48649236 qualif soudeur europe
TRANSCRIPT

04/12/2304/12/23 11
La qualification du soudeur européenLa qualification du soudeur européen
ACIER-EN 287-1 A1 et EN 288-3
Enseignement et formationNorme Européenne EN 287 A1 - 288 A1
Je suis unSoudeur
Marocain
Mention Complémentaire Soudage
04/12/2304/12/23 22
Présentation du dossierPrésentation du dossier
Les assemblages de qualification (abréviations)Les produits d’apportAbréviation des assemblagesAbréviation/symbolisation des paramètres de soudageNormalisation des assemblagesLes 5 grands groupes de matériauxLes 4 grands procédés de soudageLes différentes positions de soudagePAPBPCPDPEPFPGH-L045J-L045Exemple d’éprouvettes de type qualificationLes essais de texture (par pliage)Exemple de désignation et de symbolisation de type EN.287.1
34De5 à 891011De12 à 15
De16 à 17De18 à 19De20 à 21De22 à 23De24 à 25De26 à 28De29 à 31De32 à 33De34 à 35De36 à 37De38 à 3940
N° des diapositives Titre des diapositives
Boutons d’actions
41 Paramètres de soudageDe 42 à 43 D-M-O-S44 Fiche contrat de soudage45 Objectif de de la formation46 Diplômes-Qualités requises 47 Contenu de formation
Durée du diaporama 22minutes
04/12/2304/12/23 33
Symboles et abréviations des assemblagesSymboles et abréviations des assemblages
Assemblage de qualification:
a = épaisseur nominale de la soudure BW = Soudage bout à boutD = diamètre extérieur du tubeFW = soudage en angleP = tôlet = épaisseur de tôle ou paroi du tubeT = tubeZ = longueur du coté du cordon d ’une soudure d ’angle

04/12/2304/12/23 44
Symbolisation des produits d’apport
Produits d ’apport:Produits d ’apport:
Les auxiliaires comme par exemple, les gaz de protection et les flux:NM =sans produit d ’apportWM =avec produit d ’apportA =enrobage acide (oxyde de fer)AR =enrobage acide (rutile)B =enrobage basiqueR =enrobage rutile (moyen)RR =enrobage rutile (épais)RR(b)=enrobage rutilo basique (épais)S =autre types

04/12/2304/12/23 55
Les différents types d ’assemblageLes différents types d ’assemblage
P = TôleP = Tôle
T = TubeT = Tube
04/12/2304/12/23 66
*
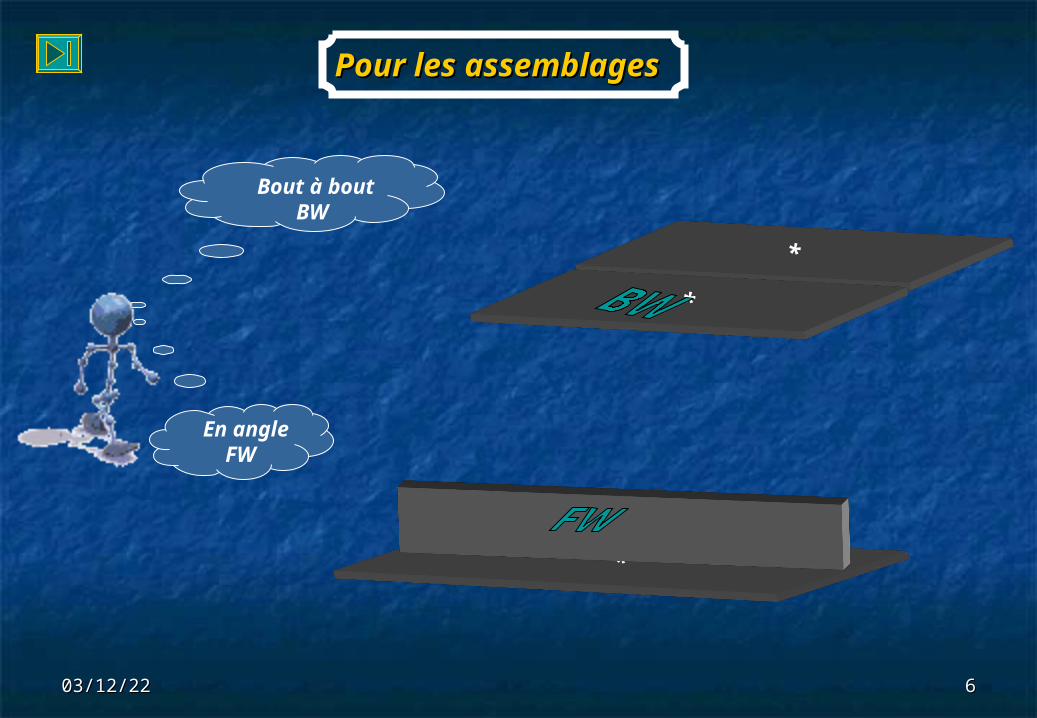
Bout à bout BW
En angle FW
Pour les assemblagesPour les assemblages
*
*
04/12/2304/12/23 77
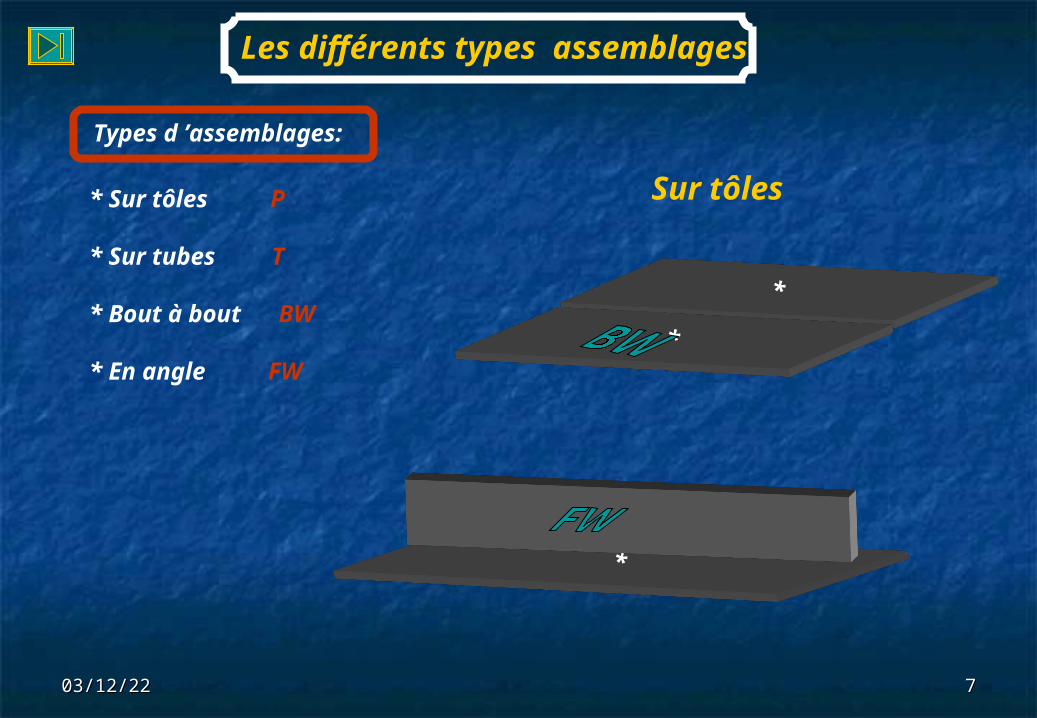
* Sur tôles P
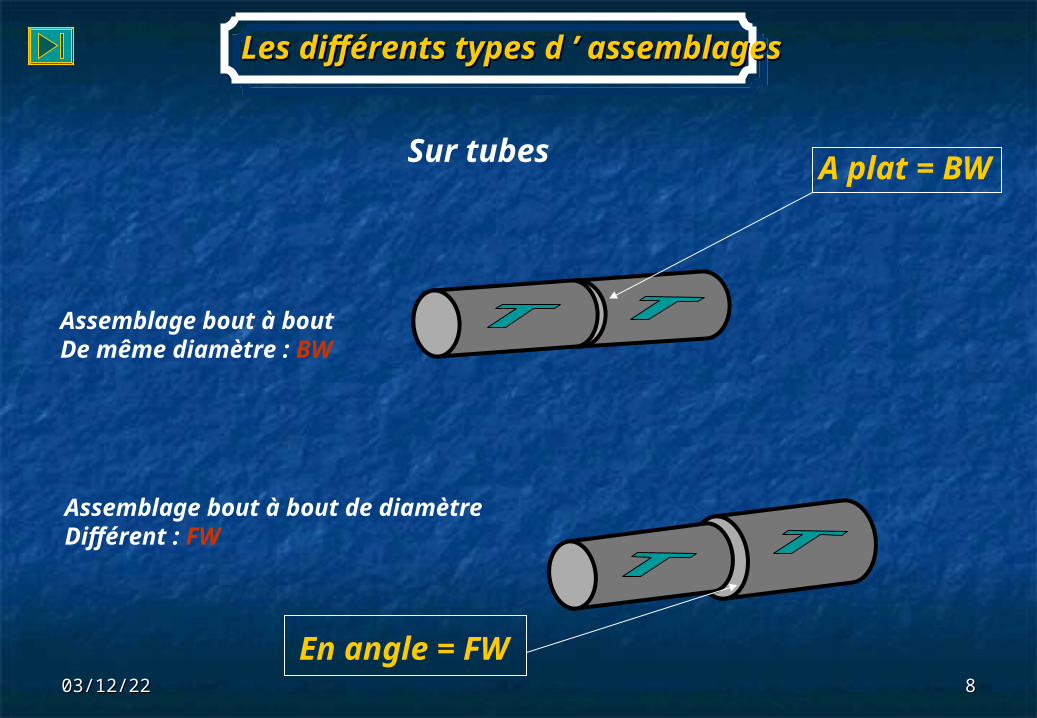
* Sur tubes T
* Bout à bout BW
* En angle FW
Les différents types assemblages
Types d ’assemblages:
Sur tôles
*
*
*
04/12/2304/12/23 88
En angle = FW
Sur tubes A plat = BW
Les différents types d ’ assemblagesLes différents types d ’ assemblages
Assemblage bout à boutDe même diamètre : BW
Assemblage bout à bout de diamètreDifférent : FW
04/12/2304/12/23 99
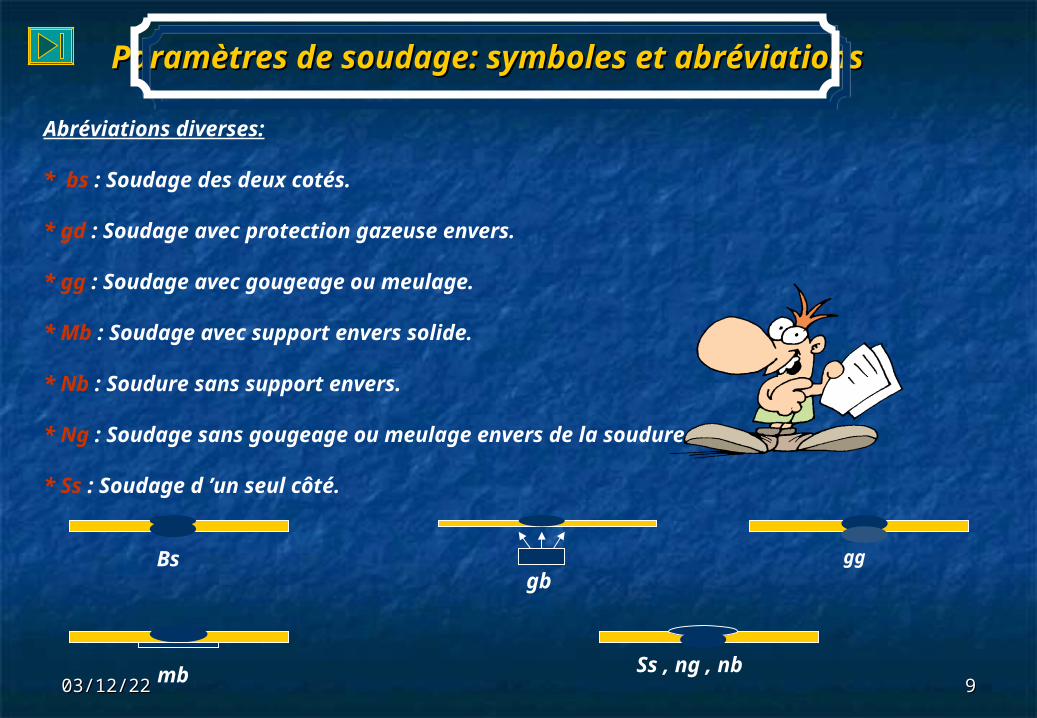
Paramètres de soudage: symboles et abréviationsParamètres de soudage: symboles et abréviations
Abréviations diverses:
* bs : Soudage des deux cotés.
