an iso 9001 certified company performance by … · 2 des solutions dans le monde entier sgs tool...
TRANSCRIPT
PERFORMANCE BY DESIGN
Tool Europe Ltd.An ISO 9001 Certified Company

2www.sgstool.com
DES SOLUTIONS DANS LE MONDE ENTIERSGS Tool Company est une société privée, certifi ée ISO 9001, leader dans les technologies d’outils de coupe en carbure monobloc pour l’industrie aérospatiale, médicale, de production d’énergie et automobile. Avec des sites de fabrication situés aux Etats-Unis et au Royaume-Uni, notre réseau mondial de représentants commerciaux, de distributeurs industriels et d’agents couvre la vente mondiale dans plus de 60 pays.
LEADER EN TECHNOLOGIE D’OUTILS DE COUPE EN CARBURE MONOBLOC
Des marques comme Z-Carb, S-Carb, V-Carb, Hi-PerCarb, Multi-Carb sont devenues les symboles d’outils de haute performance pour l’industrie mécanique et métallurgique.
Nos sommes fi ers d’avoir été les pionniers de la technologie de coupe la plus avancée au monde, ici même sur notre site de fabrication du nord-est de l’Ohio.
Les fraises, les forets et les fraises à détourer de haute performance SGS augmentent la productivité et réduisent les coûts dans le monde entier.
DEPASSER LES ATTENTES DES CLIENTS
En plus de notre important département R&D , nous proposons une gamme de produits et de services sans équivalent en matière de fabrication, d’approvisionnement matière et d’aide d’optimisation de votre fabrication.
Pour votre tranquillité et dans le souci de vous aider à augmenter votre productivité, nous mettons en place des moyens importants :
Nous vous garantissons la régularité des performances des outils grâce au contrôle très strict des lots matière dans notre propre laboratoire métallurgique
• Procédures certifi ées ISO.
• Géométries brevetées qui prolongent la durée de vie des outils, réduisent les vibrations, diminuent les temps de cycles et améliorent la qualité de vos pièces, même avec des conditions de coupe très élevées.
• Spécialistes applications pour optimiser vos stratégies d’usinage et optimiser les conditions de coupe.
• Ingénieurs technico-commerciaux expérimentés pour vous préconiser le meilleur outil pour votre application
3www.sgstool.com
SGS Tool Europe Ltd.
Bien plus qu’un simple fournisseur d’outils de coupe
Le siège social de SGS Europe est basé sur le nouveau site ultramoderne de Wokingham près de Londres.
SGS Tool Europe est en mesure de réaliser des outils de coupe spéciaux de très haute précision et de modifier des outils standard pour répondre à des applications particulières, rayon détalonnage etc..
Ce site dispose de nombreux atouts :
• Une capacité à réaliser des outils spéciaux dans un délai très court.
• Recherche et développement de nouveaux produits et test permanent des produits actuels.
• Support pour projets clients / test de pièce client.
• Recommandations sur des applications et préconisations d’outils.
• Support technique pour la production.
• Soutien en ingénierie CAO/FAO – Delcam / Catia / NX / Vericut.
Ce site nous permet également d’approvisionner le marché européen en proposant une gamme complète de fraises standard et de haute performance ainsi que de forets, et d’offrir :
• Centre de stockage de 3 millions de £ avec plus de 150 000 articles disponibles en stock.
• Expédition le jour même des articles en stock pour toute commande reçue avant 15H.
• 94 % du stock disponible pour la gamme contenue dans le catalogue.
• Possibilité de stocker des outils, standard ou spéciaux, suivant commande ouverte.
• Fuseau horaire européen multilingue pour les ventes et le support technique.
• Soutien technique sur site.
• Produit de haute performance et formation sur les applications, y compris accès au nouveau programme SGS Tool Clinic.
SGS Tool Europe est spécialisé dans l’approvisionnement des outils de haute performance pour l’industrie aérospatiale, médicale, automobile et du sport automobile, nucléaire et de production d’énergie, de la défense.

4www.sgstool.com
Service outil de coupe spécial SGS
Fabrication ultramoderne1 rectifieuse Rollomatic8 rectifieuses CNC Helitronic Walter Chargement automatisé Usinage entièrement automatisé Modifications d’outils et affûtage
Contrôle ultramoderne3 machines Helicheck Walter Système de caméra haute définition Système de vision haute résolution Alicona Rapports d’inspection à 100 % sur demande La précision peut être vérifiée à +/- 2 microns
Service de conception virtuelleOutils de formes complexes Géométries spéciales Choisir le bon outil en fonction de la matière
Outils avec profi ls spéciauxFichiers DXF pour production Géométries spécialisées Revêtements de pointe Canaux de refroidissementOutils de formeOutils modifiésRéaffûtage d’outils
Certificat n° 949ISO9001
Technologies de revêtement SGS UK Revêtements de pointe Chambre HiPIMSCemeCon Délais d’exécution de 48 heures possibles

5www.sgstool.com
SGS Tool GmbH
Die SGS Tool GmbH, ist Teil der SGS Europe LLC und verantwortet als Vertriebsorganisation die Betreuung der deutschsprachigen Länder Europas.
Die SGS Tool GmbH hat Ihren Sitz in Ostrach-Einhart (Baden-Württemberg). Das Vertriebssystem ist dual aufgebaut. Der Flächenvertrieb erfolgt über ein Netz von Handelspartnern sowie Vertriebsrepräsentanten. Dieser Vertriebszweig bedient in erster Linie Kunden mit geringem Bedarf an Prozess Optimierungs-Unterstützung.
Der andere Vertriebszweig ist unser FCD Management (Focus Customer Development) Programm. Mit diesem Programm beraten und unterstützen wir Kunden mit hohem Prozessoptimierungsbedarf mit eigenen Produktspezialisten. Dabei ist jedem FCD Manager jeweils nur ein kleiner Kreis an Kunden zugeordnet. Das stellt sicher, dass die Betreuung entsprechend intensiv und somit für den Kunden äußerst effektiv erfolgen kann.
Unsere FCD Kunden bearbeiten in erster Linie Materialien wie Titan, hochwarmfeste Stähle, EdelStähle, Aluminium sowie andere nicht Eisen Materialien und nicht zuletzt diverse Composites und Kunststoffe.
Als Teil des FCD Prozesses beginnen wir zunächst mit einem Prozess-Optimierungs-Audit (POA). Das POA ist ein Schnelltest, um ein substantielles
Doga-SGS France
DOGA-SGS France, spécialiste de l’outil coupant de puis 1946, représente les outils SGS en France.
SGS Tool est l’un des leaders mondiaux de l’outil coupant rotatif en carbure de tungstène. Fondée en 1952, SGS Tool développe et fabrique ses outils pour toutes les industries et particulièrement pour l’aéronautique, l’énergie, l’automobile ainsi que la machine outil.
Plus de 13 000 références en cotes métriques et fractionnelles sont fabriquées aux Etats-Unis sur une surface de 24 000 m2 par plus de 250 employés. Notre gamme standard se compose de fraises deux tailles, fraises de détourage, d’alésoirs et de forets.
Les performances des outils SGS sont améliorées grâce aux procédés de revêtement PVD Ti-Namite développés et réalisés par SGS.
SGS a également développé une gamme d’outils hautes performances pour répondre à des applications d’usinage spécifiques.
Pour la fabrication des prototypes et des outils spéciaux en petite et moyenne série, nous disposons
Optimierungspotential festzustellen bevor wertvolle Maschinenzeit eingesetzt wird oder neue Werkzeuglösungen zum Test kommen.
Der Vorteil für den Kunden ist offensichtlich, da mögliche Einsparungspotentiale sichtbar werden und somit vorab eine Entscheidung getroffen werden kann, bevor Zeit und damit Geld in eine Optimierung investiert werden.
Der Optimierungsprozess beschränkt sich dabei nicht allein auf die Werkzeuge. Werkstückspannung, Werkzeughalter, Schmiersysteme (z.B. MMS), innovative Temperier-Systeme (Cryo Kühlung) sowie anderes Zubehör, finden ebenso Berücksichtigung bei der Optimierung der Zerspanungsprozesse.
d’une unité de production en Angleterre. (SGS Tool Europe Ltd.)
L’équipe Doga-SGS France et les usines SGS aux USA et en Angleterre travaillent en étroite collaboration afin d’apporter un service performant et un appui technique adapté, axé sur la satisfaction de nos clients.
Certifiées ISO 9001, SGS Tool Europe et SGS Tool Company sont garants de la qualité des outils SGS et vous assurent une constante répétabilité

6www.sgstool.com
Węglik spiekany:Firma SGS kupuje od znanych producentów różne rodzaje węglików spiekanych. Stosowany węglik spiekany posiada certyfikat i kontrolowany jest przez firmę SGS we własnym laboratorium.Następujące rodzaje węglików spiekanych stosowane są do produkcji frezów trzpie-niowych i wierteł:
drobnoziarniste wielkość ziarna 0,8 μm 10 % zawartości kobaltudrobnoziarniste wielkość ziarna 0,8 μm 12 % zawartości kobaltuultradrobnoziarniste wielkość ziarna 0,5 μm 8 % zawartości kobaltuultradrobnoziarniste wielkość ziarna 0,5 μm 12 % zawartości kobaltu
Powłoki:Firma SGS dysponuje własnymi instalacjami do powlekania, dla których opracowano specjalne powłoki dostosowane do naszych narzędzi. Dostępne są następujące powło-ki:
Ti-NAMITE (TiN)Ti-NAMITE-C (TiCN)Ti-NAMITE-A® (AlTiN)Ti-NAMITE-X® (AlTiN)Ti-NAMITE-B® (TiB2)Ti-NAMITE-D (DLC)
NOWY
Narzędzia specjalne:Firma SGS produkuje narzędzia pełnowęglikowe, dostosowane do Państwa wymagań.Nasi przedstawiciele we współpracy z Państwem chętnie opracują optymalne rozwią-zania.
0,3556
0,3048
0,2540
0,2032
0,1524
0,1016
0,0508
0,0000
Inconel 71820 HRC
Ck15150 HB
X40CrMoV5149 HRC
42CrMo428 HRC
Ti-NAMITE-X® Zużycie
Ti-NAMITE-X® Zużycie
Ti-NAMITE-X® Zużycie
Ti-NAMITE-X® Zużycie
AlTiN Zużycie
AlTiN Zużycie
AlTiN Zużycie
AlTiN Zużycie
0,0635
0,0508
0,0381
0,0254
0,0127
0,0000
0,1143
0,1016
0,0889
0,0762
0,0635
0,0508
0,0381
0,0254
0,0127
0,0000
0,0889
0,0762
0,0635
0,0508
0,0381
0,0254
0,0127
0,0000
Zuży
cie
(mm
)Zu
życi
e (m
m)
Zuży
cie
(mm
)Zu
życi
e (m
m)
C
M
Y
CM
MY
CY
CMY
K
SGS_TIMELINE_RESIZE_PRINTA4_FINAL.pdf 1 3/21/2014 9:58:27 AM
FRAISE A PAS VARIABLE A 5 DENTS
Z-CARB DIA-CARB
COATING
Foret double listel
HiPer-CARB Z-CARB-HTA
TECHNOLOGIE BREVETEE
2000 2001 2002 2003 2004 2005
ICe-CARBS-CARBSERIES 47
2 DENTS POUR ALUMINIUM
2006 2007 2008 2009 2010 2011
TECHNOLOGIE DE REFROIDISSEMENT CONTINU DES FRAISES
JETSTREAM
TECHNOLOGIE AVANCEE DES FRAISES A DETOURER POUR
COMPOSITES DE CARBONE
CCR20
TECHNOLOGIE FRAISE VARIABLE ADAPTEE A L‘ACIER A OUTIL TREMPE
Z-CARB-MD
TECHNOLOGIE BREVETEE
‚LA PROCHAINE GENERATION DE TECHNOLOGIE DE REVETEMENT ‘
3 DENTS LONGUE PORTEE POUR USINAGE A VITESSE ELEVEE
DE L‘ALUMINIUM
S-CARB-L TIN-X C0ATING
ADAPTEE AU MICRO USINAGE
Z-CARB-AP
MINI
TECHNOLOGIE BREVETEE
CONCEPTION 3 DENTS POUR USINAGE A GRANDE VITESSE
DE L‘ALUMINIUM
S-CARB
SERIES 43
ROTATION VARIABLE CONTINUE AVEC
3 ATTRIBUTS VARIABLES
Z-CARB-AP
TECHNOLOGIE BREVETEE
FRAISE LONGUE SERIE VARIABLE
POUR FINITION AVANCEE
SERIES 7
SERIES 27
TECHNOLGIE DE FRAISE MULTIDENT POUR FINITION A VITESSE D’AVANCE ELEVEE
TECHNOLGIE DE FRAISE MULTIDENT POUR FINITION A VITESSE D’AVANCE ELEVEE
MULTICARBCONCEPTION 3 DENTS POUR USINAGE A GRANDE VITESSE
DE L‘ALUMINIUM
SERIES 43CB
CCR31
TECHNOLOGIE DE FRAISE A DETOURER
GOUGURE DEGAGEE
SERIES 120
TECHNOLOGIE DE PERCAGE POUR COMPOSITES
CCR25
FRAISE COMPRESSEUR POUR COMPOSITE
EBAUCHE ET FINITION DES COMPOSANTS AERONAUTIQUES
S-CARB
APR/APFTECHNOLOGIE 3 DENTS
POUR MATERIAUX DUCTILES (INOXYDABLE/TITANE)
SERIES 33
2012 2015...
T-CARB
6-FLUTE HSM
Z-CARB
CHIP BREAKER
A PARAITRE BIENTOT
Plan d’évolution de produit
V-CARB
TECHNOLOGIE ADAPTEE AUX ALLIAGES A HAUTE TENEUR
EN NICKEL
PERCAGE A AROSAGE CENTRAL
CONCEPTION 6 DENTS POUR USINAGE A VITESSE ELEVEE UTILISANT DES
TECHNIQUES DE FRAISAGE TROCHOIDAL ET PEEL MILLING

7www.sgstool.com
Aperçu Légende 8Tool Wizard 10Site Internet SGS 11
Revêtements 12
Fraisage 15Fraises haute performance 18Fraises pour l‘Aluminium 50Fraises standard 64
Solutions composites 89Fraises haute performance 91Fraises à détourer haute performance 93
Perçage 105Forets haute performance 107Forets standard 122Fraises à centrer 135Alésoirs 137
Formulaire de demande d‘outils spéciaux 139
EDP Numéro Index 142
Tableau de conversion de dureté 147

8www.sgstool.com
Z1MPCRSÉRIE METRIQUE
INFORMATIONS TECHNIQUES 22
Légende
DES LUNETTES DE SÉCURITE DOIVENT ÊTRE IMPÉRATIVEMENTPORTÉES LORS DE L’UTILISATION D’OUTILS À GRANDE VITESSE
INDUSTRIES
Aérospatiale
Médical
Production d’énergie
Automobile
Moules et formes
Moulages et fonderies
Mécanique générale
Indique la page exacte des informations sur la vitesse et l’avance.
Ces icônes indiquent les applications industrielles pour lesquelles les produits haute performance SGS sont les mieux adaptés.
POUR COMMANDER : Veuillez préciser la quantité et le code article EDP.
POLITIQUE DE RETOUR : Tous les produits retournés doivent être accompagnés d’un bon de retour. Contacter votre interlocuteur commercial pour obtenir votre bon de retour
9www.sgstool.com
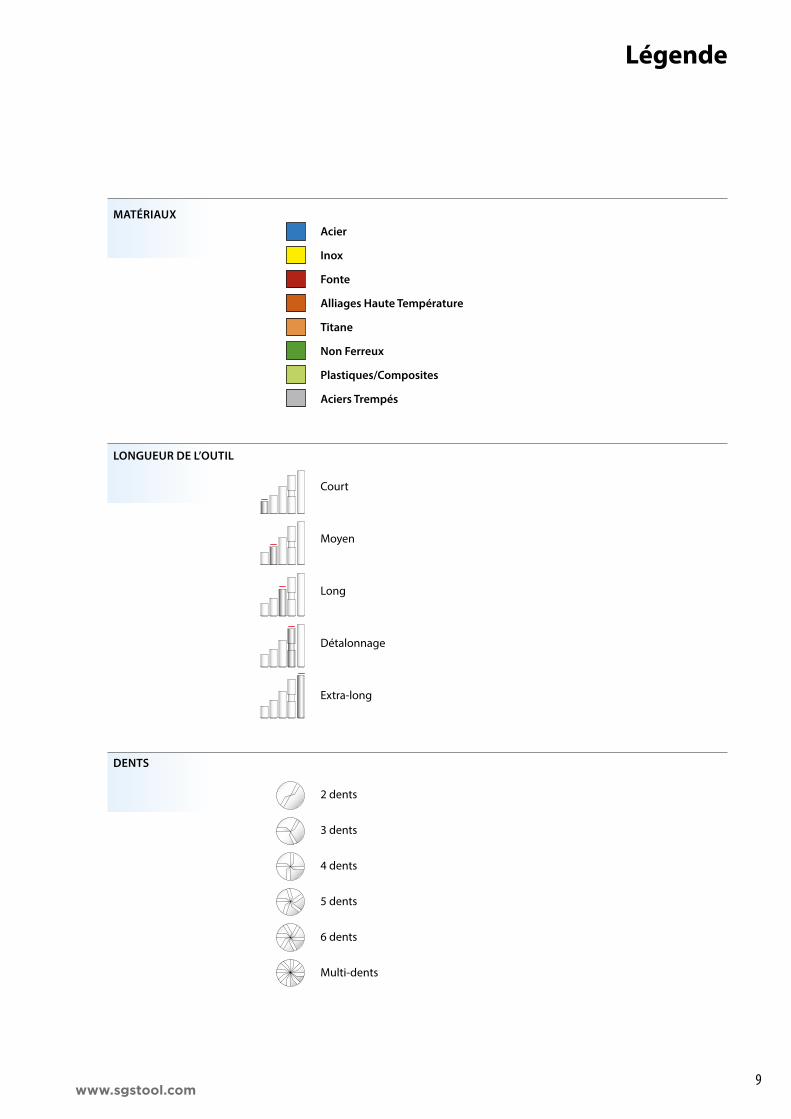
Légende
MATÉRIAUX
LONGUEUR DE L’OUTIL
DENTS
Acier
Inox
Fonte
Alliages Haute Température
Titane
Non Ferreux
Plastiques/Composites
Aciers Trempés
Court
Moyen
Long
Détalonnage
Extra-long
2 dents
3 dents
4 dents
5 dents
6 dents
Multi-dents

10www.sgstool.com
L’assistant d’outils SGS Tool Wizard est un programme
accessible sur Internet qui calcule les paramètres
d’application, pour vous aider à choisir le bon outil.
• Inclut toutes les fraises et forets standard et à haute
performance
• Trouver un outil par application ou chercher
un code EDP.
• Calculer les vitesses et les avances
Le logiciel Tool Wizard est conçu pour aider à sélectionner
et utiliser les produits fabriqués pas SGS Tool Company.
A notre connaissance, ces renseignements sont exacts.
Toutefois, en raison des différences au niveau des conditions
d’usinage (refroidissement, rigidité, état de la broche, etc.),
et leurs effets ultérieurs, ces recommandations doivent être
considérées comme un point de départ, avec des variations
possibles pour atteindre le résultat désiré. Se reporter à
l’assistant d’outils SGS pour des renseignements techniques
plus complets.
Disponible sur le site www.sgstool.com.
Tool WizardCALCULER LES PARAMETRES D’APPLICATION
11www.sgstool.com
SGS Tool Company a mis en ligne un nouveau site internet comportant un grand nombre d’outils et d’améliorations en ligne, pour que nos clients trouvent rapidement les produits, les données techniques et les informations de l’entreprise.
Consultez le site www.sgstool.com pour accéder aux conseils techniques, aux vidéos, aux études de cas et à une vitrine des ressources consacrées aux produits SGS, incluant l’application unique de l’assistant d’outils.
En tant que leader de l’industrie, notre travail consiste à fournir un service imbattable à notre clientèle en faisant appel aux technologies les plus modernes et à un accès rapide aux outils de support, aux formulaires de devis personnalisés et aux calculateurs numériques.
Consultez le site www.sgstool.com, pour plus de détails.
• Tenez-vous au courant des tendances de l’industrie.
• Téléchargez la documentation SGS.
• Recherche rapide par code EDP.
• Trouvez un distributeur proche de chez vous.
• Contactez un bureau international.
• Connectez-vous
• Calculatrice fraise rayonnée ou à bout plat
• Calculatrice fraise hémisphérique
• Calculatrice foret
• Calculatrice puissance de perçage
• Calculatrice puissance de fraisage
• Calculatrice analyse des coûts
12www.sgstool.com
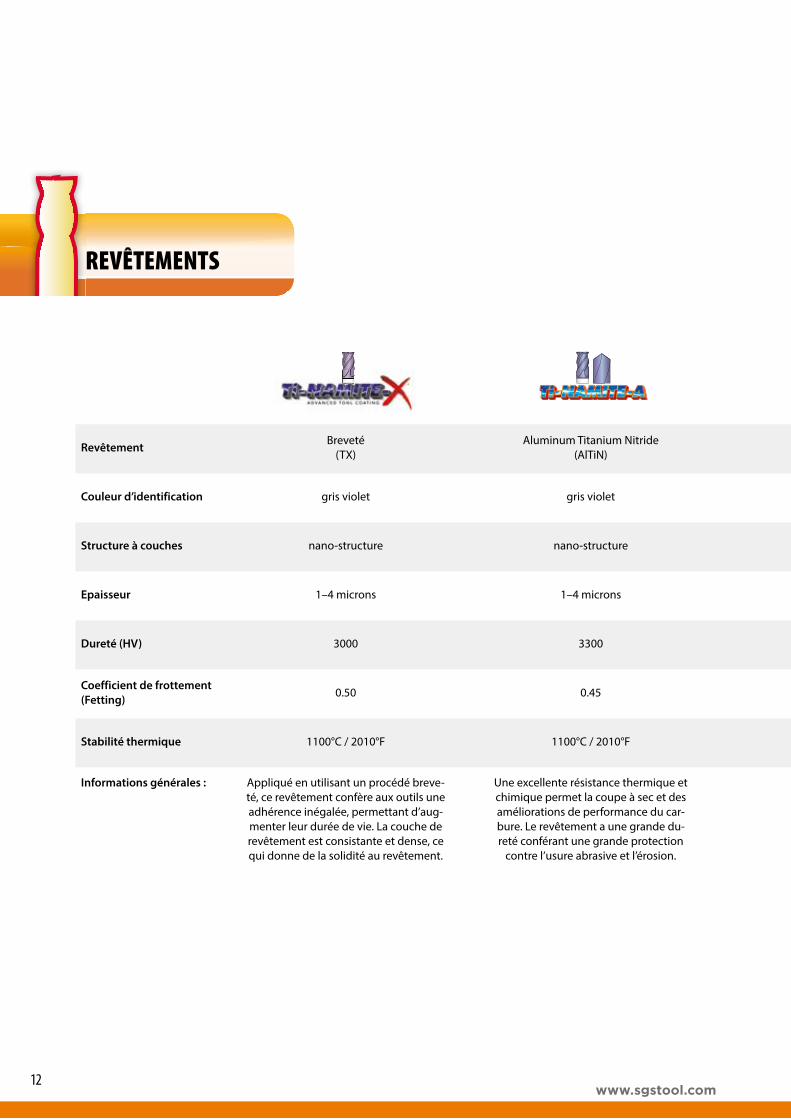
REVÊTEMENTS
Revêtement Breveté(TX)
Aluminum Titanium Nitride(AlTiN)
Titanium DiBoride(TiB2)
Crystalline Diamond(diamant)
Couleur d’identification gris violet gris violet argent-gris clair argent-gris clair
Structure à couches nano-structure nano-structure monocouche monocouche
Epaisseur 1–4 microns 1–4 microns 1–2 microns 6–20 microns
Dureté (HV) 3000 3300 4000 >8000
Coefficient de frottement (Fetting) 0.50 0.45 0.10–0.20 0.15–0.2
Stabilité thermique 1100°C / 2010°F 1100°C / 2010°F 850°C / 1562°F 800°C / 1470°F
Informations générales : Appliqué en utilisant un procédé breve-té, ce revêtement confère aux outils une adhérence inégalée, permettant d’aug-menter leur durée de vie. La couche de revêtement est consistante et dense, ce qui donne de la solidité au revêtement.
Une excellente résistance thermique et chimique permet la coupe à sec et des améliorations de performance du car-bure. Le revêtement a une grande du-reté conférant une grande protection
contre l’usure abrasive et l’érosion.
Ce revêtement a une surface très lisse qui retarde le soudage à froid et la
création d’arêtes rapportées, ce qui le rend optimal pour les applications de
titane, d’aluminium (>10%) et de cuivre. Il a une ténacité et une dureté elévées.
C’est le revêtement le plus dur disponible avec la meilleure résistance à l’abrasion. C’est un produit à base de carbone, de
sorte que ses domaines d’application sont limités. Il est également le plus cher avec
le temps de traitement le plus long.

13www.sgstool.com
Revêtement Breveté(TX)
Aluminum Titanium Nitride(AlTiN)
Titanium DiBoride(TiB2)
Crystalline Diamond(diamant)
Couleur d’identification gris violet gris violet argent-gris clair argent-gris clair
Structure à couches nano-structure nano-structure monocouche monocouche
Epaisseur 1–4 microns 1–4 microns 1–2 microns 6–20 microns
Dureté (HV) 3000 3300 4000 >8000
Coefficient de frottement (Fetting) 0.50 0.45 0.10–0.20 0.15–0.2
Stabilité thermique 1100°C / 2010°F 1100°C / 2010°F 850°C / 1562°F 800°C / 1470°F
Informations générales : Appliqué en utilisant un procédé breve-té, ce revêtement confère aux outils une adhérence inégalée, permettant d’aug-menter leur durée de vie. La couche de revêtement est consistante et dense, ce qui donne de la solidité au revêtement.
Une excellente résistance thermique et chimique permet la coupe à sec et des améliorations de performance du car-bure. Le revêtement a une grande du-reté conférant une grande protection
contre l’usure abrasive et l’érosion.
Ce revêtement a une surface très lisse qui retarde le soudage à froid et la
création d’arêtes rapportées, ce qui le rend optimal pour les applications de
titane, d’aluminium (>10%) et de cuivre. Il a une ténacité et une dureté elévées.
C’est le revêtement le plus dur disponible avec la meilleure résistance à l’abrasion. C’est un produit à base de carbone, de
sorte que ses domaines d’application sont limités. Il est également le plus cher avec
le temps de traitement le plus long.

14www.sgstool.com
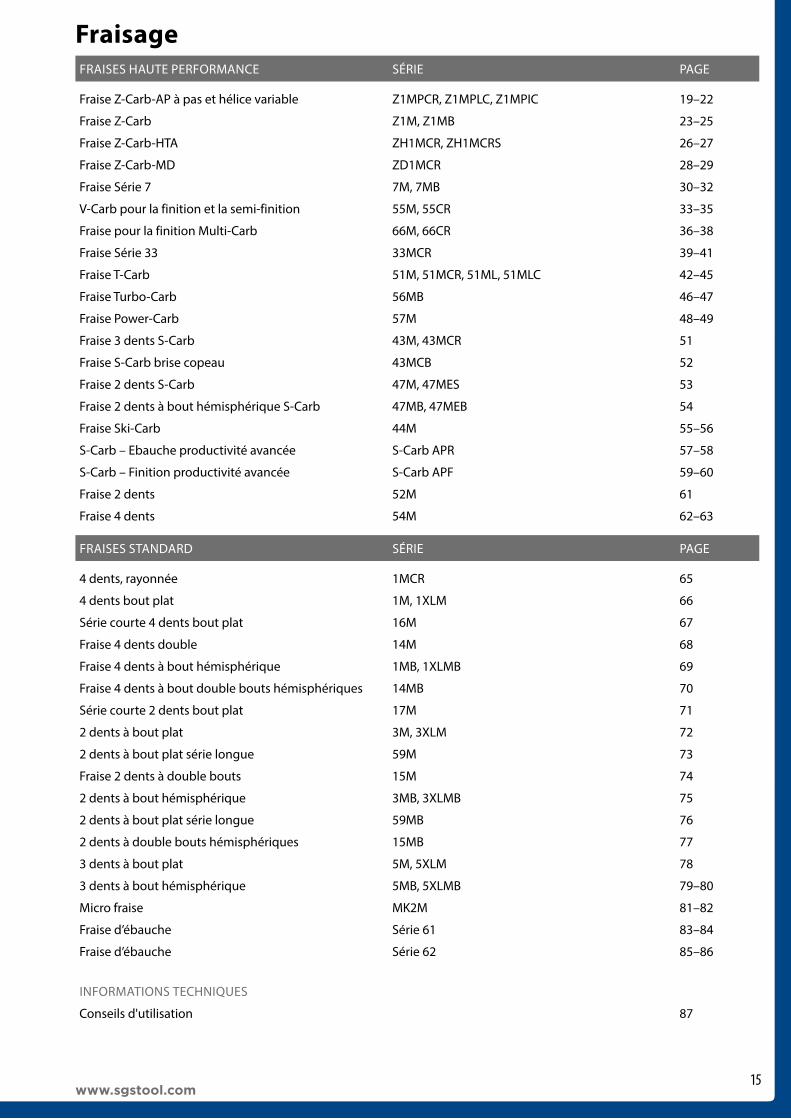
FRAISAGE
15www.sgstool.com
FraisageFRAISES HAUTE PERFORMANCE SÉRIE PAGE
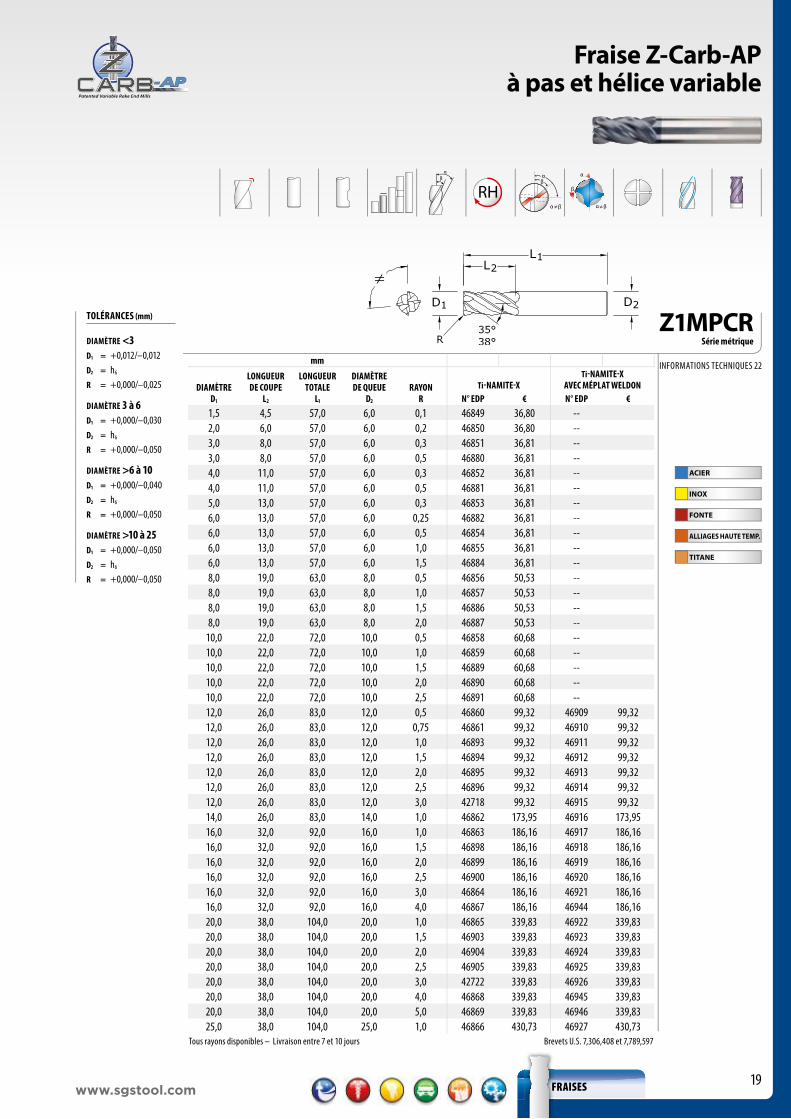
Fraise Z-Carb-AP à pas et hélice variable Z1MPCR, Z1MPLC, Z1MPIC 19–22
Fraise Z-Carb Z1M, Z1MB 23–25
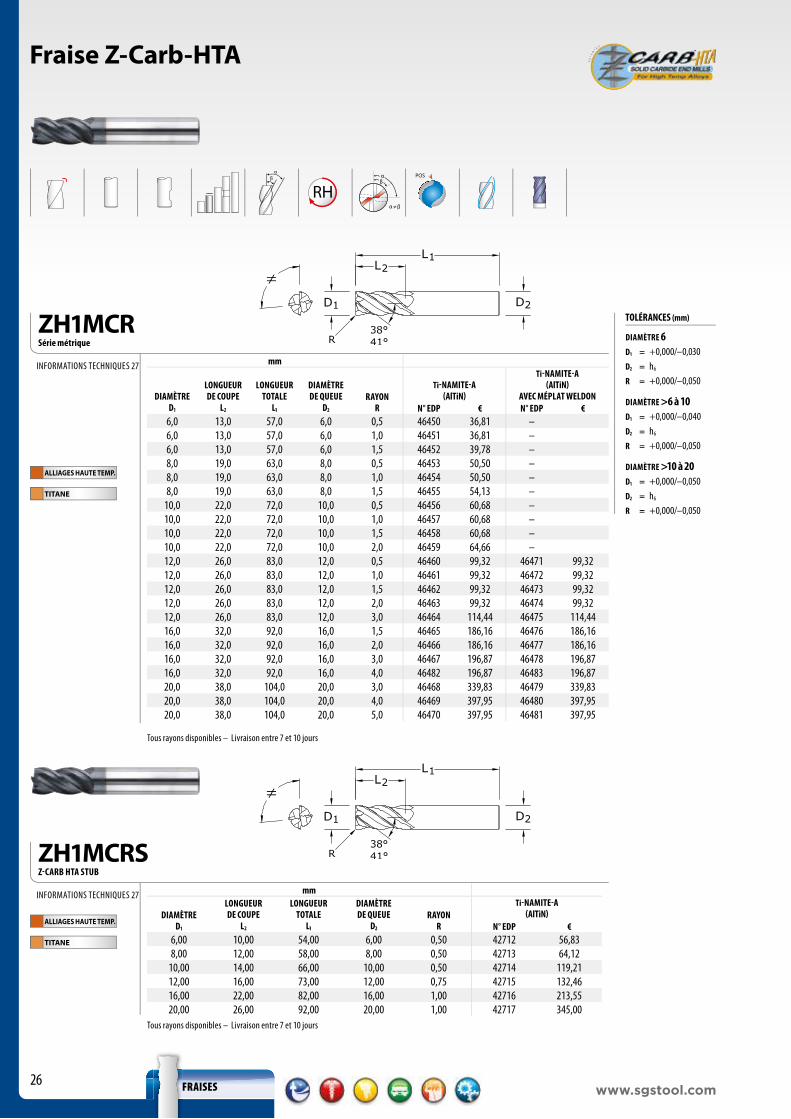
Fraise Z-Carb-HTA ZH1MCR, ZH1MCRS 26–27
Fraise Z-Carb-MD ZD1MCR 28–29
Fraise Série 7 7M, 7MB 30–32
V-Carb pour la finition et la semi-finition 55M, 55CR 33–35
Fraise pour la finition Multi-Carb 66M, 66CR 36–38
Fraise Série 33 33MCR 39–41
Fraise T-Carb 51M, 51MCR, 51ML, 51MLC 42–45
Fraise Turbo-Carb 56MB 46–47
Fraise Power-Carb 57M 48–49
Fraise 3 dents S-Carb 43M, 43MCR 51
Fraise S-Carb brise copeau 43MCB 52
Fraise 2 dents S-Carb 47M, 47MES 53
Fraise 2 dents à bout hémisphérique S-Carb 47MB, 47MEB 54
Fraise Ski-Carb 44M 55–56
S-Carb – Ebauche productivité avancée S-Carb APR 57–58
S-Carb – Finition productivité avancée S-Carb APF 59–60
Fraise 2 dents 52M 61
Fraise 4 dents 54M 62–63
FRAISES STANDARD SÉRIE PAGE
4 dents, rayonnée 1MCR 65
4 dents bout plat 1M, 1XLM 66
Série courte 4 dents bout plat 16M 67
Fraise 4 dents double 14M 68
Fraise 4 dents à bout hémisphérique 1MB, 1XLMB 69
Fraise 4 dents à bout double bouts hémisphériques 14MB 70
Série courte 2 dents bout plat 17M 71
2 dents à bout plat 3M, 3XLM 72
2 dents à bout plat série longue 59M 73
Fraise 2 dents à double bouts 15M 74
2 dents à bout hémisphérique 3MB, 3XLMB 75
2 dents à bout plat série longue 59MB 76
2 dents à double bouts hémisphériques 15MB 77
3 dents à bout plat 5M, 5XLM 78
3 dents à bout hémisphérique 5MB, 5XLMB 79–80
Micro fraise MK2M 81–82
Fraise d’ébauche Série 61 83–84
Fraise d’ébauche Série 62 85–86
INFORMATIONS TECHNIQUES
Conseils d'utilisation 87
16www.sgstool.com
POS NEG
≠
LH RH≠
FRAISES
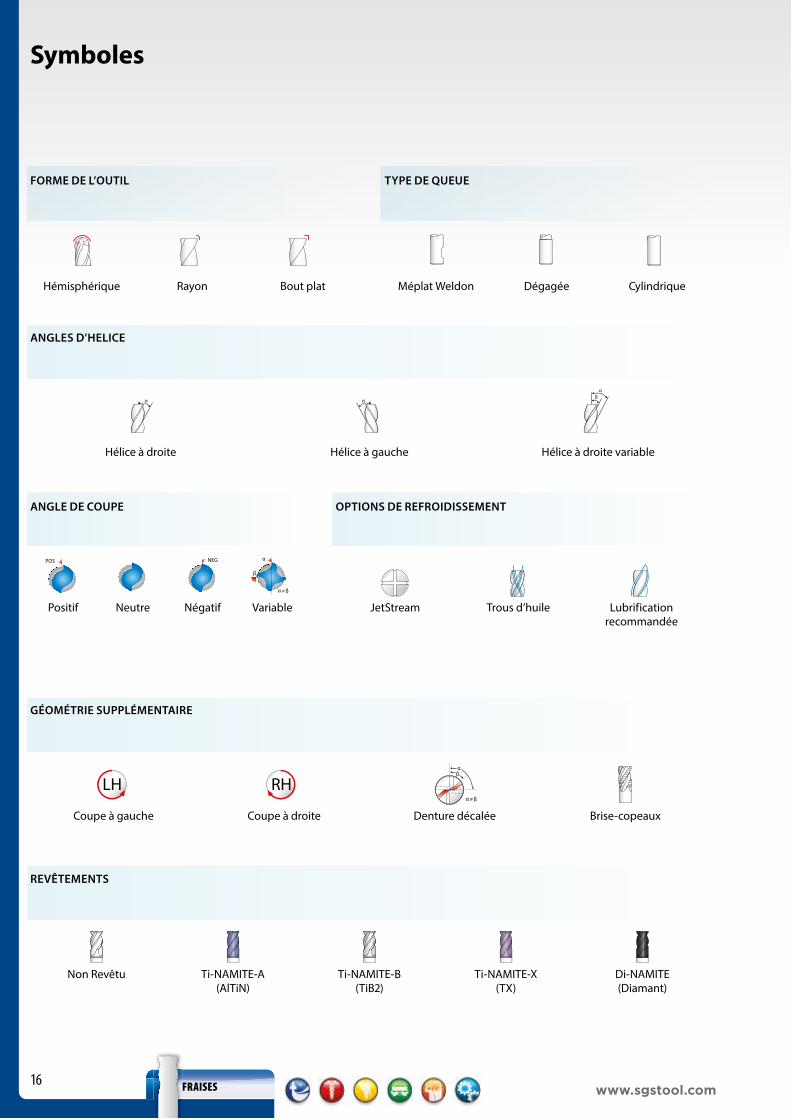
Symboles
FORME DE L’OUTIL
Hémisphérique Rayon Bout plat
Positif Neutre Négatif Variable
Coupe à gauche Coupe à droite Denture décalée Brise-copeaux
Non Revêtu Ti-NAMITE-A (AlTiN)
Ti-NAMITE-B(TiB2)
Ti-NAMITE-X(TX)
Di-NAMITE (Diamant)
JetStream Trous d’huile Lubrification recommandée
Hélice à droite Hélice à gauche Hélice à droite variable
Méplat Weldon Dégagée Cylindrique
ANGLES D’HELICE
ANGLE DE COUPE
GÉOMÉTRIE SUPPLÉMENTAIRE
REVÊTEMENTS
OPTIONS DE REFROIDISSEMENT
TYPE DE QUEUE
17www.sgstool.com FRAISES
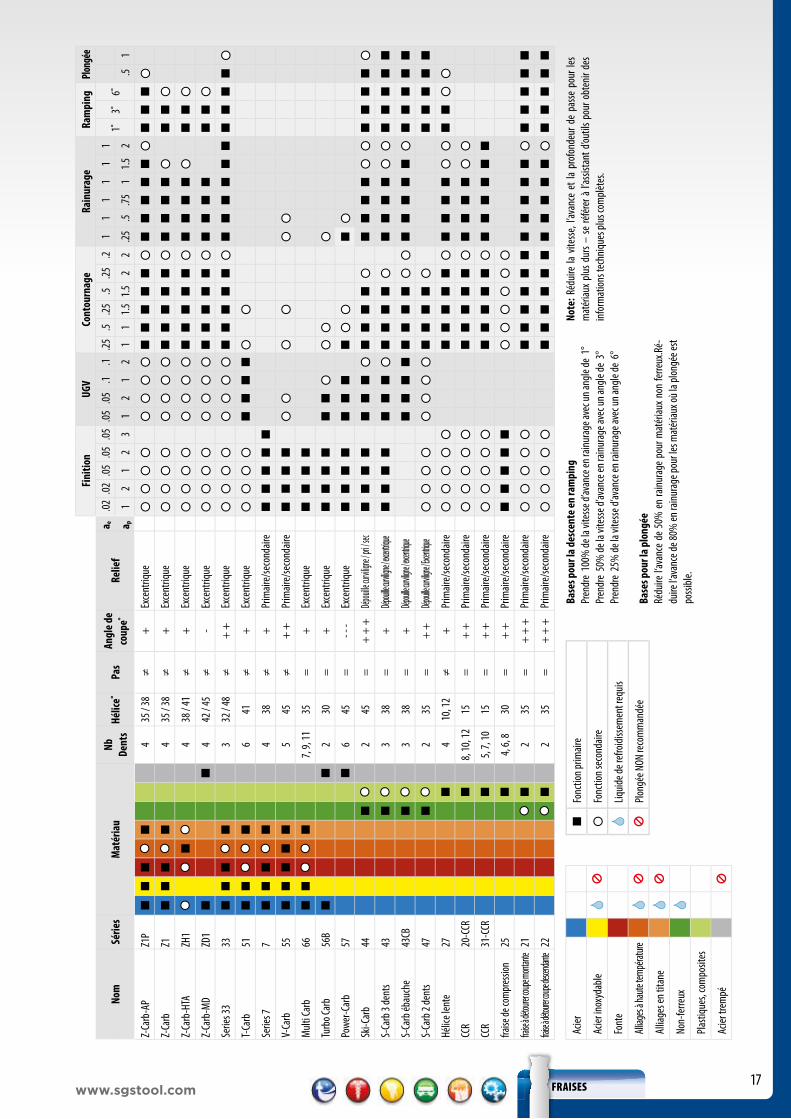
Fini
tion
UGV
Cont
ourn
age
Rain
urag
eRa
mpi
ngPlo
ngée
Nom
Série
sM
atér
iau
Nb
Dent
sHé
lice˚
Pa
sAn
gle d
e co
upe˚
Relie
fa e
.02
.02 .
05.05
.05.05
.05.1
.1.25
.5.25
.5.25
.21
11
1 1
1 1˚
3˚6˚
a p1
21
23
12
12
11
1.51.5
22
.25.5
.751
1.52
.51
Z-Ca
rb-A
PZ1
P■
■■
■4
35 /
38≠
+Ex
cent
rique
■
■■
■■
■■
■■
■■
■■
Z-Ca
rbZ1
■■
■■
435
/ 38
≠+
Exce
ntriq
ue■
■■
■■
■■
■■
■■
Z-Ca
rb-H
TAZH
1■
438
/ 41
≠+
Exce
ntriq
ue■
■■
■■
■■
■■
■■
Z-Ca
rb-M
DZD
1■
■4
42 /
45≠
-Ex
cent
rique
■■
■■
■■
■■
■■
■
Serie
s 33
33■
■■
■3
32 /
48≠
+ +
Exce
ntriq
ue■
■■
■■
■■
■■
■■
■■
■■
T-Ca
rb51
■■
■6
41≠
+Ex
cent
rique
■■
■■
Serie
s 77
■■
■■
438
≠+
Prim
aire/
seco
ndair
e■
■■
■■
V-Ca
rb55
■■
■■
■5
45≠
+ +
Prim
aire/
seco
ndair
e■
■■
■
Mult
i Car
b66
■■
■7,
9, 11
35=
+Ex
cent
rique
■■
■■
Turb
o Car
b56
B■
■2
30=
+Ex
cent
rique
■■
■■
■■
Powe
r-Car
b57
■6
45=
- - -
Exce
ntriq
ue■
■■
■■
■■
■■
Ski-C
arb
44■
245
=+
+ +
Dépoui
lle cur
viligne
/ pri /
sec■
■■
■■
■■
■■
■■
■■
■■
■■
■■
S-Ca
rb 3
dent
s43
■3
38=
+Dép
ouille cu
rviligne
/ excen
trique
■■
■■
■■
■■
■■
■■
■■
■■
■■
■■
S-Ca
rb éb
auch
e43
CB■
338
=+
Dépouil
le curvili
gne / ex
centriq
ue■
■■
■■
■■
■■
■■
■■
■■
■■
■
S-Ca
rb 2
dent
s47
■2
35=
+ +
Dépouil
le curvili
gne / Ex
centriq
ue■
■■
■■
■■
■■
Hélic
e len
te27
■4
10, 1
2≠
+Pr
imair
e/se
cond
aire
■■
■■
■■
■■
■■
■
CCR
20-C
CR■
8, 10
, 12
15=
+ +
Prim
aire/
seco
ndair
e■
■■
■■
■■
■■
CCR
31-C
CR■
5, 7,
1015
=+
+Pr
imair
e/se
cond
aire
■■
■■
■■
■■
■■
■
fraise
de co
mpres
sion
25■
4, 6,
830
=+
+Pr
imair
e/se
cond
aire
■■
■■
■
fraise à
détou
rer cou
pe mo
ntante
21■
235
=+
+ +
Prim
aire/
seco
ndair
e■
■■
■■
■■
■■
■■
■■
■■
■
fraise à
détour
er coup
e desce
ndante
22■
235
=+
+ +
Prim
aire/
seco
ndair
e■
■■
■■
■■
■■
■■
■■
■■
■
Acier
Acier
inox
ydab
le
Font
e
Alliag
es à h
aute
tempé
rature
Allia
ges e
n tita
ne
Non-
ferre
ux
Plasti
ques
, com
posit
es
Acier
trem
pé
■Fo
nctio
n prim
aire
Fonc
tion s
econ
daire
Liquid
e de r
efroid
issem
ent r
equis
Plong
ée N
ON re
com
man
dée
Base
s pou
r la d
esce
nte e
n ra
mpi
ngPr
endr
e 10
0% de
la vi
tesse
d’av
ance
en ra
inura
ge av
ec un
angle
de 1
°Pr
endr
e 50
% de
la vi
tesse
d’av
ance
en ra
inura
ge av
ec un
angle
de 3
°Pr
endr
e 25
% de
la vi
tesse
d’av
ance
en ra
inura
ge av
ec un
angle
de 6
°
Base
s pou
r la p
long
éeRé
duire
l‘ava
nce
de 5
0% e
n ra
inura
ge p
our m
atér
iaux n
on fe
rreux
.Ré-
duire
l‘ava
nce d
e 80%
en ra
inura
ge po
ur le
s mat
ériau
x où l
a plon
gée e
st po
ssible
.
Note
: Réd
uire
la vit
esse
, l’av
ance
et l
a pr
ofon
deur
de
passe
pou
r les
m
atér
iaux
plus d
urs –
se ré
férer
à l’
assis
tant
d’ou
tils p
our o
bten
ir de
s inf
orm
ation
s tec
hniqu
es pl
us co
mplè
tes.
18www.sgstool.com
HAUTE PERFORMANCE
19www.sgstool.com
RH≠ ≠
FRAISES
Z1MPCRSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE <3 D1 = +0,012/–0,012D2 = h6
R = +0,000/–0,025
DIAMÈTRE 3 à 6 D1 = +0,000/–0,030D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 25D1 = +0,000/–0,050D2 = h6
R = +0,000/–0,050
Fraise Z-Carb-AP à pas et hélice variable
Tous rayons disponibles – Livraison entre 7 et 10 jours Brevets U.S. 7,306,408 et 7,789,597
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
Ti-NAMITE-XTi-NAMITE-X
AVEC MÉPLAT WELDONN° EDP € N° EDP €
1,5 4,5 57,0 6,0 0,1 46849 36,80 --2,0 6,0 57,0 6,0 0,2 46850 36,80 --3,0 8,0 57,0 6,0 0,3 46851 36,81 --3,0 8,0 57,0 6,0 0,5 46880 36,81 --4,0 11,0 57,0 6,0 0,3 46852 36,81 --4,0 11,0 57,0 6,0 0,5 46881 36,81 --5,0 13,0 57,0 6,0 0,3 46853 36,81 --6,0 13,0 57,0 6,0 0,25 46882 36,81 --6,0 13,0 57,0 6,0 0,5 46854 36,81 --6,0 13,0 57,0 6,0 1,0 46855 36,81 --6,0 13,0 57,0 6,0 1,5 46884 36,81 --8,0 19,0 63,0 8,0 0,5 46856 50,53 --8,0 19,0 63,0 8,0 1,0 46857 50,53 --8,0 19,0 63,0 8,0 1,5 46886 50,53 --8,0 19,0 63,0 8,0 2,0 46887 50,53 --
10,0 22,0 72,0 10,0 0,5 46858 60,68 --10,0 22,0 72,0 10,0 1,0 46859 60,68 --10,0 22,0 72,0 10,0 1,5 46889 60,68 --10,0 22,0 72,0 10,0 2,0 46890 60,68 --10,0 22,0 72,0 10,0 2,5 46891 60,68 --12,0 26,0 83,0 12,0 0,5 46860 99,32 46909 99,3212,0 26,0 83,0 12,0 0,75 46861 99,32 46910 99,3212,0 26,0 83,0 12,0 1,0 46893 99,32 46911 99,3212,0 26,0 83,0 12,0 1,5 46894 99,32 46912 99,3212,0 26,0 83,0 12,0 2,0 46895 99,32 46913 99,3212,0 26,0 83,0 12,0 2,5 46896 99,32 46914 99,3212,0 26,0 83,0 12,0 3,0 42718 99,32 46915 99,3214,0 26,0 83,0 14,0 1,0 46862 173,95 46916 173,9516,0 32,0 92,0 16,0 1,0 46863 186,16 46917 186,1616,0 32,0 92,0 16,0 1,5 46898 186,16 46918 186,1616,0 32,0 92,0 16,0 2,0 46899 186,16 46919 186,1616,0 32,0 92,0 16,0 2,5 46900 186,16 46920 186,1616,0 32,0 92,0 16,0 3,0 46864 186,16 46921 186,1616,0 32,0 92,0 16,0 4,0 46867 186,16 46944 186,1620,0 38,0 104,0 20,0 1,0 46865 339,83 46922 339,8320,0 38,0 104,0 20,0 1,5 46903 339,83 46923 339,8320,0 38,0 104,0 20,0 2,0 46904 339,83 46924 339,8320,0 38,0 104,0 20,0 2,5 46905 339,83 46925 339,8320,0 38,0 104,0 20,0 3,0 42722 339,83 46926 339,8320,0 38,0 104,0 20,0 4,0 46868 339,83 46945 339,8320,0 38,0 104,0 20,0 5,0 46869 339,83 46946 339,8325,0 38,0 104,0 25,0 1,0 46866 430,73 46927 430,73
INFORMATIONS TECHNIQUES 22

20www.sgstool.com
RH≠ ≠
FRAISES
Z1MPLCSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 6D1 = +0,000/–0,030D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 25D1 = +0,000/–0,050D2 = h6
R = +0,000/–0,050
Fraise Z-Carb-AP à pas et hélice variable
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
Ti-NAMITE-X
Ti-NAMITE-XAVEC MÉPLAT WELDON
N° EDP € N° EDP €6,0 8,0 75,0 6,0 24,0 0,5 46821 43,338,0 10,0 75,0 8,0 32,0 1,0 46822 63,308,0 10,0 75,0 8,0 32,0 2,0 46823 63,30
10,0 12,0 100,0 10,0 40,0 1,0 46824 67,1910,0 12,0 100,0 10,0 40,0 2,0 46825 67,1912,0 15,0 100,0 12,0 48,0 1,0 46826 129,87 46928 136,7012,0 15,0 100,0 12,0 48,0 1,5 46827 129,87 46929 136,7012,0 15,0 100,0 12,0 48,0 2,0 46828 129,87 46930 136,7012,0 15,0 100,0 12,0 48,0 3,0 46829 129,87 46931 136,7016,0 20,0 115,0 16,0 65,0 1,0 46830 236,76 46932 246,6316,0 20,0 115,0 16,0 65,0 1,5 46831 236,76 46933 246,6316,0 20,0 115,0 16,0 65,0 2,0 46832 236,76 46934 246,6316,0 20,0 115,0 16,0 65,0 3,0 46833 236,76 46935 246,6316,0 20,0 115,0 16,0 65,0 4,0 46834 236,76 46936 246,6316,0 20,0 115,0 16,0 65,0 5,0 46835 236,76 46937 246,6320,0 24,0 140,0 20,0 80,0 1,0 46836 395,45 46938 407,6820,0 24,0 140,0 20,0 80,0 1,5 46837 395,45 46939 407,6820,0 24,0 140,0 20,0 80,0 2,0 46838 395,45 46940 407,6820,0 24,0 140,0 20,0 80,0 3,0 46839 395,45 46941 407,6820,0 24,0 140,0 20,0 80,0 4,0 46840 395,45 46942 407,6820,0 24,0 140,0 20,0 80,0 5,0 46841 395,45 46943 407,68
INFORMATIONS TECHNIQUES 22
Brevets U.S. 7,306,408 et 7,789,597 Tous rayons disponibles – Livraison entre 7 et 10 jours
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE

21www.sgstool.com
RH≠ ≠
FRAISES
Z1MPICSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 6D1 = +0,000/–0,030D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 25D1 = +0,000/–0,050D2 = h6
R = +0,000/–0,050
Fraise Z-Carb-AP à pas et hélice variable
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 22mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
Ti-NAMITE-XAVEC MÉPLAT WELDONN° EDP €
12,0 26,0 83,0 12,0 36,0 2,5 42731 114,4112,0 26,0 83,0 12,0 36,0 3,0 42732 114,4112,0 26,0 83,0 12,0 36,0 4,0 42733 114,4116,0 32,0 92,0 16,0 42,0 2,5 42734 201,2616,0 32,0 92,0 16,0 42,0 4,0 42735 201,2616,0 32,0 92,0 16,0 42,0 6,0 42736 201,2620,0 38,0 104,0 20,0 52,0 2,5 42737 354,9320,0 38,0 104,0 20,0 52,0 4,0 42738 354,9320,0 38,0 104,0 20,0 52,0 6,0 42739 354,93
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
RH≠ ≠
INFORMATIONS TECHNIQUES 22
Z-Carb AP JetStream
Z1MPCRSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYONR
12 26 83 12 0,7512 26 83 12 3,0014 26 83 14 1,0016 32 92 16 1,0016 32 92 16 3,0020 38 104 20 1,0020 38 104 20 3,0025 38 104 25 1,00
l
l
1
2
d d
1
2
Ti-NAMITE-XAVEC MÉPLAT WELDON
N° EDP € 46493 192,91 42719 192,91 46494 203,41 46495 221,68 42721 221,68 46497 370,72 42723 370,72 46498 457,30
22www.sgstool.comFRAISES
Recommandations techniques
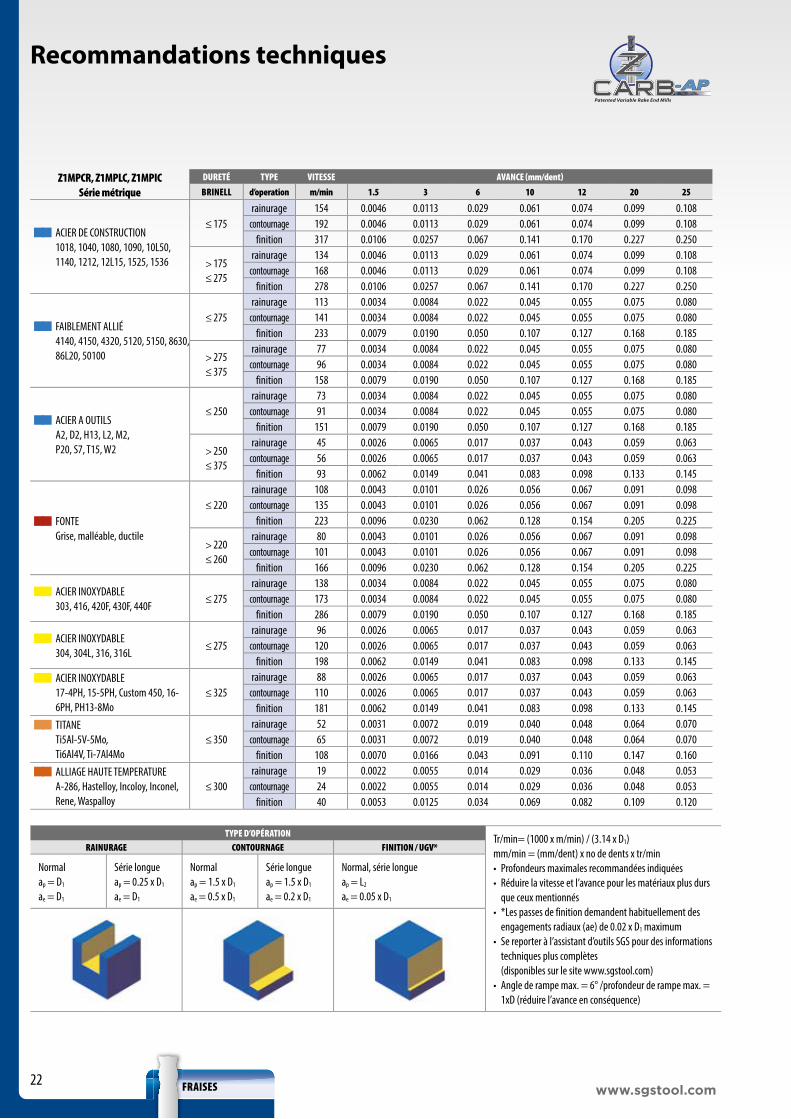
Z1MPCR, Z1MPLC, Z1MPICSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’operation m/min 1.5 3 6 10 12 20 25
■ ■ ACIER DE CONSTRUCTION 1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 175rainurage 154 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108
contournage 192 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108finition 317 0.0106 0.0257 0.067 0.141 0.170 0.227 0.250
> 175≤ 275
rainurage 134 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108contournage 168 0.0046 0.0113 0.029 0.061 0.074 0.099 0.108
finition 278 0.0106 0.0257 0.067 0.141 0.170 0.227 0.250
■ ■ FAIBLEMENT ALLIÉ 4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
≤ 275rainurage 113 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080
contournage 141 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080finition 233 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185
> 275≤ 375
rainurage 77 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080contournage 96 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080
finition 158 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185
■ ■ ACIER A OUTILS A2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250rainurage 73 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080
contournage 91 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080finition 151 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185
> 250≤ 375
rainurage 45 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063contournage 56 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063
finition 93 0.0062 0.0149 0.041 0.083 0.098 0.133 0.145
■ ■ FONTE Grise, malléable, ductile
≤ 220rainurage 108 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098
contournage 135 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098finition 223 0.0096 0.0230 0.062 0.128 0.154 0.205 0.225
> 220≤ 260
rainurage 80 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098contournage 101 0.0043 0.0101 0.026 0.056 0.067 0.091 0.098
finition 166 0.0096 0.0230 0.062 0.128 0.154 0.205 0.225
■ ■ ACIER INOXYDABLE 303, 416, 420F, 430F, 440F
≤ 275rainurage 138 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080
contournage 173 0.0034 0.0084 0.022 0.045 0.055 0.075 0.080finition 286 0.0079 0.0190 0.050 0.107 0.127 0.168 0.185
■ ■ ACIER INOXYDABLE 304, 304L, 316, 316L
≤ 275rainurage 96 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063
contournage 120 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063finition 198 0.0062 0.0149 0.041 0.083 0.098 0.133 0.145
■ ■ ACIER INOXYDABLE17-4PH, 15-5PH, Custom 450, 16-6PH, PH13-8Mo
≤ 325rainurage 88 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063
contournage 110 0.0026 0.0065 0.017 0.037 0.043 0.059 0.063finition 181 0.0062 0.0149 0.041 0.083 0.098 0.133 0.145
■ ■ TITANETi5Al-5V-5Mo, Ti6Al4V, Ti-7Al4Mo
≤ 350rainurage 52 0.0031 0.0072 0.019 0.040 0.048 0.064 0.070
contournage 65 0.0031 0.0072 0.019 0.040 0.048 0.064 0.070finition 108 0.0070 0.0166 0.043 0.091 0.110 0.147 0.160
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Incoloy, Inconel, Rene, Waspalloy
≤ 300rainurage 19 0.0022 0.0055 0.014 0.029 0.036 0.048 0.053
contournage 24 0.0022 0.0055 0.014 0.029 0.036 0.048 0.053finition 40 0.0053 0.0125 0.034 0.069 0.082 0.109 0.120
TYPE D’OPÉRATION Tr/min= (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés • *Les passes de finition demandent habituellement des
engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations
techniques plus complètes (disponibles sur le site www.sgstool.com)
• Angle de rampe max. = 6° /profondeur de rampe max. = 1xD (réduire l’avance en conséquence)
RAINURAGE CONTOURNAGE FINITION / UGV*
Normal ap = D1
ae = D1
Série longue ap = 0.25 x D1
ae = D1
Normalap = 1.5 x D1
ae = 0.5 x D1
Série longueap = 1.5 x D1
ae = 0.2 x D1
Normal, série longueap = L2
ae = 0.05 x D1

23www.sgstool.com
RH≠
POS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
TOLÉRANCES (mm)
3–6 DIAMÈTRE
D1 = +0,000/–0,030D2 = h6
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
DIAMÈTRE >10 à 25D1 = +0,000/–0,050D2 = h6
Fraise Z-Carb
Z1MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-A(AlTiN) JetStream*
N° EDP € N° EDP €
3,0 8,0 57,0 6,0 46357 20,49 –4,0 11,0 57,0 6,0 46358 28,64 –5,0 13,0 57,0 6,0 46359 30,48 –6,0 13,0 57,0 6,0 46360 34,96 – 8,0 19,0 63,0 8,0 46362 47,97 –
10,0 22,0 72,0 10,0 46364 57,64 – 12,0 26,0 83,0 12,0 46366 94,36 – 14,0 26,0 83,0 14,0 46368 165,26 46506 195,1216,0 32,0 92,0 16,0 46370 176,85 46507 212,8218,0 32,0 92,0 18,0 46372 260,50 46508 281,7920,0 38,0 104,0 20,0 46374 322,85 46509 354,5425,0 38,0 104,0 25,0 46376 409,20 46510 436,79
Tous rayons disponibles – Livraison entre 7 et 10 jours *Technologie de lubrification brevetée JetStream
INFORMATIONS TECHNIQUES 25

24www.sgstool.com
RH≠
POS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
Z1MBSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-A(AlTiN) JetStream*
N° EDP € N° EDP €
3,0 8,0 57,0 6,0 46354 24,40 –4,0 11,0 57,0 6,0 46355 32,47 –5,0 13,0 57,0 6,0 46356 37,41 –6,0 13,0 57,0 6,0 46343 39,78 –8,0 19,0 63,0 8,0 46344 54,13 –
10,0 22,0 72,0 10,0 46345 64,66 –12,0 26,0 83,0 12,0 46346 114,44 –14,0 26,0 83,0 14,0 46347 177,26 46518 206,5516,0 32,0 92,0 16,0 46348 196,87 46519 231,8918,0 32,0 92,0 18,0 46349 285,31 46520 305,4120,0 38,0 104,0 20,0 46350 397,95 46521 426,0725,0 38,0 104,0 25,0 46351 502,50 46522 525,65
TOLÉRANCES (mm)
DIAMÈTRE 3 à 6D1 = +0,000/–0,030D2 = h6
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
DIAMÈTRE >10 à 25D1 = +0,000/–0,050D2 = h6
Fraise Z-Carb
*Technologie de lubrification brevetée JetStream
INFORMATIONS TECHNIQUES 25

