aluminures de titane pour l’aéronautique : … · aluminures de titane pour l’aéronautique :...
TRANSCRIPT
Aluminures de Titane pour l’aéronautique : développements actuels et perspectives
P. Sallota, G. Martin
b, S. Knittel
c, D. Boquet
b, M. Perrut
d, M. Thomas
d, D. Boivin
d
a Safran Tech - Etablissement Safran Paris-Saclay, F-78775 Magny les Hameaux, France
b Safran Aircraft Engines – 171 boulevard de Valmy, 92702 Colombes, France
c Safran Aircraft Engines – Rue Henri Auguste Desbruères, 91003 Evry, France
d Onera – The French Aerospace Lab, F-92322 Châtillon, France
Résumé
Les alliages intermétalliques à base d’aluminure de titane
sont des candidats de choix pour les applications
aéronautiques car présentant un compromis propriétés
mécaniques/densité supérieur à certains alliages base
nickel couramment utilisés. Cela explique leur récente
introduction sur les dernières générations de
turbomachines (LEAP, GTF) pour la réalisation d’aubes de
turbine basse pression. Cette évolution technologique est le
fruit d’une amélioration des connaissances dans ce
domaine et du développement de nuances d’alliages
dédiées à ces applications. L’enjeu de cette étude est de
présenter les évolutions récentes dans le domaine, en
fonction des applications visées, mais aussi de partager les
problématiques qui se posent pour aller au-delà des
solutions existantes.
Introduction
Les alliages intermétalliques à base d’aluminure de titane
sont actuellement utilisés dans les turbomachines pour
réaliser des aubes de turbine basse pression. Ils ont été
principalement choisis de par leur faible densité,
permettant de réaliser des gains de masse substantiels et
ainsi d’améliorer le rendement moteur.
Actuellement, les alliages TiAl peuvent être classés
suivant deux grandes familles : les alliages à solidification
péritectique (48-2-2, ABB, 45XD, K5 …) et les alliages à
solidification β (TNM-B1) [1].
La première famille fait intervenir le chemin de
solidification suivant :
L � L + β � αp � α2 + γ
La formation de la phase α est ici liée à la réaction
péritectique, sans nucléation de nouvelles phases ce qui
conduit souvent à des microstructures grossières.
La seconde réaction fait intervenir le chemin de
solidification suivant :
L � L + β � β � β + α � α � α2 + γ
Dans ce cas, la germination de nouveaux grains α dans la
phase β permet de raffiner la microstructure [2].
Ces modifications du chemin de solidification ont bien
entendu un impact sur les propriétés mécaniques de ces
alliages, mais ont surtout été rendues possible en ajoutant
des éléments beta-gènes comme le Nb ou le Mo [3].
Ces évolutions métallurgiques ont permis d’envisager de
nouveaux procédés pour mettre en forme ces alliages,
comme des moyens de forge. Les travaux décrits ici
illustreront cet aspect et présenteront les gains réalisés
aussi bien du point de vue procédé que microstructural.
D’autre part, les nouvelles générations d’alliages TiAl
possèdent des propriétés mécaniques améliorées
permettant d’envisager des applications plus chaudes et
plus sollicitées mécaniquement. Néanmoins, les propriétés
mécaniques des alliages TiAl sont très sensibles à un effet
mal compris à ce jour qu’est la fragilisation suite à une
exposition en température à l’air. Ce phénomène impact
les propriétés en traction et en fatigue LCF [4, 5], et il
convient de vérifier si cette fragilisation est du même ordre
de grandeur quelle que soit la famille d’alliage considérée.
Ce point crucial pour une application de type aube de
turbine sera également abordé dans cette étude.
Méthodes expérimentales
L’objectif de ces travaux est d’identifier les gains réels en
termes de mise en forme et de propriétés pour les deux
grandes familles d’alliages utilisés industriellement
aujourd’hui, à savoir le 48-2-2 et le TNM-B1, dont les
compositions sont rappelées Tableau I.
Tableau I. Composition atomique des alliages étudiés
Alliage Ti Al Nb Cr Mo B
48-2-2 base 48 2 2 0 0
TNM-B1 base 43 4 0 1 0,1
L’étude comparée de ces deux nuances permettra de
discuter des avantages relatifs à l’utilisation de chaque
alliage en fonction des applications visées.
Les matériaux testés au cours de ces travaux ont été
approvisionnés sous forme de lingots coulés et de tôles
laminées.
En ce qui concerne les lingots, une fusion VAR suivi
d’une refusion en VAR skull melter ont été nécessaires
afin d’homogénéiser l’alliage. Le lingot final a été obtenu
par coulée gravité dans un creuset refroidit.
