anodisation et coloration de l'aluminium - pobot.org · la méthode proposée permet de créer...
TRANSCRIPT

Anodisation et coloration de l'aluminium
Extrait du PoBot
http://www.pobot.org
Anodisation et coloration de
l'aluminium- Robopedia - Fabrication - Les pratiques - Autres modes de fabrication -
Date de mise en ligne : jeudi 13 décembre 2012
PoBot
Copyright © PoBot Page 1/15
Anodisation et coloration de l'aluminium
Il nous arrive très souvent de fabriquer des pièces en aluminium car cette matière est légèreet facile à usiner. Son seul problème est son coté tendre. Vos pièces sont donc souvent sujet àune usure précoce par les frottements et les chocs. La méthode proposée permet de créer untraitement de surface qui les protégera et cerise sur le gâteau, nous verrons comment lescoloriser pour leur donner un aspect impeccable. Attention, cette technique comportequelques risques. Vous devez donc impérativement prendre quelques précautions.
Sommaire• Anodisation de l'aluminium• Matériel• Étapes de fabrication• Nettoyage de la pièce• Préserver des zones• Contrôle du courant• Durée du traitement• Où trouver du graphite• Les erreurs
Ces images montrent différentes pièces en aluminimum fabriquées et anodisées en Do It Yourself grâce à cetteméthode :
Copyright © PoBot Page 2/15
Anodisation et coloration de l'aluminium
Anodisation de l'aluminium
Voici une technique pour anodiser les pièces d'aluminium que vous aurez usinées pour leur donner un traitement desurface qui va les durcir et les protéger.
Cette technique est simple à réaliser dans un atelier personnel voire une cuisine mais en prenant desprécautions obligatoires car elle peut être dangereuse. Nous ne serons pas tenus responsables desaccidents.
Autre information importante : ce traitement rend la pièce non conductrice du courant. Donc, ne pas anodiser despièces qui devront transporter du courant. Si vous devez utiliser la pièce comme transport de masse faites lesperçages (et taraudage) des prises de masse après le traitement.
L'anodisation, c'est quoi ?
Il s'agit d'une technique basée sur l'électrolyse qui dépose sur la surface de votre pièce une couche protectrice plusdure et résistante que ne l'est réellement l'aluminium brut.
Nous verrons également dans cet article une technique de coloration donnant à vos pièces un look aviation.
Cette technique de coloration utilise le changement d'état de la surface de votre pièce pour piéger des pigments decouleur dans la couche anodisée. Cet état ne durant pas très longtemps, il faut le faire juste après la phased'électrolyse et ne peut être fait qu'une seule fois.
Si vous souhaitez recommencer, vous devrez donc retirer la couche protectrice précédente avec un tampon Jexrecommencer la phase de polissage et l'électrolyse de la pièce.
L'anodisation, ça sert à quoi
Cette couche va donc protéger votre pièce contre l'usure due aux frottements ainsi qu'aux chocs.
Très utile notamment pour les pièces mécanique comme Les supports et épaulement de roulements à billes, Les supports moteurs, Les chapes et tiges de chapes, Les guignoles, Les palonniers, Les axes en alu, Les engrenages et pignons (Le bronze ou l'acier sont plus approprié) Et bien d'autres choses que vous souhaiterez protéger.
L'anodisation, pourquoi le faire ?
Nous trouvons dans le commerce de nombreuses pièces anodisées et parfois colorées. mais ces pièces sont chères
Copyright © PoBot Page 3/15

Anodisation et coloration de l'aluminium
(10$ pour un palonnier de 70mm par exemple). Alors que couper votre palonnier dans une plaque d'alu de 5mm puisl'anodiser suivant cette méthode ne vous coûtera que quelques centimes d'euros. Ce qui est déjà une excellenteraison.
Mais même pour ceux qui ne considéreraient pas le coût comme un problème, il y a des pièces qui n'existent pasdans le commerce. Vous devez donc impérativement les fabriquer vous-même. Cela n'implique pas obligatoirementde fabriquer des pièces non traitées et donc moins résistantes. Vous allez pouvoir fabriquer des pièces aussipropres et durables que celles que vous achèteriez.
