14 mÉcanique d’entretien - inforoutefpt.org · l’emploi en mécanique industrielle de...
TRANSCRIPT
111444
MÉCANIQUE D’ENTRETIEN
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
5260
TABLEAUX D’ANALYSE ET DE SPÉCIFICATIONS FICHES D’ÉVALUATION DESCRIPTION DES ÉPREUVES

MÉCANIQUE D’ENTRETIEN
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
5260
TABLEAUX D’ANALYSE ET DE SPÉCIFICATIONS FICHES D’ÉVALUATION DESCRIPTION DES ÉPREUVES
© Gouvernement du Québec Ministère de l’Éducation, 2002—02-00668 ISBN 2-550- 39554-9 Dépôt légal – Bibliothèque nationale du Québec, 2002
ÉQUIPE DE PRODUCTION Coordination Michelle Pelletier
Responsable de l’ingénierie de la formation Ministère de l’Éducation
Richard Cantin Responsable de l’ingénierie de la formation Ministère de l’Éducation
Huguette Paquet Conseillère pédagogique Commission scolaire de la Capitale Conception et rédaction Daniel Boulard Mario Fournier Michel Pelletier
Enseignants Commission scolaire de Portneuf
Révision linguistique Sous la responsabilité des Services linguistiques du ministère de l’Éducation Éditique Céline Guimont
Agente de secrétariat Ministère de l’Éducation

PRÉSENTATION Le présent document renferme les tableaux d’analyse du programme et les tableaux de spécifications. Les tableaux sont accompagnés de notes particulières à l’évaluation de chacun des modules. Ces notes, destinées aux rédactrices et aux rédacteurs des épreuves, sont rassemblées sous le titre Description sommaire de l’épreuve. Ce matériel devrait être mis en application dans la préparation des épreuves de sanction d’études.

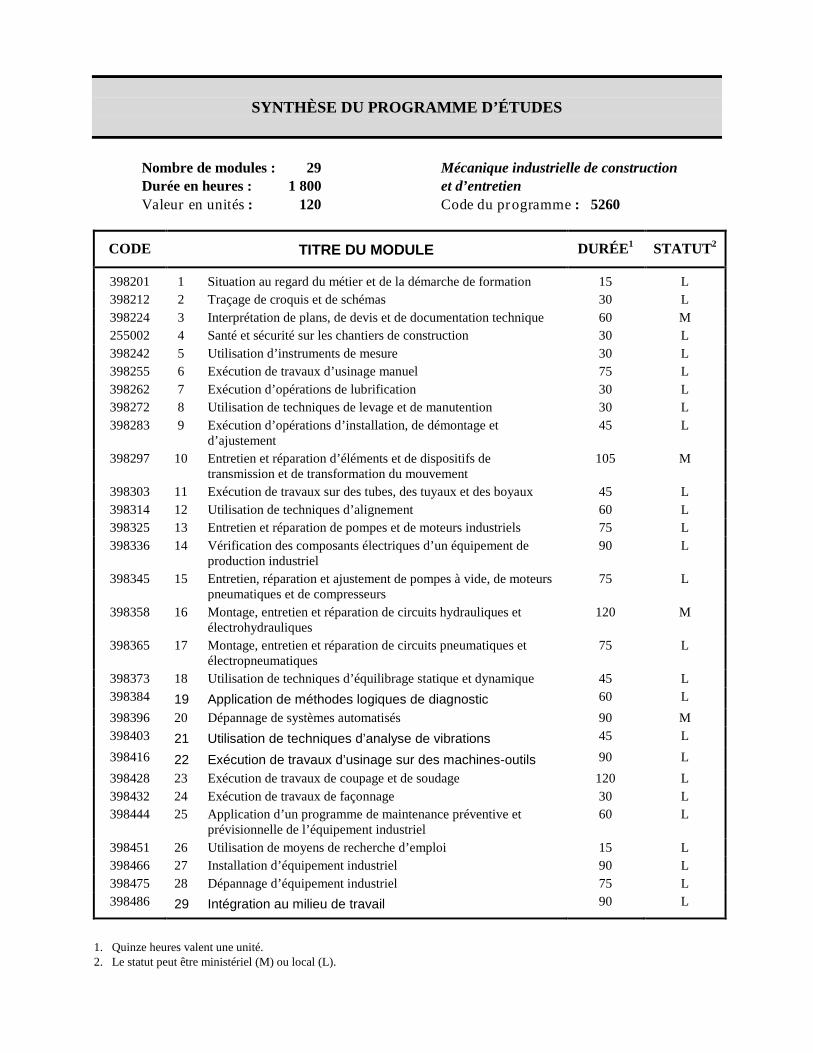
SYNTHÈSE DU PROGRAMME D’ÉTUDES
Nombre de modules : 29 Mécanique industrielle de construction Durée en heures : 1 800 et d’entretien Valeur en unités : 120 Code du programme : 5260
CODE TITRE DU MODULE DURÉE1 STATUT2
398201 1 Situation au regard du métier et de la démarche de formation 15 L 398212 2 Traçage de croquis et de schémas 30 L 398224 3 Interprétation de plans, de devis et de documentation technique 60 M 255002 4 Santé et sécurité sur les chantiers de construction 30 L 398242 5 Utilisation d’instruments de mesure 30 L 398255 6 Exécution de travaux d’usinage manuel 75 L 398262 7 Exécution d’opérations de lubrification 30 L 398272 8 Utilisation de techniques de levage et de manutention 30 L 398283 9 Exécution d’opérations d’installation, de démontage et