Concernant les tôles, l’alliage 48-2-2 a été obtenu par une
voie métallurgie des poudres suivant le procédé développé
par Plansee [6]. En ce qui concerne les tôles TNM-B1, ces
dernières ont été approvisionnées chez GfE [7]. Les tôles
brutes de laminage ont ensuite été traitées en-dessous de la
température du solvus γ de l’alliage considéré. Les
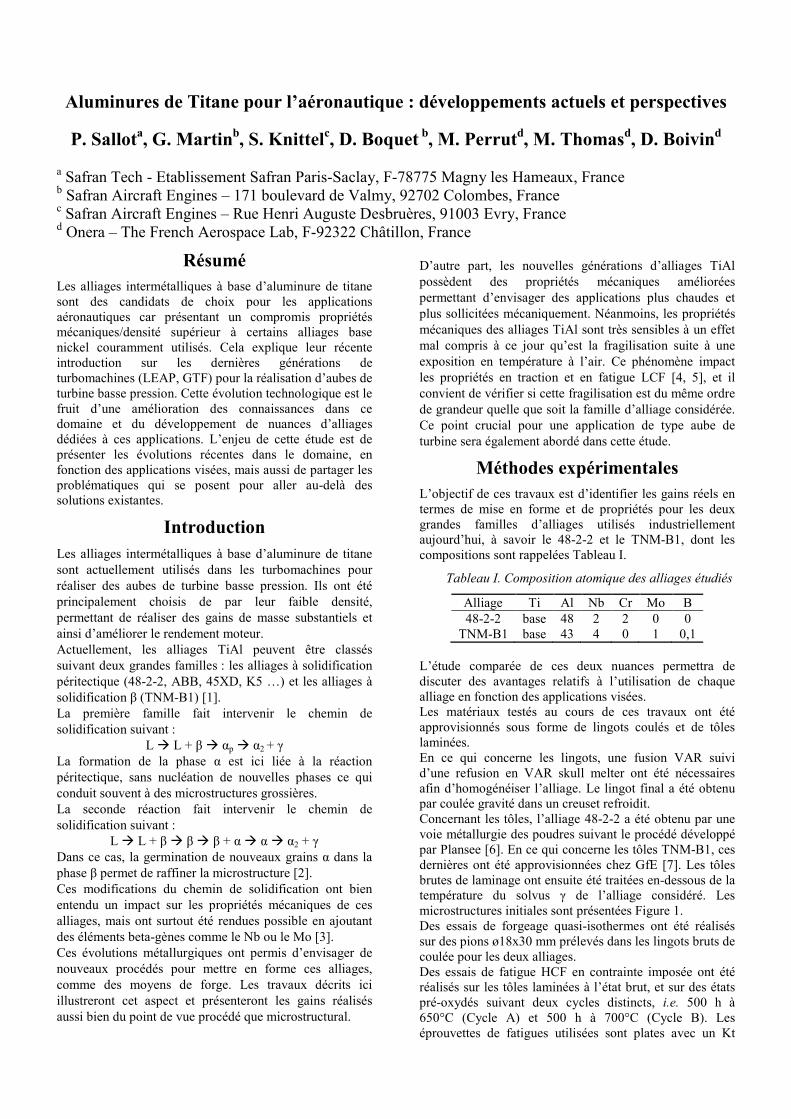
microstructures initiales sont présentées Figure 1.
Des essais de forgeage quasi-isothermes ont été réalisés
sur des pions ø18x30 mm prélevés dans les lingots bruts de
coulée pour les deux alliages.
Des essais de fatigue HCF en contrainte imposée ont été
réalisés sur les tôles laminées à l’état brut, et sur des états
pré-oxydés suivant deux cycles distincts, i.e. 500 h à
650°C (Cycle A) et 500 h à 700°C (Cycle B). Les
éprouvettes de fatigues utilisées sont plates avec un Kt
égal à 1.2 dans la zone utile. Les essais ont été réalisés
dans tous les cas à des températures supérieures à 600°C.
Figure 1 Microstructures brutes des tôles laminées pour
les alliages a) 48-2-2 et b) TNM-B1.
Les différents échantillons ont été observés au
microscope optique ainsi qu’au MEB. D’autre part
l’impact de la pré-oxydation sur l’évolution de la
composition des alliages a été évalué par WDS.
Résultats expérimentaux
Forgeabilité des alliages TiAl La forgeabilité des alliages 48-2-2 et TNM-B1 a pu être
évaluée en faisant varier plusieurs paramètres de forgeage,
i.e. la température de préchauffage, la vitesse de
déformation et le taux de déformation total. Les résultats
en termes de contrainte maximale d’écoulement sont
présentés en Figure 2 en fonction du paramètre de Zener-
Hollomon [8].
Figure 2 Contrainte d’écoulement maximale mesurée lors
du forgeage quasi-isotherme des alliages TiAl 48-2-2 et
TNM-B1.