Une dernière raison si je ne vous avais pas encore convaincu du bien fondé d'utiliser cette méthode est le finiobtenu, surtout après coloration, qui vous donne une pièce vraiment magnifique ;)
Matériel
Un bac pour l'électrolyse (plastique surtout pas de métal)
Eau distillée
Acide sulfurique
Copyright © PoBot Page 4/15
Anodisation et coloration de l'aluminium
Acétone
Soude
Copyright © PoBot Page 5/15
Anodisation et coloration de l'aluminium
Une alimentation à courant continu 12v (ou chargeur ou batterie plomb ou au gel)
Un fil d'alu tordu en « S » pour en faire un double crochet.
Attention, pas d'autre métal ni alliage : éventuellement du carbone si vous n'avez pas d'alu.. Mais un autre métalou alliage empêcherait le bon fonctionnement du procédé
Deux pinces crocodiles
Deux fils de mesures (rouge et noir de préférence)
Copyright © PoBot Page 6/15

Anodisation et coloration de l'aluminium
Une paire de gants caoutchouc pour vous protéger de l'acide
Une pare de gants latex non talqué pour manipuler la pièce
Une paire de lunette pour protéger vos yeux
Copyright © PoBot Page 7/15
Anodisation et coloration de l'aluminium
Mine de graphite
Étapes de fabrication
Préparation du bain :
Versez dans votre bac 2/3 d'eau distillée. Versez au dessus de votre eau 1/3 d'acide sulfurique.
SURTOUT PAS L'INVERSE : il y aurait des projections d'acide très violentes et donc dangereuses.
Attention également à la montée rapide du mélange en température. Donc pour le bac privilégiez du verre bien épaisou du plastique épais et anti-corrosion. J'ai déjà vu des pots à confitures casser par le changement brusque detempérature.
Autre précaution, faites ce mélange dans un évier. En cas de débordement ou autres incidents il est préférable quel'acide soit contenu dans l'évier et puisse s'évacuer, plutôt que de se répandre sur la moquette du salon. ;)
Ça vous évitera bien des problèmes avec Madame ;)
Préparation de l'électrolyse :
Copyright © PoBot Page 8/15

Anodisation et coloration de l'aluminium
Anode :
Prenez votre « S » en fil d'alu : il va devenir votre anode (+). Connectez-le avec un fil rouge à l'aide d'une pince crocoà une des deux boucles. Le fil et/ou la pince ne doivent pas être immergés.
Fixez votre pièce à l'autre boucle du « S ». Accrochez la boucle reliée à la pince croco au bord du bac.
Immergez complètement votre pièce. La continuité entre votre fil de mesures et votre pièce doit être parfaite :contrôlez-la à l'aide d'un ohmmètre.
Cathode :
Reliez votre mine de graphite au fil noir à l'aide d'une pince croco à une extrémité. C'est votre cathode (-). Plongez-ladans votre bain.
Plus il y aura de graphite dan le bain plus vite l'anodisation se fera et plus la couche de protection sera épaisse. Maisprenez soin de ne pas mettre la pince ou le fil en contact avec le bain.
Nettoyage de la pièce
Attention, avant de tenter tout traitement de surface, vous devez IMPECCABLEMENT nettoyer votre pièce.
Copyright © PoBot Page 9/15
Anodisation et coloration de l'aluminium
Lorsque vous touchez une pièce avec vos doigts, vous déposez dessus des traces grasses. Il peut également resterdes traces d'anodisations précédentes ou encore tout simplement la pièce peut être sale ou oxydée.
Si vous ne nettoyez pas la pièce, le traitement ne se fera pas sur les parties sales et votre traitement ne sera doncpas régulier et lors de la coloration, seules les partie correctement traitées seront colorisées laissant ainsi de vilainestraces inesthétiques.
Il est donc important de ne pas négliger cette étape primordiale pour réussir le traitement de la pièce.
Comment bien la nettoyer :
Il existe plusieurs méthodes à choisir en fonction de l'état de votre pièce. Nous allons donc les lister et vous choisirezcelle (s) qui vous paraissent les plus adaptées.
La désoxydation :
Cette étape est à appliquer obligatoirement sur des faces non usinées.
Il existe plusieurs qualités d'aluminium. Chacune de ces qualités aura tendance à oxyder à des degrés différentsmais toutes oxyderont avec certitude.
Comme son nom l'indique l'oxydation est une réaction chimique qui commence quand le métal est en contact avecl'air.