d’ajustement 45 L
398297 10 Entretien et réparation d’éléments et de dispositifs de transmission et de transformation du mouvement
105 M
398303 11 Exécution de travaux sur des tubes, des tuyaux et des boyaux 45 L 398314 12 Utilisation de techniques d’alignement 60 L 398325 13 Entretien et réparation de pompes et de moteurs industriels 75 L 398336 14 Vérification des composants électriques d’un équipement de
production industriel 90 L
398345 15 Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs
75 L
398358 16 Montage, entretien et réparation de circuits hydrauliques et électrohydrauliques
120 M
398365 17 Montage, entretien et réparation de circuits pneumatiques et électropneumatiques
75 L
398373 18 Utilisation de techniques d’équilibrage statique et dynamique 45 L 398384 19 Application de méthodes logiques de diagnostic 60 L 398396 20 Dépannage de systèmes automatisés 90 M 398403 21 Utilisation de techniques d’analyse de vibrations 45 L 398416 22 Exécution de travaux d’usinage sur des machines-outils 90 L 398428 23 Exécution de travaux de coupage et de soudage 120 L 398432 24 Exécution de travaux de façonnage 30 L 398444 25 Application d’un programme de maintenance préventive et
prévisionnelle de l’équipement industriel 60 L
398451 26 Utilisation de moyens de recherche d’emploi 15 L 398466 27 Installation d’équipement industriel 90 L 398475 28 Dépannage d’équipement industriel 75 L 398486 29 Intégration au milieu de travail 90 L
1. Quinze heures valent une unité. 2. Le statut peut être ministériel (M) ou local (L).

1/3
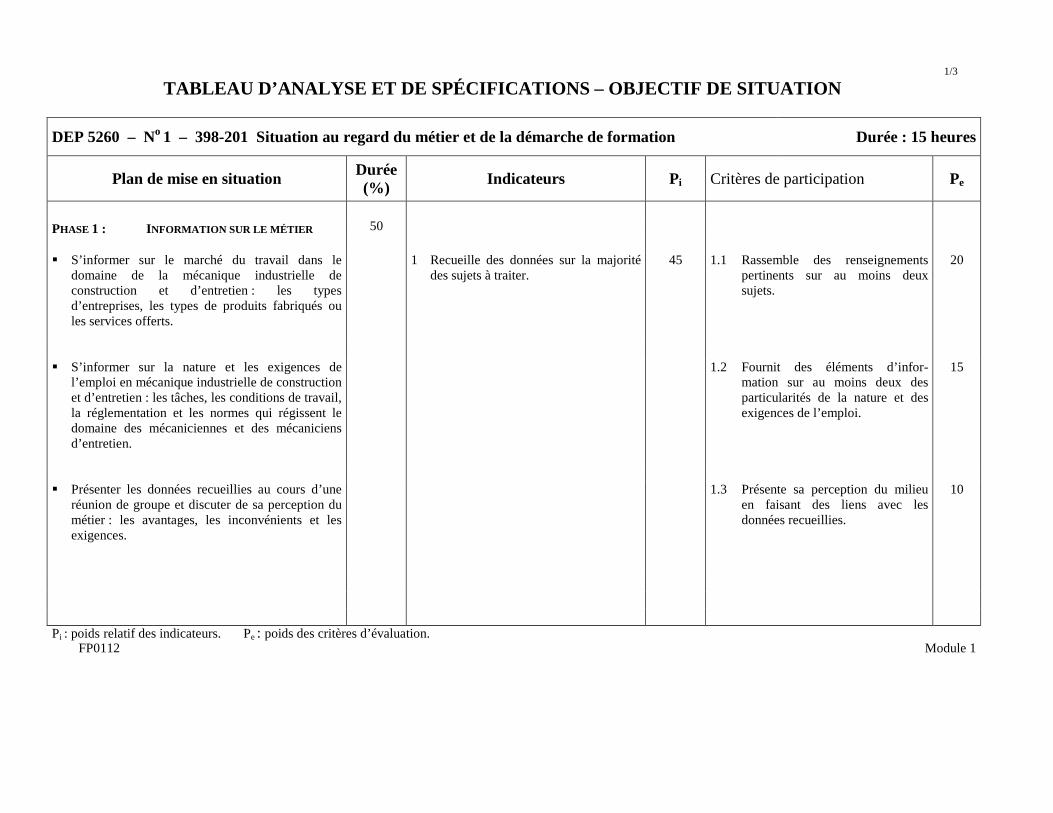
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE SITUATION
DEP 5260 – No 1 – 398-201 Situation au regard du métier et de la démarche de formation Durée : 15 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
PHASE 1 : INFORMATION SUR LE MÉTIER 50 S’informer sur le marché du travail dans le
domaine de la mécanique industrielle de construction et d’entretien : les types d’entreprises, les types de produits fabriqués ou les services offerts.