* gd : Soudage avec protection gazeuse envers.
* gg : Soudage avec gougeage ou meulage.
* Mb : Soudage avec support envers solide.
* Nb : Soudure sans support envers.
* Ng : Soudage sans gougeage ou meulage envers de la soudure.
* Ss : Soudage d ’un seul côté.
Bs gb
mb
gg
Ss , ng , nb
04/12/2304/12/23 1010
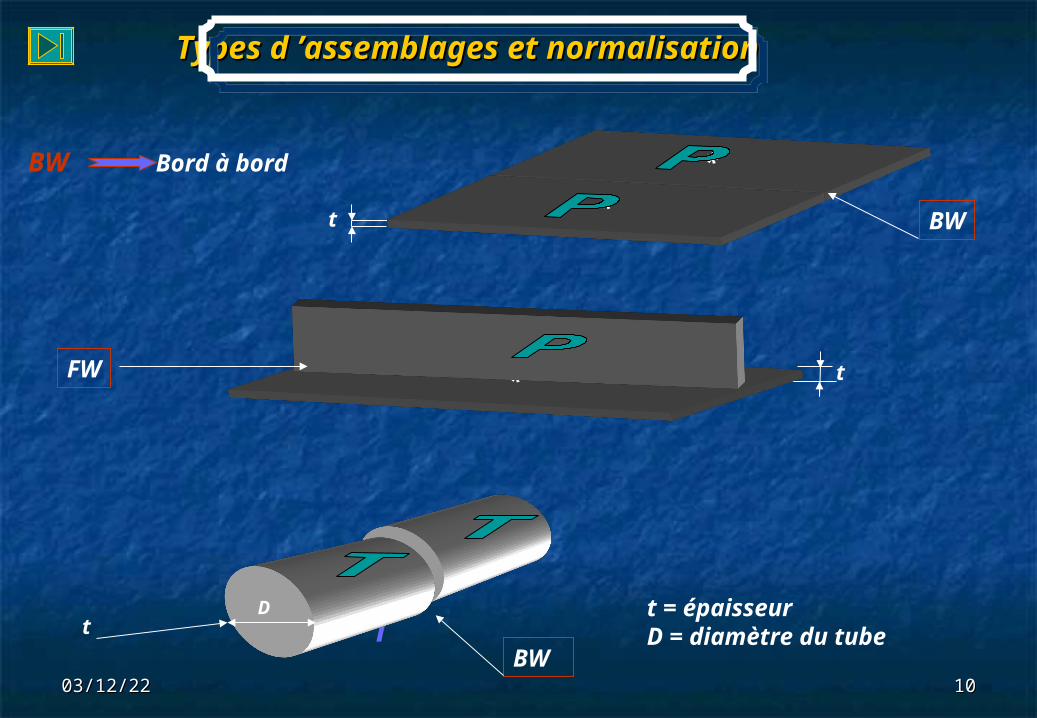
Types d ’assemblages et normalisationTypes d ’assemblages et normalisation
t BW
FW t
TtD
BW
t = épaisseurD = diamètre du tube
*
*
*
BW Bord à bord
04/12/2304/12/23 1111
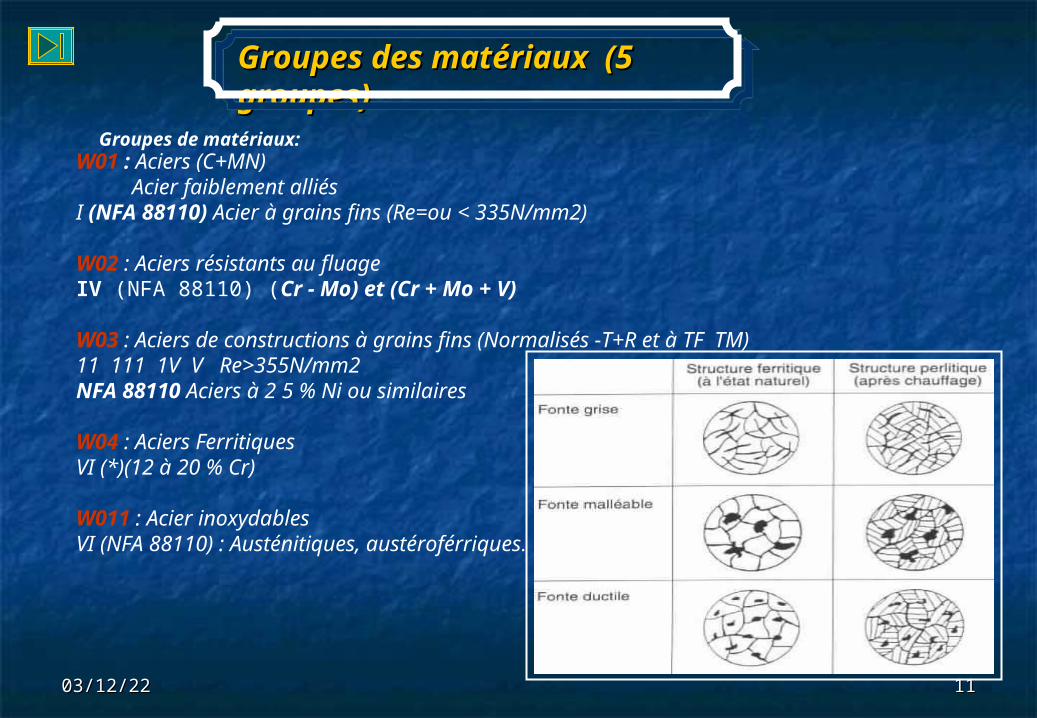
Groupes des matériaux (5 groupes)Groupes des matériaux (5 groupes)
W01 : Aciers (C+MN) Acier faiblement alliésI (NFA 88110) Acier à grains fins (Re=ou < 335N/mm2)
W02 : Aciers résistants au fluageIV (NFA 88110) (Cr - Mo) et (Cr + Mo + V)
W03 : Aciers de constructions à grains fins (Normalisés -T+R et à TF TM)11 111 1V V Re>355N/mm2NFA 88110 Aciers à 2 5 % Ni ou similaires
W04 : Aciers FerritiquesVI (*)(12 à 20 % Cr)
W011 : Acier inoxydablesVI (NFA 88110) : Austénitiques, austéroférriques.
Groupes de matériaux:
04/12/2304/12/23 1212
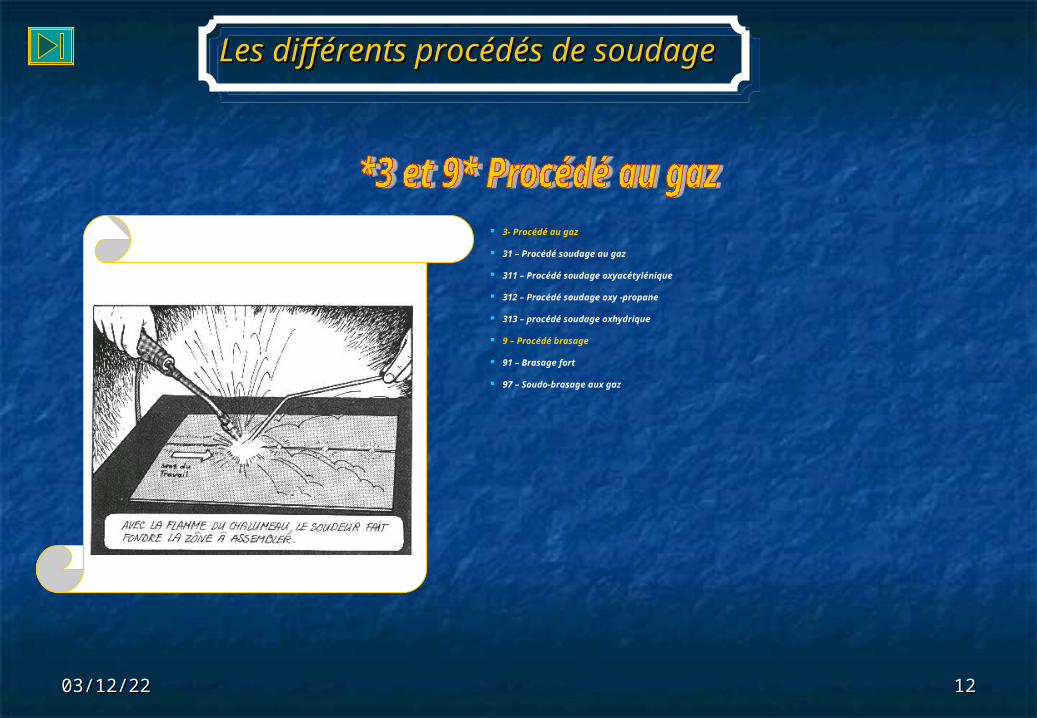
Les différents procédés de Les différents procédés de soudagesoudage
3- Procédé au gaz
31 – Procédé soudage au gaz
311 – Procédé soudage oxyacétylénique
312 – Procédé soudage oxy -propane
313 – procédé soudage oxhydrique
9 – Procédé brasage
91 – Brasage fort
97 – Soudo-brasage aux gaz

04/12/2304/12/23 1313
Les différents procédés de soudageLes différents procédés de soudage
1 - Electrique à l’arc