25www.sgstool.com FRAISES
Recommandations techniques
Z1M. Z1MBSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’operation m/min 3 6 8 10 12 16 20 25
■ ■ ACIER DE CONSTRUCTION 1018. 1040. 1080. 1090. 10L50. 1140. 1212. 12L15. 1525. 1536
≤ 175rainurage 154 0.0091 0.024 0.038 0.051 0.060 0.070 0.080 0.088
contournage 192 0.0091 0.024 0.038 0.051 0.060 0.070 0.080 0.088finition 317 0.0206 0.055 0.085 0.115 0.137 0.161 0.184 0.200
> 175≤ 275
rainurage 134 0.0091 0.024 0.038 0.051 0.060 0.070 0.080 0.088contournage 168 0.0091 0.024 0.038 0.051 0.060 0.070 0.080 0.088
finition 278 0.0206 0.055 0.085 0.115 0.137 0.161 0.184 0.200
■ ■ ALLIAGE D’ACIER 4140. 4150. 4320. 5120. 5150. 8630. 86L20. 50100
≤ 275rainurage 113 0.0067 0.019 0.028 0.037 0.046 0.054 0.061 0.065
contournage 141 0.0067 0.019 0.028 0.037 0.046 0.054 0.061 0.065finition 233 0.0156 0.041 0.063 0.085 0.103 0.121 0.139 0.150
> 275≤ 375
rainurage 77 0.0067 0.019 0.028 0.037 0.046 0.054 0.061 0.065contournage 96 0.0067 0.019 0.028 0.037 0.046 0.054 0.061 0.065
finition 158 0.0156 0.041 0.063 0.085 0.103 0.121 0.139 0.150
■ ■ ACIER A OUTILSA2. D2. H13. L2. M2.P20. S7. T15. W2
≤ 250rainurage 73 0.0060 0.017 0.025 0.032 0.041 0.047 0.053 0.058
contournage 91 0.0060 0.017 0.025 0.032 0.041 0.047 0.053 0.058finition 151 0.0137 0.036 0.056 0.075 0.091 0.106 0.120 0.133
> 250≤ 375
rainurage 45 0.0048 0.012 0.020 0.027 0.031 0.037 0.043 0.045contournage 56 0.0048 0.012 0.020 0.027 0.031 0.037 0.043 0.045
finition 93 0.0108 0.029 0.045 0.061 0.072 0.084 0.096 0.105
■ ■ FONTE Grise. malléable. ductile
≤ 220rainurage 108 0.0084 0.022 0.035 0.048 0.058 0.067 0.075 0.083
contournage 135 0.0084 0.022 0.035 0.048 0.058 0.067 0.075 0.083finition 223 0.0194 0.053 0.081 0.109 0.130 0.152 0.173 0.190
> 220≤ 260
rainurage 80 0.0084 0.022 0.035 0.048 0.058 0.067 0.075 0.083contournage 101 0.0084 0.022 0.035 0.048 0.058 0.067 0.075 0.083
finition 166 0.0194 0.053 0.081 0.109 0.130 0.152 0.173 0.190
■ ■ ACIER INOXYDABLE 303. 416. 420F. 430F. 440F
≤ 275rainurage 138 0.0065 0.017 0.027 0.037 0.043 0.051 0.059 0.063
contournage 173 0.0065 0.017 0.027 0.037 0.043 0.051 0.059 0.063finition 286 0.0149 0.041 0.062 0.083 0.098 0.116 0.133 0.145
■ ■ ACIER INOXYDABLE304. 304L. 316. 316L
≤ 275rainurage 96 0.0053 0.014 0.022 0.029 0.034 0.040 0.045 0.050
contournage 120 0.0053 0.014 0.022 0.029 0.034 0.040 0.045 0.050finition 198 0.0120 0.031 0.049 0.067 0.079 0.093 0.107 0.115
■ ■ ACIER INOXYDABLE17-4PH. 15-5PH. Custom 450. 16-6PH. PH13-8Mo
≤ 325rainurage 88 0.0053 0.014 0.022 0.029 0.034 0.040 0.045 0.050
contournage 110 0.0053 0.014 0.022 0.029 0.034 0.040 0.045 0.050finition 181 0.0120 0.031 0.049 0.067 0.079 0.093 0.107 0.115
■ ■ TITANETi5Al-5V-5Mo. Ti6Al4V. Ti-7Al4Mo
≤ 350rainurage 52 0.0048 0.012 0.020 0.027 0.031 0.037 0.043 0.045
contournage 65 0.0048 0.012 0.020 0.027 0.031 0.037 0.043 0.045finition 108 0.0108 0.029 0.045 0.061 0.072 0.084 0.096 0.105
■ ■ ALLIAGE HAUTE TEMPERATUREA-286. Hastelloy. Incoloy. Inconel. Rene. Waspalloy
≤ 300rainurage 19 0.0036 0.010 0.016 0.021 0.024 0.028 0.032 0.035
contournage 24 0.0036 0.010 0.016 0.021 0.024 0.028 0.032 0.035finition 40 0.0082 0.022 0.034 0.045 0.055 0.065 0.075 0.080
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés • *Les passes de finition demandent habituellement des
engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations
techniques plus complètes (disponibles sur le site www.sgstool.com)
• Angle de rampe max. = 6° /profondeur de rampe max. = 1xD (réduire l’avance en conséquence)
RAINURAGE CONTOURNAGE FINITION / UGV*
ap = D1
ae = D1
ap = 1.5 x D1
ae = 0.5 x D1
ap = L2
ae = 0.05 x D1
26www.sgstool.com
RH≠
POS
FRAISES
ALLIAGES HAUTE TEMP.
TITANE
ALLIAGES HAUTE TEMP.
TITANE
ZH1MCRSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 6D1 = +0,000/–0,030D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 20D1 = +0,000/–0,050D2 = h6
R = +0,000/–0,050
Fraise Z-Carb-HTA
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
Ti-NAMITE-A(AlTiN)
Ti-NAMITE-A(AlTiN)
AVEC MÉPLAT WELDONN° EDP € N° EDP €
6,0 13,0 57,0 6,0 0,5 46450 36,81 –6,0 13,0 57,0 6,0 1,0 46451 36,81 –6,0 13,0 57,0 6,0 1,5 46452 39,78 –8,0 19,0 63,0 8,0 0,5 46453 50,50 –8,0 19,0 63,0 8,0 1,0 46454 50,50 –8,0 19,0 63,0 8,0 1,5 46455 54,13 –
10,0 22,0 72,0 10,0 0,5 46456 60,68 –10,0 22,0 72,0 10,0 1,0 46457 60,68 –10,0 22,0 72,0 10,0 1,5 46458 60,68 –10,0 22,0 72,0 10,0 2,0 46459 64,66 –12,0 26,0 83,0 12,0 0,5 46460 99,32 46471 99,3212,0 26,0 83,0 12,0 1,0 46461 99,32 46472 99,3212,0 26,0 83,0 12,0 1,5 46462 99,32 46473 99,3212,0 26,0 83,0 12,0 2,0 46463 99,32 46474 99,3212,0 26,0 83,0 12,0 3,0 46464 114,44 46475 114,4416,0 32,0 92,0 16,0 1,5 46465 186,16 46476 186,1616,0 32,0 92,0 16,0 2,0 46466 186,16 46477 186,1616,0 32,0 92,0 16,0 3,0 46467 196,87 46478 196,8716,0 32,0 92,0 16,0 4,0 46482 196,87 46483 196,8720,0 38,0 104,0 20,0 3,0 46468 339,83 46479 339,8320,0 38,0 104,0 20,0 4,0 46469 397,95 46480 397,9520,0 38,0 104,0 20,0 5,0 46470 397,95 46481 397,95
Tous rayons disponibles – Livraison entre 7 et 10 jours
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
Ti-NAMITE-A(AlTiN)
N° EDP €6,00 10,00 54,00 6,00 0,50 42712 56,838,00 12,00 58,00 8,00 0,50 42713 64,12
10,00 14,00 66,00 10,00 0,50 42714 119,2112,00 16,00 73,00 12,00 0,75 42715 132,4616,00 22,00 82,00 16,00 1,00 42716 213,5520,00 26,00 92,00 20,00 1,00 42717 345,00
ZH1MCRSZ-CARB HTA STUB
INFORMATIONS TECHNIQUES 27
INFORMATIONS TECHNIQUES 27
Tous rayons disponibles – Livraison entre 7 et 10 jours

27www.sgstool.com FRAISES
Recommandations techniques
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que
ceux mentionnés • *Les passes de finition demandent habituellement des
engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations
techniques plus complètes (disponibles sur le site www.sgstool.com)
• Angle de rampe max. = 6° /profondeur de rampe max. = 1xD (réduire l’avance en conséquence)
RAINURAGE CONTOURNAGE FINITION / UGV*
ap = D1
ae = D1
ap = 1.5 x D1
ae = 0.5 x D1
ap = 1.5 x D1
ae = 0.05 x D1
ZH1MCR, ZH1MCRSSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’operation m/min 6 10 12 20 25
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Udimet, Waspalloy
≤ 300
rainurage 21 0.017 0.032 0.041 0.053 0.058
contournage 27 0.017 0.032 0.041 0.053 0.058
finition 45 0.036 0.075 0.091 0.120 0.133
> 300
rainurage 16 0.012 0.024 0.029 0.037 0.040
contournage 21 0.012 0.024 0.029 0.037 0.040
finition 34 0.026 0.053 0.062 0.085 0.093
28www.sgstool.com
RH≠
NEG
FRAISES
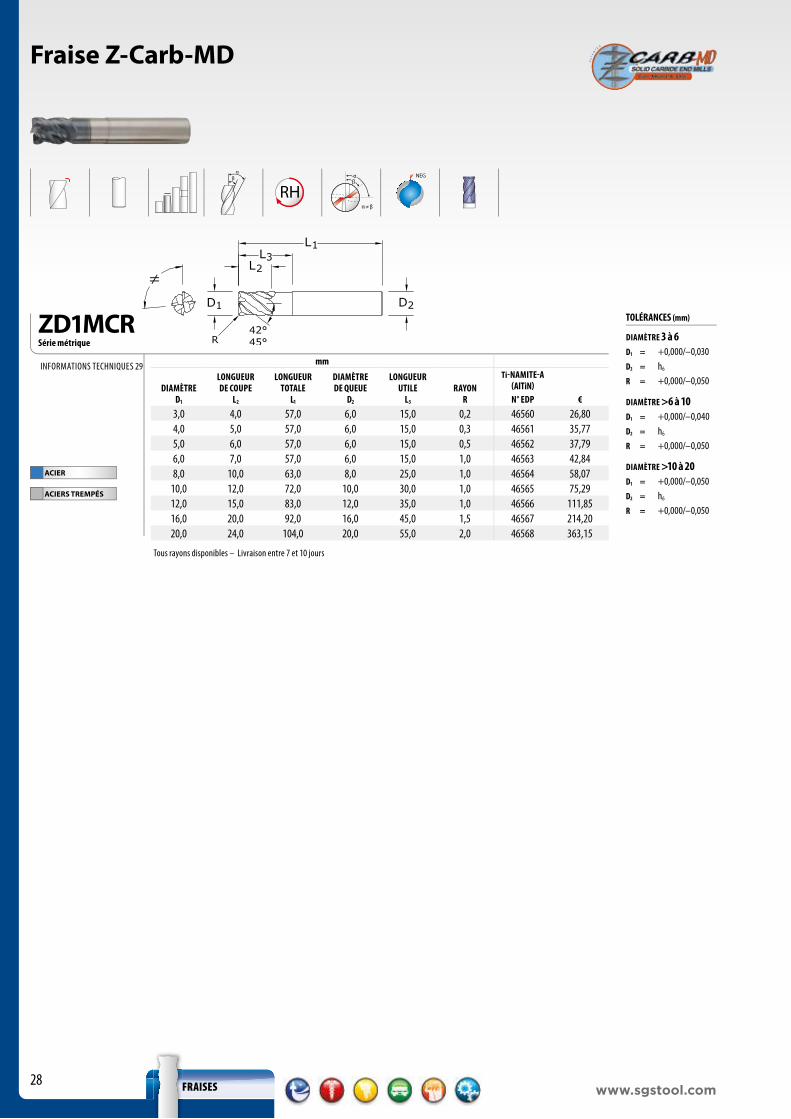
TOLÉRANCES (mm)
DIAMÈTRE 3 à 6D1 = +0,000/–0,030D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 20D1 = +0,000/–0,050D2 = h6
R = +0,000/–0,050
ZD1MCRSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
Ti-NAMITE-A(AlTiN)N° EDP €
3,0 4,0 57,0 6,0 15,0 0,2 46560 26,804,0 5,0 57,0 6,0 15,0 0,3 46561 35,775,0 6,0 57,0 6,0 15,0 0,5 46562 37,796,0 7,0 57,0 6,0 15,0 1,0 46563 42,848,0 10,0 63,0 8,0 25,0 1,0 46564 58,07
10,0 12,0 72,0 10,0 30,0 1,0 46565 75,2912,0 15,0 83,0 12,0 35,0 1,0 46566 111,8516,0 20,0 92,0 16,0 45,0 1,5 46567 214,2020,0 24,0 104,0 20,0 55,0 2,0 46568 363,15
Fraise Z-Carb-MD
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 29
ACIER
ACIERS TREMPÉS
29www.sgstool.com FRAISES
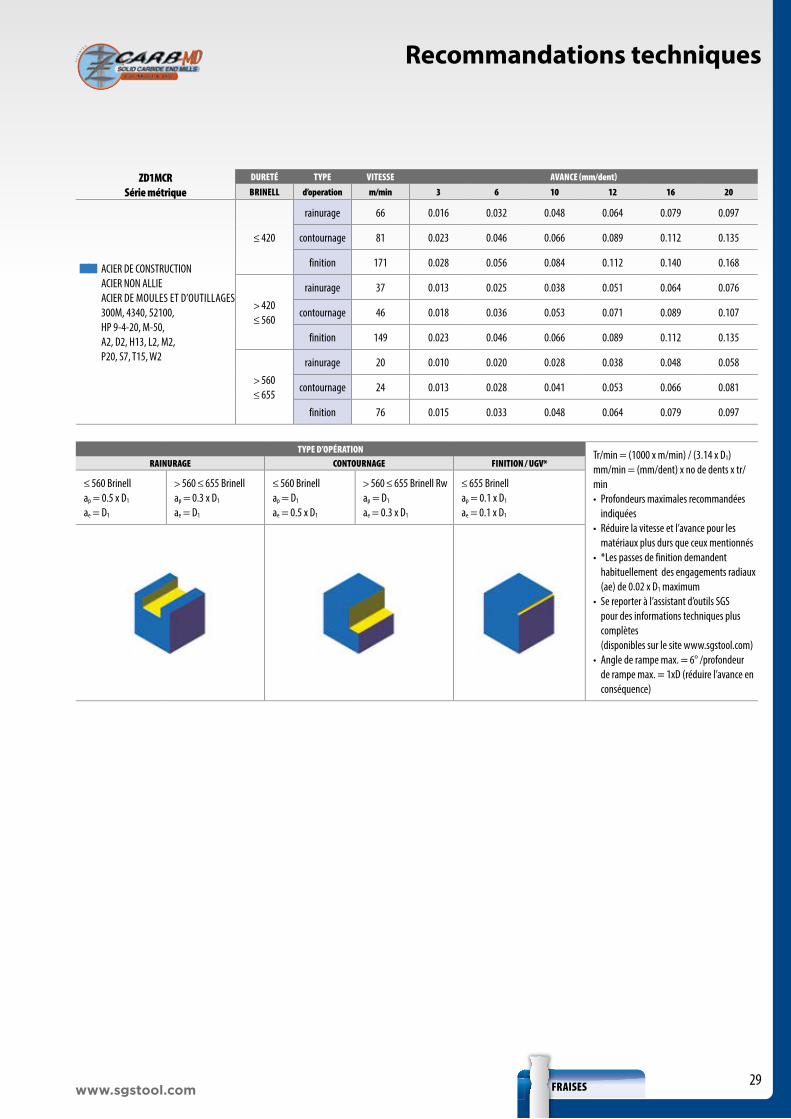
Recommandations techniques
ZD1MCRSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’operation m/min 3 6 10 12 16 20
■ ■ ACIER DE CONSTRUCTION ACIER NON ALLIE ACIER DE MOULES ET D’OUTILLAGES300M, 4340, 52100, HP 9-4-20, M-50, A2, D2, H13, L2, M2, P20, S7, T15, W2
≤ 420
rainurage 66 0.016 0.032 0.048 0.064 0.079 0.097
contournage 81 0.023 0.046 0.066 0.089 0.112 0.135
finition 171 0.028 0.056 0.084 0.112 0.140 0.168
> 420≤ 560
rainurage 37 0.013 0.025 0.038 0.051 0.064 0.076
contournage 46 0.018 0.036 0.053 0.071 0.089 0.107
finition 149 0.023 0.046 0.066 0.089 0.112 0.135
> 560≤ 655
rainurage 20 0.010 0.020 0.028 0.038 0.048 0.058
contournage 24 0.013 0.028 0.041 0.053 0.066 0.081
finition 76 0.015 0.033 0.048 0.064 0.079 0.097
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées
indiquées• Réduire la vitesse et l’avance pour les
matériaux plus durs que ceux mentionnés • *Les passes de finition demandent
habituellement des engagements radiaux (ae) de 0.02 x D1 maximum
• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)
• Angle de rampe max. = 6° /profondeur de rampe max. = 1xD (réduire l’avance en conséquence)
RAINURAGE CONTOURNAGE FINITION / UGV*
≤ 560 Brinellap = 0.5 x D1
ae = D1
> 560 ≤ 655 Brinellap = 0.3 x D1
ae = D1
≤ 560 Brinellap = D1
ae = 0.5 x D1
> 560 ≤ 655 Brinell Rw ap = D1
ae = 0.3 x D1
≤ 655 Brinellap = 0.1 x D1
ae = 0.1 x D1
30www.sgstool.com
RH≠
POS
FRAISES
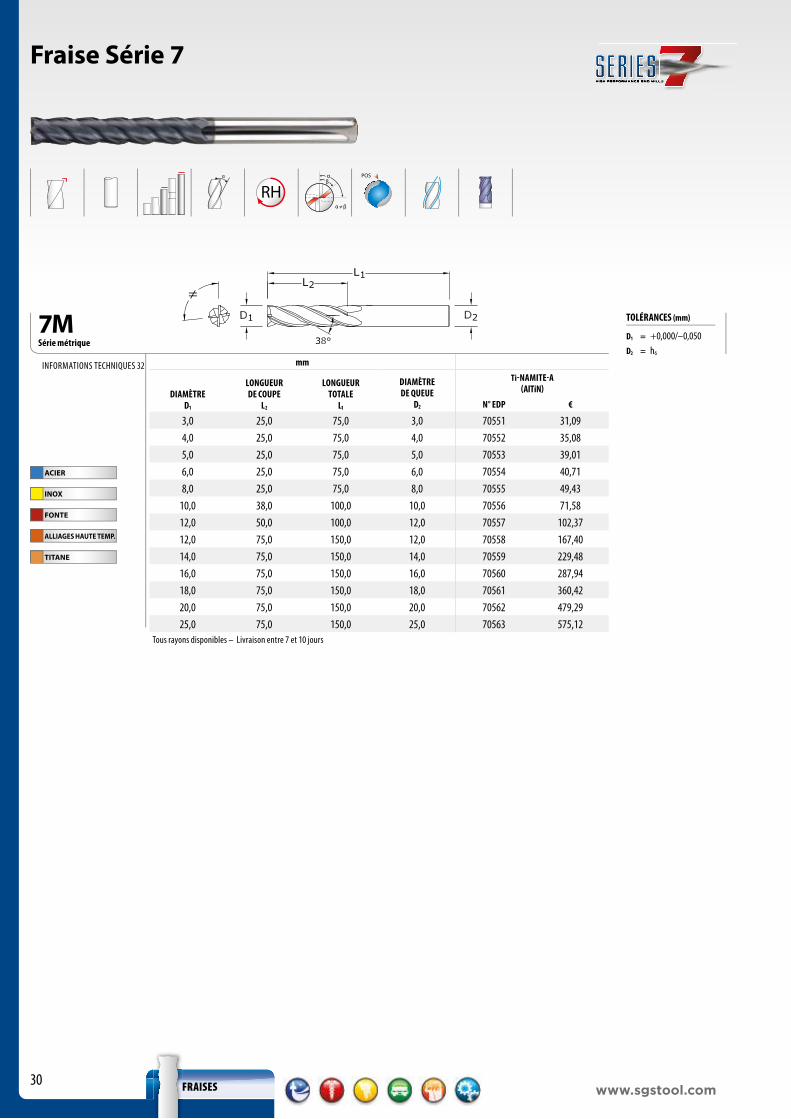
7MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-A(AlTiN)
N° EDP €
3,0 25,0 75,0 3,0 70551 31,094,0 25,0 75,0 4,0 70552 35,085,0 25,0 75,0 5,0 70553 39,016,0 25,0 75,0 6,0 70554 40,718,0 25,0 75,0 8,0 70555 49,43
10,0 38,0 100,0 10,0 70556 71,5812,0 50,0 100,0 12,0 70557 102,3712,0 75,0 150,0 12,0 70558 167,4014,0 75,0 150,0 14,0 70559 229,4816,0 75,0 150,0 16,0 70560 287,9418,0 75,0 150,0 18,0 70561 360,4220,0 75,0 150,0 20,0 70562 479,2925,0 75,0 150,0 25,0 70563 575,12
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
Fraise Série 7
INFORMATIONS TECHNIQUES 32
Tous rayons disponibles – Livraison entre 7 et 10 jours
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
31www.sgstool.com
RH≠
POS
FRAISES
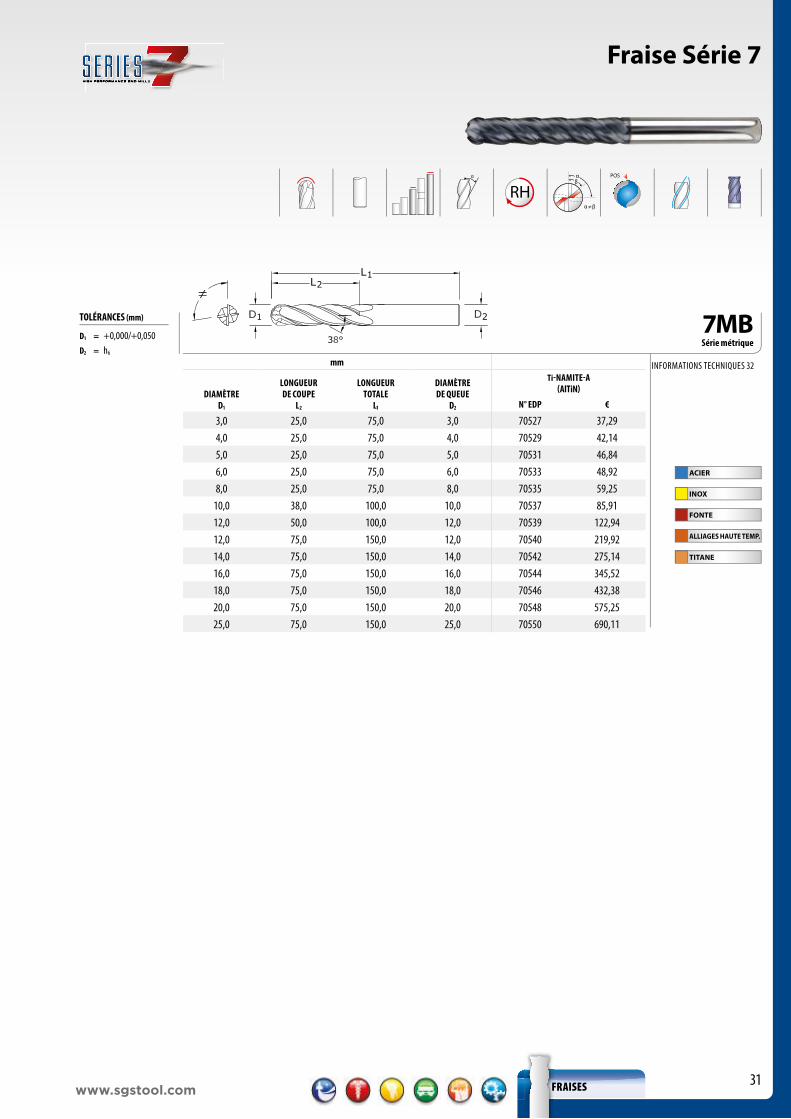
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
TOLÉRANCES (mm)
D1 = +0,000/+0,050D2 = h6
Fraise Série 7
7MBSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-A(AlTiN)
N° EDP €
3,0 25,0 75,0 3,0 70527 37,294,0 25,0 75,0 4,0 70529 42,145,0 25,0 75,0 5,0 70531 46,846,0 25,0 75,0 6,0 70533 48,928,0 25,0 75,0 8,0 70535 59,25
10,0 38,0 100,0 10,0 70537 85,9112,0 50,0 100,0 12,0 70539 122,9412,0 75,0 150,0 12,0 70540 219,9214,0 75,0 150,0 14,0 70542 275,1416,0 75,0 150,0 16,0 70544 345,5218,0 75,0 150,0 18,0 70546 432,3820,0 75,0 150,0 20,0 70548 575,2525,0 75,0 150,0 25,0 70550 690,11
INFORMATIONS TECHNIQUES 32

32www.sgstool.comFRAISES
Recommandations techniques
7M, 7MBSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’operation m/min 3 6 10 12 20 25
■ ■ ACIER DE CONSTRUCTION 1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 175 Finition 250 0.0166 0.043 0.093 0.110 0.147 0.160
> 175≤ 275
Finition 220 0.0166 0.043 0.093 0.110 0.147 0.160
■ ■ FAIBLEMENT ALLIÉ 4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
≤ 275 Finition 185 0.0122 0.034 0.069 0.082 0.109 0.120
> 275≤ 375
Finition 125 0.0122 0.034 0.069 0.082 0.109 0.120
■ ■ ACIER A OUTILS A2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 Finition 170 0.0086 0.024 0.048 0.058 0.077 0.085
> 250≤ 375
Finition 105 0.0070 0.019 0.040 0.048 0.064 0.070
■ ■ FONTE Grise, malléable, ductile
≤ 220 Finition 185 0.0132 0.036 0.075 0.089 0.117 0.130
> 220≤ 260
Finition 135 0.0132 0.036 0.075 0.089 0.117 0.130
■ ■ ACIER INOXYDABLE303, 416, 420F, 430F, 440F
≤ 275 Finition 130 0.0086 0.024 0.048 0.058 0.077 0.085
■ ■ ACIER INOXYDABLE304, 304L, 316, 316L
≤ 275 Finition 90 0.0082 0.022 0.045 0.048 0.072 0.078
■ ■ ACIER INOXYDABLE17-4PH, 15-5PH, Custom 450, 16-6PH, PH13-8Mo
≤ 325 Finition 80 0.0070 0.019 0.040 0.048 0.064 0.070
TITANETi5Al-5V-5Mo, Ti6Al4V, Ti-7Al4Mo
≤ 350 Finition 90 0.0091 0.024 0.051 0.060 0.080 0.088
■ ■ ALLIAGE HAUTE TEMPERATUREInconel, Rene, Waspalloy
≤ 300 Finition 25 0.0072 0.019 0.037 0.046 0.061 0.085
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Ajuster l’avance si nécessaire pour des résultats optimaux • Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés • Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)• Rampe : déconseillé
FINITION
ap = L2
ae = 0.02 x D1

33www.sgstool.com
RH≠
POS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
V-Carb pour la finition et la semi-finition
55M & 55MCRSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 35mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
Ti-NAMITE-A(AlTiN)
Ti-NAMITE-A(AlTiN)
AVEC MÉPLAT WELDON
N° EDP € N° EDP €
6,00 12,00 50,00 6,00 42606 32,716,00 12,00 50,00 6,00 0,50 42660 40,896,00 19,00 63,00 6,00 42607 41,266,00 19,00 63,00 6,00 0,25 42661 51,576,00 19,00 63,00 6,00 0,50 42662 51,576,00 19,00 63,00 6,00 1,00 42663 51,576,00 19,00 63,00 6,00 1,50 42664 51,576,00 25,00 75,00 6,00 42608 47,446,00 25,00 75,00 6,00 0,50 42665 59,308,00 12,00 50,00 8,00 42609 39,028,00 12,00 50,00 8,00 0,50 42666 48,788,00 20,00 63,00 8,00 42610 53,838,00 20,00 63,00 8,00 0,50 42667 67,298,00 20,00 63,00 8,00 1,00 42668 67,298,00 20,00 63,00 8,00 1,50 42669 67,298,00 20,00 63,00 8,00 2,00 42670 67,298,00 25,00 75,00 8,00 42611 66,338,00 25,00 75,00 8,00 0,50 42671 82,91
10,00 16,00 50,00 10,00 42612 46,5510,00 16,00 50,00 10,00 0,50 42672 58,1910,00 22,00 75,00 10,00 42622 56,35 42613 56,3510,00 22,00 75,00 10,00 0,50 42673 70,4310,00 22,00 75,00 10,00 1,00 42674 70,4310,00 22,00 75,00 10,00 1,50 42675 70,4310,00 22,00 75,00 10,00 2,00 42676 70,4310,00 22,00 75,00 10,00 2,50 42677 70,4310,00 38,00 100,00 10,00 42614 70,9010,00 38,00 100,00 10,00 0,50 42678 88,6312,00 19,00 63,00 12,00 42615 75,4112,00 19,00 63,00 12,00 0,50 42679 94,2712,00 25,00 75,00 12,00 42616 92,31 42623 92,3112,00 25,00 75,00 12,00 0,50 42680 115,3812,00 25,00 75,00 12,00 1,00 42681 115,3812,00 25,00 75,00 12,00 1,50 42682 115,3812,00 25,00 75,00 12,00 2,00 42683 115,3812,00 25,00 75,00 12,00 2,50 42684 115,3812,00 25,00 75,00 12,00 3,00 42685 115,3812,00 50,00 100,00 12,00 42617 120,2212,00 50,00 100,00 12,00 0,50 42686 150,2712,00 50,00 100,00 12,00 3,00 42630 150,2712,00 50,00 100,00 12,00 4,00 42631 150,27
Suite à la page suivante

34www.sgstool.com
RH≠
POS
FRAISES
55M & 55MCRSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20+0,000/–0,050h6
V-Carb pour la finition et la semi-finition
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
Ti-NAMITE-A(AlTiN)
Ti-NAMITE-A(AlTiN)
AVEC MÉPLAT WELDON
N° EDP € N° EDP €
16,00 32,00 89,00 16,00 42618 180,82 42624 180,8216,00 32,00 89,00 16,00 1,00 42687 200,9116,00 32,00 89,00 16,00 1,50 42688 200,9116,00 32,00 89,00 16,00 2,00 42689 200,9116,00 32,00 89,00 16,00 2,50 42690 200,9116,00 32,00 89,00 16,00 3,00 42691 200,9116,00 32,00 89,00 16,00 4,00 42692 200,9116,00 50,00 100,00 16,00 42626 209,0516,00 50,00 100,00 16,00 2,00 42656 232,2716,00 50,00 100,00 16,00 2,50 42657 232,2716,00 50,00 100,00 16,00 3,00 42658 232,2716,00 50,00 100,00 16,00 4,00 42659 232,2716,00 50,00 100,00 16,00 5,00 42628 232,2716,00 75,00 150,00 16,00 42619 219,3816,00 75,00 150,00 16,00 1,00 42693 243,7616,00 75,00 150,00 16,00 3,00 42632 243,7616,00 75,00 150,00 16,00 4,00 42633 243,7620,00 38,00 100,00 20,00 42620 246,68 42625 246,6820,00 38,00 100,00 20,00 1,00 42694 274,0920,00 38,00 100,00 20,00 1,50 42695 274,0920,00 38,00 100,00 20,00 2,00 42696 274,0920,00 38,00 100,00 20,00 2,50 42697 274,0920,00 38,00 100,00 20,00 3,00 42698 274,0920,00 38,00 100,00 20,00 4,00 42699 274,0920,00 38,00 100,00 20,00 5,00 42700 274,0920,00 38,00 100,00 20,00 6,00 42648 274,0920,00 50,00 100,00 20,00 42627 308,3620,00 50,00 100,00 20,00 2,00 42649 342,6320,00 50,00 100,00 20,00 2,50 42650 342,6320,00 50,00 100,00 20,00 3,00 42651 342,6320,00 50,00 100,00 20,00 4,00 42652 342,6320,00 50,00 100,00 20,00 5,00 42653 342,6320,00 50,00 100,00 20,00 6,00 42654 342,6320,00 75,00 150,00 20,00 42621 332,3720,00 75,00 150,00 20,00 1,00 42701 369,3020,00 75,00 150,00 20,00 2,00 42702 369,3020,00 75,00 150,00 20,00 3,00 42703 369,3020,00 75,00 150,00 20,00 4,00 42704 369,3020,00 75,00 150,00 20,00 5,00 42705 369,3020,00 75,00 150,00 20,00 6,00 42655 369,31
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 35

35www.sgstool.com FRAISES
Recommandations techniques
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que
ceux mentionnés • Les passes de finition demandent habituellement des
engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations
techniques plus complètes (disponibles sur le site www.sgstool.com)
• Rampe : peu recommandée
RAINURAGE CONTOURNAGE FINITION / UGV*
Courteap = 0.6 x D1
ae = D1
Standardap = 0.5 x D1
ae = D1
Courteap = L2
ae = 0.5 x D1
Standardap = 1.5 x D1
ae = 0.3 x D1
Courte, Standardap = L2
ae = 0.05 x D1
Longap = 3 x D1
ae = 0.02 x D1
55M, 55MCRSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’operation m/min 6 8 10 12 16 20
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 175rainurage 107 0.0192 0.032 0.040 0.048 0.064 0.064
contournage 133 0.0192 0.032 0.040 0.048 0.064 0.064finition 219 0.0432 0.073 0.091 0.110 0.147 0.147
> 175≤ 275
rainurage 93 0.0192 0.032 0.040 0.048 0.064 0.064contournage 116 0.0192 0.032 0.040 0.048 0.064 0.064
finition 192 0.0432 0.073 0.091 0.110 0.147 0.147
■ ■ FAIBLEMENT ALIIE4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
≤ 275rainurage 78 0.0144 0.023 0.029 0.036 0.048 0.048
contournage 98 0.0144 0.023 0.029 0.036 0.048 0.048finition 162 0.0336 0.055 0.069 0.082 0.109 0.109
> 275≤ 375
rainurage 53 0.0144 0.023 0.029 0.036 0.048 0.048contournage 67 0.0144 0.023 0.029 0.036 0.048 0.048
finition 110 0.0336 0.055 0.069 0.082 0.109 0.109
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250rainurage 70 0.0144 0.023 0.029 0.034 0.045 0.045
contournage 87 0.0144 0.023 0.029 0.034 0.045 0.045finition 143 0.0312 0.051 0.064 0.077 0.102 0.104
> 250≤ 375
rainurage 43 0.0096 0.017 0.021 0.026 0.035 0.035contournage 53 0.0096 0.017 0.021 0.026 0.035 0.035
finition 88 0.0240 0.041 0.051 0.060 0.080 0.080
■ ■ FONTE Grise, malléable, ductile
≤ 220rainurage 104 0.0192 0.032 0.040 0.048 0.064 0.064
contournage 131 0.0192 0.032 0.040 0.048 0.064 0.064finition 215 0.0432 0.073 0.091 0.110 0.147 0.147
> 220≤ 260
rainurage 78 0.0192 0.032 0.040 0.048 0.064 0.064contournage 98 0.0192 0.032 0.040 0.048 0.064 0.064
finition 160 0.0432 0.073 0.091 0.110 0.147 0.147
■ ■ ACIER INOXYDABLE303, 416, 420F, 430F, 440F
≤ 275rainurage 82 0.0144 0.023 0.029 0.036 0.048 0.048
contournage 104 0.0144 0.023 0.029 0.036 0.048 0.048finition 171 0.0336 0.055 0.069 0.082 0.109 0.109
■ ■ ACIER INOXYDABLE 304, 304L, 316, 316L
≤ 275rainurage 56 0.0120 0.019 0.024 0.029 0.038 0.037
contournage 72 0.0120 0.019 0.024 0.029 0.038 0.037finition 117 0.0264 0.045 0.056 0.067 0.090 0.088
■ ■ ACIER INOXYDABLE17-4PH, 15-5PH, Custom 450, 16-6PH, PH13-8Mo
≤ 325rainurage 52 0.0120 0.019 0.024 0.029 0.038 0.037
contournage 66 0.0120 0.019 0.024 0.029 0.038 0.037finition 108 0.0264 0.045 0.056 0.067 0.090 0.088
TITANETi5Al-5V-5Mo, Ti6Al4V, Ti-7Al4Mo
≤ 350rainurage 58 0.0144 0.023 0.029 0.034 0.045 0.045
contournage 72 0.0144 0.023 0.029 0.034 0.045 0.045finition 119 0.0312 0.051 0.064 0.077 0.102 0.104
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Incoloy, Inconel, Rene, Waspalloy
≤ 300rainurage 16 0.0120 0.019 0.024 0.029 0.038 0.037
contournage 20 0.0120 0.019 0.024 0.029 0.038 0.037finition 33 0.0264 0.045 0.056 0.067 0.090 0.088
36www.sgstool.com
RHPOS
FRAISES
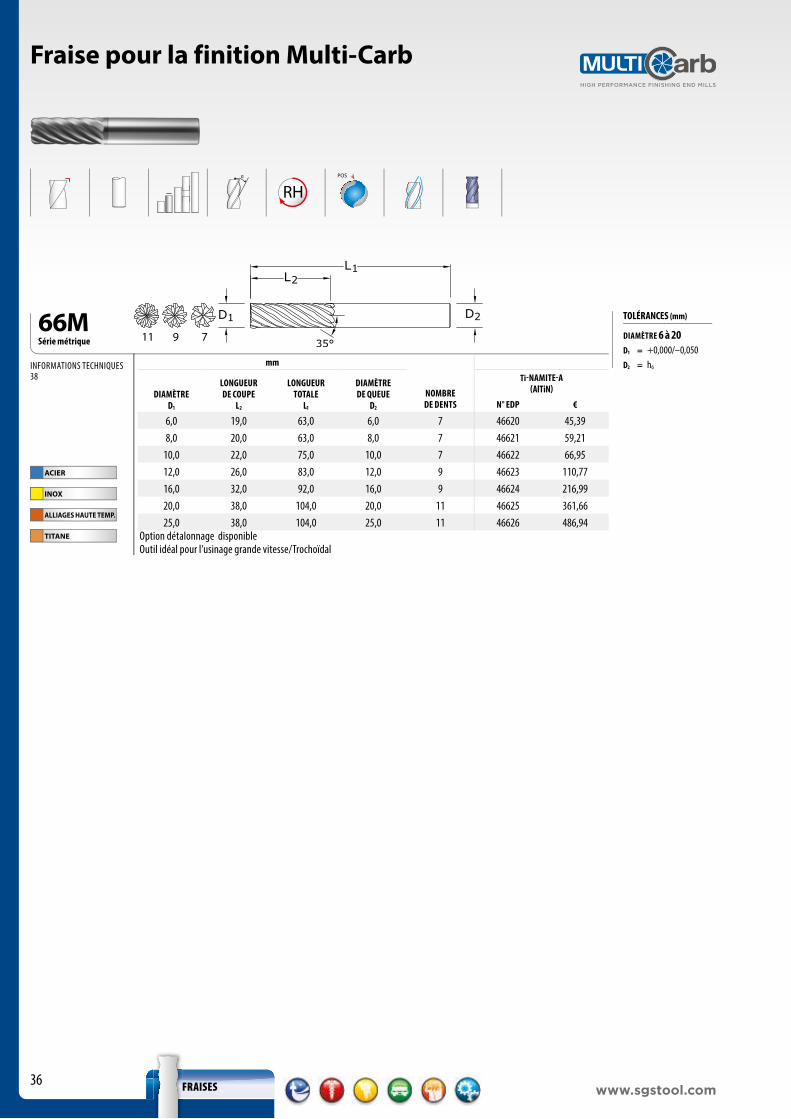
Option détalonnage disponible Outil idéal pour l’usinage grande vitesse/Trochoïdal
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6
66MSérie métrique
Fraise pour la finition Multi-Carb
mm
NOMBRE DE DENTS
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-A(AlTiN)
N° EDP €
6,0 19,0 63,0 6,0 7 46620 45,398,0 20,0 63,0 8,0 7 46621 59,21
10,0 22,0 75,0 10,0 7 46622 66,9512,0 26,0 83,0 12,0 9 46623 110,7716,0 32,0 92,0 16,0 9 46624 216,9920,0 38,0 104,0 20,0 11 46625 361,6625,0 38,0 104,0 25,0 11 46626 486,94
INFORMATIONS TECHNIQUES 38
ACIER
INOX
ALLIAGES HAUTE TEMP.
TITANE
11 9 7
37www.sgstool.com
RHPOS
FRAISES
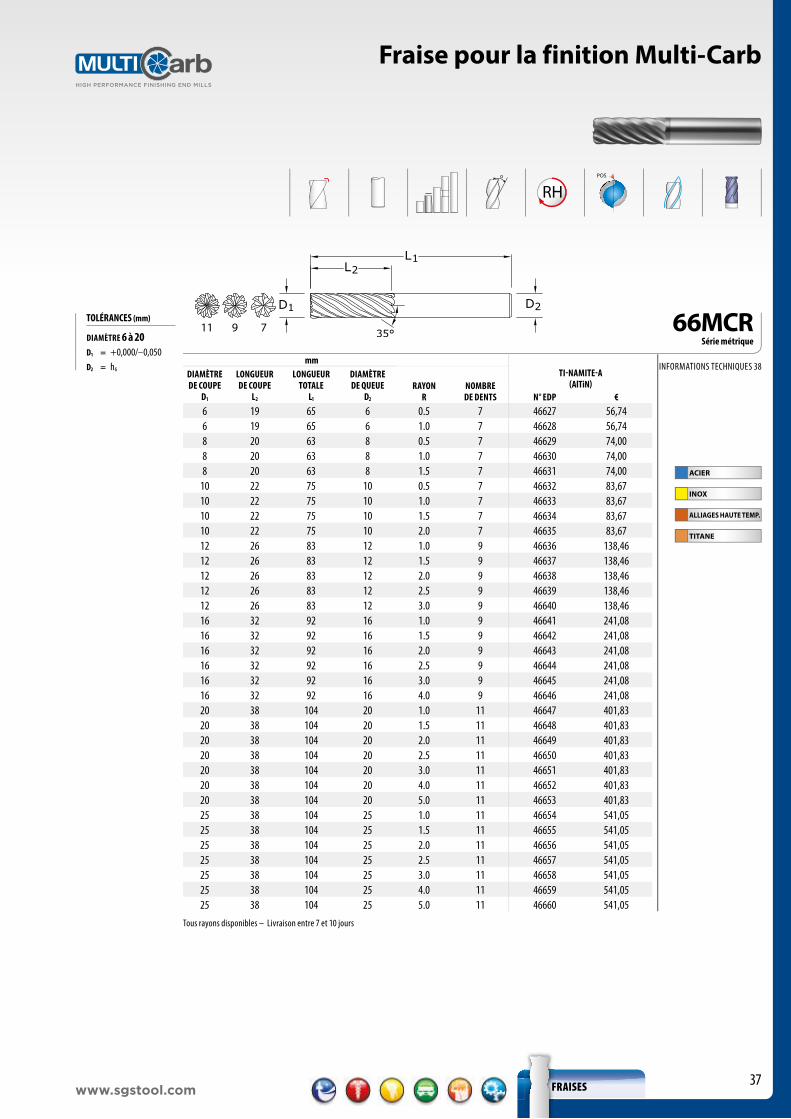
Fraise pour la finition Multi-Carb
66MCRSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6 INFORMATIONS TECHNIQUES 38
mmDIAMÈTRE DE COUPE
D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
NOMBRE DE DENTS
TI-NAMITE-A(AlTiN)
N° EDP €6 19 65 6 0.5 7 46627 56,746 19 65 6 1.0 7 46628 56,748 20 63 8 0.5 7 46629 74,008 20 63 8 1.0 7 46630 74,008 20 63 8 1.5 7 46631 74,00
10 22 75 10 0.5 7 46632 83,6710 22 75 10 1.0 7 46633 83,6710 22 75 10 1.5 7 46634 83,6710 22 75 10 2.0 7 46635 83,6712 26 83 12 1.0 9 46636 138,4612 26 83 12 1.5 9 46637 138,4612 26 83 12 2.0 9 46638 138,4612 26 83 12 2.5 9 46639 138,4612 26 83 12 3.0 9 46640 138,4616 32 92 16 1.0 9 46641 241,0816 32 92 16 1.5 9 46642 241,0816 32 92 16 2.0 9 46643 241,0816 32 92 16 2.5 9 46644 241,0816 32 92 16 3.0 9 46645 241,0816 32 92 16 4.0 9 46646 241,0820 38 104 20 1.0 11 46647 401,8320 38 104 20 1.5 11 46648 401,8320 38 104 20 2.0 11 46649 401,8320 38 104 20 2.5 11 46650 401,8320 38 104 20 3.0 11 46651 401,8320 38 104 20 4.0 11 46652 401,8320 38 104 20 5.0 11 46653 401,8325 38 104 25 1.0 11 46654 541,0525 38 104 25 1.5 11 46655 541,0525 38 104 25 2.0 11 46656 541,0525 38 104 25 2.5 11 46657 541,0525 38 104 25 3.0 11 46658 541,0525 38 104 25 4.0 11 46659 541,0525 38 104 25 5.0 11 46660 541,05
Tous rayons disponibles – Livraison entre 7 et 10 jours
ACIER
INOX
ALLIAGES HAUTE TEMP.
TITANE
11 9 7
38www.sgstool.comFRAISES
Recommandations techniques
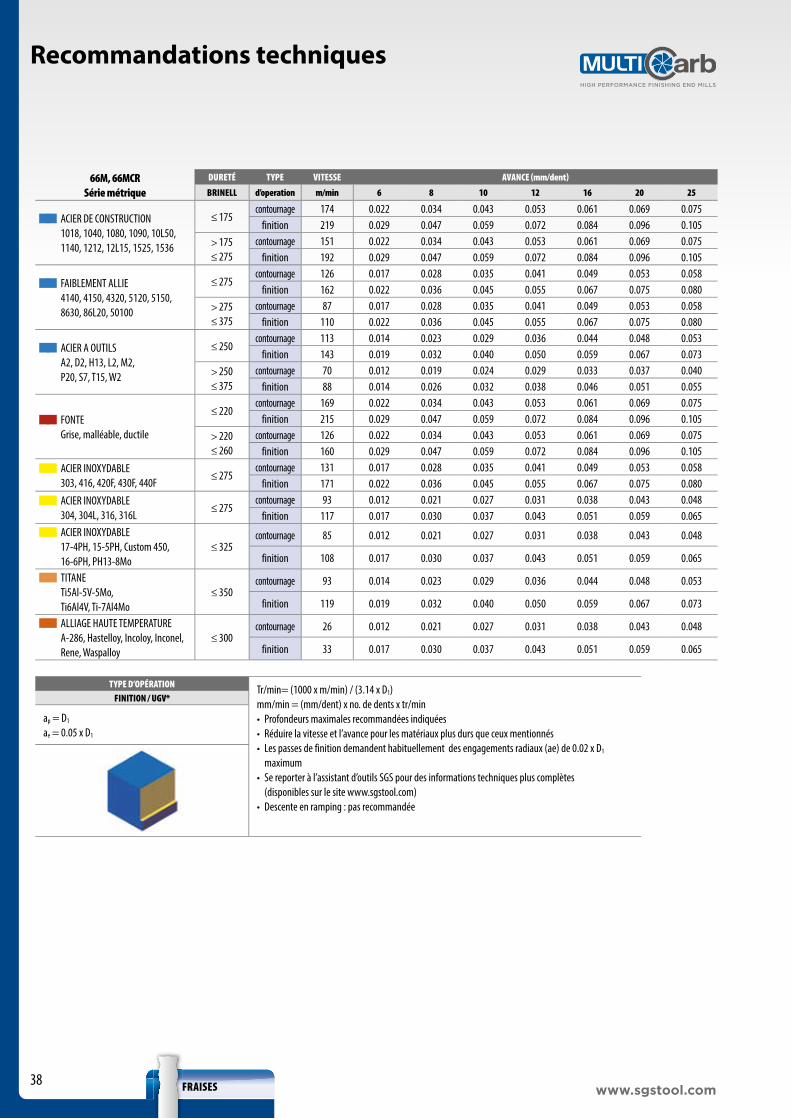
66M, 66MCRSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)
BRINELL d’operation m/min 6 8 10 12 16 20 25
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 175contournage 174 0.022 0.034 0.043 0.053 0.061 0.069 0.075
finition 219 0.029 0.047 0.059 0.072 0.084 0.096 0.105> 175≤ 275
contournage 151 0.022 0.034 0.043 0.053 0.061 0.069 0.075finition 192 0.029 0.047 0.059 0.072 0.084 0.096 0.105
■ ■ FAIBLEMENT ALLIE 4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
≤ 275contournage 126 0.017 0.028 0.035 0.041 0.049 0.053 0.058
finition 162 0.022 0.036 0.045 0.055 0.067 0.075 0.080> 275≤ 375
contournage 87 0.017 0.028 0.035 0.041 0.049 0.053 0.058finition 110 0.022 0.036 0.045 0.055 0.067 0.075 0.080
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250contournage 113 0.014 0.023 0.029 0.036 0.044 0.048 0.053
finition 143 0.019 0.032 0.040 0.050 0.059 0.067 0.073> 250≤ 375
contournage 70 0.012 0.019 0.024 0.029 0.033 0.037 0.040finition 88 0.014 0.026 0.032 0.038 0.046 0.051 0.055
■ ■ FONTE Grise, malléable, ductile
≤ 220contournage 169 0.022 0.034 0.043 0.053 0.061 0.069 0.075
finition 215 0.029 0.047 0.059 0.072 0.084 0.096 0.105> 220≤ 260
contournage 126 0.022 0.034 0.043 0.053 0.061 0.069 0.075finition 160 0.029 0.047 0.059 0.072 0.084 0.096 0.105
■ ■ ACIER INOXYDABLE303, 416, 420F, 430F, 440F
≤ 275contournage 131 0.017 0.028 0.035 0.041 0.049 0.053 0.058
finition 171 0.022 0.036 0.045 0.055 0.067 0.075 0.080■ ■ ACIER INOXYDABLE
304, 304L, 316, 316L≤ 275
contournage 93 0.012 0.021 0.027 0.031 0.038 0.043 0.048finition 117 0.017 0.030 0.037 0.043 0.051 0.059 0.065
■ ■ ACIER INOXYDABLE17-4PH, 15-5PH, Custom 450, 16-6PH, PH13-8Mo
≤ 325contournage 85 0.012 0.021 0.027 0.031 0.038 0.043 0.048
finition 108 0.017 0.030 0.037 0.043 0.051 0.059 0.065
■ ■ TITANETi5Al-5V-5Mo, Ti6Al4V, Ti-7Al4Mo
≤ 350contournage 93 0.014 0.023 0.029 0.036 0.044 0.048 0.053
finition 119 0.019 0.032 0.040 0.050 0.059 0.067 0.073
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Incoloy, Inconel, Rene, Waspalloy
≤ 300contournage 26 0.012 0.021 0.027 0.031 0.038 0.043 0.048
finition 33 0.017 0.030 0.037 0.043 0.051 0.059 0.065
TYPE D’OPÉRATION Tr/min= (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no. de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés • Les passes de finition demandent habituellement des engagements radiaux (ae) de 0.02 x D1
maximum• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)• Descente en ramping : pas recommandée
FINITION / UGV*
ap = D1
ae = 0.05 x D1

39www.sgstool.com
2D
L1L2
1D≠
R32°-48°
RHPOS
FRAISES
33MCRSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
TI-NAMITE-A(AlTiN)
N° EDP €3 9 57 6 0,3 43445 34,674 12 57 6 0,3 43446 34,675 15 57 6 0,3 43447 34,676 18 57 6 0,5 43448 34,678 20 63 8 0,5 43449 43,47
10 27 72 10 0,5 43450 63,9312 30 83 12 0,5 43451 91,2516 38 92 16 1,0 43452 167,5420 46 104 20 1,0 43453 321,99
TOLÉRANCES (mm)
DIAMÈTRE 3 à 6D1 = +0,000/–0,030D2 = h6
DIAMÈTRE >5 à 10D1 = +0,000/–0,.040D2 = h6
DIAMÈTRE >10 à 25D1 = +0,000/–0,050D2 = h6
TOLÉRANCES DE RAYON
+0,00/–0,05
Fraise Série 33
INFORMATIONS TECHNIQUES 44
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
40www.sgstool.comFRAISES
Recommandations techniques
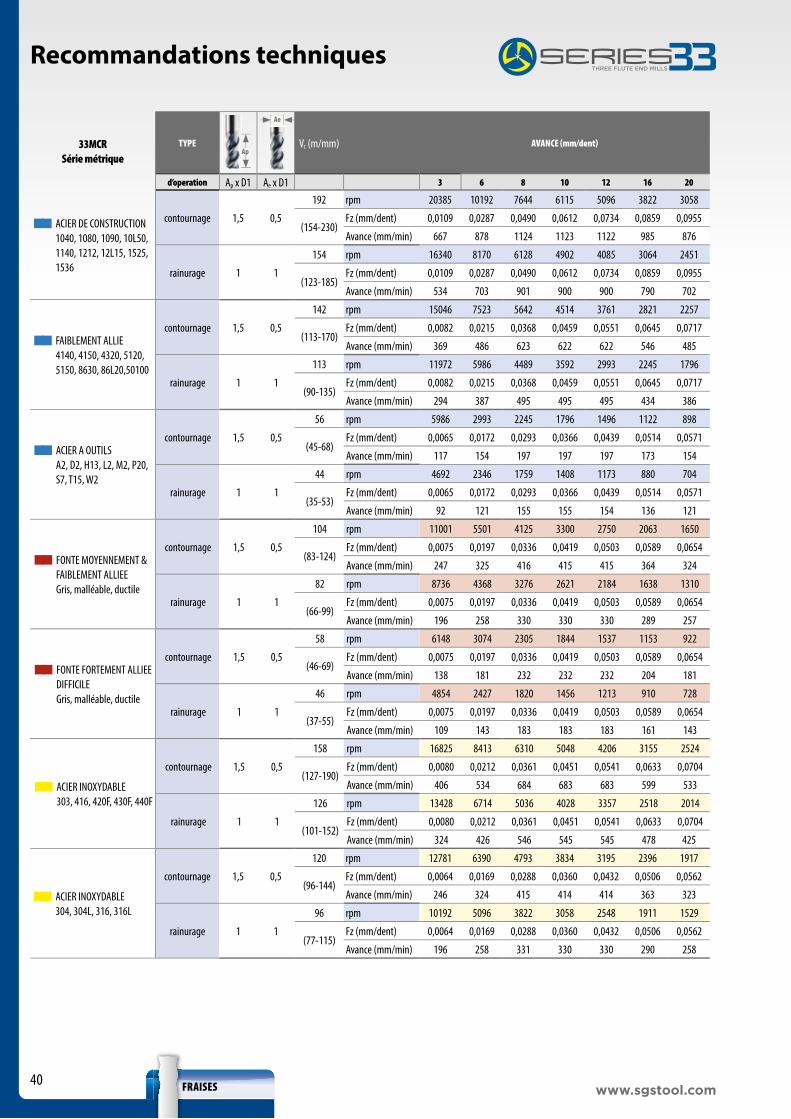
33MCRSérie métrique
TYPEAp
Ae
Vc (m/mm) AVANCE (mm/dent)
d’operation Ap x D1 Ae x D1 3 6 8 10 12 16 20
■ ■ ACIER DE CONSTRUCTION1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
contournage 1,5 0,5
192 rpm 20385 10192 7644 6115 5096 3822 3058
(154-230)Fz (mm/dent) 0,0109 0,0287 0,0490 0,0612 0,0734 0,0859 0,0955
Avance (mm/min) 667 878 1124 1123 1122 985 876
rainurage 1 1
154 rpm 16340 8170 6128 4902 4085 3064 2451
(123-185)Fz (mm/dent) 0,0109 0,0287 0,0490 0,0612 0,0734 0,0859 0,0955
Avance (mm/min) 534 703 901 900 900 790 702
■ ■ FAIBLEMENT ALLIE 4140, 4150, 4320, 5120, 5150, 8630, 86L20,50100
contournage 1,5 0,5
142 rpm 15046 7523 5642 4514 3761 2821 2257
(113-170)Fz (mm/dent) 0,0082 0,0215 0,0368 0,0459 0,0551 0,0645 0,0717
Avance (mm/min) 369 486 623 622 622 546 485
rainurage 1 1
113 rpm 11972 5986 4489 3592 2993 2245 1796
(90-135)Fz (mm/dent) 0,0082 0,0215 0,0368 0,0459 0,0551 0,0645 0,0717
Avance (mm/min) 294 387 495 495 495 434 386
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2, P20, S7, T15, W2
contournage 1,5 0,5
56 rpm 5986 2993 2245 1796 1496 1122 898
(45-68)Fz (mm/dent) 0,0065 0,0172 0,0293 0,0366 0,0439 0,0514 0,0571
Avance (mm/min) 117 154 197 197 197 173 154
rainurage 1 1
44 rpm 4692 2346 1759 1408 1173 880 704
(35-53)Fz (mm/dent) 0,0065 0,0172 0,0293 0,0366 0,0439 0,0514 0,0571
Avance (mm/min) 92 121 155 155 154 136 121
■ ■ FONTE MOYENNEMENT & FAIBLEMENT ALLIEE Gris, malléable, ductile
contournage 1,5 0,5
104 rpm 11001 5501 4125 3300 2750 2063 1650
(83-124)Fz (mm/dent) 0,0075 0,0197 0,0336 0,0419 0,0503 0,0589 0,0654
Avance (mm/min) 247 325 416 415 415 364 324
rainurage 1 1
82 rpm 8736 4368 3276 2621 2184 1638 1310
(66-99)Fz (mm/dent) 0,0075 0,0197 0,0336 0,0419 0,0503 0,0589 0,0654
Avance (mm/min) 196 258 330 330 330 289 257
■ ■ FONTE FORTEMENT ALLIEE DIFFICILEGris, malléable, ductile
contournage 1,5 0,5
58 rpm 6148 3074 2305 1844 1537 1153 922
(46-69)Fz (mm/dent) 0,0075 0,0197 0,0336 0,0419 0,0503 0,0589 0,0654
Avance (mm/min) 138 181 232 232 232 204 181
rainurage 1 1
46 rpm 4854 2427 1820 1456 1213 910 728
(37-55)Fz (mm/dent) 0,0075 0,0197 0,0336 0,0419 0,0503 0,0589 0,0654
Avance (mm/min) 109 143 183 183 183 161 143
■ ■ ACIER INOXYDABLE303, 416, 420F, 430F, 440F
contournage 1,5 0,5
158 rpm 16825 8413 6310 5048 4206 3155 2524
(127-190)Fz (mm/dent) 0,0080 0,0212 0,0361 0,0451 0,0541 0,0633 0,0704
Avance (mm/min) 406 534 684 683 683 599 533
rainurage 1 1
126 rpm 13428 6714 5036 4028 3357 2518 2014
(101-152)Fz (mm/dent) 0,0080 0,0212 0,0361 0,0451 0,0541 0,0633 0,0704
Avance (mm/min) 324 426 546 545 545 478 425
■ ■ ACIER INOXYDABLE304, 304L, 316, 316L
contournage 1,5 0,5
120 rpm 12781 6390 4793 3834 3195 2396 1917
(96-144)Fz (mm/dent) 0,0064 0,0169 0,0288 0,0360 0,0432 0,0506 0,0562
Avance (mm/min) 246 324 415 414 414 363 323
rainurage 1 1
96 rpm 10192 5096 3822 3058 2548 1911 1529
(77-115)Fz (mm/dent) 0,0064 0,0169 0,0288 0,0360 0,0432 0,0506 0,0562
Avance (mm/min) 196 258 331 330 330 290 258
41www.sgstool.com FRAISES
Recommandations techniques
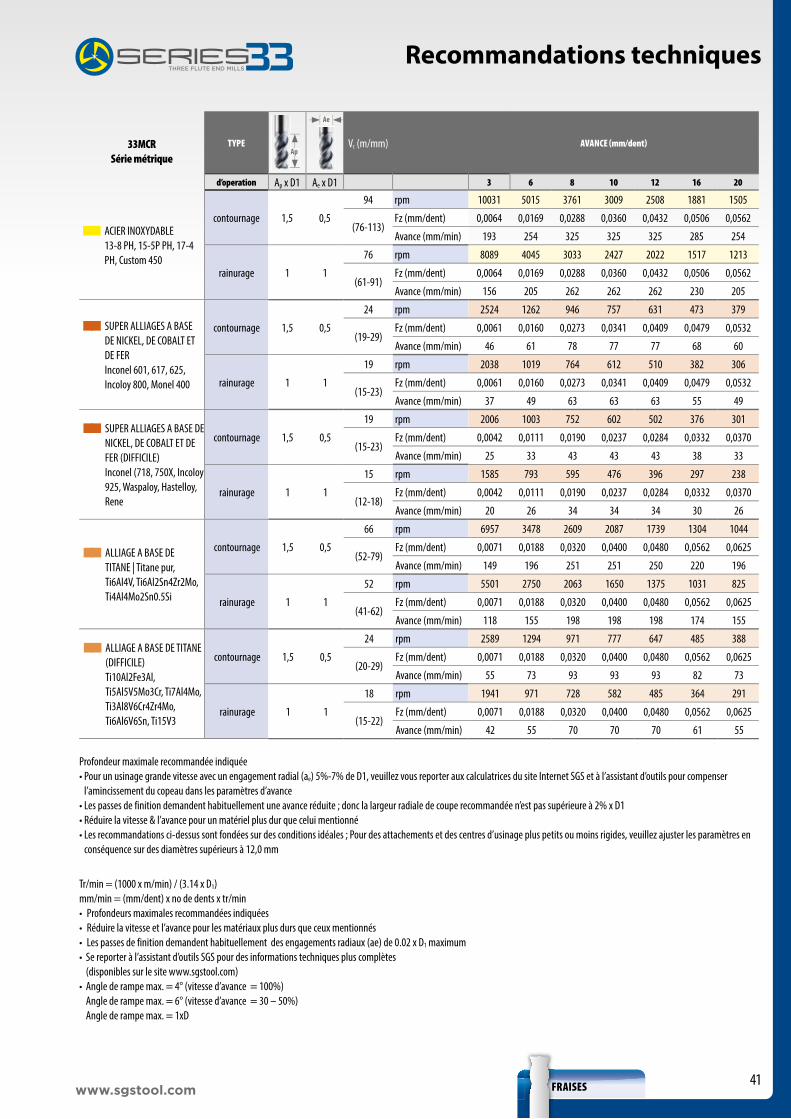
Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés • Les passes de finition demandent habituellement des engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)• Angle de rampe max. = 4° (vitesse d’avance = 100%)
Angle de rampe max. = 6° (vitesse d’avance = 30 – 50%)Angle de rampe max. = 1xD
Profondeur maximale recommandée indiquée• Pour un usinage grande vitesse avec un engagement radial (ae) 5%-7% de D1, veuillez vous reporter aux calculatrices du site Internet SGS et à l’assistant d’outils pour compenser
l’amincissement du copeau dans les paramètres d’avance • Les passes de finition demandent habituellement une avance réduite ; donc la largeur radiale de coupe recommandée n’est pas supérieure à 2% x D1• Réduire la vitesse & l’avance pour un matériel plus dur que celui mentionné • Les recommandations ci-dessus sont fondées sur des conditions idéales ; Pour des attachements et des centres d’usinage plus petits ou moins rigides, veuillez ajuster les paramètres en
conséquence sur des diamètres supérieurs à 12,0 mm
33MCRSérie métrique
TYPEAp
Ae
Vc (m/mm) AVANCE (mm/dent)
d’operation Ap x D1 Ae x D1 3 6 8 10 12 16 20
■ ■ ACIER INOXYDABLE13-8 PH, 15-5P PH, 17-4 PH, Custom 450
contournage 1,5 0,5
94 rpm 10031 5015 3761 3009 2508 1881 1505
(76-113)Fz (mm/dent) 0,0064 0,0169 0,0288 0,0360 0,0432 0,0506 0,0562
Avance (mm/min) 193 254 325 325 325 285 254
rainurage 1 1
76 rpm 8089 4045 3033 2427 2022 1517 1213
(61-91)Fz (mm/dent) 0,0064 0,0169 0,0288 0,0360 0,0432 0,0506 0,0562
Avance (mm/min) 156 205 262 262 262 230 205
■ ■ SUPER ALLIAGES A BASE DE NICKEL, DE COBALT ET DE FER Inconel 601, 617, 625, Incoloy 800, Monel 400
contournage 1,5 0,5
24 rpm 2524 1262 946 757 631 473 379
(19-29)Fz (mm/dent) 0,0061 0,0160 0,0273 0,0341 0,0409 0,0479 0,0532
Avance (mm/min) 46 61 78 77 77 68 60
rainurage 1 1
19 rpm 2038 1019 764 612 510 382 306
(15-23)Fz (mm/dent) 0,0061 0,0160 0,0273 0,0341 0,0409 0,0479 0,0532
Avance (mm/min) 37 49 63 63 63 55 49
■ ■ SUPER ALLIAGES A BASE DE NICKEL, DE COBALT ET DE FER (DIFFICILE)Inconel (718, 750X, Incoloy 925, Waspaloy, Hastelloy, Rene
contournage 1,5 0,5
19 rpm 2006 1003 752 602 502 376 301
(15-23)Fz (mm/dent) 0,0042 0,0111 0,0190 0,0237 0,0284 0,0332 0,0370
Avance (mm/min) 25 33 43 43 43 38 33
rainurage 1 1
15 rpm 1585 793 595 476 396 297 238
(12-18)Fz (mm/dent) 0,0042 0,0111 0,0190 0,0237 0,0284 0,0332 0,0370
Avance (mm/min) 20 26 34 34 34 30 26
■ ■ ALLIAGE A BASE DE TITANE | Titane pur, Ti6Al4V, Ti6Al2Sn4Zr2Mo, Ti4Al4Mo2Sn0.5Si
contournage 1,5 0,5
66 rpm 6957 3478 2609 2087 1739 1304 1044
(52-79)Fz (mm/dent) 0,0071 0,0188 0,0320 0,0400 0,0480 0,0562 0,0625
Avance (mm/min) 149 196 251 251 250 220 196
rainurage 1 1
52 rpm 5501 2750 2063 1650 1375 1031 825
(41-62)Fz (mm/dent) 0,0071 0,0188 0,0320 0,0400 0,0480 0,0562 0,0625
Avance (mm/min) 118 155 198 198 198 174 155
■ ■ ALLIAGE A BASE DE TITANE (DIFFICILE)Ti10Al2Fe3Al, Ti5Al5V5Mo3Cr, Ti7Al4Mo, Ti3Al8V6Cr4Zr4Mo, Ti6Al6V6Sn, Ti15V3
contournage 1,5 0,5
24 rpm 2589 1294 971 777 647 485 388
(20-29)Fz (mm/dent) 0,0071 0,0188 0,0320 0,0400 0,0480 0,0562 0,0625
Avance (mm/min) 55 73 93 93 93 82 73
rainurage 1 1
18 rpm 1941 971 728 582 485 364 291
(15-22)Fz (mm/dent) 0,0071 0,0188 0,0320 0,0400 0,0480 0,0562 0,0625
Avance (mm/min) 42 55 70 70 70 61 55