Nous constatons que l’introduction de la phase β dans
l’alliage TNM-B1 améliore la forgeabilité en comparaison
au 48-2-2 et permet d’abaisser à iso-condition de forgeage
la contrainte d’écoulement.
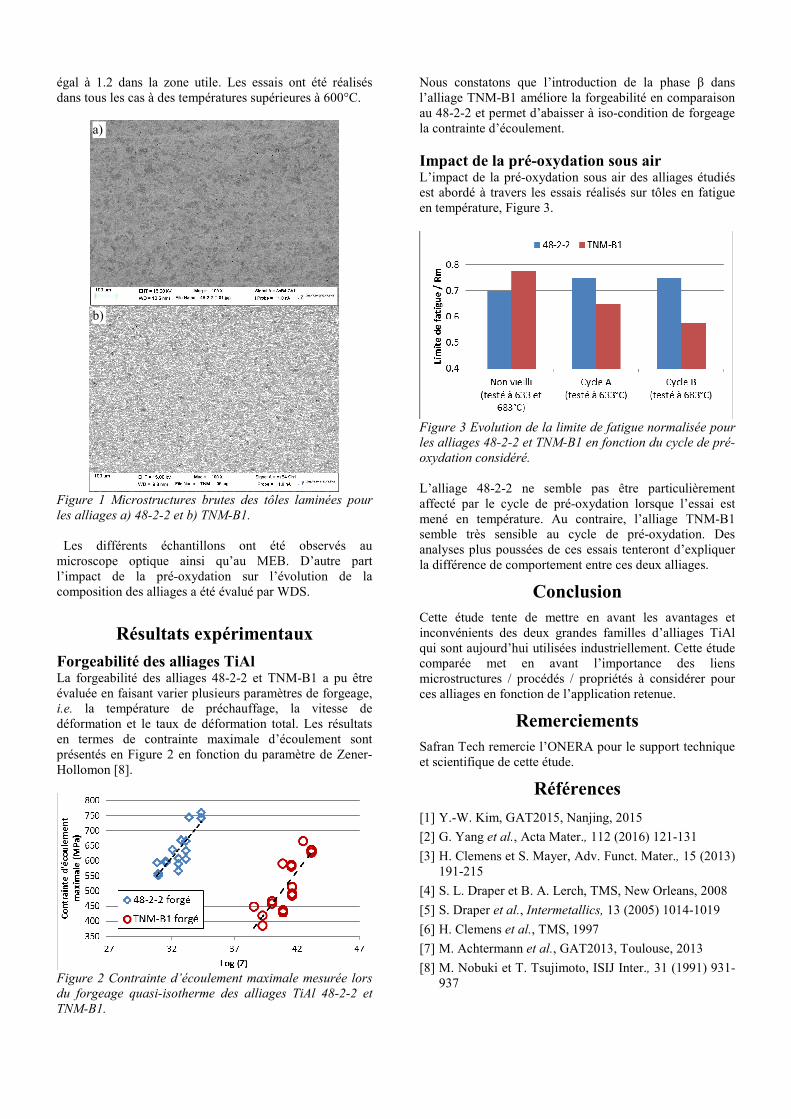
Impact de la pré-oxydation sous air
L’impact de la pré-oxydation sous air des alliages étudiés
est abordé à travers les essais réalisés sur tôles en fatigue
en température, Figure 3.
Figure 3 Evolution de la limite de fatigue normalisée pour
les alliages 48-2-2 et TNM-B1 en fonction du cycle de pré-
oxydation considéré.
L’alliage 48-2-2 ne semble pas être particulièrement
affecté par le cycle de pré-oxydation lorsque l’essai est
mené en température. Au contraire, l’alliage TNM-B1
semble très sensible au cycle de pré-oxydation. Des
analyses plus poussées de ces essais tenteront d’expliquer
la différence de comportement entre ces deux alliages.
Conclusion
Cette étude tente de mettre en avant les avantages et
inconvénients des deux grandes familles d’alliages TiAl
qui sont aujourd’hui utilisées industriellement. Cette étude
comparée met en avant l’importance des liens
microstructures / procédés / propriétés à considérer pour
ces alliages en fonction de l’application retenue.
Remerciements
Safran Tech remercie l’ONERA pour le support technique
et scientifique de cette étude.
Références
[1] Y.-W. Kim, GAT2015, Nanjing, 2015
[2] G. Yang et al., Acta Mater., 112 (2016) 121-131
[3] H. Clemens et S. Mayer, Adv. Funct. Mater., 15 (2013)
191-215
[4] S. L. Draper et B. A. Lerch, TMS, New Orleans, 2008
[5] S. Draper et al., Intermetallics, 13 (2005) 1014-1019
[6] H. Clemens et al., TMS, 1997
[7] M. Achtermann et al., GAT2013, Toulouse, 2013
[8] M. Nobuki et T. Tsujimoto, ISIJ Inter., 31 (1991) 931-
937
a)
b)