11 - Electrode fusible sans protection gazeuse
111 - Electrode enrobée
114 - Avec fil fourré protecteur
04/12/2304/12/23 1414
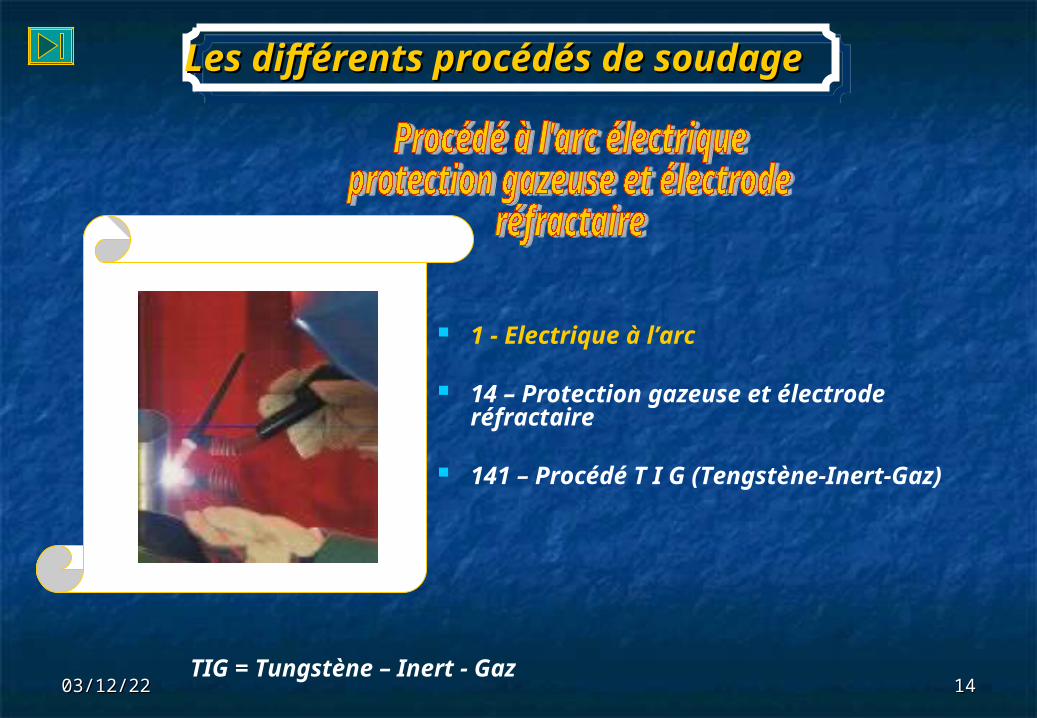
Les différents procédés de soudageLes différents procédés de soudage
1 - Electrique à l’arc
14 – Protection gazeuse et électrode réfractaire
141 – Procédé T I G (Tengstène-Inert-Gaz)
TIG = Tungstène – Inert - Gaz
04/12/2304/12/23 1515
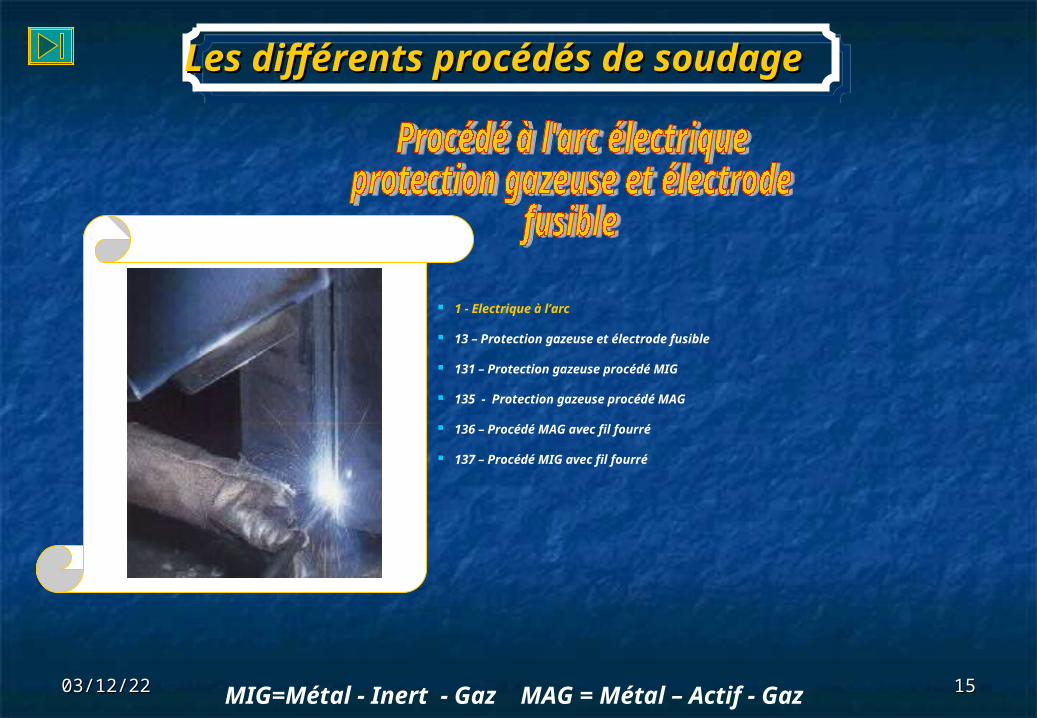
Les différents procédés de soudageLes différents procédés de soudage
1 - Electrique à l’arc
13 – Protection gazeuse et électrode fusible
131 – Protection gazeuse procédé MIG
135 - Protection gazeuse procédé MAG
136 – Procédé MAG avec fil fourré
137 – Procédé MIG avec fil fourré
MIG=Métal - Inert - Gaz MAG = Métal – Actif - Gaz
04/12/2304/12/23 1616
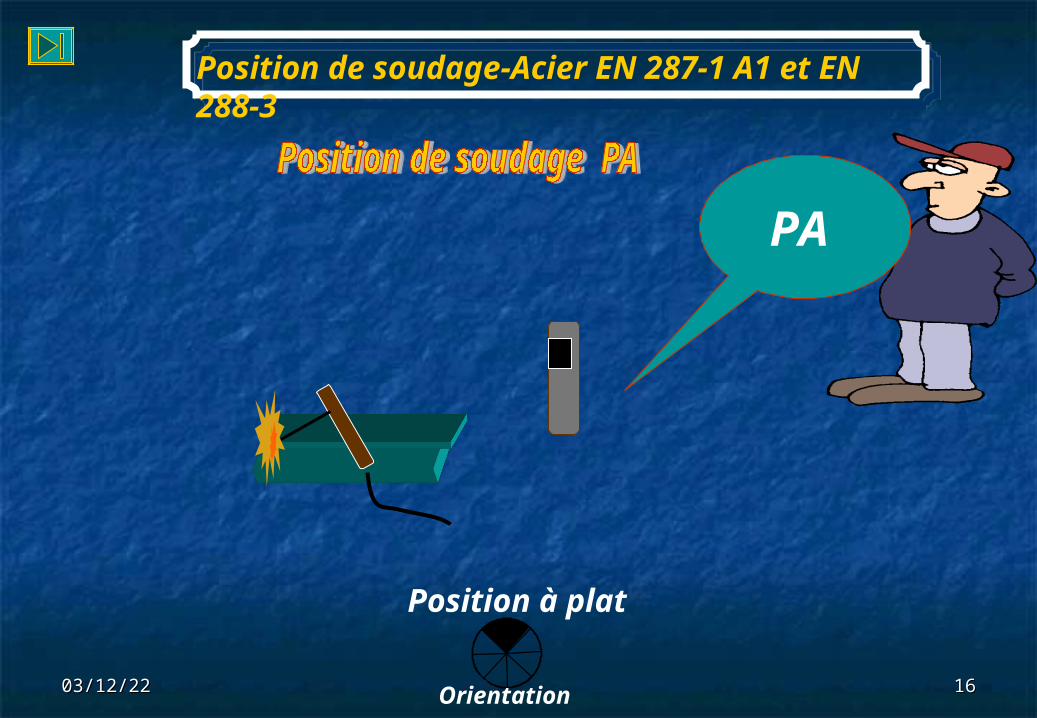
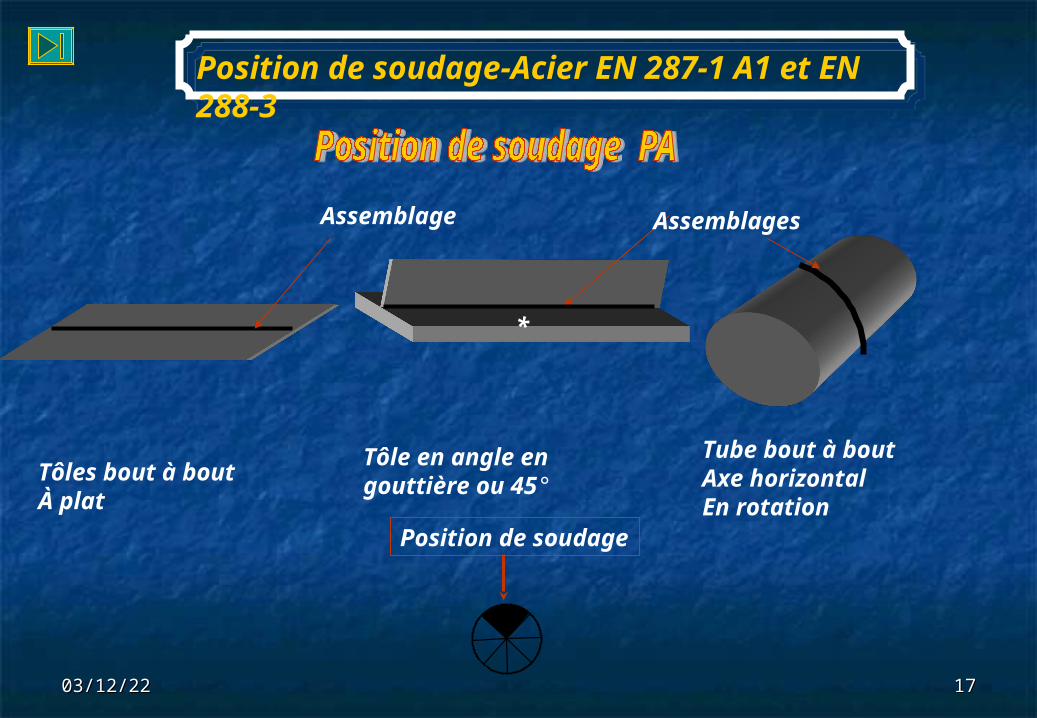
Position à plat
PA
Orientation
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 1717
Tôles bout à boutÀ plat
Tôle en angle engouttière ou 45°
Tube bout à boutAxe horizontalEn rotation
Position de soudage
*
AssemblagesAssemblage
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 1818
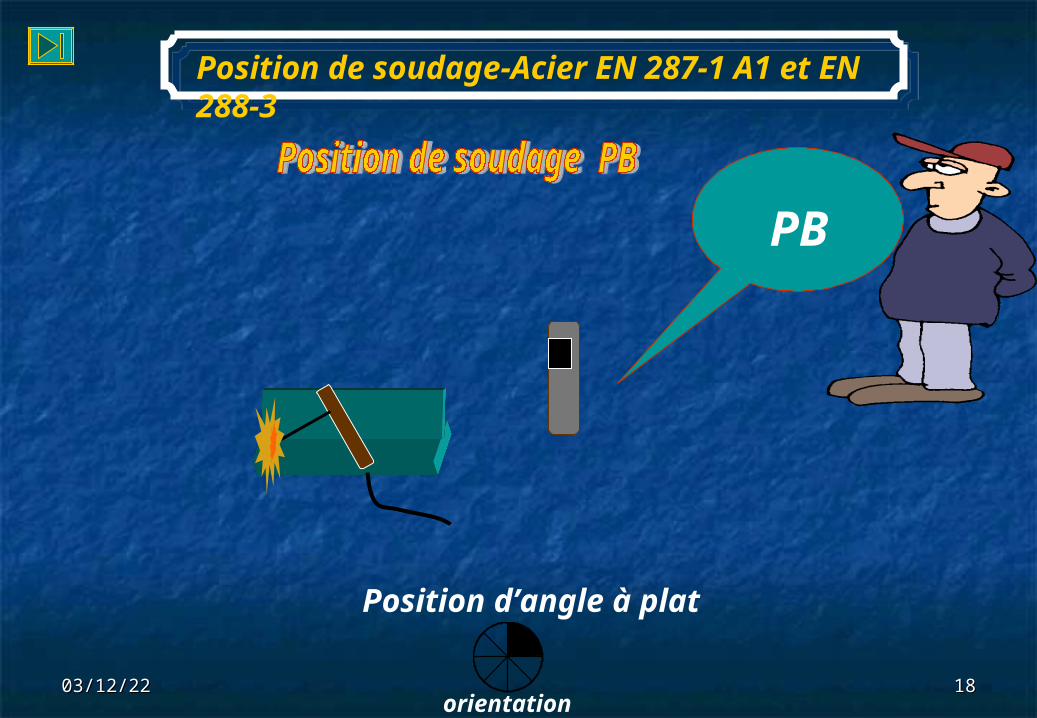
Position d’angle à plat
PB
orientation
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 1919
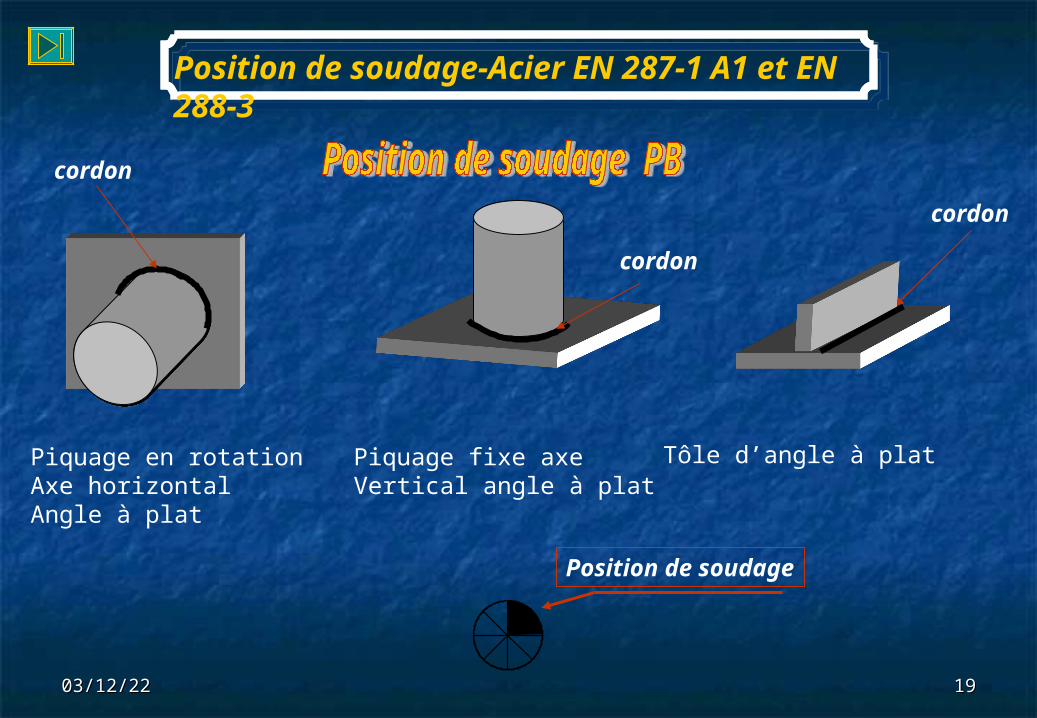
Tôle d’angle à platPiquage en rotationAxe horizontalAngle à plat
Piquage fixe axeVertical angle à plat
Position de soudage
cordon
cordon
cordon
Position de soudage-Acier EN 287-1 A1 et EN 288-3

