi • Utilisation en France européenne, pour des altitudes inférieures à
900 m et uniquement au-dessus de locaux à faible ou moyenne hy-grométrie ou en bâtiments ouverts.
• Mise en œuvre :
- en couvertures de tôles d'acier nervurées, tôles d'aluminium nervu-rées ou plaques profilées en fibres-ciment (conformes aux normes NF DTU et documents de référence concernés : notamment les normes NF DTU 40-35, NF DTU 40-36 ou le Cahier du CSTB 3297) :
- avec pannes acier ou pannes bois quand leur entraxe reste com-pris entre 1,1 m et 1,6 m mais limité à 1,385 m maximum lorsque le procédé est associé à des plaques profilées en fibres-ciment.
- soumises à des charges de neige normales n'excédant pas 1 376 Pa selon les règles NV 65 modifiées,
- soumises à des charges de vent normales n'excédant pas 1 090 Pa selon les règles NV 65 modifiées.
- sur des versants de pente, imposée par la toiture, comprise entre 10 % et 215 % (6° et 65°).
- applicable pour des toitures chaudes ou des toitures froides ventilées selon les dispositions du § 8.33. Toutefois, dans le cas d'une associa-tion avec une couverture en plaques profilées en fibres-ciment, l’emploi du procédé se fait exclusivement dans le cadre d’une toiture froide ventilée non isolée.
- sur des longueurs de rampants de toiture limitées à 20 m maximum et ce, dans la limite du respect des longueurs de rampant maximum définies dans les normes NF DTU et les documents de référence con-cernés lorsque des éléments de couverture (bacs acier ou plaques profilées en fibres-ciment) sont associés au procédé photovoltaïque.
• Les modules photovoltaïques peuvent être installés en partie courante de toiture, néanmoins raccordée à l'égout et au faîtage, ou sur l'en-semble de la toiture : l'installation pouvant ainsi être également raccor-dée aux rives. Ces mises en œuvre ne sont permises que si la toiture ne présente aucune pénétration (cheminées, sorties de toiture, fenêtres de toit…) sur la surface d'implantation des modules photovoltaïques.
Pour les bâtiments neufs si l'installation n'est pas reliée aux rives, le reste de la toiture sera traité à l'aide du profilé HACIERCO 3.333.39 avec une mise en œuvre conforme à la norme NF DTU 40.35
• En fonction du revêtement du cadre des modules photovoltaïques et des pièces du système de montage, le Tableau 1 précise les atmos-phères extérieures permises.
2. Éléments constitutifs Le procédé photovoltaïque "SIT-M" est l’association d’un module photo-voltaïque cadré et d’un système de montage spécifique lui permettant une mise en œuvre en toiture (voir la Figure 1).
Le module utilisé peut être de deux natures différentes. Ces modules ne diffèrent que par leur taille, leur puissance électrique et la disposition des cellules photovoltaïques.
• "TE 2000" : (1 510 ± 2) mm x (995 ± 2) mm x 50 mm
• "TE 2200" : (1 660 ± 2) mm x (990 ± 2) mm x 50 mm
Tous les éléments décrits dans ce paragraphe font partie de la livraison du procédé assurée par la société TENESOL.
2.1 Module photovoltaïque
2.11 Film polymère Deux films polymère peuvent être utilisés :
• Complexe à base de PET (Polyéthylène téréphtalate) entre deux couches de PVF (Polyfluorure de vinyle ou Tedlar®).
- Épaisseur : (0,35 ± 0,03) mm - Tension diélectrique maximum admissible : 1 145 V
• Complexe à base de Protekt, PET (Polyéthylène téréphtalate) et EVA (Ethyl Vinyl Acétate).
- Épaisseur : (0,242 ± 0,037) mm
- Tension diélectrique maximum admissible > 1 000 V
2.12 Cellules photovoltaïques Les cellules de silicium utilisées proviennent de trois fournisseurs différents.
• Fournisseur Q.CELLS
- Technologie des cellules : polycristalline.
- Dénomination commerciale : "Q6LTT-xxxx"
- Dimensions : (156 ± 0,5) mm x (156 ± 0,5) mm.
- Épaisseur : (180 ± 30) µm.
• Fournisseur Q.CELLS
- Technologie des cellules : monocristalline.
- Dénomination commerciale : "Q6LM"
- Dimensions : (156 ± 0,5) mm x (156 ± 0,5) mm.
- Épaisseur : (200 ± 40) µm.
• Fournisseur PHOTOVOLTECH
- Technologie des cellules : polycristalline.
- Dénomination commerciale : "STD156-AA"
- Dimensions : (156 ± 0,5) mm x (156 ± 0,5) mm.
- Épaisseur : (180 ± 30) µm.
• Fournisseur DELSOLAR
- Technologie des cellules : polycristalline.
- Dénomination commerciale : "D6P"
- Dimensions : (156 ± 0,5) mm x (156 ± 0,5) mm.
- Épaisseur : (180 ± 30) µm, (200 ± 30) µm, (220 ± 40) µm.
Ces cellules sont réparties différemment dans les modules "TE2000" et "TE2200" étant donnés qu'ils n'ont pas la même taille (voir la Figure 2).
Note : les distances données ci-dessous sont déterminées par rapport aux dimensions hors tout du module cadré.
Modules photovoltaïques "TE 2000"
Au nombre de 54, ces cellules sont connectées en série et réparties en 6 colonnes de 9 cellules selon la configuration suivante :
• distance minimale entre cellules horizontalement : (4 ± 3) mm,
• distance minimale entre cellules verticalement : (4 ± 3) mm,
• distance minimale aux bords latéraux : (19,5 ± 4) mm,
• distance minimale au bord supérieur : (44 ± 6) mm.
• distance minimale au bord inférieur : (30 ± 6) mm.
Modules photovoltaïques "TE 2200"
Au nombre de 60, ces cellules sont connectées en série et réparties en 6 colonnes de 10 cellules selon la configuration suivante :
• distance minimale entre cellules horizontalement : (3 ± 2) mm,
• distance minimale entre cellules verticalement : (3 ± 2) mm,
• distance minimale aux bords latéraux : (14 ± 3) mm,
• distance minimale au bord supérieur : (34 ± 5) mm.
• distance minimale au bord inférieur : (24 ± 5) mm.
2.13 Collecteurs entre cellules Les collecteurs entre cellules photovoltaïques sont en cuivre étamé.
2.14 Intercalaire encapsulant Deux résines à base d’EVA (Ethyl Vinyl Acétate) peuvent être utilisées : de 0,46 mm d’épaisseur, la résine permet d’encapsuler les cellules entre le film polymère et le vitrage.

6 21/10-010
2.15 Vitrage • Nature : verre trempé selon la norme EN 12150 avec surface intérieure
structurée.
• Transmission solaire : 90,9 %
• Épaisseur : (3,2 ± 0,2) mm
• Dimensions :
- Modules "TE 2000" : 1 502 x 987 mm
- Modules "TE 2200" : 1 652 x 982 mm
2.16 Constituants électriques
2.161 Boîte de connexion Une boîte de connexion de dénomination "JBV8.2" fabriquée par la socié-té TENESOL est collée avec du silicone "DOW CORNING 7091" en sous-face du module. Elle présente les dimensions hors tout suivantes : 127 x 92,5 x 30 mm.
Cette boîte de connexion permet le raccordement aux câbles qui permet-tront la connexion des modules.
Elle est de Classe II de sécurité électrique, certifiée par le TÜV et possède les caractéristiques suivantes :
• Indice de protection : IP 65.
• Tension de système maximum : 1 000 V DC.
• Intensité assignée : 9 A.
• Plage de température : -40°C à 85°C.
2.162 Diodes bypass Trois diodes bypass sont implantées dans chaque boîte de connexion des modules.
Chacune de ces diodes protègent, soit 18 cellules dans le cas des mo-dules "TE 2000", soit 20 cellules dans le cas des modules "TE 2200". Elles permettent de limiter les échauffements de cellules dus aux ombrages et évitent ainsi le phénomène de “point chaud”.
2.163 Câbles électriques Les modules sont équipés de deux câbles électriques de section 4 mm² et de longueurs asymétriques : 840 mm pour la polarité positive et 1 030 mm pour la polarité négative. Ces câbles se trouvent à l’arrière du module, en sortie de la boîte de connexion, et sont équipés de connec-teurs adaptés (voir le § 2.164).
Ces câbles, certifiés par le TÜV, ont notamment les spécifications sui-vantes :
• Plage de température ambiante maximum : - 40 °C à 110 °C.
• Courant maximum admissible de 36 A.
• Tension assignée : 1 500 V.
• Classe II de sécurité électrique.
• Certificat TÜV n°1169/08.2007 selon les spécifications 2Pfg.
Tous les câbles électriques de l’installation (en sortie des modules et pour les connexions entre séries de modules et vers l’onduleur) sont en accord avec la norme NF C 15-100, le guide UTE C15-712, et les spécifications des onduleurs (longueur et section de câble adaptées au projet). Pour attacher ces câbles aux rails de l'installation photovoltaïque, des colliers à serrage rapide sont fournis.
2.164 Connecteurs électriques Les connecteurs électriques utilisés sont des connecteurs débrochables préassemblés aux câbles des modules. De marque TYCO SOLARLOK et de références 6-1394461-2 (connecteur positif) et 1394462-4 (connecteur négatif), ces connecteurs ont les caractéristiques suivantes :
• indice de protection électrique IP 65,
• classe II de sécurité électrique,
• tension assignée de 1 000 V,
• courant maximum admissible de 25 A,
• plage de température de - 40 °C à + 105 °C,
• résistance de contact de 1 mΩ.
Des deux câbles sortant du module, celui dont la polarité est positive est muni d’un connecteur femelle tandis que celui dont la polarité est néga-tive est muni d’un connecteur mâle.
Si nécessaire, la liaison entre les câbles électriques des modules et les câbles électriques supplémentaires devra se faire au travers de rallonges pour permettre de ne relier entre eux que des connecteurs mâles et femelles de la même marque et du même fabricant. La fabrication de ces rallonges devra se faire grâce à des sertisseuses spécifiques.
2.17 Cadre du module photovoltaïque Le cadre des modules est composé d’un châssis en profils d’aluminium EN AW 6060 anodisé (17 µm minimum) pour la fixation au système de montage.
Le cadre des modules présente deux profilés longitudinaux (sur la lon-gueur des modules) et deux profilés transversaux (sur la largeur des modules).
Ces profilés (voir la Figure 3) présentent les moments et modules d'iner-tie suivants :
• Profilé longitudinal :
- Ix horizontal : 1,609 cm4
- Iy vertical : 8,174 cm4
- Wely = 2.819 cm3
- Welz = 0.766 cm3
• Profilé longitudinal :
- Ix horizontal : 1,088 cm4
- Iy vertical : 5,619 cm4
- Wely = 2.161 cm3
- Welz = 1.088 cm3
Ces profilés sont associés autour du module par vis et silicone "DOW CORNING 7096" dans la feuillure.
2.2 Système de montage Les éléments de ce système de montage sont commercialisés par projet suite au dimensionnement de la société TENESOL.
2.21 "Bac étanche"
2.211 Bacs nervurés Le "bac étanche" est composé de plaques nervurées HACIERCO 3.333.39T. De type trapézoïdal, elles présentent trois ner-vures d'entraxe 333 mm et de hauteur 39 mm (voir la Figure 4).
D'épaisseur 75/100ème, leur dimension hors tout est de 1 000 x 39 mm. La longueur est variable de 2 m à 6 m.
Ces tôles sont en acier, de nuance S 320 GD, galvanisé Z225 suivant la norme NF EN 10346.
Elles peuvent disposer de deux revêtements différents :
• un prélaquage polyester thermodurcissable selon NF EN 10169 de 35 µm d'épaisseur sur la face intérieure et de 25 µm sur la face exté-rieure, de teinte RAL 7022 et de classe IV selon la norme XP P 34.301.
• un prélaquage thermoplastique à base de PVC selon NF EN 10169 de 60 µm d'épaisseur sur la face intérieure et de 200 µm sur la face exté-rieure, de teinte RAL 7022 et de classe V selon la norme XP P 34.301.
La teinte RAL peut être choisie sur demande.
Attention : il est à noter qu'une attention particulière devra être prise lors de la manutention de ces bacs nervurés pour ne pas endommager leur revêtement.
2.212 Régulateur de condensation Si nécessaire (voir le § 8.33), la sous-face des bacs peut être équipée en usine d'un régulateur de condensation conforme à la norme
NF DTU 40.35.
2.22 Éléments de fixation • Bride d'ancrage (aluminium EN AW 6106 T6) et joint interface (EPDM)
La bride d'ancrage (voir la Figure 5) permet d'une part de fixer le "bac étanche" sur la charpente mais elle va également servir de support aux rails nécessaires à la mise en œuvre des modules photovoltaïques.
La bride dispose de stries et d'un trou oblong sur sa partie verticale afin d'offrir un réglage en hauteur lors de la fixation du rail. Pour cette fixation mécanique, chaque bride est fournie avec une vis à tête marteau Ø 8 x 30 et un écrou hexagonal à embase crantée M8, en acier inoxy-dable A2, pour la fixation du rail sur la bride.
L’étanchéité en sous-face de la bride d'ancrage est assurée par la mise en œuvre en usine d'un joint d’étanchéité, en EPDM cellulaire (de dureté shore 65), renforcé en son centre par une rondelle du même matériau pour le passage de la vis (diamètre intérieur 8 mm, diamètre extérieur 16 mm). Ce joint vient également supprimer l’éventuel couple électroly-tique entre la bride d’ancrage en aluminium et le "bac étanche". Ce joint est conçu pour offrir un appui parfait en plage de bac tout en permettant de compenser les tolérances de hauteur de la nervure (voir la Figure 6).
Sur sa base horizontale, la bride d’ancrage est munie d'un trou débou-chant de 8 mm de diamètre pour permettre son ancrage à la charpente par une vis adaptée à la nature de la charpente (voir plus loin).
Obtenu par filage, ces éléments de 4 mm d'épaisseur sont débités en longueur de 60 mm et présentent les dimensions hors tout suivantes (L x l x h) est de : 96,4 x 60 x 83,4 mm.