1 Recueille des données sur la majorité des sujets à traiter.
45 1.1 Rassemble des renseignements pertinents sur au moins deux sujets.
20
S’informer sur la nature et les exigences de
l’emploi en mécanique industrielle de construction et d’entretien : les tâches, les conditions de travail, la réglementation et les normes qui régissent le domaine des mécaniciennes et des mécaniciens d’entretien.
1.2 Fournit des éléments d’infor-mation sur au moins deux des particularités de la nature et des exigences de l’emploi.
15
Présenter les données recueillies au cours d’une
réunion de groupe et discuter de sa perception du métier : les avantages, les inconvénients et les exigences.
1.3 Présente sa perception du milieu en faisant des liens avec les données recueillies.
10
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation.
FP0112 Module 1
2/3
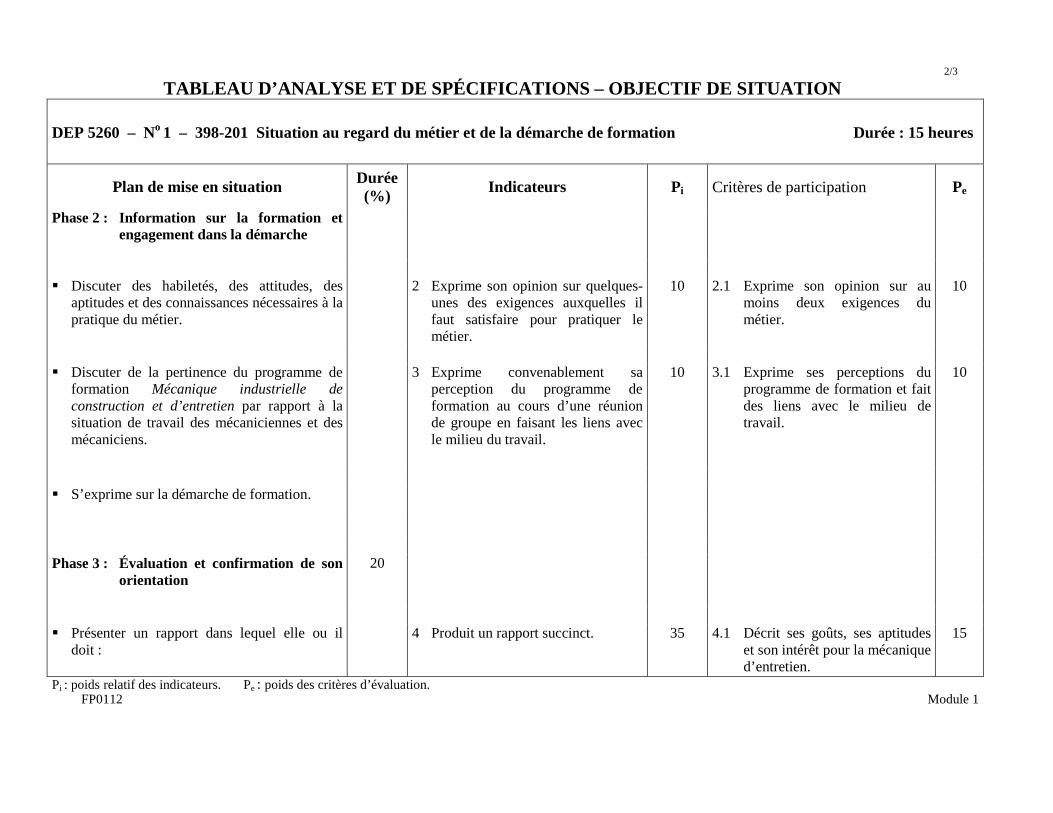
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE SITUATION DEP 5260 – No 1 – 398-201 Situation au regard du métier et de la démarche de formation Durée : 15 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
Phase 2 : Information sur la formation et engagement dans la démarche
Discuter des habiletés, des attitudes, des
aptitudes et des connaissances nécessaires à la pratique du métier.