04/12/2304/12/23 2020
Position verticale
*
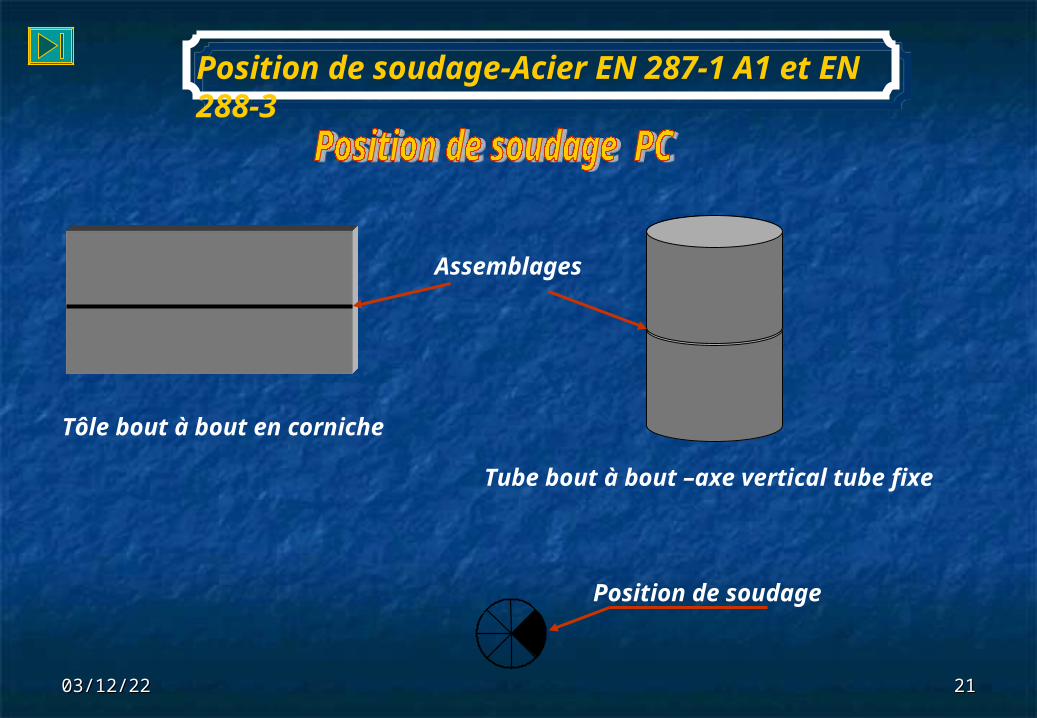
PC
orientation
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2121
Tôle bout à bout en corniche
Tube bout à bout –axe vertical tube fixe
Position de soudage
Assemblages
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2222
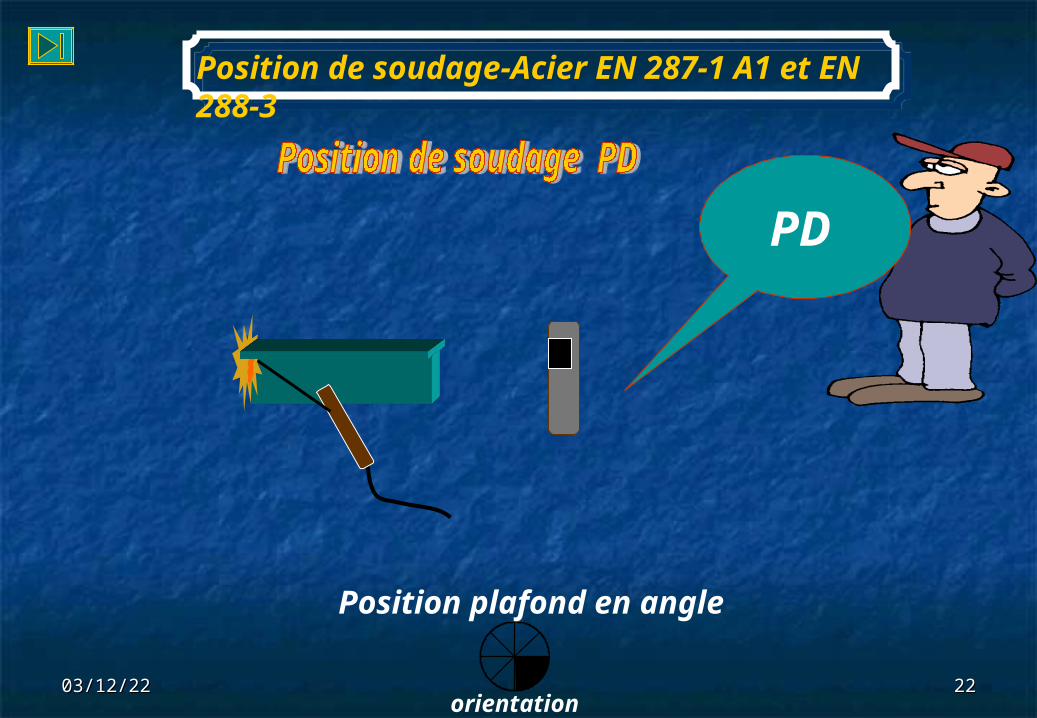
Position plafond en angle
PD
orientation
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2323
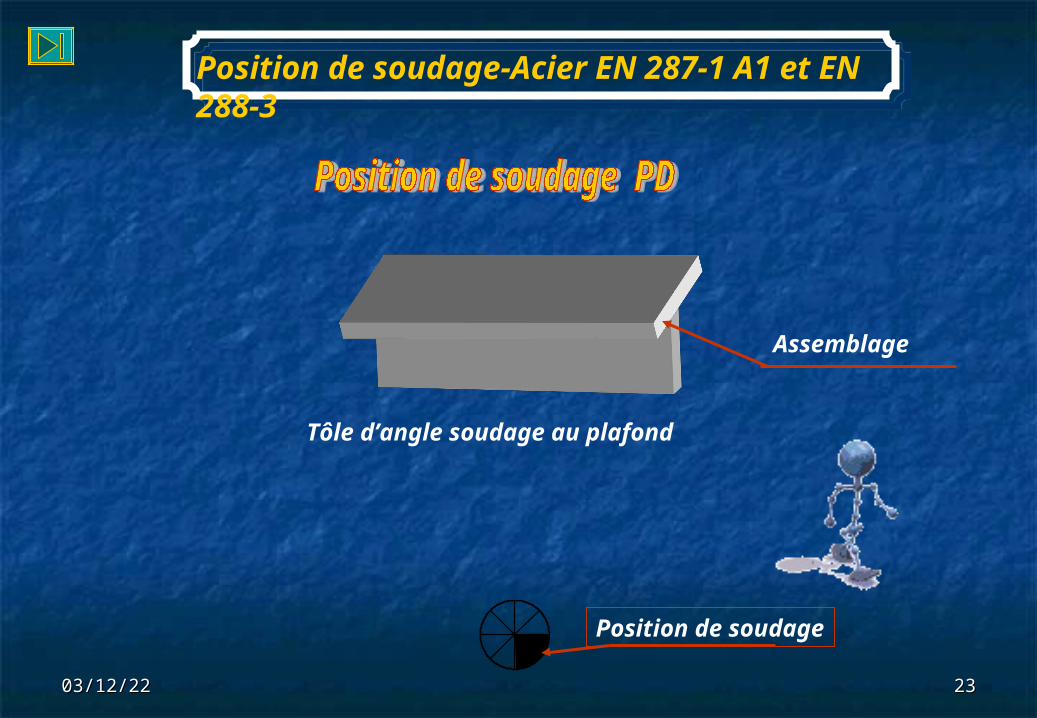
Position de soudage
Assemblage
Tôle d’angle soudage au plafond
Position de soudage-Acier EN 287-1 A1 et EN 288-3

04/12/2304/12/23 2424
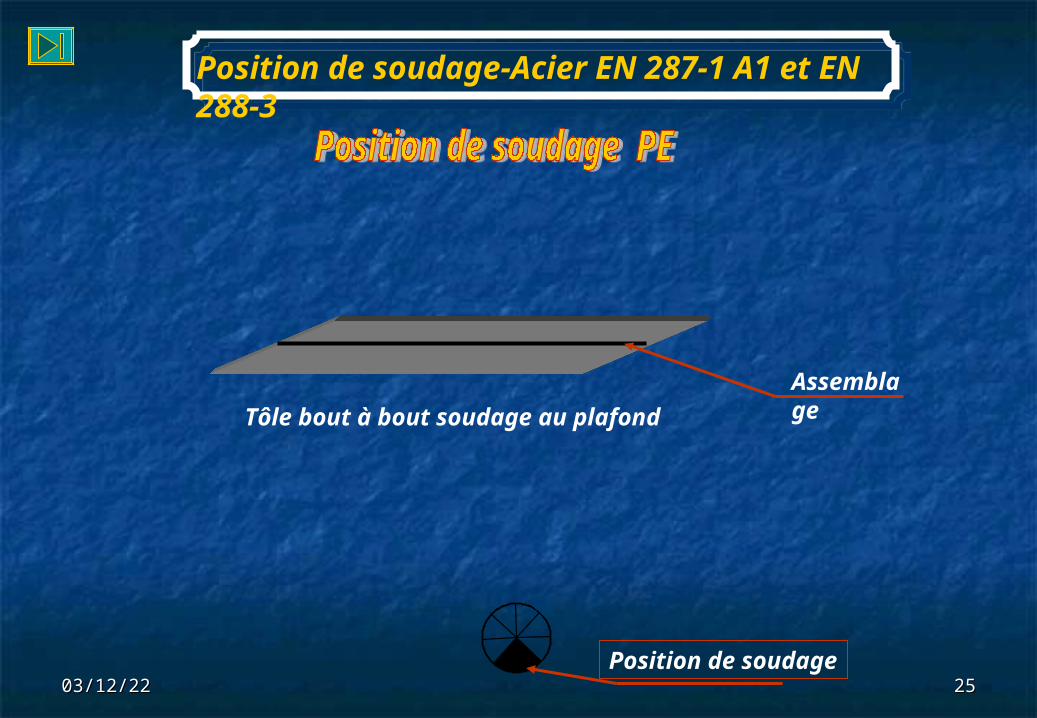
PE
Position de soudage
orientation
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2525
Assemblage
Tôle bout à bout soudage au plafond
Position de soudage
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2626
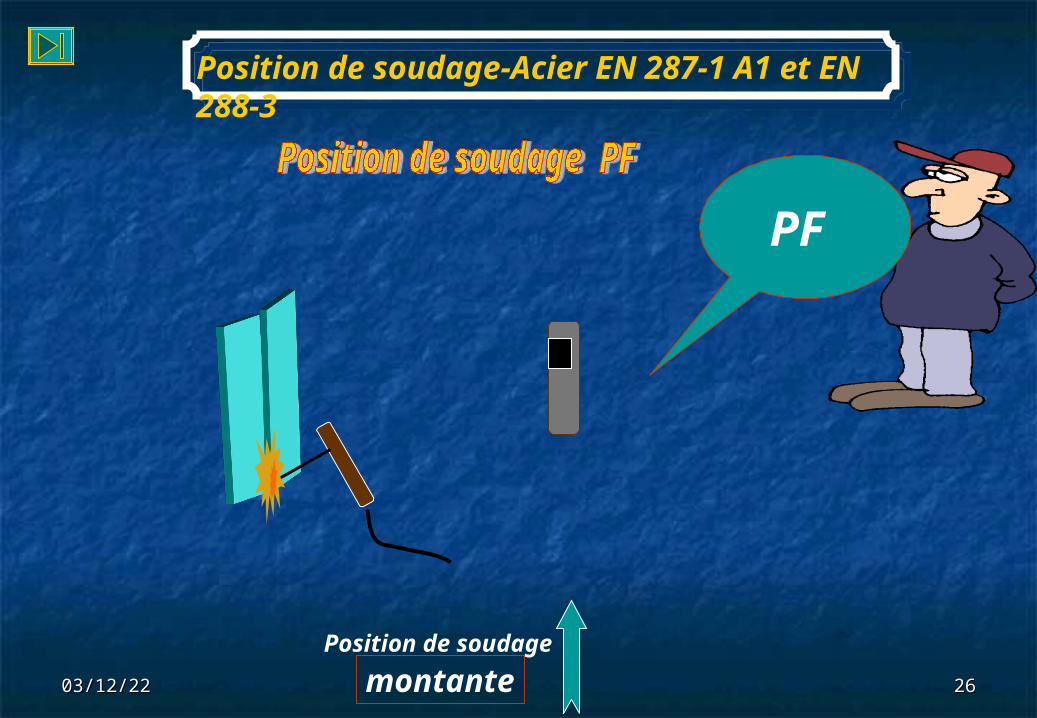
Position de soudage
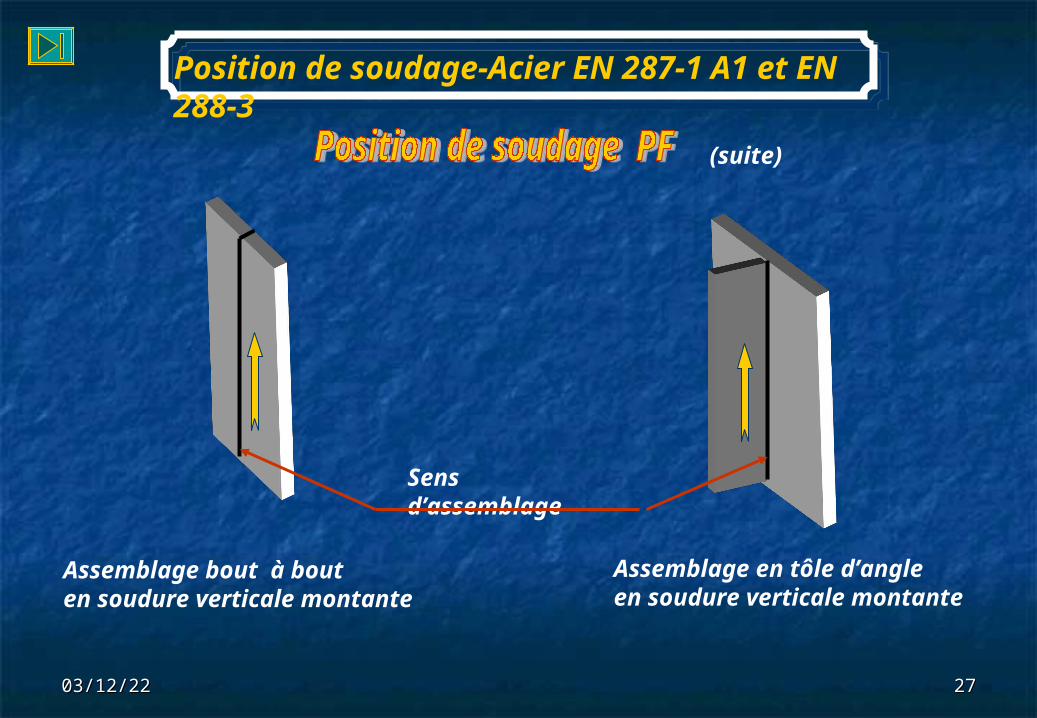
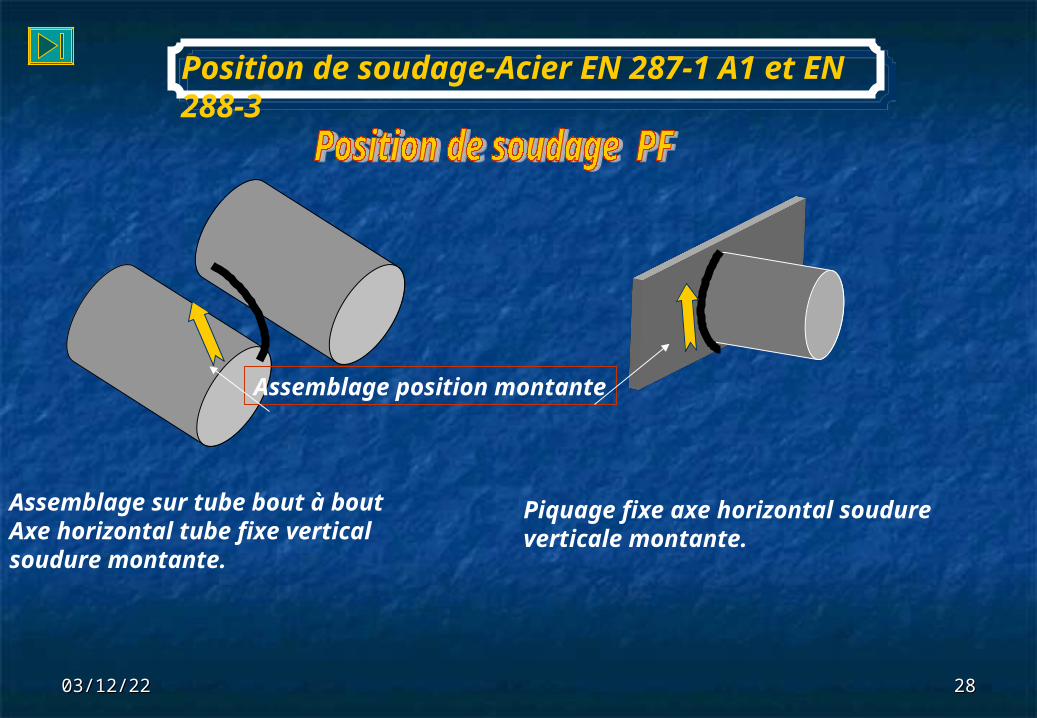
PF
montante
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2727
Assemblage bout à bout en soudure verticale montante
Assemblage en tôle d’angleen soudure verticale montante
Sens d’assemblage
(suite)
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2828
Assemblage sur tube bout à boutAxe horizontal tube fixe verticalsoudure montante.
Piquage fixe axe horizontal soudureverticale montante.
Assemblage position montante
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 2929