42www.sgstool.com
RHPOS
2D
L1L2
1D
≠
41°
2D
L1L2
1D
≠
R 41°
FRAISES
INFORMATIONS TECHNIQUES 44
INFORMATIONS TECHNIQUES 44
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6
TOLÉRANCES DE RAYON
R = +0,000/–0,050
51MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-X(AlTiN)
N° EDP €
6 19 63 6 45100 51,648 20 63 8 45101 54,93
10 22 75 10 45102 96,6112 26 83 12 45103 99,6716 32 92 16 45104 202,1920 38 104 20 45105 310,40
51MCRSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
Ti-NAMITE-X(AlTiN)
N° EDP €
6 19 63 6 0,5 45112 60,298 20 63 8 0,5 45113 61,398 20 63 8 1,0 45114 61,39
10 22 75 10 1,0 45115 112,3110 22 75 10 1,5 45116 112,3110 22 75 10 2,0 45117 112,3112 26 83 12 1,0 45118 124,5112 26 83 12 1,5 45119 124,5112 26 83 12 2,0 45120 124,5116 32 92 16 1,0 45121 223,9216 32 92 16 1,5 45122 223,9216 32 92 16 2,0 45123 223,9220 38 104 20 1,0 45124 341,1220 38 104 20 1,5 45125 341,1220 38 104 20 2,0 45126 341,12
Fraise T-Carb
6 dents
6 dents
Tous rayons disponibles – Livraison entre 7 et 10 jours
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
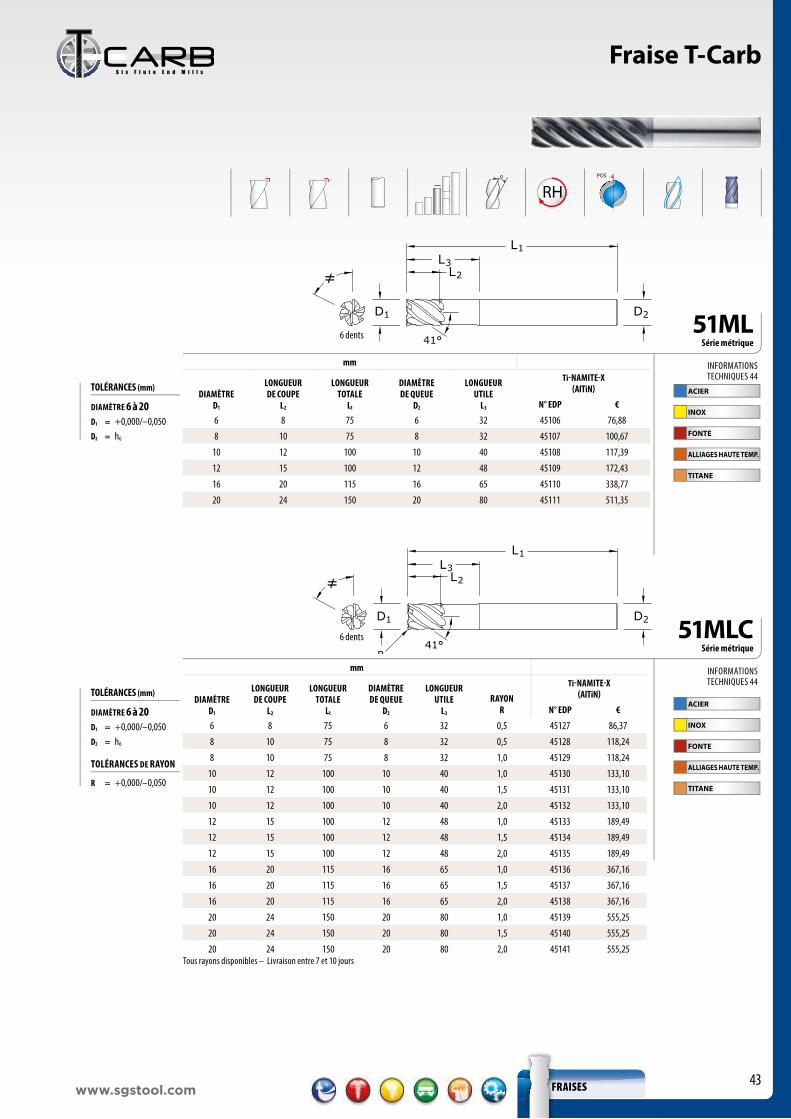
43www.sgstool.com
RHPOS
2D
L1
L2
L3
1D
≠
41°
2D
L1
L2
L3
1D
≠
41°R
FRAISES
INFORMATIONS TECHNIQUES 44
INFORMATIONS TECHNIQUES 44
6 dents
6 dents
Tous rayons disponibles – Livraison entre 7 et 10 jours
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6
TOLÉRANCES (mm)
DIAMÈTRE 6 à 20D1 = +0,000/–0,050D2 = h6
TOLÉRANCES DE RAYON
R = +0,000/–0,050
51MLSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
Ti-NAMITE-X(AlTiN)
N° EDP €
6 8 75 6 32 45106 76,88
8 10 75 8 32 45107 100,67
10 12 100 10 40 45108 117,39
12 15 100 12 48 45109 172,43
16 20 115 16 65 45110 338,77
20 24 150 20 80 45111 511,35
51MLCSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
Ti-NAMITE-X(AlTiN)
N° EDP €
6 8 75 6 32 0,5 45127 86,37
8 10 75 8 32 0,5 45128 118,24
8 10 75 8 32 1,0 45129 118,24
10 12 100 10 40 1,0 45130 133,10
10 12 100 10 40 1,5 45131 133,10
10 12 100 10 40 2,0 45132 133,10
12 15 100 12 48 1,0 45133 189,49
12 15 100 12 48 1,5 45134 189,49
12 15 100 12 48 2,0 45135 189,49
16 20 115 16 65 1,0 45136 367,16
16 20 115 16 65 1,5 45137 367,16
16 20 115 16 65 2,0 45138 367,16
20 24 150 20 80 1,0 45139 555,25
20 24 150 20 80 1,5 45140 555,25
20 24 150 20 80 2,0 45141 555,25
Fraise T-Carb
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
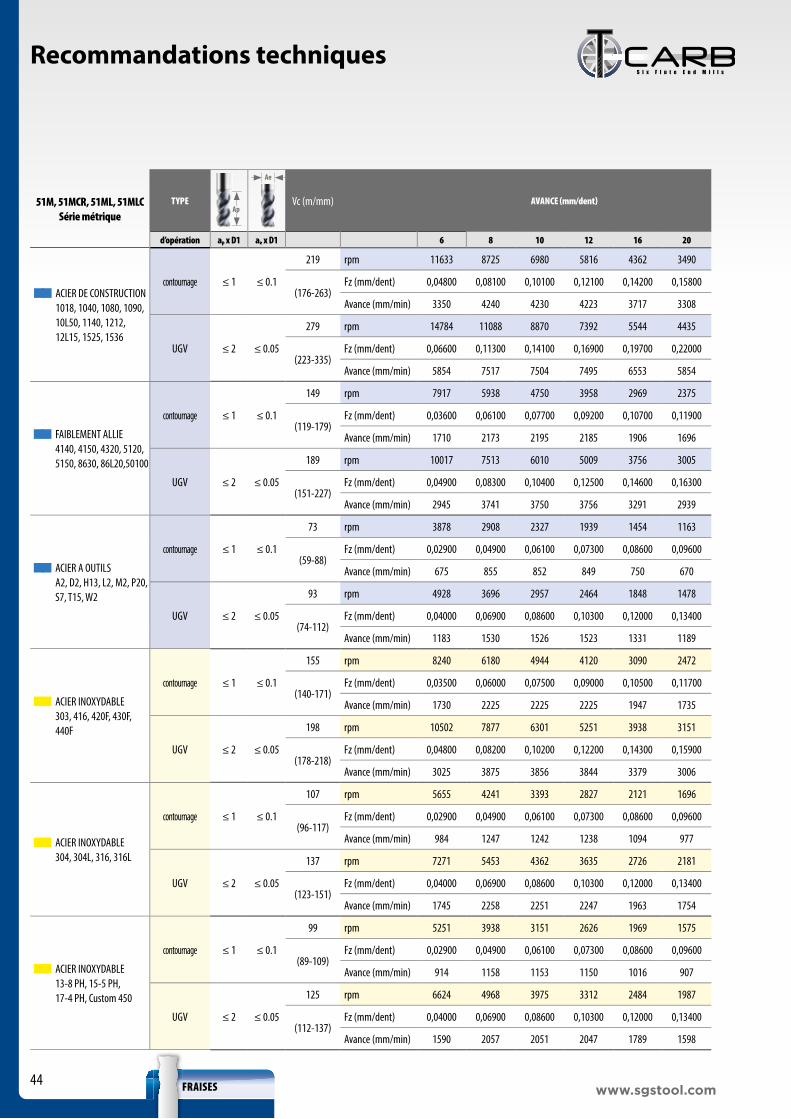
44www.sgstool.comFRAISES
Recommandations techniques
51M, 51MCR, 51ML, 51MLCSérie métrique
TYPEAp
Ae
Vc (m/mm) AVANCE (mm/dent)
d’opération ap x D1 ae x D1 6 8 10 12 16 20
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
contournage ≤ 1 ≤ 0.1
219 rpm 11633 8725 6980 5816 4362 3490
(176-263)Fz (mm/dent) 0,04800 0,08100 0,10100 0,12100 0,14200 0,15800
Avance (mm/min) 3350 4240 4230 4223 3717 3308
UGV ≤ 2 ≤ 0.05
279 rpm 14784 11088 8870 7392 5544 4435
(223-335)Fz (mm/dent) 0,06600 0,11300 0,14100 0,16900 0,19700 0,22000
Avance (mm/min) 5854 7517 7504 7495 6553 5854
■ ■ FAIBLEMENT ALLIE 4140, 4150, 4320, 5120, 5150, 8630, 86L20,50100
contournage ≤ 1 ≤ 0.1
149 rpm 7917 5938 4750 3958 2969 2375
(119-179)Fz (mm/dent) 0,03600 0,06100 0,07700 0,09200 0,10700 0,11900
Avance (mm/min) 1710 2173 2195 2185 1906 1696
UGV ≤ 2 ≤ 0.05
189 rpm 10017 7513 6010 5009 3756 3005
(151-227)Fz (mm/dent) 0,04900 0,08300 0,10400 0,12500 0,14600 0,16300
Avance (mm/min) 2945 3741 3750 3756 3291 2939
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2, P20, S7, T15, W2
contournage ≤ 1 ≤ 0.1
73 rpm 3878 2908 2327 1939 1454 1163
(59-88)Fz (mm/dent) 0,02900 0,04900 0,06100 0,07300 0,08600 0,09600
Avance (mm/min) 675 855 852 849 750 670
UGV ≤ 2 ≤ 0.05
93 rpm 4928 3696 2957 2464 1848 1478
(74-112)Fz (mm/dent) 0,04000 0,06900 0,08600 0,10300 0,12000 0,13400
Avance (mm/min) 1183 1530 1526 1523 1331 1189
■ ■ ACIER INOXYDABLE303, 416, 420F, 430F, 440F
contournage ≤ 1 ≤ 0.1
155 rpm 8240 6180 4944 4120 3090 2472
(140-171)Fz (mm/dent) 0,03500 0,06000 0,07500 0,09000 0,10500 0,11700
Avance (mm/min) 1730 2225 2225 2225 1947 1735
UGV ≤ 2 ≤ 0.05
198 rpm 10502 7877 6301 5251 3938 3151
(178-218)Fz (mm/dent) 0,04800 0,08200 0,10200 0,12200 0,14300 0,15900
Avance (mm/min) 3025 3875 3856 3844 3379 3006
■ ■ ACIER INOXYDABLE304, 304L, 316, 316L
contournage ≤ 1 ≤ 0.1
107 rpm 5655 4241 3393 2827 2121 1696
(96-117)Fz (mm/dent) 0,02900 0,04900 0,06100 0,07300 0,08600 0,09600
Avance (mm/min) 984 1247 1242 1238 1094 977
UGV ≤ 2 ≤ 0.05
137 rpm 7271 5453 4362 3635 2726 2181
(123-151)Fz (mm/dent) 0,04000 0,06900 0,08600 0,10300 0,12000 0,13400
Avance (mm/min) 1745 2258 2251 2247 1963 1754
■ ■ ACIER INOXYDABLE13-8 PH, 15-5 PH, 17-4 PH, Custom 450
contournage ≤ 1 ≤ 0.1
99 rpm 5251 3938 3151 2626 1969 1575
(89-109)Fz (mm/dent) 0,02900 0,04900 0,06100 0,07300 0,08600 0,09600
Avance (mm/min) 914 1158 1153 1150 1016 907
UGV ≤ 2 ≤ 0.05
125 rpm 6624 4968 3975 3312 2484 1987
(112-137)Fz (mm/dent) 0,04000 0,06900 0,08600 0,10300 0,12000 0,13400
Avance (mm/min) 1590 2057 2051 2047 1789 1598

45www.sgstool.com FRAISES
Recommandations techniques
51M, 51MCR, 51ML, 51MLCSérie métrique
TYPEAp
Ae
Vc (m/mm) AVANCE (mm/dent)
d’opération ap x D1 ae x D1 6 8 10 12 16 20
■ ■ SUPER ALLIAGES A BASE DE NICKEL, DE COBALT ET DE FERInconel 601, 617 625, Incoloy 800, Monel 400
contournage ≤ 1 ≤ 0.1
32 rpm 1696 1272 1018 848 636 509
(26-38)Fz (mm/dent) 0,03400 0,05700 0,07100 0,08500 0,10000 0,11000
Avance (mm/min) 346 435 434 433 382 336
UGV ≤ 2 ≤ 0.05
40 rpm 2100 1575 1260 1050 788 630
(32-48)Fz (mm/dent) 0,04600 0,07700 0,09700 0,12000 0,14000 0,15000
Avance (mm/min) 580 728 733 756 662 567
■ ■ SUPER ALLIAGES A BASE DE NICKEL, DE COBALT ET DE FER (DIFFICILE)Inconel 718, 750X, Incoloy 925, Waspaloy, hastelloy, Rene
contournage ≤ 1 ≤ 0.1
24 rpm 1293 969 776 646 485 388
(20-29)Fz (mm/dent) 0,02300 0,03900 0,04900 0,05900 0,06800 0,07700
Avance (mm/min) 178 227 228 229 198 179
UGV ≤ 2 ≤ 0.05
30 rpm 1616 1212 969 808 606 485
(24-37)Fz (mm/dent) 0,03200 0,05400 0,06800 0,08100 0,09500 0,11000
Avance (mm/min) 310 393 396 393 345 320
■ ■ ALLIAGE A BASE DE TITANE | Titane pur, Ti6Al4V, Ti6Al2Sn4Zr2Mo, Ti4Al4Mo2Sn0.5Si
contournage ≤ 1 ≤ 0.1
85 rpm 4524 3393 2714 2262 1696 1357
(68-102)Fz (mm/dent) 0,02300 0,03900 0,04900 0,05900 0,06800 0,07700
Avance (mm/min) 624 794 798 801 692 627
UGV ≤ 2 ≤ 0.05
108 rpm 5736 4302 3441 2868 2151 1721
(87-130)Fz (mm/dent) 0,03200 0,05400 0,06800 0,08100 0,09500 0,11000
Avance (mm/min) 1101 1394 1404 1394 1226 1136■ ■ ALLIAGE A BASE DE
TITANE (DIFFICILE)Ti10Al2Fe3Al, Ti5Al5V5Mo3Cr, Ti7Al4Mo, Ti3Al8V6Cr4Zr4Mo, Ti6Al6V6Sn, Ti15V3 Cr3Sn3Al
contournage ≤ 1 ≤ 0.1
47 rpm 2504 1878 1503 1252 939 751
(38-57)Fz (mm/dent) 0,02300 0,03900 0,04900 0,05900 0,06800 0,07700
Avance (mm/min) 346 440 442 443 383 347
UGV ≤ 2 ≤ 0.05
61 rpm 3231 2424 1939 1616 1212 969
(49-73)Fz (mm/dent) 0,03200 0,05400 0,06800 0,08100 0,09500 0,11000
Avance (mm/min) 620 785 791 785 691 640
Profondeur maximale recommandée indiquéeLes passes de finition demandent habituellement une avance réduite ; et l’engagement radial ae recommandé n’est pas supérieur à 2% x D1Réduire la vitesse & l’avance pour un matériau plus dur que celui mentionné• Les recommandations ci-dessus sont fondées sur des conditions idéales ; Pour des attachements et des centres d’usinage plus petits ou moins rigides, veuillez ajuster les paramètres en
conséquence• A - Air, E - Emulsion, M - Mist, UGV - Usinage Grande Vitesse• Angle de rampe max. = 2° (vitesse d’avance = 100%)
Angle de rampe max. = 1xD

46www.sgstool.com
RHPOS
FRAISES
TOLÉRANCES (mm)
DIAMÈTRE 1 à 2,5D1 = +0,000/–0,025D2 = h6
DIAMÈTRE >2,5 à 6D1 = +0,000/–0,030D2 = h6
DIAMÈTRE >6 à 10D1 = +0,000/–0,040D2 = h6
DIAMÈTRE >10 à 20D1 = +0,000/–0,050D2 = h6
Option détalonnage disponible
56MBSérie métrique
Fraise Turbo-Carb
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
αLONGUEUR
UTILE L3
Ti-NAMITE-A(AlTiN)
N° EDP €
1,0 1,0 76,0 6,0 8°10' 2,0 91349 78,381,5 1,5 76,0 6,0 7°45' 3,0 91350 82,312,0 2,0 76,0 6,0 7°10' 4,0 91351 82,312,5 2,5 76,0 6,0 6°35' 5,0 91352 89,363,0 3,0 76,0 6,0 6° 6,0 91353 89,364,0 4,0 76,0 6,0 4°30' 8,0 91354 89,365,0 5,0 89,0 6,0 2°30' 10,0 91355 93,296,0 6,0 89,0 6,0 – 12,0 91356 97,138,0 8,0 102,0 8,0 – 16,0 91357 127,97
10,0 10,0 102,0 10,0 – 20,0 91358 190,3212,0 12,0 114,0 12,0 – 24,0 91359 236,0716,0 16,0 140,0 16,0 – 32,0 91360 470,3120,0 20,0 165,0 20,0 – 40,0 91361 742,08
INFORMATIONS TECHNIQUES 47
ACIER
ACIERS TREMPÉS
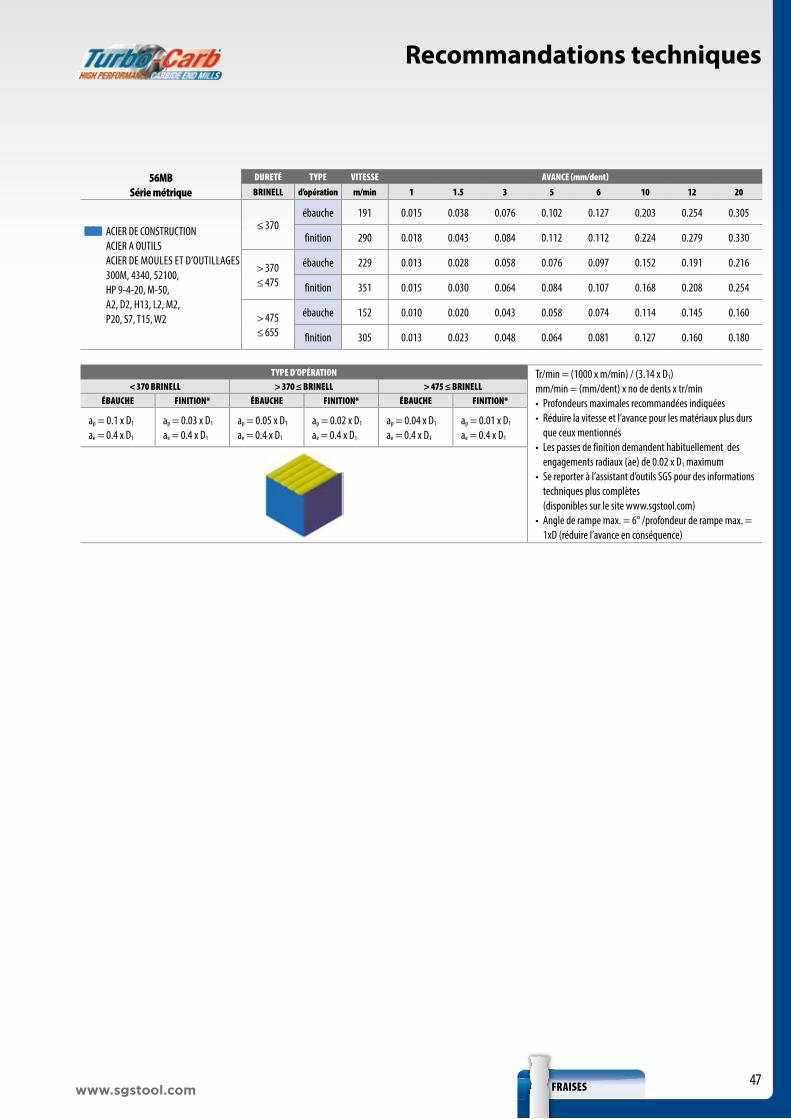
47www.sgstool.com FRAISES
Recommandations techniques
56MBSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’opération m/min 1 1.5 3 5 6 10 12 20
■ ■ ACIER DE CONSTRUCTION ACIER A OUTILS ACIER DE MOULES ET D’OUTILLAGES300M, 4340, 52100, HP 9-4-20, M-50, A2, D2, H13, L2, M2, P20, S7, T15, W2
≤ 370ébauche 191 0.015 0.038 0.076 0.102 0.127 0.203 0.254 0.305
finition 290 0.018 0.043 0.084 0.112 0.112 0.224 0.279 0.330
> 370≤ 475
ébauche 229 0.013 0.028 0.058 0.076 0.097 0.152 0.191 0.216
finition 351 0.015 0.030 0.064 0.084 0.107 0.168 0.208 0.254
> 475≤ 655
ébauche 152 0.010 0.020 0.043 0.058 0.074 0.114 0.145 0.160
finition 305 0.013 0.023 0.048 0.064 0.081 0.127 0.160 0.180
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés • Les passes de finition demandent habituellement des
engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations
techniques plus complètes (disponibles sur le site www.sgstool.com)
• Angle de rampe max. = 6° /profondeur de rampe max. = 1xD (réduire l’avance en conséquence)
< 370 BRINELL > 370 ≤ BRINELL > 475 ≤ BRINELLÉBAUCHE FINITION* ÉBAUCHE FINITION* ÉBAUCHE FINITION*
ap = 0.1 x D1
ae = 0.4 x D1
ap = 0.03 x D1
ae = 0.4 x D1
ap = 0.05 x D1
ae = 0.4 x D1
ap = 0.02 x D1
ae = 0.4 x D1
ap = 0.04 x D1
ae = 0.4 x D1
ap = 0.01 x D1
ae = 0.4 x D1
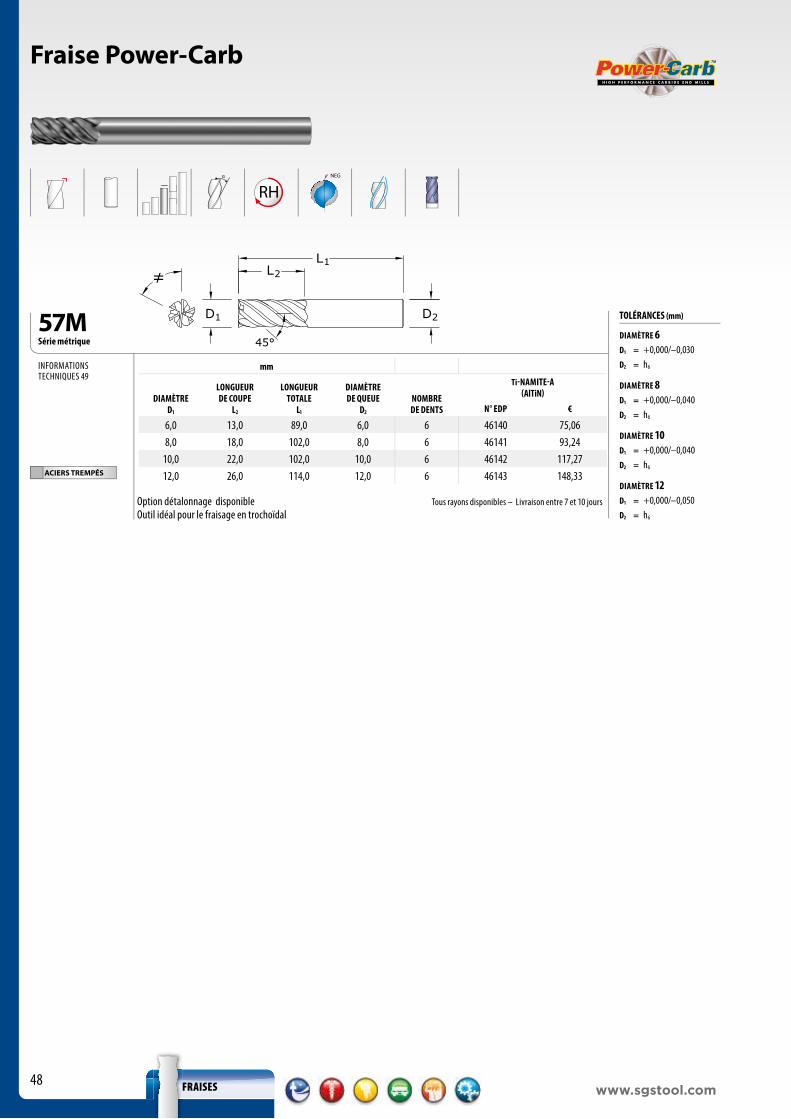
48www.sgstool.com
RHNEG
2D
L1L2
1D
≠
45°
FRAISES
TOLÉRANCES (mm)
DIAMÈTRE 6D1 = +0,000/–0,030D2 = h6
DIAMÈTRE 8D1 = +0,000/–0,040D2 = h6
DIAMÈTRE 10D1 = +0,000/–0,040D2 = h6
DIAMÈTRE 12D1 = +0,000/–0,050D2 = h6
57MSérie métrique
Fraise Power-Carb
INFORMATIONS TECHNIQUES 49
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NOMBRE DE DENTS
Ti-NAMITE-A(AlTiN)
N° EDP €
6,0 13,0 89,0 6,0 6 46140 75,068,0 18,0 102,0 8,0 6 46141 93,24
10,0 22,0 102,0 10,0 6 46142 117,2712,0 26,0 114,0 12,0 6 46143 148,33
Option détalonnage disponible Tous rayons disponibles – Livraison entre 7 et 10 joursOutil idéal pour le fraisage en trochoïdal
ACIERS TREMPÉS
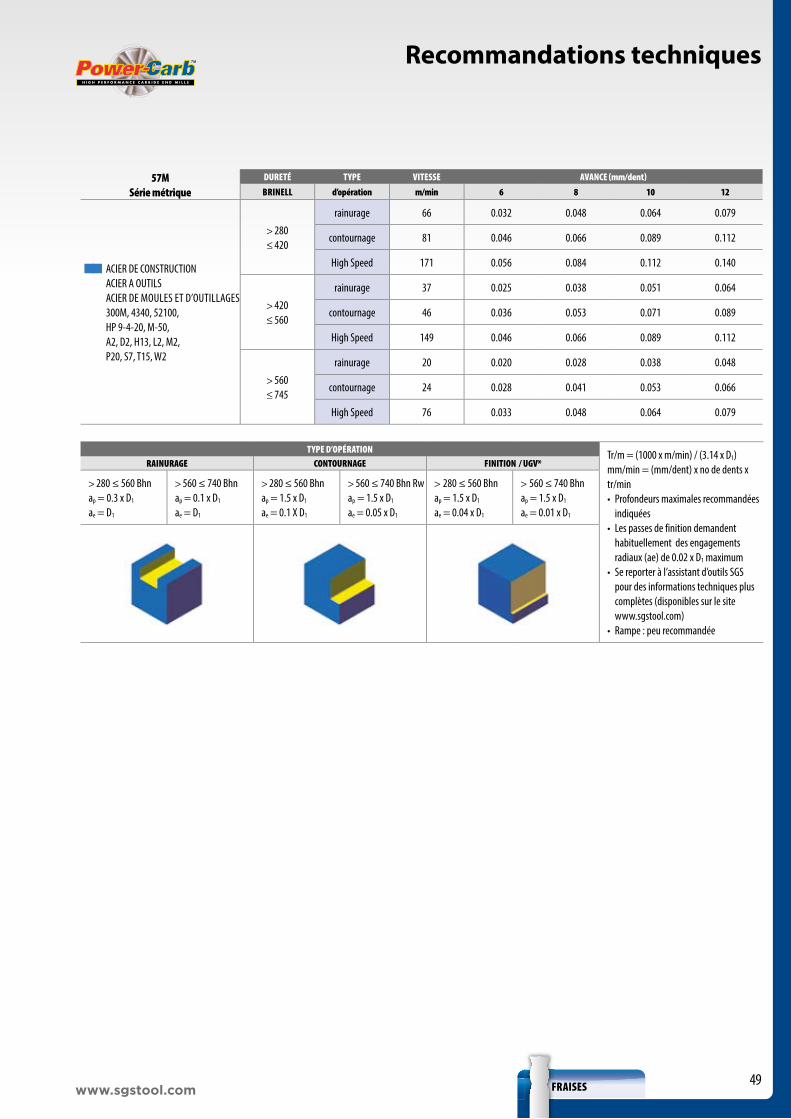
49www.sgstool.com FRAISES
Recommandations techniques
TYPE D’OPÉRATION Tr/m = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées
indiquées• Les passes de finition demandent
habituellement des engagements radiaux (ae) de 0.02 x D1 maximum
• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)
• Rampe : peu recommandée
RAINURAGE CONTOURNAGE FINITION / UGV*
> 280 ≤ 560 Bhnap = 0.3 x D1
ae = D1
> 560 ≤ 740 Bhnap = 0.1 x D1
ae = D1
> 280 ≤ 560 Bhnap = 1.5 x D1
ae = 0.1 X D1
> 560 ≤ 740 Bhn Rw ap = 1.5 x D1
ae = 0.05 x D1
> 280 ≤ 560 Bhnap = 1.5 x D1
ae = 0.04 x D1
> 560 ≤ 740 Bhnap = 1.5 x D1
ae = 0.01 x D1
57MSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)BRINELL d’opération m/min 6 8 10 12
■ ■ ACIER DE CONSTRUCTION ACIER A OUTILS ACIER DE MOULES ET D’OUTILLAGES300M, 4340, 52100, HP 9-4-20, M-50, A2, D2, H13, L2, M2, P20, S7, T15, W2
> 280≤ 420
rainurage 66 0.032 0.048 0.064 0.079
contournage 81 0.046 0.066 0.089 0.112
High Speed 171 0.056 0.084 0.112 0.140
> 420≤ 560
rainurage 37 0.025 0.038 0.051 0.064
contournage 46 0.036 0.053 0.071 0.089
High Speed 149 0.046 0.066 0.089 0.112
> 560≤ 745
rainurage 20 0.020 0.028 0.038 0.048
contournage 24 0.028 0.041 0.053 0.066
High Speed 76 0.033 0.048 0.064 0.079

50www.sgstool.com
FRAISES POUR L’ALUMINIUM
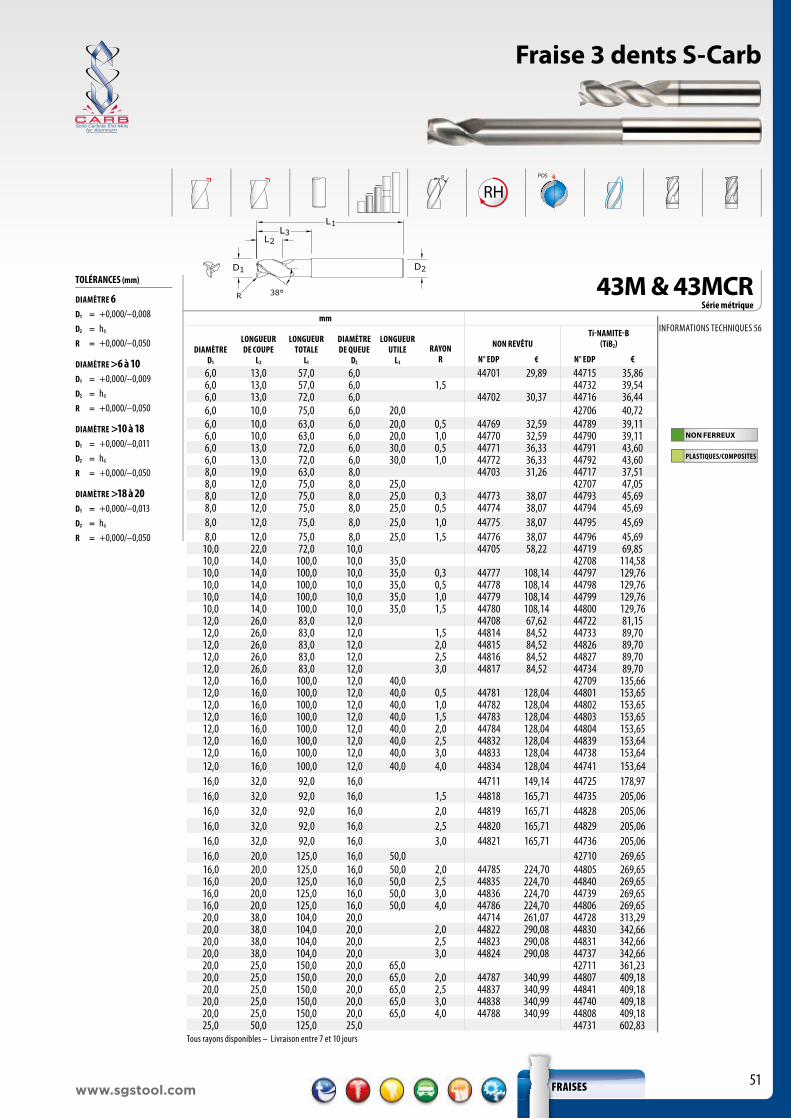
51www.sgstool.com
RHPOS
FRAISES
Fraise 3 dents S-Carb
INFORMATIONS TECHNIQUES 56
TOLÉRANCES (mm)
DIAMÈTRE 6D1 = +0,000/–0,008D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,009D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 18D1 = +0,000/–0,011D2 = h6
R = +0,000/–0,050
DIAMÈTRE >18 à 20D1 = +0,000/–0,013D2 = h6
R = +0,000/–0,050
Tous rayons disponibles – Livraison entre 7 et 10 jours
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
NON REVÊTUTi-NAMITE-B
(TiB2)
N° EDP € N° EDP €6,0 13,0 57,0 6,0 44701 29,89 44715 35,866,0 13,0 57,0 6,0 1,5 44732 39,546,0 13,0 72,0 6,0 44702 30,37 44716 36,446,0 10,0 75,0 6,0 20,0 42706 40,726,0 10,0 63,0 6,0 20,0 0,5 44769 32,59 44789 39,116,0 10,0 63,0 6,0 20,0 1,0 44770 32,59 44790 39,116,0 13,0 72,0 6,0 30,0 0,5 44771 36,33 44791 43,606,0 13,0 72,0 6,0 30,0 1,0 44772 36,33 44792 43,608,0 19,0 63,0 8,0 44703 31,26 44717 37,518,0 12,0 75,0 8,0 25,0 42707 47,058,0 12,0 75,0 8,0 25,0 0,3 44773 38,07 44793 45,698,0 12,0 75,0 8,0 25,0 0,5 44774 38,07 44794 45,698,0 12,0 75,0 8,0 25,0 1,0 44775 38,07 44795 45,698,0 12,0 75,0 8,0 25,0 1,5 44776 38,07 44796 45,69
10,0 22,0 72,0 10,0 44705 58,22 44719 69,8510,0 14,0 100,0 10,0 35,0 42708 114,5810,0 14,0 100,0 10,0 35,0 0,3 44777 108,14 44797 129,7610,0 14,0 100,0 10,0 35,0 0,5 44778 108,14 44798 129,7610,0 14,0 100,0 10,0 35,0 1,0 44779 108,14 44799 129,7610,0 14,0 100,0 10,0 35,0 1,5 44780 108,14 44800 129,7612,0 26,0 83,0 12,0 44708 67,62 44722 81,1512,0 26,0 83,0 12,0 1,5 44814 84,52 44733 89,7012,0 26,0 83,0 12,0 2,0 44815 84,52 44826 89,7012,0 26,0 83,0 12,0 2,5 44816 84,52 44827 89,7012,0 26,0 83,0 12,0 3,0 44817 84,52 44734 89,7012,0 16,0 100,0 12,0 40,0 42709 135,6612,0 16,0 100,0 12,0 40,0 0,5 44781 128,04 44801 153,6512,0 16,0 100,0 12,0 40,0 1,0 44782 128,04 44802 153,6512,0 16,0 100,0 12,0 40,0 1,5 44783 128,04 44803 153,6512,0 16,0 100,0 12,0 40,0 2,0 44784 128,04 44804 153,6512,0 16,0 100,0 12,0 40,0 2,5 44832 128,04 44839 153,6412,0 16,0 100,0 12,0 40,0 3,0 44833 128,04 44738 153,6412,0 16,0 100,0 12,0 40,0 4,0 44834 128,04 44741 153,6416,0 32,0 92,0 16,0 44711 149,14 44725 178,9716,0 32,0 92,0 16,0 1,5 44818 165,71 44735 205,0616,0 32,0 92,0 16,0 2,0 44819 165,71 44828 205,0616,0 32,0 92,0 16,0 2,5 44820 165,71 44829 205,0616,0 32,0 92,0 16,0 3,0 44821 165,71 44736 205,0616,0 20,0 125,0 16,0 50,0 42710 269,6516,0 20,0 125,0 16,0 50,0 2,0 44785 224,70 44805 269,6516,0 20,0 125,0 16,0 50,0 2,5 44835 224,70 44840 269,6516,0 20,0 125,0 16,0 50,0 3,0 44836 224,70 44739 269,6516,0 20,0 125,0 16,0 50,0 4,0 44786 224,70 44806 269,6520,0 38,0 104,0 20,0 44714 261,07 44728 313,2920,0 38,0 104,0 20,0 2,0 44822 290,08 44830 342,6620,0 38,0 104,0 20,0 2,5 44823 290,08 44831 342,6620,0 38,0 104,0 20,0 3,0 44824 290,08 44737 342,6620,0 25,0 150,0 20,0 65,0 42711 361,2320,0 25,0 150,0 20,0 65,0 2,0 44787 340,99 44807 409,1820,0 25,0 150,0 20,0 65,0 2,5 44837 340,99 44841 409,1820,0 25,0 150,0 20,0 65,0 3,0 44838 340,99 44740 409,1820,0 25,0 150,0 20,0 65,0 4,0 44788 340,99 44808 409,1825,0 50,0 125,0 25,0 44731 602,83
43M & 43MCRSérie métrique
NON FERREUX
PLASTIQUES/COMPOSITES
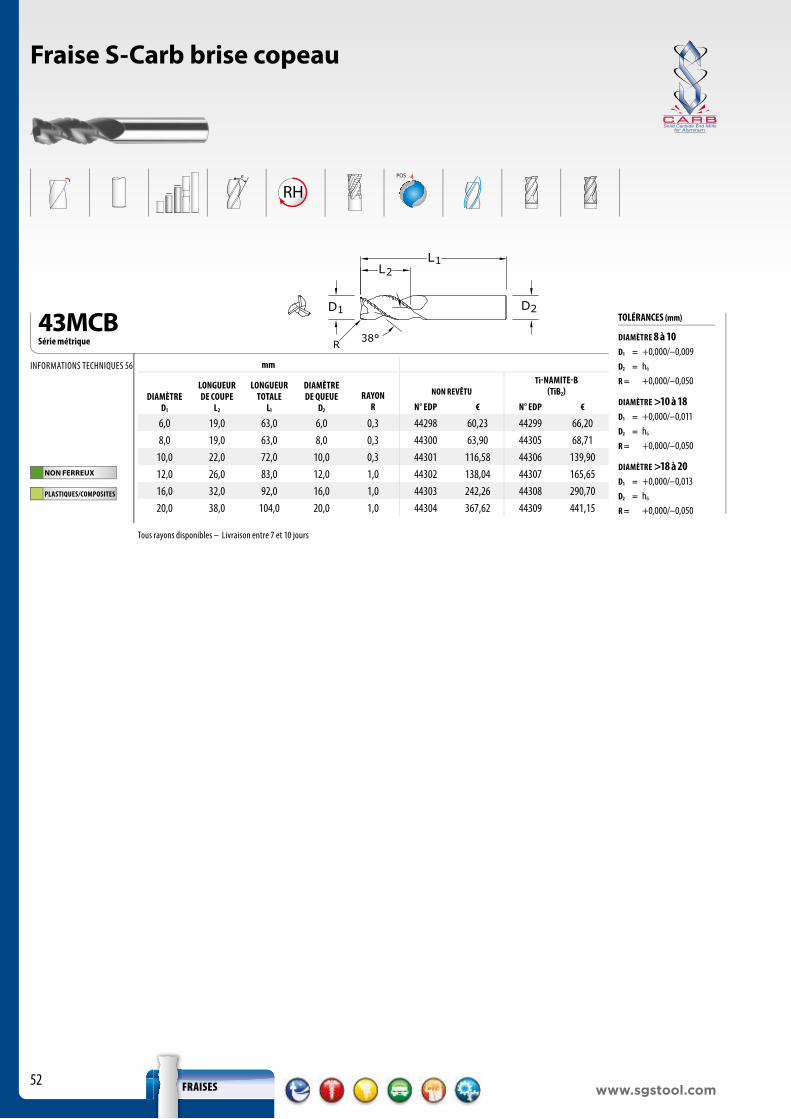
52www.sgstool.com
RHPOS
FRAISES
43MCBSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 8 à 10D1 = +0,000/–0,009D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 18D1 = +0,000/–0,011D2 = h6
R = +0,000/–0,050
DIAMÈTRE >18 à 20D1 = +0,000/–0,013D2 = h6
R = +0,000/–0,050
Fraise S-Carb brise copeau
INFORMATIONS TECHNIQUES 56
NON FERREUX
PLASTIQUES/COMPOSITES
Tous rayons disponibles – Livraison entre 7 et 10 jours
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
NON REVÊTUTi-NAMITE-B
(TiB2)
N° EDP € N° EDP €
6,0 19,0 63,0 6,0 0,3 44298 60,23 44299 66,208,0 19,0 63,0 8,0 0,3 44300 63,90 44305 68,71
10,0 22,0 72,0 10,0 0,3 44301 116,58 44306 139,9012,0 26,0 83,0 12,0 1,0 44302 138,04 44307 165,6516,0 32,0 92,0 16,0 1,0 44303 242,26 44308 290,7020,0 38,0 104,0 20,0 1,0 44304 367,62 44309 441,15

53www.sgstool.com
RHPOS
FRAISES
47M & 47MESSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 3 à 25D1 = +0,0025/–0,010D2 = h6
Fraise 2 dents S-Carb
INFORMATIONS TECHNIQUES 56
NON FERREUX
PLASTIQUES/COMPOSITES
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-B
(TiB2)
N° EDP € N° EDP €
3,0 8,0 38,0 3,0 44550 16,04 44587 19,244,0 11,0 50,0 4,0 44551 19,99 44588 23,985,0 13,0 50,0 5,0 44552 25,18 44589 30,216,0 13,0 57,0 6,0 44553 29,89 44590 35,866,0 10,0 100,0 6,0 54,0 44561 75,18 44609 90,218,0 19,0 63,0 8,0 44554 31,26 44591 37,518,0 12,0 100,0 8,0 54,0 44562 96,88 44610 116,25
10,0 22,0 72,0 10,0 44555 58,22 44592 69,8510,0 12,0 100,0 10,0 54,0 44563 126,35 44611 151,6312,0 26,0 83,0 12,0 44556 67,62 44593 81,1512,0 16,0 150,0 12,0 80,0 44564 154,85 44612 185,8314,0 26,0 83,0 14,0 44557 114,66 44594 137,5916,0 32,0 92,0 16,0 44558 149,14 44595 178,9716,0 20,0 150,0 16,0 80,0 44565 273,57 44613 328,2720,0 38,0 104,0 20,0 44559 261,07 44596 313,2820,0 25,0 150,0 20,0 80,0 44566 397,81 44614 477,3725,0 44,0 104,0 25,0 44560 351,52 44597 421,82
Tous rayons disponibles – Livraison entre 7 et 10 jours
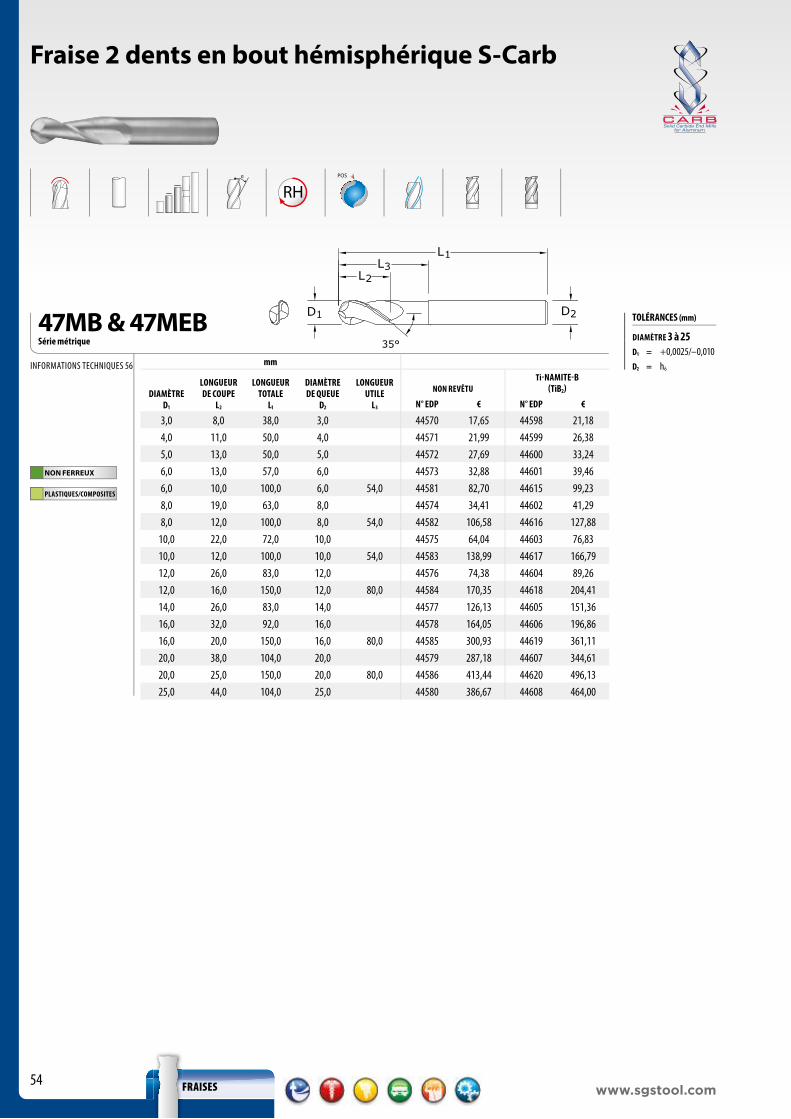
54www.sgstool.com
RHPOS
FRAISES
47MB & 47MEBSérie métrique
Fraise 2 dents en bout hémisphérique S-Carb
TOLÉRANCES (mm)
DIAMÈTRE 3 à 25D1 = +0,0025/–0,010D2 = h6INFORMATIONS TECHNIQUES 56 mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-B
(TiB2)
N° EDP € N° EDP €
3,0 8,0 38,0 3,0 44570 17,65 44598 21,184,0 11,0 50,0 4,0 44571 21,99 44599 26,385,0 13,0 50,0 5,0 44572 27,69 44600 33,246,0 13,0 57,0 6,0 44573 32,88 44601 39,466,0 10,0 100,0 6,0 54,0 44581 82,70 44615 99,238,0 19,0 63,0 8,0 44574 34,41 44602 41,298,0 12,0 100,0 8,0 54,0 44582 106,58 44616 127,88
10,0 22,0 72,0 10,0 44575 64,04 44603 76,8310,0 12,0 100,0 10,0 54,0 44583 138,99 44617 166,7912,0 26,0 83,0 12,0 44576 74,38 44604 89,2612,0 16,0 150,0 12,0 80,0 44584 170,35 44618 204,4114,0 26,0 83,0 14,0 44577 126,13 44605 151,3616,0 32,0 92,0 16,0 44578 164,05 44606 196,8616,0 20,0 150,0 16,0 80,0 44585 300,93 44619 361,1120,0 38,0 104,0 20,0 44579 287,18 44607 344,6120,0 25,0 150,0 20,0 80,0 44586 413,44 44620 496,1325,0 44,0 104,0 25,0 44580 386,67 44608 464,00
NON FERREUX
PLASTIQUES/COMPOSITES
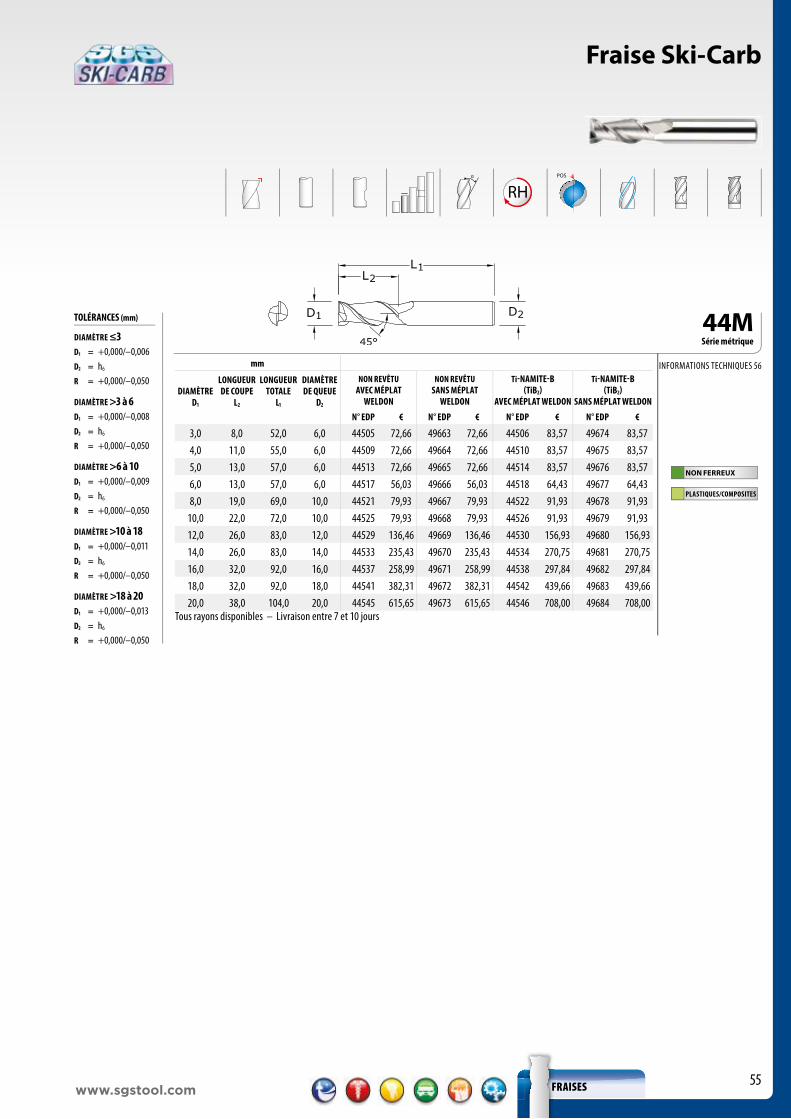
55www.sgstool.com
RHPOS
FRAISES
44MSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,000/–0,006D2 = h6
R = +0,000/–0,050
DIAMÈTRE >3 à 6D1 = +0,000/–0,008D2 = h6
R = +0,000/–0,050
DIAMÈTRE >6 à 10D1 = +0,000/–0,009D2 = h6
R = +0,000/–0,050
DIAMÈTRE >10 à 18D1 = +0,000/–0,011D2 = h6
R = +0,000/–0,050
DIAMÈTRE >18 à 20D1 = +0,000/–0,013D2 = h6
R = +0,000/–0,050
Fraise Ski-Carb
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUAVEC MÉPLAT
WELDON
NON REVÊTUSANS MÉPLAT
WELDON
Ti-NAMITE-B(TiB2)
AVEC MÉPLAT WELDON
Ti-NAMITE-B(TiB2)
SANS MÉPLAT WELDON
N° EDP € N° EDP € N° EDP € N° EDP €
3,0 8,0 52,0 6,0 44505 72,66 49663 72,66 44506 83,57 49674 83,574,0 11,0 55,0 6,0 44509 72,66 49664 72,66 44510 83,57 49675 83,575,0 13,0 57,0 6,0 44513 72,66 49665 72,66 44514 83,57 49676 83,576,0 13,0 57,0 6,0 44517 56,03 49666 56,03 44518 64,43 49677 64,438,0 19,0 69,0 10,0 44521 79,93 49667 79,93 44522 91,93 49678 91,93
10,0 22,0 72,0 10,0 44525 79,93 49668 79,93 44526 91,93 49679 91,9312,0 26,0 83,0 12,0 44529 136,46 49669 136,46 44530 156,93 49680 156,9314,0 26,0 83,0 14,0 44533 235,43 49670 235,43 44534 270,75 49681 270,7516,0 32,0 92,0 16,0 44537 258,99 49671 258,99 44538 297,84 49682 297,8418,0 32,0 92,0 18,0 44541 382,31 49672 382,31 44542 439,66 49683 439,6620,0 38,0 104,0 20,0 44545 615,65 49673 615,65 44546 708,00 49684 708,00
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 56
NON FERREUX
PLASTIQUES/COMPOSITES
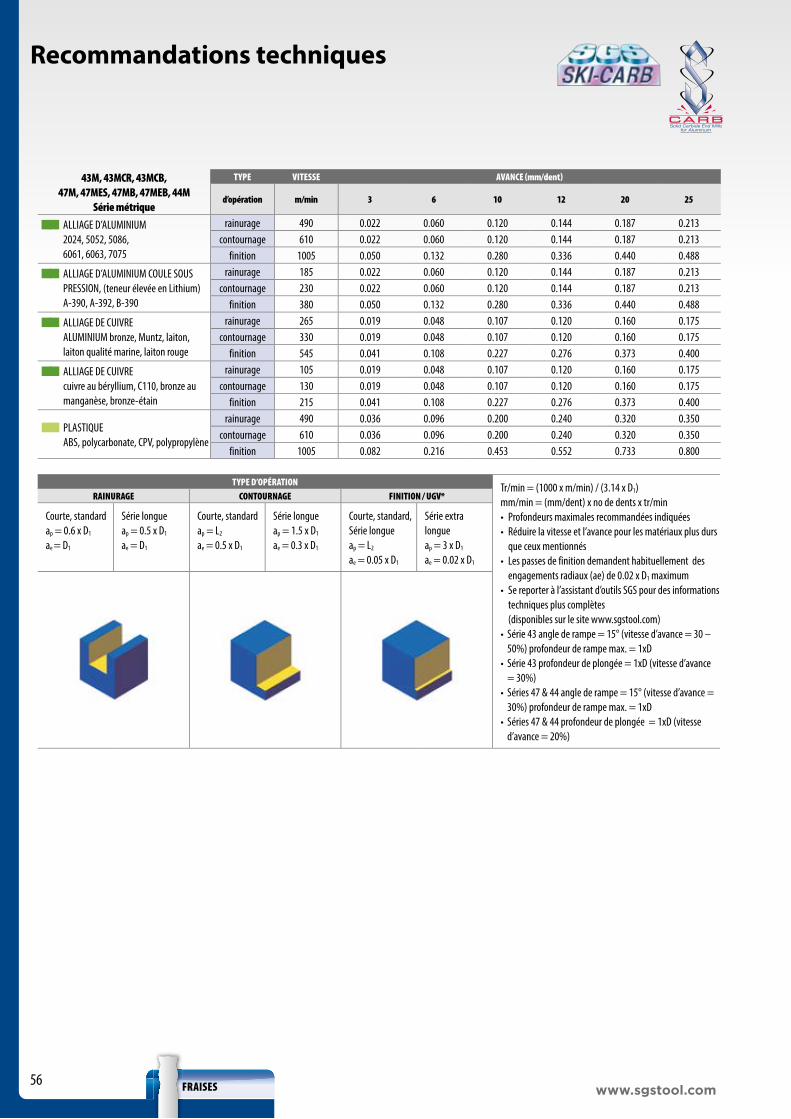
56www.sgstool.comFRAISES
Recommandations techniques
43M, 43MCR, 43MCB, 47M, 47MES, 47MB, 47MEB, 44M
Série métrique
TYPE VITESSE AVANCE (mm/dent)
d’opération m/min 3 6 10 12 20 25
■ ■ ALLIAGE D’ALUMINIUM 2024, 5052, 5086, 6061, 6063, 7075
rainurage 490 0.022 0.060 0.120 0.144 0.187 0.213contournage 610 0.022 0.060 0.120 0.144 0.187 0.213
finition 1005 0.050 0.132 0.280 0.336 0.440 0.488
■ ■ ALLIAGE D’ALUMINIUM COULE SOUS PRESSION, (teneur élevée en Lithium)A-390, A-392, B-390
rainurage 185 0.022 0.060 0.120 0.144 0.187 0.213contournage 230 0.022 0.060 0.120 0.144 0.187 0.213
finition 380 0.050 0.132 0.280 0.336 0.440 0.488
■ ■ ALLIAGE DE CUIVRE ALUMINIUM bronze, Muntz, laiton, laiton qualité marine, laiton rouge
rainurage 265 0.019 0.048 0.107 0.120 0.160 0.175contournage 330 0.019 0.048 0.107 0.120 0.160 0.175
finition 545 0.041 0.108 0.227 0.276 0.373 0.400
■ ■ ALLIAGE DE CUIVRE cuivre au béryllium, C110, bronze au manganèse, bronze-étain
rainurage 105 0.019 0.048 0.107 0.120 0.160 0.175contournage 130 0.019 0.048 0.107 0.120 0.160 0.175
finition 215 0.041 0.108 0.227 0.276 0.373 0.400
■ ■ PLASTIQUE ABS, polycarbonate, CPV, polypropylène
rainurage 490 0.036 0.096 0.200 0.240 0.320 0.350contournage 610 0.036 0.096 0.200 0.240 0.320 0.350
finition 1005 0.082 0.216 0.453 0.552 0.733 0.800
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés • Les passes de finition demandent habituellement des
engagements radiaux (ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations
techniques plus complètes (disponibles sur le site www.sgstool.com)
• Série 43 angle de rampe = 15° (vitesse d’avance = 30 – 50%) profondeur de rampe max. = 1xD
• Série 43 profondeur de plongée = 1xD (vitesse d’avance = 30%)
• Séries 47 & 44 angle de rampe = 15° (vitesse d’avance = 30%) profondeur de rampe max. = 1xD
• Séries 47 & 44 profondeur de plongée = 1xD (vitesse d’avance = 20%)
RAINURAGE CONTOURNAGE FINITION / UGV*
Courte, standardap = 0.6 x D1
ae = D1
Série longueap = 0.5 x D1
ae = D1
Courte, standardap = L2
ae = 0.5 x D1
Série longueap = 1.5 x D1
ae = 0.3 x D1
Courte, standard, Série longueap = L2
ae = 0.05 x D1
Série extra longue ap = 3 x D1
ae = 0.02 x D1

57www.sgstool.com
Optional Jetstream
RHPOS
FRAISES
S-Carb APRSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE 12 à 25D1 = +0,000/–0,050D2 = h6
S-Carb – Ebauche productivité avancée
INFORMATIONS TECHNIQUES 58
NON FERREUX
PLASTIQUES/COMPOSITES
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
NON REVÊTU
N° EDP €12 18 83 12 38 44650 230,8612 18 83 12 38 2,00 44685 248,4112 18 83 12 38 3,00 44686 248,4112 18 83 12 38 4,00 44687 248,4116 24 92 16 51 44652 366,0216 24 92 16 51 2,00 44688 387,9616 24 92 16 51 3,00 44689 387,9616 24 92 16 51 4,00 44690 387,9620 30 86 20 45 44646 395,7920 30 86 20 45 3,00 44647 395,7920 30 86 20 45 4,00 44648 395,7920 30 86 20 45 5,00 44649 395,7920 35 104 20 64 44653 462,5920 35 104 20 64 3,00 44691 462,5920 35 104 20 64 4,00 44692 462,5920 35 104 20 64 5,00 44693 462,5925 35 108 25 55 3,00 44809 773,5925 35 108 25 55 4,00 44810 773,5925 35 108 25 55 5,00 44811 773,5925 35 140 25 80 44654 836,3325 35 140 25 80 3,00 44694 867,0425 35 140 25 80 4,00 44695 867,0425 35 140 25 80 5,00 44696 867,0425 35 140 25 90 3,00 44645 867,05
Tous rayons disponibles – Livraison entre 7 et 10 jours Disponible sur demande : revêtement TI-NAMITE B Technologie Jetstream
Sorties latérales pour applications MQL
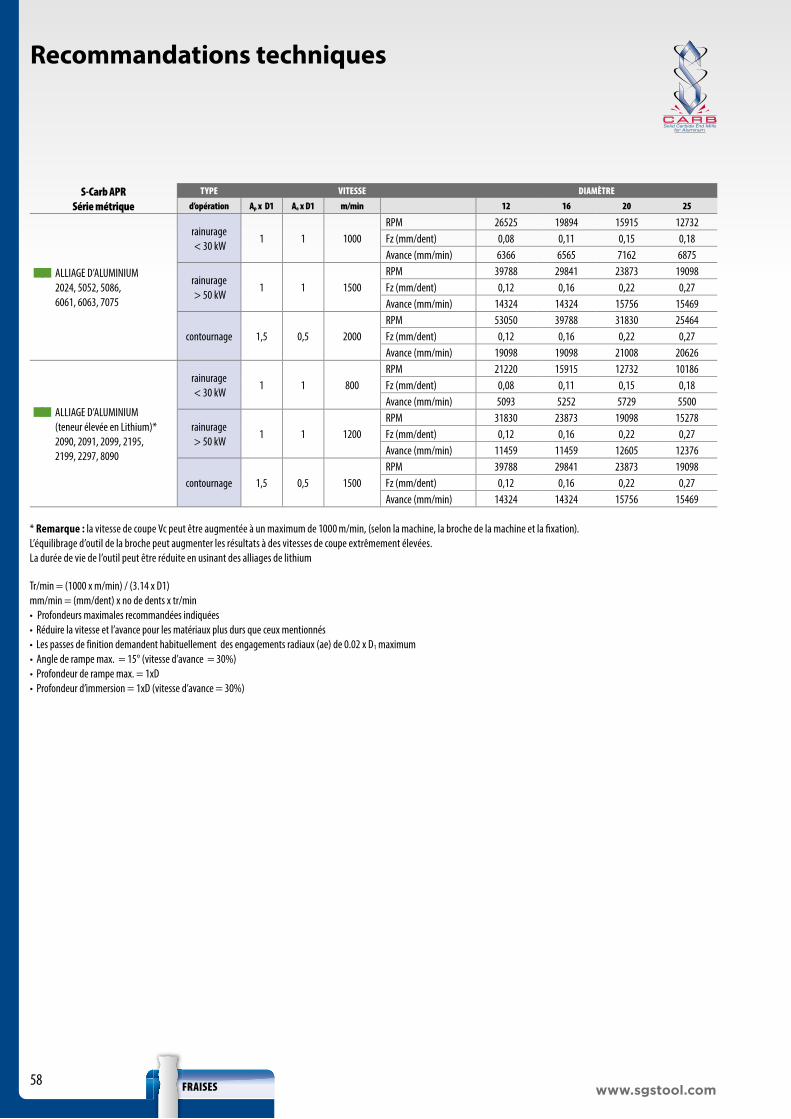
58www.sgstool.comFRAISES
Recommandations techniques
S-Carb APRSérie métrique
TYPE VITESSE DIAMÈTREd’opération Ap x D1 Ae x D1 m/min 12 16 20 25
■ ■ ALLIAGE D’ALUMINIUM 2024, 5052, 5086, 6061, 6063, 7075
rainurage < 30 kW
1 1 1000RPM 26525 19894 15915 12732Fz (mm/dent) 0,08 0,11 0,15 0,18Avance (mm/min) 6366 6565 7162 6875
rainurage > 50 kW
1 1 1500RPM 39788 29841 23873 19098Fz (mm/dent) 0,12 0,16 0,22 0,27Avance (mm/min) 14324 14324 15756 15469
contournage 1,5 0,5 2000RPM 53050 39788 31830 25464Fz (mm/dent) 0,12 0,16 0,22 0,27Avance (mm/min) 19098 19098 21008 20626
■ ■ ALLIAGE D’ALUMINIUM (teneur élevée en Lithium)*2090, 2091, 2099, 2195, 2199, 2297, 8090
rainurage < 30 kW
1 1 800RPM 21220 15915 12732 10186Fz (mm/dent) 0,08 0,11 0,15 0,18Avance (mm/min) 5093 5252 5729 5500
rainurage > 50 kW
1 1 1200RPM 31830 23873 19098 15278Fz (mm/dent) 0,12 0,16 0,22 0,27Avance (mm/min) 11459 11459 12605 12376
contournage 1,5 0,5 1500RPM 39788 29841 23873 19098Fz (mm/dent) 0,12 0,16 0,22 0,27Avance (mm/min) 14324 14324 15756 15469
* Remarque : la vitesse de coupe Vc peut être augmentée à un maximum de 1000 m/min, (selon la machine, la broche de la machine et la fi xation). L’équilibrage d’outil de la broche peut augmenter les résultats à des vitesses de coupe extrêmement élevées. La durée de vie de l’outil peut être réduite en usinant des alliages de lithium
Tr/min = (1000 x m/min) / (3.14 x D1) mm/min = (mm/dent) x no de dents x tr/min • Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés • Les passes de finition demandent habituellement des engagements radiaux (ae) de 0.02 x D1 maximum • Angle de rampe max. = 15° (vitesse d’avance = 30%) • Profondeur de rampe max. = 1xD • Profondeur d’immersion = 1xD (vitesse d’avance = 30%)
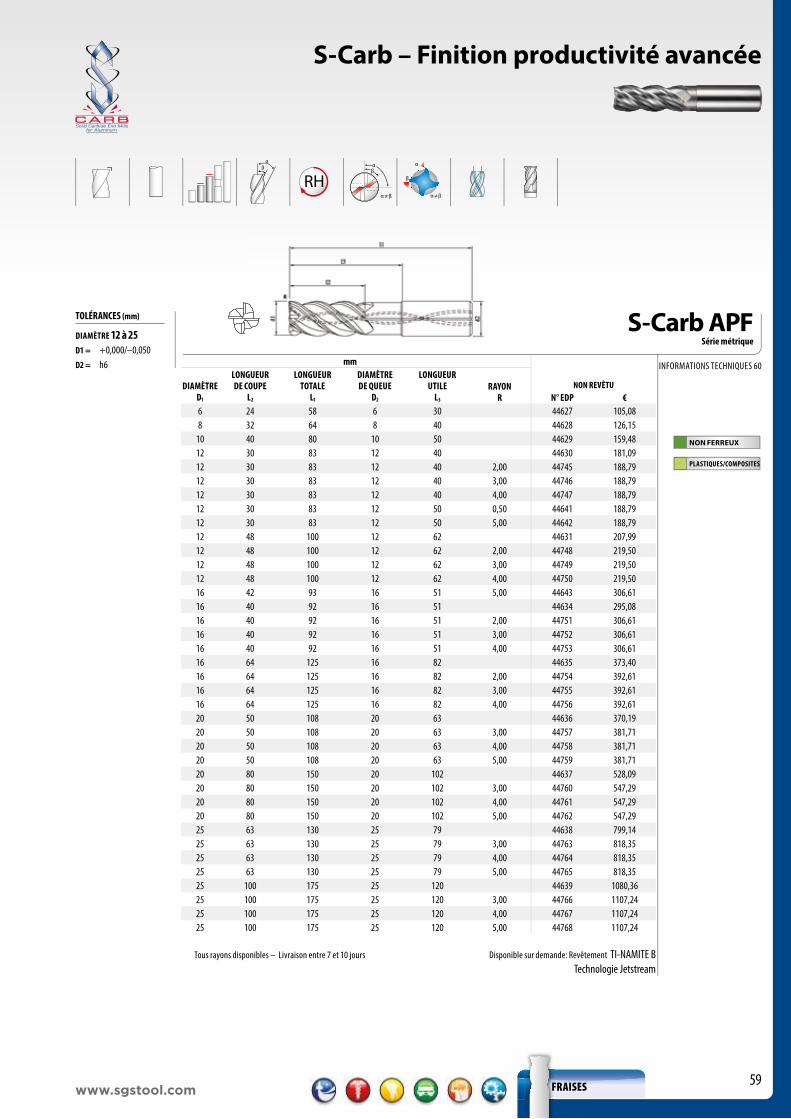
59www.sgstool.com
RH≠ ≠
FRAISES
TOLÉRANCES (mm)
DIAMÈTRE 12 à 25D1 = +0,000/–0,050D2 = h6
S-Carb – Finition productivité avancée
NON FERREUX
PLASTIQUES/COMPOSITES
INFORMATIONS TECHNIQUES 60mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
LONGUEUR UTILE
L3
RAYON R
NON REVÊTUN° EDP €
6 24 58 6 30 44627 105,088 32 64 8 40 44628 126,15
10 40 80 10 50 44629 159,4812 30 83 12 40 44630 181,0912 30 83 12 40 2,00 44745 188,7912 30 83 12 40 3,00 44746 188,7912 30 83 12 40 4,00 44747 188,7912 30 83 12 50 0,50 44641 188,7912 30 83 12 50 5,00 44642 188,7912 48 100 12 62 44631 207,9912 48 100 12 62 2,00 44748 219,5012 48 100 12 62 3,00 44749 219,5012 48 100 12 62 4,00 44750 219,5016 42 93 16 51 5,00 44643 306,6116 40 92 16 51 44634 295,0816 40 92 16 51 2,00 44751 306,6116 40 92 16 51 3,00 44752 306,6116 40 92 16 51 4,00 44753 306,6116 64 125 16 82 44635 373,4016 64 125 16 82 2,00 44754 392,6116 64 125 16 82 3,00 44755 392,6116 64 125 16 82 4,00 44756 392,6120 50 108 20 63 44636 370,1920 50 108 20 63 3,00 44757 381,7120 50 108 20 63 4,00 44758 381,7120 50 108 20 63 5,00 44759 381,7120 80 150 20 102 44637 528,0920 80 150 20 102 3,00 44760 547,2920 80 150 20 102 4,00 44761 547,2920 80 150 20 102 5,00 44762 547,2925 63 130 25 79 44638 799,1425 63 130 25 79 3,00 44763 818,3525 63 130 25 79 4,00 44764 818,3525 63 130 25 79 5,00 44765 818,3525 100 175 25 120 44639 1080,3625 100 175 25 120 3,00 44766 1107,2425 100 175 25 120 4,00 44767 1107,2425 100 175 25 120 5,00 44768 1107,24
Tous rayons disponibles – Livraison entre 7 et 10 jours Disponible sur demande: Revêtement TI-NAMITE BTechnologie Jetstream
S-Carb APFSérie métrique

60www.sgstool.comFRAISES
Recommandations techniques
S-Carb APFSérie métrique
TYPE VITESSE DIAMÈTREd’opération Ap x D1 Ae x D1 m/min 6 8 10 12 16 20 25
■ ■ ALLIAGE D’ALUMINIUM 2024, 5052, 5086, 6061, 6063, 7075
contournage
2,5 0,1 800Tr/min 42440 31830 25464 21220 15915 12732 10186Fz (mm/dent) 0,05 0,055 0,06 0,07 0,10 0,14 0,17Avance (mm/min) 8488 7003 6111 5942 6366 7130 6926
4 0,1 800Tr/min 42440 31830 25464 21220 15915 12732 10186Fz (mm/dent) 0,04 0,045 0,05 0,05 0,07 0,10 0,12Avance (mm/min) 6790 5729 5093 4244 4456 5093 4889
■ ■ ALLIAGE D’ALUMINIUM (teneur élevée en Lithium)*2090, 2091, 2099, 2195, 2199, 2297, 8090
contournage
2,5 0,1 600Tr/min 31830 23873 19098 15915 11936 9549 7639Fz (mm/dent) 0,05 0,055 0,06 0,07 0,10 0,14 0,17Avance (mm/min) 6366 5252 4584 4456 4775 5347 5195
4 0,1 600Tr/min 31830 23873 19098 15915 11936 9549 7639Fz (mm/dent) 0,04 0,045 0,05 0,05 0,07 0,10 0,12Avance (mm/min) 5093 4297 3820 3183 3342 3820 3667
* Remarque : la vitesse de coupe Vc peut être augmentée à un maximum de 1000 m/min, (selon la machine, la broche de la machine et la fi xation). L’équilibrage d’outil de la broche peut augmenter les résultats à des vitesses de coupe extrêmement élevées. La durée de vie de l’outil peut être réduite en usinant des alliages de lithium
Tr/min = (1000 x m/min) / (3.14 x D1) mm/min = (mm/dent) x no de dents x tr/min • Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés • Les passes de finition demandent habituellement des engagements radiaux (ae) de 0.02 x D1 maximum • Angle de rampe max = 6° (vitesse d’avance = 30%) • Profondeur de rampe max. = 0.25xD • Profondeur de plongée=déconseillé

61www.sgstool.com
RHPOS
FRAISES
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
Fraise 2 dents
52MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUN° EDP €
3,0 7,0 38,0 3,0 45277 13,473,5 7,0 57,0 6,0 45279 17,554,0 8,0 57,0 6,0 45281 17,554,5 8,0 57,0 6,0 45283 22,105,0 10,0 57,0 6,0 45285 22,106,0 10,0 57,0 6,0 45287 24,378,0 16,0 63,0 8,0 45289 27,46
10,0 19,0 72,0 10,0 45291 51,1012,0 22,0 83,0 12,0 45293 59,3714,0 22,0 83,0 14,0 45295 100,6616,0 26,0 92,0 16,0 45297 112,6520,0 32,0 104,0 20,0 45299 229,24
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 63
NON FERREUX
PLASTIQUES/COMPOSITES