2 Exprime son opinion sur quelques-unes des exigences auxquelles il faut satisfaire pour pratiquer le métier.
10 2.1 Exprime son opinion sur au moins deux exigences du métier.
10
Discuter de la pertinence du programme de
formation Mécanique industrielle de construction et d’entretien par rapport à la situation de travail des mécaniciennes et des mécaniciens.
3 Exprime convenablement sa perception du programme de formation au cours d’une réunion de groupe en faisant les liens avec le milieu du travail.
10 3.1 Exprime ses perceptions du programme de formation et fait des liens avec le milieu de travail.
10
S’exprime sur la démarche de formation.
Phase 3 : Évaluation et confirmation de son
orientation
20
Présenter un rapport dans lequel elle ou il
doit : 4 Produit un rapport succinct. 35 4.1 Décrit ses goûts, ses aptitudes
et son intérêt pour la mécanique d’entretien.
15
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 1
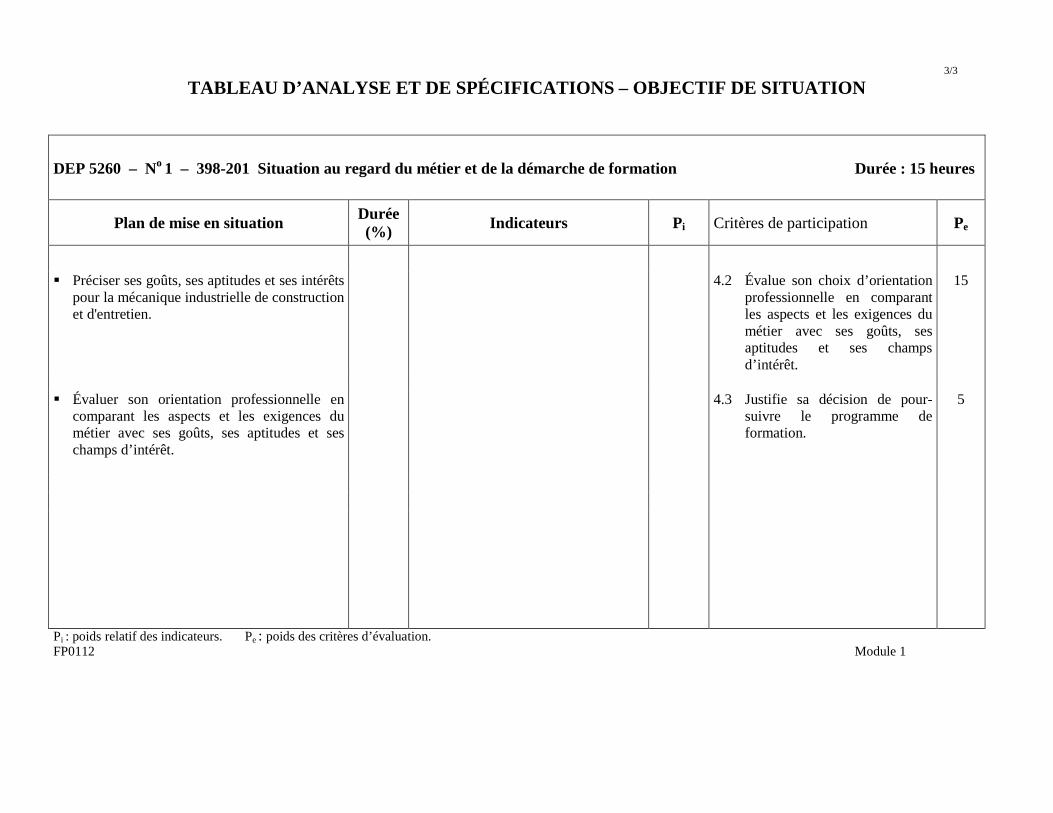
3/3
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE SITUATION
DEP 5260 – No 1 – 398-201 Situation au regard du métier et de la démarche de formation Durée : 15 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
Préciser ses goûts, ses aptitudes et ses intérêts
pour la mécanique industrielle de construction et d'entretien.
4.2 Évalue son choix d’orientation professionnelle en comparant les aspects et les exigences du métier avec ses goûts, ses aptitudes et ses champs d’intérêt.
15
Évaluer son orientation professionnelle en
comparant les aspects et les exigences du métier avec ses goûts, ses aptitudes et ses champs d’intérêt.