21/10-010 7
• Cavaliers (acier galvanisé ép. 8/10 mm ou 10/10 mm)
Les cavaliers pour onde trapézoïdale viennent en complément des brides d’ancrage pour la fixation du "bac étanche" à la charpente.
Conformes à la norme NF DTU 40.35, ils sont systématiquement fournis et quantifiés en suivant les dispositions données par la norme NF DTU 40.35 (§ 6.1.4.3) et dans l'annexe K en excluant les emplace-ments déjà occupés par les brides d’ancrage.
Le cavalier est associé aux mêmes vis que celles utilisées pour la bride d’ancrage (voir le § 3). Il est également fourni avec une rondelle d'étan-chéité (cf. Annexe K de la norme NF DTU 40.35).
• Rails (aluminium EN AW 6106 T6)
Les rails (voir Figure 7 et Figure 8) vont permettre de constituer la struc-ture porteuse des modules photovoltaïques.
Disposant de deux gorges, ils permettent d'accueillir d'un côté la fixation des brides intermédiaires et de bord et de l'autre la fixation des brides d'ancrage.
Conçus pour supporter chacun trois modules, les rails présentent les dimensions hors tout (L x l x h) suivantes :
- (3 044 ± 1) mm x 39,8 x 59,8 mm pour les installations photovol-taïques équipées de module TE2200,
- (3 059 ± 1) mm x 39,8 x 59,8 mm pour les installations photovol-taïques équipées de module TE2000.
Les moments d'inertie de ces rails sont les suivants :
- Ix horizontal : 25,38 cm4
- Iy vertical : 9,73 cm4
Chaque rail est équipé d’une bride (en aluminium EN AW 6106 T6) de format 36.8 x 58.8 x 35 mm soudée (soudure MIG AlSi5) à son extrémi-té. Cette bride permet la retenue des trois modules disposés sur le rail. Ainsi, la partie du rail équipée de la bride soudée doit toujours être orien-tée vers le bas du rampant.
Le rail, dans sa partie orientée vers le haut du rampant, dispose d’un trou Ø9 pour permettre l’éclissage des rails.
• Éclisses (aluminium EN AW 6106 T6)
Ce profilé de section rectangulaire assure la tenue mécanique entre rails et permet également le bon alignement de ceux-ci entre eux (voir la Figure 9).
Leurs dimensions hors tout (L x l x h) sont de 400 x 40 x 20,5 mm.
Pour sa fixation à l'un des rails, l'éclisse est fournie avec une vis CHC M8 x 20 mm à loger dans le trou du rail prévu à cet effet et à visser dans le trou taraudé M8 de l’éclisse.
• Brides de fixation (aluminium EN AW 6060 T6)
Les brides de fixation sont les pièces qui vont permettre de pincer les cadres des modules sur les rails. Il en existe de deux sortes : les brides intermédiaires (voir la Figure 11) et les brides de bord (voir la Figure 12).
D'épaisseur 3 mm, chaque pièce est débitée en longueur de 80 mm et est dotée d’un trou central de diamètre 9 mm pour la fixation au rail. Chaque bride est ainsi fournie avec une vis M8 (respectivement de 35 mm pour les brides intermédiaires et de 30 pour les brides de bord) à tête cylindrique en inox A2 associée à un écrou marteau Ø 8 en zinc nickel.
Les dimensions hors tout (L x l x h) :
- de la bride intermédiaire sont de 80 x 40 x 33 mm.
- de la bride de bord sont de 80 x 30 x 53 mm.
• Closoir d'étanchéité (mousse de polyéthylène)
Ces pièces sont utilisées pour le traitement des toitures chaudes au faîtage et à l'égout pour l'étanchéité à l'air.
Au faîtage, un closoir "contre-profil" sera utilisé entre le "bac étanche" et la tôlerie de faîtage tandis qu'un closoir "profil" sera utilisé à l'égout entre le premier élément de charpente (panne) et le "bac étanche".
• Visserie :
- Pour la fixation des plaques nervurées sur la charpente au travers des brides d'ancrage ou des cavaliers (à raison d'une vis par bride d'an-crage et d'une vis par cavalier)
- sur les pannes acier d'épaisseur de 2 à 4 mm d'épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 80 mm avec une capacité de per-çage de 5 mm (type SX-5/55-S16-5,5x80) ayant une résistance à l’arrachement Pk de 379 daN dans les pannes. L'axe des vis est posi-tionné à l’aplomb de la panne dans la bride d’ancrage et/ou dans le cavalier pour ne pas écraser les nervures.
Avec rondelle d'étanchéité inox/EPDM de diamètre 16 mm.
- sur les pannes acier d'épaisseur supérieure à 4 mm d'épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémen-té zingué, de longueur 84 mm avec une capacité de perçage de 14 mm (type SX-14/58-S16-5,5x84) ayant une résistance à l’arrachement Pk de 927 daN dans les pannes.
L'axe des vis est positionné à l’aplomb de la panne dans la bride d’ancrage et/ou dans le cavalier pour ne pas écraser les nervures.
Avec rondelle d'étanchéité inox/EPDM de diamètre 16 mm.
- sur les pannes bois à partir de 80 mm d'épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémen-té zingué, de longueur 98 mm avec une capacité de perçage de 14 mm (type SXW-S16-6,5x98) ayant une résistance à l’arrachement Pk de 650 daN (pour un ancrage de 50 mm) dans les pannes. L'axe des vis est positionné à l’aplomb de la panne dans la bride d’ancrage et/ou dans le cavalier pour ne pas écraser les nervures.
Avec rondelle d'étanchéité inox/EPDM de diamètre 16 mm.
- Pour le couturage des plaques nervurées au niveau des recouvrements longitudinaux (à raison de deux vis réparties uniformément sur l'en-traxe des pannes)
Visserie autoperçeuse ou autotaraudeuse conforme aux prescriptions de l'annexe K (Tableau K5) de la norme NF DTU 40.35.
2.23 Câbles de liaison équipotentielle des masses Les câbles de liaison équipotentielles des masses sont définis et câblés conformément aux normes en vigueur (notamment le guide UTE C15-712).
Pour permettre la liaison équipotentielle du champ photovoltaïque avec raccordement en peigne (voir la Figure 15), deux différents accessoires sont fournis :
• des connecteurs de type SOLFIL à vis autoforeuses de la société MECATRACTION pour la connexion des cadres des modules et des rails,
• des raccords à griffes pour permettre la connexion des masses métal-liques au câble principal.
2.24 Éléments de finition spécifiques au chantier Les éléments de finition vont permettre de relier l'installation photovol-taïque aux éléments de couverture existants ou à la toiture (égout, rives, faîtage) et de finaliser la mise en œuvre.
Ces pièces sont à réaliser par l'installateur qui sera guidé par les préconi-sations et les plans de principe de la société TENESOL (voir le § 8 et les figures à la fin du Dossier Technique).
Elles devront être en tôles d'acier galvanisé Z225 selon la norme NF EN 10346, d'épaisseur 75/100ème, et devront bénéficier de l'un de ces deux revêtements (en relation avec les plaques nervurées du "bac étanche" et le guide de choix des matériaux en fonction de l'atmosphère extérieure) :
• un prélaquage polyester thermodurcissable selon NF EN 10169 de 35 µm d'épaisseur sur la face intérieure et de 25 µm sur la face exté-rieure, de teinte RAL 7022 et de classe IV selon la norme XP P 34.301.
• un prélaquage thermoplastique à base de PVC selon NF EN 10169 de 60 µm d'épaisseur sur la face intérieure et de 200 µm sur la face exté-rieure, de teinte RAL 7022 et de classe V selon la norme XP P 34.301.
La longueur maximale de ces pièces devra être de 2 m.
Tôlerie d'étanchéité latérale
Utilisée en parties latérales de l'installation, cette pièce canalise l’eau le long du rampant et assure la liaison du "bac étanche" avec les éléments de couverture environnants (voir la Figure 17 et la Figure 18).
Tôlerie d'étanchéité en rive de toiture
Utilisée en rive de toiture gauche ou droite (lorsque l'installation photo-voltaïque est reliée aux rives de la toiture), cette pièce assure la liaison de l'installation photovoltaïque avec le bâtiment en venant recouvrir le "bac étanche" (voir la Figure 19). Elle présente une longueur maximale de 2 m.
Tôlerie de faîtage
Utilisée au faîtage, cette pièce assure la jonction entre le "bac étanche" et le faîtage de la toiture.
En fonction du traitement de la toiture, elle devra être de deux géomé-tries différentes pour permettre de gérer les toitures froides ventilées (voir la Figure 20) et les toitures chaudes (voir la Figure 21).
Ses caractéristiques dimensionnelles sont explicitées sur la Figure 22. Dans le cas d'une tôlerie de faîtage ayant à traiter des hauteurs diffé-rentes de nervures ou d'ondes sur un même pan, se référer à la Figure 23.
Dans le cas d'une tôlerie de faîtage traitant d'un pan de toiture en "SIT-M" et d'un autre pan de toiture en plaques profilées en fibres-ciment, se référer au schéma de principe en Figure 24.