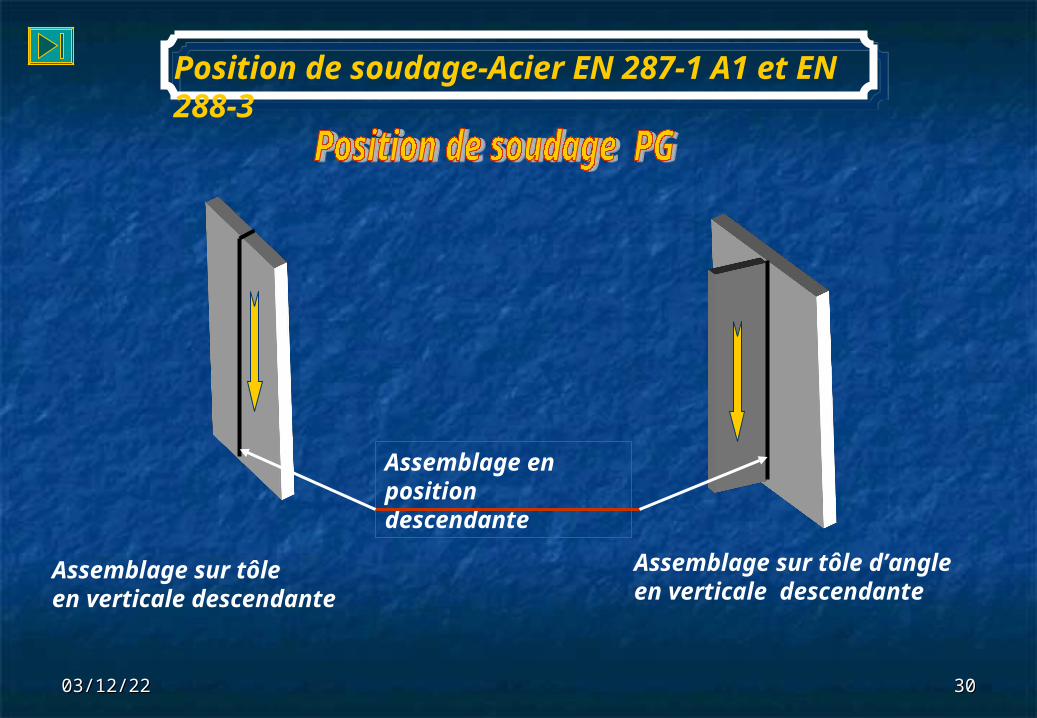
Position de soudage
PG
descendante
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 3030
Assemblage en positiondescendante
Assemblage sur tôleen verticale descendante
Assemblage sur tôle d’angleen verticale descendante
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 3131
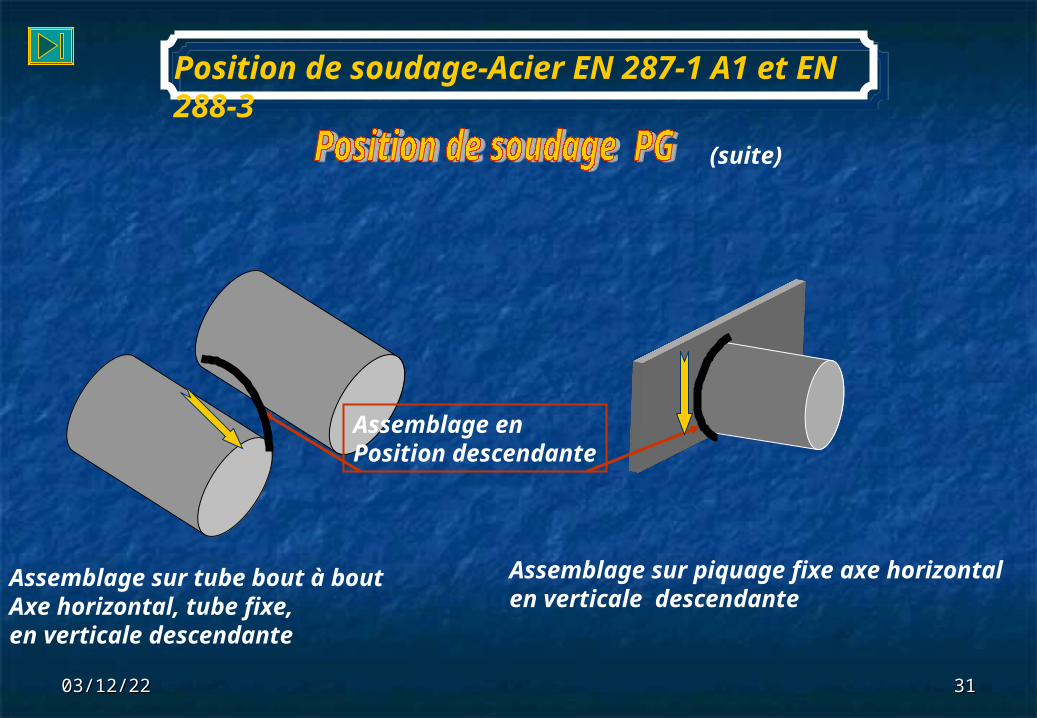
(suite)
Assemblage enPosition descendante
Assemblage sur tube bout à boutAxe horizontal, tube fixe, en verticale descendante
Assemblage sur piquage fixe axe horizontalen verticale descendante
Position de soudage-Acier EN 287-1 A1 et EN 288-3

04/12/2304/12/23 3232
Position de soudage
H-L045
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 3333
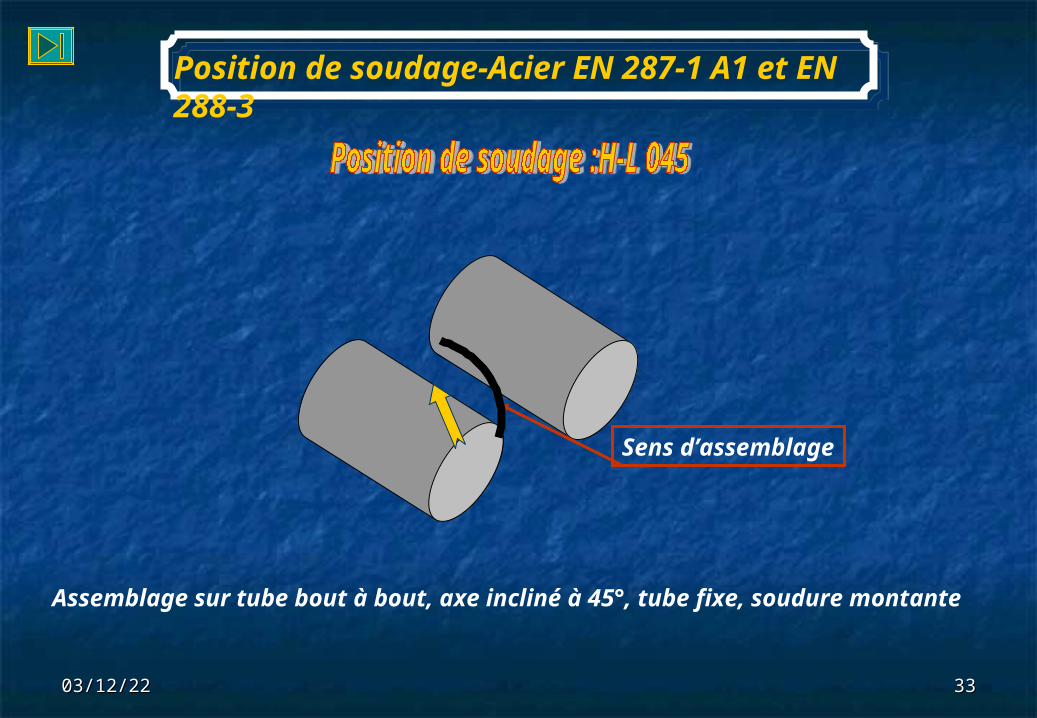
Assemblage sur tube bout à bout, axe incliné à 45°, tube fixe, soudure montante
Sens d’assemblage
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 3434
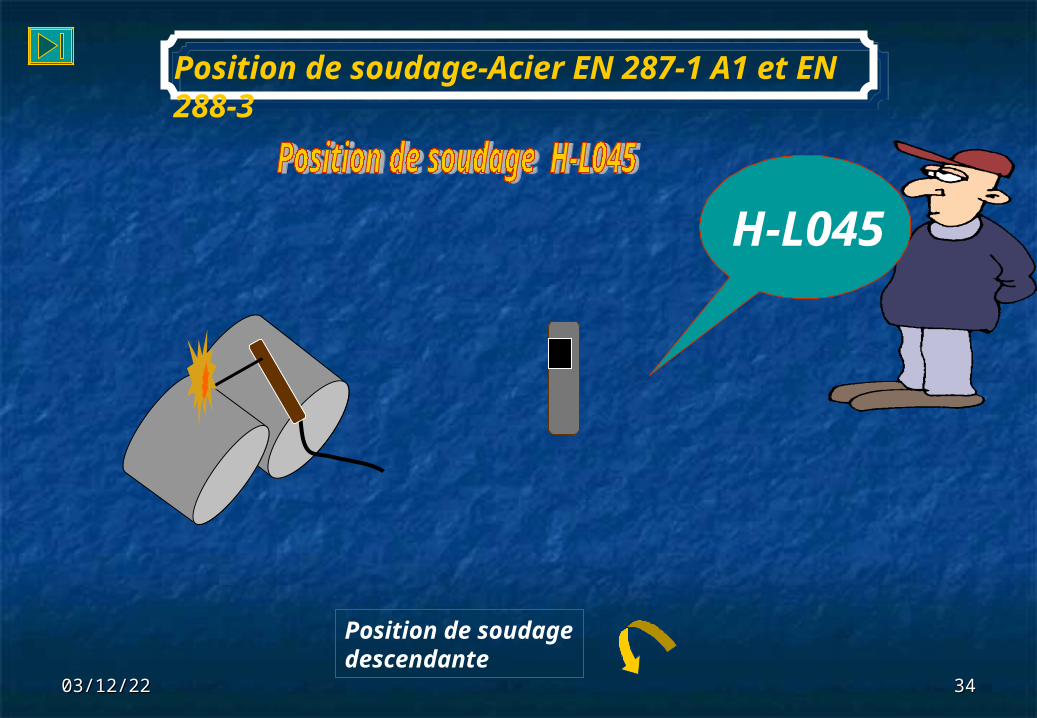
Position de soudagedescendante
H-L045
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 3535
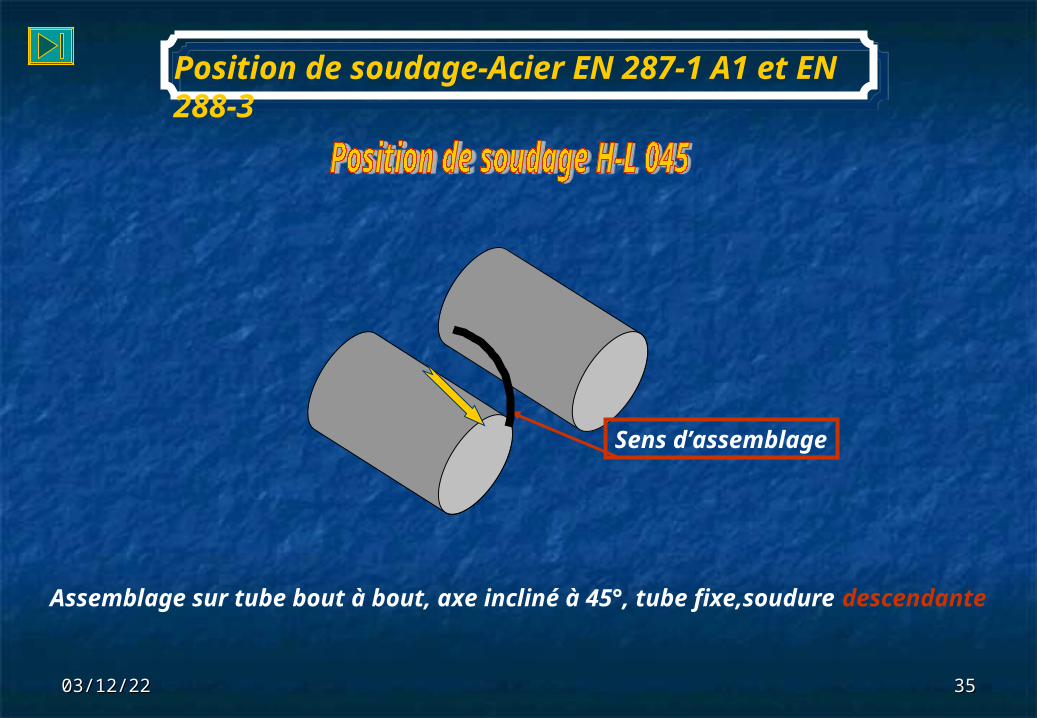
Assemblage sur tube bout à bout, axe incliné à 45°, tube fixe,soudure descendante
Sens d’assemblage
Position de soudage-Acier EN 287-1 A1 et EN 288-3
04/12/2304/12/23 3636
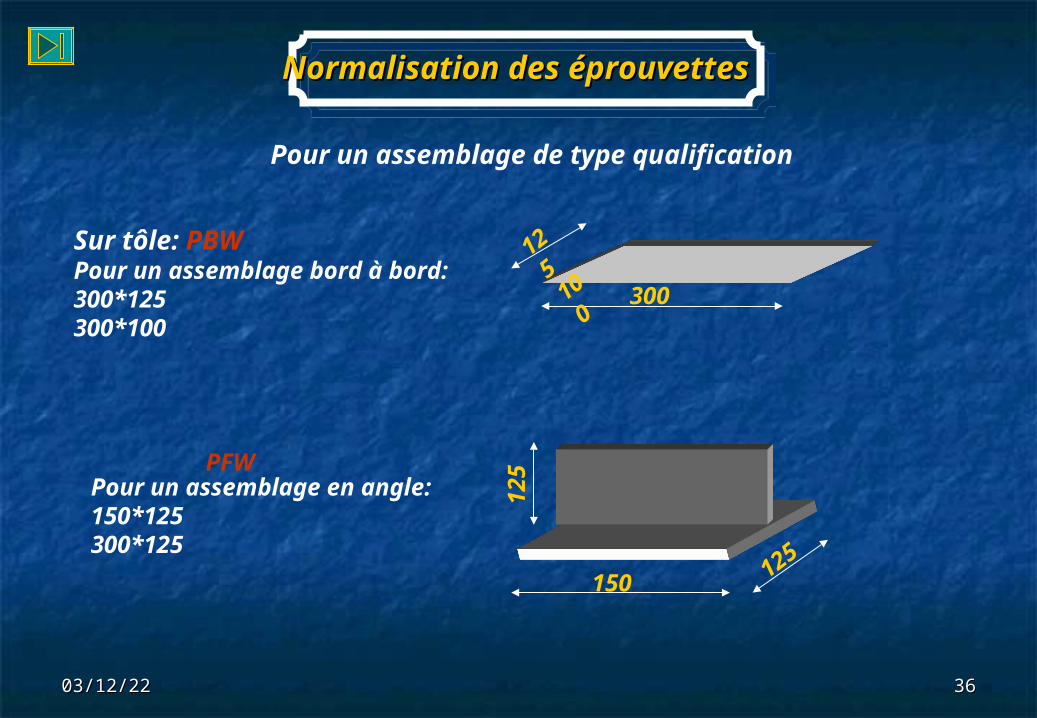
Normalisation des éprouvettesNormalisation des éprouvettes
Sur tôle: PBWPour un assemblage bord à bord:300*125300*100
Pour un assemblage de type qualification
Pour un assemblage en angle:150*125300*125