4.3 Justifie sa décision de pour-suivre le programme de formation.
5
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 1
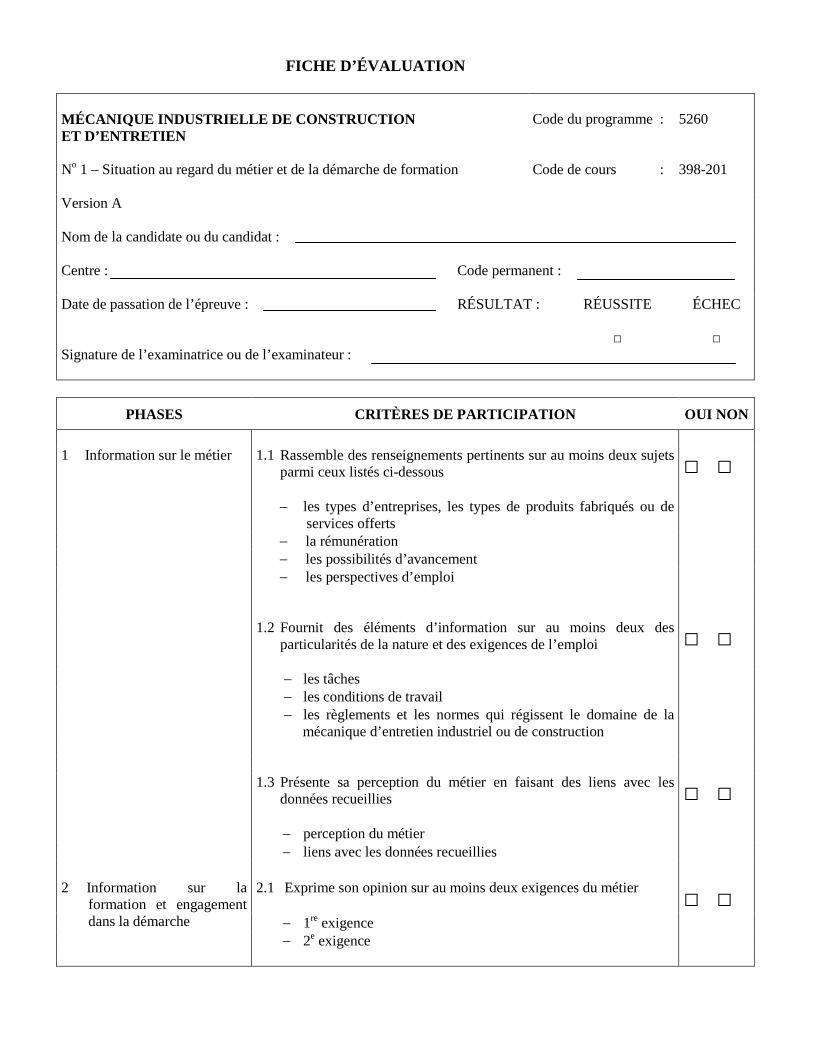
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 1 – Situation au regard du métier et de la démarche de formation
Code de cours : 398-201
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
PHASES CRITÈRES DE PARTICIPATION OUI NON 1 Information sur le métier 1.1 Rassemble des renseignements pertinents sur au moins deux sujets
parmi ceux listés ci-dessous
− les types d’entreprises, les types de produits fabriqués ou de services offerts
− la rémunération − les possibilités d’avancement − les perspectives d’emploi 1.2 Fournit des éléments d’information sur au moins deux des
particularités de la nature et des exigences de l’emploi
− les tâches − les conditions de travail − les règlements et les normes qui régissent le domaine de la
mécanique d’entretien industriel ou de construction
1.3 Présente sa perception du métier en faisant des liens avec les
données recueillies
− perception du métier − liens avec les données recueillies 2 Information sur la
formation et engagement dans la démarche