8 21/10-010
3. Autres éléments La fourniture comprend également des éléments permettant de constituer un système photovoltaïque : onduleurs, câbles électriques reliant le champ photovoltaïque au réseau électrique en aval de l’onduleur… Ces éléments ne sont pas examinés dans le cadre de l’Avis Technique qui se limite à la partie électrique en courant continu.
Les éléments suivants, non fournis, sont toutefois indispensables au bon fonctionnement du procédé utilisé :
• Visserie :
Pour la fixation des tôles d'étanchéité latérales ou de rives
Visserie autoperçeuse dont les spécifications sont fournies en fin de Dossier au niveau des figures concernées (figures 41 et 42).
- Pour la fixation des tôles de faîtage sur les pannes (à raison d'une vis sur chaque nervure du "bac étanche")
- sur les pannes acier jusqu’à 4 mm d’épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémen-té zingué, de longueur 80 mm avec une capacité de perçage de 5 mm (type SX-5/55-S16-5,5x80) ayant une résistance à l’arrachement Pk minimum de 27 daN dans les pannes. L'axe des vis est positionné à l’aplomb de la panne, à 30 mm au-dessus du closoir (s'il est présent) et à 80 mm maximum du bord de la tôle de faîtage.
Avec rondelle d'étanchéité inox/EPDM de diamètre 16 mm.
- sur les pannes acier d'épaisseur au-dessus de 4 mm d’épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémen-té zingué, de longueur 84 mm avec une capacité de perçage de 14 mm (type SX-14/58-S16-5,5x84) ayant une résistance à l’arrachement Pk minimum de 27 daN dans les pannes. L'axe des vis est positionné à l’aplomb de la panne, à 30 mm au-dessus du closoir (s'il est présent) et à 80 mm maximum du bord de la tôle de faîtage.
Avec rondelle d'étanchéité inox/EPDM de diamètre 16 mm.
- sur les pannes bois à partir de 50 mm d’épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémen-té zingué, de longueur 98 mm avec une capacité de perçage de 1 x 0,63 à 2 x 1 mm (type SXW-S16-6,5x98) ayant une résistance à l’arrachement Pk minimum de 27 daN (pour un ancrage de 50 mm) dans les pannes. L'axe des vis est positionné à l’aplomb de la panne, à 30 mm au-dessus du closoir (s'il est présent) et à 80 mm maximum du bord de la tôle de faîtage.
Avec rondelle d'étanchéité inox/EPDM de diamètre 16 mm.
4. Conditionnement, étiquetage, stockage
4.1 Les modules photovoltaïques Les modules photovoltaïques sont conditionnés par deux dans un carton. Une palette comprend 11 cartons, soit 22 modules.
Chaque module possède deux étiquetage : l'un, en face avant, sous forme d'un code barre et d'un numéro de série et un étiquetage, en face arrière, selon la norme EN 50380, comprenant les informations suivantes :
• le nom du fabricant,
• la marque commerciale du module,
• les caractéristiques électriques du module,
• le lieu, la date et l'heure de fabrication, les opérateurs impliqués, le lot des composants critiques utilisés.
Les résultats des différents tests et contrôles sont enregistrés dans une base de données. Il existe également une traçabilité descendante qui permet de savoir, pour un client, une date d'expédition et un lieu donné, les modules ayant été fournis (par numéro unique).
4.2 Le "bac étanche" Les plaques nervurées sont conditionnées en colis. Chacun comporte un étiquetage précisant le client, le fabricant, les références chantier, le numéro de la commande, le repère du colis dans la commande, le poids, la géométrie du profil, le nombre d’éléments, la longueur, la nature du revêtement, le coloris, les indications relatives au marquage CE.
Ces colis doivent être transportés dans des conditions qui préservent les produits de l’humidité. Le stockage des plaques constituant le "bac étanche" doit être fait sous abri ventilé (magasin couvert, bâche…). Les colis doivent être inclinés et séparés du sol pour favoriser leur séchage et permettre une bonne aération en évitant toute déformation permanente des plaques. Par ailleurs, on doit veiller à éliminer tout débris, cailloux, qui pourraient venir poinçonner le colis en sous face.
Spécifications particulières pour les plaques nervurées munies du régula-teur de condensation : les plaques doivent être stockées au sec. Une légère pente empêchera la retenue d’humidité dans le régulateur.
4.3 Autres éléments du procédé Les profils de grande dimension du système de montage tel que les rails sont livrés en fardeaux.
Les pièces de petites dimensions, comme les brides d’ancrages, la visse-rie, les brides intermédiaires et de bords, sont conditionnées dans des cartons sur lesquels la quantité et la référence sont précisées.
Lors de la livraison, une liste des pièces contenues dans le colis est four-nie précisant le nombre de chacune de celle-ci.
Concernant les brides d'ancrage, un contrôle systématique de l’assemblage (bride, joint, rondelles) est effectué à chaque réception et envoi de matériel.
5. Caractéristiques dimensionnelles
Caractéristiques dimensionnelles des modules photovoltaïques
TE 2000 TE 2200
Dimensions hors tout (mm)
1 510 x 995 x 50 1 660 x 990 x 50
Dimensions du laminé photovoltaïque (mm)
1 502 x 987 x 4,5 1 652 x 990 x 4,5
Surface hors tout (m²) 1,50 1,64
Surface d’entrée (m²) 1,43 1,57
Masse (kg) 18 19
Masse spécifique (kg/ m²)
12,0 11,6
Le système de montage des modules photovoltaïques est modulaire. De ce fait, il permet d’obtenir une infinité de champs photovoltaïques. Leurs caractéristiques dimensionnelles sont les suivantes :
Caractéristiques dimensionnelles des champs photovoltaïques
Largeur de champ (mm) Lm x NbX + 10 x (NbX+1)
Hauteur du champ (mm) lm x NbY + 20 x (NbY+1)
Poids au m² de l’installation 21,5 kg/m²
Poids au m² de l’installation si régulateur de
condensation saturé 24 kg/m²
Avec NbX : le nombre de modules disposés en largeur dans le sens parallèle à l'égout, Lm : la longueur des modules, NbY : le nombre de modules disposés en hauteur dans le sens parallèle à la pente, lm : la largeur des modules.
6. Caractéristiques électriques
6.1 Conformité à la norme NF EN 61215 Les modules cadrés "TE 2000" et "TE 2200" ont été certifiés conformes à la norme NF EN 61215.
6.2 Sécurité électrique Les modules cadrés "TE 2000" et "TE 2200" ont été certifiés conformes à la Classe d'Application A de la norme NF EN 61730, et sont ainsi considé-rés comme répondant aux prescriptions de la classe de sécurité électrique II.
6.3 Performances électriques Les performances électriques suivantes des modules ont été déterminées par flash test et ramenées ensuite aux conditions STC (Standard Test Conditions : éclairement de 1 000 W/m2 et répartition spectrale solaire de référence selon la CEI 60904-3 avec une température de cellule de 25 °C).
Modules "TE 2000"
Pmpp (W) 190 200 210 220
Uco (V) 32,7 32,9 33,1 33,3
Umpp (V) 26,5 26,7 26,9 27,2
Icc (A) 7,8 8 8,2 8,5
Impp (A) 7,2 7,5 7,8 8,1
αT (Pmpp) [%/°C] - 0,46
αT (Uco) [mV/°C] - 116,1
αT (Icc) [mA/°C] + 4,4
Courant inverse maximal (A) 16