En fait, cette oxydation se fait plus ou moins vite en fonction de la qualité du métal. Le temps à donc une impotencesur l'épaisseur de cette couche d'oxyde que vous allez devoir retirer. Une face usinée n'est pas oxydée, maisimmédiatement après, des qu'il est en contact avec l'air cette oxydation commence. Si vous traiter cette piècerapidement vous pouvez vous passer de cette étape. Mais après quelques heures, l'oxydation devient importante etdonc gênante pour le traitement.
Pour retirer la couche d'oxydation, vous devez soit : usiner toutes les faces (impossible si la pièce est aux cotes) poncer toutes les faces (pas simple sur des formes complexes) polir (pas simple non plus selon les formes) passer dans un bain d'acétone (simple mais déjà suffisant sur une oxydation légère) passer dans un bain de soude (très efficace mais dangereux)
Ne faites pas de manipulations si vous n'avez pas d'expérience des réactions chimiques ou que vous nedisposez pas du matériel adéquat. Nous ne serons pas tenus responsables des accidents.
Le polissage :
Cette opération n'est pas indispensable suivant le rendu que vous souhaitez. Mais elle retirera toute trace de coupe,
Copyright © PoBot Page 10/15
Anodisation et coloration de l'aluminium
de traçage, de ponçage etc en donnant un aspect brillant impeccable.
Dégraissage de la pièce :
Pour le faire, passez la pièce dans un bain d'acétone ou de trichloréthylène. Si vous ne disposez ni de l'un ni del'autre, vous pouvez la laver avec un savon contenant un agent mouillant (Du liquide vaisselle comme du Mir).L'agent mouillant a l'avantage d'éviter les dépôts de poussières.
Vous pouvez aussi utiliser les deux méthodes pour un dégraissage parfait et une protection anti-poussières.
Une fois cette opération terminée, vous ne devez en aucun cas toucher la pièce avec les doigts. Utilisez des gantsen latex non poudrés.
Séchage :
Laissez sécher à l'air libre ou utilisez un sèche cheveux ou un pistolet à air chaud.
Préserver des zones
Il peut parfois être intéressant de garder des parties de la pièces non colorisées. Là encore, plusieurs solutions.
Refaire une passe fine de fraisage sur les parties à ne pas coloriser. Mais cette méthode enlève aussi la couchede protection. Elle peut être utilisée uniquement si le but de l'opération est de rendre la pièce "plus jolie" ou pour dumarquage. Par exemple, tracer un nom ou un N° de série ou une référence..
Pour les filets ou taraudages, vous pouvez passer votre filière ou votre taraud après l'électrolyse et avant lacoloration. Cette méthode est celle utilisée sur les pièces chinoises que vous achetez dans le commerce. il estégalement possible de le faire après coloration. Mais ces méthodes enlèvent la protection sur les filets ce qui n'estpas une bonne idée.
Vernir les zones à protéger. Cette méthode est à mon avis la meilleure. Elle se fait entre l'électrolyse et lacoloration. Elle est assez simple à réaliser puisqu'il suffit de passer une couche de verni sur les zones à protéger.Vous pouvez le faire au pinceau ou au spray ou à l'aérographe. Mais les deux dernières imposent un masquage deszones qui seront colorisées.
Contrôle du courant
Nous utiliserons de préférence une alimentation de labo pour pouvoir maîtriser l'intensité du courant, de 1 à 2A/dm²de surface à traiter.
Une batterie 12v (plomb ou gel) ou un chargeur de batteries peut faire l'affaire. Mais adaptez les temps d'électrolyseau courant débité pas le générateur.
Copyright © PoBot Page 11/15
Anodisation et coloration de l'aluminium
Vous devrez ajuster le courant en fonction de la surface de la pièce à traiter mais également de l'épaisseur de lacouche de traitement à obtenir. (d'où l'intérêt d'une alimentation de labo)
1.2 A/dm² pour une épaisseur de 5 -10 µ 1,5 A/dm² pour une épaisseur de 15 µ 1.5 - 2.0 A/dm² pour une épaisseur de 20-25 µ
Ces courants sont à adapter en fonction de vos tests réalisés sur des chutes du même métal que celui à traiter.
Durée du traitement :
Pour la durée, c'est un peu plus compliqué car vous devrez faire un petit calcul. Mais rien de trop difficile non plus.J'ai trouvé cette formule sur un super forum dédié à l'usinage, son auteur est "clhore", membre de usinages.com[http://usinages.com].
Clhore donne cette formule comme empirique mais opérationnelle.