2.1 Exprime son opinion sur au moins deux exigences du métier
− 1re exigence − 2e exigence
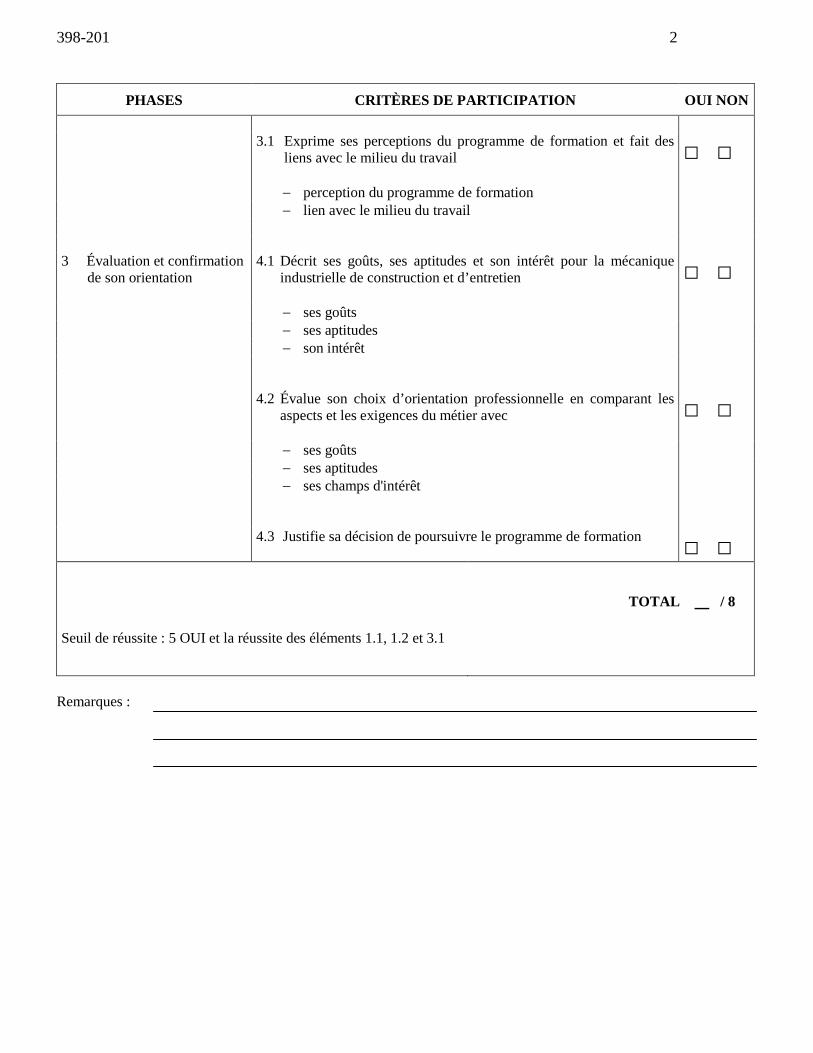
398-201 2
PHASES CRITÈRES DE PARTICIPATION OUI NON
3.1 Exprime ses perceptions du programme de formation et fait des
liens avec le milieu du travail
− perception du programme de formation − lien avec le milieu du travail 3 Évaluation et confirmation
de son orientation 4.1 Décrit ses goûts, ses aptitudes et son intérêt pour la mécanique
industrielle de construction et d’entretien
− ses goûts − ses aptitudes − son intérêt 4.2 Évalue son choix d’orientation professionnelle en comparant les
aspects et les exigences du métier avec
− ses goûts − ses aptitudes − ses champs d'intérêt 4.3 Justifie sa décision de poursuivre le programme de formation
Seuil de réussite : 5 OUI et la réussite des éléments 1.1, 1.2 et 3.1
TOTAL / 8
Remarques :
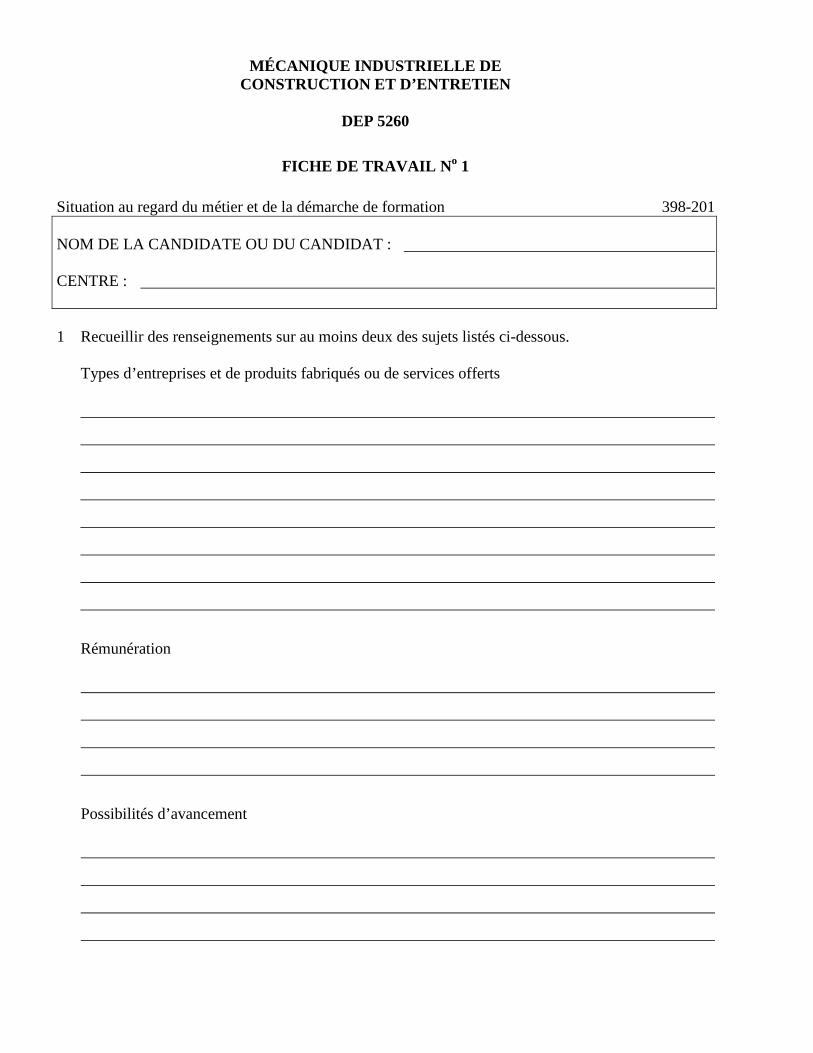
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
FICHE DE TRAVAIL No 1
Situation au regard du métier et de la démarche de formation 398-201 NOM DE LA CANDIDATE OU DU CANDIDAT : CENTRE : 1 Recueillir des renseignements sur au moins deux des sujets listés ci-dessous.