21/10-010 9
Modules "TE 2200"
Pmpp (W) 210 220 230 240
Uco (V) 36,2 36,5 36,8 37
Umpp (V) 29,5 29,7 29,9 30,1
Icc (A) 7,8 8 8,2 8,3
Impp (A) 7,2 7,5 7,8 8
αT (Pmpp) [%/°C] - 0,46
αT (Uco) [mV/°C] - 129,0
αT (Icc) [mA/°C] + 4,4
Courant inverse maximal (A) 16
Avec :
Pmpp : Puissance au point de Puissance Maximum.
Uco : Tension en circuit ouvert.
Umpp : Tension nominale au point de Puissance Maximum.
Icc : Courant de court circuit.
Impp : Courant nominal au point de Puissance Maximum.
αT (Pmpp): Coefficient de température pour la Puissance Maximum.
αT (Uco) : Coefficient de température pour la tension en circuit ouvert.
αT (Icc) : Coefficient de température pour l’intensité de court-circuit.
7. Fabrication et contrôles
7.1 Fabrication des modules photovoltaïques La fabrication des modules photovoltaïques et leur assemblage avec le cadre s’effectuent sur les sites de la société TENESOL MANUFACTURING au Cap en Afrique du Sud et TENESOL TECHNOLOGIES à Toulouse (31) certifiés ISO 9001. Ces unités de production ont une capacité de produc-tion annuelle de 50 et 55 MWc.
Contrôle des fournisseurs
Les fournisseurs des composants critiques (cellules, verre et EVA) entrant dans la constitution de nos modules photovoltaïques sont régulièrement audités. Ils sont tous certifiés ISO 9001.
Contrôle en ligne de production des modules
Nos modules sont contrôlés à 100 % à différentes étapes du processus de production, et en particulier :
• Contrôle des cellules par caméra.
• Contrôle de la continuité électrique des modules avant lamination.
• Contrôle visuel des modules à l’aide d’une table lumineuse pour leur conformité aux critères qualité.
• Contrôle des modules par simulateur solaire en fin de production pour la mesure de la puissance électrique réelle et l’intégrité électrique des modules.
Contrôle du processus de fabrication :
• Contrôle des soudures en face avant et arrière des cellules par échantil-lonnage (test destructif par traction des rubans soudés).
• Contrôle du processus de lamination (Gel content périodique).
• Calibration périodique du simulateur solaire à l’aide de modules de références mesurés par un laboratoire indépendant (TÜV Rheinland, Allemagne).
• Inspections aléatoires de modules avant inspection pour valider le contrôle qualité.
Suivi des modules :
• Chaque module est doté d’un numéro de série unique laminé dans le module.
• Les données électriques du test de puissance au simulateur solaire ainsi que les inspections qualité sont enregistrés pour chaque module dans une base de données garantissant la traçabilité des modules.
7.2 Fabrication du système de montage
7.21 Fabrication du "bac étanche" Les plaques nervurées sont fabriquées par la société ARCELOR MITTAL sur le site d'HAGETMAU (40).
Ces plaques sont de profil 3.333.39T et sont fabriquées par profilage à froid à partir d’une tôle conditionnée en bobine. La technique de profilage consiste à former progressivement l’élément par passage entre des trains de galets successifs.
Lorsque les plaques sont livrées avec un régulateur de condensation, celui-ci est appliqué sur la bobine par laminage ou par calandrage grâce à la présence de colle.
Le contrôle des bobines acier galvanisé prélaqué utilisées lors de la fabri-cation des plaques nervurées est effectué tout au long des différents stades de la production conformément aux normes NF EN 10346 et XP P 34-301. La traçabilité est assurée entre ces différents stades, ainsi qu’entre les bobines d’acier et les commandes de produits finis.
Les tolérances sur épaisseur sont conformes aux tolérances "normales" définies dans la norme NF EN 10143.
Les tolérances géométriques sont conformes aux normes : NF P 34-205-1 (Réf DTU 40.35), NF P 34-401 et NF EN 508-1.
Lors de l’opération de profilage, une vérification de l'outil est effectuée avant la mise en production automatique :
• au minimum 3 fois par poste,
• à chaque changement d’épaisseur ou de qualité de revêtement.
Ces contrôles portent tant sur la géométrie du produit que sur son aspect général.
7.22 Fabrication des éléments de fixation Les brides d'ancrages, intermédiaires et de bord ainsi que les rails sont fabriqués par la société SAPA sur le site de LE GARRIC (81) selon les plans et le cahier des charges de la société TENESOL.
Ce site est certifié ISO 9001.
Des contrôles dimensionnels des échantillons prélevés après l’usinage final (géométrie - côte/épaisseur) sont effectués avec les moyens tradi-tionnels ou le scanner.
7.23 Fabrication des éléments de finition Les éléments de finition sont hors fournitures TENESOL. Ils doivent être conformes aux dispositions définies par les plans de principe et les spéci-fications TENESOL.
8. Mise en œuvre
8.1 Généralités La mise en œuvre du procédé doit toujours être assurée par la société TENESOL.
Pour chaque affaire, le bureau d’études TENESOL dimensionne le système en fonction des contraintes climatiques du site (zone de vent, zone de neige,..) et des contraintes géométriques du support charpente (type de panne, entraxe,…).
La sélection du(des) installateur(s) sous-traitant(s) se fait au travers des compétences requises pour la pose du procédé :
• compétences en charpente,
• compétences en couverture,
• compétences électriques.
Enfin, l'(les) installateur(s) sous-traitant(s) est(sont) systématiquement accompagné(s) et formé(s) par le conducteur de travaux TENESOL sur son(leur) premier chantier (voir § 10).
La mise en œuvre du système SIT-M doit être réalisée par des installa-teurs qualifiés, dans le respect du code du travail et notamment de la réglementation sur le travail en hauteur. Attention, le système SIT-M ne peut en aucun cas servir de point d’ancrage à un système de sécurité.
Lors de la pose, de l’entretien ou de la maintenance, il est notamment nécessaire de mettre en place des dispositifs permettant la circulation des personnes sans appui direct sur les modules : il convient de mettre en place un dispositif de répartition de charge (platelage, échelle de cou-vreur). Il conviendra également de protéger le revêtement des plaques nervurées de la toiture.
Les modules photovoltaïques peuvent être connectés en série, parallèle ou série/parallèle.
Ils ne peuvent être mis en œuvre en toiture qu'uniquement en mode paysage : leur plus grande longueur étant parallèle à l'égout.
Le montage a été conçu pour des toits ayant une pente comprise entre 10 % et 215 % (6° et 65°). Il n'est réalisable que sur des toitures en tôles d'acier nervurées, tôles d'aluminium nervurées ou plaques profi-lées en fibres-ciment (conformes aux normes NF DTU et documents de référence concernés : notamment les normes NF DTU 40-35, NF DTU 40-36 ou le Cahier du CSTB 3297) :
• avec pannes acier ou pannes bois (conformes aux normes NF DTU 40-35, NF DTU 40-36 ou le Cahier du CSTB 3297) quand leur entraxe reste compris entre 1,1 m et 1,6 m mais limité à 1,385 m maximum lorsque le procédé est associé à des plaques profilées en fibres-ciment.
• quand les charges climatiques appliquées sur la toiture concernée :
- en termes de charges de neige normales, n'excédent pas 1 376 Pa selon les règles NV 65 modifiées,
- en termes de charges de vent normales, n'excédent pas 1 090 Pa selon les règles NV 65 modifiées.