62www.sgstool.com
RHPOS
FRAISES
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
Fraise 4 dents
54MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUN° EDP €
3,0 8,0 38,0 3,0 45477 13,473,5 10,0 57,0 6,0 45479 17,554,0 11,0 57,0 6,0 45481 17,554,5 11,0 57,0 6,0 45483 22,105,0 13,0 57,0 6,0 45485 22,106,0 13,0 57,0 6,0 45487 24,378,0 19,0 63,0 8,0 45489 27,46
10,0 22,0 72,0 10,0 45491 51,1012,0 26,0 83,0 12,0 45493 59,3714,0 26,0 83,0 14,0 45495 100,6616,0 32,0 92,0 16,0 45497 112,6520,0 38,0 104,0 20,0 45499 229,24
INFORMATIONS TECHNIQUES 63
Tous rayons disponibles – Livraison entre 7 et 10 jours
NON FERREUX
PLASTIQUES/COMPOSITES

63www.sgstool.com FRAISES
Recommandations techniques
52M, 54MSérie métrique
TYPE VITESSE AVANCE (mm/dent)d’opération m/min 3 6 10 12 20 25
■ ■ ALLIAGE D’ALUMINIUM2024, 5052, 5086, 6061, 6063, 7075
rainurage 330 0.0151 0.041 0.085 0.101 0.133 0.148
contournage 415 0.0166 0.043 0.091 0.110 0.147 0.160
finition 685 0.0348 0.094 0.192 0.230 0.309 0.338
■ ■ ALLIAGE D’ALUMINIUM COULE SOUS PRESSION, (teneur élevée en Lithium)A-390, A-392, B-390
rainurage 125 0.0151 0.041 0.085 0.101 0.133 0.148
contournage 155 0.0166 0.043 0.091 0.110 0.147 0.160
finition 255 0.0348 0.094 0.192 0.230 0.309 0.338
■ ■ ALLIAGE DE CUIVRE ALUMINIUM bronze, Muntz, laiton, laiton qualité marine, laiton rouge
rainurage 145 0.0086 0.024 0.048 0.058 0.077 0.085
contournage 180 0.0094 0.024 0.053 0.062 0.083 0.093
finition 300 0.0199 0.053 0.109 0.132 0.176 0.193
■ ■ ALLIAGE DE CUIVRE cuivre au béryllium, C110, bronze au manganèse, bronze-étain
rainurage 60 0.0086 0.024 0.048 0.058 0.077 0.085
contournage 70 0.0094 0.024 0.053 0.062 0.083 0.093
finition 120 0.0199 0.053 0.109 0.132 0.176 0.193
■ ■ PLASTIQUE ABS, polycarbonate, CPV, polypropylène
rainurage 390 0.0240 0.065 0.136 0.163 0.219 0.238
contournage 490 0.0264 0.072 0.149 0.178 0.237 0.250
finition 805 0.0552 0.149 0.312 0.374 0.499 0.550
■ ■ PLASTIQUE fibre de verre, renforcé de fibre de verre
rainurage 175 0.0180 0.048 0.101 0.120 0.160 0.175
contournage 220 0.0197 0.053 0.109 0.132 0.173 0.190
finition 360 0.0413 0.110 0.229 0.276 0.368 0.040
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x Tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux
mentionnés • Les passes de finition demandent habituellement des engagements radiaux
(ae) de 0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations techniques plus
complètes (disponibles sur le site www.sgstool.com)
• Angle de rampe max. = 10° /profondeur de rampe max. = 1xD (réduire l’avance en conséquence)
RAINURAGE CONTOURNAGE FINITION / UGV*
Série 52ap = D1
ae = D1
Série 54ap = 0.25 x D1
ae = D1
Série 52, 54ap = 1.5 x D1
ae = 0.3 X D1
Série 52, 54ap = 1.5 x D1
ae = 0.05 x D1
64www.sgstool.com
FRAISES STANDARD
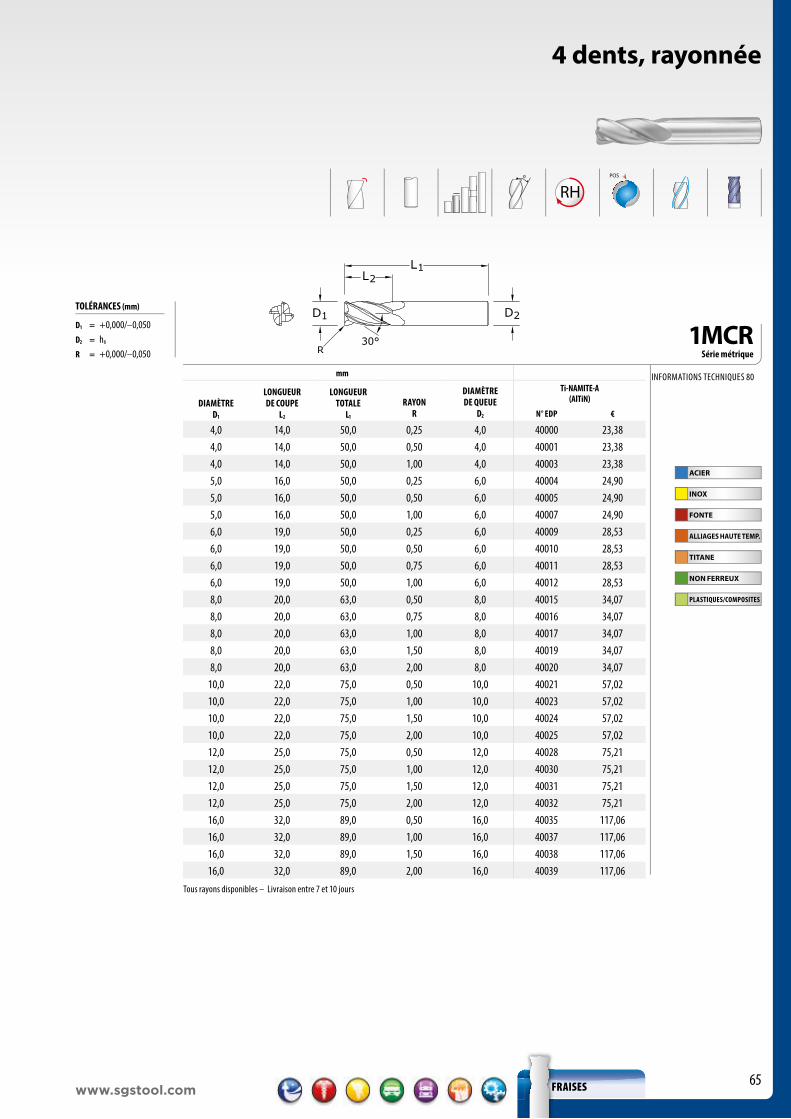
65www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
4 dents, rayonnée
1MCRSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
RAYON R
DIAMÈTRE DE QUEUE
D2
Ti-NAMITE-A(AlTiN)
N° EDP €
4,0 14,0 50,0 0,25 4,0 40000 23,384,0 14,0 50,0 0,50 4,0 40001 23,384,0 14,0 50,0 1,00 4,0 40003 23,385,0 16,0 50,0 0,25 6,0 40004 24,905,0 16,0 50,0 0,50 6,0 40005 24,905,0 16,0 50,0 1,00 6,0 40007 24,906,0 19,0 50,0 0,25 6,0 40009 28,536,0 19,0 50,0 0,50 6,0 40010 28,536,0 19,0 50,0 0,75 6,0 40011 28,536,0 19,0 50,0 1,00 6,0 40012 28,538,0 20,0 63,0 0,50 8,0 40015 34,078,0 20,0 63,0 0,75 8,0 40016 34,078,0 20,0 63,0 1,00 8,0 40017 34,078,0 20,0 63,0 1,50 8,0 40019 34,078,0 20,0 63,0 2,00 8,0 40020 34,07
10,0 22,0 75,0 0,50 10,0 40021 57,0210,0 22,0 75,0 1,00 10,0 40023 57,0210,0 22,0 75,0 1,50 10,0 40024 57,0210,0 22,0 75,0 2,00 10,0 40025 57,0212,0 25,0 75,0 0,50 12,0 40028 75,2112,0 25,0 75,0 1,00 12,0 40030 75,2112,0 25,0 75,0 1,50 12,0 40031 75,2112,0 25,0 75,0 2,00 12,0 40032 75,2116,0 32,0 89,0 0,50 16,0 40035 117,0616,0 32,0 89,0 1,00 16,0 40037 117,0616,0 32,0 89,0 1,50 16,0 40038 117,0616,0 32,0 89,0 2,00 16,0 40039 117,06
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
R = +0,000/–0,050
INFORMATIONS TECHNIQUES 80
Tous rayons disponibles – Livraison entre 7 et 10 jours

66www.sgstool.com
RHPOS
1M
1XLM
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
4 dents bout plat
1M • 1XLM Série métrique
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN) SÉRIEN° EDP € N° EDP €
1,0 4,0 38,0 3,0 40105 13,85 48543 15,52 1M1,5 4,5 38,0 3,0 40109 13,85 48544 15,52 1M2,0 6,3 38,0 3,0 40113 13,85 48545 15,52 1M2,5 9,5 38,0 3,0 40117 13,85 48546 15,52 1M3,0 12,0 38,0 3,0 40121 12,36 48547 13,84 1M3,0 25,0 75,0 3,0 43101 25,27 49414 28,31 1XLM3,5 12,0 50,0 4,0 40125 18,24 48548 20,42 1M4,0 14,0 50,0 4,0 40129 17,26 48549 19,33 1M4,0 25,0 75,0 4,0 43103 28,52 49415 31,95 1XLM4,5 16,0 50,0 6,0 40133 18,37 48550 20,57 1M5,0 16,0 50,0 6,0 40137 18,37 48551 20,57 1M5,0 25,0 75,0 5,0 43107 31,73 49417 35,53 1XLM6,0 19,0 50,0 6,0 40141 21,05 48552 23,59 1M6,0 25,0 75,0 6,0 43105 33,10 49416 37,07 1XLM7,0 19,0 63,0 8,0 40145 28,04 48553 31,41 1M8,0 20,0 63,0 8,0 40149 25,76 48554 28,87 1M8,0 25,0 75,0 8,0 43115 40,18 49418 45,00 1XLM9,0 22,0 75,0 10,0 40153 38,52 48555 43,14 1M
10,0 22,0 75,0 10,0 40157 43,16 48556 48,33 1M10,0 38,0 100,0 10,0 43125 58,21 49419 65,19 1XLM11,0 25,0 75,0 12,0 40161 52,79 48557 59,13 1M12,0 25,0 75,0 12,0 41665 52,88 48558 59,22 1M12,0 50,0 100,0 12,0 43135 83,25 49420 93,23 1XLM12,0 75,0 150,0 12,0 43145 148,93 49421 166,80 1XLM14,0 32,0 89,0 14,0 40169 85,01 48559 90,95 1M14,0 75,0 150,0 14,0 43155 195,30 49422 208,97 1XLM16,0 32,0 89,0 16,0 40173 95,14 48560 101,79 1M16,0 75,0 150,0 16,0 43165 245,05 49423 262,20 1XLM18,0 38,0 100,0 18,0 40177 140,41 48561 150,25 1M18,0 75,0 150,0 18,0 43175 306,74 49424 328,22 1XLM20,0 38,0 100,0 20,0 40181 195,15 48562 208,83 1M20,0 75,0 150,0 20,0 43185 407,91 49425 436,47 1XLM25,0 38,0 100,0 25,0 40185 250,51 48563 268,04 1M25,0 75,0 150,0 25,0 43195 489,47 49426 523,73 1XLM
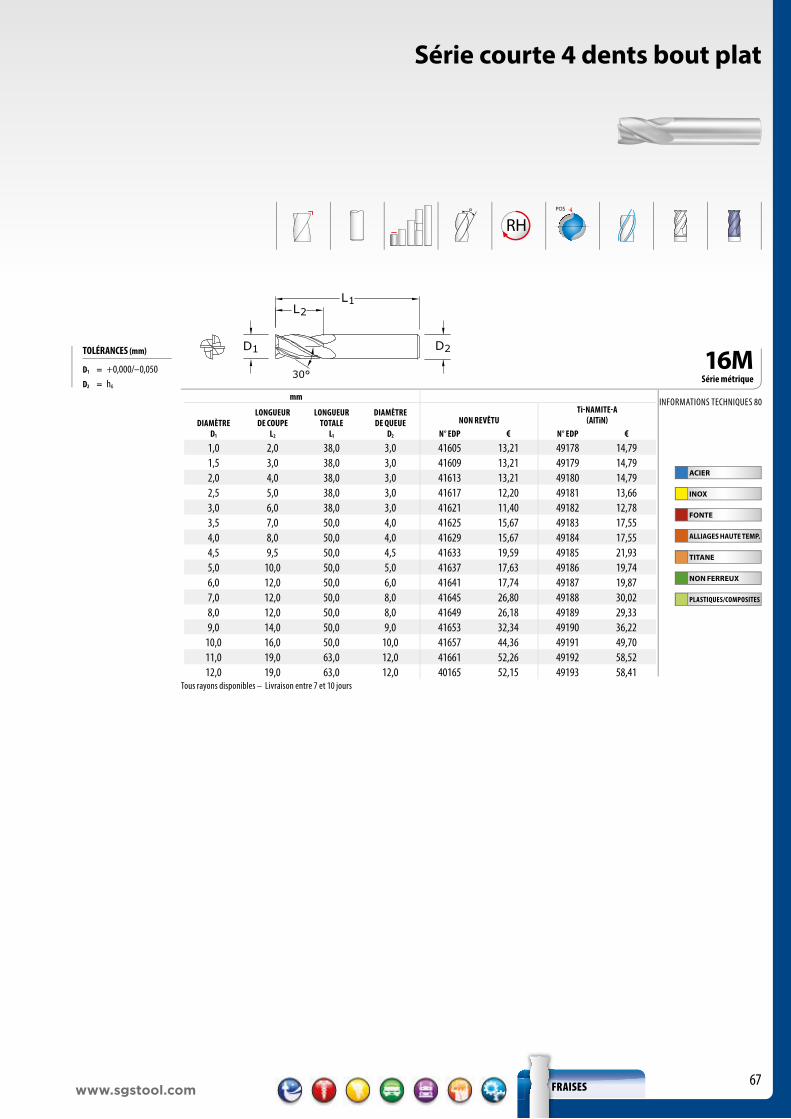
67www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
1,0 2,0 38,0 3,0 41605 13,21 49178 14,791,5 3,0 38,0 3,0 41609 13,21 49179 14,792,0 4,0 38,0 3,0 41613 13,21 49180 14,792,5 5,0 38,0 3,0 41617 12,20 49181 13,663,0 6,0 38,0 3,0 41621 11,40 49182 12,783,5 7,0 50,0 4,0 41625 15,67 49183 17,554,0 8,0 50,0 4,0 41629 15,67 49184 17,554,5 9,5 50,0 4,5 41633 19,59 49185 21,935,0 10,0 50,0 5,0 41637 17,63 49186 19,746,0 12,0 50,0 6,0 41641 17,74 49187 19,877,0 12,0 50,0 8,0 41645 26,80 49188 30,028,0 12,0 50,0 8,0 41649 26,18 49189 29,339,0 14,0 50,0 9,0 41653 32,34 49190 36,22
10,0 16,0 50,0 10,0 41657 44,36 49191 49,7011,0 19,0 63,0 12,0 41661 52,26 49192 58,5212,0 19,0 63,0 12,0 40165 52,15 49193 58,41
16MSérie métrique
Série courte 4 dents bout plat
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6

68www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
14MSérie métrique
Fraise 4 dents double
INFORMATIONS TECHNIQUES 80
Tous rayons disponibles – Livraison entre 7 et 10 jours
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
1,0 2,0 38,0 3,0 41405 20,52 48926 22,991,5 3,0 38,0 3,0 41409 20,52 48927 22,992,0 4,0 38,0 3,0 41413 17,20 48928 19,272,5 5,0 38,0 3,0 41417 17,20 48929 19,273,0 6,0 38,0 3,0 41421 16,07 48930 17,983,5 7,0 50,0 4,0 41425 22,88 48931 25,634,0 8,0 50,0 4,0 41429 22,88 48932 25,634,5 9,5 63,0 4,5 41433 26,44 48933 29,625,0 10,0 63,0 5,0 41437 26,44 48934 29,626,0 12,0 63,0 6,0 41441 30,01 48935 33,617,0 12,0 63,0 8,0 41445 35,61 48936 39,908,0 12,0 63,0 8,0 41449 41,22 48937 46,179,0 14,0 75,0 9,0 41453 51,80 48938 58,03
10,0 14,0 75,0 10,0 41457 59,43 48939 66,5611,0 14,0 75,0 12,0 41461 68,70 48940 76,9312,0 16,0 75,0 12,0 41465 74,94 48941 83,94

69www.sgstool.com
RHPOS
1MB
1XLMB
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
1MB • 1XLMBSérie métrique
Fraise 4 dents en bout hémisphérique
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN) SÉRIEN° EDP € N° EDP €
1,0 4,0 38,0 3,0 40106 17,47 48607 19,57 1MB1,5 4,5 38,0 3,0 40110 17,47 48608 19,57 1MB2,0 6,3 38,0 3,0 40114 17,47 48609 19,57 1MB2,5 9,5 38,0 3,0 40118 17,47 48610 19,57 1MB3,0 12,0 38,0 3,0 40122 15,63 48611 17,51 1MB3,0 25,0 75,0 3,0 43102 30,33 49531 33,96 1XLMB3,5 12,0 50,0 4,0 40126 21,88 48612 24,52 1MB4,0 14,0 50,0 4,0 40130 20,80 48613 23,30 1MB4,0 25,0 75,0 4,0 43104 34,27 49532 38,37 1XLMB4,5 16,0 50,0 6,0 40134 26,20 48614 29,34 1MB5,0 16,0 50,0 6,0 40138 23,97 48615 26,83 1MB5,0 25,0 75,0 5,0 43108 38,08 49534 42,65 1XLMB6,0 19,0 50,0 6,0 40142 25,49 48616 28,54 1MB6,0 25,0 75,0 6,0 43106 39,78 49533 44,56 1XLMB7,0 19,0 63,0 8,0 40146 33,69 48617 37,72 1MB8,0 20,0 63,0 8,0 40150 30,89 48618 34,60 1MB8,0 25,0 75,0 8,0 43116 48,17 49535 53,96 1XLMB9,0 22,0 75,0 10,0 40154 44,36 48619 49,68 1MB
10,0 22,0 75,0 10,0 40158 52,94 48620 59,30 1MB10,0 38,0 100,0 10,0 43126 69,85 49536 78,23 1XLMB11,0 25,0 75,0 12,0 40162 63,39 48621 70,99 1MB12,0 25,0 75,0 12,0 40166 63,53 48622 71,15 1MB12,0 50,0 100,0 12,0 43136 99,97 49537 111,96 1XLMB12,0 75,0 150,0 12,0 43146 178,82 49538 200,27 1XLMB14,0 32,0 89,0 14,0 40170 101,98 48623 109,12 1MB14,0 75,0 150,0 14,0 43156 204,61 49539 218,93 1XLMB16,0 32,0 89,0 16,0 40174 114,15 48624 122,14 1MB16,0 75,0 150,0 16,0 43166 214,85 49540 314,64 1XLMB18,0 38,0 100,0 18,0 40178 168,53 48625 180,31 1MB18,0 75,0 150,0 18,0 43176 368,00 49541 393,75 1XLMB20,0 38,0 100,0 20,0 40182 229,27 48626 245,32 1MB20,0 75,0 150,0 20,0 43186 489,58 49542 523,85 1XLMB25,0 38,0 100,0 25,0 40186 317,83 48627 340,07 1MB25,0 75,0 150,0 25,0 43196 587,33 49543 628,45 1XLMB
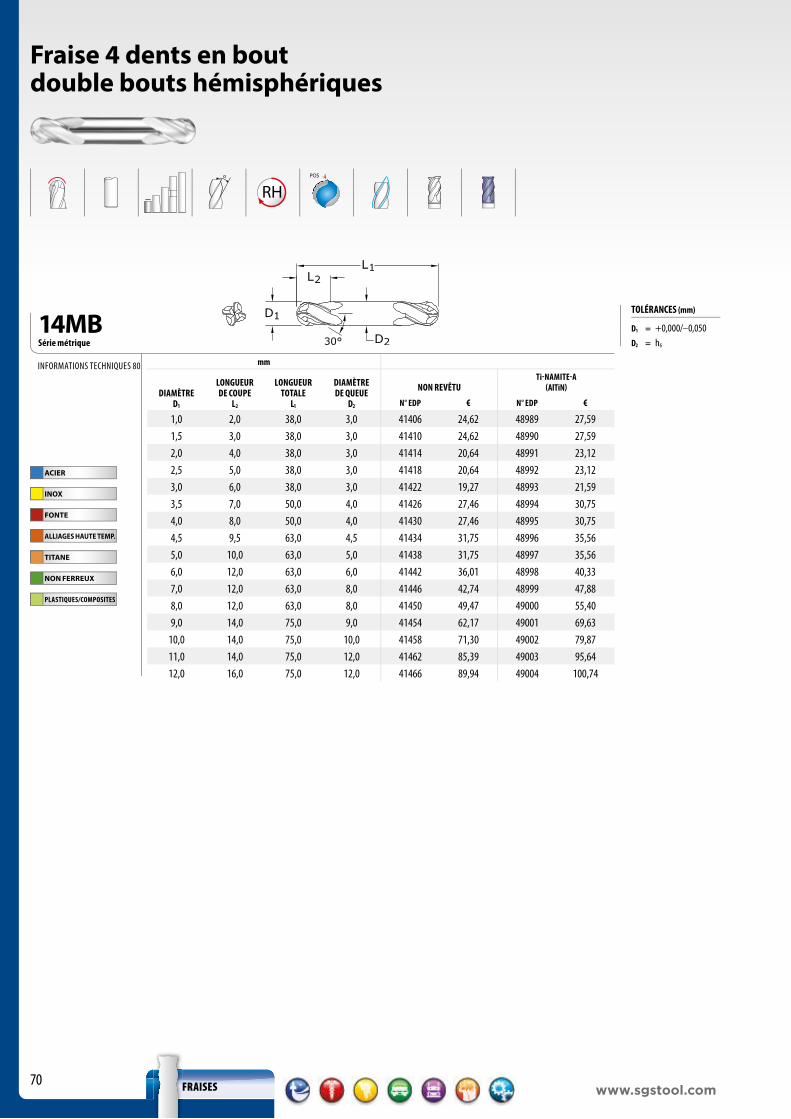
70www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
Fraise 4 dents en bout double bouts hémisphériques
14MBSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
1,0 2,0 38,0 3,0 41406 24,62 48989 27,591,5 3,0 38,0 3,0 41410 24,62 48990 27,592,0 4,0 38,0 3,0 41414 20,64 48991 23,122,5 5,0 38,0 3,0 41418 20,64 48992 23,123,0 6,0 38,0 3,0 41422 19,27 48993 21,593,5 7,0 50,0 4,0 41426 27,46 48994 30,754,0 8,0 50,0 4,0 41430 27,46 48995 30,754,5 9,5 63,0 4,5 41434 31,75 48996 35,565,0 10,0 63,0 5,0 41438 31,75 48997 35,566,0 12,0 63,0 6,0 41442 36,01 48998 40,337,0 12,0 63,0 8,0 41446 42,74 48999 47,888,0 12,0 63,0 8,0 41450 49,47 49000 55,409,0 14,0 75,0 9,0 41454 62,17 49001 69,63
10,0 14,0 75,0 10,0 41458 71,30 49002 79,8711,0 14,0 75,0 12,0 41462 85,39 49003 95,6412,0 16,0 75,0 12,0 41466 89,94 49004 100,74
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6

71www.sgstool.com
RHPOS
FRAISES
17MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
1,0 2,0 38,0 3,0 41705 13,21 49304 14,791,5 3,0 38,0 3,0 41709 13,21 49305 14,792,0 4,0 38,0 3,0 41713 13,21 49306 14,792,5 5,0 38,0 3,0 41717 12,20 49307 13,663,0 6,0 38,0 3,0 41721 11,40 49308 12,783,5 7,0 50,0 4,0 41725 15,67 49309 17,554,0 8,0 50,0 4,0 41729 15,67 49310 17,554,5 9,5 50,0 4,5 41733 19,59 49311 21,935,0 10,0 50,0 5,0 41737 17,63 49312 19,746,0 12,0 50,0 6,0 41741 17,74 49313 19,877,0 12,0 50,0 8,0 41745 26,80 49314 30,028,0 12,0 50,0 8,0 41749 26,18 49315 29,339,0 14,0 50,0 9,0 41753 32,34 49316 36,22
10,0 16,0 50,0 10,0 41757 44,36 49317 49,7011,0 19,0 63,0 12,0 41761 52,26 49318 58,5212,0 19,0 63,0 12,0 41765 52,15 49319 58,41
Série courte 2 dents bout plat
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
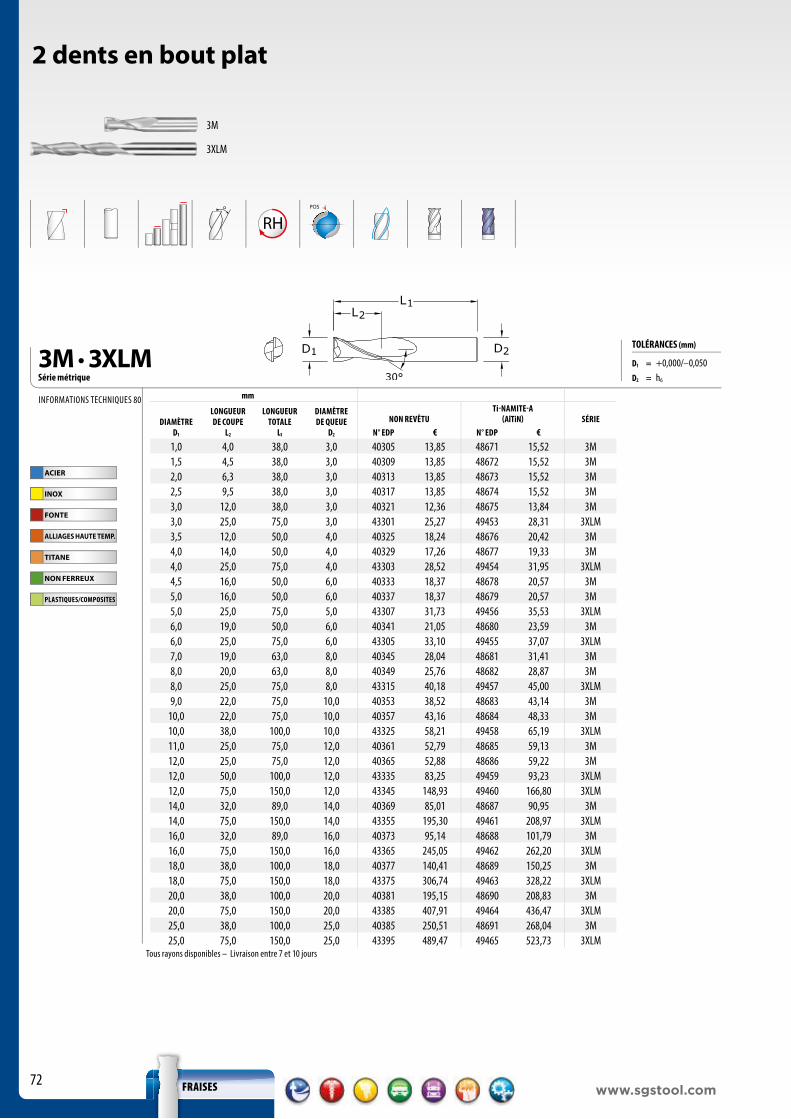
72www.sgstool.com
RHPOS
3M
3XLM
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
2 dents en bout plat
3M • 3XLMSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN) SÉRIEN° EDP € N° EDP €
1,0 4,0 38,0 3,0 40305 13,85 48671 15,52 3M1,5 4,5 38,0 3,0 40309 13,85 48672 15,52 3M2,0 6,3 38,0 3,0 40313 13,85 48673 15,52 3M2,5 9,5 38,0 3,0 40317 13,85 48674 15,52 3M3,0 12,0 38,0 3,0 40321 12,36 48675 13,84 3M3,0 25,0 75,0 3,0 43301 25,27 49453 28,31 3XLM3,5 12,0 50,0 4,0 40325 18,24 48676 20,42 3M4,0 14,0 50,0 4,0 40329 17,26 48677 19,33 3M4,0 25,0 75,0 4,0 43303 28,52 49454 31,95 3XLM4,5 16,0 50,0 6,0 40333 18,37 48678 20,57 3M5,0 16,0 50,0 6,0 40337 18,37 48679 20,57 3M5,0 25,0 75,0 5,0 43307 31,73 49456 35,53 3XLM6,0 19,0 50,0 6,0 40341 21,05 48680 23,59 3M6,0 25,0 75,0 6,0 43305 33,10 49455 37,07 3XLM7,0 19,0 63,0 8,0 40345 28,04 48681 31,41 3M8,0 20,0 63,0 8,0 40349 25,76 48682 28,87 3M8,0 25,0 75,0 8,0 43315 40,18 49457 45,00 3XLM9,0 22,0 75,0 10,0 40353 38,52 48683 43,14 3M
10,0 22,0 75,0 10,0 40357 43,16 48684 48,33 3M10,0 38,0 100,0 10,0 43325 58,21 49458 65,19 3XLM11,0 25,0 75,0 12,0 40361 52,79 48685 59,13 3M12,0 25,0 75,0 12,0 40365 52,88 48686 59,22 3M12,0 50,0 100,0 12,0 43335 83,25 49459 93,23 3XLM12,0 75,0 150,0 12,0 43345 148,93 49460 166,80 3XLM14,0 32,0 89,0 14,0 40369 85,01 48687 90,95 3M14,0 75,0 150,0 14,0 43355 195,30 49461 208,97 3XLM16,0 32,0 89,0 16,0 40373 95,14 48688 101,79 3M16,0 75,0 150,0 16,0 43365 245,05 49462 262,20 3XLM18,0 38,0 100,0 18,0 40377 140,41 48689 150,25 3M18,0 75,0 150,0 18,0 43375 306,74 49463 328,22 3XLM20,0 38,0 100,0 20,0 40381 195,15 48690 208,83 3M20,0 75,0 150,0 20,0 43385 407,91 49464 436,47 3XLM25,0 38,0 100,0 25,0 40385 250,51 48691 268,04 3M25,0 75,0 150,0 25,0 43395 489,47 49465 523,73 3XLM
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 80

73www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
59MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
3,0 9,0 60,0 6,0 43910 34,26 43950 38,364,0 12,0 70,0 6,0 43911 34,26 43951 38,366,0 15,0 80,0 6,0 43912 34,26 43952 38,368,0 20,0 89,0 8,0 43913 41,08 43953 46,01
10,0 25,0 100,0 10,0 43914 58,21 43954 65,1912,0 30,0 110,0 12,0 43915 83,30 43955 93,2914,0 35,0 120,0 16,0 43916 191,14 43956 204,5116,0 40,0 120,0 16,0 43917 191,14 43957 204,5118,0 40,0 130,0 20,0 43918 342,69 43958 366,6920,0 45,0 130,0 20,0 43919 342,69 43959 366,69
2 dents en bout plat série longue
INFORMATIONS TECHNIQUES 80
Tous rayons disponibles – Livraison entre 7 et 10 jours

74www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
15MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
1,0 2,0 38,0 3,0 41505 20,52 49052 22,991,5 3,0 38,0 3,0 41509 20,52 49053 22,992,0 4,0 38,0 3,0 41513 17,20 49054 19,272,5 5,0 38,0 3,0 41517 17,20 49055 19,273,0 6,0 38,0 3,0 41521 16,07 49056 17,983,5 7,0 50,0 4,0 41525 22,88 49057 25,634,0 8,0 50,0 4,0 41529 22,88 49058 25,634,5 9,5 63,0 4,5 41533 26,44 49059 29,625,0 10,0 63,0 5,0 41537 26,44 49060 29,626,0 12,0 63,0 6,0 41541 30,01 49061 33,617,0 12,0 63,0 8,0 41545 35,61 49062 39,908,0 12,0 63,0 8,0 41549 41,22 49063 46,179,0 14,0 75,0 9,0 41553 51,80 49064 58,03
10,0 14,0 75,0 10,0 41557 59,43 49065 66,5611,0 14,0 75,0 12,0 41561 68,70 49066 76,9312,0 16,0 75,0 12,0 41565 74,94 49067 83,94
Fraise 2 dents en double bouts
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
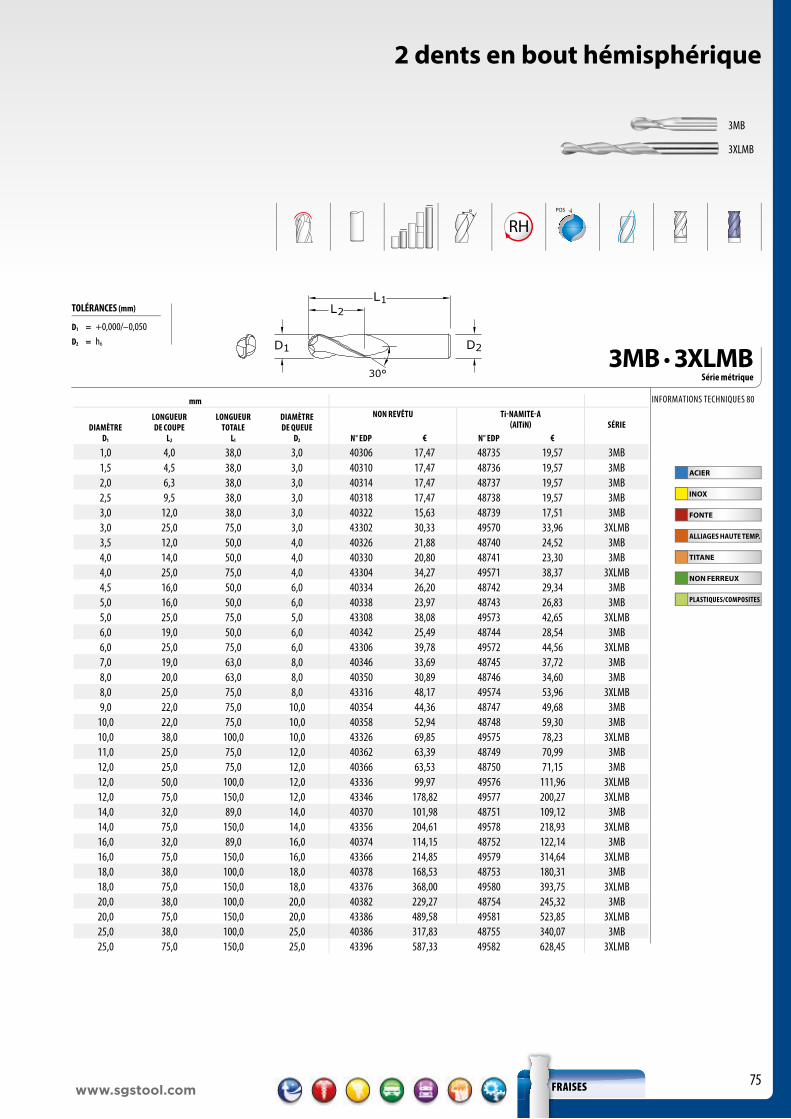
75www.sgstool.com
3MB
3XLMB
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
2 dents en bout hémisphérique
3MB • 3XLMB Série métrique
INFORMATIONS TECHNIQUES 80
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTU Ti-NAMITE-A(AlTiN) SÉRIE
N° EDP € N° EDP €
1,0 4,0 38,0 3,0 40306 17,47 48735 19,57 3MB1,5 4,5 38,0 3,0 40310 17,47 48736 19,57 3MB2,0 6,3 38,0 3,0 40314 17,47 48737 19,57 3MB2,5 9,5 38,0 3,0 40318 17,47 48738 19,57 3MB3,0 12,0 38,0 3,0 40322 15,63 48739 17,51 3MB3,0 25,0 75,0 3,0 43302 30,33 49570 33,96 3XLMB3,5 12,0 50,0 4,0 40326 21,88 48740 24,52 3MB4,0 14,0 50,0 4,0 40330 20,80 48741 23,30 3MB4,0 25,0 75,0 4,0 43304 34,27 49571 38,37 3XLMB4,5 16,0 50,0 6,0 40334 26,20 48742 29,34 3MB5,0 16,0 50,0 6,0 40338 23,97 48743 26,83 3MB5,0 25,0 75,0 5,0 43308 38,08 49573 42,65 3XLMB6,0 19,0 50,0 6,0 40342 25,49 48744 28,54 3MB6,0 25,0 75,0 6,0 43306 39,78 49572 44,56 3XLMB7,0 19,0 63,0 8,0 40346 33,69 48745 37,72 3MB8,0 20,0 63,0 8,0 40350 30,89 48746 34,60 3MB8,0 25,0 75,0 8,0 43316 48,17 49574 53,96 3XLMB9,0 22,0 75,0 10,0 40354 44,36 48747 49,68 3MB
10,0 22,0 75,0 10,0 40358 52,94 48748 59,30 3MB10,0 38,0 100,0 10,0 43326 69,85 49575 78,23 3XLMB11,0 25,0 75,0 12,0 40362 63,39 48749 70,99 3MB12,0 25,0 75,0 12,0 40366 63,53 48750 71,15 3MB12,0 50,0 100,0 12,0 43336 99,97 49576 111,96 3XLMB12,0 75,0 150,0 12,0 43346 178,82 49577 200,27 3XLMB14,0 32,0 89,0 14,0 40370 101,98 48751 109,12 3MB14,0 75,0 150,0 14,0 43356 204,61 49578 218,93 3XLMB16,0 32,0 89,0 16,0 40374 114,15 48752 122,14 3MB16,0 75,0 150,0 16,0 43366 214,85 49579 314,64 3XLMB18,0 38,0 100,0 18,0 40378 168,53 48753 180,31 3MB18,0 75,0 150,0 18,0 43376 368,00 49580 393,75 3XLMB20,0 38,0 100,0 20,0 40382 229,27 48754 245,32 3MB20,0 75,0 150,0 20,0 43386 489,58 49581 523,85 3XLMB25,0 38,0 100,0 25,0 40386 317,83 48755 340,07 3MB25,0 75,0 150,0 25,0 43396 587,33 49582 628,45 3XLMB
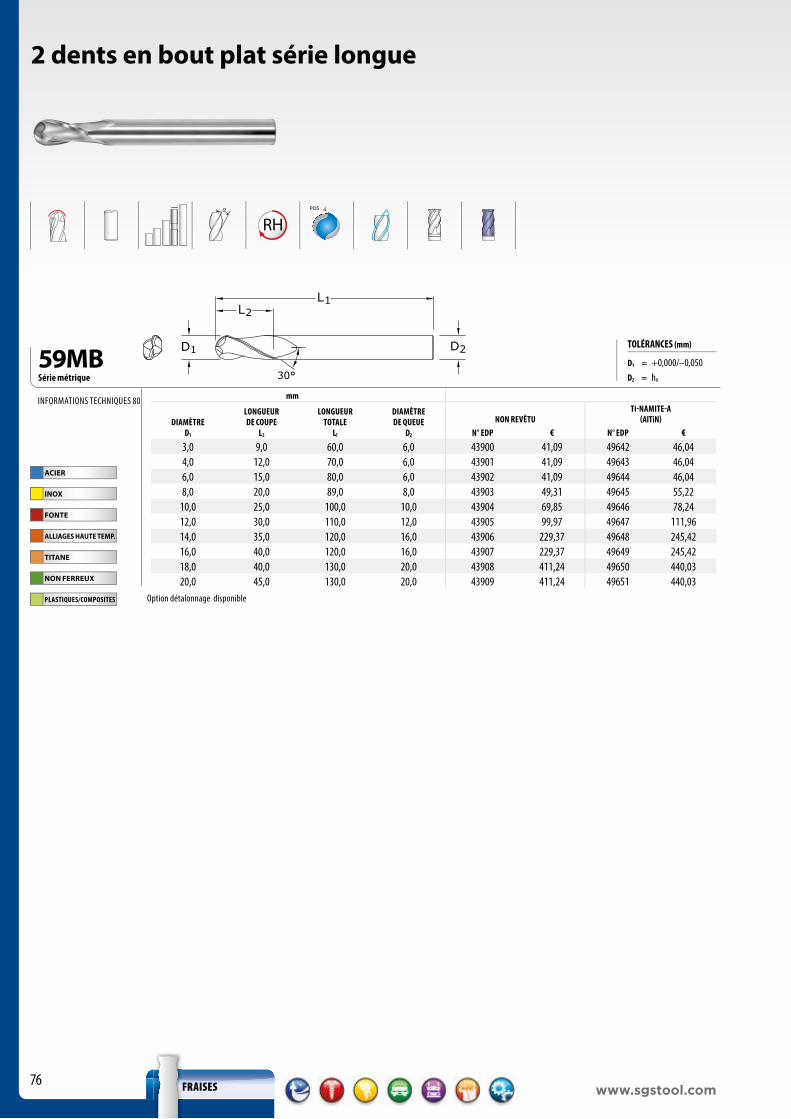
76www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
2 dents en bout plat série longue
59MBSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
3,0 9,0 60,0 6,0 43900 41,09 49642 46,044,0 12,0 70,0 6,0 43901 41,09 49643 46,046,0 15,0 80,0 6,0 43902 41,09 49644 46,048,0 20,0 89,0 8,0 43903 49,31 49645 55,22
10,0 25,0 100,0 10,0 43904 69,85 49646 78,2412,0 30,0 110,0 12,0 43905 99,97 49647 111,9614,0 35,0 120,0 16,0 43906 229,37 49648 245,4216,0 40,0 120,0 16,0 43907 229,37 49649 245,4218,0 40,0 130,0 20,0 43908 411,24 49650 440,0320,0 45,0 130,0 20,0 43909 411,24 49651 440,03
Option détalonnage disponible
INFORMATIONS TECHNIQUES 80
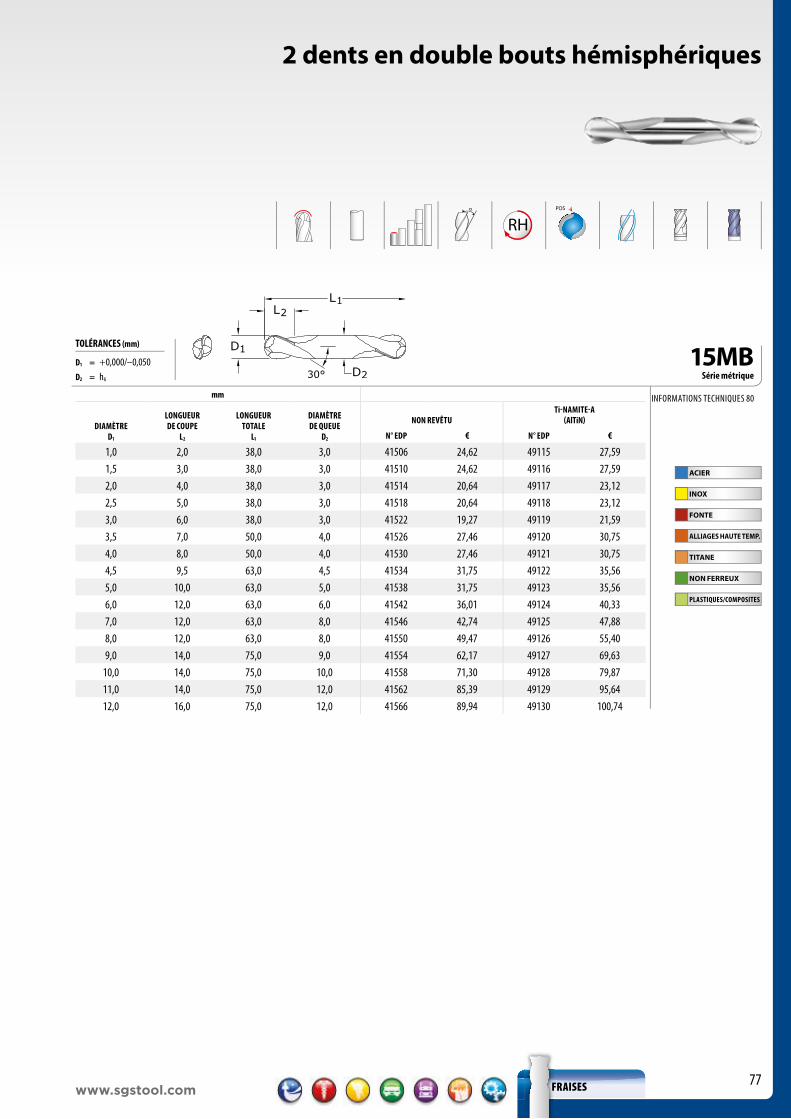
77www.sgstool.com
RHPOS
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
2 dents en double bouts hémisphériques
15MBSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
1,0 2,0 38,0 3,0 41506 24,62 49115 27,591,5 3,0 38,0 3,0 41510 24,62 49116 27,592,0 4,0 38,0 3,0 41514 20,64 49117 23,122,5 5,0 38,0 3,0 41518 20,64 49118 23,123,0 6,0 38,0 3,0 41522 19,27 49119 21,593,5 7,0 50,0 4,0 41526 27,46 49120 30,754,0 8,0 50,0 4,0 41530 27,46 49121 30,754,5 9,5 63,0 4,5 41534 31,75 49122 35,565,0 10,0 63,0 5,0 41538 31,75 49123 35,566,0 12,0 63,0 6,0 41542 36,01 49124 40,337,0 12,0 63,0 8,0 41546 42,74 49125 47,888,0 12,0 63,0 8,0 41550 49,47 49126 55,409,0 14,0 75,0 9,0 41554 62,17 49127 69,63
10,0 14,0 75,0 10,0 41558 71,30 49128 79,8711,0 14,0 75,0 12,0 41562 85,39 49129 95,6412,0 16,0 75,0 12,0 41566 89,94 49130 100,74
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
INFORMATIONS TECHNIQUES 80
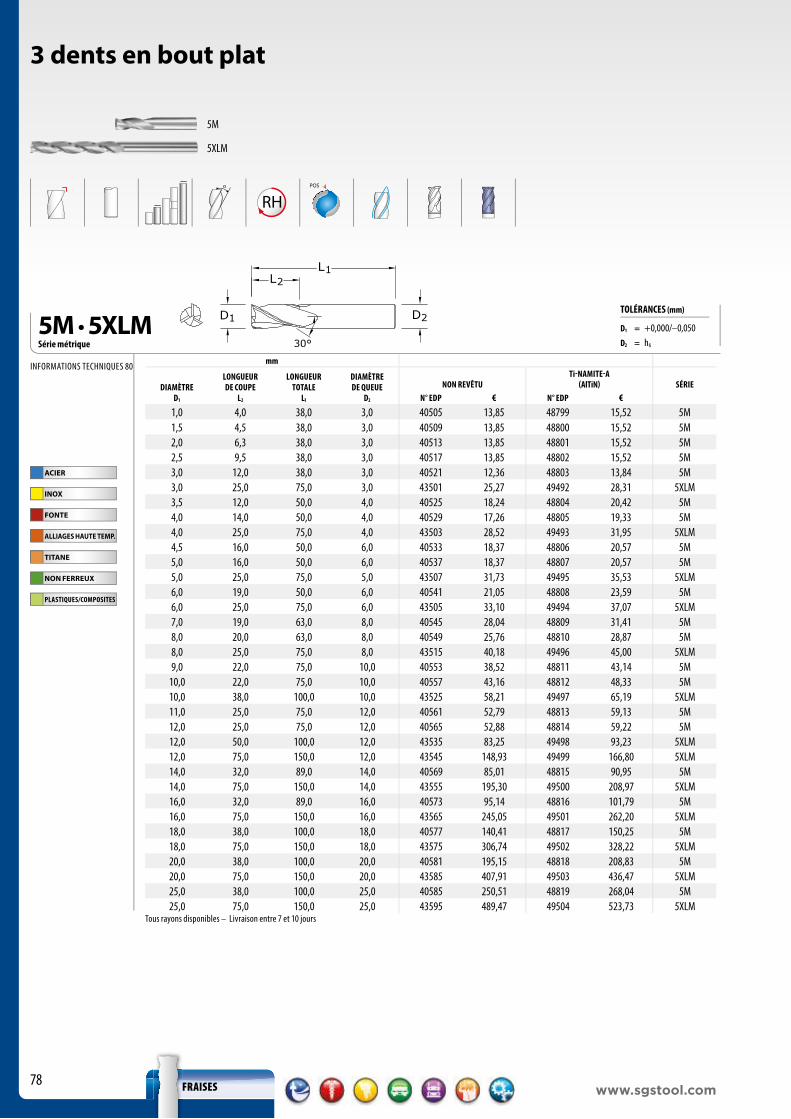
78www.sgstool.com
RHPOS
5M
5XLM
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
3 dents en bout plat
5M • 5XLM Série métrique
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
Tous rayons disponibles – Livraison entre 7 et 10 jours
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN) SÉRIEN° EDP € N° EDP €
1,0 4,0 38,0 3,0 40505 13,85 48799 15,52 5M1,5 4,5 38,0 3,0 40509 13,85 48800 15,52 5M2,0 6,3 38,0 3,0 40513 13,85 48801 15,52 5M2,5 9,5 38,0 3,0 40517 13,85 48802 15,52 5M3,0 12,0 38,0 3,0 40521 12,36 48803 13,84 5M3,0 25,0 75,0 3,0 43501 25,27 49492 28,31 5XLM3,5 12,0 50,0 4,0 40525 18,24 48804 20,42 5M4,0 14,0 50,0 4,0 40529 17,26 48805 19,33 5M4,0 25,0 75,0 4,0 43503 28,52 49493 31,95 5XLM4,5 16,0 50,0 6,0 40533 18,37 48806 20,57 5M5,0 16,0 50,0 6,0 40537 18,37 48807 20,57 5M5,0 25,0 75,0 5,0 43507 31,73 49495 35,53 5XLM6,0 19,0 50,0 6,0 40541 21,05 48808 23,59 5M6,0 25,0 75,0 6,0 43505 33,10 49494 37,07 5XLM7,0 19,0 63,0 8,0 40545 28,04 48809 31,41 5M8,0 20,0 63,0 8,0 40549 25,76 48810 28,87 5M8,0 25,0 75,0 8,0 43515 40,18 49496 45,00 5XLM9,0 22,0 75,0 10,0 40553 38,52 48811 43,14 5M
10,0 22,0 75,0 10,0 40557 43,16 48812 48,33 5M10,0 38,0 100,0 10,0 43525 58,21 49497 65,19 5XLM11,0 25,0 75,0 12,0 40561 52,79 48813 59,13 5M12,0 25,0 75,0 12,0 40565 52,88 48814 59,22 5M12,0 50,0 100,0 12,0 43535 83,25 49498 93,23 5XLM12,0 75,0 150,0 12,0 43545 148,93 49499 166,80 5XLM14,0 32,0 89,0 14,0 40569 85,01 48815 90,95 5M14,0 75,0 150,0 14,0 43555 195,30 49500 208,97 5XLM16,0 32,0 89,0 16,0 40573 95,14 48816 101,79 5M16,0 75,0 150,0 16,0 43565 245,05 49501 262,20 5XLM18,0 38,0 100,0 18,0 40577 140,41 48817 150,25 5M18,0 75,0 150,0 18,0 43575 306,74 49502 328,22 5XLM20,0 38,0 100,0 20,0 40581 195,15 48818 208,83 5M20,0 75,0 150,0 20,0 43585 407,91 49503 436,47 5XLM25,0 38,0 100,0 25,0 40585 250,51 48819 268,04 5M25,0 75,0 150,0 25,0 43595 489,47 49504 523,73 5XLM
INFORMATIONS TECHNIQUES 80
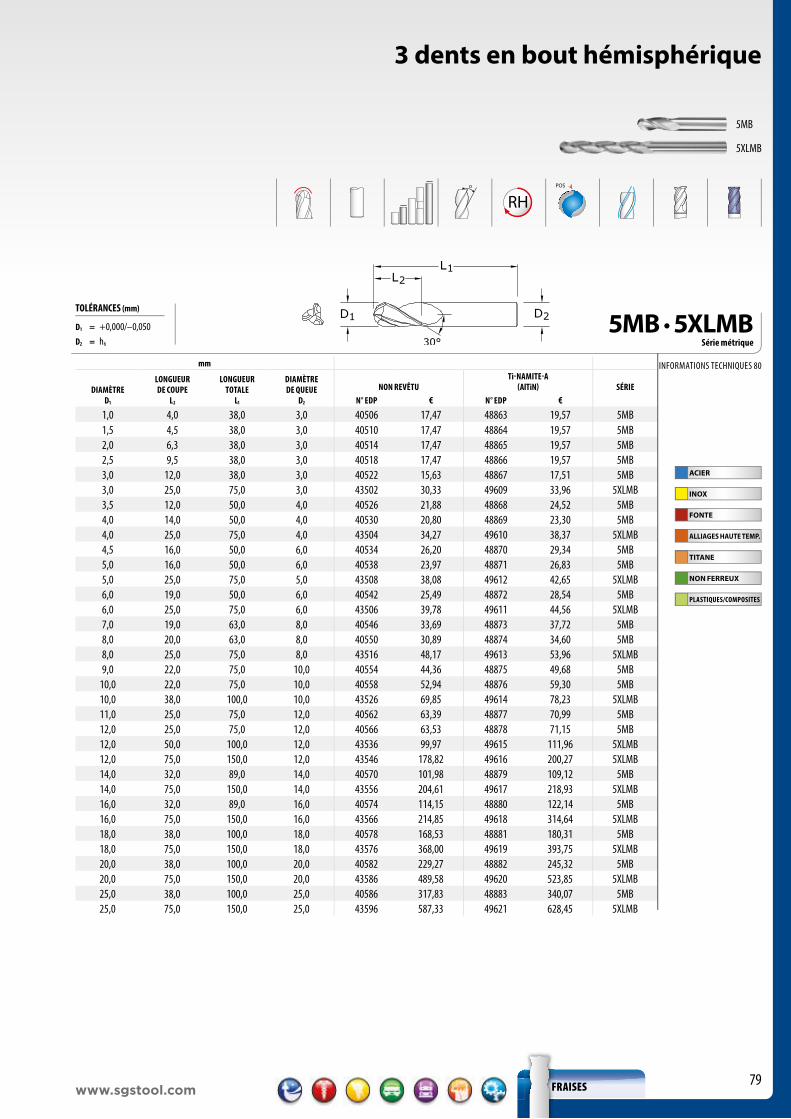
79www.sgstool.com
RHPOS
5MB
5XLMB
FRAISES
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
3 dents en bout hémisphérique
TOLÉRANCES (mm)
D1 = +0,000/–0,050D2 = h6
5MB • 5XLMBSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUTi-NAMITE-A
(AlTiN) SÉRIEN° EDP € N° EDP €
1,0 4,0 38,0 3,0 40506 17,47 48863 19,57 5MB1,5 4,5 38,0 3,0 40510 17,47 48864 19,57 5MB2,0 6,3 38,0 3,0 40514 17,47 48865 19,57 5MB2,5 9,5 38,0 3,0 40518 17,47 48866 19,57 5MB3,0 12,0 38,0 3,0 40522 15,63 48867 17,51 5MB3,0 25,0 75,0 3,0 43502 30,33 49609 33,96 5XLMB3,5 12,0 50,0 4,0 40526 21,88 48868 24,52 5MB4,0 14,0 50,0 4,0 40530 20,80 48869 23,30 5MB4,0 25,0 75,0 4,0 43504 34,27 49610 38,37 5XLMB4,5 16,0 50,0 6,0 40534 26,20 48870 29,34 5MB5,0 16,0 50,0 6,0 40538 23,97 48871 26,83 5MB5,0 25,0 75,0 5,0 43508 38,08 49612 42,65 5XLMB6,0 19,0 50,0 6,0 40542 25,49 48872 28,54 5MB6,0 25,0 75,0 6,0 43506 39,78 49611 44,56 5XLMB7,0 19,0 63,0 8,0 40546 33,69 48873 37,72 5MB8,0 20,0 63,0 8,0 40550 30,89 48874 34,60 5MB8,0 25,0 75,0 8,0 43516 48,17 49613 53,96 5XLMB9,0 22,0 75,0 10,0 40554 44,36 48875 49,68 5MB
10,0 22,0 75,0 10,0 40558 52,94 48876 59,30 5MB10,0 38,0 100,0 10,0 43526 69,85 49614 78,23 5XLMB11,0 25,0 75,0 12,0 40562 63,39 48877 70,99 5MB12,0 25,0 75,0 12,0 40566 63,53 48878 71,15 5MB12,0 50,0 100,0 12,0 43536 99,97 49615 111,96 5XLMB12,0 75,0 150,0 12,0 43546 178,82 49616 200,27 5XLMB14,0 32,0 89,0 14,0 40570 101,98 48879 109,12 5MB14,0 75,0 150,0 14,0 43556 204,61 49617 218,93 5XLMB16,0 32,0 89,0 16,0 40574 114,15 48880 122,14 5MB16,0 75,0 150,0 16,0 43566 214,85 49618 314,64 5XLMB18,0 38,0 100,0 18,0 40578 168,53 48881 180,31 5MB18,0 75,0 150,0 18,0 43576 368,00 49619 393,75 5XLMB20,0 38,0 100,0 20,0 40582 229,27 48882 245,32 5MB20,0 75,0 150,0 20,0 43586 489,58 49620 523,85 5XLMB25,0 38,0 100,0 25,0 40586 317,83 48883 340,07 5MB25,0 75,0 150,0 25,0 43596 587,33 49621 628,45 5XLMB
INFORMATIONS TECHNIQUES 80

80www.sgstool.comFRAISES
Recommandations techniques
1M, 3M, 5M, 14M, 15M, 16M, 17M, 59MSérie métrique
DURETÉ TYPE VITESSE (m/min) AVANCE (mm/dent)
BRINELL d’opération AlTiN TiCN TiN non 0.40 0.75 1.5 3 6 10 12 20 25
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 10L50, 1525, 1536
≤ 225rainurage 101 98 94 78 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070
contournage 140 134 129 107 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070
finition 209 201 193 161 0.0018 0.0034 0.0070 0.017 0.043 0.091 0.110 0.147 0.160
■ ■ FAIBLEMENT ALLIE4140, 4150, 4340, 5150, 8630
≤ 275rainurage 74 72 69 57 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052
contournage 102 98 94 79 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052
finition 154 148 142 118 0.0013 0.0027 0.0053 0.012 0.034 0.069 0.082 0.109 0.120
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250rainurage 70 67 64 54 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052
contournage 96 92 88 74 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052
finition 144 138 133 111 0.0013 0.0027 0.0053 0.012 0.034 0.069 0.082 0.109 0.120
■ ■ FONTE Grise, malléable, ductile
≤ 200rainurage 74 72 69 57 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070
contournage 102 98 94 79 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070
finition 154 148 142 118 0.0018 0.0034 0.0070 0.017 0.043 0.091 0.110 0.147 0.160
■ ■ ACIER INOXYDABLE303, 420F, 440F
≤ 185rainurage 82 79 76 63 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052
contournage 113 109 105 87 0.0005 0.0012 0.0022 0.006 0.014 0.029 0.036 0.048 0.052
finition 170 163 157 131 0.0013 0.0027 0.0053 0.012 0.034 0.069 0.082 0.109 0.120
■ ■ ACIER INOXYDABLE304, 316, 17-4PH
≤ 185rainurage 57 55 53 44 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042
contournage 78 76 73 60 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042
finition 118 113 109 91 0.0010 0.0022 0.0041 0.010 0.026 0.056 0.067 0.088 0.097
■ ■ TITANETi5Al-5V-5Mo, Ti6Al4V
≤ 350rainurage 40 38 37 30 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042
contournage 55 52 50 42 0.0005 0.0010 0.0019 0.004 0.012 0.024 0.029 0.037 0.042
finition 82 79 76 63 0.0010 0.0022 0.0041 0.010 0.026 0.056 0.067 0.088 0.097
■ ■ ALLIAGE HAUTE TEMPERATUREIncoloy, Inconel, Rene, Waspalloy
≤ 300rainurage 14 14 13 11 0.0005 0.0007 0.0014 0.004 0.010 0.021 0.024 0.032 0.035
contournage 20 19 18 15 0.0005 0.0007 0.0014 0.004 0.010 0.021 0.024 0.032 0.035
finition 30 28 27 23 0.0010 0.0017 0.0034 0.008 0.022 0.045 0.055 0.075 0.080
■ ■ ALUMINIUM 2017, 2024, 356, 6061, 7075
≤ 150rainurage – 195 – 195 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140
contournage – 268 – 268 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140
finition – 402 – 402 0.0036 0.0071 0.0137 0.033 0.089 0.184 0.221 0.293 0.320
■ ■ ALLIAGE DE CUIVRE cuivre au béryllium, C110, Muntz, laiton
≤ 140rainurage – 107 – 107 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070
contournage – 148 – 148 0.0008 0.0015 0.0031 0.007 0.019 0.040 0.048 0.064 0.070
finition – 221 – 221 0.0018 0.0034 0.0070 0.017 0.043 0.091 0.110 0.147 0.160
■ ■ PLASTIQUE polycarbonate, CPV, polypropylène
rainurage – 195 – 195 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140
contournage – 268 – 268 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140
finition – 402 – 402 0.0036 0.0071 0.0137 0.033 0.089 0.184 0.221 0.293 0.320
GRAPHITErainurage – 146 – 146 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140
contournage – 201 – 201 0.0015 0.0032 0.0060 0.014 0.038 0.080 0.096 0.128 0.140
finition – 302 – 302 0.0036 0.0071 0.0137 0.033 0.089 0.184 0.221 0.293 0.320
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no. de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux
mentionnés• Les outils avec une longueur de coupe importante ne conviennent
pas pour usiner des poches, ou contourner avec engagement radial important ae – limite Rw à 0.02D
• Limitez la profondeur de coupe pour les séries longue, extra longue à 0,05 x D1 pour réaliser des nervures ou du profilé
* Les passes de finition demandent habituellement des engagements radiaux (ae) de 0.02 x D1 maximum
• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)
RAINURAGE CONTOURNAGE FINITION / UGV*
4 dentsap = 0.4 x D1
ae = D1
3 dentsap = 0.5 x D1
ae = D1
2 dentsap = D1
ae = D1
4, 3 dentsap = 1.5 x D1
ae = 0.25 x D1
2 dentsap = 1.5 x D1
ae = 0.5 x D1
4, 3, 2 dentsap = 1.5 x D1
ae = 0.05 x D1
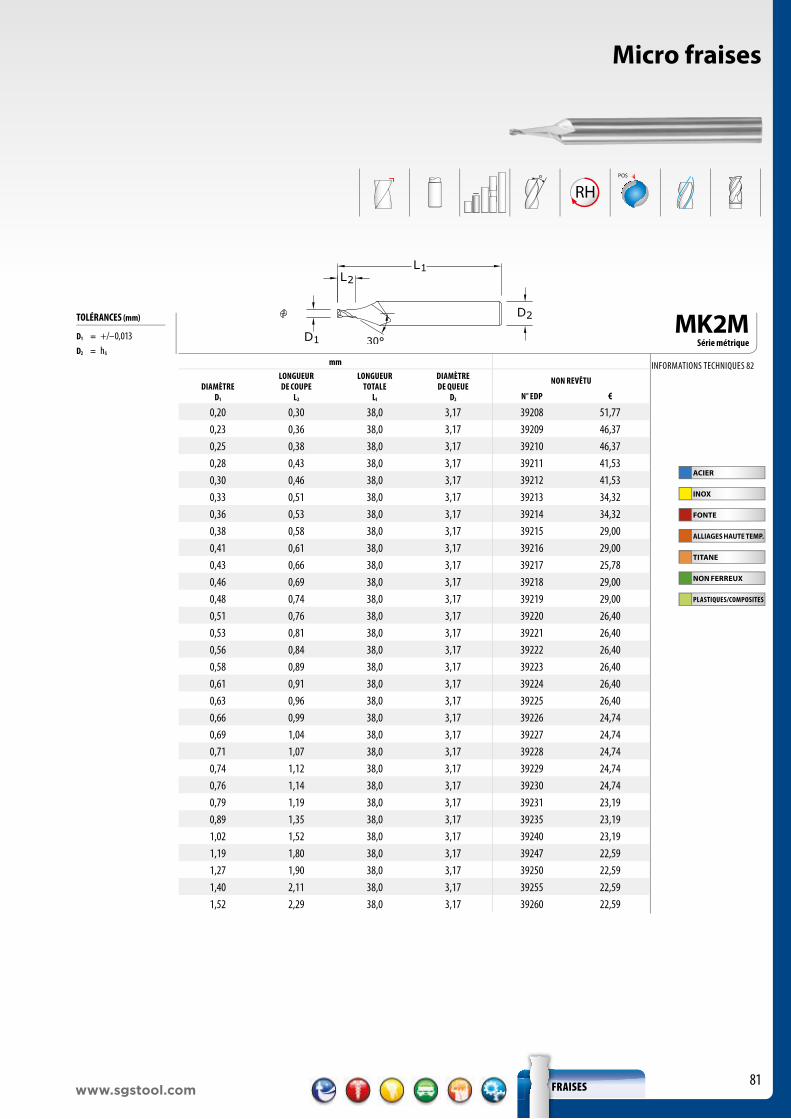
81www.sgstool.com
RHPOS
FRAISES
Micro fraises
MK2MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTU
N° EDP €
0,20 0,30 38,0 3,17 39208 51,770,23 0,36 38,0 3,17 39209 46,370,25 0,38 38,0 3,17 39210 46,370,28 0,43 38,0 3,17 39211 41,530,30 0,46 38,0 3,17 39212 41,530,33 0,51 38,0 3,17 39213 34,320,36 0,53 38,0 3,17 39214 34,320,38 0,58 38,0 3,17 39215 29,000,41 0,61 38,0 3,17 39216 29,000,43 0,66 38,0 3,17 39217 25,780,46 0,69 38,0 3,17 39218 29,000,48 0,74 38,0 3,17 39219 29,000,51 0,76 38,0 3,17 39220 26,400,53 0,81 38,0 3,17 39221 26,400,56 0,84 38,0 3,17 39222 26,400,58 0,89 38,0 3,17 39223 26,400,61 0,91 38,0 3,17 39224 26,400,63 0,96 38,0 3,17 39225 26,400,66 0,99 38,0 3,17 39226 24,740,69 1,04 38,0 3,17 39227 24,740,71 1,07 38,0 3,17 39228 24,740,74 1,12 38,0 3,17 39229 24,740,76 1,14 38,0 3,17 39230 24,740,79 1,19 38,0 3,17 39231 23,190,89 1,35 38,0 3,17 39235 23,191,02 1,52 38,0 3,17 39240 23,191,19 1,80 38,0 3,17 39247 22,591,27 1,90 38,0 3,17 39250 22,591,40 2,11 38,0 3,17 39255 22,591,52 2,29 38,0 3,17 39260 22,59
TOLÉRANCES (mm)
D1 = +/–0,013D2 = h6
INFORMATIONS TECHNIQUES 82
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES

82www.sgstool.comFRAISES
Recommandations techniques
MK2MSérie métrique
DURETÉ TYPE VITESSE AVANCE (mm/dent)
BRINELL d’opération m/min .20 .41 .79 1.02 1.52
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 10L50, 1525, 1536
≤ 175rainurage 78 0.00041 0.0008 0.0015 0.0023 0.0033
contournage 98 0.00046 0.0010 0.0018 0.0028 0.0036finition 127 0.00094 0.0018 0.0036 0.0056 0.0074
■ ■ FAIBLEMENT ALLIE4140, 4150, 4340, 5150, 8630
≤ 275rainurage 57 0.00030 0.0005 0.0013 0.0018 0.0023
contournage 72 0.00036 0.0008 0.0013 0.0020 0.0028finition 93 0.00071 0.0013 0.0028 0.0041 0.0056
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250rainurage 54 0.00030 0.0005 0.0013 0.0018 0.0023
contournage 67 0.00036 0.0008 0.0013 0.0020 0.0028finition 87 0.00071 0.0013 0.0028 0.0041 0.0056
■ ■ FONTE Grise, malléable, ductile
≤ 220rainurage 57 0.00041 0.0008 0.0015 0.0023 0.0033
contournage 72 0.00046 0.0010 0.0018 0.0028 0.0036finition 93 0.00094 0.0018 0.0036 0.0056 0.0074
■ ■ ACIER INOXYDABLE303, 420F, 440F
≤ 275rainurage 63 0.00030 0.0005 0.0013 0.0018 0.0023
contournage 79 0.00036 0.0008 0.0013 0.0020 0.0028finition 103 0.00071 0.0013 0.0028 0.0041 0.0056
■ ■ ACIER INOXYDABLE304, 316, 17-4PH
≤ 275rainurage 44 0.00025 0.0005 0.0010 0.0015 0.0020
contournage 55 0.00028 0.0005 0.0010 0.0015 0.0023finition 71 0.00056 0.0010 0.0023 0.0033 0.0043
■ ■ TITANETi5Al-5V-5Mo, Ti6Al4V, Ti-7Al4Mo
≤ 350rainurage 30 0.00025 0.0005 0.0010 0.0015 0.0020
contournage 38 0.00028 0.0005 0.0010 0.0015 0.0023finition 49 0.00056 0.0010 0.0023 0.0033 0.0043
■ ■ ALLIAGE HAUTE TEMPERATUREIncoloy, Inconel,Rene, Waspalloy
≤ 300rainurage 11 0.00020 0.0005 0.0008 0.0013 0.0015
contournage 14 0.00023 0.0005 0.0010 0.0013 0.0018finition 18 0.00046 0.0010 0.0018 0.0028 0.0036
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 150rainurage 195 0.00081 0.0015 0.0033 0.0048 0.0064
contournage 244 0.00094 0.0018 0.0036 0.0056 0.0074finition 317 0.00185 0.0036 0.0074 0.0109 0.0145
■ ■ ALLIAGE DE CUIVRE Aluminium bronze,C110, Muntz, laiton
≤ 140rainurage 59 0.00041 0.0008 0.0015 0.0023 0.0033
contournage 73 0.00046 0.0010 0.0018 0.0028 0.0036finition 95 0.00094 0.0018 0.0036 0.0056 0.0074
■ ■ PLASTIQUE polycarbonate, CPV, polypropylène
rainurage 195 0.00081 0.0015 0.0033 0.0048 0.0064contournage 244 0.00094 0.0018 0.0036 0.0056 0.0074
finition 317 0.00185 0.0036 0.0074 0.0109 0.0145
GRAPHITErainurage 146 0.00081 0.0015 0.0033 0.0048 0.0064
contournage 183 0.00094 0.0018 0.0036 0.0056 0.0074finition 238 0.00185 0.0036 0.0074 0.0109 0.0145
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Réduire la vitesse selon la machine• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés• Les passes de finition demandent habituellement des engagements radiaux (ae) de
0.02 x D1 maximum• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)
RAINURAGE CONTOURNAGE FINITION / UGV*
ap = D1
ae = D1
ap = 1.5 x D1
ae = 0.5 x D1
ap = 1.5 x D1
ae = 0.05 x D1

83www.sgstool.com
RHPOS
FRAISES
61MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
NOMBRE DE DENTS
Ti-NAMITE-A(AlTiN)
N° EDP €
6,0 19,0 63,0 6,0 1,14 3 46110 81,998,0 19,0 63,0 8,0 1,14 3 46111 93,73
10,0 22,0 72,0 10,0 1,52 3 46114 117,5912,0 26,0 83,0 12,0 1,52 4 46118 164,0816,0 32,0 92,0 16,0 1,52 4 46122 230,3420,0 38,0 104,0 20,0 1,52 4 46132 324,3125,0 44,0 104,0 25,0 1,52 5 46133 456,90
TOLÉRANCES h10 (mm)
D1 = +0,000/–0,100D2 = h6
R = +0,127/–0,127
Série 61
ACIER
INOX
FONTE
Tous rayons disponibles – Livraison entre 7 et 10 jours
INFORMATIONS TECHNIQUES 84

84www.sgstool.comFRAISES
Recommandations techniques
61MSérie métrique
DURETÉ SÉRIE TYPE VITESSE (m/min) AVANCE (mm/dent)
BRINELL d’opération AlTiN TiCN TiN non 6 10 12 20 25
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 10L50, 1525, 1536
≤ 175
61M
rainurage 122 117 113 – 0.014 0.029 0.034 0.045 0.050
contournage 152 146 140 – 0.014 0.029 0.034 0.045 0.050
finition 168 162 154 – 0.017 0.032 0.038 0.051 0.058
> 175≤ 275
rainurage 101 96 91 – 0.014 0.029 0.034 0.045 0.050
contournage 126 122 116 – 0.014 0.029 0.034 0.045 0.050
finition 146 140 136 – 0.017 0.032 0.038 0.051 0.058
■ ■ FAIBLEMENT ALLIE4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
≤ 275
61M
rainurage 90 85 82 – 0.010 0.021 0.026 0.035 0.038
contournage 111 108 104 – 0.010 0.021 0.026 0.035 0.038
finition 122 119 113 – 0.012 0.027 0.029 0.040 0.045
> 275≤ 375
rainurage 61 58 56 – 0.010 0.021 0.026 0.035 0.038
contournage 76 73 70 – 0.010 0.021 0.026 0.035 0.038
finition 84 81 78 – 0.012 0.027 0.029 0.040 0.045
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250
61M
rainurage 84 81 78 – 0.014 0.024 0.036 0.048 0.053
contournage 105 101 96 – 0.014 0.024 0.036 0.048 0.053
finition 116 111 107 – 0.017 0.029 0.041 0.056 0.060
> 250≤ 375
rainurage 52 49 47 – 0.012 0.024 0.029 0.037 0.043
contournage 64 62 59 – 0.012 0.024 0.029 0.037 0.043
finition 70 69 66 – 0.014 0.027 0.034 0.045 0.048
■ ■ FONTE Grise, malléable, ductile
≤ 220
61M
rainurage 90 85 82 – 0.019 0.040 0.048 0.064 0.070
contournage 111 108 104 – 0.019 0.040 0.048 0.064 0.070
finition 123 119 113 – 0.022 0.045 0.055 0.075 0.080
> 220≤ 260
rainurage 69 66 64 – 0.014 0.024 0.036 0.048 0.053
contournage 85 82 79 – 0.014 0.024 0.036 0.048 0.053
finition 94 91 87 – 0.017 0.029 0.041 0.056 0.060
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min
• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux
mentionnés • Se reporter à l’assistant d’outils SGS pour des informations techniques plus
complètes (disponibles sur le site www.sgstool.com)
RAINURAGE CONTOURNAGE FINITION / UGV
ap = D1
ae = D1
ap = D1
ae = 0.5 x D1
ap = 1.5 x D1
ae = 0.25 x D1
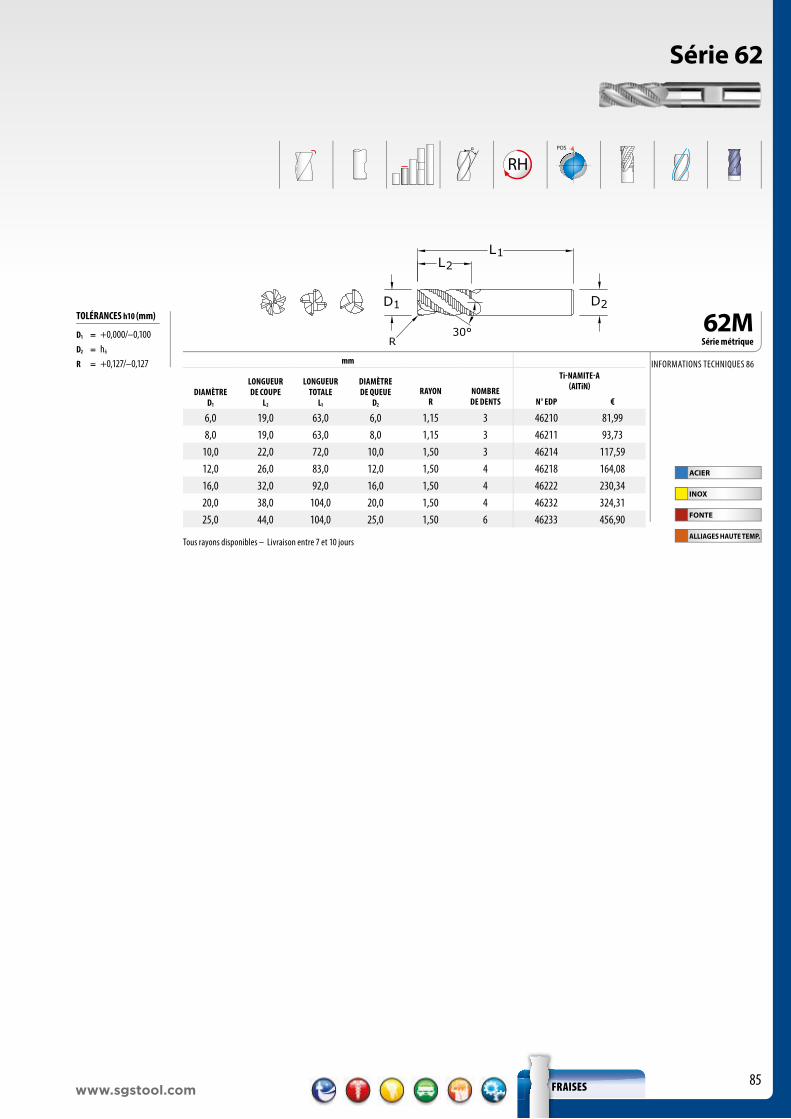
85www.sgstool.com
RHPOS
FRAISES
Série 62
62MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
RAYON R
NOMBRE DE DENTS
Ti-NAMITE-A(AlTiN)
N° EDP €
6,0 19,0 63,0 6,0 1,15 3 46210 81,998,0 19,0 63,0 8,0 1,15 3 46211 93,73
10,0 22,0 72,0 10,0 1,50 3 46214 117,5912,0 26,0 83,0 12,0 1,50 4 46218 164,0816,0 32,0 92,0 16,0 1,50 4 46222 230,3420,0 38,0 104,0 20,0 1,50 4 46232 324,3125,0 44,0 104,0 25,0 1,50 6 46233 456,90
INFORMATIONS TECHNIQUES 86
TOLÉRANCES h10 (mm)
D1 = +0,000/–0,100D2 = h6
R = +0,127/–0,127
2D
L1L2
1D
≠
41°
Tous rayons disponibles – Livraison entre 7 et 10 jours
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
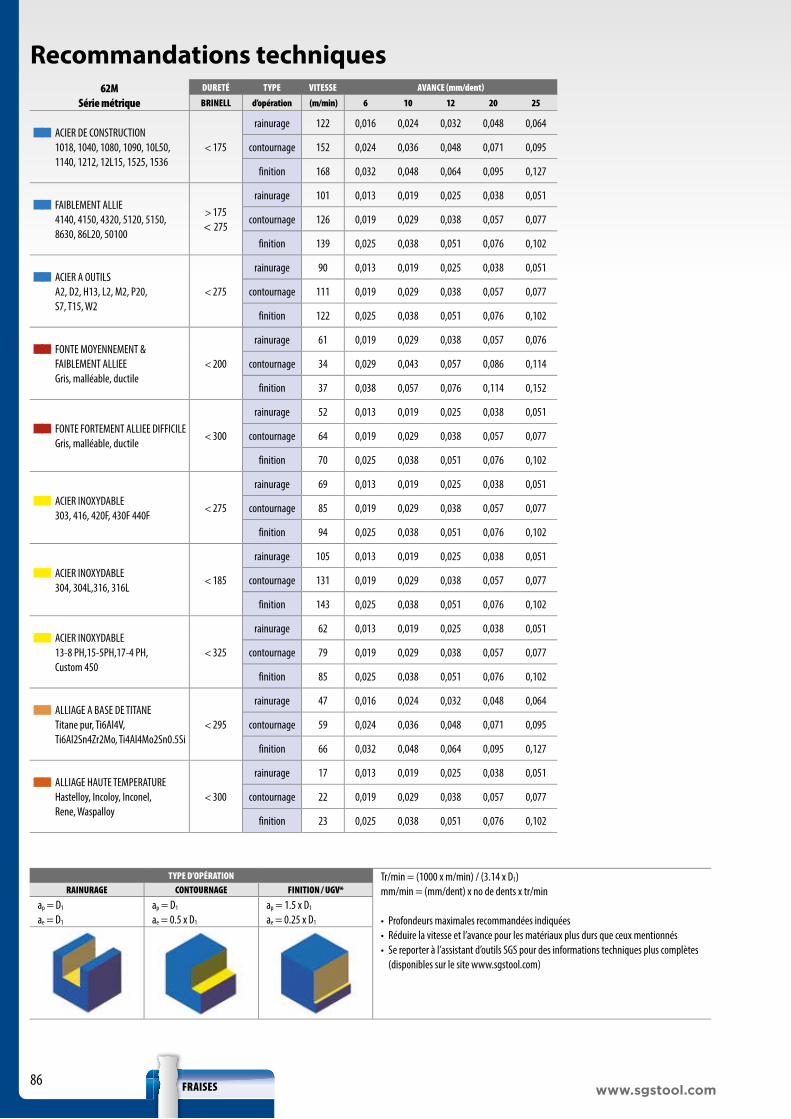
86www.sgstool.comFRAISES
Recommandations techniques62M
Série métriqueDURETÉ TYPE VITESSE AVANCE (mm/dent)
BRINELL d’opération (m/min) 6 10 12 20 25
■ ■ ACIER DE CONSTRUCTION1018, 1040, 1080, 1090, 10L50,1140, 1212, 12L15, 1525, 1536
< 175
rainurage 122 0,016 0,024 0,032 0,048 0,064
contournage 152 0,024 0,036 0,048 0,071 0,095
finition 168 0,032 0,048 0,064 0,095 0,127
■ ■ FAIBLEMENT ALLIE4140, 4150, 4320, 5120, 5150, 8630, 86L20, 50100
> 175< 275
rainurage 101 0,013 0,019 0,025 0,038 0,051
contournage 126 0,019 0,029 0,038 0,057 0,077
finition 139 0,025 0,038 0,051 0,076 0,102
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2, P20, S7, T15, W2
< 275
rainurage 90 0,013 0,019 0,025 0,038 0,051
contournage 111 0,019 0,029 0,038 0,057 0,077
finition 122 0,025 0,038 0,051 0,076 0,102
■ ■ FONTE MOYENNEMENT & FAIBLEMENT ALLIEE Gris, malléable, ductile
< 200
rainurage 61 0,019 0,029 0,038 0,057 0,076
contournage 34 0,029 0,043 0,057 0,086 0,114
finition 37 0,038 0,057 0,076 0,114 0,152
■ ■ FONTE FORTEMENT ALLIEE DIFFICILEGris, malléable, ductile
< 300
rainurage 52 0,013 0,019 0,025 0,038 0,051
contournage 64 0,019 0,029 0,038 0,057 0,077
finition 70 0,025 0,038 0,051 0,076 0,102
■ ■ ACIER INOXYDABLE303, 416, 420F, 430F 440F
< 275
rainurage 69 0,013 0,019 0,025 0,038 0,051
contournage 85 0,019 0,029 0,038 0,057 0,077
finition 94 0,025 0,038 0,051 0,076 0,102
■ ■ ACIER INOXYDABLE304, 304L,316, 316L
< 185
rainurage 105 0,013 0,019 0,025 0,038 0,051
contournage 131 0,019 0,029 0,038 0,057 0,077
finition 143 0,025 0,038 0,051 0,076 0,102
■ ■ ACIER INOXYDABLE13-8 PH,15-5PH,17-4 PH, Custom 450
< 325
rainurage 62 0,013 0,019 0,025 0,038 0,051
contournage 79 0,019 0,029 0,038 0,057 0,077
finition 85 0,025 0,038 0,051 0,076 0,102
■ ■ ALLIAGE A BASE DE TITANE Titane pur, Ti6Al4V, Ti6Al2Sn4Zr2Mo, Ti4Al4Mo2Sn0.5Si
< 295
rainurage 47 0,016 0,024 0,032 0,048 0,064
contournage 59 0,024 0,036 0,048 0,071 0,095
finition 66 0,032 0,048 0,064 0,095 0,127
■ ■ ALLIAGE HAUTE TEMPERATUREHastelloy, Incoloy, Inconel, Rene, Waspalloy
< 300
rainurage 17 0,013 0,019 0,025 0,038 0,051
contournage 22 0,019 0,029 0,038 0,057 0,077
finition 23 0,025 0,038 0,051 0,076 0,102
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no de dents x tr/min
• Profondeurs maximales recommandées indiquées• Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés • Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)
RAINURAGE CONTOURNAGE FINITION / UGV*
ap = D1
ae = D1
ap = D1
ae = 0.5 x D1
ap = 1.5 x D1
ae = 0.25 x D1
87www.sgstool.com FRAISES
Conseils d’utilisation
Outil • Lorsque cela est possible, sélectionner une fraise avec le plus grand diamètre, la longueur de coupe la plus courte et la longueur totale la plus courte pour une meilleure rigidité.
• Les outils avec une longueur de coupe importante ne conviennent pas pour usiner des poches, rainurer ou contourner avec un engagement radial important ae
• Les outils haute performance réduisent la durée du cycle et augmente la durée de vie des outils
Porte-outils • Il est nécessaire d’utiliser des mandrins avec un couple de serrage important.• Des porte outils extra-courts sont recommandés pour usiner les matières difficiles• Si un attachement weldon est utilisé, l’ajout d’un méplat se fait par SGS, s’il n’existe pas en standard
Pièce usinée • Le serrage rigide de la pièce usinée réduira les vibrations et déflexions
Machine • La broche doit être dans des conditions optimales pour avoir un minimum de faux-rond et maximiser la durée de vie de l’outil
• Une puissance suffisante est nécessaire pour un fonctionnement aux vitesses et avances recommandées
• Réduire les vitesses pour les machines à faible puissance, afin d’éviter que la pièce usinée et/ou l’outil ne soit endommagé
Liquide de refroidissement
• Eviter de recycler les copeaux en ayant recours au soufflage ou en utilisant un lubrifiant recommandé • Maintenir le lubrifiant propre avec une concentration appropriée• Recommandations générales :• Emulsion ou soufflage : aciers à outils, aciers moules et formes, aciers au carbone ou alliage d’acier • Emulsion : aciers inoxydables, titane, alliages haute temperature, alliages non ferreux
Méthodes • Il est recommandé d’usiner en avalant• Une attention particulière aux détails de la programmation, à la concentricité totale, à l’équilibrage,
au serrage, au faux-rond, à l’équilibre, à la fixation, etc. améliore la performance de l’outil de coupe et prolonge sa durée de vie
Trou pré-percé
Le préperçage est la méthode d’entrée préférée pour la plupart des applications.
Les autres méthodes sont l’entrée hélicoïdale et la plon-gée en oblique. Utiliser des vitesses de rainurage et des avances de rainurage de 25% à 50%. Angle de rampe maxi 5° pour les outils standard et entre 5° et 10° pour les outils haute performance.
Plongez seulement dans des matériaux non ferreux et générant des copeaux courts en utilisant des vitesses de rainurage et des avances de rainurage de 25 %.
Entrée hélicoïdale
Descente en ramping
Plongée
INDICATIONS POUR LE FRAISAGE
D1 = diamètre de coupe L2 = longueur de coupe
Les vitesses et les avances pour les types de coupe sont basées sur la largeur radiale ( ae ) et la profondeur axiale ( ap )
METHODES D’ENTRÉE DANS LA MATIERE
Les réductions pour les vitesses et les avances peuvent être nécessaires, si :
• ae et ap dépassent les recommandations• utilisation d’outils série longue ou longueur de coupe importante• utilisation de porte-outils longs• matériaux d’usinage plus durs que ceux mentionnés

88www.sgstool.com
SOLUTIONS COMPOSITES
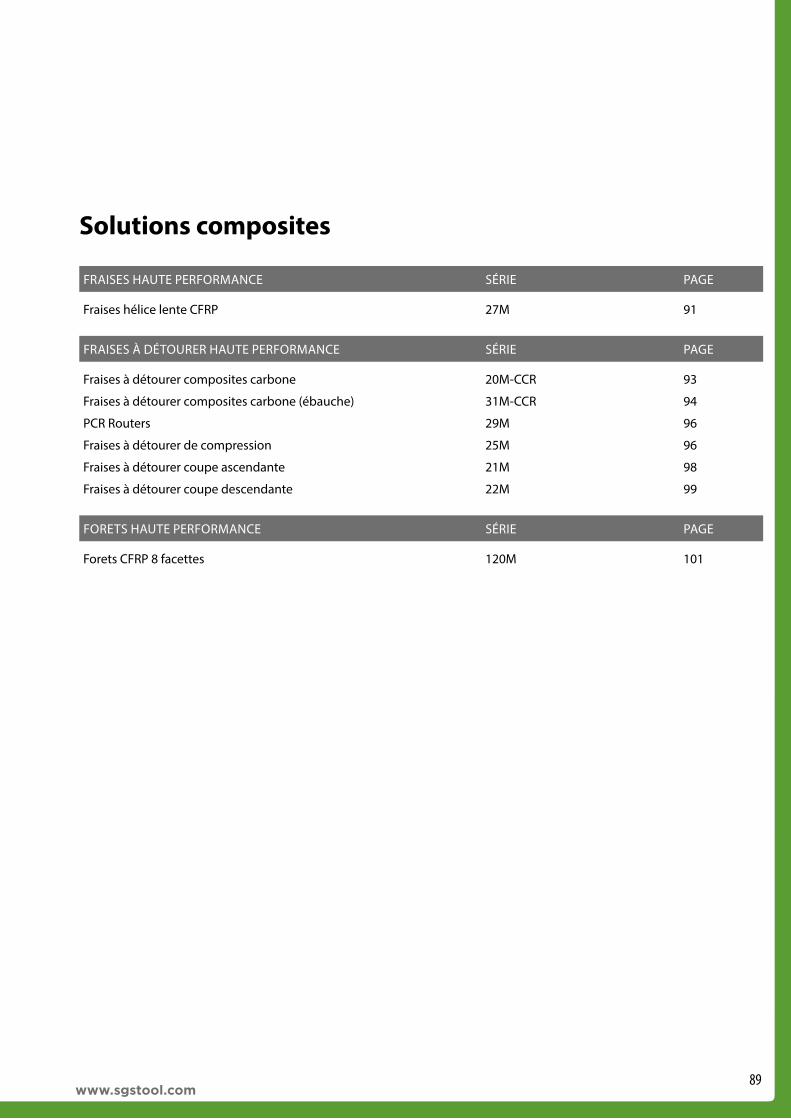
89www.sgstool.com
Solutions composites
FRAISES HAUTE PERFORMANCE SÉRIE PAGE
Fraises hélice lente CFRP 27M 91
FRAISES À DÉTOURER HAUTE PERFORMANCE SÉRIE PAGE
Fraises à détourer composites carbone 20M-CCR 93
Fraises à détourer composites carbone (ébauche) 31M-CCR 94
PCR Routers 29M 96
Fraises à détourer de compression 25M 96
Fraises à détourer coupe ascendante 21M 98
Fraises à détourer coupe descendante 22M 99
FORETS HAUTE PERFORMANCE SÉRIE PAGE
Forets CFRP 8 facettes 120M 101

90www.sgstool.comFRAISES À DÉTOURER
Symboles
FORME DE L’OUTIL TYPE DE QUEUE
Bout plat Cylindrique
ANGLE DE COUPE ANGLES D’HELICE
POS NEG
≠
Positif Neutre Négatif Variable Hélice à droite Hélice à gauche
GÉOMÉTRIE SUPPLÉMENTAIRE REVÊTEMENTS
LH RH
Coupe à gauche Coupe à droite Brise-copeaux Non Revêtu Ti-NAMITE-B(TiB2)
Di-NAMITE (Diamant)

91www.sgstool.com
POS
≠
RH
FRAISES À DÉTOURER
Fraises hélice lente CFRP
27MSérie métrique
NON FERREUX
PLASTIQUES/COMPOSITES
INFORMATIONS TECHNIQUES 92mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTUDi-NAMITE(Diamant)
N° EDP € N° EDP €
6,0 25,0 63,0 6,0 83056 57,76 83057 149,998,0 25,0 63,0 8,0 83058 70,30 83059 192,81
10,0 28,0 63,0 10,0 83060 108,08 83061 326,3212,0 38,0 89,0 12,0 83062 176,33 83063 419,4416,0 48,0 115,0 16,0 83064 314,99 83065 602,91
TOLÉRANCES (mm)
D1 = +0,000/–0,080D2 = h6
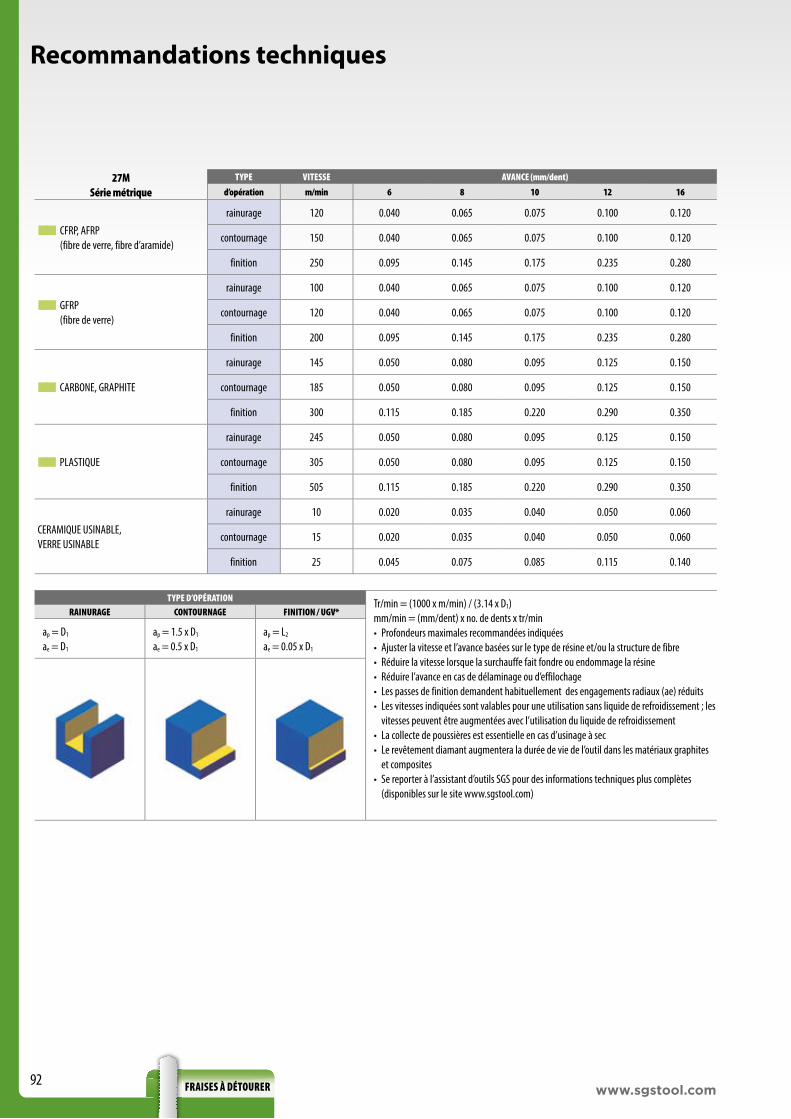
92www.sgstool.comFRAISES À DÉTOURER
Recommandations techniques
27M Série métrique
TYPE VITESSE AVANCE (mm/dent)d’opération m/min 6 8 10 12 16
■ ■ CFRP, AFRP(fibre de verre, fibre d’aramide)
rainurage 120 0.040 0.065 0.075 0.100 0.120
contournage 150 0.040 0.065 0.075 0.100 0.120
finition 250 0.095 0.145 0.175 0.235 0.280
■ ■ GFRP (fibre de verre)
rainurage 100 0.040 0.065 0.075 0.100 0.120
contournage 120 0.040 0.065 0.075 0.100 0.120
finition 200 0.095 0.145 0.175 0.235 0.280
■ ■ CARBONE, GRAPHITE
rainurage 145 0.050 0.080 0.095 0.125 0.150
contournage 185 0.050 0.080 0.095 0.125 0.150
finition 300 0.115 0.185 0.220 0.290 0.350
■ ■ PLASTIQUE
rainurage 245 0.050 0.080 0.095 0.125 0.150
contournage 305 0.050 0.080 0.095 0.125 0.150
finition 505 0.115 0.185 0.220 0.290 0.350
CERAMIQUE USINABLE, VERRE USINABLE
rainurage 10 0.020 0.035 0.040 0.050 0.060
contournage 15 0.020 0.035 0.040 0.050 0.060
finition 25 0.045 0.075 0.085 0.115 0.140
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no. de dents x tr/min• Profondeurs maximales recommandées indiquées• Ajuster la vitesse et l’avance basées sur le type de résine et/ou la structure de fibre• Réduire la vitesse lorsque la surchauffe fait fondre ou endommage la résine • Réduire l’avance en cas de délaminage ou d’effilochage• Les passes de finition demandent habituellement des engagements radiaux (ae) réduits • Les vitesses indiquées sont valables pour une utilisation sans liquide de refroidissement ; les
vitesses peuvent être augmentées avec l’utilisation du liquide de refroidissement • La collecte de poussières est essentielle en cas d’usinage à sec• Le revêtement diamant augmentera la durée de vie de l’outil dans les matériaux graphites
et composites• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)
RAINURAGE CONTOURNAGE FINITION / UGV*
ap = D1
ae = D1
ap = 1.5 x D1
ae = 0.5 x D1
ap = L2
ae = 0.05 x D1
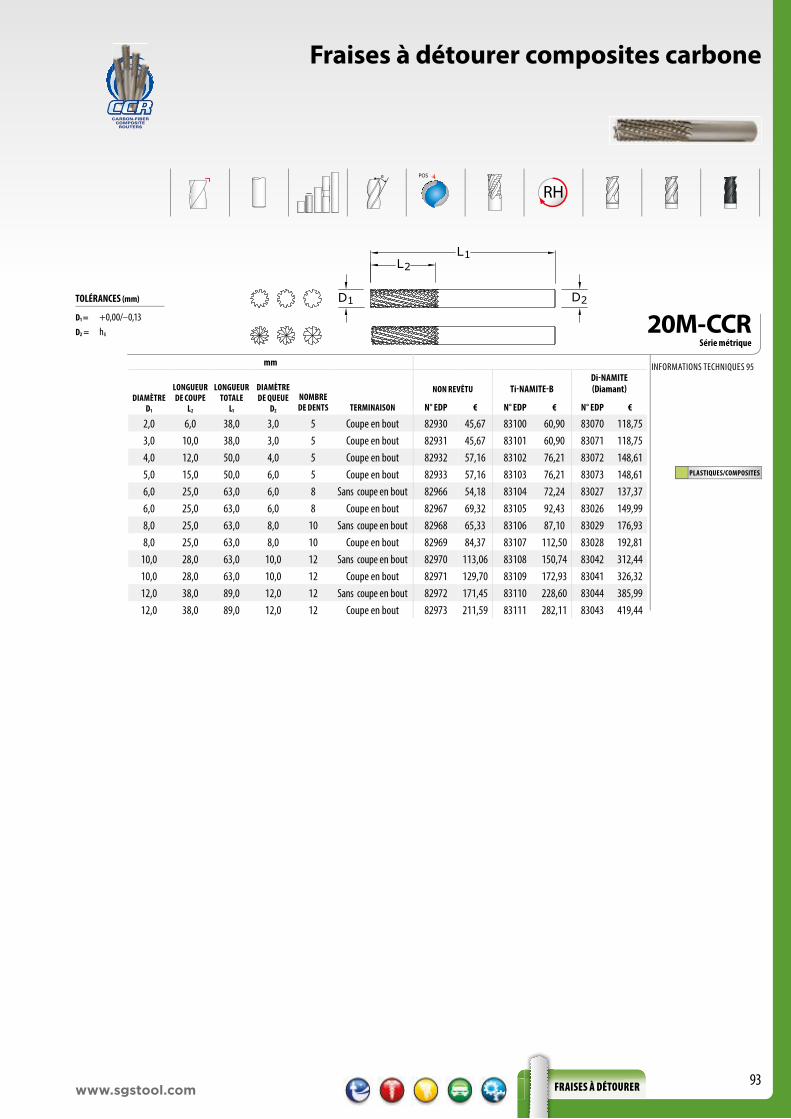
93www.sgstool.com
POS
RH
CCRRCCARBON-FIBER
COMPOSITEROUTERS
FRAISES À DÉTOURER
PLASTIQUES/COMPOSITES
20M-CCRSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NOMBRE DE DENTS TERMINAISON
NON REVÊTU Ti-NAMITE-BDi-NAMITE(Diamant)
N° EDP € N° EDP € N° EDP €
2,0 6,0 38,0 3,0 5 Coupe en bout 82930 45,67 83100 60,90 83070 118,753,0 10,0 38,0 3,0 5 Coupe en bout 82931 45,67 83101 60,90 83071 118,754,0 12,0 50,0 4,0 5 Coupe en bout 82932 57,16 83102 76,21 83072 148,615,0 15,0 50,0 6,0 5 Coupe en bout 82933 57,16 83103 76,21 83073 148,616,0 25,0 63,0 6,0 8 Sans coupe en bout 82966 54,18 83104 72,24 83027 137,376,0 25,0 63,0 6,0 8 Coupe en bout 82967 69,32 83105 92,43 83026 149,998,0 25,0 63,0 8,0 10 Sans coupe en bout 82968 65,33 83106 87,10 83029 176,938,0 25,0 63,0 8,0 10 Coupe en bout 82969 84,37 83107 112,50 83028 192,81
10,0 28,0 63,0 10,0 12 Sans coupe en bout 82970 113,06 83108 150,74 83042 312,4410,0 28,0 63,0 10,0 12 Coupe en bout 82971 129,70 83109 172,93 83041 326,3212,0 38,0 89,0 12,0 12 Sans coupe en bout 82972 171,45 83110 228,60 83044 385,9912,0 38,0 89,0 12,0 12 Coupe en bout 82973 211,59 83111 282,11 83043 419,44
Fraises à détourer composites carbone
TOLÉRANCES (mm)
D1 = +0,00/–0,13D2 = h6
INFORMATIONS TECHNIQUES 95

94www.sgstool.com
POS
RH
CCRRCCARBON-FIBER
COMPOSITEROUTERS
FRAISES À DÉTOURER
PLASTIQUES/COMPOSITES
31M-CCRSérie métrique
TOLÉRANCES (mm)
D1 = +0,00/–0,13D2 = h6
Fraises à détourer composites carbone (ébauche)
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NOMBRE DE DENTS TERMINAISON
NON REVÊTU Ti-NAMITE-BDi-NAMITE(Diamant)
N° EDP € N° EDP € N° EDP €
6,0 18,0 63,0 6,0 5 Coupe en bout 82974 57,76 83200 77,01 82982 149,996,0 18,0 63,0 6,0 5 Sans coupe en bout 82975 45,15 83201 60,20 82983 137,378,0 25,0 63,0 8,0 7 Coupe en bout 82976 70,30 83202 93,74 82984 192,818,0 25,0 63,0 8,0 7 Sans coupe en bout 82977 54,44 83203 72,58 82985 176,93
10,0 30,0 63,0 10,0 8 Coupe en bout 82978 108,08 83204 144,11 82986 326,3210,0 30,0 63,0 10,0 8 Sans coupe en bout 82979 94,21 83205 125,61 82987 312,4412,0 38,0 89,0 12,0 10 Coupe en bout 82980 211,58 83206 235,11 82988 419,4412,0 38,0 89,0 12,0 10 Sans coupe en bout 82981 142,89 83207 190,51 82989 385,99
INFORMATIONS TECHNIQUES 95

95www.sgstool.com FRAISES À DÉTOURER
Recommandations techniques
20M, 31MSérie métrique
TYPE VITESSE AVANCE (mm/tr)
d’opération m/min 1.6 3 6 10 12
■ ■ CFRP, AFRP(fibre de verre, fibre d’aramide)
rainurage 120 0.030 0.060 0.120 0.230 0.305
contournage 150 0.030 0.060 0.120 0.230 0.305
finition 250 0.070 0.140 0.280 0.525 0.700
■ ■ GFRP (fibre de verre)
rainurage 100 0.030 0.060 0.120 0.230 0.305
contournage 120 0.030 0.060 0.120 0.230 0.305
finition 200 0.070 0.140 0.280 0.525 0.700
■ ■ CARBONE, GRAPHITE
rainurage 145 0.040 0.075 0.150 0.290 0.380
contournage 185 0.040 0.075 0.150 0.290 0.380
finition 300 0.090 0.175 0.350 0.655 0.875
■ ■ PLASTIQUE
rainurage 245 0.040 0.075 0.150 0.290 0.380
contournage 305 0.040 0.075 0.150 0.290 0.380
finition 505 0.090 0.175 0.350 0.655 0.875
CERAMIQUE USINABLE, VERRE USINABLE
rainurage 10 0.015 0.030 0.060 0.115 0.150
contournage 15 0.015 0.030 0.060 0.115 0.150
finition 25 0.035 0.070 0.135 0.260 0.350
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/tr) x no de dents x tr/min• Profondeurs maximales recommandées indiquées• Ajuster la vitesse et l’avance basées sur le type de résine et/ou la structure de fibre• Réduire la vitesse lorsque la surchauffe fait fondre ou endommage la résine • Réduire l’avance en cas de délaminage ou d’effilochage• Les passes de finition demandent habituellement des engagements radiaux (ae) réduits • Les vitesses indiquées sont valables pour une utilisation sans liquide de refroidissement ; les
vitesses peuvent être augmentées avec l’utilisation du liquide de refroidissement • La collecte de poussières est essentielle en cas d’usinage à sec• Le revêtement diamant augmentera la durée de vie de l’outil dans les matériaux graphites et
composites• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)
RAINURAGE CONTOURNAGE FINITION / UGV*
31Map = D1
ae = D1
31Map = 1.5 x D1
ae = 0.5 x D1
20M, 31Map = L2
ae = 0.05 x D1 L2
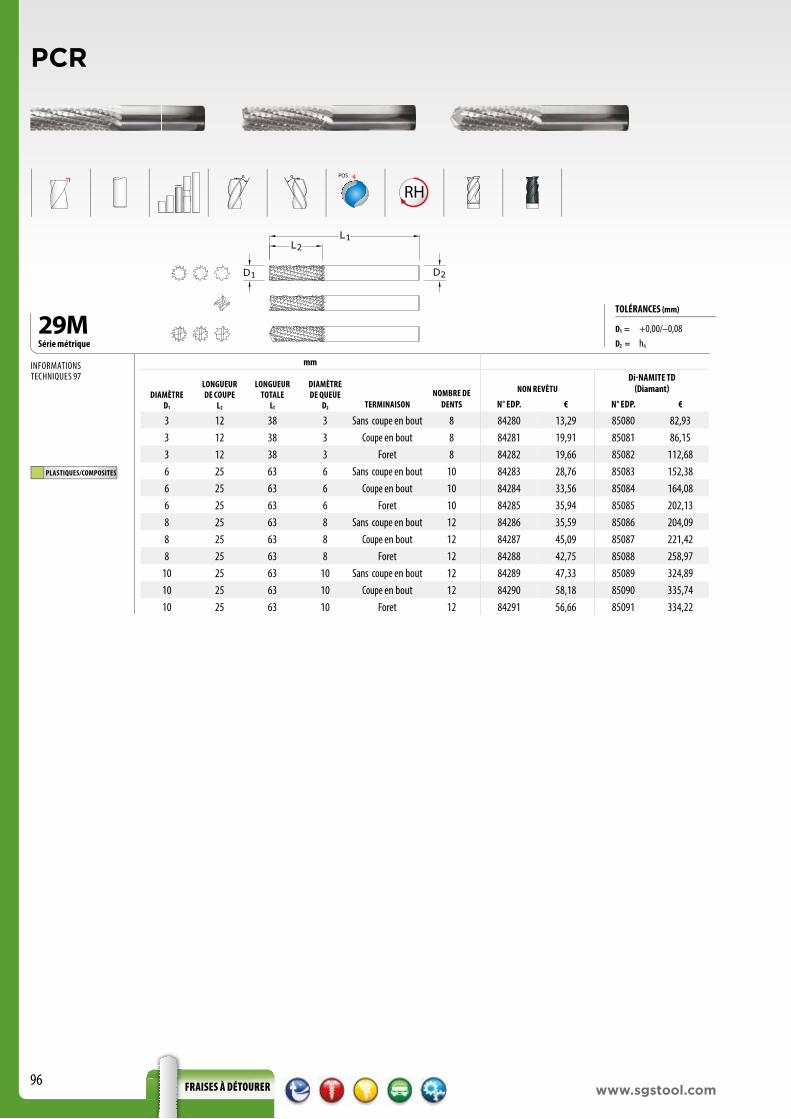
POS
RH
INFORMATIONSTECHNIQUES 97
PCR
PLASTIQUES/COMPOSITES
96www.sgstool.comFRAISES À DÉTOURER
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2 TERMINAISONNOMBRE DE
DENTS
NON REVÊTUDi-NAMITE TD
(Diamant)
N° EDP. € N° EDP. €
3 12 38 3 Sans coupe en bout 8 84280 13,29 85080 82,933 12 38 3 Coupe en bout 8 84281 19,91 85081 86,153 12 38 3 Foret 8 84282 19,66 85082 112,686 25 63 6 Sans coupe en bout 10 84283 28,76 85083 152,386 25 63 6 Coupe en bout 10 84284 33,56 85084 164,086 25 63 6 Foret 10 84285 35,94 85085 202,138 25 63 8 Sans coupe en bout 12 84286 35,59 85086 204,098 25 63 8 Coupe en bout 12 84287 45,09 85087 221,428 25 63 8 Foret 12 84288 42,75 85088 258,97
10 25 63 10 Sans coupe en bout 12 84289 47,33 85089 324,8910 25 63 10 Coupe en bout 12 84290 58,18 85090 335,7410 25 63 10 Foret 12 84291 56,66 85091 334,22
TOLÉRANCES (mm)
D1 = +0,00/–0,08D2 = h6
29MSérie métrique

29MMétrique
TYPE VITESSE AVANCE (mm/tour)
Ae x D1 Ap x D1 d’opération m/min 3 6 8 10
■ ■ CFRP, AFRP(Fibre de carbone, fibre d’aramid)
1 ≤ 1 rainurage 120
tr/min 12722 6361 4771 3817
Fz 0.061 0.122 0.163 0.203
Avance (mm/min) 776 776 776 776
≤ 0.5 ≤ 1.5 contournage 150
tr/min 15903 7951 5963 4771
Fz 0.061 0.122 0.163 0.203
Avance (mm/min) 970 970 970 970
≤ 0.05 ≤ 2 UGV 250
tr/min 26504 13252 9939 7951
Fz 0.140 0.280 0.373 0.467
Avance (mm/min) 3710 3710 3710 3710
■ ■ CARBONE, GRAPHITE
1 ≤ 1 rainurage 100
tr/min 10602 5301 3976 3181
Fz 0.061 0.122 0.162 0.203
Avance (mm/min) 646 646 646 646
≤ 0.5 ≤ 1.5 contournage 120
tr/min 12722 6361 4771 3817
Fz 0.061 0.122 0.163 0.203
Avance (mm/min) 776 776 776 776
≤ 0.05 ≤ 2 UGV 200
tr/min 21203 10602 7951 6361
Fz 0.140 0.280 0.374 0.467
Avance (mm/min) 2970 2970 2970 2970
■ ■ CARBONE, GRAPHITE
1 ≤ 1 rainurage 145
tr/min 15372 7686 5765 4612
Fz 0.095 0.190 0.253 0.317
Avance (mm/min) 1460 1460 1460 1460
≤ 0.5 ≤ 1.5 contournage 185
tr/min 19613 9807 7355 5884
Fz 0.095 0.190 0.253 0.317
Avance (mm/min) 1863 1863 1863 1863
≤ 0.05 ≤ 2 UGV 300
tr/min 31805 15903 11927 9542
Fz 0.219 0.437 0.583 0.729
Avance (mm/min) 6957 6957 6957 6957
■ ■ PLASTIQUE
1 ≤ 1 rainurage 255
tr/min 25974 12987 9740 7792
Fz 0.037 0.075 0.100 0.125
Avance (mm/min) 974 974 974 974
≤ 0.5 ≤ 1.5 contournage 305
tr/min 32335 16168 12126 9701
Fz 0.038 0.075 0.100 0.125
Avance (mm/min) 1213 1213 1213 1213
≤ 0.05 ≤ 2 UGV 505
tr/min 53538 26769 20077 16062
Fz 0.088 0.175 0.233 0.292
Avance (mm/min) 4685 4685 4685 4685
tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x nombre de dents x tr/min• Profondeurs maximales recommandées indiquées• Ajuster la vitesse et l’avance en fonction du type de résine et/ou de la structure de la fibre • Réduire la vitesse lorsque la surchauffe fait fondre ou endommage la résine • Réduire l’avance en cas de délaminage ou d’effilochage• Les passes de finition demandent habituellement des engagements radiaux (ae) réduits • Les vitesses sont indiquées en fonction d’ une utilisation sans liquide de refroidissement ; les vitesses peuvent être augmentées
avec l’utilisation du liquide de refroidissement • La collecte de poussières est essentielle en cas d’usinage à sec• Le revêtement diamant augmentera la durée de vie de l’outil dans les matériaux graphites et composites• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)
97www.sgstool.com FRAISES À DÉTOURER
Recommandations techniques

98www.sgstool.com
POS
RH
FRAISES À DÉTOURER
INFORMATIONS TECHNIQUES 99
Fraises à détourer de compression
25MSérie métrique
TOLÉRANCES (mm)
D1 = +0,00/–0,08D2 = h6
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
LONGUEUR UTILE
L3
DIAMÈTRE DE QUEUE
D2
NOMBRE DE DENTS
NON REVÊTUDi-NAMITE(Diamant)
N° EDP € N° EDP €
6,0 25,0 63,0 4,10 6,0 4 82990 80,45 82991 191,118,0 25,0 63,0 5,58 8,0 4 82992 102,80 82993 249,80
10,0 28,0 63,0 7,05 10,0 6 82994 167,32 82995 429,2012,0 38,0 89,0 8,60 12,0 8 82996 286,05 82997 521,91PLASTIQUES/COMPOSITES

99www.sgstool.com FRAISES À DÉTOURER
Recommandations techniques
25MSérie métrique
TYPE VITESSE AVANCE (mm/dent)
d’opération m/min 6 8 10 12 16
■ ■ CFRP, AFRP(fibre de carbone, fibre d’aramid)
contournage 150 0.040 0.065 0.075 0.100 0.120
finition 250 0.095 0.145 0.175 0.235 0.280
■ ■ GFRP (fibre de verre)
contournage 120 0.040 0.065 0.075 0.100 0.120
finition 200 0.095 0.145 0.175 0.235 0.280
■ ■ CARBONE, GRAPHITE contournage 185 0.050 0.080 0.095 0.125 0.150
finition 300 0.115 0.185 0.220 0.290 0.350
■ ■ PLASTIQUE contournage 305 0.050 0.080 0.095 0.125 0.150
finition 505 0.115 0.185 0.220 0.290 0.350
CERAMIQUE USINABLE, VERRE USINABLE
contournage 15 0.020 0.035 0.040 0.050 0.060
finition 25 0.045 0.075 0.085 0.115 0.140
TYPE D’OPÉRATION Tr/min = (1000 x m/min) / (3.14 x D1)mm/min = (mm/dent) x no. de dents x tr/min
• Profondeurs maximales recommandées indiquées• Ajuster la vitesse et l’avance basées sur le type de résine et/ou la structure de fibre• Réduire la vitesse lorsque la surchauffe fait fonder ou endommage la résine • Réduire l’avance en cas de délaminage ou d’effilochage• Les passes de finition demandent habituellement des engagements radiaux (ae) réduits • Les vitesses indiquées sont valables pour une utilisation sans liquide de refroidissement ; les vitesses peuvent être
augmentées avec l’utilisation du liquide de refroidissement • La collecte de poussières est essentielle en cas d’usinage à sec• Le revêtement diamant augmentera la durée de vie de l’outil dans les matériaux graphites et composites• Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)
CONTOURNAGE FINITION / UGV*
ap = 1.5 x D1
ae = 0.5 x D1
ap = L2
ae = 0.05 x D1
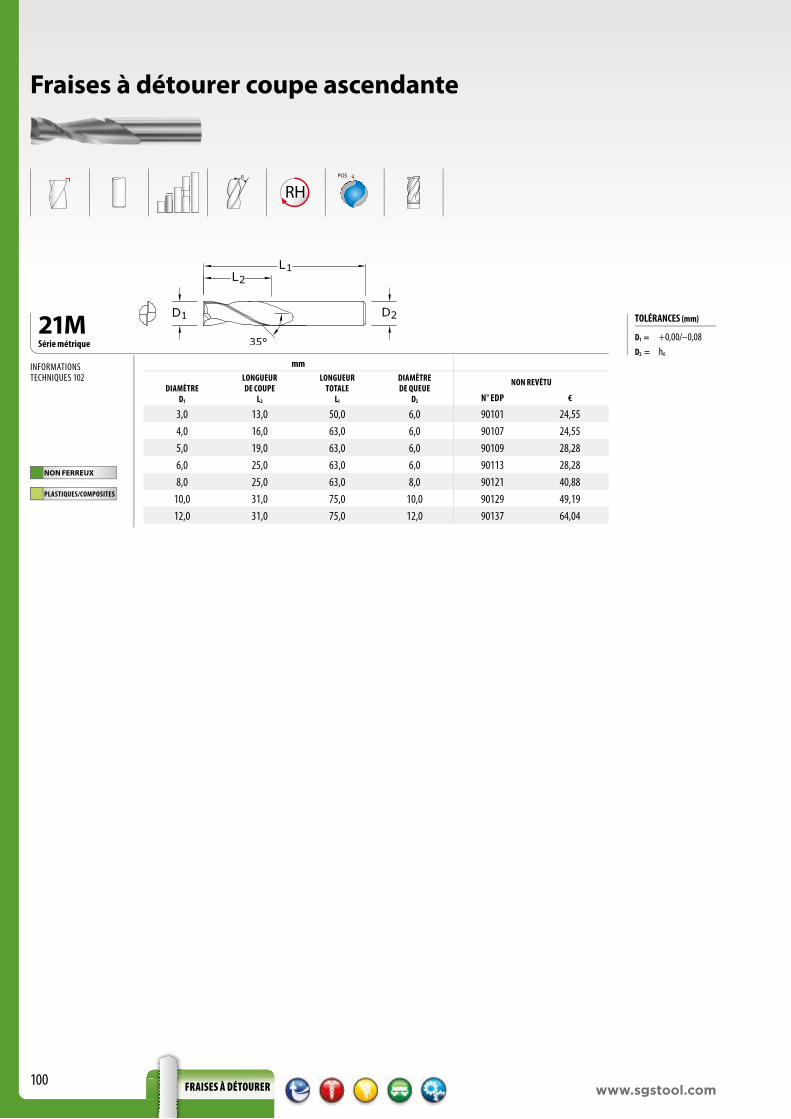
100www.sgstool.com
RHPOS
FRAISES À DÉTOURER
INFORMATIONS TECHNIQUES 102
TOLÉRANCES (mm)
D1 = +0,00/–0,08D2 = h6
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTU
N° EDP €
3,0 13,0 50,0 6,0 90101 24,554,0 16,0 63,0 6,0 90107 24,555,0 19,0 63,0 6,0 90109 28,286,0 25,0 63,0 6,0 90113 28,288,0 25,0 63,0 8,0 90121 40,88
10,0 31,0 75,0 10,0 90129 49,1912,0 31,0 75,0 12,0 90137 64,04
NON FERREUX
PLASTIQUES/COMPOSITES
Fraises à détourer coupe ascendante
21MSérie métrique

101www.sgstool.com
LHPOS
FRAISES À DÉTOURER
TOLÉRANCES (mm)
D1 = +0,00/–0,08D2 = h6
INFORMATIONS TECHNIQUES 102
22MSérie métrique
mm
DIAMÈTRE D1
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
DIAMÈTRE DE QUEUE
D2
NON REVÊTU
N° EDP €
3,0 13,0 50,0 6,0 91101 24,554,0 16,0 63,0 6,0 91107 24,555,0 19,0 63,0 6,0 91109 28,286,0 25,0 63,0 6,0 91113 28,288,0 25,0 63,0 8,0 91121 40,88
10,0 31,0 75,0 10,0 91129 49,1912,0 31,0 75,0 12,0 91137 64,04
NON FERREUX
PLASTIQUES/COMPOSITES
Fraises à détourer coupe descendante
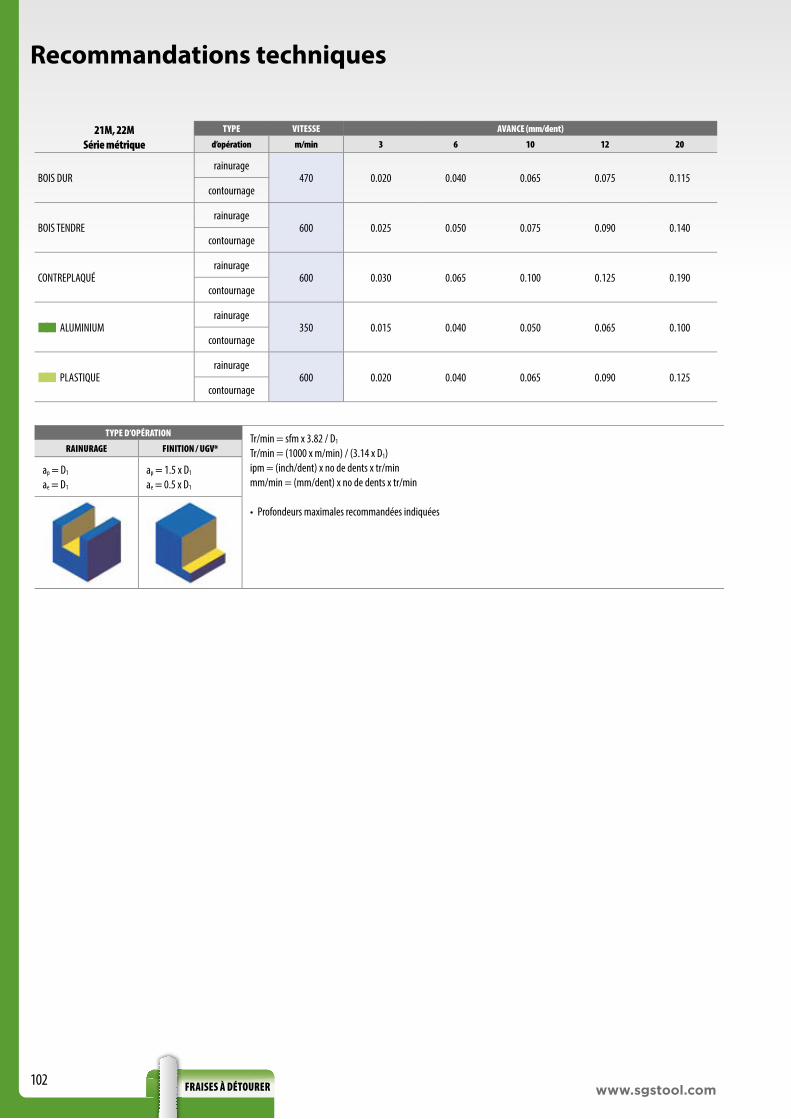
102www.sgstool.comFRAISES À DÉTOURER
Recommandations techniques
21M, 22MSérie métrique
TYPE VITESSE AVANCE (mm/dent)
d’opération m/min 3 6 10 12 20
BOIS DUR rainurage
470 0.020 0.040 0.065 0.075 0.115contournage
BOIS TENDRE rainurage
600 0.025 0.050 0.075 0.090 0.140contournage
CONTREPLAQUÉrainurage
600 0.030 0.065 0.100 0.125 0.190contournage
■ ■ ALUMINIUMrainurage
350 0.015 0.040 0.050 0.065 0.100contournage
■ ■ PLASTIQUE rainurage
600 0.020 0.040 0.065 0.090 0.125contournage
TYPE D’OPÉRATION Tr/min = sfm x 3.82 / D1
Tr/min = (1000 x m/min) / (3.14 x D1)ipm = (inch/dent) x no de dents x tr/minmm/min = (mm/dent) x no de dents x tr/min
• Profondeurs maximales recommandées indiquées
RAINURAGE FINITION / UGV*
ap = D1
ae = D1
ap = 1.5 x D1
ae = 0.5 x D1
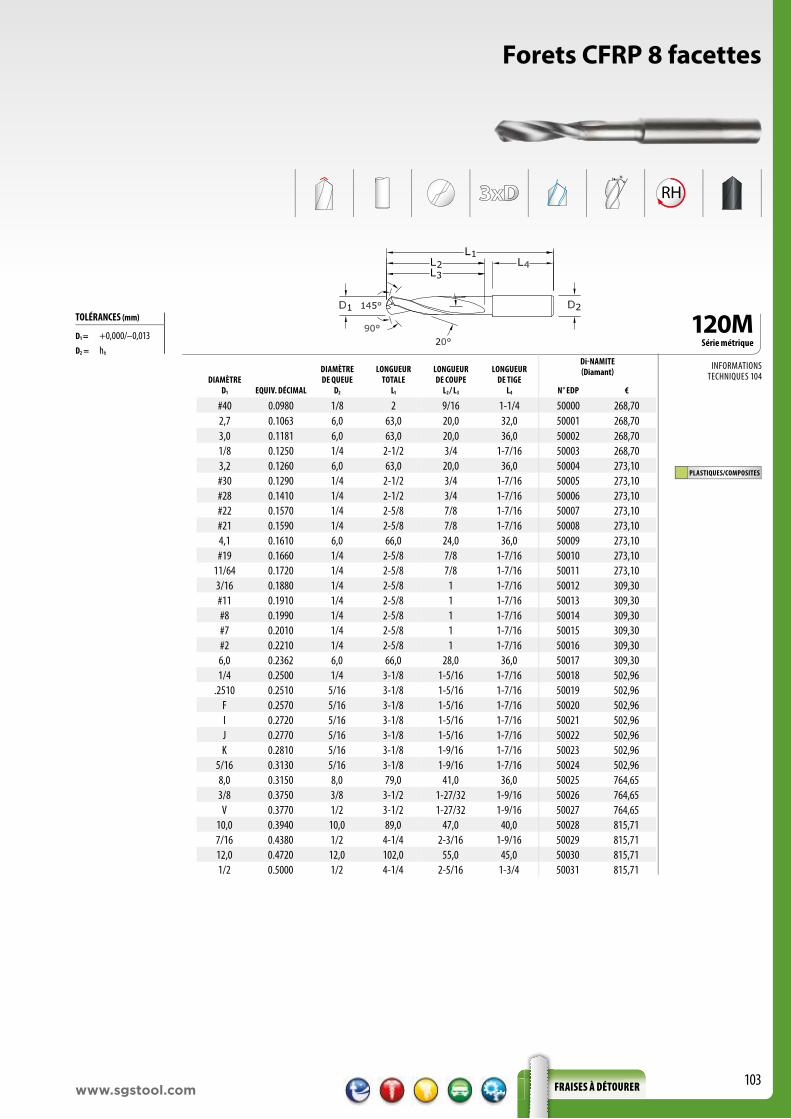
103www.sgstool.com
RH
FRAISES À DÉTOURER
120MSérie métrique
Forets CFRP 8 facettes
DIAMÈTRE D1 EQUIV. DÉCIMAL
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2 / L3
LONGUEUR DE TIGE
L4
Di-NAMITE (Diamant)
N° EDP €
#40 0.0980 1/8 2 9/16 1-1/4 50000 268,702,7 0.1063 6,0 63,0 20,0 32,0 50001 268,703,0 0.1181 6,0 63,0 20,0 36,0 50002 268,701/8 0.1250 1/4 2-1/2 3/4 1-7/16 50003 268,703,2 0.1260 6,0 63,0 20,0 36,0 50004 273,10#30 0.1290 1/4 2-1/2 3/4 1-7/16 50005 273,10#28 0.1410 1/4 2-1/2 3/4 1-7/16 50006 273,10#22 0.1570 1/4 2-5/8 7/8 1-7/16 50007 273,10#21 0.1590 1/4 2-5/8 7/8 1-7/16 50008 273,104,1 0.1610 6,0 66,0 24,0 36,0 50009 273,10#19 0.1660 1/4 2-5/8 7/8 1-7/16 50010 273,10
11/64 0.1720 1/4 2-5/8 7/8 1-7/16 50011 273,103/16 0.1880 1/4 2-5/8 1 1-7/16 50012 309,30#11 0.1910 1/4 2-5/8 1 1-7/16 50013 309,30#8 0.1990 1/4 2-5/8 1 1-7/16 50014 309,30#7 0.2010 1/4 2-5/8 1 1-7/16 50015 309,30#2 0.2210 1/4 2-5/8 1 1-7/16 50016 309,306,0 0.2362 6,0 66,0 28,0 36,0 50017 309,301/4 0.2500 1/4 3-1/8 1-5/16 1-7/16 50018 502,96
.2510 0.2510 5/16 3-1/8 1-5/16 1-7/16 50019 502,96F 0.2570 5/16 3-1/8 1-5/16 1-7/16 50020 502,96I 0.2720 5/16 3-1/8 1-5/16 1-7/16 50021 502,96J 0.2770 5/16 3-1/8 1-5/16 1-7/16 50022 502,96K 0.2810 5/16 3-1/8 1-9/16 1-7/16 50023 502,96
5/16 0.3130 5/16 3-1/8 1-9/16 1-7/16 50024 502,968,0 0.3150 8,0 79,0 41,0 36,0 50025 764,653/8 0.3750 3/8 3-1/2 1-27/32 1-9/16 50026 764,65V 0.3770 1/2 3-1/2 1-27/32 1-9/16 50027 764,65
10,0 0.3940 10,0 89,0 47,0 40,0 50028 815,717/16 0.4380 1/2 4-1/4 2-3/16 1-9/16 50029 815,7112,0 0.4720 12,0 102,0 55,0 45,0 50030 815,711/2 0.5000 1/2 4-1/4 2-5/16 1-3/4 50031 815,71
PLASTIQUES/COMPOSITES
INFORMATIONS TECHNIQUES 104
TOLÉRANCES (mm)
D1 = +0,000/–0,013D2 = h6

104www.sgstool.comFRAISES À DÉTOURER
Recommandations techniques
Série 120MMétrique
VITESSE (m/min) AVANCE (mm/tr)
CVD 2.5 3 4.1 6 8 10 12
■ ■ CFRP, AFRP(fibre de carbone, fibre d’aramid)
100 0.015 0.018 0.020 0.030 0.038 0.046 0.053
■ ■ GFRP (fibre de verre)
75 0.015 0.018 0.020 0.030 0.038 0.046 0.053
■ ■ CARBONE, GRAPHITE 120 0.020 0.024 0.030 0.041 0.051 0.061 0.071
Ajuster la vitesse et/ou l’avance basées sur le type de résine et/ou la structure
de fibre
Tr/min = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/min
105www.sgstool.com FRAISES À DÉTOURER

106www.sgstool.com
PERCAGE

107www.sgstool.com
Perçage
FORETS HAUTE PERFORMANCE SÉRIE PAGE
Forets à double listel Hi-PerCarb 135M 107–110
ICe-Carb Forets avec arrosage central 140M 5xD, 140M 8xD 111–118
Forets CFRP 8 facettes 120M 119–120
INFORMATIONS TECHNIQUES
Perçage, Recommandations concernant le lubrifiant 121
FORETS STANDARD
Forets à hélice lente 101M 122–124
Forets courts pointe auto-centrante • DIN 6539 108M Plus 125–128
Forets denture droite 106M 129–130
Foret 3 dents à angle de pointe 150° 103M 131–134
FORETS A CENTRER
Foret à centrer 301M 135–136
ALÉSOIRS
Alésoirs denture droite 201M 137–138

108www.sgstool.com
RH
FORETS
Symboles
FORME DE L’OUTIL
LONGUEUR
GÉOMÉTRIE SUPPLÉMENTAIRE
REVÊTEMENTS
TYPE DE QUEUE
ANGLES D’HELICE
OPTIONS DE REFROIDISSEMENT
Foret
>Longueur 3xD Longueur 5xD Longueur 8xD
Coupe à droite
Non Revêtu Ti-NAMITE-A(AlTiN)
Di-NAMITE (Diamant)
Dégagée Cylindrique
Hélice à droite Aucun
Trous d’huile Refroidissement externe