Types d’entreprises et de produits fabriqués ou de services offerts
Rémunération
Possibilités d’avancement
398-201 Fiche de travail 2
Perspectives d’emploi
2 Recueillir des éléments d’information sur au moins deux des particularités relatives à la nature
et aux exigences de l’emploi. Tâches
Conditions de travail
Règlements et normes qui régissent le domaine
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
RAPPORT
Situation au regard du métier et de la démarche de formation 398-201 NOM DE LA CANDIDATE OU DU CANDIDAT : CENTRE : 1 Décrire ses goûts, ses aptitudes et son intérêt pour la mécanique industrielle de construction et
d'entretien.
2 Évaluer son choix d’orientation professionnelle et comparer les aspects et les exigences du
métier avec ses goûts, ses aptitudes et son intérêt.
398-201 Rapport 2
3 Justifier sa décision de poursuivre le programme de formation.

MÉCANIQUE INDUSTRIELLE DE CONTRUCTION ET D’ENTRETIEN
DEP 5260
398-201 Situation au regard du métier et de la démarche de formation
(module no 1)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX L’évaluation de la participation des candidates et des candidats s’appuie sur des données
recueillies à divers moments du déroulement des activités de formation. Le jugement définitif ne doit être porté qu’à la fin de la phase correspondante dans le plan de
mise en situation. Les candidates et les candidats ont à leur disposition la documentation pertinente et un exemple
de rapport. 2 DESCRIPTION DE L’ÉPREUVE Il est important d’indiquer clairement aux personnes la nature des données qu’elles doivent
recueillir et présenter à la réunion de groupe. Quels que soient le support et la forme qui serviront à consigner les données, le jugement ne porte pas sur la précision, la qualité ou la présentation des données recueillies, mais bien sur le fait qu’on a pris la peine de colliger une quantité suffisante de données pertinentes sur tous les sujets et que l’on est capable de les organiser afin de pouvoir les utiliser au moment de la réunion de groupe.
398-201 2
3 DÉROULEMENT DE L’ÉPREUVE INFORMATION SUR LES CRITÈRES DE PARTICIPATION PHASE 1 1.1 Rassemble des documents pertinents sur au moins deux sujets
1.2 On s’attend à ce que les données recueillies fournissent un minimum cohérent d’indications
sur au moins deux sujets traités.
1.3 Fournit des éléments d'information sur au moins deux des particularités de la nature et des exigences de l'emploi
1.4 On s’attend à ce que les données fournissent les éléments d’information significatifs sur au
moins deux particularités des sujets traités.
1.5 Présente sa perception du métier en faisant des liens avec les données recueillies On s’attend à ce qu’au moment d’une réunion organisée et animée chaque personne parle de sa perception du métier et fasse un lien avec les données recueillies.
PHASE 2
2.1 Exprime son opinion sur au moins deux exigences du métier 3.1 Exprime ses perceptions du programme de formation et fait des liens avec le milieu de
travail On s’attend à ce qu’au moment d’une réunion organisée et animée, la candidate ou le candidat exprime son opinion sur aux moins deux exigences du métier et fasse part de ses perceptions du programme de formation en faisant les liens avec le milieu du travail.
PHASE 3 4.1 Décrit ses goûts, ses aptitudes et son intérêt pour la mécanique d'entretien
Le jugement ne doit pas porter sur la qualité de la rédaction.