10 21/10-010
De plus, le charpentier devra être informé que le système génère des continuités d’appuis sur les pannes et que les descentes de charge de-vront être prises égales à 552 daN.
Préalablement à chaque projet, la toiture et sa charpente devront être vérifiées à l'instigation du Maître d'Ouvrage, auprès d'un bureau d'études structures, pour une reconnaissance préalable de la charpente support vis-à-vis de la tenue des fixations et pour vérifier que les charges admis-sibles sur celle-ci ne soient pas dépassées du fait de la mise en œuvre du procédé.
8.2 Spécifications électriques
8.21 Généralités Le procédé photovoltaïque est conçu pour permettre une installation dans des conditions de sécurité optimale. Les circuits DC étant à un niveau de tension supérieur à la TBT (< 120 V DC), le type de composants et leurs caractéristiques permettront de garantir une isolation électrique du sys-tème DC vis-à-vis des personnes pendant l’installation et l’exploitation du système.
Les dispositions prises pour assurer la sécurité des personnes répondent à la norme NF C 15-100. Le choix des matériels mis en œuvre et leur installation répondent aux préconisations du guide UTE C15-712 et au guide pratique du Syndicat des Énergies Renouvelables (SER) et de l’ADEME du 01 décembre 2008 "Spécifications techniques relatives à la protection des personnes et des biens dans les installations photovol-taïques raccordées au réseau".
L’installation du procédé est confiée à du personnel habilité au sens de la publication UTE C18-510. L’installateur devra rigoureusement respecter les règles de la publication telles que vérifications systématiques d’absence de tension et procédures de consignation.
L’installateur devra également respecter les procédures et notices d’installation fournies. L’installation et les raccordements se feront hors tension ou via la connectique IP2X mise en œuvre au préalable. En cas de manipulation de parties actives sous tension, les règles du travail sous tensions s’appliqueront suivant la publication UTE C18-510.
Les modules sont raccordés en série pour constituer une branche. Le nombre de modules raccordés en série est limité par la tension DC mini-male et maximale et la tension d’entrée des onduleurs. Suivant le type d’onduleurs utilisé, la tension minimale peut varier de 150 à 250 V envi-ron et la tension maximale peut varier de 400 à 900 V environ. La tension maximale du système ne peut dépasser 1 000 V DC compatibles avec les caractéristiques des modules.
Les branches seront raccordées en parallèle sur les onduleurs via des coffrets de raccordement DC. Le nombre de branches pouvant être rac-cordés en parallèle est limité par le courant DC d’entrée maximum de l’onduleur. Les courants admissibles des câbles DC, des différents maté-riels (coffrets de raccordement DC) et des connecteurs DC seront égale-ment pris en compte pour déterminer le nombre de branches pouvant être raccordées en parallèle.
Dans tous les cas :
• Il convient de ne raccorder en série que des modules de même type (puissance nominale, courants et tensions identiques, même technolo-gie) et exposés aux mêmes conditions d’ensoleillement (orientation et inclinaison). De même, il convient de ne raccorder en parallèle que des branches strictement identiques (même nombre de modules en série, même orientation et même inclinaison).
• Les préconisations du guide UTE C15-712 et du guide pratique du SER du 01 décembre 2008 devront rigoureusement être respectées, no-tamment au niveau de la protection contre les courants inverses sus-ceptibles de survenir en cas de défaut sur une branche de modules (influence sur la définition des coffrets de raccordement DC).
Deux critères interviennent pour le dimensionnement des câbles : le courant admissible et la chute de tension induite. La section des câbles dépendra donc de la longueur de la liaison, du type de pose et sera choi-sie de manière à respecter la préconisation de 1 % de chute de tension au maximum entre le champ PV et le ou les onduleurs. Ces critères sont systématiquement vérifiés pour chaque installation.
Les composants DC sont dimensionnés au minimum suivant les recom-mandations en vigueur :
• en tension : Uoc(stc) x 1,15
• en courant : Isc(stc) x 1,25.
8.22 Connexion des câbles électriques La connexion des modules se fera au fur et à mesure de la pose des modules (de bas en haut) avant leur fixation à l'aide des brides.
Le cheminement des câbles électriques s’effectue en toiture, en sous-face des modules photovoltaïques.
Un autocontrôle de la connexion de chaque module doit être effectué par l'installateur à l'avancement pour assurer la bonne connexion de chaque connecteur.
De ce fait, ils sont en majeure partie cachés du rayonnement lumineux lorsque le champ est constitué. Les câbles seront clairement identifiés et chemineront jusqu’aux onduleurs le long des ouvrages en intérieur ou en
extérieur (câbles résistant au UV de classe AN3) sous protection méca-nique selon le cheminement retenue. Les câbles sont de type C2 non-propagateur de flamme.
Toutes les préconisations de câblage du guide UTE C15-712 et du guide pratique du SER du 1 décembre 2008 seront mises en œuvre (limitation des boucles induites, cheminements spécifiques et distinct…).
La mise à la terre du champ s’effectue en peigne en récupérant :
• les masses métalliques des cadres des modules par l'intermédiaire de câbles secondaires passant dans des bornes bimétal,
• les masses métalliques de chaque rail par l'intermédiaire de connec-teurs de type SOLFIL en utilisant une rallonge pour la connexion des rails éclissés (voir la Figure 14).
Le tout est relié au câble principal par des raccords à griffes (voir le § 2.23 et la Figure 15).
Tous les câbles électriques doivent être fixés aux rails grâce à des colliers fournis : voir le principe en Figure 16.
Avant tout raccordement à l'onduleur, chaque série électrique de modules photovoltaïques doit être contrôlée à l’aide d’un multimètre : continuité, tension en circuit ouvert de la branche, identification des polarités posi-tive et négative.
Les câbles électriques sont ensuite conduits vers l’intérieur du bâtiment en passant sous la tôlerie de faîtage. De fait, le closoir mousse "contre-profil", s'il est présent (cas des toitures chaudes), devra être légèrement creusé pour permettre ce passage. Enfin, afin d'éviter que l'eau ne re-monte par capillarité le long de ces câbles, il sera nécessaire de faire un effet "goutte d'eau" avec les câbles au-dessus du closoir "contre-profil" situé en partie supérieure de l'installation (voir la Figure 25).
Il sera également nécessaire de respecter les précautions suivantes :
• Toutes les connexions électriques doivent être très proprement effec-tuées (surtout en courant continu sinon risque d’arc électrique et des-truction des bornes).
• Utilisation de câbles munis de connecteurs.
• Aucune pénétration de câbles en toiture ne doit rompre l’étanchéité.
• Les câbles devront être posés de telle sorte que leur position ne favo-rise pas la pénétration d’humidité dans les connecteurs ou boîtes de jonction.
• Les câbles positifs et négatifs devront être posés jointivement pour éviter toute boucle de câblage. Ils doivent être attachés à la structure ou cheminer sous des conduits appropriés.
8.3 Mise en œuvre en toiture
8.31 Longueur maximum des rampants de toitures La longueur maximum des rampants de toiture pour l'implantation du procédé photovoltaïque est de 20 m.
8.32 Traitement des dilatations thermiques La conception du procédé au regard du traitement des dilatations ther-miques s'inspire du Cahier du CSTB n° 3194.
La longueur des rails ne dépassant pas 3 m, l'ensemble des fixations reliant les rails aux brides d'ancrage doivent être des points fixes : il sera donc nécessaire de serrer au maximum les écrous correspondants lors de la pose ou de la maintenance du procédé.
L'éclissage doit se faire avec un espacement entre les deux rails alumi-nium éclissés de 6 mm au minimum, correspondant à 2 mm par mètre linéaire des éléments à abouter.
De plus, aucun module ne peut se situer au-dessus d'un éclissage des rails : ceci permet ainsi d'éviter une éventuelle contrainte au sein même des modules photovoltaïques du fait d'une dilatation thermique des rails en aluminium.
8.33 Traitement des risques de condensation Le procédé est applicable pour des toitures froides ventilées ou toitures chaudes. Néanmoins, il convient de respecter les dispositions suivantes :
• Dans le cas d'une association avec une couverture en plaques profilées en fibres-ciment, l’emploi du procédé se fera exclusivement dans le cadre d’une toiture froide ventilée non isolée.
• Dans le cas d'une installation en toiture complète sur des bâtiments neufs, la toiture devra être traitée en tant que toiture froide ventilée (cf. § 2.222 Risques de condensation et § 2.321 de l'Avis).
• Dans tous les autres cas, le traitement de la toiture chaude ou froide (cf. § 2.222 Risques de condensation et § 2.321 de l'Avis) sera dicté par les règles de l'art.
Il est rappelé que les toitures d'implantation du procédé doivent être conformes aux normes NF DTU et documents de référence concernés : notamment les normes NF DTU 40-35, NF DTU 40-36 ou le Cahier du CSTB 3297.
21/10-010 11
8.331 Toitures froides ventilées Dans le cadre d’une toiture froide ventilée, l’emploi du régulateur de condensation en sous-face du "bac étanche" est systématique et le faî-tage doit être ventilé.
• Toitures isolées sous pannes (voir la Figure 26)
Si ce n'est pas déjà le cas, la conception de la toiture devra respecter les dispositions suivantes :
- L'épaisseur de la lame d'air continue entre l'isolant et la sous-face du support de couverture doit être au moins de 4 cm.
- Pour la conception de la faîtière ventilée, il sera nécessaire de respecter les prescriptions de la norme NF DTU 40.35 : pour chaque versant con-sidéré, les sections minimales de chaque série d'ouvertures (par rap-port à la surface projetée) à adopter sont :
- Pour les bâtiments à faible hygrométrie : 1/2000ème pour les entrées d'air et 1/2000ème pour les sorties d'air ;
- Pour les bâtiments à moyenne hygrométrie : 1/1000ème pour les en-trées d'air et 1/1000ème pour les sorties d'air.
- La section de chaque série d'ouvertures ne doit pas dépasser 400 cm² par mètre linéaire.
• Toitures non isolées
Pour la conception de la faîtière ventilée, il sera nécessaire de respecter les prescriptions de la norme NF DTU 40.35 : pour chaque versant de toiture à ventiler, la section minimale de chaque série d’ouverture (entrée ou sortie d’air) est égale au moins au 1/500 de la surface projetée du versant considéré sans toutefois dépasser les 400 cm² par mètre linéaire.
Se référer à la Figure 27.
8.332 Toitures chaudes Au faîtage, la tôlerie doit être adaptée au traitement de la toiture : voir les schémas de principe en Figure 21. Pour permettre de bloquer la circulation d'air en sous-face du "bac étanche" et des éventuels éléments de couverture, il convient d'utiliser des closoirs à l'égout et au faîtage :
- A l'égout, un closoir "profil" devra être positionné et compressé au plus bas de l'installation entre le "bac étanche" et le premier élément de charpente (panne) pour bloquer la circulation d'air en sous-face des nervures du "bac étanche".
- Un closoir "contre-profil" devra, quant à lui, être positionné au faîtage entre le "bac étanche" et la tôlerie de faîtage pour bloquer la circulation d'air qui pourrait venir en sous-face de la tôlerie.
Les closoirs se posent au droit de l’appui (panne) à environ 3 cm au-dessous de la ligne de fixation.
• Toitures isolées sur pannes (voir la Figure 28)
La pose du procédé se fait sur l'isolant (conformément à son Document Technique d'Application) présent sur les pannes de la toiture.
• Toitures isolées entre pannes avec lame d'air non ventilée
Ce cas n'est pas traité.
• Toitures isolées entre pannes et sans lame d'air
Se référer à la Figure 29.
8.34 Pose en toiture de façon partielle Dans ce cas, les modules remplacent en partie les éléments de couver-ture avec raccordement de l'installation à l'égout et au faîtage.
Le montage du système SIT-M s’effectue du bas vers le haut.
Se référer à la Figure 30 pour les jeux et espacements à respecter entre chaque élément du procédé.
8.341 Conditions préalables à la pose Dans le cas d’un bâtiment existant, il convient en premier lieu de décou-vrir la zone d'implantation des éléments de couverture existants sur la surface hors tout du champ photovoltaïque dont les dimensions sont indiquées dans le § 5.
Dans le cas de bâtiments neufs, la surface des rives latérales autour du champ photovoltaïque devront obligatoirement être traitées à l'aide de plaques nervurées HACIERCO 3.333.39T (identiques à celles constituant le "bac étanche" du procédé).
Une reconnaissance préalable de la charpente support vis-à-vis de la tenue des fixations est à faire à l’instigation du maître d’ouvrage. Si nécessaire, il sera nécessaire de remplacer les éléments de charpente en mauvais état (dans le cadre d’une charpente bois, les éléments résineux seront de classe 2 suivant la norme NF EN 335 partie 2 et classement visuel ST II suivant norme NF B 52-001).
Le montage de chaque rail pourra se faire sur deux ou trois pannes en sachant que le système génère des continuités d’appuis sur les pannes et que les descentes de charge devront être prises égales à 552 daN.
Cet entraxe entre pannes est de toute façon compris entre 1,1 m et 1,6 m mais limité à 1,385 m maximum lorsque le procédé est associé à des plaques profilées en fibres-ciment.
8.342 Mise en place du "bac étanche" Concernant la manutention des plaques nervurées constituant le "bac étanche", il convient de ne pas les griffer ou les choquer pour éviter la mise à nu du métal ou entraîner des déformations rendant les profils inaptes à la bonne exécution des travaux.
Les plaques nervurées doivent être posées sur la charpente avec les nervures parallèles à la ligne de plus grande pente, en partant du bas vers le haut de l'installation (voir la Figure 31).
Le recouvrement longitudinal des plaques nervurées est donné par l'em-boîtement de la nervure de rive "emboîtante" sur la nervure de rive "emboitée" de la plaque nervurée précédente. La plaque nervurée à poser vient recouvrir la plaque nervurée précédemment posée dans le sens inverse des vents de pluie dominants.
Un recouvrement transversal entre plaques nervurées de 300 mm est imposé quelque soit la zone et la situation climatique. Dans le cas d’une implantation en zone climatique III, la pose d’un complément d’étanchéité conforme à la norme NF P 30-305 est obligatoire au niveau de chaque recouvrement transversal des plaques nervurées. De bas en haut, la rive basse de la plaque nervurée supérieure à poser vient recou-vrir la rive haute de la plaque nervurée inférieure déjà posée. Les recou-vrements transversaux des plaques doivent toujours s’effectuer au-dessus d'une panne.
Il peut être nécessaire de découper les plaques nervurées sur le chantier pour permettre de s'adapter aux conditions et à la géométrie de la toi-ture. Dans ce cas, il convient de respecter les dispositions suivantes :
• Protéger le revêtement organique (par bâchage) pour éviter toute dégradation et en particulier toute incrustation de particules métal-liques chaudes.
• Éliminer les bavures.
• Protéger les tranches pendant le stockage et la manipulation.
• Des précautions doivent être prises pour éviter toutes rayures ou mar-quage. Ces dégradations constitueraient des amorces de corrosion dans le temps.
• Éliminer soigneusement au fur et à mesure de la pose les limailles de perçage par un nettoyage à la brosse nylon et à l’eau claire (sans dé-tergent).
8.343 Fixation du "bac étanche" Le "bac étanche" doit être fixé aux pannes de la toiture par l'intermé-diaire des brides d'ancrage et des cavaliers. Les brides d'ancrage servent à la fixation du "bac étanche", des rails puis des modules, tandis que les cavaliers ne servent qu'à la fixation du "bac étanche".
Ainsi, il convient de mettre en place les brides d'ancrage en premier lieu, puis, de compléter la fixation du "bac étanche" à l'aide des cavaliers.
Avant d'utiliser les brides d'ancrage, il conviendra de s'assurer de la présence des joints d'étanchéité EPDM en sous-face.
Les nervures sur lesquelles viennent s’implanter les brides d’ancrages sont définies et fournies au travers d'un plan systématique réalisé par le bureau d’études TENESOL en suivant le principe donné sur la Figure 32 et la Figure 33 en fonction des modules utilisés (TE2000 ou TE2200) avec cependant des adaptations spécifiques lorsque le nombre de modules "en ligne" dépasse 31 pour les modules TE2000 et 34 pour les modules TE2200 (en jouant éventuellement sur l'entraxe de 10 mm entre modules ou en supportant les modules par trois rails au lieu de deux).
Chaque module doit être supporté par deux rails dont l'entraxe ne peut dépasser 1 000 mm. Étant donné la longueur des modules (1 510 et 1 660 mm) et l'emplacement des nervures des plaques nervurées, les brides peuvent ne pas avoir des entraxes constants et de ce fait, on observe un décalage entre le pas des modules et celui des nervures tout au long de l’avancement. En conséquence, les brides (et donc les rails) peuvent être positionnables sur une largeur de 400 mm de chaque côté des modules (voir la Figure 34).
Chaque bride d'ancrage est fixée aux pannes grâce à une vis fournie (voir le § 2.22) : celle-ci ne doit pas être positionnée sur l'axe de la panne (voir la Figure 35).
Les cavaliers sont quant à eux à implanter en respectant les dispositions données par le DTU 40.35 au § 6.1.4.3 en respectant obligatoirement les dispositions suivantes (voir la Figure 36). • Fixation en nervure de rive de la plaque, au droit de chaque panne.
• Fixation sur toutes les nervures au droit de tous les recouvrements transversaux (le long de la pente) des plaques.
• Fixation de toutes les nervures du "bac étanche" au droit de l'avant-dernière et de la dernière panne avant l'égout à l'aide des cavaliers.
• Fixation de toutes les nervures du "bac étanche" au droit de l'avant-dernière et de la dernière panne avant le faîtage.
• Fixation en quinconce des deux nervures principales centrales du "bac étanche".
De plus, les plaques nervurées doivent être couturées à leurs recouvre-ments longitudinaux à l'aide de vis de couturage prévues à cet effet. Il faudra systématiquement deux vis de couturage entre chaque panne.