300
125
100
150
125
125
PFW

04/12/2304/12/23 3737
Normalisation des éprouvettesNormalisation des éprouvettes
Pour un assemblage de type qualification
Sur tube: TBW:Sur tube bord à bord:125 / 125
125 125
Sur tôle/tube: TFWD = diamètre
0.5 D , 50mm maxi(symétrique)
D
ExempleD=60.3mmÉpaisseur: 3mmTôle:60.3/2=30.15mm30.15*2+60.3=120.6mm
04/12/2304/12/23 3838
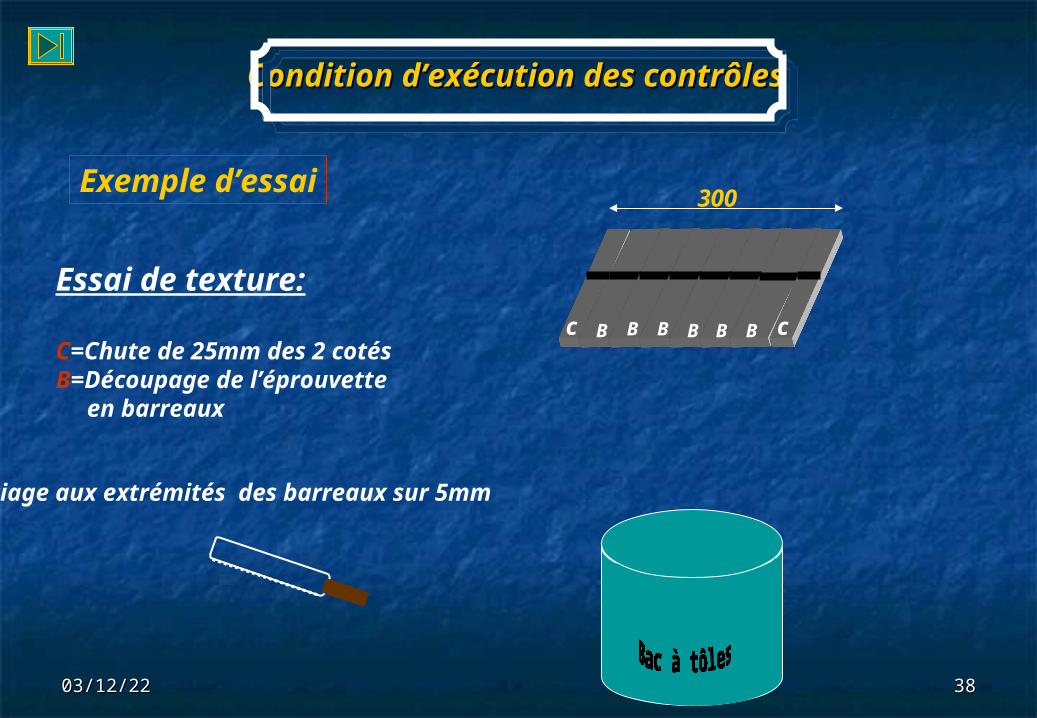
Condition d’exécution des contrôlesCondition d’exécution des contrôles
Essai de texture:
C=Chute de 25mm des 2 cotésB=Découpage de l’éprouvette en barreaux
c
300
BB B B B B B
Sciage aux extrémités des barreaux sur 5mm
Exemple d’essai
c
04/12/2304/12/23 3939
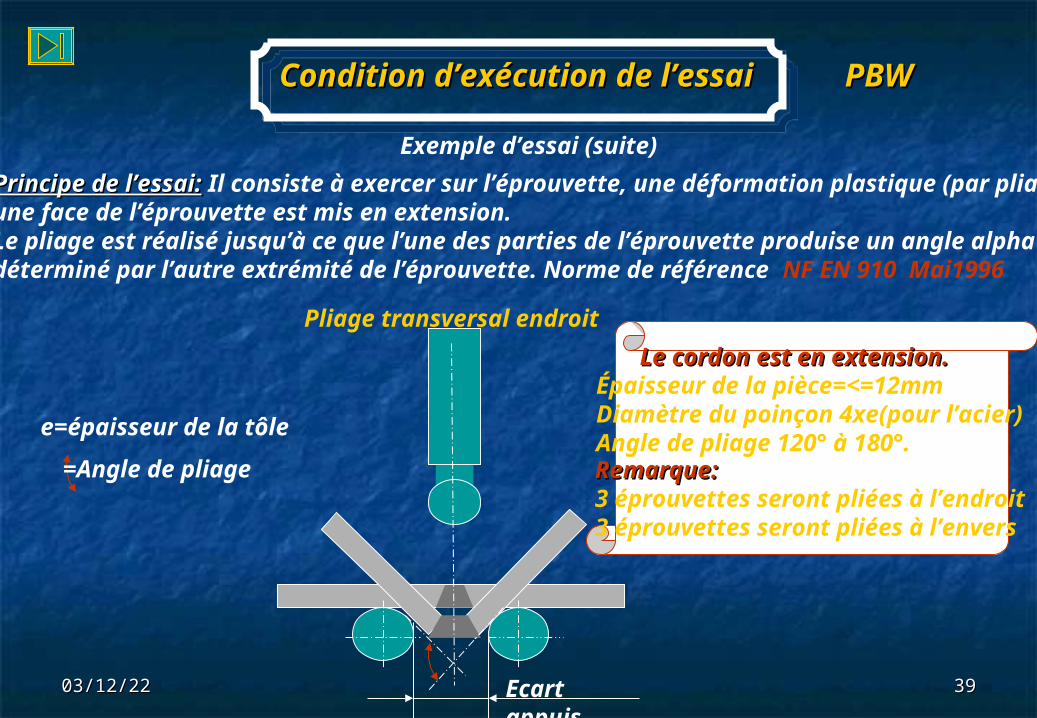
Condition d’exécution de l’essaiCondition d’exécution de l’essai
Principe de l’essai:Principe de l’essai: Il consiste à exercer sur l’éprouvette, une déformation plastique (par pliage)une face de l’éprouvette est mis en extension.Le pliage est réalisé jusqu’à ce que l’une des parties de l’éprouvette produise un angle alphadéterminé par l’autre extrémité de l’éprouvette. Norme de référence NF EN 910 Mai1996
Pliage transversal endroit
Le cordon est en extension.Le cordon est en extension.Épaisseur de la pièce=<=12mmDiamètre du poinçon 4xe(pour l’acier)Angle de pliage 120° à 180°.
Ecart appuis
e=épaisseur de la tôle
=Angle de pliage
PBWPBW
Remarque:Remarque:3 éprouvettes seront pliées à l’endroit3 éprouvettes seront pliées à l’envers
Exemple d’essai (suite)

04/12/2304/12/23 4040
Désignation normaliséeDésignation normalisée