Pour ma part, je vous conseille malgré cela de faire des tests sur une chute du même alu (et avec la même qualitéde graphite) en adaptant cette formule en fonction du résultat obtenu qui peut changer en fonction des spécificités dumétal a traiter .
Faites de même avec toutes nouvelle référence d'alu que vous aurez à traiter (voir même de nouveau fournisseur)Notez les bien pour vos travaux futures.
Donc voilà cette fameuse formule :
E = 0,3 x I x T
E = épaisseur en µm (microns, millièmes de millimètres), I = intensité de courant en ampères T = temps en minutes
Vous pouvez bien sur utiliser un ampèremètre pour calculer plus facilement le temps, à monter en série quelque partsur le circuit.
Où trouver du graphite
Le plus simple est de chercher des mines de crayon pour stylos porte-mine mais ces mines sont le plus souvent tropfines voire très courtes. On ne parle même pas d'utiliser de la mine 0,5 : elle ne permettrait pas de traiter une pièce.
Copyright © PoBot Page 12/15
Anodisation et coloration de l'aluminium
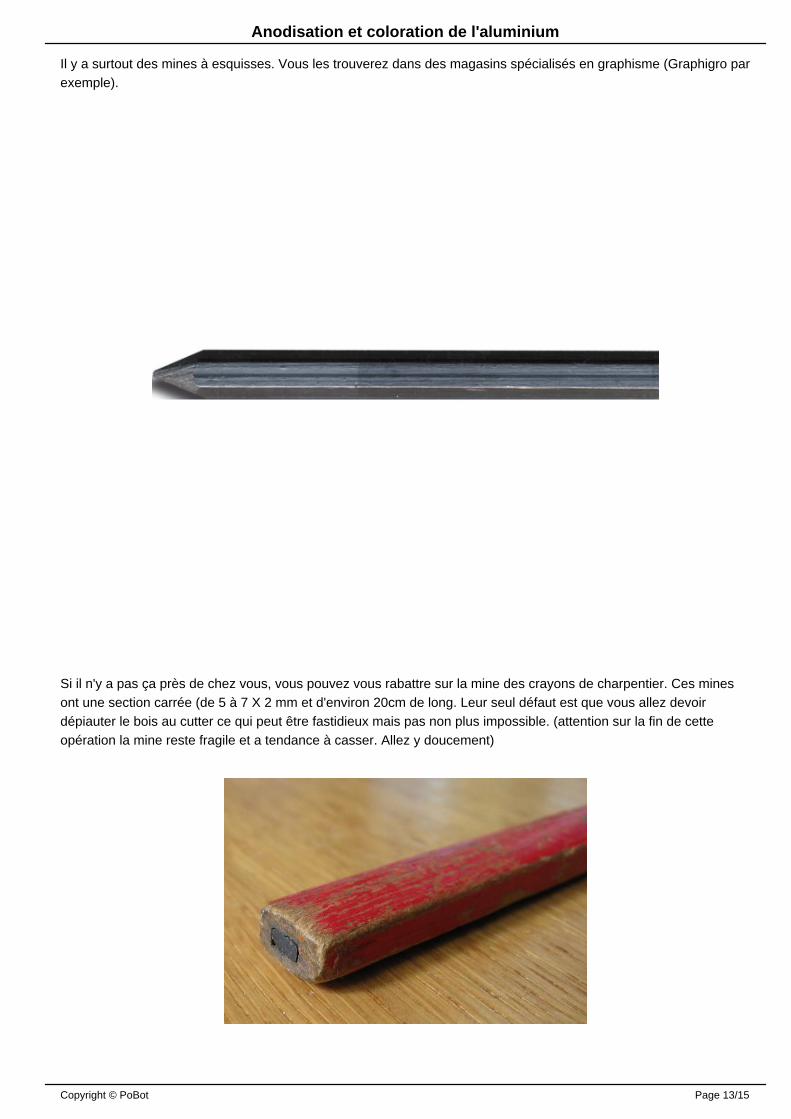
Il y a surtout des mines à esquisses. Vous les trouverez dans des magasins spécialisés en graphisme (Graphigro parexemple).