12 21/10-010
8.344 À l'égout (voir la Figure 37) Il faut respecter un débord maximum du "bac étanche" à l’égout de 200 mm.
En aucun cas, les chéneaux et gouttières ne doivent être fixés sur les plaques nervurées du "bac étanche" de la solution mais sur la charpente du bâtiment.
Dans le cas d’une évacuation des eaux pluviales par le biais d’une gout-tière "classique", il convient de faire en sorte que le "bac étanche" du système SIT-M rejette l’eau dans celle-ci.
Dans le cas de l'utilisation d'un larmier, celui-aura une retombée de 40 mm minimum dans la gouttière.
De plus, s'il n'est pas prévu de gouttière, un débord minimum du bac de 50 mm devra être réalisé au-delà de la façade.
8.345 Pose des rails Les rails doivent être mis en place sur les brides d'ancrage, précédem-ment fixées sur les pannes de la charpente au travers du "bac étanche" (voir la Figure 35). Ces rails sont alors parallèles à la pente de la toiture et sont maintenus dans les brides à l'aide de vis M8 avec écrous mar-teaux.
Conformément au plan fourni par la société TENESOL, l'emplacement des rails est effectué de sorte à ce que chaque module soit supporté par deux rails dont l'entraxe maximum est de 1 000 mm.
La partie du rail équipée de la bride soudée est toujours orientée vers le bas du rampant. De ce fait la bride reprend les charges des trois modules reposant sur le rail.
Le porte-à-faux maximum d'un rail (non éclissé) par rapport à la bride d'ancrage ne doit pas dépasser 400 mm (voir la Figure 39).
Chaque rail est obligatoirement supporté par deux appuis minimum.
Il est nécessaire de vérifier le bon alignement des rails entre eux dans le sens transversal mais également en altitude de manière à offrir une surface plane aux modules. Si besoin, utiliser le réglage offert par les trous oblongs de la bride d’ancrage pour ajuster le tout.
Il est nécessaire de serrer au maximum l'écrou qui permet la fixation du rail sur la bride d'ancrage.
8.346 Éclissage des rails Les rails doivent être mis bout à bout à l'aide de l'éclisse pour permettre de traiter des rampants de longueur supérieure à 3 m.
Dans ce cas, l'éclisse doit être mise en place entre les deux rails en ve-nant s’insérer dans la section rectangulaire intérieure des rails. Il est nécessaire de conserver un jeu de 6 mm (obtenu à l’aide d’une entretoise non fournie faisant office de gabarit) entre les deux rails aboutés pour permettre leur dilatation thermique.
Cette éclisse doit ensuite être fixée au niveau de la partie supérieure du rail grâce à une vis CHC M8 x 20 mm (fournie) qui sera logée dans le trou taraudé (prévu à cet effet) du rail et vissée dans le trou taraudé traver-sant M8 de l'éclisse (voir la Figure 10 et la Figure 40). Ainsi, la vis permet de retenir l'éclisse dans le rail.
L'éclissage peut avoir lieu au droit de la bride d'ancrage et jusqu'au milieu de la portée du rail éclissé.
8.347 Pose des tôleries d'étanchéité latérales Il est indispensable d'installer les tôleries d'étanchéité avant la pose des modules. Les modules en bordure de champ recouvrant en partie les abergements, ils ne laissent par conséquent aucun accès aux tôleries.
Les tôleries d'étanchéité latérales viennent recouvrir les plaques nervu-rées ainsi que les éléments de couverture adjacents sur une onde (plaques profilées en fibres-ciment) ou une nervure (plaques nervurées).
Les tôles d'étanchéité latérales devront être fixées par trois vis position-nées différemment selon la nature des éléments de couverture environ-nants (voir la Figure 41 et la Figure 42).
Lorsque plusieurs lignes de modules photovoltaïques sont installées, les tôleries d’étanchéité latérales doivent toujours venir par-dessus des tôles d’étanchéité situées directement au-dessous.
Le recouvrement d'une tôle d'étanchéité latérale sur une autre doit être de 300 mm minimum.
En partie inférieure et supérieure de l'installation, la tôlerie d’étanchéité latérale doit avoir un débord similaire à celui du "bac étanche".
8.348 Pose des modules photovoltaïques Les modules photovoltaïques sont mis en œuvre uniquement en mode paysage sur les rails. Il convient de commencer leur pose par le bas de l'installation. Les colonnes de modules sont séparées de 10 mm : il con-viendra d'utiliser une entretoise faisant office de gabarit pour s'assurer de cet écartement.
Après avoir glissé le premier module de chaque rail sous la bride soudée, il convient de mettre en place les deux autres modules du rail et de les fixer à l'aide des brides intermédiaires (reprenant la fixation de deux modules, de part et d'autre de la bride) et d'une bride de bord à l'extré-mité supérieure de chaque rail (reprenant uniquement la fixation du dernier module).
Pour la bride de bord, utiliser la vis M8 x 30 et l'écrou marteau M8.
Pour la bride intermédiaire, utiliser la vis M8 x 35 et l'écrou marteau M8.
Lors de la mise en place des brides, il est nécessaire de prendre soin de bien les fixer en butée contre le cadre des modules : la prise en feuillure du cadre dans les brides étant de 10 mm.
Pour l'aspect esthétique de l'ensemble, il est possible de tronçonner les longueurs de rails en débord des modules.
8.349 Au faîtage (voir la Figure 44) La partie supérieure de l'installation est traitée directement par une tôlerie de faîtage qui vient reposer sur les nervures du "bac étanche" avec un recouvrement minimum de 120 mm.
Les tôleries de faîtage doivent avoir un recouvrement longitudinal de 200 mm les unes sur les autres, dans le sens inverse des vents de pluie dominants.
Ces pièces sont fixées à l'aide de visserie non fournies (voir § 3) sur les nervures des plaques nervurées (voir la Figure 45).
Pour la liaison avec les tôles latérales, se référer à la Figure 46 dans le cas d'une association avec plaques d'acier nervurée et à la Figure 47 dans le cas d'une association avec des plaques profilées en fibres-ciment.
8.35 Pose en toiture complète La surface de la toiture est, dans ce cas, entièrement recouverte de modules photovoltaïques puisque l'installation est reliée au faîtage, à l'égout et aux rives de la toiture. La toiture ne doit alors présenter aucune pénétration (cheminées, sorties de toiture, fenêtres de toit…).
Pour ce faire, il convient de respecter l'ensemble des dispositions citées dans les § 8.1, § 8.2, § 8.31, § 8.32 et § 8.33 en y ajoutant les préconi-sations suivantes liées aux rives.
Dans le cas de la liaison du procédé aux rives de la toiture, il sera indis-pensable de fixer toutes les nervures du "bac étanche" aux pannes de la toiture autour de chaque rive de la toiture (au sens des règles NV65 modifiées) et de toute façon, sur une distance d'au moins un mètre.
Le débord du procédé SIT-M en rives n'est pas toléré. Si nécessaire, il sera donc nécessaire de découper les plaques nervurées ou de réaliser, avant les rives, un recouvrement plus important entre les plaques.
Pour la liaison à la rive, au lieu d'utiliser les tôles d'étanchéité latérales comme décrit au § 8.347, il conviendra d'utiliser les tôles d'étanchéité de rives (voir la Figure 48).
Les tôleries de rive à poser doivent venir recouvrir les tôleries de rives déjà installées directement en dessous, avec un recouvrement transversal de 300 mm les unes sur les autres
Les tôles d'étanchéité de rives doivent être fixées sur les éléments de charpente à l'aide de visserie non fournie (voir le § 3). La retombée de la bande de rive est quant à elle fixée sur la pièce de façade qu’elle re-couvre (planche de rive, bardage…) par vis.
9. Formation La société TENESOL est prestataire de formation sous le numéro 82 69 09994 69 auprès du préfet de région de Rhône-Alpes depuis mai 2008.
A ce titre, une formation initiale obligatoire, spécifique au procédé SIT-M, est dispensée à tous les installateurs sous-traitants. Cette formation, délivrée dans les locaux de la société TENESOL, apporte des connais-sances théoriques et pratiques (manipulation sur bancs d’essai) sur le procédé.
10. Distribution et assistance technique Le procédé est commercialisé et installé exclusivement par la société TENESOL et vendu par son réseau commercial après un dimensionnement sur mesure pour chaque projet.
La société TENESOL assure une assistance technique sous deux formes : assistance technique par le bureau d'études ou par le service travaux.
Les plans d’implantation du procédé SIT-M sont systématiquement four-nis par le bureau d’études TENESOL et ce, quelque soit la puissance du générateur.
Le service travaux assure une assistance technique au démarrage de toute affaire traitée par un sous-traitant n’ayant jamais réalisé l’installation du procédé SIT-M. De plus, si nécessaire, le service travaux apporte un support technique tout au long de la pose du système.
Lorsque des cas particuliers d’installations se présentent, tant au niveau de la mise en œuvre des modules que des conditions d’implantation (ombrages éventuels), le bureau d’études TENESOL peut réaliser une étude complémentaire afin de valider la solution retenue.