EN.287.1
111
T
BW
W02
B
T10
D 168
HL045
SS
NB
Norme
Procédé de soudage « Arc électrique »
Tube
Assemblage bord à bord
Type d’acier résistant au fluage (cr-mo)
Type d’électrode « Basique »
Epaisseur du tube
Diamètre du tube
Position de soudage « montante à 45° »
Soudage d’un seul côté
Sans support envers
Exemple de normalisation
04/12/2304/12/23 4141
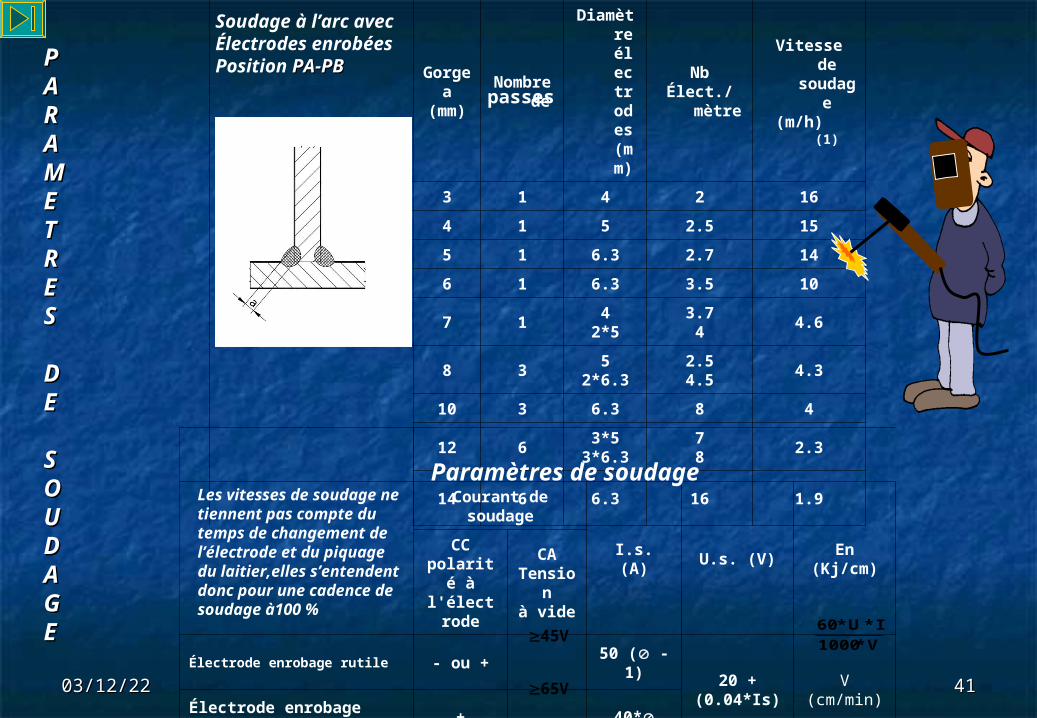
Gorgea
(mm)
Nombre de
Diamètre électrodes (mm)
NbÉlect./mètre
Vitesse de soudage
(m/h) (1)
3 1 4 2 16
4 1 5 2.5 15
5 1 6.3 2.7 14
6 1 6.3 3.5 10
7 14
2*53.74
4.6
8 35
2*6.32.54.5
4.3
10 3 6.3 8 4
12 63*5
3*6.378
2.3
14 6 6.3 16 1.9
Les vitesses de soudage netiennent pas compte dutemps de changement de l’électrode et du piquagedu laitier,elles s’entendentdonc pour une cadence desoudage à100 %
Soudage à l’arc avecÉlectrodes enrobéesPosition PA-PBPA-PBPP
AARRAAMMEETTRREESS
DDEE
SSOOUUDDAAGGEE
V*1000
I*U*60V 45
V 65
Courant de soudage
I.s. (A) U.s. (V) En (Kj/cm)CC polarité à l'électrode
CATensionà vide
Électrode enrobage rutile - ou + 50 ( - 1)
20 + (0.04*Is) V (cm/min)
Électrode enrobage basique + 40*
Paramètres de soudage
passes
04/12/2304/12/23 4242
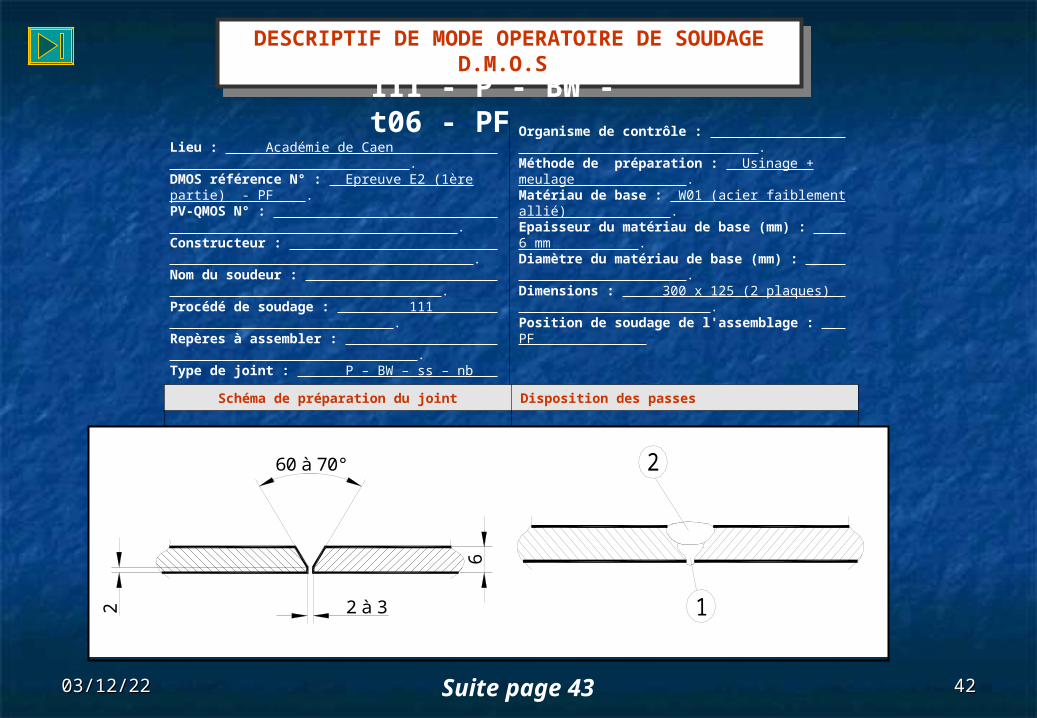
DESCRIPTIF DE MODE OPERATOIRE DE SOUDAGE (D.M.O.S.)
DESCRIPTIF DE MODE OPERATOIRE DE SOUDAGE (D.M.O.S.)
111 - P - BW - t06 - PFLieu : Académie de Caen .DMOS référence N° : Epreuve E2 (1ère partie) - PF .PV-QMOS N° : .Constructeur : .Nom du soudeur : .Procédé de soudage : 111 .Repères à assembler : .Type de joint : P – BW – ss – nb .