109www.sgstool.com
RH
FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
Forets à double listel Hi-PerCarb
DIAMÈTRE D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE QUEUE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €3,0 0.1181 6,0 62,0 20,1 17,0 36,0 63155 90,613.1 0.1220 6,0 62,0 20,0 17,0 36,0 63741 92,483.2 0.1260 M3,5 X 0,35 6,0 62,0 20,0 17,0 36,0 63156 92,483.3 0.1299 M4 X 0, 7 6,0 62,0 20,0 17,0 36,0 63157 92,483.4 0.1339 6,0 62,0 20,0 17,0 36,0 63158 92,483.5 0.1378 M4 X 0, 5 6,0 62,0 20,0 17,0 36,0 63159 92,483.6 0.1417 M4 X 0,35 6,0 62,0 20,0 17,0 36,0 63160 92,483.7 0.1457 M4.5 X 0,75 6,0 62,0 20,0 17,0 36,0 63161 92,483.8 0.1496 6,0 66,0 24,0 21,0 36,0 63472 92,483.9 0.1535 6,0 66,0 20,0 21,0 43,5 63743 92,484.0 0.1575 M4,5 X 0,5 6,0 66,0 24,1 21,0 36,0 63162 92,484.1 0.1614 6,0 66,0 20,0 21,0 36,0 63744 92,484.2 0.1654 M5 / M5 X 0,75 6,0 66,0 24,1 21,0 36,0 63163 92,484.3 0.1693 6,0 66,0 24,1 21,0 36,0 63164 92,484.4 0.1732 6,0 66,0 20,0 21,0 36,0 63745 92,484.5 0.1772 M5 X 0,5 6,0 66,0 24,1 21,0 36,0 63165 92,484.6 0.1811 12-28 6,0 66,0 24,1 21,0 36,0 63166 92,484.7 0.1850 6,0 66,0 20,0 21,0 36,0 63746 95,154.8 0.1890 6,0 66,0 28,0 24,0 36,0 63167 95,154.9 0.1929 6,0 66,0 28,0 24,0 36,0 63747 95,155.0 0.1969 M6 X 1 6,0 66,0 28,0 24,0 36,0 63168 95,155.1 0.2008 6,0 66,0 28,0 24,0 36,0 63748 95,155.2 0.2047 M6 X 0,75 6,0 66,0 28,0 24,0 36,0 63749 95,15
5.25 0.2067 6,0 66,0 28,0 24,0 36,0 63169 95,155.3 0.2087 6,0 66,0 28,0 24,0 36,0 63170 95,155.4 0.2126 6,0 66,0 28,0 24,0 36,0 63750 95,155.5 0.2165 M6 X 0,5 6,0 68,0 28,0 24,0 36,0 63171 95,155.6 0.2205 6,0 66,0 28,0 24,0 36,0 63751 95,155.7 0.2244 6,0 66,0 28,0 24,0 36,0 63752 95,155.8 0.2283 6,0 66,0 28,0 24,0 36,0 63172 95,155.9 0.2323 6,0 66,0 28,0 24,0 36,0 63753 95,156 0.2362 M7 X 1 6,0 66,0 28,0 24,0 36,0 63173 95,15
6.1 0.2402 8,0 79,0 34,0 28,0 36,0 63754 95,156.2 0.2441 8,0 79,0 34,0 28,0 36,0 63755 95,15
6.25 0.2461 M7 X 0, 75 8,0 79,0 34,0 28,0 36,0 63174 95,156.3 0.2480 8,0 79,0 34,0 28,0 36,0 63756 95,156.4 0.2520 8,0 79,0 34,0 28,0 36,0 63175 127,876.5 0.2559 8,0 79,0 34,0 28,0 36,0 63213 127,876.6 0.2598 8,0 79,0 34,0 28,0 36,0 63757 127,876.7 0.2638 8,0 79,0 28,0 28,0 36,0 63758 127,876.8 0.2677 M8 X 1,25 8,0 79,0 34,0 28,0 36,0 63176 127,876.9 0.2717 8,0 79,0 34,0 28,0 36,0 63759 127,87
Suite à la page suivante
135M 3xDSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,002/+0,012D2 = h6
DIAMÈTRE >3 à 6D1 = +0,004/+0,016D2 = h6
DIAMÈTRE >6 à 10D1 = +0,006/+0,021D2 = h6
DIAMÈTRE >10 à 18D1 = +0,007/+0,025D2 = h6
DIAMÈTRE >18 à 30D1 = +0,008/+0,029D2 = h6
INFORMATIONS TECHNIQUES 112
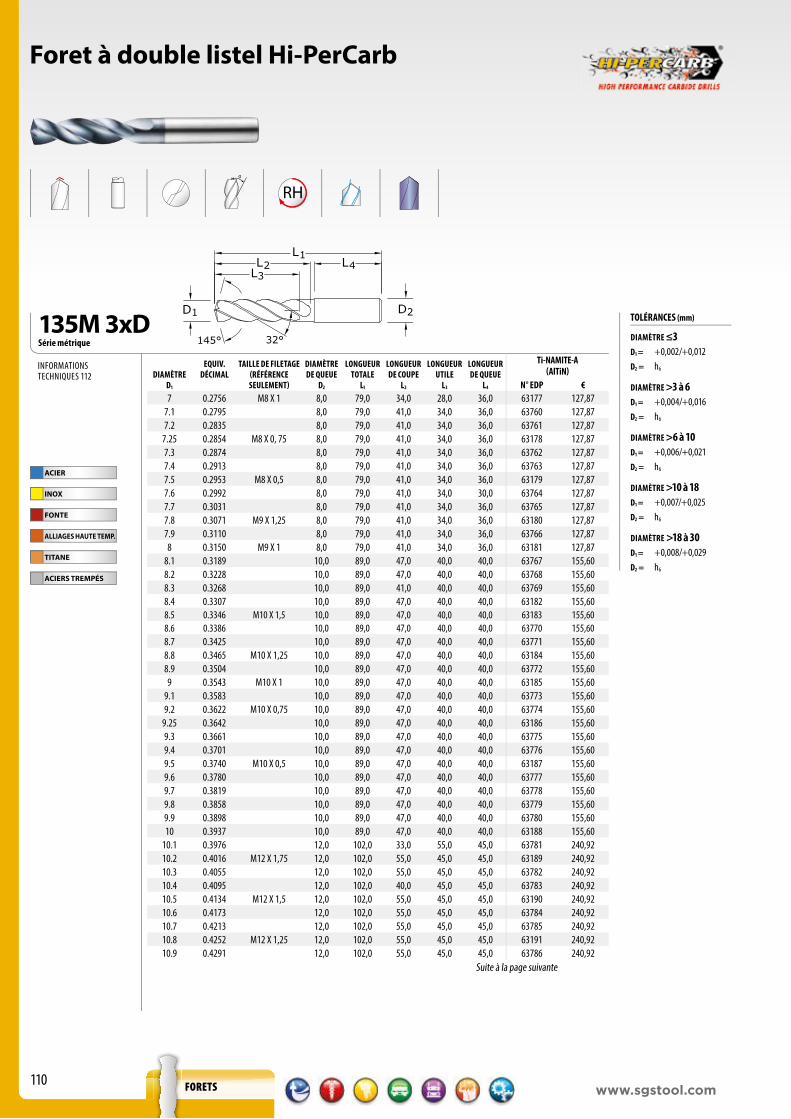
110www.sgstool.com
RH
FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
DIAMÈTRE D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE QUEUE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €7 0.2756 M8 X 1 8,0 79,0 34,0 28,0 36,0 63177 127,87
7.1 0.2795 8,0 79,0 41,0 34,0 36,0 63760 127,877.2 0.2835 8,0 79,0 41,0 34,0 36,0 63761 127,87
7.25 0.2854 M8 X 0, 75 8,0 79,0 41,0 34,0 36,0 63178 127,877.3 0.2874 8,0 79,0 41,0 34,0 36,0 63762 127,877.4 0.2913 8,0 79,0 41,0 34,0 36,0 63763 127,877.5 0.2953 M8 X 0,5 8,0 79,0 41,0 34,0 36,0 63179 127,877.6 0.2992 8,0 79,0 41,0 34,0 30,0 63764 127,877.7 0.3031 8,0 79,0 41,0 34,0 36,0 63765 127,877.8 0.3071 M9 X 1,25 8,0 79,0 41,0 34,0 36,0 63180 127,877.9 0.3110 8,0 79,0 41,0 34,0 36,0 63766 127,878 0.3150 M9 X 1 8,0 79,0 41,0 34,0 36,0 63181 127,87
8.1 0.3189 10,0 89,0 47,0 40,0 40,0 63767 155,608.2 0.3228 10,0 89,0 47,0 40,0 40,0 63768 155,608.3 0.3268 10,0 89,0 41,0 40,0 40,0 63769 155,608.4 0.3307 10,0 89,0 47,0 40,0 40,0 63182 155,608.5 0.3346 M10 X 1,5 10,0 89,0 47,0 40,0 40,0 63183 155,608.6 0.3386 10,0 89,0 47,0 40,0 40,0 63770 155,608.7 0.3425 10,0 89,0 47,0 40,0 40,0 63771 155,608.8 0.3465 M10 X 1,25 10,0 89,0 47,0 40,0 40,0 63184 155,608.9 0.3504 10,0 89,0 47,0 40,0 40,0 63772 155,609 0.3543 M10 X 1 10,0 89,0 47,0 40,0 40,0 63185 155,60
9.1 0.3583 10,0 89,0 47,0 40,0 40,0 63773 155,609.2 0.3622 M10 X 0,75 10,0 89,0 47,0 40,0 40,0 63774 155,60
9.25 0.3642 10,0 89,0 47,0 40,0 40,0 63186 155,609.3 0.3661 10,0 89,0 47,0 40,0 40,0 63775 155,609.4 0.3701 10,0 89,0 47,0 40,0 40,0 63776 155,609.5 0.3740 M10 X 0,5 10,0 89,0 47,0 40,0 40,0 63187 155,609.6 0.3780 10,0 89,0 47,0 40,0 40,0 63777 155,609.7 0.3819 10,0 89,0 47,0 40,0 40,0 63778 155,609.8 0.3858 10,0 89,0 47,0 40,0 40,0 63779 155,609.9 0.3898 10,0 89,0 47,0 40,0 40,0 63780 155,6010 0.3937 10,0 89,0 47,0 40,0 40,0 63188 155,60
10.1 0.3976 12,0 102,0 33,0 55,0 45,0 63781 240,9210.2 0.4016 M12 X 1,75 12,0 102,0 55,0 45,0 45,0 63189 240,9210.3 0.4055 12,0 102,0 55,0 45,0 45,0 63782 240,9210.4 0.4095 12,0 102,0 40,0 45,0 45,0 63783 240,9210.5 0.4134 M12 X 1,5 12,0 102,0 55,0 45,0 45,0 63190 240,9210.6 0.4173 12,0 102,0 55,0 45,0 45,0 63784 240,9210.7 0.4213 12,0 102,0 55,0 45,0 45,0 63785 240,9210.8 0.4252 M12 X 1,25 12,0 102,0 55,0 45,0 45,0 63191 240,9210.9 0.4291 12,0 102,0 55,0 45,0 45,0 63786 240,92
Suite à la page suivante
135M 3xDSérie métrique
Foret à double listel Hi-PerCarb
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,002/+0,012D2 = h6
DIAMÈTRE >3 à 6D1 = +0,004/+0,016D2 = h6
DIAMÈTRE >6 à 10D1 = +0,006/+0,021D2 = h6
DIAMÈTRE >10 à 18D1 = +0,007/+0,025D2 = h6
DIAMÈTRE >18 à 30D1 = +0,008/+0,029D2 = h6
INFORMATIONS TECHNIQUES 112
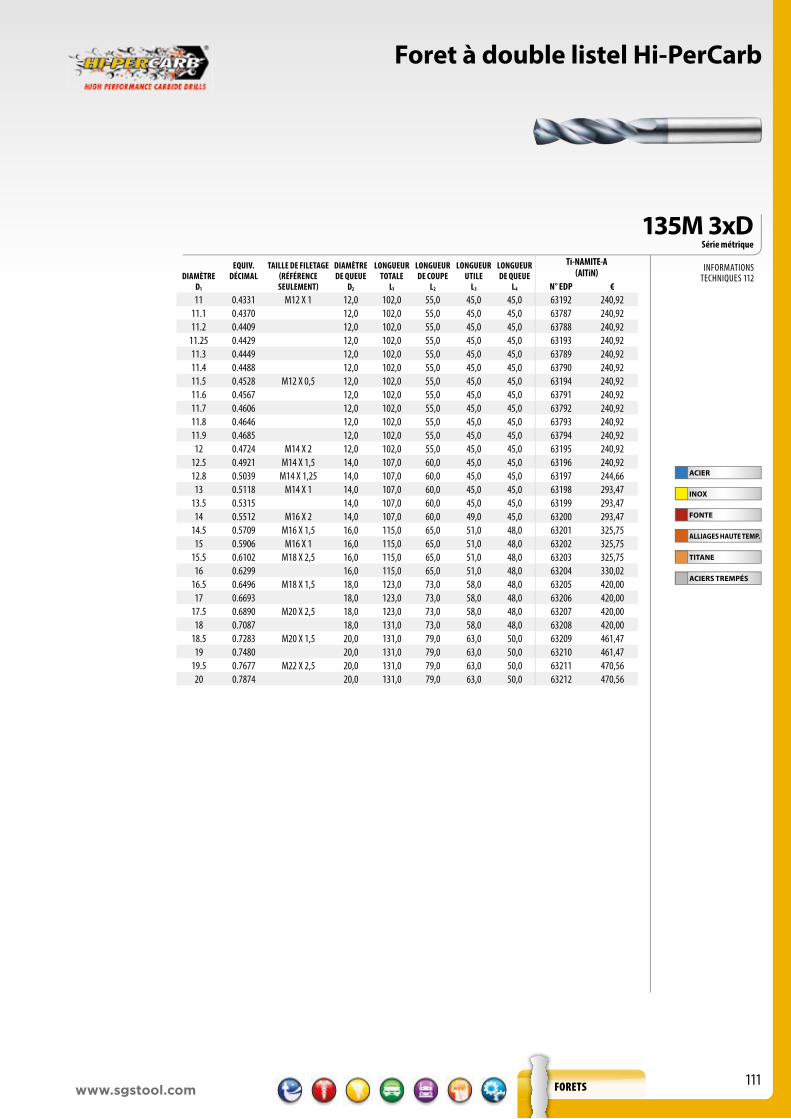
111www.sgstool.com FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
DIAMÈTRE D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE QUEUE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €11 0.4331 M12 X 1 12,0 102,0 55,0 45,0 45,0 63192 240,92
11.1 0.4370 12,0 102,0 55,0 45,0 45,0 63787 240,9211.2 0.4409 12,0 102,0 55,0 45,0 45,0 63788 240,92
11.25 0.4429 12,0 102,0 55,0 45,0 45,0 63193 240,9211.3 0.4449 12,0 102,0 55,0 45,0 45,0 63789 240,9211.4 0.4488 12,0 102,0 55,0 45,0 45,0 63790 240,9211.5 0.4528 M12 X 0,5 12,0 102,0 55,0 45,0 45,0 63194 240,9211.6 0.4567 12,0 102,0 55,0 45,0 45,0 63791 240,9211.7 0.4606 12,0 102,0 55,0 45,0 45,0 63792 240,9211.8 0.4646 12,0 102,0 55,0 45,0 45,0 63793 240,9211.9 0.4685 12,0 102,0 55,0 45,0 45,0 63794 240,9212 0.4724 M14 X 2 12,0 102,0 55,0 45,0 45,0 63195 240,92
12.5 0.4921 M14 X 1,5 14,0 107,0 60,0 45,0 45,0 63196 240,9212.8 0.5039 M14 X 1,25 14,0 107,0 60,0 45,0 45,0 63197 244,6613 0.5118 M14 X 1 14,0 107,0 60,0 45,0 45,0 63198 293,47
13.5 0.5315 14,0 107,0 60,0 45,0 45,0 63199 293,4714 0.5512 M16 X 2 14,0 107,0 60,0 49,0 45,0 63200 293,47
14.5 0.5709 M16 X 1,5 16,0 115,0 65,0 51,0 48,0 63201 325,7515 0.5906 M16 X 1 16,0 115,0 65,0 51,0 48,0 63202 325,75
15.5 0.6102 M18 X 2,5 16,0 115,0 65,0 51,0 48,0 63203 325,7516 0.6299 16,0 115,0 65,0 51,0 48,0 63204 330,02
16.5 0.6496 M18 X 1,5 18,0 123,0 73,0 58,0 48,0 63205 420,0017 0.6693 18,0 123,0 73,0 58,0 48,0 63206 420,00
17.5 0.6890 M20 X 2,5 18,0 123,0 73,0 58,0 48,0 63207 420,0018 0.7087 18,0 131,0 73,0 58,0 48,0 63208 420,00
18.5 0.7283 M20 X 1,5 20,0 131,0 79,0 63,0 50,0 63209 461,4719 0.7480 20,0 131,0 79,0 63,0 50,0 63210 461,47
19.5 0.7677 M22 X 2,5 20,0 131,0 79,0 63,0 50,0 63211 470,5620 0.7874 20,0 131,0 79,0 63,0 50,0 63212 470,56
135M 3xDSérie métrique
Foret à double listel Hi-PerCarb
INFORMATIONS TECHNIQUES 112
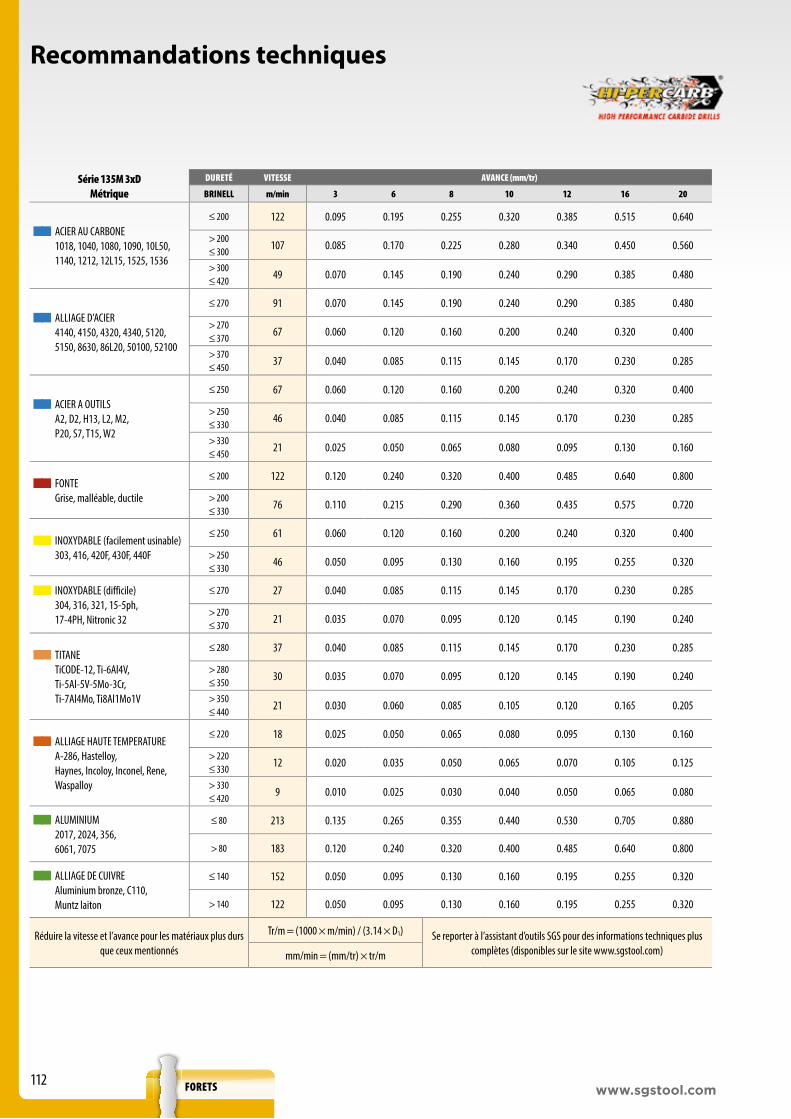
112www.sgstool.comFORETS
Recommandations techniques
Série 135M 3xDMétrique
DURETÉ VITESSE AVANCE (mm/tr)
BRINELL m/min 3 6 8 10 12 16 20
■ ■ ACIER AU CARBONE1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 122 0.095 0.195 0.255 0.320 0.385 0.515 0.640
> 200≤ 300 107 0.085 0.170 0.225 0.280 0.340 0.450 0.560
> 300≤ 420 49 0.070 0.145 0.190 0.240 0.290 0.385 0.480
■ ■ ALLIAGE D’ACIER4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 91 0.070 0.145 0.190 0.240 0.290 0.385 0.480
> 270≤ 370 67 0.060 0.120 0.160 0.200 0.240 0.320 0.400
> 370≤ 450 37 0.040 0.085 0.115 0.145 0.170 0.230 0.285
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 67 0.060 0.120 0.160 0.200 0.240 0.320 0.400
> 250≤ 330 46 0.040 0.085 0.115 0.145 0.170 0.230 0.285
> 330≤ 450 21 0.025 0.050 0.065 0.080 0.095 0.130 0.160
■ ■ FONTE Grise, malléable, ductile
≤ 200 122 0.120 0.240 0.320 0.400 0.485 0.640 0.800
> 200≤ 330 76 0.110 0.215 0.290 0.360 0.435 0.575 0.720
■ ■ INOXYDABLE (facilement usinable)303, 416, 420F, 430F, 440F
≤ 250 61 0.060 0.120 0.160 0.200 0.240 0.320 0.400
> 250≤ 330 46 0.050 0.095 0.130 0.160 0.195 0.255 0.320
■ ■ INOXYDABLE (difficile)304, 316, 321, 15-5ph, 17-4PH, Nitronic 32
≤ 270 27 0.040 0.085 0.115 0.145 0.170 0.230 0.285
> 270≤ 370 21 0.035 0.070 0.095 0.120 0.145 0.190 0.240
■ ■ TITANETiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 37 0.040 0.085 0.115 0.145 0.170 0.230 0.285
> 280≤ 350 30 0.035 0.070 0.095 0.120 0.145 0.190 0.240
> 350≤ 440 21 0.030 0.060 0.085 0.105 0.120 0.165 0.205
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Waspalloy
≤ 220 18 0.025 0.050 0.065 0.080 0.095 0.130 0.160
> 220≤ 330 12 0.020 0.035 0.050 0.065 0.070 0.105 0.125
> 330≤ 420 9 0.010 0.025 0.030 0.040 0.050 0.065 0.080
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 213 0.135 0.265 0.355 0.440 0.530 0.705 0.880
> 80 183 0.120 0.240 0.320 0.400 0.485 0.640 0.800
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 152 0.050 0.095 0.130 0.160 0.195 0.255 0.320
> 140 122 0.050 0.095 0.130 0.160 0.195 0.255 0.320
Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m

113www.sgstool.com
RH
FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
ICe-Carb Forets avec arrosage central
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE TIGE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €
3,0 0.1181 6,0 66,0 28,0 23,0 36,0 63901 88,093,1 0.1220 6,0 66,0 28,0 23,0 36,0 63902 88,093,2 0.1260 M3,5 X 0,35 6,0 66,0 28,0 23,0 36,0 63903 88,093,3 0.1299 M4 X 0,7 6,0 66,0 28,0 23,0 36,0 63904 88,093,4 0.1339 6,0 66,0 28,0 23,0 36,0 63905 88,093,5 0.1378 M4 X 0,5 6,0 66,0 28,0 23,0 36,0 63906 88,093,6 0.1417 M4 X 0,35 6,0 66,0 28,0 23,0 36,0 63907 88,093,7 0.1457 M4,5 X 0,75 6,0 66,0 28,0 23,0 36,0 63908 88,093,8 0.1496 10-24 6,0 74,0 36,0 29,0 36,0 51904 92,183,9 0.1535 6,0 74,0 36,0 29,0 36,0 63909 92,184,0 0.1575 M4,5 X 0,5 6,0 74,0 36,0 29,0 36,0 63910 92,184,1 0.1614 6,0 74,0 36,0 29,0 36,0 63911 92,184,2 0.1654 M5 / M5 x 0,75 6,0 74,0 36,0 29,0 36,0 63912 92,184,3 0.1693 6,0 74,0 36,0 29,0 36,0 63913 92,184,4 0.1732 12-24 6,0 74,0 36,0 29,0 36,0 63914 92,184,5 0.1772 M5 X 0,5 6,0 74,0 36,0 29,0 36,0 63915 92,184,6 0.1811 12-28,0 6,0 74,0 36,0 29,0 36,0 63916 92,184,7 0.1850 12-32 6,0 74,0 36,0 29,0 36,0 63917 92,184,8 0.1890 7/32-32 6,0 82,0 44,0 35,0 36,0 63918 97,304,9 0.1929 6,0 82,0 44,0 35,0 36,0 63919 97,305,0 0.1969 M6 X 1 6,0 82,0 44,0 35,0 36,0 63920 97,305,1 0.2008 1/4-20 6,0 82,0 44,0 35,0 36,0 63900 97,305,2 0.2047 M6 X 0,75 6,0 82,0 44,0 35,0 36,0 63921 97,305,3 0.2087 6,0 82,0 44,0 35,0 36,0 63922 97,305,4 0.2126 6,0 82,0 44,0 35,0 36,0 63998 97,305,5 0.2165 M6 X 0,5 6,0 82,0 44,0 35,0 36,0 63923 97,305,6 0.2205 6,0 82,0 44,0 35,0 36,0 63924 97,305,7 0.2244 6,0 82,0 44,0 35,0 36,0 63925 97,305,8 0.2283 6,0 82,0 44,0 35,0 36,0 63926 97,305,9 0.2323 6,0 82,0 44,0 35,0 36,0 63927 97,306,0 0.2362 M7 X 1 6,0 82,0 44,0 35,0 36,0 63928 97,306,1 0.2402 8,0 91,0 53,0 43,0 36,0 63929 118,82
Suite à la page suivante
140M 5xDSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,002/+0,012D2 = h6
DIAMÈTRE >3 à 6D1 = +0,004/+0,016D2 = h6
DIAMÈTRE >6 à 10D1 = +0,006/+0,021D2 = h6
DIAMÈTRE >10 à 18D1 = +0,007/+0,025D2 = h6
DIAMÈTRE >18 à 30D1 = +0,008/+0,029D2 = h6
INFORMATIONS TECHNIQUES 116

114www.sgstool.comFORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
ICe-Carb Forets avec arrosage central
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE TIGE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €
6,2 0.2441 M7 X 0,75 8,0 91,0 53,0 43,0 36,0 63930 118,826,3 0.2480 8,0 91,0 53,0 43,0 36,0 63931 118,826,4 0.2520 8,0 91,0 53,0 43,0 36,0 63932 118,826,5 0.2559 8,0 91,0 53,0 43,0 36,0 63933 118,826,6 0.2598 8,0 91,0 53,0 43,0 36,0 63934 118,826,7 0.2638 8,0 91,0 53,0 43,0 36,0 63935 118,826,8 0.2677 M8 X 1,25 8,0 91,0 53,0 43,0 36,0 63936 118,826,9 0.2717 5/16-24 8,0 91,0 53,0 43,0 36,0 63999 118,827,0 0.2756 M8 X 1 8,0 91,0 53,0 43,0 36,0 63937 118,827,1 0.2795 8,0 91,0 53,0 43,0 36,0 63938 128,037,2 0.2835 M8 X 0,75 8,0 91,0 53,0 43,0 36,0 63939 128,037,3 0.2874 8,0 91,0 53,0 43,0 36,0 63940 128,037,4 0.2913 8,0 91,0 53,0 43,0 36,0 63941 128,037,5 0.2953 M8 X 0,5 8,0 91,0 53,0 43,0 36,0 63942 128,037,6 0.2992 8,0 91,0 53,0 43,0 36,0 63943 128,037,7 0.3031 8,0 91,0 53,0 43,0 36,0 63944 128,037,8 0.3071 M9 X 1,25 8,0 91,0 53,0 43,0 36,0 63945 128,037,9 0.3110 8,0 91,0 53,0 43,0 36,0 63946 128,038,0 0.3150 M9 X 1 8,0 91,0 53,0 43,0 36,0 63947 128,038,1 0.3189 10,0 103,0 61,0 49,0 40,0 63948 152,618,2 0.3228 10,0 103,0 61,0 49,0 40,0 63949 152,618,3 0.3268 10,0 103,0 61,0 49,0 40,0 63950 152,618,4 0.3307 10,0 103,0 61,0 49,0 40,0 63951 152,618,5 0.3346 M10 X 1,5 10,0 103,0 61,0 49,0 40,0 63952 152,618,6 0.3386 10,0 103,0 61,0 49,0 40,0 63953 152,618,7 0.3425 10,0 103,0 61,0 49,0 40,0 63954 152,618,8 0.3465 M10 X 1,25 10,0 103,0 61,0 49,0 40,0 63955 152,618,9 0.3504 10,0 103,0 61,0 49,0 40,0 63956 152,619,0 0.3543 M10 X 1 10,0 103,0 61,0 49,0 40,0 63957 152,619,1 0.3583 10,0 103,0 61,0 49,0 40,0 63958 157,739,2 0.3622 M10 X 0,75 10,0 103,0 61,0 49,0 40,0 63959 157,739,3 0.3661 10,0 103,0 61,0 49,0 40,0 63960 157,739,4 0.3701 10,0 103,0 61,0 49,0 40,0 63961 157,739,5 0.3740 M11 / M10 X 0,5 10,0 103,0 61,0 49,0 40,0 63962 157,739,6 0.3780 10,0 103,0 61,0 49,0 40,0 63963 169,009,7 0.3819 10,0 103,0 61,0 49,0 40,0 63964 169,009,8 0.3858 10,0 103,0 61,0 49,0 40,0 63965 169,009,9 0.3898 10,0 103,0 61,0 49,0 40,0 63966 169,00
Suite à la page suivante
140M 5xDSérie métrique
INFORMATIONS TECHNIQUES 116
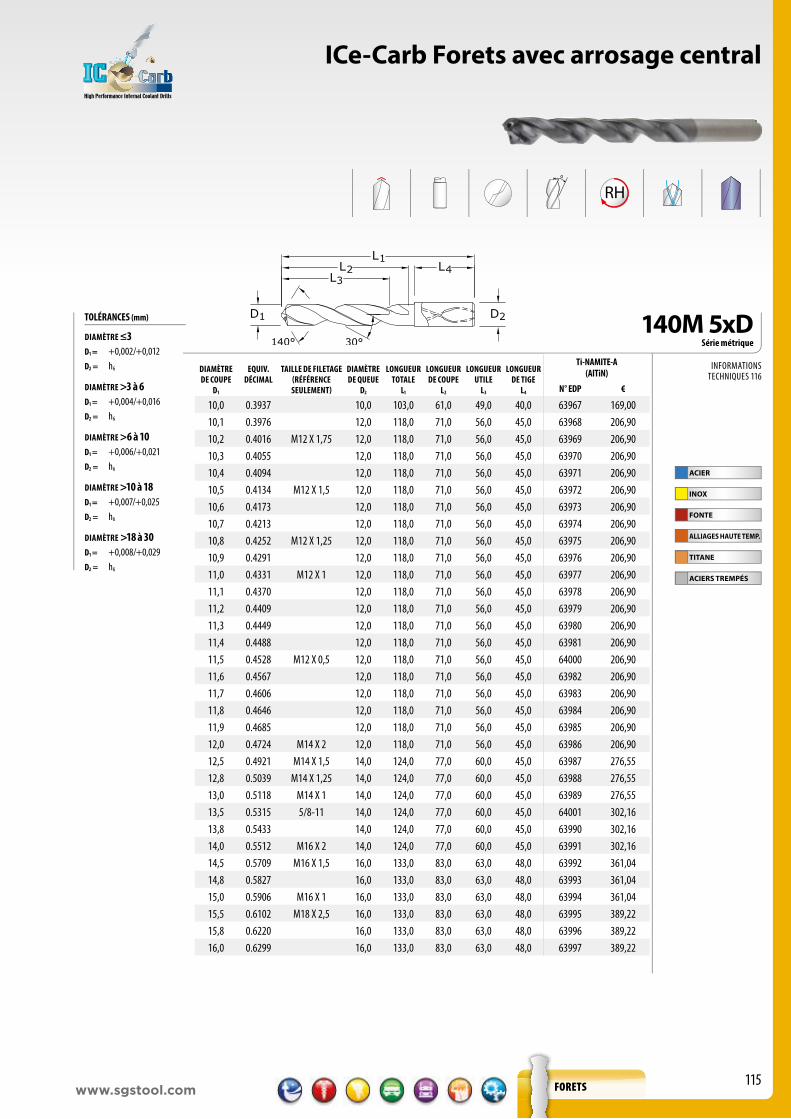
115www.sgstool.com
RH
FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
ICe-Carb Forets avec arrosage central
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE TIGE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €
10,0 0.3937 10,0 103,0 61,0 49,0 40,0 63967 169,0010,1 0.3976 12,0 118,0 71,0 56,0 45,0 63968 206,9010,2 0.4016 M12 X 1,75 12,0 118,0 71,0 56,0 45,0 63969 206,9010,3 0.4055 12,0 118,0 71,0 56,0 45,0 63970 206,9010,4 0.4094 12,0 118,0 71,0 56,0 45,0 63971 206,9010,5 0.4134 M12 X 1,5 12,0 118,0 71,0 56,0 45,0 63972 206,9010,6 0.4173 12,0 118,0 71,0 56,0 45,0 63973 206,9010,7 0.4213 12,0 118,0 71,0 56,0 45,0 63974 206,9010,8 0.4252 M12 X 1,25 12,0 118,0 71,0 56,0 45,0 63975 206,9010,9 0.4291 12,0 118,0 71,0 56,0 45,0 63976 206,9011,0 0.4331 M12 X 1 12,0 118,0 71,0 56,0 45,0 63977 206,9011,1 0.4370 12,0 118,0 71,0 56,0 45,0 63978 206,9011,2 0.4409 12,0 118,0 71,0 56,0 45,0 63979 206,9011,3 0.4449 12,0 118,0 71,0 56,0 45,0 63980 206,9011,4 0.4488 12,0 118,0 71,0 56,0 45,0 63981 206,9011,5 0.4528 M12 X 0,5 12,0 118,0 71,0 56,0 45,0 64000 206,9011,6 0.4567 12,0 118,0 71,0 56,0 45,0 63982 206,9011,7 0.4606 12,0 118,0 71,0 56,0 45,0 63983 206,9011,8 0.4646 12,0 118,0 71,0 56,0 45,0 63984 206,9011,9 0.4685 12,0 118,0 71,0 56,0 45,0 63985 206,9012,0 0.4724 M14 X 2 12,0 118,0 71,0 56,0 45,0 63986 206,9012,5 0.4921 M14 X 1,5 14,0 124,0 77,0 60,0 45,0 63987 276,5512,8 0.5039 M14 X 1,25 14,0 124,0 77,0 60,0 45,0 63988 276,5513,0 0.5118 M14 X 1 14,0 124,0 77,0 60,0 45,0 63989 276,5513,5 0.5315 5/8-11 14,0 124,0 77,0 60,0 45,0 64001 302,1613,8 0.5433 14,0 124,0 77,0 60,0 45,0 63990 302,1614,0 0.5512 M16 X 2 14,0 124,0 77,0 60,0 45,0 63991 302,1614,5 0.5709 M16 X 1,5 16,0 133,0 83,0 63,0 48,0 63992 361,0414,8 0.5827 16,0 133,0 83,0 63,0 48,0 63993 361,0415,0 0.5906 M16 X 1 16,0 133,0 83,0 63,0 48,0 63994 361,0415,5 0.6102 M18 X 2,5 16,0 133,0 83,0 63,0 48,0 63995 389,2215,8 0.6220 16,0 133,0 83,0 63,0 48,0 63996 389,2216,0 0.6299 16,0 133,0 83,0 63,0 48,0 63997 389,22
140M 5xDSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,002/+0,012D2 = h6
DIAMÈTRE >3 à 6D1 = +0,004/+0,016D2 = h6
DIAMÈTRE >6 à 10D1 = +0,006/+0,021D2 = h6
DIAMÈTRE >10 à 18D1 = +0,007/+0,025D2 = h6
DIAMÈTRE >18 à 30D1 = +0,008/+0,029D2 = h6
INFORMATIONS TECHNIQUES 116

116www.sgstool.comFORETS
Recommandations techniques
Série 140M 5xDMétrique
DURETÉ VITESSE AVANCE (mm/tr)
BRINELL m/min 3 6 8 10 12 14 16
■ ■ ACIER AU CARBONE1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 134 0.145 0.195 0.255 0.320 0.385 0.450 0.515
> 200≤ 300 116 0.125 0.170 0.225 0.280 0.340 0.395 0.450
> 300≤ 420 55 0.110 0.145 0.190 0.240 0.290 0.335 0.385
■ ■ ALLIAGE D’ACIER4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 101 0.110 0.145 0.190 0.240 0.290 0.335 0.385
> 270≤ 370 73 0.090 0.120 0.160 0.200 0.240 0.280 0.320
> 370≤ 450 43 0.065 0.085 0.115 0.145 0.170 0.200 0.230
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 73 0.090 0.120 0.160 0.200 0.240 0.280 0.320
> 250≤ 330 55 0.065 0.085 0.115 0.145 0.170 0.200 0.230
> 330≤ 450 27 0.035 0.050 0.065 0.080 0.095 0.110 0.130
■ ■ FONTE Grise, malléable, ductile
≤ 200 134 0.180 0.240 0.320 0.400 0.485 0.560 0.640
> 200≤ 330 85 0.165 0.215 0.290 0.360 0.435 0.505 0.575
■ ■ INOXYDABLE (facilement usinable)303, 416, 420F, 430F, 440F
≤ 250 67 0.090 0.120 0.160 0.200 0.240 0.280 0.320
> 250≤ 330 52 0.070 0.095 0.130 0.160 0.195 0.225 0.255
■ ■ INOXYDABLE (difficile)304, 316, 321, 15-5ph, 17-4PH, Nitronic 32
≤ 270 46 0.065 0.085 0.115 0.145 0.170 0.200 0.230
> 270≤ 370 37 0.055 0.070 0.095 0.120 0.145 0.170 0.190
■ ■ TITANETiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 61 0.065 0.085 0.115 0.145 0.170 0.200 0.230
> 280≤ 350 49 0.055 0.070 0.095 0.120 0.145 0.170 0.190
> 350≤ 440 37 0.045 0.060 0.085 0.105 0.120 0.145 0.165
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Waspalloy
≤ 220 30 0.035 0.050 0.065 0.080 0.095 0.110 0.130
> 220≤ 330 21 0.030 0.035 0.050 0.065 0.070 0.090 0.105
> 330≤ 420 15 0.020 0.025 0.030 0.040 0.050 0.055 0.065
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 235 0.200 0.265 0.355 0.440 0.530 0.620 0.705
> 80 201 0.180 0.240 0.320 0.400 0.485 0.560 0.640
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 168 0.070 0.095 0.130 0.160 0.195 0.225 0.255
> 140 134 0.070 0.095 0.130 0.160 0.195 0.225 0.255
Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m
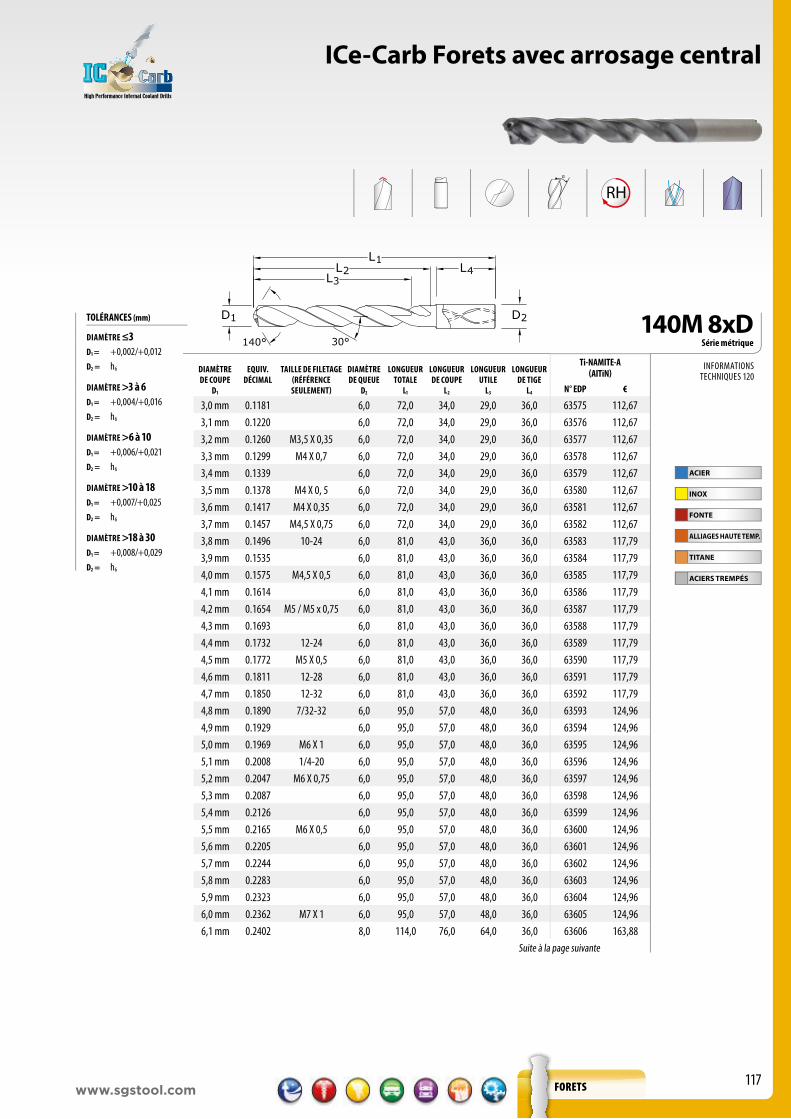
117www.sgstool.com
RH
FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
ICe-Carb Forets avec arrosage central
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE TIGE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €
3,0 mm 0.1181 6,0 72,0 34,0 29,0 36,0 63575 112,673,1 mm 0.1220 6,0 72,0 34,0 29,0 36,0 63576 112,673,2 mm 0.1260 M3,5 X 0,35 6,0 72,0 34,0 29,0 36,0 63577 112,673,3 mm 0.1299 M4 X 0,7 6,0 72,0 34,0 29,0 36,0 63578 112,673,4 mm 0.1339 6,0 72,0 34,0 29,0 36,0 63579 112,673,5 mm 0.1378 M4 X 0, 5 6,0 72,0 34,0 29,0 36,0 63580 112,673,6 mm 0.1417 M4 X 0,35 6,0 72,0 34,0 29,0 36,0 63581 112,673,7 mm 0.1457 M4,5 X 0,75 6,0 72,0 34,0 29,0 36,0 63582 112,673,8 mm 0.1496 10-24 6,0 81,0 43,0 36,0 36,0 63583 117,793,9 mm 0.1535 6,0 81,0 43,0 36,0 36,0 63584 117,794,0 mm 0.1575 M4,5 X 0,5 6,0 81,0 43,0 36,0 36,0 63585 117,794,1 mm 0.1614 6,0 81,0 43,0 36,0 36,0 63586 117,794,2 mm 0.1654 M5 / M5 x 0,75 6,0 81,0 43,0 36,0 36,0 63587 117,794,3 mm 0.1693 6,0 81,0 43,0 36,0 36,0 63588 117,794,4 mm 0.1732 12-24 6,0 81,0 43,0 36,0 36,0 63589 117,794,5 mm 0.1772 M5 X 0,5 6,0 81,0 43,0 36,0 36,0 63590 117,794,6 mm 0.1811 12-28 6,0 81,0 43,0 36,0 36,0 63591 117,794,7 mm 0.1850 12-32 6,0 81,0 43,0 36,0 36,0 63592 117,794,8 mm 0.1890 7/32-32 6,0 95,0 57,0 48,0 36,0 63593 124,964,9 mm 0.1929 6,0 95,0 57,0 48,0 36,0 63594 124,965,0 mm 0.1969 M6 X 1 6,0 95,0 57,0 48,0 36,0 63595 124,965,1 mm 0.2008 1/4-20 6,0 95,0 57,0 48,0 36,0 63596 124,965,2 mm 0.2047 M6 X 0,75 6,0 95,0 57,0 48,0 36,0 63597 124,965,3 mm 0.2087 6,0 95,0 57,0 48,0 36,0 63598 124,965,4 mm 0.2126 6,0 95,0 57,0 48,0 36,0 63599 124,965,5 mm 0.2165 M6 X 0,5 6,0 95,0 57,0 48,0 36,0 63600 124,965,6 mm 0.2205 6,0 95,0 57,0 48,0 36,0 63601 124,965,7 mm 0.2244 6,0 95,0 57,0 48,0 36,0 63602 124,965,8 mm 0.2283 6,0 95,0 57,0 48,0 36,0 63603 124,965,9 mm 0.2323 6,0 95,0 57,0 48,0 36,0 63604 124,966,0 mm 0.2362 M7 X 1 6,0 95,0 57,0 48,0 36,0 63605 124,966,1 mm 0.2402 8,0 114,0 76,0 64,0 36,0 63606 163,88
Suite à la page suivante
140M 8xDSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,002/+0,012D2 = h6
DIAMÈTRE >3 à 6D1 = +0,004/+0,016D2 = h6
DIAMÈTRE >6 à 10D1 = +0,006/+0,021D2 = h6
DIAMÈTRE >10 à 18D1 = +0,007/+0,025D2 = h6
DIAMÈTRE >18 à 30D1 = +0,008/+0,029D2 = h6
INFORMATIONS TECHNIQUES 120

118www.sgstool.comFORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
ICe-Carb Forets avec arrosage central
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE TIGE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €
6,2 mm 0.2441 M7 X 0,75 8,0 114,0 76,0 64,0 36,0 63607 163,886,3 mm 0.2480 8,0 114,0 76,0 64,0 36,0 63608 163,886,4 mm 0.2520 8,0 114,0 76,0 64,0 36,0 63609 163,886,5 mm 0.2559 8,0 114,0 76,0 64,0 36,0 63610 163,886,6 mm 0.2598 8,0 114,0 76,0 64,0 36,0 63611 163,886,7 mm 0.2638 8,0 114,0 76,0 64,0 36,0 63612 163,886,8 mm 0.2677 M8 X 1,25 8,0 114,0 76,0 64,0 36,0 63613 163,886,9 mm 0.2717 8,0 114,0 76,0 64,0 36,0 63614 163,887,0 mm 0.2756 M8 X 1 8,0 114,0 76,0 64,0 36,0 63615 163,887,1 mm 0.2795 8,0 114,0 76,0 64,0 36,0 63616 169,007,2 mm 0.2835 M8 X 0,75 8,0 114,0 76,0 64,0 36,0 63617 169,007,3 mm 0.2874 8,0 114,0 76,0 64,0 36,0 63618 169,007,4 mm 0.2913 8,0 114,0 76,0 64,0 36,0 63619 169,007,5 mm 0.2953 M8 X 0,5 8,0 114,0 76,0 64,0 36,0 63620 169,007,6 mm 0.2992 8,0 114,0 76,0 64,0 36,0 63621 169,007,7 mm 0.3031 8,0 114,0 76,0 64,0 36,0 63622 169,007,8 mm 0.3071 M9 X 1,25 8,0 114,0 76,0 64,0 36,0 63623 169,007,9 mm 0.3110 8,0 114,0 76,0 64,0 36,0 63624 169,008,0 mm 0.3150 M9 X 1 8,0 114,0 76,0 64,0 36,0 63625 169,008,1 mm 0.3189 10,0 142,0 95,0 80,0 40,0 63626 228,418,2 mm 0.3228 10,0 142,0 95,0 80,0 40,0 63627 228,418,3 mm 0.3268 10,0 142,0 95,0 80,0 40,0 63628 228,418,4 mm 0.3307 10,0 142,0 95,0 80,0 40,0 63629 228,418,5 mm 0.3346 M10 X 1,5 10,0 142,0 95,0 80,0 40,0 63630 228,418,6 mm 0.3386 10,0 142,0 95,0 80,0 40,0 63631 228,418,7 mm 0.3425 10,0 142,0 95,0 80,0 40,0 63632 228,418,8 mm 0.3465 M10 X 1,25 10,0 142,0 95,0 80,0 40,0 63633 257,868,9 mm 0.3504 10,0 142,0 95,0 80,0 40,0 63634 228,419,0 mm 0.3543 M10 X 1 10,0 142,0 95,0 80,0 40,0 63635 228,419,1 mm 0.3583 10,0 142,0 95,0 80,0 40,0 63636 228,419,2 mm 0.3622 M10 X 0,75 10,0 142,0 95,0 80,0 40,0 63637 274,729,3 mm 0.3661 10,0 142,0 95,0 80,0 40,0 63638 228,419,4 mm 0.3701 10,0 142,0 95,0 80,0 40,0 63639 228,419,5 mm 0.3740 M11 / M10 X 0,5 10,0 142,0 95,0 80,0 40,0 63640 228,419,6 mm 0.3780 10,0 142,0 95,0 80,0 40,0 63641 245,829,7 mm 0.3819 10,0 142,0 95,0 80,0 40,0 63642 245,829,8 mm 0.3858 10,0 142,0 95,0 80,0 40,0 63643 245,829,9 mm 0.3898 10,0 142,0 95,0 80,0 40,0 63644 245,82
Suite à la page suivante
140M 8xDSérie métrique
INFORMATIONS TECHNIQUES 120
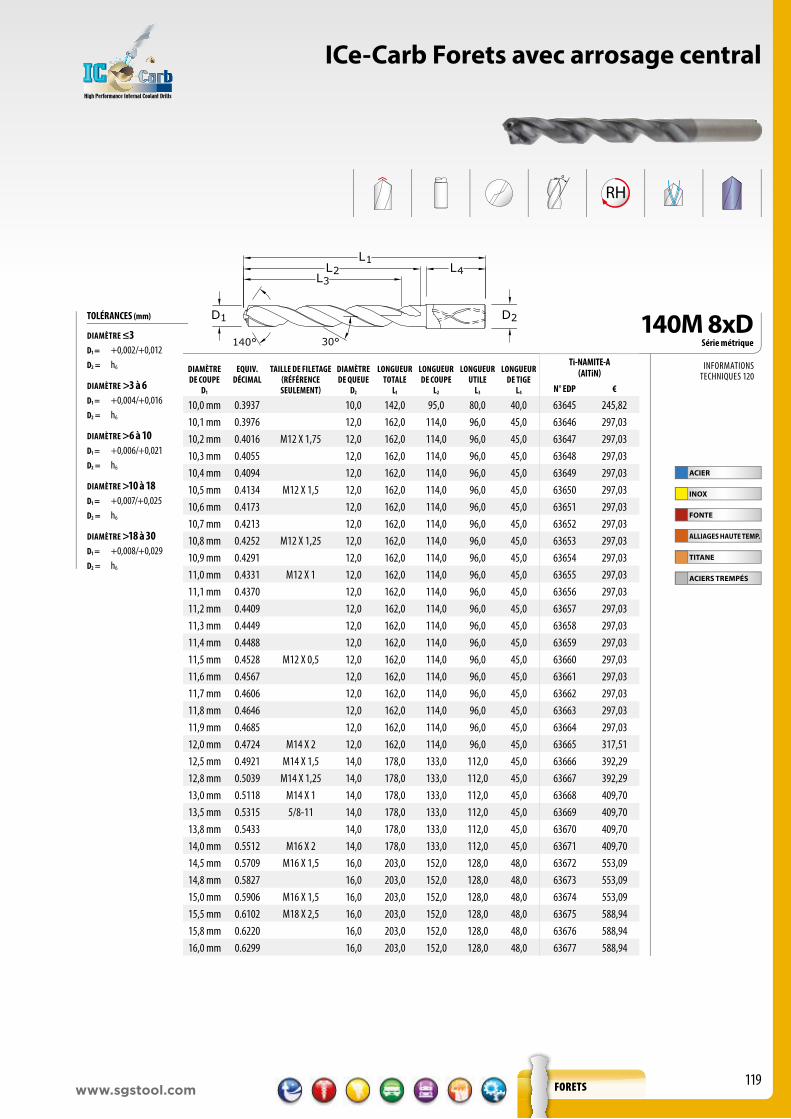
119www.sgstool.com
RH
FORETS
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
ACIERS TREMPÉS
ICe-Carb Forets avec arrosage central
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMAL
TAILLE DE FILETAGE (RÉFÉRENCE SEULEMENT)
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
LONGUEUR DE TIGE
L4
Ti-NAMITE-A(AlTiN)
N° EDP €
10,0 mm 0.3937 10,0 142,0 95,0 80,0 40,0 63645 245,8210,1 mm 0.3976 12,0 162,0 114,0 96,0 45,0 63646 297,0310,2 mm 0.4016 M12 X 1,75 12,0 162,0 114,0 96,0 45,0 63647 297,0310,3 mm 0.4055 12,0 162,0 114,0 96,0 45,0 63648 297,0310,4 mm 0.4094 12,0 162,0 114,0 96,0 45,0 63649 297,0310,5 mm 0.4134 M12 X 1,5 12,0 162,0 114,0 96,0 45,0 63650 297,0310,6 mm 0.4173 12,0 162,0 114,0 96,0 45,0 63651 297,0310,7 mm 0.4213 12,0 162,0 114,0 96,0 45,0 63652 297,0310,8 mm 0.4252 M12 X 1,25 12,0 162,0 114,0 96,0 45,0 63653 297,0310,9 mm 0.4291 12,0 162,0 114,0 96,0 45,0 63654 297,0311,0 mm 0.4331 M12 X 1 12,0 162,0 114,0 96,0 45,0 63655 297,0311,1 mm 0.4370 12,0 162,0 114,0 96,0 45,0 63656 297,0311,2 mm 0.4409 12,0 162,0 114,0 96,0 45,0 63657 297,0311,3 mm 0.4449 12,0 162,0 114,0 96,0 45,0 63658 297,0311,4 mm 0.4488 12,0 162,0 114,0 96,0 45,0 63659 297,0311,5 mm 0.4528 M12 X 0,5 12,0 162,0 114,0 96,0 45,0 63660 297,0311,6 mm 0.4567 12,0 162,0 114,0 96,0 45,0 63661 297,0311,7 mm 0.4606 12,0 162,0 114,0 96,0 45,0 63662 297,0311,8 mm 0.4646 12,0 162,0 114,0 96,0 45,0 63663 297,0311,9 mm 0.4685 12,0 162,0 114,0 96,0 45,0 63664 297,0312,0 mm 0.4724 M14 X 2 12,0 162,0 114,0 96,0 45,0 63665 317,5112,5 mm 0.4921 M14 X 1,5 14,0 178,0 133,0 112,0 45,0 63666 392,2912,8 mm 0.5039 M14 X 1,25 14,0 178,0 133,0 112,0 45,0 63667 392,2913,0 mm 0.5118 M14 X 1 14,0 178,0 133,0 112,0 45,0 63668 409,7013,5 mm 0.5315 5/8-11 14,0 178,0 133,0 112,0 45,0 63669 409,7013,8 mm 0.5433 14,0 178,0 133,0 112,0 45,0 63670 409,7014,0 mm 0.5512 M16 X 2 14,0 178,0 133,0 112,0 45,0 63671 409,7014,5 mm 0.5709 M16 X 1,5 16,0 203,0 152,0 128,0 48,0 63672 553,0914,8 mm 0.5827 16,0 203,0 152,0 128,0 48,0 63673 553,0915,0 mm 0.5906 M16 X 1,5 16,0 203,0 152,0 128,0 48,0 63674 553,0915,5 mm 0.6102 M18 X 2,5 16,0 203,0 152,0 128,0 48,0 63675 588,9415,8 mm 0.6220 16,0 203,0 152,0 128,0 48,0 63676 588,9416,0 mm 0.6299 16,0 203,0 152,0 128,0 48,0 63677 588,94
140M 8xDSérie métrique
TOLÉRANCES (mm)
DIAMÈTRE ≤3D1 = +0,002/+0,012D2 = h6
DIAMÈTRE >3 à 6D1 = +0,004/+0,016D2 = h6
DIAMÈTRE >6 à 10D1 = +0,006/+0,021D2 = h6
DIAMÈTRE >10 à 18D1 = +0,007/+0,025D2 = h6
DIAMÈTRE >18 à 30D1 = +0,008/+0,029D2 = h6
INFORMATIONS TECHNIQUES 120
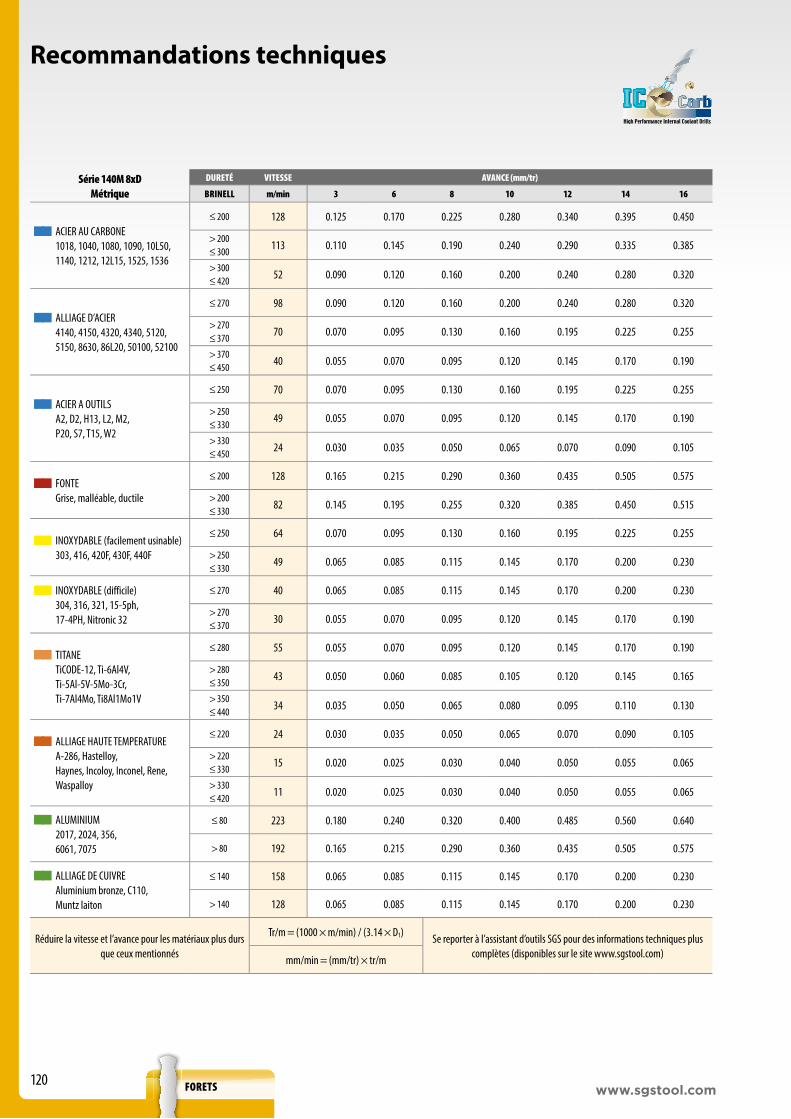
120www.sgstool.comFORETS
Recommandations techniques
Série 140M 8xDMétrique
DURETÉ VITESSE AVANCE (mm/tr)
BRINELL m/min 3 6 8 10 12 14 16
■ ■ ACIER AU CARBONE1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 128 0.125 0.170 0.225 0.280 0.340 0.395 0.450
> 200≤ 300 113 0.110 0.145 0.190 0.240 0.290 0.335 0.385
> 300≤ 420 52 0.090 0.120 0.160 0.200 0.240 0.280 0.320
■ ■ ALLIAGE D’ACIER4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 98 0.090 0.120 0.160 0.200 0.240 0.280 0.320
> 270≤ 370 70 0.070 0.095 0.130 0.160 0.195 0.225 0.255
> 370≤ 450 40 0.055 0.070 0.095 0.120 0.145 0.170 0.190
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 70 0.070 0.095 0.130 0.160 0.195 0.225 0.255
> 250≤ 330 49 0.055 0.070 0.095 0.120 0.145 0.170 0.190
> 330≤ 450 24 0.030 0.035 0.050 0.065 0.070 0.090 0.105
■ ■ FONTE Grise, malléable, ductile
≤ 200 128 0.165 0.215 0.290 0.360 0.435 0.505 0.575
> 200≤ 330 82 0.145 0.195 0.255 0.320 0.385 0.450 0.515
■ ■ INOXYDABLE (facilement usinable)303, 416, 420F, 430F, 440F
≤ 250 64 0.070 0.095 0.130 0.160 0.195 0.225 0.255
> 250≤ 330 49 0.065 0.085 0.115 0.145 0.170 0.200 0.230
■ ■ INOXYDABLE (difficile)304, 316, 321, 15-5ph, 17-4PH, Nitronic 32
≤ 270 40 0.065 0.085 0.115 0.145 0.170 0.200 0.230
> 270≤ 370 30 0.055 0.070 0.095 0.120 0.145 0.170 0.190
■ ■ TITANETiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 55 0.055 0.070 0.095 0.120 0.145 0.170 0.190
> 280≤ 350 43 0.050 0.060 0.085 0.105 0.120 0.145 0.165
> 350≤ 440 34 0.035 0.050 0.065 0.080 0.095 0.110 0.130
■ ■ ALLIAGE HAUTE TEMPERATUREA-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Waspalloy
≤ 220 24 0.030 0.035 0.050 0.065 0.070 0.090 0.105
> 220≤ 330 15 0.020 0.025 0.030 0.040 0.050 0.055 0.065
> 330≤ 420 11 0.020 0.025 0.030 0.040 0.050 0.055 0.065
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 223 0.180 0.240 0.320 0.400 0.485 0.560 0.640
> 80 192 0.165 0.215 0.290 0.360 0.435 0.505 0.575
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 158 0.065 0.085 0.115 0.145 0.170 0.200 0.230
> 140 128 0.065 0.085 0.115 0.145 0.170 0.200 0.230
Réduire la vitesse et l’avance pour les matériaux plus durs que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m

121www.sgstool.com
RH
FORETS
120MSérie métrique
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMALDIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2 / L3
LONGUEUR DE TIGE
L4
Di-NAMITE (Diamant)
N° EDP €
#40 0.0980 1/8 2 9/16 1-1/4 50000 268,702,7 0.1063 6,0 63,0 20,0 32,0 50001 268,703,0 0.1181 6,0 63,0 20,0 36,0 50002 268,701/8 0.1250 1/4 2-1/2 3/4 1-7/16 50003 268,703,2 0.1260 6,0 63,0 20,0 36,0 50004 273,10#30 0.1290 1/4 2-1/2 3/4 1-7/16 50005 273,10#28 0.1410 1/4 2-1/2 3/4 1-7/16 50006 273,10#22 0.1570 1/4 2-5/8 7/8 1-7/16 50007 273,10#21 0.1590 1/4 2-5/8 7/8 1-7/16 50008 273,104,1 0.1610 6,0 66,0 24,0 36,0 50009 273,10#19 0.1660 1/4 2-5/8 7/8 1-7/16 50010 273,10
11/64 0.1720 1/4 2-5/8 7/8 1-7/16 50011 273,103/16 0.1880 1/4 2-5/8 1 1-7/16 50012 309,30#11 0.1910 1/4 2-5/8 1 1-7/16 50013 309,30#8 0.1990 1/4 2-5/8 1 1-7/16 50014 309,30#7 0.2010 1/4 2-5/8 1 1-7/16 50015 309,30#2 0.2210 1/4 2-5/8 1 1-7/16 50016 309,306,0 0.2362 6,0 66,0 28,0 36,0 50017 309,301/4 0.2500 1/4 3-1/8 1-5/16 1-7/16 50018 502,96
.2510 0.2510 5/16 3-1/8 1-5/16 1-7/16 50019 502,96F 0.2570 5/16 3-1/8 1-5/16 1-7/16 50020 502,96I 0.2720 5/16 3-1/8 1-5/16 1-7/16 50021 502,96J 0.2770 5/16 3-1/8 1-5/16 1-7/16 50022 502,96K 0.2810 5/16 3-1/8 1-9/16 1-7/16 50023 502,96
5/16 0.3130 5/16 3-1/8 1-9/16 1-7/16 50024 502,968,0 0.3150 8,0 79,0 41,0 36,0 50025 764,653/8 0.3750 3/8 3-1/2 1-27/32 1-9/16 50026 764,65
V 0.3770 1/2 3-1/2 1-27/32 1-9/16 50027 764,6510,0 0.3940 10,0 89,0 47,0 40,0 50028 815,717/16 0.4380 1/2 4-1/4 2-3/16 1-9/16 50029 815,7112,0 0.4720 12,0 102,0 55,0 45,0 50030 815,711/2 0.5000 1/2 4-1/4 2-5/16 1-3/4 50031 815,71
TOLÉRANCES (mm)
D1 = +0,000/–0,013D2 = h6
Forets CFRP 8 facettes
INFORMATIONS TECHNIQUES 122
PLASTIQUES/COMPOSITES

122www.sgstool.comFORETS
Recommandations techniques
Série 120MMétrique
VITESSE (m/min) AVANCE (mm/tr)
Vc 2.5 3 4.1 6 8 10 12
■ ■ CFRP, AFRP(fibre de verre, fibre d’aramide)
100 0.015 .018 0.020 0.030 0.038 0.046 0.053
■ ■ GFRP (fibre de verre)
75 0.015 .018 0.020 0.030 0.038 0.046 0.053
■ ■ CARBONE, GRAPHITE 120 0.020 .024 0.030 0.041 0.051 0.061 0.071
Ajuster la vitesse et/ou l’avance basées sur le type de résine et/ou la structure
de fibre
Tr/m = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m