21/10-010 13
10.1 Supervision du bureau d'études • Données collectées
- Dans le cas d’un bâtiment neuf : les données environnementales (vent, milieu salin, altitude, neige, poussière, atmosphère explosive, eau ...), les plans d’exécution de la charpente et la note de calcul de la charpente en tenant compte de la surcharge du champ PV.
- Dans le cas d’un bâtiment existant : Les plans du bâtiment existant ou un piquetage dans le cas où ces plans ne seraient pas disponibles.
• Études d’exécution
- Pour chaque affaire le bureau d’études TENESOL vérifie la charpente en vue de l’application du procédé SIT-M. Pour les bâtiments exis-tants, une note de calcul est réalisée systématiquement de façon à valider la capacité de la charpente à reprendre les efforts du champ photovoltaïque. Le cas échéant, ces notes de calcul pourront être ex-ternalisées à un bureau d'études structures sous réserve d’une vali-dation du bureau d’études TENESOL. Des plans d’exécution sont également réalisés.
- Dans le cas où la note de calcul montrerait l’incapacité de la char-pente à reprendre les efforts du procédé SIT-M, des préconisations de renforts validés par note de calcul seront établies.
• Documents fournis nécessaires à la réalisation
Des plans d’exécution sont réalisés pour chaque affaire et transmis au conducteur de travaux, au maître d’ouvrage et au poseur du chantier. Adaptés à chaque ouvrage, ces plans permettent de s’assurer que la réalisation est bien conforme à l’étude. Ils servent également à la traçabi-lité des travaux effectués (pièce contractuelle).
De plus, la notice de pose accompagne systématiquement la livraison du matériel.
Ces documents sont archivés dans le système informatique de TENESOL et sont conservés 12 ans au même titre que les informations sensibles.
10.2 Coordination du service travaux Le service travaux, interne à TENESOL, s’assure du bon déroulement des chantiers et la bonne coordination des services de TENESOL pour la réalisation de ces chantiers. Il encadre les installateurs sous-traitants et réceptionne leur travail.
• Préparation du chantier
Une réunion technique de lancement permet de passer en revue de ma-nière systématique les différents points de sécurité (du matériel et des personnes) à surveiller au démarrage du chantier. Pour cela, une grille de lecture est remplie comprenant les éléments suivants :
- Conditions d’environnement particulières (amiante, vent, sismicité, milieu salin, altitude, neige, poussière, atmosphère explosive, eau ...).
- Environnement particulier (voisins, site chimique, voie publique…).
- Présence de public sur site durant le chantier.
- Protection contre le vol prévue (local sécurisé, gardiennage...).
- Sécurité collective à prévoir (filet, ligne de vie, échafaudage)...
• Lors de la réalisation du chantier
En conformité avec les obligations légales, les personnels des travaux TENESOL ont reçu les formations et habilitations électriques, au travail en hauteur et aux risques du travail à proximité de batteries.
A ce titre, ils sont les garants du respect de la sécurité sur chantier. Ils forment les sous-traitants et s’assurent de leur compétence. Un plan de prévention est établi en collaboration avec le sous-traitant et les interve-nants dédiés sur chaque chantier (PPSPS). De même, il est prévu sur chaque chantier, et en fonction des impératifs inhérents à son environ-nement propre, les moyens de protection correspondants (filet de sécuri-té, ligne de vie, passerelle, nacelle...).
Ils sont également formés aux produits TENESOL et à leur mise en œuvre sur chantier. Ils auditent l’installation et les poseurs au fur et à mesure de l’avancement du chantier (bons d’avancement des travaux et récep-tion finale de l’ouvrage réalisé, signés conjointement).
11. Utilisation, entretien et réparation • Les interventions sur le système SIT-M doivent être réalisées dans le
respect du code du travail et notamment de la réglementation sur le travail en hauteur. Le procédé "SIT-M" ne constitue pas un dispositif de sécurité et ne peut pas être utilisé comme tel. Il ne peut en aucun cas servir de point d’accroche à un système de sécurité.
• Démarches liées à la sécurité électrique
Principe de base : à aucun moment, l’installateur ne doit être en con-tact direct avec des parties actives sous tension supérieure à 120 V DC.
• Opérations de maintenance pour le procédé "SIT-M"
- S'assurer du bon état et du serrage de l'ensemble des fixations, no-tamment de celles permettant la liaison des rails aux brides d'an-crage. Aucune contrainte de déformation ne devra être appliquée sur ceux-ci (ex : bombage, gauchissement, etc.).
- Vérifier le serrage des presse-étoupes des boîtes de jonction des mo-dules.
- Vérifier l'état de surface du "bac étanche".
- La face avant des modules devra être nettoyée périodiquement au moins une fois par an.
- Si la face avant est sale ou poussiéreuse :
- Laver à l'eau claire et sécher avec un chiffon doux.
- Ne pas utiliser de poudre de produits détergents ou abrasifs.
- Ne pas utiliser de grattoir ou d'objet métallique.
- Si de la végétation fait de l'ombre sur le module photovoltaïque : éla-guer et défricher correctement les abords afin que le module reçoive l'ensoleillement maximal quelle que soit la saison.
- En cas de bris de glace de la vitre ou d’endommagement d’un module photovoltaïque, il convient de le faire remplacer.
• Remplacement d’un module défectueux
- Couper le réseau électrique (AC) de l’onduleur concerné par le mo-dule à changer.
- Couper le courant continu (DC) en utilisant le sectionneur ou en dé-connectant les banches concernés (+ & -) de l’onduleur.
- Démonter le module photovoltaïque au niveau des 4 brides à l’aide de la clé Allen (ou de la visseuse). Prendre soin de bien caler les mo-dules en attente de manutention afin qu’il n’y ait aucun risque de chute.
- Lever et isoler le module électriquement en débranchant les connec-teurs situés en dessous du module (polarités positive et négative ain-si que liaison équipotentielle).
- Repositionner le nouveau module, brancher les connecteurs entre eux en respectant les polarités ainsi que les connecteurs de liaison équi-potentielle des masses et revisser les brides intermédiaires et les brides de bord en butée contre le cadre des modules.
- À l’aide d’un multimètre, contrôler la tension continue aux bornes des branches. Cette étape est un autocontrôle de la partie sur laquelle l’intervention a été faite.
- Mettre le sectionneur sur "ON" ou rebrancher tous les câbles (DC) débranchés précédemment.
- Réactiver le réseau électrique.
- Vérifier la synchronisation de l’onduleur et le bon fonctionnement du système.
B. Résultats expérimentaux Les modules cadrés ont été testés selon la norme NF EN 61215 : Qualifi-cation de la conception et homologation des modules photovoltaïques, par le TÜV Rheinland et le laboratoire EUROTEST.
Les modules photovoltaïques cadrés ont été testés selon la norme NF EN 61730 et certifiés comme étant de Classe de sécurité électrique II et appartenant à la classe d'application A jusqu’à une tension maximum de 1 000 V DC par le laboratoire TÜV Rheinland et le laboratoire EUROTEST.
Le procédé photovoltaïque a été testé par le CSTB selon la norme NF EN 12179 pour un essai de résistance à la pression du vent.
C. Références Le procédé photovoltaïque SIT-M est fabriqué depuis mai 2009.
Environ 15 MW de modules photovoltaïques ont été installés en France à ce jour, soit environ 100 000 m2.

14 21/10-010
Tableaux et figures du Dossier Technique
Matériau Revêtement de finition sur la face exposée
Atmosphère extérieure
Rurale non polluée
Industrielle ou urbaine
Marine
Spéciale
Normale Sévère 20 km
à 10 km
10 km à 3 km
Bord de mer*
(<3 km) Mixte
Acier galvanisé
(Bacs nervurés)
Z225 + prélaquage polyester 25 µm de
catégorie IV ● ● □ ● ● - □ □
Acier galvanisé
(Bacs nervurés) Z225 + prélaquage PVC 200 µm de catégorie V
● ● □ ● ● □ □ □
Aluminium
(Éléments de fixation)
- ● ● □ ● ● □ □ □
Aluminium
(Cadre) Anodisé
(17 µm minimum) ● ● ● ● ● □ - □
Les expositions atmosphériques sont définies dans l'annexe A de la norme XP P 34.301, NF P 24-351.
● : Matériau adapté à l'exposition.
□ : Matériau dont le choix définitif ainsi que les caractéristiques particulières doivent être arrêtés après consultation et accord du fabricant des pièces.
- : Matériau non adapté à l'exposition.
* : à l'exception du front de mer.
Tableau 1 - Guide de choix des matériaux selon l'exposition atmosphérique

Figure 1 – Schéma éclaté du procédé SIT-M

16 21/10-010
Modules TE 2000 Modules TE 2200
Figure 2 – Configuration des cellules au sein des modules photovoltaïques non cadrés
Figure 3 – Géométrie des profils du cadre des modules
(à gauche, le profil dans la longueur du module, à droite, le profil dans sa largeur)

21/10-010 17
Figure 4 – Schéma d'une plaque nervurée du "bac étanche"
Figure 5 – Schéma de la bride d'ancrage munie de ses visseries
Figure 6 – Illustration des tolérances dimensionnelles entre joint, la bride d'ancrage et hauteur de nervure du bac étanche

18 21/10-010
Figure 7 – Section et profil du rail
Figure 8 – Schéma du rail avec bride soudée
Figure 9 – Schéma de l'éclisse

21/10-010 19
Figure 10 – Schéma de l'éclisse mise en œuvre
Figure 11 – Schéma de la bride intermédiaire munie de sa visserie

20 21/10-010
Figure 12 – Schéma de la bride de bord munie de sa visserie
Figure 13 – Schéma de principe des closoirs
Figure 14 – Principe de liaison équipotentielle des masses des rails éclissés

21/10-010 21
Figure 15 – Schéma de principe pour la liaison équipotentielle des masses
Figure 16 – Schéma de principe de fixation des câbles électriques aux rails par colliers

22 21/10-010
Figure 17 – Schémas de principe de la tôlerie d’étanchéité latérale avec plaques nervurées
Figure 18 – Schémas de principe de la tôlerie d’étanchéité latérale avec plaques profilées en fibres-ciment
V1 est défini par la distance entre la rive de toiture est la nervure (ou onde) la plus proche. V1 doit être inférieur ou égal à 350 mm.
V2 est défini par la retombée de la bande de rive qui est fixée sur la pièce de façade qu'elle recouvre (planche de rive, bardage, ...).
Figure 19 – Schémas de principe de la tôlerie d’étanchéité en rive de toiture

21/10-010 23
Figure 20 – Schémas de principe de la tôlerie de faîtage dans le cas d'une toiture froide
Figure 21 – Schémas de principe de la tôlerie de faîtage dans le cas d'une toiture chaude

24 21/10-010
Figure 22 – Schémas de principe de la tôlerie d’étanchéité faîtage

21/10-010 25
Figure 23 – Cas d'une faîtière devant traiter de hauteurs différentes de nervures ou d'ondes entre le champ photovoltaïque et la toiture