Si il n'y a pas ça près de chez vous, vous pouvez vous rabattre sur la mine des crayons de charpentier. Ces minesont une section carrée (de 5 à 7 X 2 mm et d'environ 20cm de long. Leur seul défaut est que vous allez devoirdépiauter le bois au cutter ce qui peut être fastidieux mais pas non plus impossible. (attention sur la fin de cetteopération la mine reste fragile et a tendance à casser. Allez y doucement)
Copyright © PoBot Page 13/15
Anodisation et coloration de l'aluminium
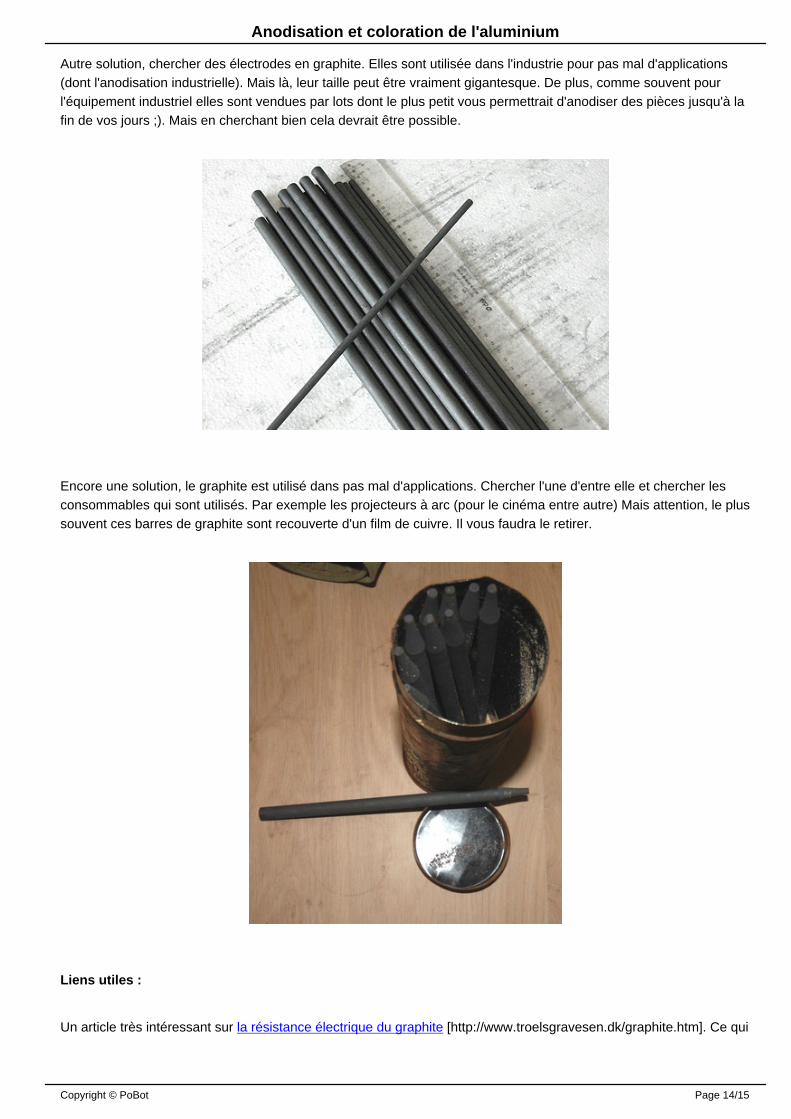
Autre solution, chercher des électrodes en graphite. Elles sont utilisée dans l'industrie pour pas mal d'applications(dont l'anodisation industrielle). Mais là, leur taille peut être vraiment gigantesque. De plus, comme souvent pourl'équipement industriel elles sont vendues par lots dont le plus petit vous permettrait d'anodiser des pièces jusqu'à lafin de vos jours ;). Mais en cherchant bien cela devrait être possible.