123www.sgstool.com FORETS
PerçageRecommandations concernant le liquide de refroidissement
SGS COOLANT RECOMMENDATIONS
0
200
400
600
800
1000
1200
1400
1600
3 4 6 8 10DRILL DIAMETER (mm)
RECOMMENDED COOLANT PRESSUREBY DIAMETER – psi
PRES
SURE
(ps
i)
12 14 16 18
0
20
40
60
80
100
120
3 4 6 8 10DRILL DIAMETER (mm)
RECOMMENDED COOLANT PRESSUREBY DIAMETER – bar
PRES
SURE
(ba
r)
12 14 16 18
SMALL TIP – HIGH VELOCITYCOMPLETE COVERAGE
LARGE TIP – LOW VELOCITYNO COVERAGE AT MAXIMUM DEPTH
n Le liquide de refroidissement évacue les copeaux de la zone de coupe, réduit la chaleur dégagée pendant l’usinage et diminue le frottement.
n Il est important d’optimiser la pression de refroidissement et la position, afin d’obtenir tous les avantages que le liquide de refroidissement confère au processus de coupe.
n Une bonne utilisation du liquide de refroidissement permet d’augmenter les conditions de coupe, des taux d’enlèvement de matière plus importants, de meilleurs états de surface, une durée de vie d’outil prévisible, une consommation d’électricité réduite et des durées de cycle réduites.
n La pression est importante mais la constance et la position de l’arrosage sur l’outil sont aussi importants ; le refroidissement intermittent du carbure entraîne une charge thermique du matériau et la formation de “microfissures.”
n La propreté et la filtration adéquate des liquides de refroidissement sont importantes, afin que le liquide de refroidissement garde ses propriétés bénéfiques et pour éviter une réduction de la pression du liquide ou bien le risque de boucher les canaux de refroidissement au cours de l’arrosage à travers les forets.
◾ Réduire la grosseur de la buse d’arrosage permet de tirer tous les avantages possibles de la conception sur le foret Hi-PerCarb en augmentant la vitesse. Diriger les buses dans le sens de la gougure secondaire située entre les deux listels pour avoir de meilleurs résultats.
SGS COOLANT RECOMMENDATIONS
0
200
400
600
800
1000
1200
1400
1600
3 4 6 8 10DRILL DIAMETER (mm)
RECOMMENDED COOLANT PRESSUREBY DIAMETER – psi
PRES
SURE
(ps
i)
12 14 16 18
0
20
40
60
80
100
120
3 4 6 8 10DRILL DIAMETER (mm)
RECOMMENDED COOLANT PRESSUREBY DIAMETER – bar
PRES
SURE
(ba
r)
12 14 16 18
SMALL TIP – HIGH VELOCITYCOMPLETE COVERAGE
LARGE TIP – LOW VELOCITYNO COVERAGE AT MAXIMUM DEPTH
POINTE LARGE – VITESSE FAIBLE AUCUNE COUVERTURE À UNE PROFONDEUR MAXIMALE
DIAMÈTRE DE FORET (mm)
DIAMÈTRE DE FORET (mm)
PRES
SION
(bar
)PR
ESSI
ON (p
si)
PRESSION DE LIQUIDE DE REFROIDISSEMENT RECOMMANDÉE PAR DIAMÈTRE – bar
PRESSION DE LIQUIDE DE REFROIDISSEMENT RECOMMANDÉE PAR DIAMÈTRE – PSI
PETITE POINTE– VITESSE ÉLEVÉE COUVERTURE COMPLÈTE
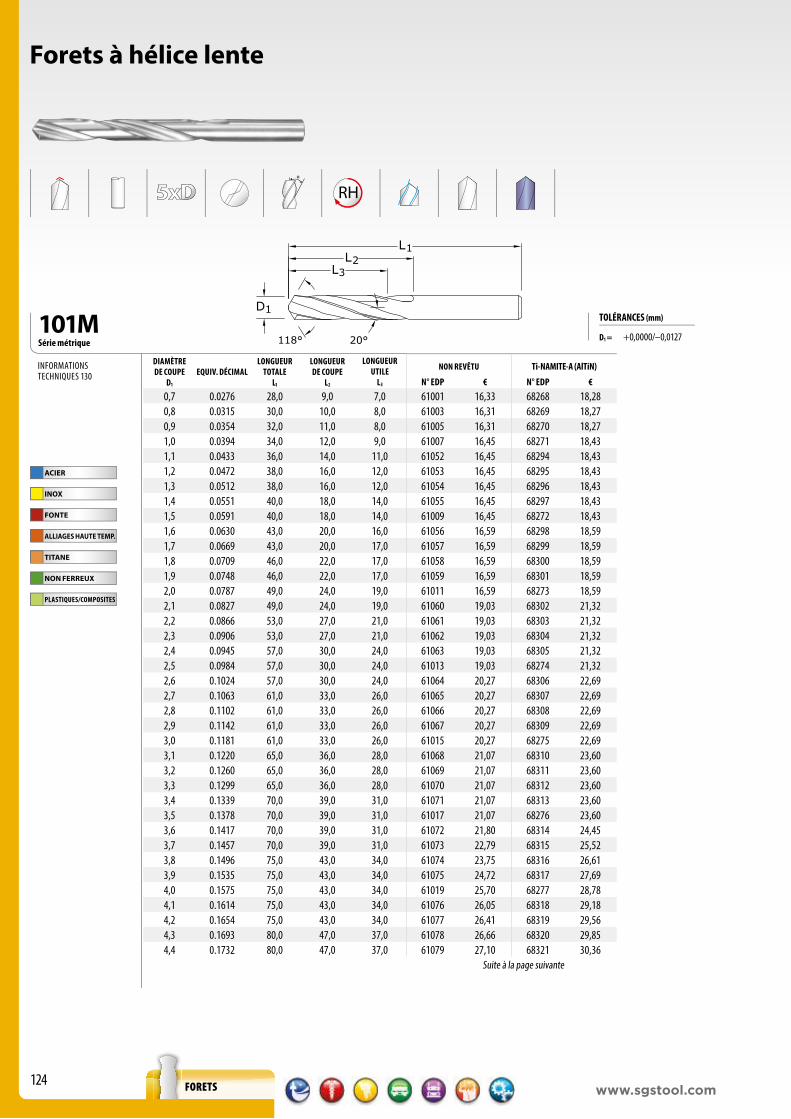
124www.sgstool.com
RH
FORETS
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMALLONGUEUR
TOTALE L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTU Ti-NAMITE-A (AlTiN)
N° EDP € N° EDP €0,7 0.0276 28,0 9,0 7,0 61001 16,33 68268 18,280,8 0.0315 30,0 10,0 8,0 61003 16,31 68269 18,270,9 0.0354 32,0 11,0 8,0 61005 16,31 68270 18,271,0 0.0394 34,0 12,0 9,0 61007 16,45 68271 18,431,1 0.0433 36,0 14,0 11,0 61052 16,45 68294 18,431,2 0.0472 38,0 16,0 12,0 61053 16,45 68295 18,431,3 0.0512 38,0 16,0 12,0 61054 16,45 68296 18,431,4 0.0551 40,0 18,0 14,0 61055 16,45 68297 18,431,5 0.0591 40,0 18,0 14,0 61009 16,45 68272 18,431,6 0.0630 43,0 20,0 16,0 61056 16,59 68298 18,591,7 0.0669 43,0 20,0 17,0 61057 16,59 68299 18,591,8 0.0709 46,0 22,0 17,0 61058 16,59 68300 18,591,9 0.0748 46,0 22,0 17,0 61059 16,59 68301 18,592,0 0.0787 49,0 24,0 19,0 61011 16,59 68273 18,592,1 0.0827 49,0 24,0 19,0 61060 19,03 68302 21,322,2 0.0866 53,0 27,0 21,0 61061 19,03 68303 21,322,3 0.0906 53,0 27,0 21,0 61062 19,03 68304 21,322,4 0.0945 57,0 30,0 24,0 61063 19,03 68305 21,322,5 0.0984 57,0 30,0 24,0 61013 19,03 68274 21,322,6 0.1024 57,0 30,0 24,0 61064 20,27 68306 22,692,7 0.1063 61,0 33,0 26,0 61065 20,27 68307 22,692,8 0.1102 61,0 33,0 26,0 61066 20,27 68308 22,692,9 0.1142 61,0 33,0 26,0 61067 20,27 68309 22,693,0 0.1181 61,0 33,0 26,0 61015 20,27 68275 22,693,1 0.1220 65,0 36,0 28,0 61068 21,07 68310 23,603,2 0.1260 65,0 36,0 28,0 61069 21,07 68311 23,603,3 0.1299 65,0 36,0 28,0 61070 21,07 68312 23,603,4 0.1339 70,0 39,0 31,0 61071 21,07 68313 23,603,5 0.1378 70,0 39,0 31,0 61017 21,07 68276 23,603,6 0.1417 70,0 39,0 31,0 61072 21,80 68314 24,453,7 0.1457 70,0 39,0 31,0 61073 22,79 68315 25,523,8 0.1496 75,0 43,0 34,0 61074 23,75 68316 26,613,9 0.1535 75,0 43,0 34,0 61075 24,72 68317 27,694,0 0.1575 75,0 43,0 34,0 61019 25,70 68277 28,784,1 0.1614 75,0 43,0 34,0 61076 26,05 68318 29,184,2 0.1654 75,0 43,0 34,0 61077 26,41 68319 29,564,3 0.1693 80,0 47,0 37,0 61078 26,66 68320 29,854,4 0.1732 80,0 47,0 37,0 61079 27,10 68321 30,36
Suite à la page suivante
TOLÉRANCES (mm)
D1 = +0,0000/–0,0127101MSérie métrique
Forets à hélice lente
INFORMATIONS TECHNIQUES 130
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
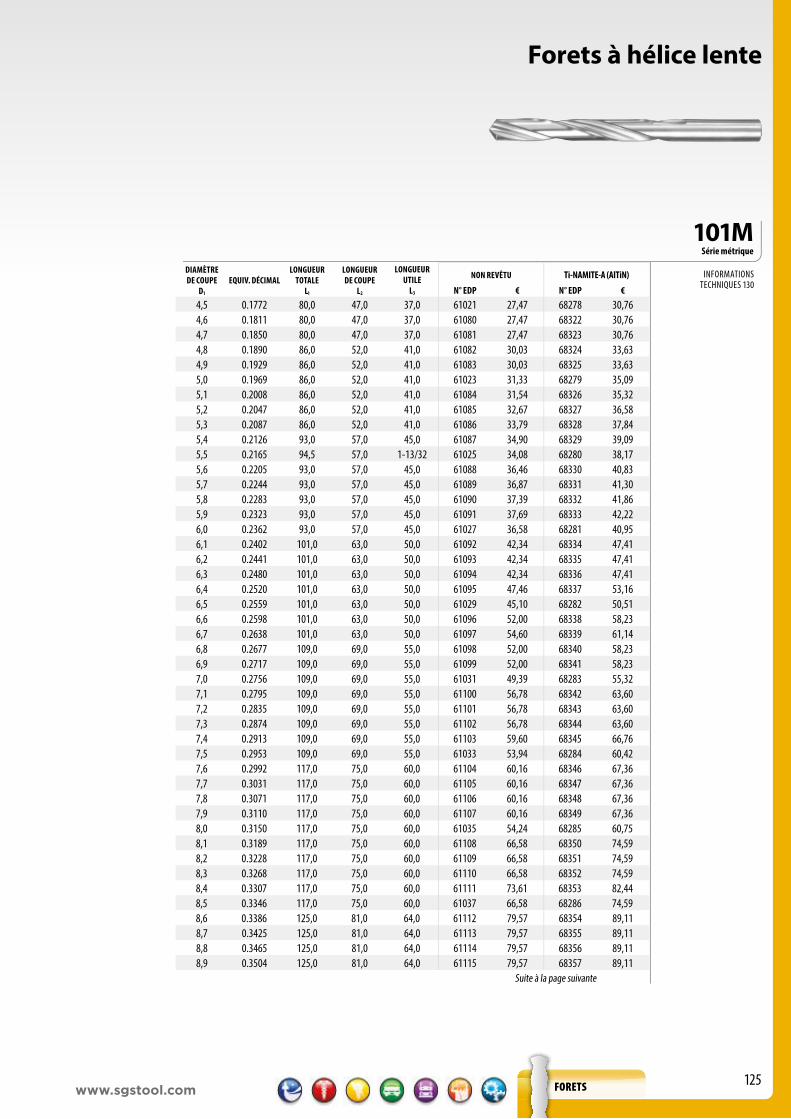
125www.sgstool.com FORETS
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMALLONGUEUR
TOTALE L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTU Ti-NAMITE-A (AlTiN)
N° EDP € N° EDP €4,5 0.1772 80,0 47,0 37,0 61021 27,47 68278 30,764,6 0.1811 80,0 47,0 37,0 61080 27,47 68322 30,764,7 0.1850 80,0 47,0 37,0 61081 27,47 68323 30,764,8 0.1890 86,0 52,0 41,0 61082 30,03 68324 33,634,9 0.1929 86,0 52,0 41,0 61083 30,03 68325 33,635,0 0.1969 86,0 52,0 41,0 61023 31,33 68279 35,095,1 0.2008 86,0 52,0 41,0 61084 31,54 68326 35,325,2 0.2047 86,0 52,0 41,0 61085 32,67 68327 36,585,3 0.2087 86,0 52,0 41,0 61086 33,79 68328 37,845,4 0.2126 93,0 57,0 45,0 61087 34,90 68329 39,095,5 0.2165 94,5 57,0 1-13/32 61025 34,08 68280 38,175,6 0.2205 93,0 57,0 45,0 61088 36,46 68330 40,835,7 0.2244 93,0 57,0 45,0 61089 36,87 68331 41,305,8 0.2283 93,0 57,0 45,0 61090 37,39 68332 41,865,9 0.2323 93,0 57,0 45,0 61091 37,69 68333 42,226,0 0.2362 93,0 57,0 45,0 61027 36,58 68281 40,956,1 0.2402 101,0 63,0 50,0 61092 42,34 68334 47,416,2 0.2441 101,0 63,0 50,0 61093 42,34 68335 47,416,3 0.2480 101,0 63,0 50,0 61094 42,34 68336 47,416,4 0.2520 101,0 63,0 50,0 61095 47,46 68337 53,166,5 0.2559 101,0 63,0 50,0 61029 45,10 68282 50,516,6 0.2598 101,0 63,0 50,0 61096 52,00 68338 58,236,7 0.2638 101,0 63,0 50,0 61097 54,60 68339 61,146,8 0.2677 109,0 69,0 55,0 61098 52,00 68340 58,236,9 0.2717 109,0 69,0 55,0 61099 52,00 68341 58,237,0 0.2756 109,0 69,0 55,0 61031 49,39 68283 55,327,1 0.2795 109,0 69,0 55,0 61100 56,78 68342 63,607,2 0.2835 109,0 69,0 55,0 61101 56,78 68343 63,607,3 0.2874 109,0 69,0 55,0 61102 56,78 68344 63,607,4 0.2913 109,0 69,0 55,0 61103 59,60 68345 66,767,5 0.2953 109,0 69,0 55,0 61033 53,94 68284 60,427,6 0.2992 117,0 75,0 60,0 61104 60,16 68346 67,367,7 0.3031 117,0 75,0 60,0 61105 60,16 68347 67,367,8 0.3071 117,0 75,0 60,0 61106 60,16 68348 67,367,9 0.3110 117,0 75,0 60,0 61107 60,16 68349 67,368,0 0.3150 117,0 75,0 60,0 61035 54,24 68285 60,758,1 0.3189 117,0 75,0 60,0 61108 66,58 68350 74,598,2 0.3228 117,0 75,0 60,0 61109 66,58 68351 74,598,3 0.3268 117,0 75,0 60,0 61110 66,58 68352 74,598,4 0.3307 117,0 75,0 60,0 61111 73,61 68353 82,448,5 0.3346 117,0 75,0 60,0 61037 66,58 68286 74,598,6 0.3386 125,0 81,0 64,0 61112 79,57 68354 89,118,7 0.3425 125,0 81,0 64,0 61113 79,57 68355 89,118,8 0.3465 125,0 81,0 64,0 61114 79,57 68356 89,118,9 0.3504 125,0 81,0 64,0 61115 79,57 68357 89,11
Suite à la page suivante
101MSérie métrique
Forets à hélice lente
INFORMATIONS TECHNIQUES 130
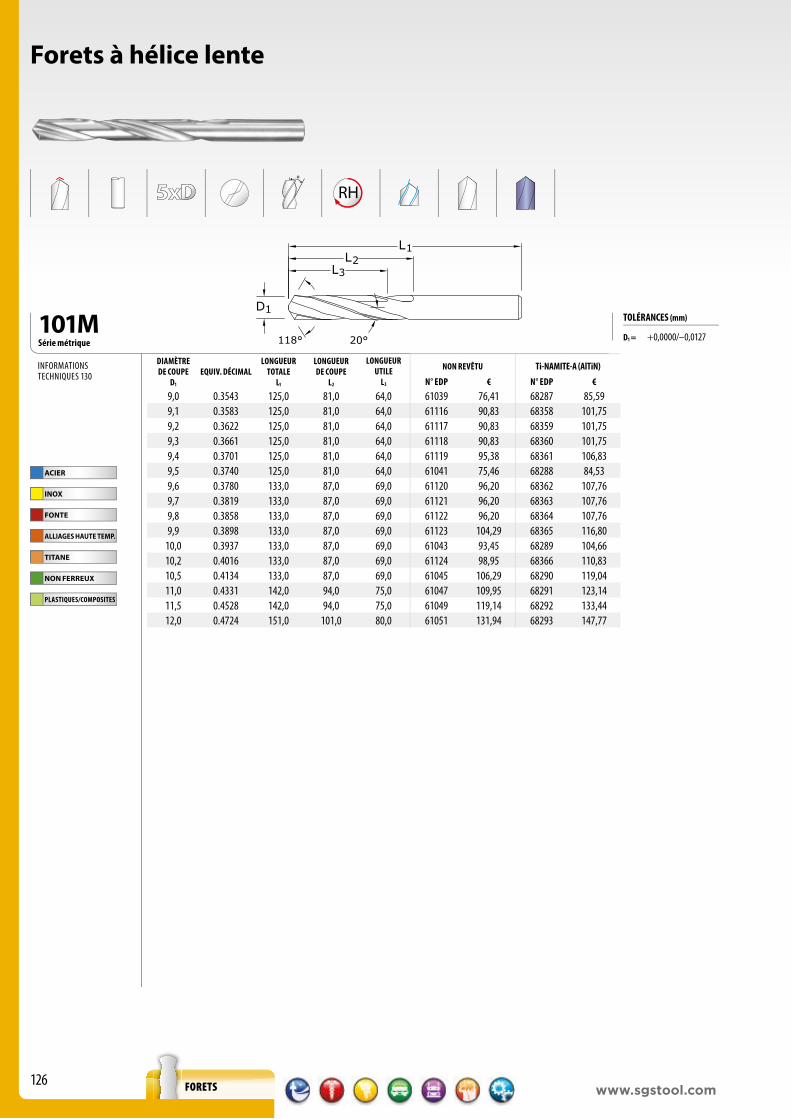
126www.sgstool.com
RH
FORETS
DIAMÈTRE DE COUPE
D1
EQUIV. DÉCIMALLONGUEUR
TOTALE L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTU Ti-NAMITE-A (AlTiN)
N° EDP € N° EDP €9,0 0.3543 125,0 81,0 64,0 61039 76,41 68287 85,599,1 0.3583 125,0 81,0 64,0 61116 90,83 68358 101,759,2 0.3622 125,0 81,0 64,0 61117 90,83 68359 101,759,3 0.3661 125,0 81,0 64,0 61118 90,83 68360 101,759,4 0.3701 125,0 81,0 64,0 61119 95,38 68361 106,839,5 0.3740 125,0 81,0 64,0 61041 75,46 68288 84,539,6 0.3780 133,0 87,0 69,0 61120 96,20 68362 107,769,7 0.3819 133,0 87,0 69,0 61121 96,20 68363 107,769,8 0.3858 133,0 87,0 69,0 61122 96,20 68364 107,769,9 0.3898 133,0 87,0 69,0 61123 104,29 68365 116,80
10,0 0.3937 133,0 87,0 69,0 61043 93,45 68289 104,6610,2 0.4016 133,0 87,0 69,0 61124 98,95 68366 110,8310,5 0.4134 133,0 87,0 69,0 61045 106,29 68290 119,0411,0 0.4331 142,0 94,0 75,0 61047 109,95 68291 123,1411,5 0.4528 142,0 94,0 75,0 61049 119,14 68292 133,4412,0 0.4724 151,0 101,0 80,0 61051 131,94 68293 147,77
101MSérie métrique
Forets à hélice lente
TOLÉRANCES (mm)
D1 = +0,0000/–0,0127
INFORMATIONS TECHNIQUES 130
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
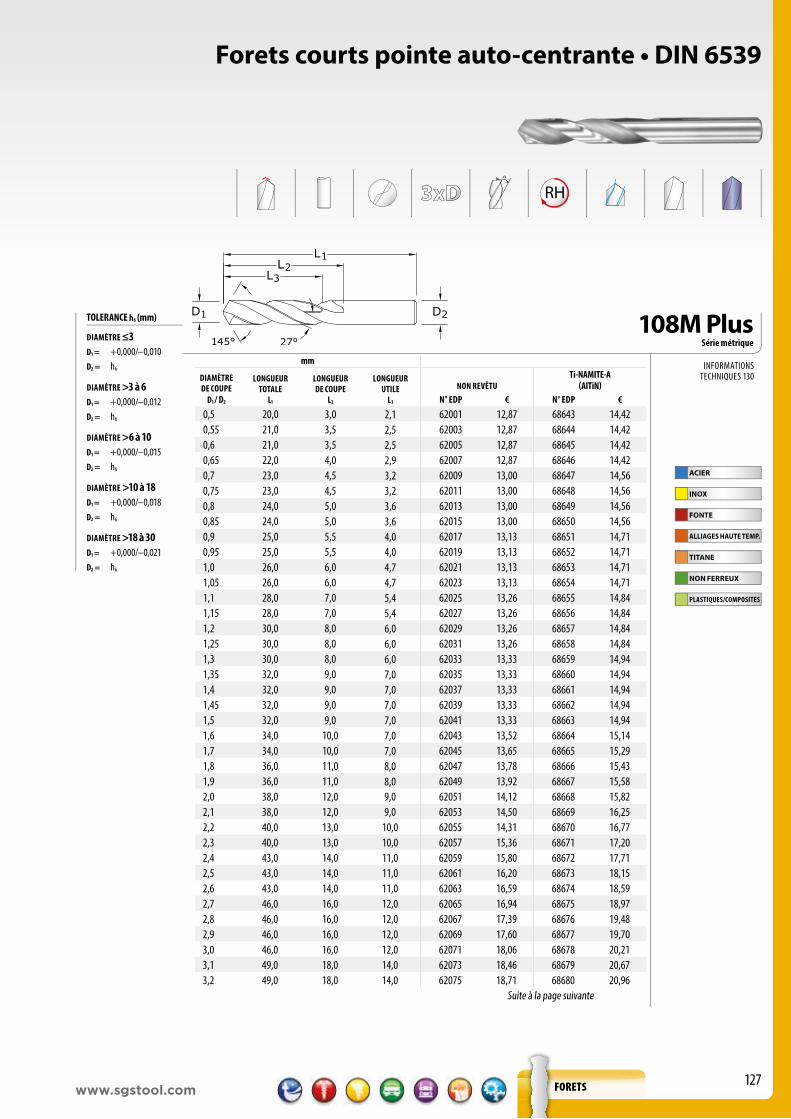
127www.sgstool.com
RH
FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
0,5 20,0 3,0 2,1 62001 12,87 68643 14,420,55 21,0 3,5 2,5 62003 12,87 68644 14,420,6 21,0 3,5 2,5 62005 12,87 68645 14,420,65 22,0 4,0 2,9 62007 12,87 68646 14,420,7 23,0 4,5 3,2 62009 13,00 68647 14,560,75 23,0 4,5 3,2 62011 13,00 68648 14,560,8 24,0 5,0 3,6 62013 13,00 68649 14,560,85 24,0 5,0 3,6 62015 13,00 68650 14,560,9 25,0 5,5 4,0 62017 13,13 68651 14,710,95 25,0 5,5 4,0 62019 13,13 68652 14,711,0 26,0 6,0 4,7 62021 13,13 68653 14,711,05 26,0 6,0 4,7 62023 13,13 68654 14,711,1 28,0 7,0 5,4 62025 13,26 68655 14,841,15 28,0 7,0 5,4 62027 13,26 68656 14,841,2 30,0 8,0 6,0 62029 13,26 68657 14,841,25 30,0 8,0 6,0 62031 13,26 68658 14,841,3 30,0 8,0 6,0 62033 13,33 68659 14,941,35 32,0 9,0 7,0 62035 13,33 68660 14,941,4 32,0 9,0 7,0 62037 13,33 68661 14,941,45 32,0 9,0 7,0 62039 13,33 68662 14,941,5 32,0 9,0 7,0 62041 13,33 68663 14,941,6 34,0 10,0 7,0 62043 13,52 68664 15,141,7 34,0 10,0 7,0 62045 13,65 68665 15,291,8 36,0 11,0 8,0 62047 13,78 68666 15,431,9 36,0 11,0 8,0 62049 13,92 68667 15,582,0 38,0 12,0 9,0 62051 14,12 68668 15,822,1 38,0 12,0 9,0 62053 14,50 68669 16,252,2 40,0 13,0 10,0 62055 14,31 68670 16,772,3 40,0 13,0 10,0 62057 15,36 68671 17,202,4 43,0 14,0 11,0 62059 15,80 68672 17,712,5 43,0 14,0 11,0 62061 16,20 68673 18,152,6 43,0 14,0 11,0 62063 16,59 68674 18,592,7 46,0 16,0 12,0 62065 16,94 68675 18,972,8 46,0 16,0 12,0 62067 17,39 68676 19,482,9 46,0 16,0 12,0 62069 17,60 68677 19,703,0 46,0 16,0 12,0 62071 18,06 68678 20,213,1 49,0 18,0 14,0 62073 18,46 68679 20,673,2 49,0 18,0 14,0 62075 18,71 68680 20,96
Suite à la page suivante
Forets courts pointe auto-centrante • DIN 6539
108M PlusSérie métrique
TOLERANCE h6 (mm)
DIAMÈTRE ≤3D1 = +0,000/–0,010D2 = h6
DIAMÈTRE >3 à 6D1 = +0,000/–0,012D2 = h6
DIAMÈTRE >6 à 10D1 = +0,000/–0,015D2 = h6
DIAMÈTRE >10 à 18D1 = +0,000/–0,018D2 = h6
DIAMÈTRE >18 à 30D1 = +0,000/–0,021D2 = h6
INFORMATIONS TECHNIQUES 130
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
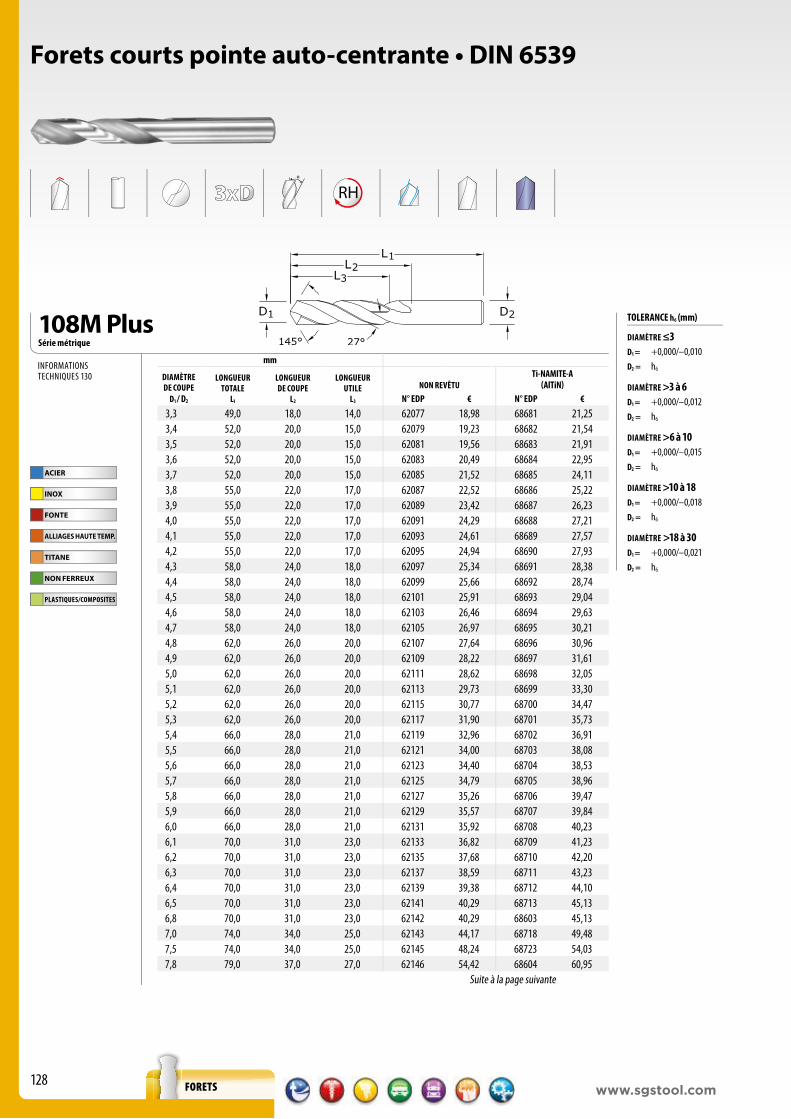
128www.sgstool.com
RH
FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
3,3 49,0 18,0 14,0 62077 18,98 68681 21,253,4 52,0 20,0 15,0 62079 19,23 68682 21,543,5 52,0 20,0 15,0 62081 19,56 68683 21,913,6 52,0 20,0 15,0 62083 20,49 68684 22,953,7 52,0 20,0 15,0 62085 21,52 68685 24,113,8 55,0 22,0 17,0 62087 22,52 68686 25,223,9 55,0 22,0 17,0 62089 23,42 68687 26,234,0 55,0 22,0 17,0 62091 24,29 68688 27,214,1 55,0 22,0 17,0 62093 24,61 68689 27,574,2 55,0 22,0 17,0 62095 24,94 68690 27,934,3 58,0 24,0 18,0 62097 25,34 68691 28,384,4 58,0 24,0 18,0 62099 25,66 68692 28,744,5 58,0 24,0 18,0 62101 25,91 68693 29,044,6 58,0 24,0 18,0 62103 26,46 68694 29,634,7 58,0 24,0 18,0 62105 26,97 68695 30,214,8 62,0 26,0 20,0 62107 27,64 68696 30,964,9 62,0 26,0 20,0 62109 28,22 68697 31,615,0 62,0 26,0 20,0 62111 28,62 68698 32,055,1 62,0 26,0 20,0 62113 29,73 68699 33,305,2 62,0 26,0 20,0 62115 30,77 68700 34,475,3 62,0 26,0 20,0 62117 31,90 68701 35,735,4 66,0 28,0 21,0 62119 32,96 68702 36,915,5 66,0 28,0 21,0 62121 34,00 68703 38,085,6 66,0 28,0 21,0 62123 34,40 68704 38,535,7 66,0 28,0 21,0 62125 34,79 68705 38,965,8 66,0 28,0 21,0 62127 35,26 68706 39,475,9 66,0 28,0 21,0 62129 35,57 68707 39,846,0 66,0 28,0 21,0 62131 35,92 68708 40,236,1 70,0 31,0 23,0 62133 36,82 68709 41,236,2 70,0 31,0 23,0 62135 37,68 68710 42,206,3 70,0 31,0 23,0 62137 38,59 68711 43,236,4 70,0 31,0 23,0 62139 39,38 68712 44,106,5 70,0 31,0 23,0 62141 40,29 68713 45,136,8 70,0 31,0 23,0 62142 40,29 68603 45,137,0 74,0 34,0 25,0 62143 44,17 68718 49,487,5 74,0 34,0 25,0 62145 48,24 68723 54,037,8 79,0 37,0 27,0 62146 54,42 68604 60,95
Suite à la page suivante
TOLERANCE h6 (mm)
DIAMÈTRE ≤3D1 = +0,000/–0,010D2 = h6
DIAMÈTRE >3 à 6D1 = +0,000/–0,012D2 = h6
DIAMÈTRE >6 à 10D1 = +0,000/–0,015D2 = h6
DIAMÈTRE >10 à 18D1 = +0,000/–0,018D2 = h6
DIAMÈTRE >18 à 30D1 = +0,000/–0,021D2 = h6
Forets courts pointe auto-centrante • DIN 6539
108M PlusSérie métrique
INFORMATIONS TECHNIQUES 130
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
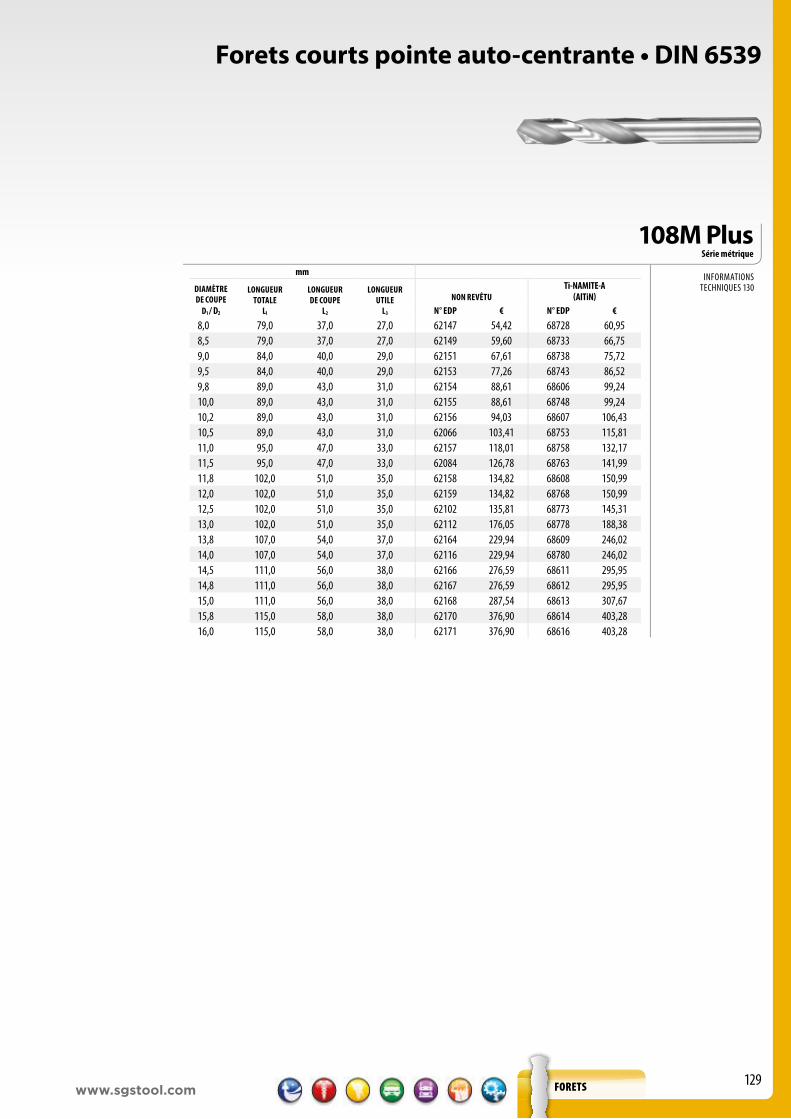
129www.sgstool.com FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)N° EDP € N° EDP €
8,0 79,0 37,0 27,0 62147 54,42 68728 60,958,5 79,0 37,0 27,0 62149 59,60 68733 66,759,0 84,0 40,0 29,0 62151 67,61 68738 75,729,5 84,0 40,0 29,0 62153 77,26 68743 86,529,8 89,0 43,0 31,0 62154 88,61 68606 99,2410,0 89,0 43,0 31,0 62155 88,61 68748 99,2410,2 89,0 43,0 31,0 62156 94,03 68607 106,4310,5 89,0 43,0 31,0 62066 103,41 68753 115,8111,0 95,0 47,0 33,0 62157 118,01 68758 132,1711,5 95,0 47,0 33,0 62084 126,78 68763 141,9911,8 102,0 51,0 35,0 62158 134,82 68608 150,9912,0 102,0 51,0 35,0 62159 134,82 68768 150,9912,5 102,0 51,0 35,0 62102 135,81 68773 145,3113,0 102,0 51,0 35,0 62112 176,05 68778 188,3813,8 107,0 54,0 37,0 62164 229,94 68609 246,0214,0 107,0 54,0 37,0 62116 229,94 68780 246,0214,5 111,0 56,0 38,0 62166 276,59 68611 295,9514,8 111,0 56,0 38,0 62167 276,59 68612 295,9515,0 111,0 56,0 38,0 62168 287,54 68613 307,6715,8 115,0 58,0 38,0 62170 376,90 68614 403,2816,0 115,0 58,0 38,0 62171 376,90 68616 403,28
108M PlusSérie métrique
Forets courts pointe auto-centrante • DIN 6539
INFORMATIONS TECHNIQUES 130
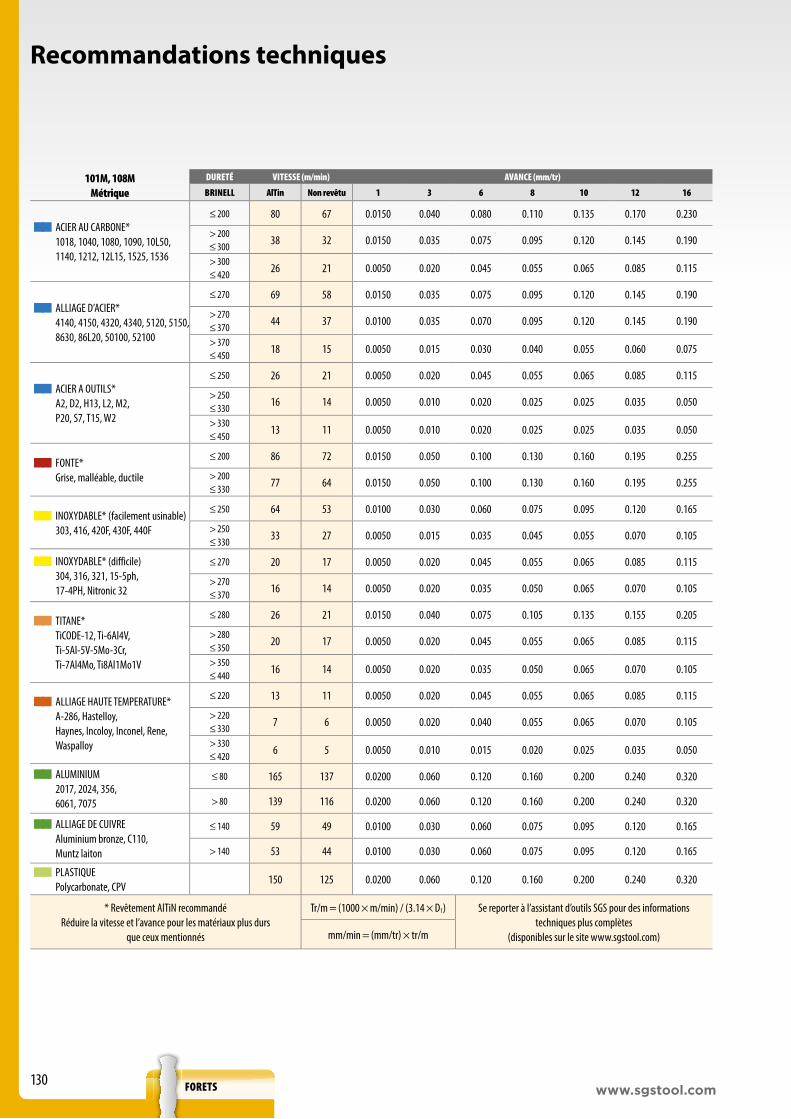
130www.sgstool.comFORETS
Recommandations techniques
101M, 108MMétrique
DURETÉ VITESSE (m/min) AVANCE (mm/tr)
BRINELL AlTin Non revêtu 1 3 6 8 10 12 16
■ ■ ACIER AU CARBONE*1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 80 67 0.0150 0.040 0.080 0.110 0.135 0.170 0.230
> 200≤ 300 38 32 0.0150 0.035 0.075 0.095 0.120 0.145 0.190
> 300≤ 420 26 21 0.0050 0.020 0.045 0.055 0.065 0.085 0.115
■ ■ ALLIAGE D’ACIER*4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 69 58 0.0150 0.035 0.075 0.095 0.120 0.145 0.190
> 270≤ 370 44 37 0.0100 0.035 0.070 0.095 0.120 0.145 0.190
> 370≤ 450 18 15 0.0050 0.015 0.030 0.040 0.055 0.060 0.075
■ ■ ACIER A OUTILS*A2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 26 21 0.0050 0.020 0.045 0.055 0.065 0.085 0.115
> 250≤ 330 16 14 0.0050 0.010 0.020 0.025 0.025 0.035 0.050
> 330≤ 450 13 11 0.0050 0.010 0.020 0.025 0.025 0.035 0.050
■ ■ FONTE*Grise, malléable, ductile
≤ 200 86 72 0.0150 0.050 0.100 0.130 0.160 0.195 0.255
> 200≤ 330 77 64 0.0150 0.050 0.100 0.130 0.160 0.195 0.255
■ ■ INOXYDABLE* (facilement usinable)303, 416, 420F, 430F, 440F
≤ 250 64 53 0.0100 0.030 0.060 0.075 0.095 0.120 0.165
> 250≤ 330 33 27 0.0050 0.015 0.035 0.045 0.055 0.070 0.105
■ ■ INOXYDABLE* (difficile)304, 316, 321, 15-5ph, 17-4PH, Nitronic 32
≤ 270 20 17 0.0050 0.020 0.045 0.055 0.065 0.085 0.115
> 270≤ 370 16 14 0.0050 0.020 0.035 0.050 0.065 0.070 0.105
■ ■ TITANE*TiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 26 21 0.0150 0.040 0.075 0.105 0.135 0.155 0.205
> 280≤ 350 20 17 0.0050 0.020 0.045 0.055 0.065 0.085 0.115
> 350≤ 440 16 14 0.0050 0.020 0.035 0.050 0.065 0.070 0.105
■ ■ ALLIAGE HAUTE TEMPERATURE*A-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Waspalloy
≤ 220 13 11 0.0050 0.020 0.045 0.055 0.065 0.085 0.115
> 220≤ 330 7 6 0.0050 0.020 0.040 0.055 0.065 0.070 0.105
> 330≤ 420 6 5 0.0050 0.010 0.015 0.020 0.025 0.035 0.050
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 165 137 0.0200 0.060 0.120 0.160 0.200 0.240 0.320
> 80 139 116 0.0200 0.060 0.120 0.160 0.200 0.240 0.320
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 59 49 0.0100 0.030 0.060 0.075 0.095 0.120 0.165
> 140 53 44 0.0100 0.030 0.060 0.075 0.095 0.120 0.165
■ ■ PLASTIQUEPolycarbonate, CPV
150 125 0.0200 0.060 0.120 0.160 0.200 0.240 0.320
* Revêtement AlTiN recommandéRéduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus complètes
(disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m

131www.sgstool.com
RH
FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
EQUIV. DÉCIMAL
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
1,0 0.0394 26,0 6,0 4,5 66001 14,23 66002 15,931,5 0.0591 32,0 9,0 7,0 66003 14,38 66004 16,112,0 0.0787 38,0 12,0 9,0 66005 15,37 66006 17,212,5 0.0984 43,0 14,0 11,0 66007 17,37 66008 19,453,0 0.1181 46,0 16,0 12,0 66009 19,59 66010 21,953,5 0.1378 52,0 20,0 15,0 66011 26,32 66012 29,494,0 0.1575 55,0 22,0 17,0 66013 32,43 66014 36,324,5 0.1772 58,0 24,0 18,0 66015 32,84 66016 36,785,0 0.1969 62,0 26,0 20,0 66017 36,38 66018 40,745,5 0.2165 66,0 28,0 21,0 66019 43,09 66020 48,256,0 0.2362 66,0 28,0 21,0 66021 37,81 66045 42,346,5 0.2559 70,0 31,0 23,0 66022 47,41 66046 53,097,0 0.2756 74,0 34,0 25,0 66023 48,20 66024 53,987,5 0.2953 74,0 34,0 25,0 66025 52,59 66026 58,908,0 0.3150 79,0 37,0 27,0 66027 52,59 66028 58,908,5 0.3346 79,0 37,0 27,0 66029 60,55 66030 67,819,0 0.3543 84,0 40,0 29,0 66031 67,32 66032 75,399,5 0.3740 84,0 40,0 29,0 66033 75,29 66034 84,32
10,0 0.3937 89,0 43,0 31,0 66035 80,66 66036 90,3510,5 0.4134 95,0 43,0 31,0 66037 99,39 66038 111,3111,0 0.4331 95,0 47,0 33,0 66039 103,19 66040 115,5511,5 0.4528 95,0 47,0 33,0 66041 108,36 66042 121,3612,0 0.4724 102,0 51,0 35,0 66043 111,34 66044 124,71
106MSérie métrique
Forets denture droite
TOLÉRANCES (mm)
D1 = +0,0000/–0,0127
INFORMATIONS TECHNIQUES 132
FONTE
ACIERS TREMPÉS
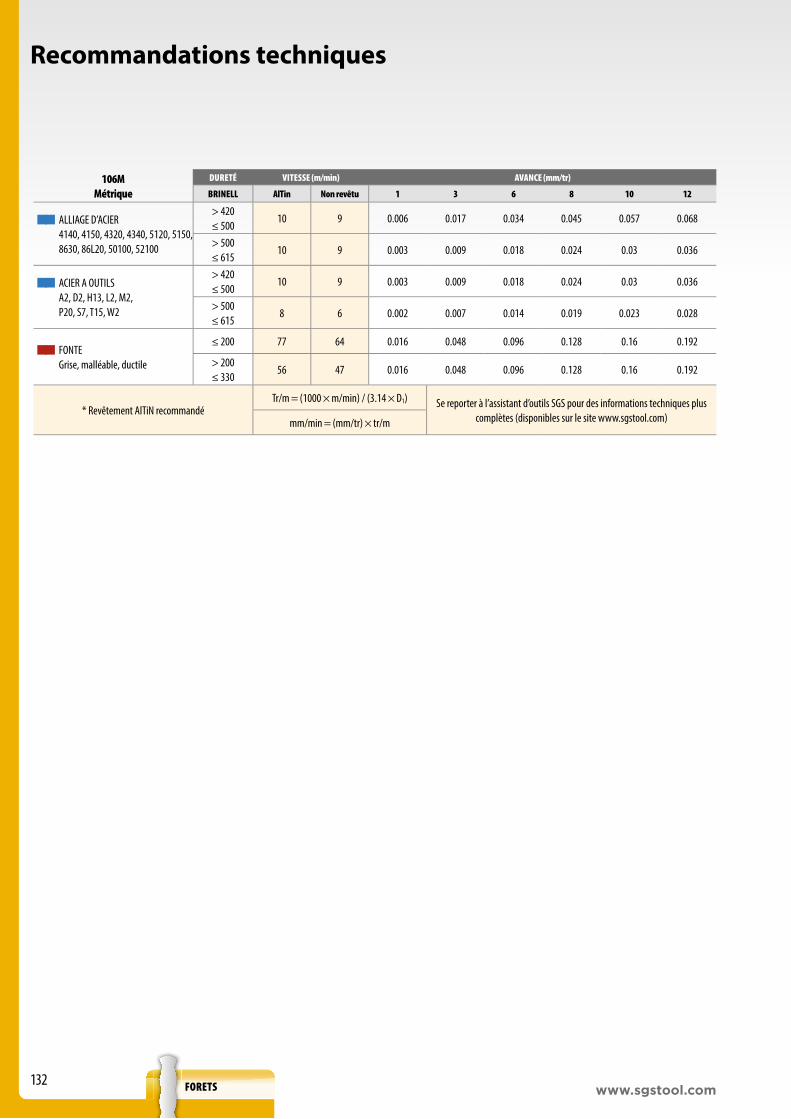
132www.sgstool.comFORETS
Recommandations techniques
106MMétrique
DURETÉ VITESSE (m/min) AVANCE (mm/tr)
BRINELL AlTin Non revêtu 1 3 6 8 10 12
■ ■ ALLIAGE D’ACIER4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
> 420≤ 500
10 9 0.006 0.017 0.034 0.045 0.057 0.068
> 500≤ 615
10 9 0.003 0.009 0.018 0.024 0.03 0.036
■ ■ ACIER A OUTILSA2, D2, H13, L2, M2,P20, S7, T15, W2
> 420≤ 500
10 9 0.003 0.009 0.018 0.024 0.03 0.036
> 500≤ 615
8 6 0.002 0.007 0.014 0.019 0.023 0.028
■ ■ FONTEGrise, malléable, ductile
≤ 200 77 64 0.016 0.048 0.096 0.128 0.16 0.192
> 200≤ 330
56 47 0.016 0.048 0.096 0.128 0.16 0.192
* Revêtement AlTiN recommandéTr/m = (1000 × m/min) / (3.14 × D1) Se reporter à l’assistant d’outils SGS pour des informations techniques plus
complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m
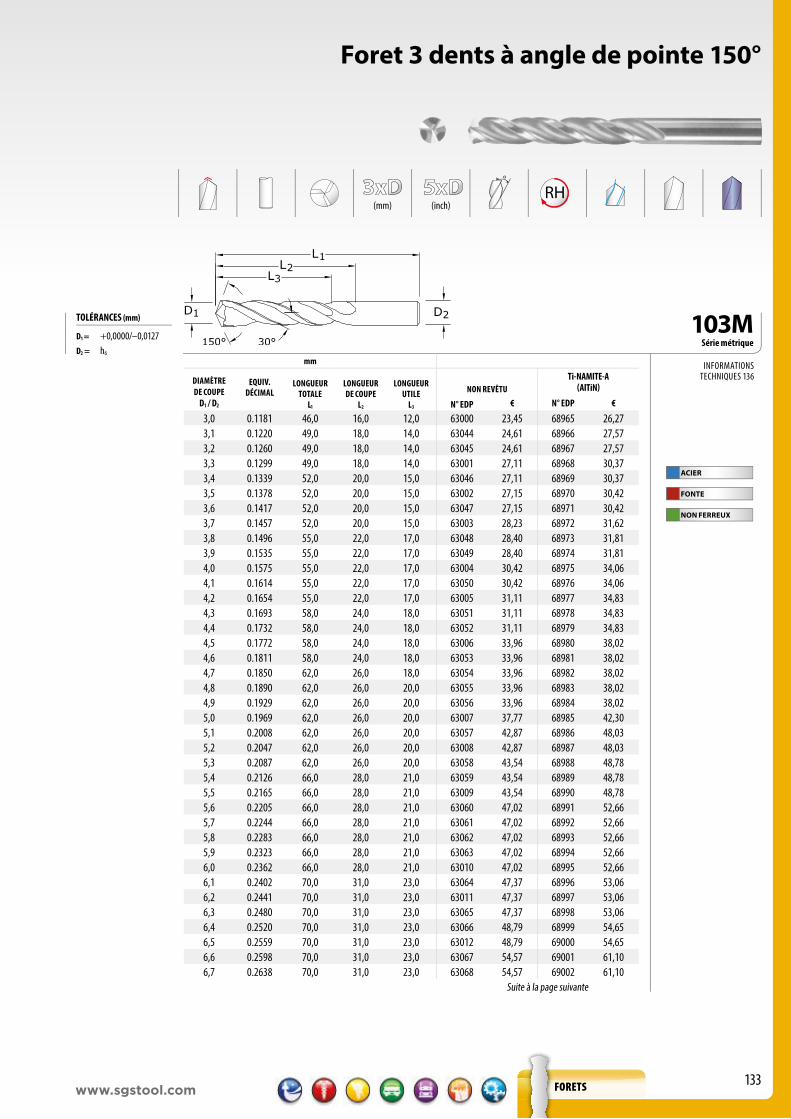
133www.sgstool.com
(mm) (inch)RH
FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
EQUIV. DÉCIMAL
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
3,0 0.1181 46,0 16,0 12,0 63000 23,45 68965 26,273,1 0.1220 49,0 18,0 14,0 63044 24,61 68966 27,573,2 0.1260 49,0 18,0 14,0 63045 24,61 68967 27,573,3 0.1299 49,0 18,0 14,0 63001 27,11 68968 30,373,4 0.1339 52,0 20,0 15,0 63046 27,11 68969 30,373,5 0.1378 52,0 20,0 15,0 63002 27,15 68970 30,423,6 0.1417 52,0 20,0 15,0 63047 27,15 68971 30,423,7 0.1457 52,0 20,0 15,0 63003 28,23 68972 31,623,8 0.1496 55,0 22,0 17,0 63048 28,40 68973 31,813,9 0.1535 55,0 22,0 17,0 63049 28,40 68974 31,814,0 0.1575 55,0 22,0 17,0 63004 30,42 68975 34,064,1 0.1614 55,0 22,0 17,0 63050 30,42 68976 34,064,2 0.1654 55,0 22,0 17,0 63005 31,11 68977 34,834,3 0.1693 58,0 24,0 18,0 63051 31,11 68978 34,834,4 0.1732 58,0 24,0 18,0 63052 31,11 68979 34,834,5 0.1772 58,0 24,0 18,0 63006 33,96 68980 38,024,6 0.1811 58,0 24,0 18,0 63053 33,96 68981 38,024,7 0.1850 62,0 26,0 18,0 63054 33,96 68982 38,024,8 0.1890 62,0 26,0 20,0 63055 33,96 68983 38,024,9 0.1929 62,0 26,0 20,0 63056 33,96 68984 38,025,0 0.1969 62,0 26,0 20,0 63007 37,77 68985 42,305,1 0.2008 62,0 26,0 20,0 63057 42,87 68986 48,035,2 0.2047 62,0 26,0 20,0 63008 42,87 68987 48,035,3 0.2087 62,0 26,0 20,0 63058 43,54 68988 48,785,4 0.2126 66,0 28,0 21,0 63059 43,54 68989 48,785,5 0.2165 66,0 28,0 21,0 63009 43,54 68990 48,785,6 0.2205 66,0 28,0 21,0 63060 47,02 68991 52,665,7 0.2244 66,0 28,0 21,0 63061 47,02 68992 52,665,8 0.2283 66,0 28,0 21,0 63062 47,02 68993 52,665,9 0.2323 66,0 28,0 21,0 63063 47,02 68994 52,666,0 0.2362 66,0 28,0 21,0 63010 47,02 68995 52,666,1 0.2402 70,0 31,0 23,0 63064 47,37 68996 53,066,2 0.2441 70,0 31,0 23,0 63011 47,37 68997 53,066,3 0.2480 70,0 31,0 23,0 63065 47,37 68998 53,066,4 0.2520 70,0 31,0 23,0 63066 48,79 68999 54,656,5 0.2559 70,0 31,0 23,0 63012 48,79 69000 54,656,6 0.2598 70,0 31,0 23,0 63067 54,57 69001 61,106,7 0.2638 70,0 31,0 23,0 63068 54,57 69002 61,10
Suite à la page suivante
Foret 3 dents à angle de pointe 150°
103MSérie métrique
TOLÉRANCES (mm)
D1 = +0,0000/–0,0127D2 = h6
INFORMATIONS TECHNIQUES 136
ACIER
FONTE
NON FERREUX
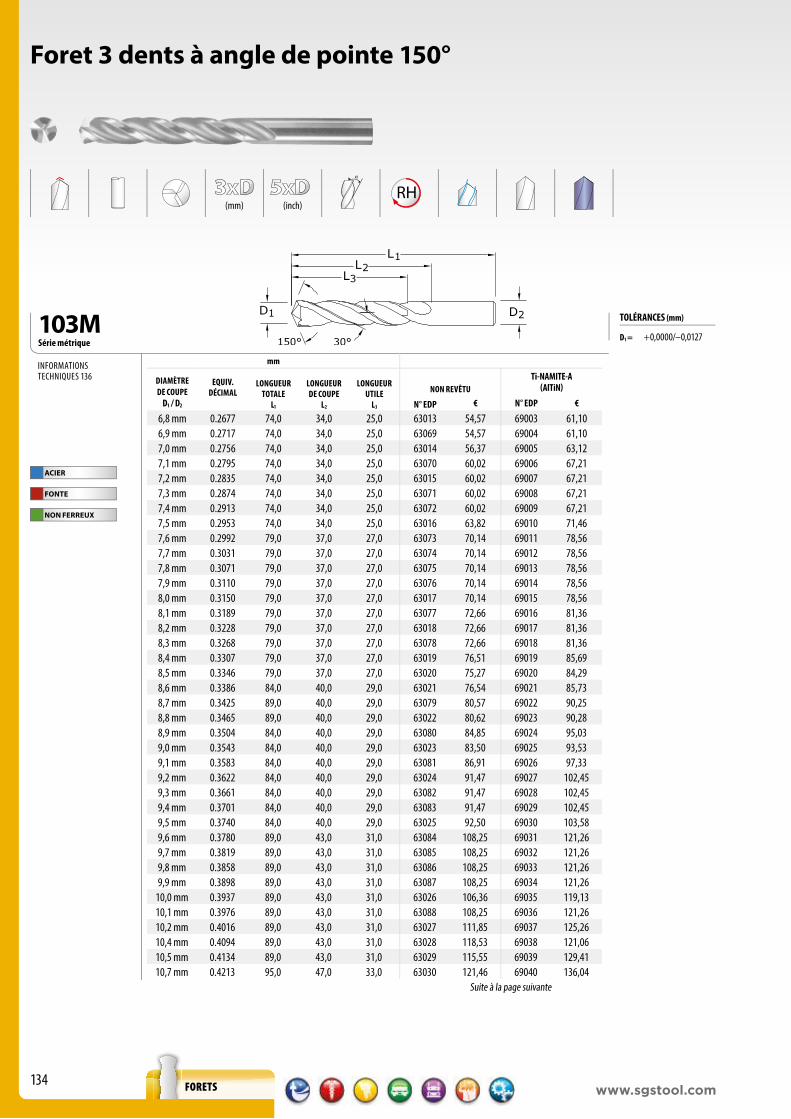
134www.sgstool.com
(mm) (inch)RH
FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
EQUIV. DÉCIMAL
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
6,8 mm 0.2677 74,0 34,0 25,0 63013 54,57 69003 61,106,9 mm 0.2717 74,0 34,0 25,0 63069 54,57 69004 61,107,0 mm 0.2756 74,0 34,0 25,0 63014 56,37 69005 63,127,1 mm 0.2795 74,0 34,0 25,0 63070 60,02 69006 67,217,2 mm 0.2835 74,0 34,0 25,0 63015 60,02 69007 67,217,3 mm 0.2874 74,0 34,0 25,0 63071 60,02 69008 67,217,4 mm 0.2913 74,0 34,0 25,0 63072 60,02 69009 67,217,5 mm 0.2953 74,0 34,0 25,0 63016 63,82 69010 71,467,6 mm 0.2992 79,0 37,0 27,0 63073 70,14 69011 78,567,7 mm 0.3031 79,0 37,0 27,0 63074 70,14 69012 78,567,8 mm 0.3071 79,0 37,0 27,0 63075 70,14 69013 78,567,9 mm 0.3110 79,0 37,0 27,0 63076 70,14 69014 78,568,0 mm 0.3150 79,0 37,0 27,0 63017 70,14 69015 78,568,1 mm 0.3189 79,0 37,0 27,0 63077 72,66 69016 81,368,2 mm 0.3228 79,0 37,0 27,0 63018 72,66 69017 81,368,3 mm 0.3268 79,0 37,0 27,0 63078 72,66 69018 81,368,4 mm 0.3307 79,0 37,0 27,0 63019 76,51 69019 85,698,5 mm 0.3346 79,0 37,0 27,0 63020 75,27 69020 84,298,6 mm 0.3386 84,0 40,0 29,0 63021 76,54 69021 85,738,7 mm 0.3425 89,0 40,0 29,0 63079 80,57 69022 90,258,8 mm 0.3465 89,0 40,0 29,0 63022 80,62 69023 90,288,9 mm 0.3504 84,0 40,0 29,0 63080 84,85 69024 95,039,0 mm 0.3543 84,0 40,0 29,0 63023 83,50 69025 93,539,1 mm 0.3583 84,0 40,0 29,0 63081 86,91 69026 97,339,2 mm 0.3622 84,0 40,0 29,0 63024 91,47 69027 102,459,3 mm 0.3661 84,0 40,0 29,0 63082 91,47 69028 102,459,4 mm 0.3701 84,0 40,0 29,0 63083 91,47 69029 102,459,5 mm 0.3740 84,0 40,0 29,0 63025 92,50 69030 103,589,6 mm 0.3780 89,0 43,0 31,0 63084 108,25 69031 121,269,7 mm 0.3819 89,0 43,0 31,0 63085 108,25 69032 121,269,8 mm 0.3858 89,0 43,0 31,0 63086 108,25 69033 121,269,9 mm 0.3898 89,0 43,0 31,0 63087 108,25 69034 121,26
10,0 mm 0.3937 89,0 43,0 31,0 63026 106,36 69035 119,1310,1 mm 0.3976 89,0 43,0 31,0 63088 108,25 69036 121,2610,2 mm 0.4016 89,0 43,0 31,0 63027 111,85 69037 125,2610,4 mm 0.4094 89,0 43,0 31,0 63028 118,53 69038 121,0610,5 mm 0.4134 89,0 43,0 31,0 63029 115,55 69039 129,4110,7 mm 0.4213 95,0 47,0 33,0 63030 121,46 69040 136,04
Suite à la page suivante
103MSérie métrique
Foret 3 dents à angle de pointe 150°
TOLÉRANCES (mm)
D1 = +0,0000/–0,0127
INFORMATIONS TECHNIQUES 136
ACIER
FONTE
NON FERREUX

135www.sgstool.com FORETS
mm
DIAMÈTRE DE COUPE
D1 / D2
EQUIV. DÉCIMAL
LONGUEUR TOTALE
L1
LONGUEUR DE COUPE
L2
LONGUEUR UTILE
L3
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €
10,8 mm 0.4252 95,0 47,0 33,0 63031 124,36 69041 139,2811,0 mm 0.4331 95,0 47,0 33,0 63032 126,90 69042 142,1111,5 mm 0.4528 95,0 47,0 33,0 63033 137,67 69043 154,1812,0 mm 0.5039 102,0 51,0 35,0 63034 146,09 69044 163,6212,5 mm 0.4921 102,0 51,0 35,0 63035 149,98 69045 160,4912,8 mm 0.5039 102,0 51,0 35,0 63036 170,17 69046 182,0813,0 mm 0.5118 102,0 51,0 35,0 63089 205,64 69047 220,0413,1 mm 0.5157 102,0 51,0 35,0 63037 205,64 69048 220,0413,5 mm 0.5315 107,0 54,0 37,0 63090 223,37 69049 239,0114,0 mm 0.5512 107,0 54,0 37,0 63038 223,37 69050 239,0114,3 mm 0.5630 111,0 56,0 38,0 63039 258,84 69051 276,9514,5 mm 0.5709 111,0 56,0 38,0 63040 276,59 69052 295,9515,0 mm 0.5906 111,0 56,0 38,0 63091 287,54 69053 307,6717,5 mm 0.6890 123,0 62,0 40,0 63041 376,90 69054 403,2819,5 mm 0.7677 131,0 66,0 42,0 63042 453,02 69055 484,7320,0 mm 0.7874 131,0 66,0 42,0 63043 487,84 69056 521,98
Foret 3 dents à angle de pointe 150°
103MSérie métrique
INFORMATIONS TECHNIQUES 136
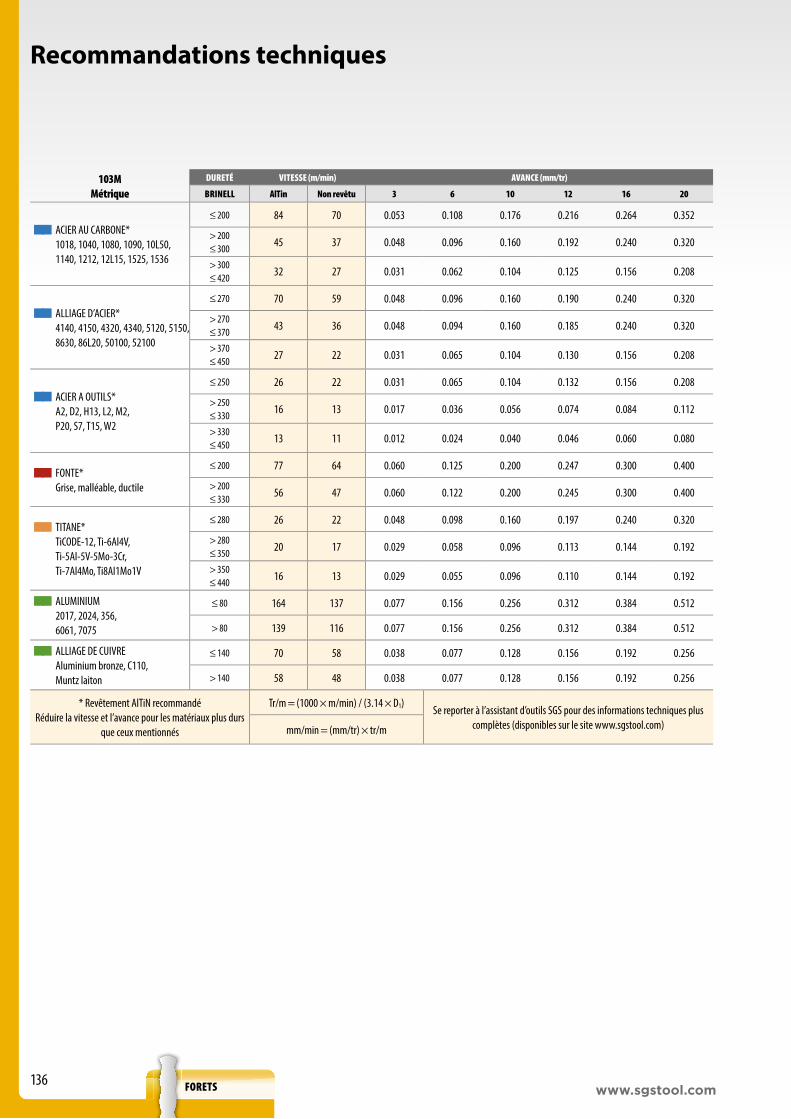
136www.sgstool.comFORETS
Recommandations techniques
103MMétrique
DURETÉ VITESSE (m/min) AVANCE (mm/tr)
BRINELL AlTin Non revêtu 3 6 10 12 16 20
■ ■ ACIER AU CARBONE*1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 84 70 0.053 0.108 0.176 0.216 0.264 0.352
> 200≤ 300 45 37 0.048 0.096 0.160 0.192 0.240 0.320
> 300≤ 420 32 27 0.031 0.062 0.104 0.125 0.156 0.208
■ ■ ALLIAGE D’ACIER*4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 70 59 0.048 0.096 0.160 0.190 0.240 0.320
> 270≤ 370 43 36 0.048 0.094 0.160 0.185 0.240 0.320
> 370≤ 450 27 22 0.031 0.065 0.104 0.130 0.156 0.208
■ ■ ACIER A OUTILS*A2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 26 22 0.031 0.065 0.104 0.132 0.156 0.208
> 250≤ 330 16 13 0.017 0.036 0.056 0.074 0.084 0.112
> 330≤ 450 13 11 0.012 0.024 0.040 0.046 0.060 0.080
■ ■ FONTE*Grise, malléable, ductile
≤ 200 77 64 0.060 0.125 0.200 0.247 0.300 0.400
> 200≤ 330 56 47 0.060 0.122 0.200 0.245 0.300 0.400
■ ■ TITANE*TiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 26 22 0.048 0.098 0.160 0.197 0.240 0.320
> 280≤ 350 20 17 0.029 0.058 0.096 0.113 0.144 0.192
> 350≤ 440 16 13 0.029 0.055 0.096 0.110 0.144 0.192
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 164 137 0.077 0.156 0.256 0.312 0.384 0.512
> 80 139 116 0.077 0.156 0.256 0.312 0.384 0.512
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 70 58 0.038 0.077 0.128 0.156 0.192 0.256
> 140 58 48 0.038 0.077 0.128 0.156 0.192 0.256
* Revêtement AlTiN recommandéRéduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1)Se reporter à l’assistant d’outils SGS pour des informations techniques plus
complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m
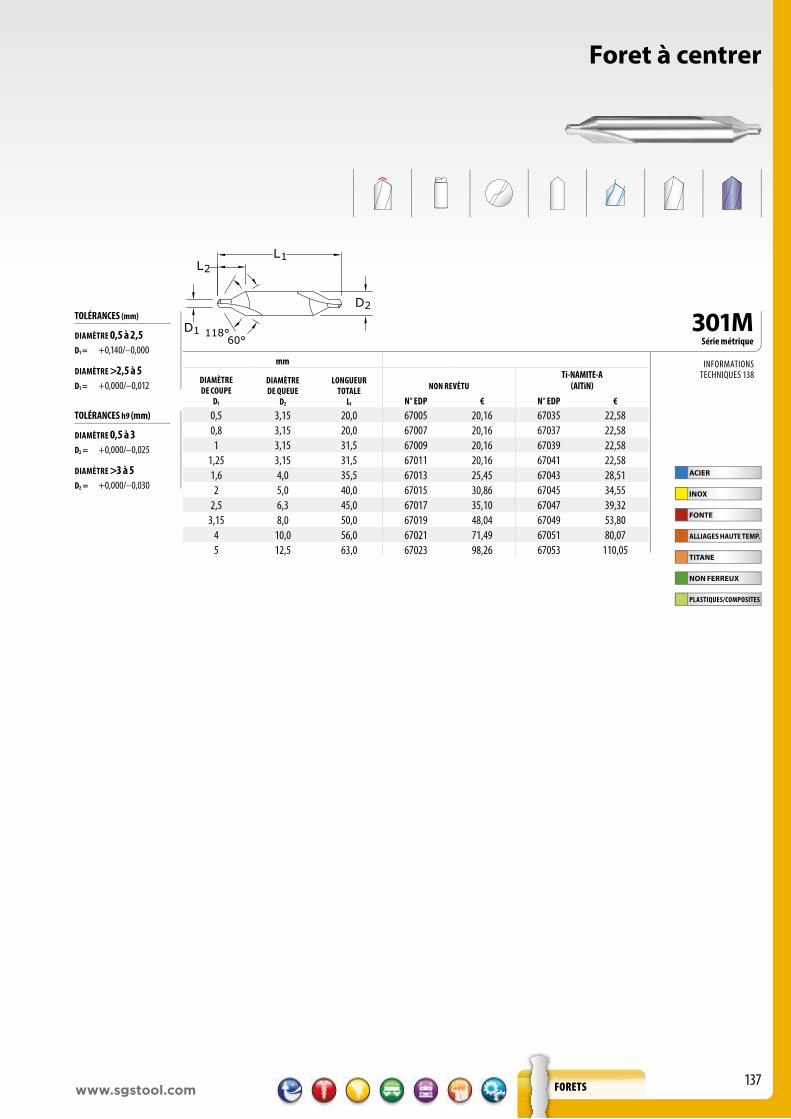
137www.sgstool.com FORETS
TOLÉRANCES (mm)
DIAMÈTRE 0,5 à 2,5D1 = +0,140/–0,000
DIAMÈTRE >2,5 à 5D1 = +0,000/–0,012
301MSérie métrique
mm
DIAMÈTRE DE COUPE
D1
DIAMÈTRE DE QUEUE
D2
LONGUEUR TOTALE
L1
NON REVÊTUTi-NAMITE-A
(AlTiN)
N° EDP € N° EDP €0,5 3,15 20,0 67005 20,16 67035 22,580,8 3,15 20,0 67007 20,16 67037 22,581 3,15 31,5 67009 20,16 67039 22,58
1,25 3,15 31,5 67011 20,16 67041 22,581,6 4,0 35,5 67013 25,45 67043 28,512 5,0 40,0 67015 30,86 67045 34,55
2,5 6,3 45,0 67017 35,10 67047 39,323,15 8,0 50,0 67019 48,04 67049 53,80
4 10,0 56,0 67021 71,49 67051 80,075 12,5 63,0 67023 98,26 67053 110,05
Foret à centrer
INFORMATIONS TECHNIQUES 138
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES
TOLÉRANCES h9 (mm)
DIAMÈTRE 0,5 à 3D2 = +0,000/–0,025
DIAMÈTRE >3 à 5D2 = +0,000/–0,030

138www.sgstool.comFORETS
Recommandations techniques
301MMétrique
DURETÉ VITESSE (m/min) AVANCE (mm/tr)
BRINELL AlTin Non revêtu 0.5 1 1.6 2.5 4 5
■ ■ ACIER AU CARBONE*1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 84 70 0.005 0.011 0.014 0.024 0.038 0.048
> 200≤ 300 46 38 0.005 0.009 0.014 0.022 0.034 0.043
> 300≤ 420 32 27 0.003 0.006 0.010 0.014 0.023 0.030
■ ■ ALLIAGE D’ACIER*4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 70 58 0.005 0.009 0.012 0.020 0.032 0.041
> 270≤ 370 43 37 0.005 0.009 0.012 0.020 0.032 0.041
> 370≤ 450 27 23 0.003 0.006 0.008 0.014 0.021 0.027
■ ■ ACIER A OUTILS*A2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 26 21 0.003 0.006 0.008 0.014 0.021 0.027
> 250≤ 330 15 14 0.048 0.126 0.097 0.207 0.315 0.407
> 330≤ 450 12 11 0.002 0.004 0.004 0.008 0.013 0.016
■ ■ FONTE*Grise, malléable, ductile
≤ 200 76 64 0.007 0.011 0.018 0.028 0.045 0.057
> 200≤ 330 56 47 0.005 0.011 0.018 0.028 0.045 0.055
■ ■ ACIER INOXYDABLE*303, 416, 420F, 430F, 440F
≤ 250 47 38 0.003 0.004 0.008 0.012 0.019 0.025
> 250≤ 330 34 27 0.002 0.004 0.008 0.012 0.019 0.023
■ ■ ACIER INOXYDABLE*304, 316, 321, 15-5ph, 17-4PH, Nitronic 32
≤ 270 21 17 0.002 0.004 0.008 0.012 0.019 0.023
> 270≤ 370 15 14 0.002 0.004 0.004 0.008 0.013 0.016
■ ■ TITANE*TiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 26 21 0.005 0.009 0.014 0.022 0.036 0.046
> 280≤ 350 20 17 0.002 0.004 0.008 0.012 0.019 0.023
> 350≤ 440 15 14 0.002 0.004 0.004 0.008 0.013 0.016
■ ■ ALLIAGE HAUTE TEMPERATURE*A-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Waspalloy
≤ 220 8 6 0.003 0.006 0.010 0.014 0.023 0.030
> 220≤ 330 8 6 0.002 0.002 0.004 0.006 0.011 0.014
> 330≤ 420 5 8 0.002 0.002 0.002 0.004 0.006 0.009
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 165 137 0.007 0.015 0.023 0.036 0.057 0.071
> 80 139 116 0.007 0.015 0.023 0.036 0.057 0.071
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 70 58 0.003 0.006 0.010 0.018 0.028 0.034
> 140 59 49 0.003 0.006 0.010 0.018 0.028 0.034
* Revêtement AlTiN recommandéRéduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1)Se reporter à l’assistant d’outils SGS pour des informations techniques plus
complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m

139www.sgstool.com
RH
FORETS
Alésoirs denture droite
TOLÉRANCES (mm)
DIAMÈTRE 1 à 6D1 = +0,008/–0,000
DIAMÈTRE >6 à 10D1 = +0,011/–0,00
201MSérie métrique
mmDIAMÈTRE DE COUPE
D1
DIAMÈTRE DE QUEUE
D2
LONGUEUR DE COUPE
L2
LONGUEUR TOTALE
L1
NOMBRE DE DENTS NON REVÊTU
N° EDP €1,0 1,0 6,0 32,0 4 81001 27,771,5 1,5 9,5 38,0 4 81003 28,152,0 2,0 12,7 44,0 4 81005 29,382,5 2,5 12,7 50,0 4 81007 32,143,0 3,0 16,0 57,0 4 81009 33,373,5 3,5 19, 0 63,0 4 81011 35,134,0 4,0 19,0 63,0 4 81013 40,434,5 4,5 22,0 70,0 4 81015 42,955,0 5,0 25,0 75,0 4 81017 50,165,5 5,5 25,0 75,0 4 81019 56,156,0 6,0 25,0 75,0 4 81021 67,187,0 7,0 28,0 82,0 6 81023 82,088,0 8,0 28,0 82,0 6 81025 90,069,0 9,0 31,0 89,0 6 81027 102,33
10,0 10,0 31,0 89,0 6 81029 111,85
INFORMATIONS TECHNIQUES 140
ACIER
INOX
FONTE
ALLIAGES HAUTE TEMP.
TITANE
NON FERREUX
PLASTIQUES/COMPOSITES