26 21/10-010
Figure 24 – Cas d'une faîtière traitant d'un pan de toiture en "SIT-M' et d'un autre pan de toiture en plaques profilées en fibres-ciment
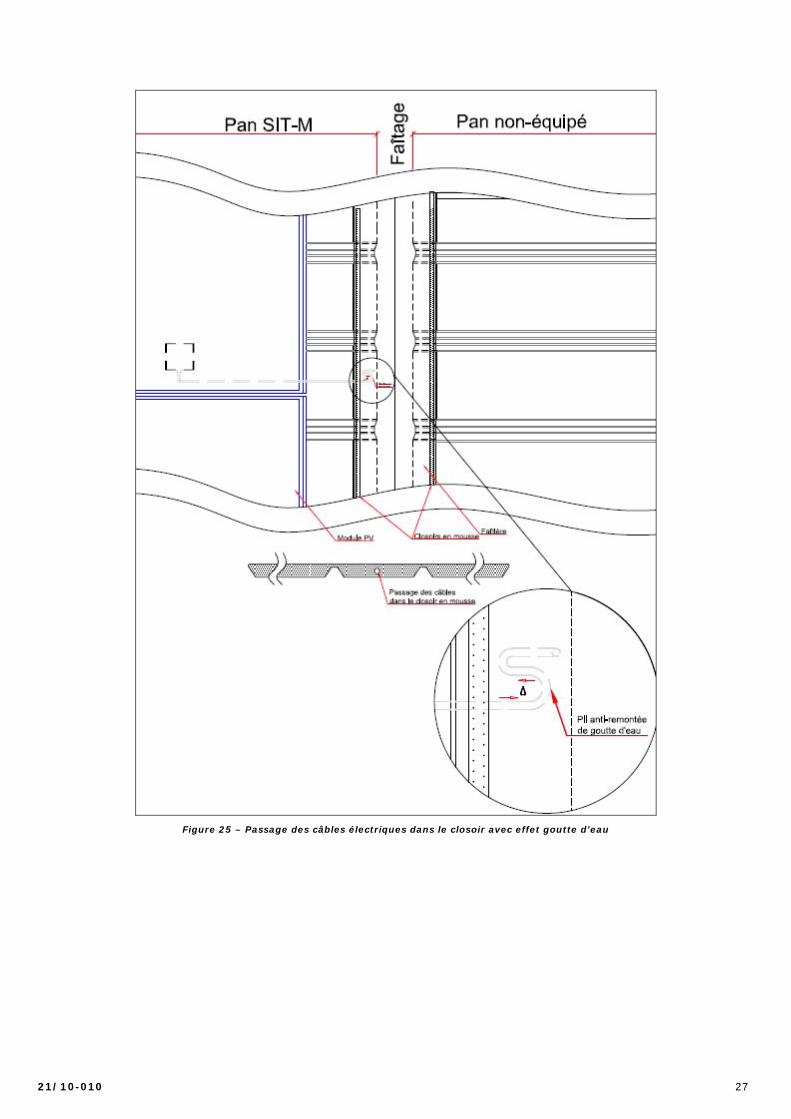
21/10-010 27
Figure 25 – Passage des câbles électriques dans le closoir avec effet goutte d'eau

28 21/10-010
Figure 26 – Traitement d'une toiture froide avec isolation sous pannes
Figure 27 – Traitement d'une toiture froide non isolée

21/10-010 29
Figure 28 – Traitement d'une toiture chaude isolée sur pannes
Figure 29 – Traitement d'une toiture chaude isolée entre pannes et sans lame d'air

30 21/10-010
Figure 30 – Illustration des jeux et espacements à respecter entre les éléments du procédé
Figure 31 – Sens et principe de mise en œuvre des plaques nervurées du "bac étanche"

Figure 32 – Règle d'implantation des brides d'ancrage pour une installation avec modules "TE 2000"

32 21/10-010
Figure 33 – Règle d'implantation des brides d'ancrage pour une installation avec modules "TE 2200"

21/10-010 33
Figure 34 – Emplacements possibles des brides de fixation par rapport aux dimensions du module
Figure 35 – Explications relatives à l'emplacement des brides d'ancrage sur les pannes

34 21/10-010
Figure 36 – Principe de fixation des plaques nervurées du fond étanche

21/10-010 35
Figure 37 – Schéma de principe pour le traitement de l'égout à l'aide du procédé (toiture chaude)
Figure 38 – Assemblage des rails sur les brides d'ancrage

36 21/10-010
Figure 39 – Illustration du porte-à-faux maximum des rails et des modules
21/10-010 37
Figure 40 – Mise en œuvre des éclissages

38 21/10-010
FIXATION A
1 vis au droit de chaque panne.
Avec rondelle d'étanchéité diamètre 16 mm et pontet pour le support du bac acier.
Pour charpente métallique avec pannes acier d'épaisseur jusqu'à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur adéquate au regard de la hauteur de la nervure des élé-ments de couverture environnants, ayant une résistance à l’arrachement Pk minimum de 163 daN dans les pannes acier.
Pour charpente métallique avec pannes acier d’épaisseur supérieure à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur adéquate au regard de la hauteur de la nervure des élé-ments de couverture environnants, ayant une résistance à l’arrachement Pk minimum de 140 daN dans les pannes acier.
Pour charpente en bois avec pannes à partir de 80 mm d’épaisseur.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur adéquate au regard de la hauteur de la nervure des élé-ments de couverture environnants, ayant une résistance à l’arrachement Pk minimum de 140 daN (pour un ancrage de 50 mm) dans les pannes bois.
FIXATION B 1 vis au droit de chaque panne.
Avec rondelle d'étanchéité diamètre 16 mm et éventuellement pontet si le profil se ter-mine par une moitié de nervure.
Pour charpente métallique avec pannes acier d'épaisseur jusqu'à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 80 mm, ayant une résistance à l’arrachement Pk minimum de 163 daN dans les pannes acier.
Pour charpente métallique avec pannes acier d’épaisseur supérieure à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 84 mm, ayant une résistance à l’arrachement Pk minimum de 140 daN dans les pannes acier.
Pour charpente en bois avec pannes à partir de 80 mm d’épaisseur.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 98 mm, ayant une résistance à l’arrachement Pk minimum de 140 daN (pour un ancrage de 80 mm) dans les pannes bois.
FIXATION C 2 vis entre chaque panne + 1 au niveau de chaque recouvrement transversal.
Avec rondelle d'étanchéité diamètre 16 mm.
Visserie autoperçeuse de couturage, con-forme aux spécifications de l'annexe K (Ta-bleau K5) de la norme NF DTU 40.35, de diamètre 5 mm et de longueur 20 mm.
Figure 41 – Schéma de principe et définition des visseries pour la fixation des tôles d'étanchéité latérales sur des bas aciers

21/10-010 39
Fixation A
1 vis au droit de chaque panne.
Avec rondelle d'étanchéité diamètre 16 mm et pontet pour le support de la plaque profilée en fibres-ciment.
Pour charpente métallique avec pannes acier d'épaisseur jusqu'à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexago-nale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur adé-quate au regard de la hauteur d’onde des éléments de couverture environnants, ayant une résistance à l’arrachement Pk minimum de 163 daN dans les pannes acier.
Pour charpente métallique avec pannes acier d’épaisseur supérieure à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexago-nale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur adé-quate au regard de la hauteur d’onde des éléments de couverture environnants, ayant une résistance à l’arrachement Pk minimum de 140 daN dans les pannes acier.
Pour charpente en bois avec pannes à partir de 80 mm d’épaisseur.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexago-nale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur adé-quate au regard de la hauteur d’onde des éléments de couverture environnants, ayant une résistance à l’arrachement Pk minimum de 140 daN (pour un ancrage de 50 mm) dans les pannes bois.
Fixation B
1 vis au droit de chaque panne.
Avec rondelle d'étanchéité diamètre 16 mm et éventuellement pontet si le pro-fil se termine par une moitié de nervure.
Pour charpente métallique avec pannes acier d'épaisseur jusqu'à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexago-nale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 80 mm, ayant une résistance à l’arrachement Pk minimum de 163 daN dans les pannes acier.
Pour charpente métallique avec pannes acier d’épaisseur supérieure à 4 mm.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexago-nale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 84 mm, ayant une résistance à l’arrachement Pk minimum de 140 daN dans les pannes acier.
Pour charpente en bois avec pannes à partir de 80 mm d’épaisseur.
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexago-nale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 98 mm, ayant une résistance à l’arrachement Pk minimum de 140 daN (pour un ancrage de 80 mm) dans les pannes bois.
Fixation C
2 vis entre chaque panne + 1 au niveau de chaque recouvrement transversal.
Avec rondelle d'étanchéité diamètre 16 mm.
Visserie autoperçeuse de couturage, conforme aux spécifications de l'annexe K (Tableau K5) de la norme NF DTU 40.35, de diamètre 5 mm et de longueur 20 mm.
Figure 42 – Schéma de principe et définition des visseries pour la fixation des tôles d'étanchéité latérales sur des plaques profilées en fibres-ciment

40 21/10-010
Vue éclatée de l'assemblage Principe de fixation du rail
(munie de la bride de bord soudée) sur la bride d'ancrage
Vue de la partie inférieure du rail
avec la bride de bord soudée Vue d'une bride intermédiaire
reprenant la fixation de deux modules
Figure 43 – Principe de fixation des modules photovoltaïques à l'aide des brides intermédiaires et brides de bord
Figure 44 – Schéma de principe pour le traitement du faîtage à l'aide du procédé

21/10-010 41
Figure 45 – Illustration de la fixation des tôles de faîtage

42 21/10-010
Figure 46 – Traitement de la jonction entre tôle faîtière et tôle latérale dans le cas d'une toiture avec plaques d'acier nervurées

21/10-010 43
Figure 47 – Traitement de la jonction entre tôle faîtière et tôle latérale dans le cas d'une toiture avec plaques profilées en fibres-ciment

44 21/10-010
Fixation A
2 vis entre chaque panne + 1 au niveau de chaque recouvrement.
Avec rondelle d'étanchéité diamètre 16 mm.
Visserie autoperçeuse en acier inoxydable A2 à définir par l'installateur en fonction de la nature du matériau sur lequel s'applique la tôlerie de rive.
Fixation C
2 vis entre chaque panne + 1 au niveau de chaque recouvrement transversal.
Avec rondelle d'étanchéité diamètre 16 mm.
Visserie autoperçeuse de couturage, con-forme aux spécifications de l'annexe K (Tableau K5) de la norme NF DTU 40.35, de diamètre 5 mm et de longueur 20 mm.
Fixation B
1 vis au droit de chaque panne.
Avec rondelle d'étanchéité diamètre 16 mm.
Pour charpente métallique avec pannes acier d'épaisseur jusqu'à 4 mm
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 80 mm, ayant une résistance à l’arrachement Pk minimum de 160 daN dans les pannes acier.
Pour charpente métallique avec pannes acier d’épaisseur supérieure à 4 mm
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 5,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 84 mm, ayant une résistance à l’arrachement Pk minimum de 140 daN dans les pannes acier.
Pour charpente en bois avec pannes à partir de 80 mm d’épaisseur
Visserie autoperçeuse, en acier inoxydable A2, de diamètre 6,5 mm, à tête hexagonale de 8 mm sur plat et à pointe foret en acier cémenté zingué, de longueur 98 mm, ayant une résistance à l’arrachement Pk minimum de 140 daN (pour un ancrage de 80 mm) dans les pannes bois.
Figure 48 – Schéma de principe pour le traitement des rives de toiture à l'aide du procédé