Organisme de contrôle : .Méthode de préparation : Usinage + meulage .Matériau de base : W01 (acier faiblement allié) .Epaisseur du matériau de base (mm) : 6 mm .Diamètre du matériau de base (mm) : .Dimensions : 300 x 125 (2 plaques) .Position de soudage de l'assemblage : PF .
Schéma de préparation du joint Disposition des passes
Suite page 43
2 à 32
660 à 70° 2
1
04/12/2304/12/23 4343
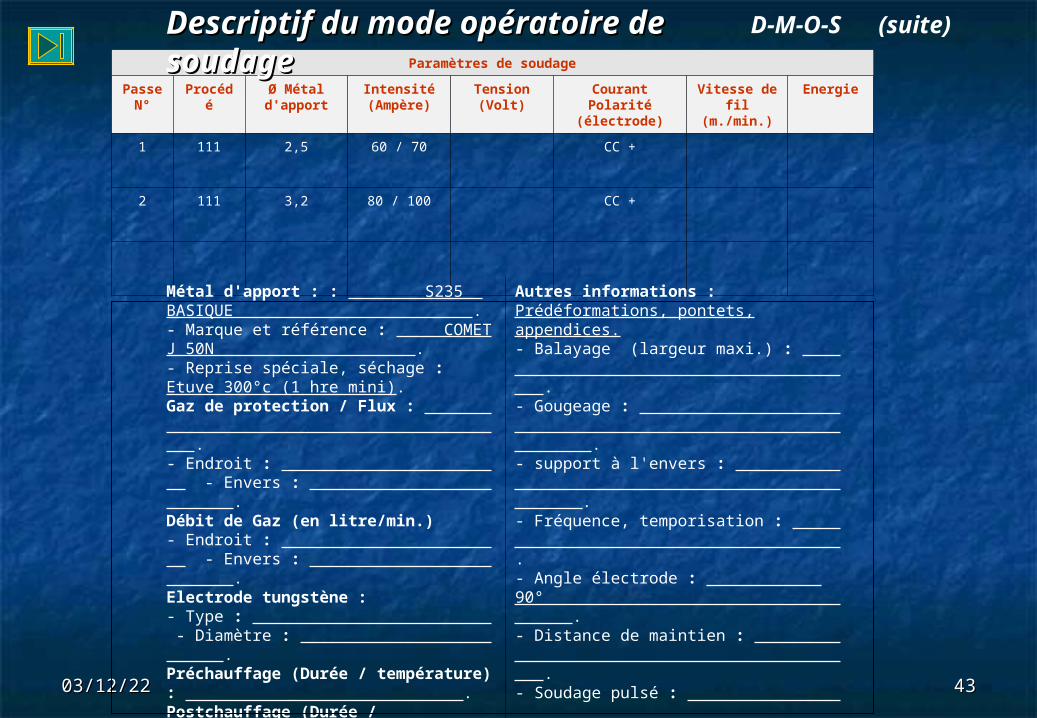
Paramètres de soudage
Passe N°
Procédé Ø Métal d'apport
Intensité(Ampère)
Tension(Volt)
Courant Polarité (électrode)
Vitesse de fil(m./min.)
Energie
1 111 2,5 60 / 70 CC +
2 111 3,2 80 / 100 CC +
Métal d'apport : : S235 BASIQUE .- Marque et référence : COMET J 50N .- Reprise spéciale, séchage : Etuve 300°c (1 hre mini).Gaz de protection / Flux : .- Endroit : - Envers : .Débit de Gaz (en litre/min.)- Endroit : - Envers : .Electrode tungstène :- Type : - Diamètre : .Préchauffage (Durée / température) : .Postchauffage (Durée / température) : .Traitement thermique : .
Autres informations :Prédéformations, pontets, appendices.- Balayage (largeur maxi.) : .- Gougeage : .- support à l'envers : .- Fréquence, temporisation : .- Angle électrode : 90° .- Distance de maintien : .- Soudage pulsé : .- Plasma : .Contrôleur : .
Descriptif du mode opératoire de Descriptif du mode opératoire de soudagesoudage
D-M-O-S (suite)
04/12/2304/12/23 4444
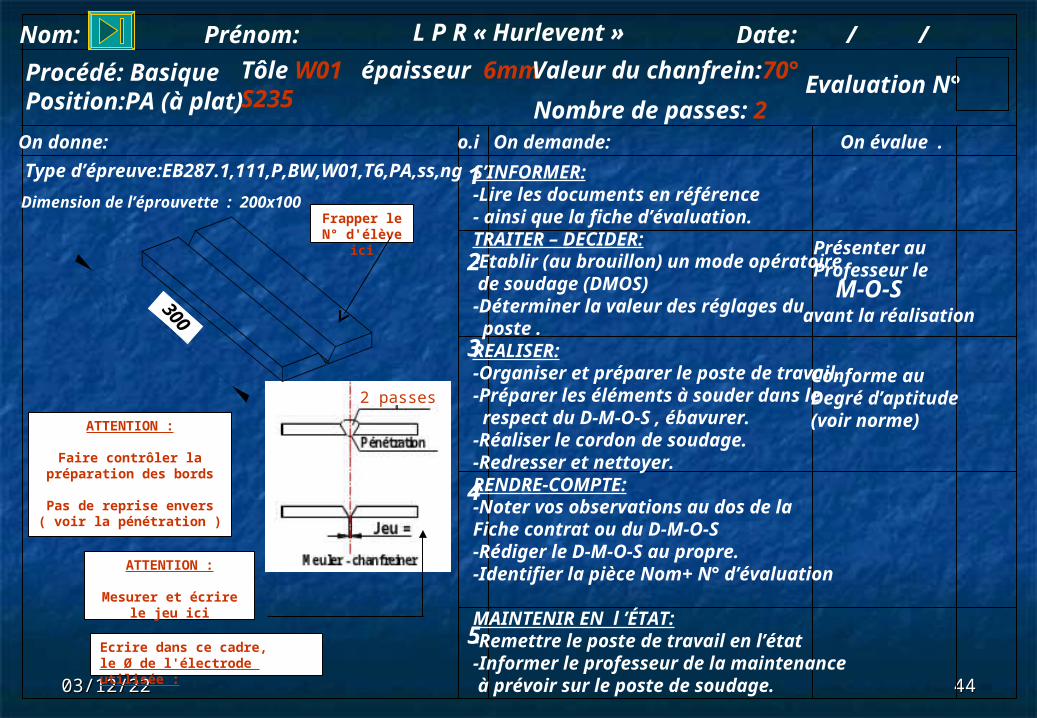
ATTENTION :
Faire contrôler lapréparation des bords
Pas de reprise envers( voir la pénétration )
ATTENTION :
Mesurer et écrire le jeu ici
Frapper leN° d'élève ici
Ecrire dans ce cadre,le Ø de l'électrode utilisée :
L P R « Hurlevent »Nom: Prénom: Date: / /
Procédé: BasiquePosition:PA (à plat)
Tôle W01 épaisseur 6mmS235
Evaluation N°Valeur du chanfrein:70°
Nombre de passes: 2
2 passes
Dimension de l’éprouvette : 200x100
Type d’épreuve:EB287.1,111,P,BW,W01,T6,PA,ss,ng
On donne: o.i On demande: On évalue .
S’INFORMER:-Lire les documents en référence- ainsi que la fiche d’évaluation.TRAITER – DECIDER:-Etablir (au brouillon) un mode opératoire de soudage (DMOS)-Déterminer la valeur des réglages du poste .REALISER:-Organiser et préparer le poste de travail.-Préparer les éléments à souder dans le respect du D-M-O-S , ébavurer. -Réaliser le cordon de soudage.-Redresser et nettoyer.RENDRE-COMPTE:-Noter vos observations au dos de la Fiche contrat ou du D-M-O-S-Rédiger le D-M-O-S au propre.-Identifier la pièce Nom+ N° d’évaluation
MAINTENIR EN l ’ÉTAT:-Remettre le poste de travail en l’état-Informer le professeur de la maintenance à prévoir sur le poste de soudage.
Présenter auProfesseur le
M-O-Savant la réalisation
Conforme au Degré d’aptitude(voir norme)
300
1
2
3
4
5

04/12/2304/12/23 4545
OBJECTIFOBJECTIF
Préparer et organiser la fabrication. Fabriquer.
Suivre la fabrication. Maintenir en état.
Le titulaire d'une MC Soudage doit être capable de :A partir d'instructions précises et complètes, réaliser seul des assemblages par soudage
répondant aux conditions prescrites par le cahier des charges, en respectant scrupuleusement le programme de soudage.
Acquérir les connaissances technologiques et professionnelles liées à l'opération de soudage mais aussi des connaissances dans les domaines de :
la déformation plastique des métaux, l'incidence d'un traitement mécanique ou thermique sur la structure d'un métal,
les caractéristiques mécaniques des métaux. Analyser une situation, poser un problème afin de le résoudre.
Recevoir et produire des idées originales. Travailler en équipe.
Mention Complémentaire SoudageMention Complémentaire Soudage
04/12/2304/12/23 4646
Mention complémentaire soudageMention complémentaire soudage
•CAP BEP ou BAC Structures métalliques (toutes options), métallier ou charpente CAP BEP ou BAC Structures métalliques (toutes options), métallier ou charpente métallique.métallique.
•Connaître les différents procédés de soudage.
•Maîtriser la soudure des matériaux dans différentes positions.
•Être capable de comprendre un plan et d'appliquer les différentes consignes d'assemblages et autres.
•Être capable de limiter les déformations lors des opérations de soudage
•Mettre en application les différents contrôles afin de déterminer les éventuels défauts.
•Connaître la résistance des matériaux pour choisir des produits d'apport appropriés.
•Gérer totalement son poste de soudeur, afin d'être performant dans une structure de production.
Qualités requises du soudeur
04/12/2304/12/23 4747
TECHNOLOGIE DU SOUDAGE Pour chaque procédé ARC,TIG, MIG, OA :
•Principe •Alimentation - source courant •Générateurs - matériel - terminologie •Produits d'apport (normes, rôle) •Gaz de protection •Paramètres de soudage •Méthodes de soudage •Type d'assemblage •Type de joint •Préparation des bords •Défauts •Avantages - Inconvénients du procédé •Hygiène - Sécurité - Protection •Vireurs - positionneurs
FABRICATION SOUDEE•Choix de la préparation des bords •Forme des joints •Conception des joints soudés (charpentes, chaudronnerie) •Gamme de fabrication, programme de soudage •Dilatation et retrait dûs au soudage •Mode opératoire de soudage •Réglementation + code
•Caractéristique mécanique du joint •Résistance des matériaux après soudage •Prix de revient •Produit d'apport et de protection
DESSIN•Lecture de plan •Traçage •Isométrie •Normalisation des soudures et procédés •Positionnement des soudures
PROPRIETES DES MATERIAUXAcier, Acier inox, Aluminium
•Normalisation •Soudabilité •Caractéristique mécanique des matériaux •Propriétés •Influence des éléments d'additions •Point de fusion et transformation •Essais mécaniques •Les différents types de matériaux
ELECTRICITE•Notions électriques •Différentes sources de courant
•Caractéristiques externes statistiques •Droite conventionnelle •Génératrice •Choix d'une source de courant •L'arc électrique •Normalisation des plaques
METALLURGIE•Les structures d'un acier •Les différentes phases de solidification •Diagramme fer/carbone •Le cycle thermique •Les différents traitements thermiques •La soudabilité des aciers •La dilution •Les effets thermiques •Le cycle de soudage
ASSURANCE QUALITE•La gestion de la qualité •Qualification des soudeurs •Les différentes tolérances de fabrication •Le contrôle visuel des soudures •Le ressuage •La magnétoscopie •La radiographie
•Le contrôle par ultrason •Les essais destructifs •Les organismes de contrôle
TRAVAUX PRATIQUES•Procédé oxyacéthylénique •Procédé Électrode enrobée •Procédé MIG - MAG •Procédé-TIG •Initiation au générateur pulsé •Macrographie •Essai destructif •Contrôle non destructif
SECOURISME•Présentation des extincteurs •Formation de Sauveteur Secouriste du Travail •Précautions à prendre pendant le travail
MAINTENANCE 1 ER NIVEAU•Les différentes tâches •Notions de mécanique et d'électricité •Base d'hydraulique et de pneumatique
CONTENU DE FORMATIONCONTENU DE FORMATION