140www.sgstool.comFORETS
Recommandations techniques
201MMétrique
DURETÉ VITESSE AVANCE (mm/tr)
BRINELL m/min 1 2 3 4 6 8 10
■ ■ ACIER AU CARBONE*1018, 1040, 1080, 1090, 10L50, 1140, 1212, 12L15, 1525, 1536
≤ 200 45 0.028 0.056 0.085 0.113 0.169 0.226 0.282
> 200≤ 300 23 0.025 0.050 0.074 0.099 0.149 0.198 0.248
> 300≤ 420 16 0.015 0.030 0.044 0.059 0.089 0.118 0.148
■ ■ ALLIAGE D’ACIER*4140, 4150, 4320, 4340, 5120, 5150, 8630, 86L20, 50100, 52100
≤ 270 35 0.024 0.048 0.072 0.096 0.144 0.192 0.240
> 270≤ 370 22 0.024 0.048 0.072 0.096 0.144 0.192 0.240
> 370≤ 450 13 0.015 0.030 0.044 0.059 0.089 0.118 0.148
■ ■ ACIER A OUTILS*A2, D2, H13, L2, M2,P20, S7, T15, W2
≤ 250 13 0.016 0.031 0.047 0.062 0.094 0.125 0.156
> 250≤ 330 8 0.010 0.020 0.030 0.040 0.060 0.080 0.100
> 330≤ 450 6 0.006 0.012 0.019 0.025 0.037 0.050 0.062
■ ■ FONTE*Grise, malléable, ductile
≤ 200 38 0.032 0.064 0.097 0.129 0.193 0.258 0.322
> 200≤ 330 28 0.032 0.064 0.097 0.129 0.193 0.258 0.322
■ ■ ACIER NOXYDABLE*303, 416, 420F, 430F, 440F
≤ 250 23 0.015 0.031 0.046 0.062 0.092 0.123 0.154
> 250≤ 330 17 0.012 0.024 0.036 0.048 0.072 0.096 0.120
■ ■ ACIER INOXYDABLE* 304, 316, 321, 15-5ph, 17-4PH, Nitronic 32
≤ 270 10 0.015 0.031 0.046 0.062 0.092 0.123 0.154
> 270≤ 370 8 0.010 0.020 0.030 0.040 0.060 0.080 0.100
■ ■ TITANE*TiCODE-12, Ti-6Al4V,Ti-5Al-5V-5Mo-3Cr,Ti-7Al4Mo, Ti8Al1Mo1V
≤ 280 13 0.024 0.049 0.073 0.098 0.146 0.195 0.244
> 280≤ 350 10 0.015 0.031 0.046 0.062 0.092 0.123 0.154
> 350≤ 440 8 0.010 0.020 0.030 0.040 0.060 0.080 0.100
■ ■ ALLIAGE HAUTE TEMPERATURE*A-286, Hastelloy, Haynes, Incoloy, Inconel, Rene, Waspalloy
≤ 220 6 0.012 0.025 0.037 0.050 0.074 0.099 0.124
> 220≤ 330 4 0.010 0.020 0.031 0.041 0.061 0.082 0.102
> 330≤ 420 3 0.006 0.012 0.017 0.023 0.035 0.046 0.058
■ ■ ALUMINIUM2017, 2024, 356, 6061, 7075
≤ 80 82 0.040 0.080 0.120 0.160 0.240 0.320 0.400
> 80 69 0.040 0.080 0.120 0.160 0.240 0.320 0.400
■ ■ ALLIAGE DE CUIVRE Aluminium bronze, C110,Muntz laiton
≤ 140 35 0.020 0.041 0.061 0.082 0.122 0.163 0.204
> 140 29 0.020 0.041 0.061 0.082 0.122 0.163 0.204
* Revêtement AlTiN recommandéRéduire la vitesse et l’avance pour les matériaux plus durs
que ceux mentionnés
Tr/m = (1000 × m/min) / (3.14 × D1)Se reporter à l’assistant d’outils SGS pour des informations techniques plus
complètes (disponibles sur le site www.sgstool.com)mm/min = (mm/tr) × tr/m
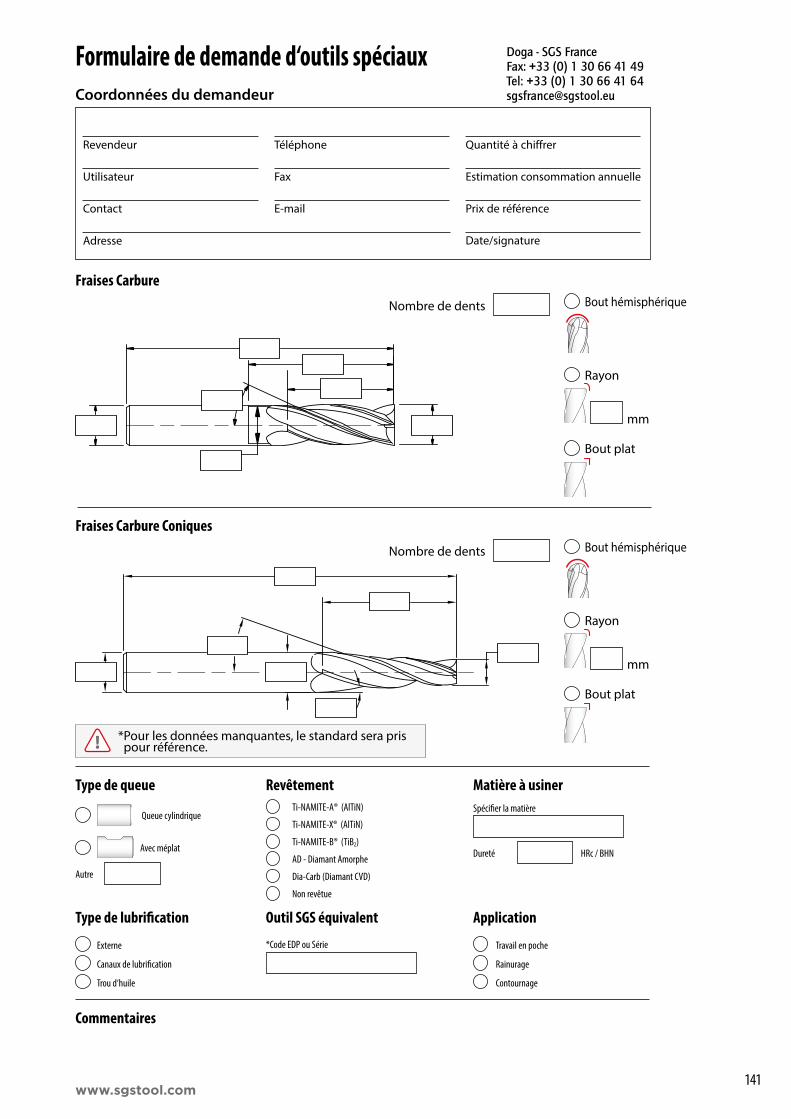
141www.sgstool.com
Formulaire de demande d‘outils spéciaux
Revendeur
Utilisateur
Contact
Téléphone
Fax
Quantité à chiffrer
Estimation consommation annuelle
Prix de référence
Date/signature
Coordonnées du demandeur
Nombre de dents
Fraises Carbure
Nombre de dents
Fraises Carbure Coniques
! * Pour les données manquantes, le standard sera pris pour référence.
RevêtementTi-NAMITE-A® (AlTiN)
Ti-NAMITE-X® (AlTiN)
Ti-NAMITE-B® (TiB2)
AD - Diamant Amorphe
Dia-Carb (Diamant CVD)
Non revêtue
Matière à usinerSpécifier la matière
Dureté HRc / BHN
Type de lubrification Outil SGS équivalent
*Code EDP ou Série
Application
Travail en poche
Rainurage
Contournage
Externe
Canaux de lubrification
Trou d‘huile
Type de queue
Commentaires
Autre
Avec méplat
Queue cylindrique
Doga - SGS FranceFax: +33 (0) 1 30 66 41 49 Tel: +33 (0) 1 30 66 41 64 [email protected]
Bout hémisphérique
Rayon
Bout plat
mm
Bout hémisphérique
Rayon
Bout plat
mm
Adresse

142www.sgstool.com
Doga - SGS FranceFax: +33 (0) 1 30 66 41 49 Tel: +33 (0) 1 30 66 41 64 [email protected]
Formulaire de demande d‘outils spéciaux
Revendeur
Utilisateur
Contact
Téléphone
Fax
Quantité à chiffrer
Estimation consommation annuelle
Prix de référence
Date/signatureAdresse
Coordonnées du demandeur
Nombre de dents
Fraises Carbure à Denture Droite
Nombre de dents
Fraises Carbure Etagées
! * Pour les données manquantes, le standard sera pris pour référence.
Commentaires
mm
mm
Bout hémisphérique
Rayon
Bout plat
Bout hémisphérique
Rayon
Bout plat
Revêtement Matière à usinerSpécifier la matière
Dureté HRc / BHN
Type de lubrification Outil SGS équivalent
*Code EDP ou Série
Application
Travail en poche
Rainurage
Contournage
Externe
Canaux de lubrification
Trou d‘huile
Type de queue
Autre
Avec méplat
Queue cylindriqueTi-NAMITE-A® (AlTiN)
Ti-NAMITE-X® (AlTiN)
Ti-NAMITE-B® (TiB2)
AD - Diamant Amorphe
Dia-Carb (Diamant CVD)
Non revêtue

143www.sgstool.com
Doga - SGS FranceFax: +33 (0) 1 30 66 41 49Tel: +33 (0) 1 30 66 41 [email protected]
Formulaire de demande d‘outils spéciaux
Revendeur
Utilisateur
Contact
Téléphone
Fax
Quantité à chiffrer
Estimation consommation annuelle
Prix de référence
Date/signature
Coordonnées du demandeur
Forets Carbure
Forets Carbure Etagés
Nombre de lèvres
Type de trou
Trou avec chanfrein
Trou avec logement de vis
Nombre de lèvres
Angle d‘Hélice
Angle d‘Hélice
Adresse
Matière à usinerSpécifi er la matière
Dureté HRc / BHN
Type de queue
Autre
Avec méplat
Queue cylindrique
! * Pour les données manquantes, le standard sera pris pour référence.
Revêtement
Outil SGS équivalent
*Code EDP ou Série
Type de lubrifi cation
Externe
Canaux de lubrifi cation
Trou d‘huile
Commentaires
Ti-NAMITE-A® (AlTiN)
Ti-NAMITE-X® (AlTiN)
Ti-NAMITE-B® (TiB2)
AD - Diamant Amorphe
Dia-Carb (Diamant CVD)
Non revêtue

144www.sgstool.com
EDP Numéro IndexN° EDP PAGEEDP No. Page39208 .................... 8139209 .................... 8139210 .................... 8139211 .................... 8139212 .................... 8139213 .................... 8139214 .................... 8139215 .................... 8139216 .................... 8139217 .................... 8139218 .................... 8139219 .................... 8139220 .................... 8139221 .................... 8139222 .................... 8139223 .................... 8139224 .................... 8139225 .................... 8139226 .................... 8139227 .................... 8139228 .................... 8139229 .................... 8139230 .................... 8139231 .................... 8139235 .................... 8139240 .................... 8139247 .................... 8139250 .................... 8139255 .................... 8139260 .................... 8140000 .................... 6540001 .................... 6540003 .................... 6540004 .................... 6540005 .................... 6540007 .................... 6540009 .................... 6540010 .................... 6540011 .................... 6540012 .................... 6540015 .................... 6540016 .................... 6540017 .................... 6540019 .................... 6540020 .................... 6540021 .................... 6540023 .................... 6540024 .................... 6540025 .................... 6540028 .................... 6540030 .................... 6540031 .................... 6540032 .................... 6540035 .................... 6540037 .................... 6540038 .................... 6540039 .................... 6540105 .................... 6640106 .................... 6940109 .................... 6640110 .................... 6940113 .................... 6640114 .................... 6940117 .................... 6640118 .................... 6940121 .................... 6640122 .................... 6940125 .................... 6640126 .................... 6940129 .................... 6640130 .................... 6940133 .................... 6640134 .................... 6940137 .................... 6640138 .................... 6940141 .................... 6640142 .................... 6940145 .................... 6640146 .................... 6940149 .................... 66
EDP No. Page40150 .................... 6940153 .................... 6640154 .................... 6940157 .................... 6640158 .................... 6940161 .................... 6640162 .................... 6940165 .................... 6740166 .................... 6940169 .................... 6640170 .................... 6940173 .................... 6640174 .................... 6940177 .................... 6640178 .................... 6940181 .................... 6640182 .................... 6940185 .................... 6640186 .................... 6940305 .................... 7240306 .................... 7540309 .................... 7240310 .................... 7540313 .................... 7240314 .................... 7540317 .................... 7240318 .................... 7540321 .................... 7240322 .................... 7540325 .................... 7240326 .................... 7540329 .................... 7240330 .................... 7540333 .................... 7240334 .................... 7540337 .................... 7240338 .................... 7540341 .................... 7240342 .................... 7540345 .................... 7240346 .................... 7540349 .................... 7240350 .................... 7540353 .................... 7240354 .................... 7540357 .................... 7240358 .................... 7540361 .................... 7240362 .................... 7540365 .................... 7240366 .................... 7540369 .................... 7240370 .................... 7540373 .................... 7240374 .................... 7540377 .................... 7240378 .................... 7540381 .................... 7240382 .................... 7540385 .................... 7240386 .................... 7540505 .................... 7840506 .................... 7940509 .................... 7840510 .................... 7940513 .................... 7840514 .................... 7940517 .................... 7840518 .................... 7940521 .................... 7840522 .................... 7940525 .................... 7840526 .................... 7940529 .................... 7840530 .................... 7940533 .................... 7840534 .................... 7940537 .................... 7840538 .................... 7940541 .................... 78
EDP No. Page40542 .................... 7940545 .................... 7840546 .................... 7940549 .................... 7840550 .................... 7940553 .................... 7840554 .................... 7940557 .................... 7840558 .................... 7940561 .................... 7840562 .................... 7940565 .................... 7840566 .................... 7940569 .................... 7840570 .................... 7940573 .................... 7840574 .................... 7940577 .................... 7840578 .................... 7940581 .................... 7840582 .................... 7940585 .................... 7840586 .................... 7941405 .................... 6841406 .................... 7041409 .................... 6841410 .................... 7041413 .................... 6841414 .................... 7041417 .................... 6841418 .................... 7041421 .................... 6841422 .................... 7041425 .................... 6841426 .................... 7041429 .................... 6841430 .................... 7041433 .................... 6841434 .................... 7041437 .................... 6841438 .................... 7041441 .................... 6841442 .................... 7041445 .................... 6841446 .................... 7041449 .................... 6841450 .................... 7041453 .................... 6841454 .................... 7041457 .................... 6841458 .................... 7041461 .................... 6841462 .................... 7041465 .................... 6841466 .................... 7041505 .................... 7441506 .................... 7741509 .................... 7441510 .................... 7741513 .................... 7441514 .................... 7741517 .................... 7441518 .................... 7741521 .................... 7441522 .................... 7741525 .................... 7441526 .................... 7741529 .................... 7441530 .................... 7741533 .................... 7441534 .................... 7741537 .................... 7441538 .................... 7741541 .................... 7441542 .................... 7741545 .................... 7441546 .................... 7741549 .................... 7441550 .................... 7741553 .................... 74
EDP No. Page41554 .................... 7741557 .................... 7441558 .................... 7741561 .................... 7441562 .................... 7741565 .................... 7441566 .................... 7741605 .................... 6741609 .................... 6741613 .................... 6741617 .................... 6741621 .................... 6741625 .................... 6741629 .................... 6741633 .................... 6741637 .................... 6741641 .................... 6741645 .................... 6741649 .................... 6741653 .................... 6741657 .................... 6741661 .................... 6741665 .................... 6641705 .................... 7141709 .................... 7141713 .................... 7141717 .................... 7141721 .................... 7141725 .................... 7141729 .................... 7141733 .................... 7141737 .................... 7141741 .................... 7141745 .................... 7141749 .................... 7141753 .................... 7141757 .................... 7141761 .................... 7141765 .................... 7142606 .................... 3342607 .................... 3342608 .................... 3342609 .................... 3342610 .................... 3342611 .................... 3342612 .................... 3342613 .................... 3342614 .................... 3342615 .................... 3342616 .................... 3342617 .................... 3342618 .................... 3442619 .................... 3442620 .................... 3442621 .................... 3442622 .................... 3342623 .................... 3342624 .................... 3442625 .................... 3442626 .................... 3442627 .................... 3442628 .................... 3442630 .................... 3342631 .................... 3342632 .................... 3442633 .................... 3442648 .................... 3442649 .................... 3442650 .................... 3442651 .................... 3442652 .................... 3442653 .................... 3442654 .................... 3442655 .................... 3442656 .................... 3442657 .................... 3442658 .................... 3442659 .................... 3442660 .................... 3342661 .................... 33
EDP No. Page42662 .................... 3342663 .................... 3342664 .................... 3342665 .................... 3342666 .................... 3342667 .................... 3342668 .................... 3342669 .................... 3342670 .................... 3342671 .................... 3342672 .................... 3342673 .................... 3342674 .................... 3342675 .................... 3342676 .................... 3342677 .................... 3342678 .................... 3342679 .................... 3342680 .................... 3342681 .................... 3342682 .................... 3342683 .................... 3342684 .................... 3342685 .................... 3342686 .................... 3342687 .................... 3442688 .................... 3442689 .................... 3442690 .................... 3442691 .................... 3442692 .................... 3442693 .................... 3442694 .................... 3442695 .................... 3442696 .................... 3442697 .................... 3442698 .................... 3442699 .................... 3442700 .................... 3442701 .................... 3442702 .................... 3442703 .................... 3442704 .................... 3442705 .................... 3442706 .................... 5142707 .................... 5142708 .................... 5142709 .................... 5142710 .................... 5142711 .................... 5142712 .................... 2642713 .................... 2642714 .................... 2642715 .................... 2642716 .................... 2642717 .................... 2642718 .................... 1942719 .................... 2142721 .................... 2142722 .................... 1942723 .................... 2142731 .................... 2142732 .................... 2142733 .................... 2142734 .................... 2142735 .................... 2142736 .................... 2142737 .................... 2142738 .................... 2142739 .................... 2143101 .................... 6643102 .................... 6943103 .................... 6643104 .................... 6943105 .................... 6643106 .................... 6943107 .................... 6643108 .................... 6943115 .................... 6643116 .................... 69
EDP No. Page43125 .................... 6643126 .................... 6943135 .................... 6643136 .................... 6943145 .................... 6643146 .................... 6943155 .................... 6643156 .................... 6943165 .................... 6643166 .................... 6943175 .................... 6643176 .................... 6943185 .................... 6643186 .................... 6943195 .................... 6643196 .................... 6943301 .................... 7243302 .................... 7543303 .................... 7243304 .................... 7543305 .................... 7243306 .................... 7543307 .................... 7243308 .................... 7543315 .................... 7243316 .................... 7543325 .................... 7243326 .................... 7543335 .................... 7243336 .................... 7543345 .................... 7243346 .................... 7543355 .................... 7243356 .................... 7543365 .................... 7243366 .................... 7543375 .................... 7243376 .................... 7543385 .................... 7243386 .................... 7543395 .................... 7243396 .................... 7543445 .................... 3943446 .................... 3943447 .................... 3943448 .................... 3943449 .................... 3943450 .................... 3943451 .................... 3943452 .................... 3943453 .................... 3943501 .................... 7843502 .................... 7943503 .................... 7843504 .................... 7943505 .................... 7843506 .................... 7943507 .................... 7843508 .................... 7943515 .................... 7843516 .................... 7943525 .................... 7843526 .................... 7943535 .................... 7843536 .................... 7943545 .................... 7843546 .................... 7943555 .................... 7843556 .................... 7943565 .................... 7843566 .................... 7943575 .................... 7843576 .................... 7943585 .................... 7843586 .................... 7943595 .................... 7843596 .................... 7943900 .................... 7643901 .................... 7643902 .................... 76
EDP No. Page43903 .................... 7643904 .................... 7643905 .................... 7643906 .................... 7643907 .................... 7643908 .................... 7643909 .................... 7643910 .................... 7343911 .................... 7343912 .................... 7343913 .................... 7343914 .................... 7343915 .................... 7343916 .................... 7343917 .................... 7343918 .................... 7343919 .................... 7343950 .................... 7343951 .................... 7343952 .................... 7343953 .................... 7343954 .................... 7343955 .................... 7343956 .................... 7343957 .................... 7343958 .................... 7343959 .................... 7344298 .................... 5244299 .................... 5244300 .................... 5244301 .................... 5244302 .................... 5244303 .................... 5244304 .................... 5244305 .................... 5244306 .................... 5244307 .................... 5244308 .................... 5244309 .................... 5244505 .................... 5544506 .................... 5544509 .................... 5544510 .................... 5544513 .................... 5544514 .................... 5544517 .................... 5544518 .................... 5544521 .................... 5544522 .................... 5544525 .................... 5544526 .................... 5544529 .................... 5544530 .................... 5544533 .................... 5544534 .................... 5544537 .................... 5544538 .................... 5544541 .................... 5544542 .................... 5544545 .................... 5544546 .................... 5544550 .................... 5344551 .................... 5344552 .................... 5344553 .................... 5344554 .................... 5344555 .................... 5344556 .................... 5344557 .................... 5344558 .................... 5344559 .................... 5344560 .................... 5344561 .................... 5344562 .................... 5344563 .................... 5344564 .................... 5344565 .................... 5344566 .................... 5344570 .................... 5444571 .................... 54
EDP No. Page44572 .................... 5444573 .................... 5444574 .................... 5444575 .................... 5444576 .................... 5444577 .................... 5444578 .................... 5444579 .................... 5444580 .................... 5444581 .................... 5444582 .................... 5444583 .................... 5444584 .................... 5444585 .................... 5444586 .................... 5444587 .................... 5344588 .................... 5344589 .................... 5344590 .................... 5344591 .................... 5344592 .................... 5344593 .................... 5344594 .................... 5344595 .................... 5344596 .................... 5344597 .................... 5344598 .................... 5444599 .................... 5444600 .................... 5444601 .................... 5444602 .................... 5444603 .................... 5444604 .................... 5444605 .................... 5444606 .................... 5444607 .................... 5444608 .................... 5444609 .................... 5344610 .................... 5344611 .................... 5344612 .................... 5344613 .................... 5344614 .................... 5344615 .................... 5444616 .................... 5444617 .................... 5444618 .................... 5444619 .................... 5444620 .................... 5444627 .................... 5944628 .................... 5944629 .................... 5944630 .................... 5944631 .................... 5944634 .................... 5944635 .................... 5944636 .................... 5944637 .................... 5944638 .................... 5944639 .................... 5944641 .................... 5944642 .................... 5944643 .................... 5944645 .................... 5744646 .................... 5744647 .................... 5744648 .................... 5744649 .................... 5744650 .................... 5744652 .................... 5744653 .................... 5744654 .................... 5744685 .................... 5744686 .................... 5744687 .................... 5744688 .................... 5744689 .................... 5744690 .................... 5744691 .................... 5744692 .................... 57

145www.sgstool.com
EDP Numéro IndexEDP No. Page44693 .................... 5744694 .................... 5744695 .................... 5744696 .................... 5744701 .................... 5144702 .................... 5144703 .................... 5144705 .................... 5144708 .................... 5144711 .................... 5144714 .................... 5144715 .................... 5144716 .................... 5144717 .................... 5144719 .................... 5144722 .................... 5144725 .................... 5144728 .................... 5144731 .................... 5144732 .................... 5144733 .................... 5144734 .................... 5144735 .................... 5144736 .................... 5144737 .................... 5144738 .................... 5144739 .................... 5144740 .................... 5144741 .................... 5144745 .................... 5944746 .................... 5944747 .................... 5944748 .................... 5944749 .................... 5944750 .................... 5944751 .................... 5944752 .................... 5944753 .................... 5944754 .................... 5944755 .................... 5944756 .................... 5944757 .................... 5944758 .................... 5944759 .................... 5944760 .................... 5944761 .................... 5944762 .................... 5944763 .................... 5944764 .................... 5944765 .................... 5944766 .................... 5944767 .................... 5944768 .................... 5944769 .................... 5144770 .................... 5144771 .................... 5144772 .................... 5144773 .................... 5144774 .................... 5144775 .................... 5144776 .................... 5144777 .................... 5144778 .................... 5144779 .................... 5144780 .................... 5144781 .................... 5144782 .................... 5144783 .................... 5144784 .................... 5144785 .................... 5144786 .................... 5144787 .................... 5144788 .................... 5144789 .................... 5144790 .................... 5144791 .................... 5144792 .................... 5144793 .................... 5144794 .................... 5144795 .................... 51
EDP No. Page44796 .................... 5144797 .................... 5144798 .................... 5144799 .................... 5144800 .................... 5144801 .................... 5144802 .................... 5144803 .................... 5144804 .................... 5144805 .................... 5144806 .................... 5144807 .................... 5144808 .................... 5144809 .................... 5744810 .................... 5744811 .................... 5744814 .................... 5144815 .................... 5144816 .................... 5144817 .................... 5144818 .................... 5144819 .................... 5144820 .................... 5144821 .................... 5144822 .................... 5144823 .................... 5144824 .................... 5144826 .................... 5144827 .................... 5144828 .................... 5144829 .................... 5144830 .................... 5144831 .................... 5144832 .................... 5144833 .................... 5144834 .................... 5144835 .................... 5144836 .................... 5144837 .................... 5144838 .................... 5144839 .................... 5144840 .................... 5144841 .................... 5145100 .................... 4245101 .................... 4245102 .................... 4245103 .................... 4245104 .................... 4245105 .................... 4245106 .................... 4345107 .................... 4345108 .................... 4345109 .................... 4345110 .................... 4345111 .................... 4345112 .................... 4245113 .................... 4245114 .................... 4245115 .................... 4245116 .................... 4245117 .................... 4245118 .................... 4245119 .................... 4245120 .................... 4245121 .................... 4245122 .................... 4245123 .................... 4245124 .................... 4245125 .................... 4245126 .................... 4245127 .................... 4345128 .................... 4345129 .................... 4345130 .................... 4345131 .................... 4345132 .................... 4345133 .................... 4345134 .................... 4345135 .................... 4345136 .................... 43
EDP No. Page45137 .................... 4345138 .................... 4345139 .................... 4345140 .................... 4345141 .................... 4345277 .................... 6145279 .................... 6145281 .................... 6145283 .................... 6145285 .................... 6145287 .................... 6145289 .................... 6145291 .................... 6145293 .................... 6145295 .................... 6145297 .................... 6145299 .................... 6145477 .................... 6245479 .................... 6245481 .................... 6245483 .................... 6245485 .................... 6245487 .................... 6245489 .................... 6245491 .................... 6245493 .................... 6245495 .................... 6245497 .................... 6245499 .................... 6246110 .................... 8346111 .................... 8346114 .................... 8346118 .................... 8346122 .................... 8346132 .................... 8346133 .................... 8346140 .................... 4846141 .................... 4846142 .................... 4846143 .................... 4846210 .................... 8546211 .................... 8546214 .................... 8546218 .................... 8546222 .................... 8546232 .................... 8546233 .................... 8546343 .................... 2446344 .................... 2446345 .................... 2446346 .................... 2446347 .................... 2446348 .................... 2446349 .................... 2446350 .................... 2446351 .................... 2446354 .................... 2446355 .................... 2446356 .................... 2446357 .................... 2346358 .................... 2346359 .................... 2346360 .................... 2346362 .................... 2346364 .................... 2346366 .................... 2346368 .................... 2346370 .................... 2346372 .................... 2346374 .................... 2346376 .................... 2346450 .................... 2646451 .................... 2646452 .................... 2646453 .................... 2646454 .................... 2646455 .................... 2646456 .................... 2646457 .................... 2646458 .................... 26
EDP No. Page46459 .................... 2646460 .................... 2646461 .................... 2646462 .................... 2646463 .................... 2646464 .................... 2646465 .................... 2646466 .................... 2646467 .................... 2646468 .................... 2646469 .................... 2646470 .................... 2646471 .................... 2646472 .................... 2646473 .................... 2646474 .................... 2646475 .................... 2646476 .................... 2646477 .................... 2646478 .................... 2646479 .................... 2646480 .................... 2646481 .................... 2646493 .................... 2146494 .................... 2146495 .................... 2146497 .................... 2146498 .................... 2146506 .................... 2346507 .................... 2346508 .................... 2346509 .................... 2346510 .................... 2346518 .................... 2446519 .................... 2446520 .................... 2446521 .................... 2446522 .................... 2446560 .................... 2846561 .................... 2846562 .................... 2846563 .................... 2846564 .................... 2846565 .................... 2846566 .................... 2846567 .................... 2846568 .................... 2846620 .................... 3646621 .................... 3646622 .................... 3646623 .................... 3646624 .................... 3646625 .................... 3646626 .................... 3646627 .................... 3746628 .................... 3746629 .................... 3746630 .................... 3746631 .................... 3746632 .................... 3746633 .................... 3746634 .................... 3746635 .................... 3746636 .................... 3746637 .................... 3746638 .................... 3746639 .................... 3746640 .................... 3746641 .................... 3746642 .................... 3746643 .................... 3746644 .................... 3746645 .................... 3746646 .................... 3746647 .................... 3746648 .................... 3746649 .................... 3746650 .................... 3746651 .................... 3746652 .................... 37
EDP No. Page46653 .................... 3746654 .................... 3746655 .................... 3746656 .................... 3746657 .................... 3746658 .................... 3746659 .................... 3746660 .................... 3746821 .................... 2046822 .................... 2046823 .................... 2046824 .................... 2046825 .................... 2046826 .................... 2046827 .................... 2046828 .................... 2046829 .................... 2046830 .................... 2046831 .................... 2046832 .................... 2046833 .................... 2046834 .................... 2046835 .................... 2046836 .................... 2046837 .................... 2046838 .................... 2046839 .................... 2046840 .................... 2046841 .................... 2046849 .................... 1946850 .................... 1946851 .................... 1946852 .................... 1946853 .................... 1946854 .................... 1946855 .................... 1946856 .................... 1946857 .................... 1946858 .................... 1946859 .................... 1946860 .................... 1946861 .................... 1946862 .................... 1946863 .................... 1946864 .................... 1946865 .................... 1946866 .................... 1946867 .................... 1946868 .................... 1946869 .................... 1946880 .................... 1946881 .................... 1946882 .................... 1946884 .................... 1946886 .................... 1946887 .................... 1946889 .................... 1946890 .................... 1946891 .................... 1946893 .................... 1946894 .................... 1946895 .................... 1946896 .................... 1946898 .................... 1946899 .................... 1946900 .................... 1946903 .................... 1946904 .................... 1946905 .................... 1946909 .................... 1946910 .................... 1946911 .................... 1946912 .................... 1946913 .................... 1946914 .................... 1946915 .................... 1946916 .................... 1946917 .................... 1946918 .................... 1946919 .................... 19
EDP No. Page46920 .................... 1946921 .................... 1946922 .................... 1946923 .................... 1946924 .................... 1946925 .................... 1946926 .................... 1946927 .................... 1946928 .................... 2046929 .................... 2046930 .................... 2046931 .................... 2046932 .................... 2046933 .................... 2046934 .................... 2046935 .................... 2046936 .................... 2046937 .................... 2046938 .................... 2046939 .................... 2046940 .................... 2046941 .................... 2046942 .................... 2046943 .................... 2046944 .................... 1946945 .................... 1946946 .................... 1948543 .................... 6648544 .................... 6648545 .................... 6648546 .................... 6648547 .................... 6648548 .................... 6648549 .................... 6648550 .................... 6648551 .................... 6648552 .................... 6648553 .................... 6648554 .................... 6648555 .................... 6648556 .................... 6648557 .................... 6648558 .................... 6648559 .................... 6648560 .................... 6648561 .................... 6648562 .................... 6648563 .................... 6648607 .................... 6948608 .................... 6948609 .................... 6948610 .................... 6948611 .................... 6948612 .................... 6948613 .................... 6948614 .................... 6948615 .................... 6948616 .................... 6948617 .................... 6948618 .................... 6948619 .................... 6948620 .................... 6948621 .................... 6948622 .................... 6948623 .................... 6948624 .................... 6948625 .................... 6948626 .................... 6948627 .................... 6948671 .................... 7248672 .................... 7248673 .................... 7248674 .................... 7248675 .................... 7248676 .................... 7248677 .................... 7248678 .................... 7248679 .................... 7248680 .................... 7248681 .................... 72
EDP No. Page48682 .................... 7248683 .................... 7248684 .................... 7248685 .................... 7248686 .................... 7248687 .................... 7248688 .................... 7248689 .................... 7248690 .................... 7248691 .................... 7248735 .................... 7548736 .................... 7548737 .................... 7548738 .................... 7548739 .................... 7548740 .................... 7548741 .................... 7548742 .................... 7548743 .................... 7548744 .................... 7548745 .................... 7548746 .................... 7548747 .................... 7548748 .................... 7548749 .................... 7548750 .................... 7548751 .................... 7548752 .................... 7548753 .................... 7548754 .................... 7548755 .................... 7548799 .................... 7848800 .................... 7848801 .................... 7848802 .................... 7848803 .................... 7848804 .................... 7848805 .................... 7848806 .................... 7848807 .................... 7848808 .................... 7848809 .................... 7848810 .................... 7848811 .................... 7848812 .................... 7848813 .................... 7848814 .................... 7848815 .................... 7848816 .................... 7848817 .................... 7848818 .................... 7848819 .................... 7848863 .................... 7948864 .................... 7948865 .................... 7948866 .................... 7948867 .................... 7948868 .................... 7948869 .................... 7948870 .................... 7948871 .................... 7948872 .................... 7948873 .................... 7948874 .................... 7948875 .................... 7948876 .................... 7948877 .................... 7948878 .................... 7948879 .................... 7948880 .................... 7948881 .................... 7948882 .................... 7948883 .................... 7948926 .................... 6848927 .................... 6848928 .................... 6848929 .................... 6848930 .................... 6848931 .................... 6848932 .................... 68
EDP No. Page48933 .................... 6848934 .................... 6848935 .................... 6848936 .................... 6848937 .................... 6848938 .................... 6848939 .................... 6848940 .................... 6848941 .................... 6848989 .................... 7048990 .................... 7048991 .................... 7048992 .................... 7048993 .................... 7048994 .................... 7048995 .................... 7048996 .................... 7048997 .................... 7048998 .................... 7048999 .................... 7049000 .................... 7049001 .................... 7049002 .................... 7049003 .................... 7049004 .................... 7049052 .................... 7449053 .................... 7449054 .................... 7449055 .................... 7449056 .................... 7449057 .................... 7449058 .................... 7449059 .................... 7449060 .................... 7449061 .................... 7449062 .................... 7449063 .................... 7449064 .................... 7449065 .................... 7449066 .................... 7449067 .................... 7449115 .................... 7749116 .................... 7749117 .................... 7749118 .................... 7749119 .................... 7749120 .................... 7749121 .................... 7749122 .................... 7749123 .................... 7749124 .................... 7749125 .................... 7749126 .................... 7749127 .................... 7749128 .................... 7749129 .................... 7749130 .................... 7749178 .................... 6749179 .................... 6749180 .................... 6749181 .................... 6749182 .................... 6749183 .................... 6749184 .................... 6749185 .................... 6749186 .................... 6749187 .................... 6749188 .................... 6749189 .................... 6749190 .................... 6749191 .................... 6749192 .................... 6749193 .................... 6749304 .................... 7149305 .................... 7149306 .................... 7149307 .................... 7149308 .................... 7149309 .................... 7149310 .................... 71
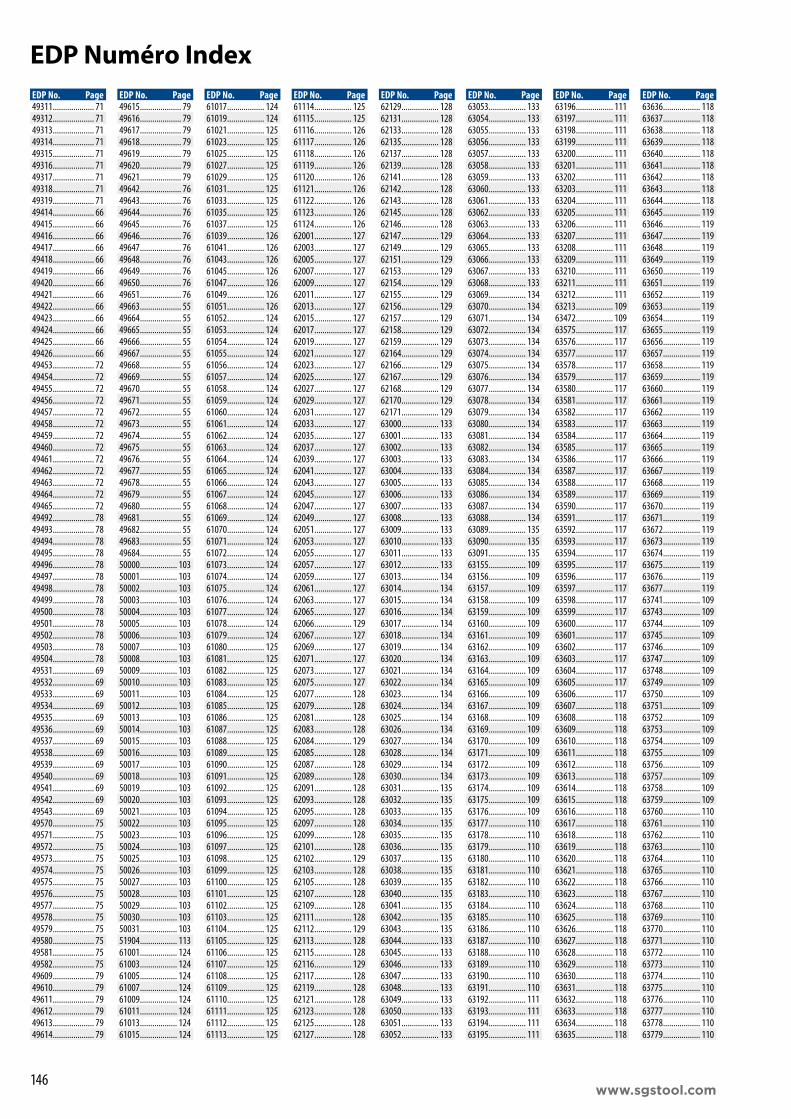
146www.sgstool.com
EDP Numéro IndexN° EDP PAGEEDP No. Page49311 .................... 7149312 .................... 7149313 .................... 7149314 .................... 7149315 .................... 7149316 .................... 7149317 .................... 7149318 .................... 7149319 .................... 7149414 .................... 6649415 .................... 6649416 .................... 6649417 .................... 6649418 .................... 6649419 .................... 6649420 .................... 6649421 .................... 6649422 .................... 6649423 .................... 6649424 .................... 6649425 .................... 6649426 .................... 6649453 .................... 7249454 .................... 7249455 .................... 7249456 .................... 7249457 .................... 7249458 .................... 7249459 .................... 7249460 .................... 7249461 .................... 7249462 .................... 7249463 .................... 7249464 .................... 7249465 .................... 7249492 .................... 7849493 .................... 7849494 .................... 7849495 .................... 7849496 .................... 7849497 .................... 7849498 .................... 7849499 .................... 7849500 .................... 7849501 .................... 7849502 .................... 7849503 .................... 7849504 .................... 7849531 .................... 6949532 .................... 6949533 .................... 6949534 .................... 6949535 .................... 6949536 .................... 6949537 .................... 6949538 .................... 6949539 .................... 6949540 .................... 6949541 .................... 6949542 .................... 6949543 .................... 6949570 .................... 7549571 .................... 7549572 .................... 7549573 .................... 7549574 .................... 7549575 .................... 7549576 .................... 7549577 .................... 7549578 .................... 7549579 .................... 7549580 .................... 7549581 .................... 7549582 .................... 7549609 .................... 7949610 .................... 7949611 .................... 7949612 .................... 7949613 .................... 7949614 .................... 79
EDP No. Page49615 .................... 7949616 .................... 7949617 .................... 7949618 .................... 7949619 .................... 7949620 .................... 7949621 .................... 7949642 .................... 7649643 .................... 7649644 .................... 7649645 .................... 7649646 .................... 7649647 .................... 7649648 .................... 7649649 .................... 7649650 .................... 7649651 .................... 7649663 .................... 5549664 .................... 5549665 .................... 5549666 .................... 5549667 .................... 5549668 .................... 5549669 .................... 5549670 .................... 5549671 .................... 5549672 .................... 5549673 .................... 5549674 .................... 5549675 .................... 5549676 .................... 5549677 .................... 5549678 .................... 5549679 .................... 5549680 .................... 5549681 .................... 5549682 .................... 5549683 .................... 5549684 .................... 5550000 .................. 10350001 .................. 10350002 .................. 10350003 .................. 10350004 .................. 10350005 .................. 10350006 .................. 10350007 .................. 10350008 .................. 10350009 .................. 10350010 .................. 10350011 .................. 10350012 .................. 10350013 .................. 10350014 .................. 10350015 .................. 10350016 .................. 10350017 .................. 10350018 .................. 10350019 .................. 10350020 .................. 10350021 .................. 10350022 .................. 10350023 .................. 10350024 .................. 10350025 .................. 10350026 .................. 10350027 .................. 10350028 .................. 10350029 .................. 10350030 .................. 10350031 .................. 10351904 .................. 11361001 .................. 12461003 .................. 12461005 .................. 12461007 .................. 12461009 .................. 12461011 .................. 12461013 .................. 12461015 .................. 124
EDP No. Page61017 .................. 12461019 .................. 12461021 .................. 12561023 .................. 12561025 .................. 12561027 .................. 12561029 .................. 12561031 .................. 12561033 .................. 12561035 .................. 12561037 .................. 12561039 .................. 12661041 .................. 12661043 .................. 12661045 .................. 12661047 .................. 12661049 .................. 12661051 .................. 12661052 .................. 12461053 .................. 12461054 .................. 12461055 .................. 12461056 .................. 12461057 .................. 12461058 .................. 12461059 .................. 12461060 .................. 12461061 .................. 12461062 .................. 12461063 .................. 12461064 .................. 12461065 .................. 12461066 .................. 12461067 .................. 12461068 .................. 12461069 .................. 12461070 .................. 12461071 .................. 12461072 .................. 12461073 .................. 12461074 .................. 12461075 .................. 12461076 .................. 12461077 .................. 12461078 .................. 12461079 .................. 12461080 .................. 12561081 .................. 12561082 .................. 12561083 .................. 12561084 .................. 12561085 .................. 12561086 .................. 12561087 .................. 12561088 .................. 12561089 .................. 12561090 .................. 12561091 .................. 12561092 .................. 12561093 .................. 12561094 .................. 12561095 .................. 12561096 .................. 12561097 .................. 12561098 .................. 12561099 .................. 12561100 .................. 12561101 .................. 12561102 .................. 12561103 .................. 12561104 .................. 12561105 .................. 12561106 .................. 12561107 .................. 12561108 .................. 12561109 .................. 12561110 .................. 12561111 .................. 12561112 .................. 12561113 .................. 125
EDP No. Page61114 .................. 12561115 .................. 12561116 .................. 12661117 .................. 12661118 .................. 12661119 .................. 12661120 .................. 12661121 .................. 12661122 .................. 12661123 .................. 12661124 .................. 12662001 .................. 12762003 .................. 12762005 .................. 12762007 .................. 12762009 .................. 12762011 .................. 12762013 .................. 12762015 .................. 12762017 .................. 12762019 .................. 12762021 .................. 12762023 .................. 12762025 .................. 12762027 .................. 12762029 .................. 12762031 .................. 12762033 .................. 12762035 .................. 12762037 .................. 12762039 .................. 12762041 .................. 12762043 .................. 12762045 .................. 12762047 .................. 12762049 .................. 12762051 .................. 12762053 .................. 12762055 .................. 12762057 .................. 12762059 .................. 12762061 .................. 12762063 .................. 12762065 .................. 12762066 .................. 12962067 .................. 12762069 .................. 12762071 .................. 12762073 .................. 12762075 .................. 12762077 .................. 12862079 .................. 12862081 .................. 12862083 .................. 12862084 .................. 12962085 .................. 12862087 .................. 12862089 .................. 12862091 .................. 12862093 .................. 12862095 .................. 12862097 .................. 12862099 .................. 12862101 .................. 12862102 .................. 12962103 .................. 12862105 .................. 12862107 .................. 12862109 .................. 12862111 .................. 12862112 .................. 12962113 .................. 12862115 .................. 12862116 .................. 12962117 .................. 12862119 .................. 12862121 .................. 12862123 .................. 12862125 .................. 12862127 .................. 128
EDP No. Page62129 .................. 12862131 .................. 12862133 .................. 12862135 .................. 12862137 .................. 12862139 .................. 12862141 .................. 12862142 .................. 12862143 .................. 12862145 .................. 12862146 .................. 12862147 .................. 12962149 .................. 12962151 .................. 12962153 .................. 12962154 .................. 12962155 .................. 12962156 .................. 12962157 .................. 12962158 .................. 12962159 .................. 12962164 .................. 12962166 .................. 12962167 .................. 12962168 .................. 12962170 .................. 12962171 .................. 12963000 .................. 13363001 .................. 13363002 .................. 13363003 .................. 13363004 .................. 13363005 .................. 13363006 .................. 13363007 .................. 13363008 .................. 13363009 .................. 13363010 .................. 13363011 .................. 13363012 .................. 13363013 .................. 13463014 .................. 13463015 .................. 13463016 .................. 13463017 .................. 13463018 .................. 13463019 .................. 13463020 .................. 13463021 .................. 13463022 .................. 13463023 .................. 13463024 .................. 13463025 .................. 13463026 .................. 13463027 .................. 13463028 .................. 13463029 .................. 13463030 .................. 13463031 .................. 13563032 .................. 13563033 .................. 13563034 .................. 13563035 .................. 13563036 .................. 13563037 .................. 13563038 .................. 13563039 .................. 13563040 .................. 13563041 .................. 13563042 .................. 13563043 .................. 13563044 .................. 13363045 .................. 13363046 .................. 13363047 .................. 13363048 .................. 13363049 .................. 13363050 .................. 13363051 .................. 13363052 .................. 133
EDP No. Page63053 .................. 13363054 .................. 13363055 .................. 13363056 .................. 13363057 .................. 13363058 .................. 13363059 .................. 13363060 .................. 13363061 .................. 13363062 .................. 13363063 .................. 13363064 .................. 13363065 .................. 13363066 .................. 13363067 .................. 13363068 .................. 13363069 .................. 13463070 .................. 13463071 .................. 13463072 .................. 13463073 .................. 13463074 .................. 13463075 .................. 13463076 .................. 13463077 .................. 13463078 .................. 13463079 .................. 13463080 .................. 13463081 .................. 13463082 .................. 13463083 .................. 13463084 .................. 13463085 .................. 13463086 .................. 13463087 .................. 13463088 .................. 13463089 .................. 13563090 .................. 13563091 .................. 13563155 .................. 10963156 .................. 10963157 .................. 10963158 .................. 10963159 .................. 10963160 .................. 10963161 .................. 10963162 .................. 10963163 .................. 10963164 .................. 10963165 .................. 10963166 .................. 10963167 .................. 10963168 .................. 10963169 .................. 10963170 .................. 10963171 .................. 10963172 .................. 10963173 .................. 10963174 .................. 10963175 .................. 10963176 .................. 10963177 .................. 11063178 .................. 11063179 .................. 11063180 .................. 11063181 .................. 11063182 .................. 11063183 .................. 11063184 .................. 11063185 .................. 11063186 .................. 11063187 .................. 11063188 .................. 11063189 .................. 11063190 .................. 11063191 .................. 11063192 .................. 11163193 .................. 11163194 .................. 11163195 .................. 111
EDP No. Page63196 .................. 11163197 .................. 11163198 .................. 11163199 .................. 11163200 .................. 11163201 .................. 11163202 .................. 11163203 .................. 11163204 .................. 11163205 .................. 11163206 .................. 11163207 .................. 11163208 .................. 11163209 .................. 11163210 .................. 11163211 .................. 11163212 .................. 11163213 .................. 10963472 .................. 10963575 .................. 11763576 .................. 11763577 .................. 11763578 .................. 11763579 .................. 11763580 .................. 11763581 .................. 11763582 .................. 11763583 .................. 11763584 .................. 11763585 .................. 11763586 .................. 11763587 .................. 11763588 .................. 11763589 .................. 11763590 .................. 11763591 .................. 11763592 .................. 11763593 .................. 11763594 .................. 11763595 .................. 11763596 .................. 11763597 .................. 11763598 .................. 11763599 .................. 11763600 .................. 11763601 .................. 11763602 .................. 11763603 .................. 11763604 .................. 11763605 .................. 11763606 .................. 11763607 .................. 11863608 .................. 11863609 .................. 11863610 .................. 11863611 .................. 11863612 .................. 11863613 .................. 11863614 .................. 11863615 .................. 11863616 .................. 11863617 .................. 11863618 .................. 11863619 .................. 11863620 .................. 11863621 .................. 11863622 .................. 11863623 .................. 11863624 .................. 11863625 .................. 11863626 .................. 11863627 .................. 11863628 .................. 11863629 .................. 11863630 .................. 11863631 .................. 11863632 .................. 11863633 .................. 11863634 .................. 11863635 .................. 118
EDP No. Page63636 .................. 11863637 .................. 11863638 .................. 11863639 .................. 11863640 .................. 11863641 .................. 11863642 .................. 11863643 .................. 11863644 .................. 11863645 .................. 11963646 .................. 11963647 .................. 11963648 .................. 11963649 .................. 11963650 .................. 11963651 .................. 11963652 .................. 11963653 .................. 11963654 .................. 11963655 .................. 11963656 .................. 11963657 .................. 11963658 .................. 11963659 .................. 11963660 .................. 11963661 .................. 11963662 .................. 11963663 .................. 11963664 .................. 11963665 .................. 11963666 .................. 11963667 .................. 11963668 .................. 11963669 .................. 11963670 .................. 11963671 .................. 11963672 .................. 11963673 .................. 11963674 .................. 11963675 .................. 11963676 .................. 11963677 .................. 11963741 .................. 10963743 .................. 10963744 .................. 10963745 .................. 10963746 .................. 10963747 .................. 10963748 .................. 10963749 .................. 10963750 .................. 10963751 .................. 10963752 .................. 10963753 .................. 10963754 .................. 10963755 .................. 10963756 .................. 10963757 .................. 10963758 .................. 10963759 .................. 10963760 .................. 11063761 .................. 11063762 .................. 11063763 .................. 11063764 .................. 11063765 .................. 11063766 .................. 11063767 .................. 11063768 .................. 11063769 .................. 11063770 .................. 11063771 .................. 11063772 .................. 11063773 .................. 11063774 .................. 11063775 .................. 11063776 .................. 11063777 .................. 11063778 .................. 11063779 .................. 110

147www.sgstool.com
EDP Numéro IndexEDP No. Page63780 .................. 11063781 .................. 11063782 .................. 11063783 .................. 11063784 .................. 11063785 .................. 11063786 .................. 11063787 .................. 11163788 .................. 11163789 .................. 11163790 .................. 11163791 .................. 11163792 .................. 11163793 .................. 11163794 .................. 11163900 .................. 11363901 .................. 11363902 .................. 11363903 .................. 11363904 .................. 11363905 .................. 11363906 .................. 11363907 .................. 11363908 .................. 11363909 .................. 11363910 .................. 11363911 .................. 11363912 .................. 11363913 .................. 11363914 .................. 11363915 .................. 11363916 .................. 11363917 .................. 11363918 .................. 11363919 .................. 11363920 .................. 11363921 .................. 11363922 .................. 11363923 .................. 11363924 .................. 11363925 .................. 11363926 .................. 11363927 .................. 11363928 .................. 11363929 .................. 11363930 .................. 11463931 .................. 11463932 .................. 11463933 .................. 11463934 .................. 11463935 .................. 11463936 .................. 11463937 .................. 11463938 .................. 11463939 .................. 11463940 .................. 11463941 .................. 11463942 .................. 11463943 .................. 11463944 .................. 11463945 .................. 11463946 .................. 11463947 .................. 11463948 .................. 11463949 .................. 11463950 .................. 11463951 .................. 11463952 .................. 11463953 .................. 11463954 .................. 11463955 .................. 11463956 .................. 11463957 .................. 11463958 .................. 11463959 .................. 11463960 .................. 11463961 .................. 11463962 .................. 11463963 .................. 11463964 .................. 114
EDP No. Page63965 .................. 11463966 .................. 11463967 .................. 11563968 .................. 11563969 .................. 11563970 .................. 11563971 .................. 11563972 .................. 11563973 .................. 11563974 .................. 11563975 .................. 11563976 .................. 11563977 .................. 11563978 .................. 11563979 .................. 11563980 .................. 11563981 .................. 11563982 .................. 11563983 .................. 11563984 .................. 11563985 .................. 11563986 .................. 11563987 .................. 11563988 .................. 11563989 .................. 11563990 .................. 11563991 .................. 11563992 .................. 11563993 .................. 11563994 .................. 11563995 .................. 11563996 .................. 11563997 .................. 11563998 .................. 11363999 .................. 11464000 .................. 11564001 .................. 11566001 .................. 13166002 .................. 13166003 .................. 13166004 .................. 13166005 .................. 13166006 .................. 13166007 .................. 13166008 .................. 13166009 .................. 13166010 .................. 13166011 .................. 13166012 .................. 13166013 .................. 13166014 .................. 13166015 .................. 13166016 .................. 13166017 .................. 13166018 .................. 13166019 .................. 13166020 .................. 13166021 .................. 13166022 .................. 13166023 .................. 13166024 .................. 13166025 .................. 13166026 .................. 13166027 .................. 13166028 .................. 13166029 .................. 13166030 .................. 13166031 .................. 13166032 .................. 13166033 .................. 13166034 .................. 13166035 .................. 13166036 .................. 13166037 .................. 13166038 .................. 13166039 .................. 13166040 .................. 13166041 .................. 13166042 .................. 13166043 .................. 131
EDP No. Page66044 .................. 13166045 .................. 13166046 .................. 13167005 .................. 13767007 .................. 13767009 .................. 13767011 .................. 13767013 .................. 13767015 .................. 13767017 .................. 13767019 .................. 13767021 .................. 13767023 .................. 13767035 .................. 13767037 .................. 13767039 .................. 13767041 .................. 13767043 .................. 13767045 .................. 13767047 .................. 13767049 .................. 13767051 .................. 13767053 .................. 13768268 .................. 12468269 .................. 12468270 .................. 12468271 .................. 12468272 .................. 12468273 .................. 12468274 .................. 12468275 .................. 12468276 .................. 12468277 .................. 12468278 .................. 12568279 .................. 12568280 .................. 12568281 .................. 12568282 .................. 12568283 .................. 12568284 .................. 12568285 .................. 12568286 .................. 12568287 .................. 12668288 .................. 12668289 .................. 12668290 .................. 12668291 .................. 12668292 .................. 12668293 .................. 12668294 .................. 12468295 .................. 12468296 .................. 12468297 .................. 12468298 .................. 12468299 .................. 12468300 .................. 12468301 .................. 12468302 .................. 12468303 .................. 12468304 .................. 12468305 .................. 12468306 .................. 12468307 .................. 12468308 .................. 12468309 .................. 12468310 .................. 12468311 .................. 12468312 .................. 12468313 .................. 12468314 .................. 12468315 .................. 12468316 .................. 12468317 .................. 12468318 .................. 12468319 .................. 12468320 .................. 12468321 .................. 12468322 .................. 12568323 .................. 12568324 .................. 125
EDP No. Page68325 .................. 12568326 .................. 12568327 .................. 12568328 .................. 12568329 .................. 12568330 .................. 12568331 .................. 12568332 .................. 12568333 .................. 12568334 .................. 12568335 .................. 12568336 .................. 12568337 .................. 12568338 .................. 12568339 .................. 12568340 .................. 12568341 .................. 12568342 .................. 12568343 .................. 12568344 .................. 12568345 .................. 12568346 .................. 12568347 .................. 12568348 .................. 12568349 .................. 12568350 .................. 12568351 .................. 12568352 .................. 12568353 .................. 12568354 .................. 12568355 .................. 12568356 .................. 12568357 .................. 12568358 .................. 12668359 .................. 12668360 .................. 12668361 .................. 12668362 .................. 12668363 .................. 12668364 .................. 12668365 .................. 12668366 .................. 12668603 .................. 12868604 .................. 12868606 .................. 12968607 .................. 12968608 .................. 12968609 .................. 12968611 .................. 12968612 .................. 12968613 .................. 12968614 .................. 12968616 .................. 12968643 .................. 12768644 .................. 12768645 .................. 12768646 .................. 12768647 .................. 12768648 .................. 12768649 .................. 12768650 .................. 12768651 .................. 12768652 .................. 12768653 .................. 12768654 .................. 12768655 .................. 12768656 .................. 12768657 .................. 12768658 .................. 12768659 .................. 12768660 .................. 12768661 .................. 12768662 .................. 12768663 .................. 12768664 .................. 12768665 .................. 12768666 .................. 12768667 .................. 12768668 .................. 12768669 .................. 127
EDP No. Page68670 .................. 12768671 .................. 12768672 .................. 12768673 .................. 12768674 .................. 12768675 .................. 12768676 .................. 12768677 .................. 12768678 .................. 12768679 .................. 12768680 .................. 12768681 .................. 12868682 .................. 12868683 .................. 12868684 .................. 12868685 .................. 12868686 .................. 12868687 .................. 12868688 .................. 12868689 .................. 12868690 .................. 12868691 .................. 12868692 .................. 12868693 .................. 12868694 .................. 12868695 .................. 12868696 .................. 12868697 .................. 12868698 .................. 12868699 .................. 12868700 .................. 12868701 .................. 12868702 .................. 12868703 .................. 12868704 .................. 12868705 .................. 12868706 .................. 12868707 .................. 12868708 .................. 12868709 .................. 12868710 .................. 12868711 .................. 12868712 .................. 12868713 .................. 12868718 .................. 12868723 .................. 12868728 .................. 12968733 .................. 12968738 .................. 12968743 .................. 12968748 .................. 12968753 .................. 12968758 .................. 12968763 .................. 12968768 .................. 12968773 .................. 12968778 .................. 12968780 .................. 12968965 .................. 13368966 .................. 13368967 .................. 13368968 .................. 13368969 .................. 13368970 .................. 13368971 .................. 13368972 .................. 13368973 .................. 13368974 .................. 13368975 .................. 13368976 .................. 13368977 .................. 13368978 .................. 13368979 .................. 13368980 .................. 13368981 .................. 13368982 .................. 13368983 .................. 13368984 .................. 13368985 .................. 13368986 .................. 133
EDP No. Page68987 .................. 13368988 .................. 13368989 .................. 13368990 .................. 13368991 .................. 13368992 .................. 13368993 .................. 13368994 .................. 13368995 .................. 13368996 .................. 13368997 .................. 13368998 .................. 13368999 .................. 13369000 .................. 13369001 .................. 13369002 .................. 13369003 .................. 13469004 .................. 13469005 .................. 13469006 .................. 13469007 .................. 13469008 .................. 13469009 .................. 13469010 .................. 13469011 .................. 13469012 .................. 13469013 .................. 13469014 .................. 13469015 .................. 13469016 .................. 13469017 .................. 13469018 .................. 13469019 .................. 13469020 .................. 13469021 .................. 13469022 .................. 13469023 .................. 13469024 .................. 13469025 .................. 13469026 .................. 13469027 .................. 13469028 .................. 13469029 .................. 13469030 .................. 13469031 .................. 13469032 .................. 13469033 .................. 13469034 .................. 13469035 .................. 13469036 .................. 13469037 .................. 13469038 .................. 13469039 .................. 13469040 .................. 13469041 .................. 13569042 .................. 13569043 .................. 13569044 .................. 13569045 .................. 13569046 .................. 13569047 .................. 13569048 .................. 13569049 .................. 13569050 .................. 13569051 .................. 13569052 .................. 13569053 .................. 13569054 .................. 13569055 .................. 13569056 .................. 13570527 .................... 3170529 .................... 3170531 .................... 3170533 .................... 3170535 .................... 3170537 .................... 3170539 .................... 3170540 .................... 3170542 .................... 3170544 .................... 31
EDP No. Page70546 .................... 3170548 .................... 3170550 .................... 3170551 .................... 3070552 .................... 3070553 .................... 3070554 .................... 3070555 .................... 3070556 .................... 3070557 .................... 3070558 .................... 3070559 .................... 3070560 .................... 3070561 .................... 3070562 .................... 3070563 .................... 3081001 .................. 13981003 .................. 13981005 .................. 13981007 .................. 13981009 .................. 13981011 .................. 13981013 .................. 13981015 .................. 13981017 .................. 13981019 .................. 13981021 .................. 13981023 .................. 13981025 .................. 13981027 .................. 13981029 .................. 13982930 .................... 9382931 .................... 9382932 .................... 9382933 .................... 9382966 .................... 9382967 .................... 9382968 .................... 9382969 .................... 9382970 .................... 9382971 .................... 9382972 .................... 9382973 .................... 9382974 .................... 9482975 .................... 9482976 .................... 9482977 .................... 9482978 .................... 9482979 .................... 9482980 .................... 9482981 .................... 9482982 .................... 9482983 .................... 9482984 .................... 9482985 .................... 9482986 .................... 9482987 .................... 9482988 .................... 9482989 .................... 9482990 .................... 9882991 .................... 9882992 .................... 9882993 .................... 9882994 .................... 9882995 .................... 9882996 .................... 9882997 .................... 9883026 .................... 9383027 .................... 9383028 .................... 9383029 .................... 9383041 .................... 9383042 .................... 9383043 .................... 9383044 .................... 9383056 .................... 9183057 .................... 9183058 .................... 9183059 .................... 9183060 .................... 91
EDP No. Page83061 .................... 9183062 .................... 9183063 .................... 9183064 .................... 9183065 .................... 9183070 .................... 9383071 .................... 9383072 .................... 9383073 .................... 9383100 .................... 9383101 .................... 9383102 .................... 9383103 .................... 9383104 .................... 9383105 .................... 9383106 .................... 9383107 .................... 9383108 .................... 9383109 .................... 9383110 .................... 9383111 .................... 9383200 .................... 9483201 .................... 9483202 .................... 9483203 .................... 9483204 .................... 9483205 .................... 9483206 .................... 9483207 .................... 9484280 .................... 9684281 .................... 9684282 .................... 9684283 .................... 9684284 .................... 9684285 .................... 9684286 .................... 9684287 .................... 9684288 .................... 9684289 .................... 9684290 .................... 9684291 .................... 9685080 .................... 9685081 .................... 9685082 .................... 9685083 .................... 9685084 .................... 9685085 .................... 9685086 .................... 9685087 .................... 9685088 .................... 9685089 .................... 9685090 .................... 9685091 .................... 9690101 .................. 10090107 .................. 10090109 .................. 10090113 .................. 10090121 .................. 10090129 .................. 10090137 .................. 10091101 .................. 10191107 .................. 10191109 .................. 10191113 .................. 10191121 .................. 10191129 .................. 10191137 .................. 10191349 .................... 4691350 .................... 4691351 .................... 4691352 .................... 4691353 .................... 4691354 .................... 4691355 .................... 4691356 .................... 4691357 .................... 4691358 .................... 4691359 .................... 4691360 .................... 4691361 .................... 46

148www.sgstool.com
Informations de référence SGS
FORMULES GÉNÉRALES
Pression du liquide de refroidissement : 1 bar = 14.5 livres par pouce carré (PSI)
Calcul de la pression du liquide de refroidissement : livres par pouce carré (PSI) = (puissance en chevaux de la pompe x 1.460) / Gallons par minute (GPM)
1 litre = 0.254 Gallons
Cotes métriques taraud = diamètre principal – (1.082 x pas x % du filetage)
Cote métrique foret taraudeur : diamètre maximum = diamètre principal de base – (.375 x pas)
Cote métrique foret taraudeur : diamètre minimum = diamètre principal de base – (.500 x pas)
TOLERANCES H6 ISO
DIAMÈTRE + –
≤ 3 0,000 0,006
> 3–6 0,000 0,008
> 6–10 0,000 0,009
> 10–18 0,000 0,011
> 18–25 0,000 0,013
FORMULES D’USINAGE
FORMULES MÉTRIQUES
m/min = (3,14 x diamètre de coupe x tr/m) / 1000
Tr/m = (1000 x m / min) / (3,14 x diamètre de coupe)
Avance (mm par dent) = millimètres par minute / (Nombre de dents x tr/m)
Avance (mm/minute) = avance par dent x Nombre de dents x tr/m
Avance (mm/minute) = mmt x tr/m
Avance (mm par tour) = mmt/ tr/m
Hauteur du point de rebroussement* = (diamètre d’outil / 2) –√ (diamètre d’outil2 – pas2) / 4
pas = √4 x (hauteur du point de rebroussement x diamètre d’outil) – 4 x (hauteur du point de rebroussement2)
débit copeau – fraisage – (cm3/min) = (largeur de coupe x profondeur de coupe x mm/min) / 1000
Temps de coupe – fraisage – (minutes) = longueur usinée (mm) / avance (mm/min)
spm Surface périphérique en pieds par minute
tr/m Tours par minute
pouce/min Vitesse d’avance en pouces par minute
pouce/tr Pouces par tour
mm/tr Millimètres par tour
mm/min Vitesse d’avance en millimètres par minute
tem Taux d’enlèvement de matière
* Sur surface plane

149www.sgstool.com
Tableau de conversion de duretéDURETÉ DE
ROCKWELL (HRb)DURETÉ DE
ROCKWELL (HRc)DURETÉ DE BRINELL
(HB)DURETÉ DE VICKERS
(HV)Résistance à la
traction(N/mm2)
PSI (1000lb/in2)
67 – 121 122 401 5870 – 126 127 432 6373 – 132 132 448 6575 – 136 137 455 6677 – 140 143 463 6780 – 147 150 479 6982 – 153 156 494 7284 – 159 163 525 7686 – 165 171 540 7889 – 177 178 556 8191 – 186 188 602 8893 – 197 196 632 9296 – 216 212 664 9797 – 223 218 695 10198 21 230 234 756 110– 22 236 241 772 112– 23 242 247 787 114– 24 248 255 818 118– 25 254 261 849 123– 27 266 269 865 125– 28 272 275 895 130– 29 278 284 911 132– 30 284 292 942 136– 31 293 300 973 141– 32 302 308 988 143– 33 310 318 1019 147– 34 319 327 1050 152– 35 328 337 1096 159– 37 345 349 1127 163– 38 353 359 1158 168– 39 362 370 1189 172– 40 370 381 1235 179– 41 381 395 1266 183– 42 391 408 1312 190– 44 411 422 1359 197– 45 422 437 1420 206– 46 433 452 1467 212– 48 455 470 1513 219– 50 479 497 1559 226– 51 485 517 1621 235– 52 497 532 1668 241– 54 – 573 1729 250– 56 – 609 1807 262– 57 – 630 1884 273– 59 – 670 1961 284– 60 – 698 2039 295– 61 – 725 – –– 62 – 740 – –– 63 – 780 – –– 64 – 812 – –– 65 – 847 – –– 66 – 885 – –– 67 – 926 – –– 68 – 971 – –
Les conversions de chaque échelle sont approximatives

150www.sgstool.com
Note

151www.sgstool.com
Note

LES OUTILS SGS SONT VENDUS DANS PLUS DE 60 PAYS
SGS0
41 1
507
Cata
logu
e 20
15-F
R-0.
0 B
W
ROYAUME-UNI TOOL EUROPE LTD.
10 Ashville WayWokingham, Berkshire RG41 2PL EnglandTél.: (44) 1189-795-200Fax: (44) 1189-795-295E-mail: [email protected]
CHINE TOOL DIVISION
Unit 301, Building A, No. 200, Jin Su Road,Jingjao Export Processing Zone, Pudong New Area, Shanghai 201206,ChinaTél.: (86) 21-50589822Fax: (86) 21-50817160E-mail: [email protected]: www.sgstool.com
FRANCE FRANCE - DOGA
8, avenue Gutenberg78310 MaurepasFranceTél.: +33 (0) 1 30 66 41 64Fax: +33 (0) 1 30 66 41 49E-mail: [email protected]
ALLEMAGNE TOOL GmbH
Am Sägebach 6D-88356 Ostrach-EinhartTél.: (49) 7 58 54-27 98-0Fax: (49) 7 58 54-27 98-19E-mail: [email protected]
CANADA TOOL CANADA
171 Northport Road, Unit #3Port Perry, ON L9L 1B2Tél.: 905/982-0888Fax: 905/982-0488E-mail: [email protected]
RUSSIEHALTECTél.: (7) 842-231-0738Fax: (7) 842-231-0601E-mail: [email protected]: www.haltec.ru
L’ESPAGNE TOOL Iberica
E-mail: [email protected]
POLOGNE TOOL Poland
Tél.: +48 530-432-002 E-mail: [email protected]
ETATS-UNIS D’AMÉRIQUE TOOL COMPANY
World HeadquartersP.O. Box 18755 South Main StreetMunroe Falls, Ohio 44262 U.S.A.customer service -US et Canada: (330) 686-5700Fax - US et Canada: (800) 447-4017international fax: (330) 686-2146E-mail: [email protected] inquiries: (330) 688-6667
Solid Carbide ToolsAn ISO 9001 Certified Company
8, avenue Gutenberg - CS 5051078317 Maurepas Cedex - FranceTél. : 01 30 66 41 64 • Fax : 01 30 66 41 49 [email protected]
w w w . d o g a . f r
Doc.1
0513
.06/15
Nous travaillons constamment à l’amélioration de nos produits. De ce fait, les dimensions et indications portées dans cette brochure peuvent parfois ne pas correspondre aux dernières exécutions. De convention expresse, nos ventes sont faites sous bénéfice de réserve de propriété (les dispositions de la loi du 12/5/80 trouvent donc toute leur application).