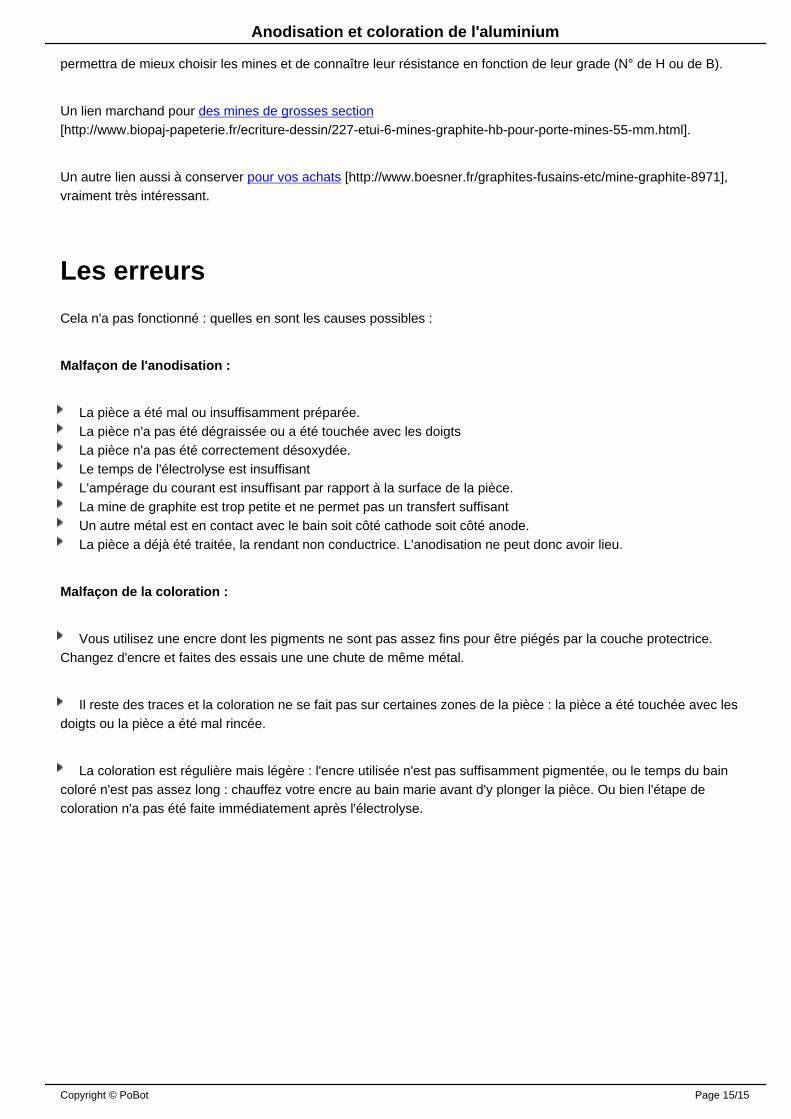
Encore une solution, le graphite est utilisé dans pas mal d'applications. Chercher l'une d'entre elle et chercher lesconsommables qui sont utilisés. Par exemple les projecteurs à arc (pour le cinéma entre autre) Mais attention, le plussouvent ces barres de graphite sont recouverte d'un film de cuivre. Il vous faudra le retirer.
Liens utiles :
Un article très intéressant sur la résistance électrique du graphite [http://www.troelsgravesen.dk/graphite.htm]. Ce qui
Copyright © PoBot Page 14/15
Anodisation et coloration de l'aluminium
permettra de mieux choisir les mines et de connaître leur résistance en fonction de leur grade (N° de H ou de B).
Un lien marchand pour des mines de grosses section[http://www.biopaj-papeterie.fr/ecriture-dessin/227-etui-6-mines-graphite-hb-pour-porte-mines-55-mm.html].
Un autre lien aussi à conserver pour vos achats [http://www.boesner.fr/graphites-fusains-etc/mine-graphite-8971],vraiment très intéressant.
Les erreurs
Cela n'a pas fonctionné : quelles en sont les causes possibles :
Malfaçon de l'anodisation :
La pièce a été mal ou insuffisamment préparée. La pièce n'a pas été dégraissée ou a été touchée avec les doigts La pièce n'a pas été correctement désoxydée. Le temps de l'électrolyse est insuffisant L'ampérage du courant est insuffisant par rapport à la surface de la pièce. La mine de graphite est trop petite et ne permet pas un transfert suffisant Un autre métal est en contact avec le bain soit côté cathode soit côté anode. La pièce a déjà été traitée, la rendant non conductrice. L'anodisation ne peut donc avoir lieu.
Malfaçon de la coloration :
Vous utilisez une encre dont les pigments ne sont pas assez fins pour être piégés par la couche protectrice.Changez d'encre et faites des essais une une chute de même métal.
Il reste des traces et la coloration ne se fait pas sur certaines zones de la pièce : la pièce a été touchée avec lesdoigts ou la pièce a été mal rincée.
La coloration est régulière mais légère : l'encre utilisée n'est pas suffisamment pigmentée, ou le temps du baincoloré n'est pas assez long : chauffez votre encre au bain marie avant d'y plonger la pièce. Ou bien l'étape decoloration n'a pas été faite immédiatement après l'électrolyse.
Copyright © PoBot Page 15/15