4.2 Évalue son choix d'orientation professionnelle en comparant les aspects et les exigences du métier avec ses goûts, ses aptitudes, ses champs d'intérêt
4.3 Justifie sa décision de poursuivre le programme de formation
On doit s’assurer que les éléments demandés sont inclus dans le rapport.
398-201 3
4 RÉUSSITE DE L’ÉPREUVE 5 OUI sur une possibilité de 8 et la réussite des éléments 1.1, 1.2 et 3.1. 5 DURÉE DE L’ÉPREUVE
L'évaluation a lieu tout au long du module.
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d'évaluation. Pt : produit. Ps : processus. FP0112 Module 2
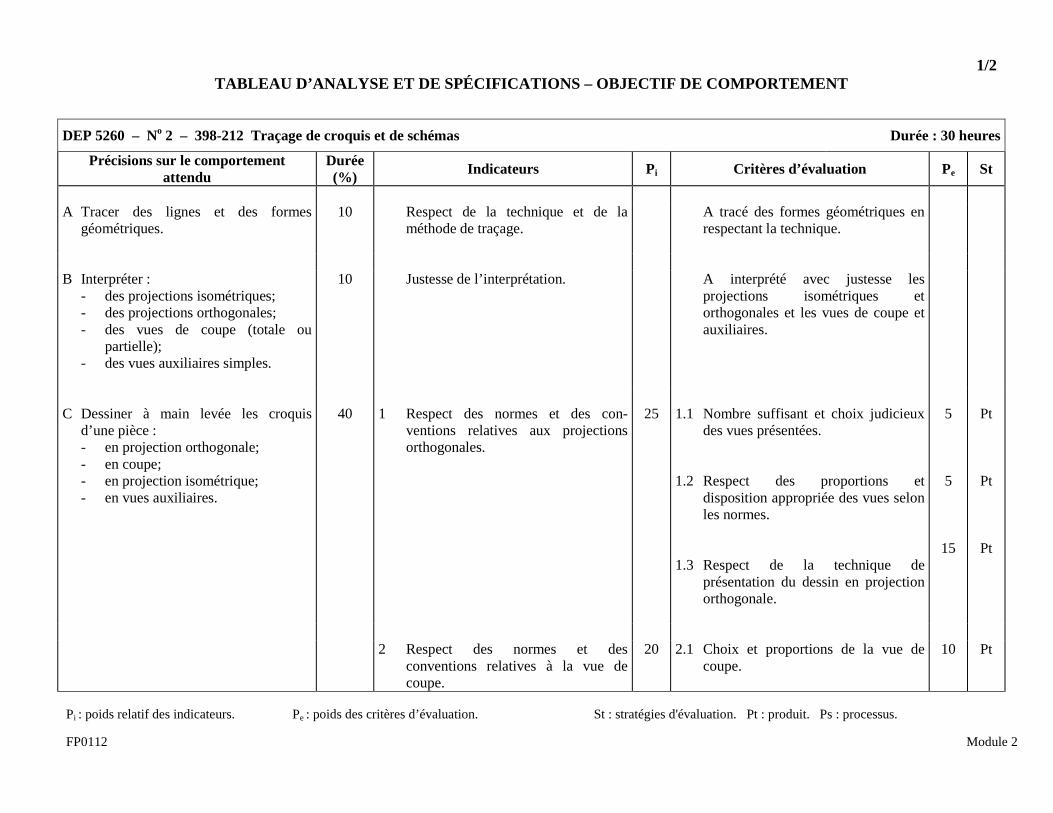
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 2 – 398-212 Traçage de croquis et de schémas Durée : 30 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Tracer des lignes et des formes
géométriques.
10 Respect de la technique et de la méthode de traçage.
A tracé des formes géométriques en respectant la technique.
B Interpréter :
- des projections isométriques; - des projections orthogonales; - des vues de coupe (totale ou
partielle); - des vues auxiliaires simples.
10 Justesse de l’interprétation. A interprété avec justesse les projections isométriques et orthogonales et les vues de coupe et auxiliaires.
C Dessiner à main levée les croquis
d’une pièce : - en projection orthogonale; - en coupe; - en projection isométrique; - en vues auxiliaires.
40 1 Respect des normes et des con-ventions relatives aux projections orthogonales.
25 1.1 Nombre suffisant et choix judicieux des vues présentées.
1.2 Respect des proportions et
disposition appropriée des vues selon les normes.
1.3 Respect de la technique de
présentation du dessin en projection orthogonale.
5
5
15
Pt
Pt
Pt
2 Respect des normes et des
conventions relatives à la vue de coupe.
20 2.1 Choix et proportions de la vue de coupe.
10
Pt
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d'évaluation. Pt : produit. Ps : processus. FP0112 Module 2
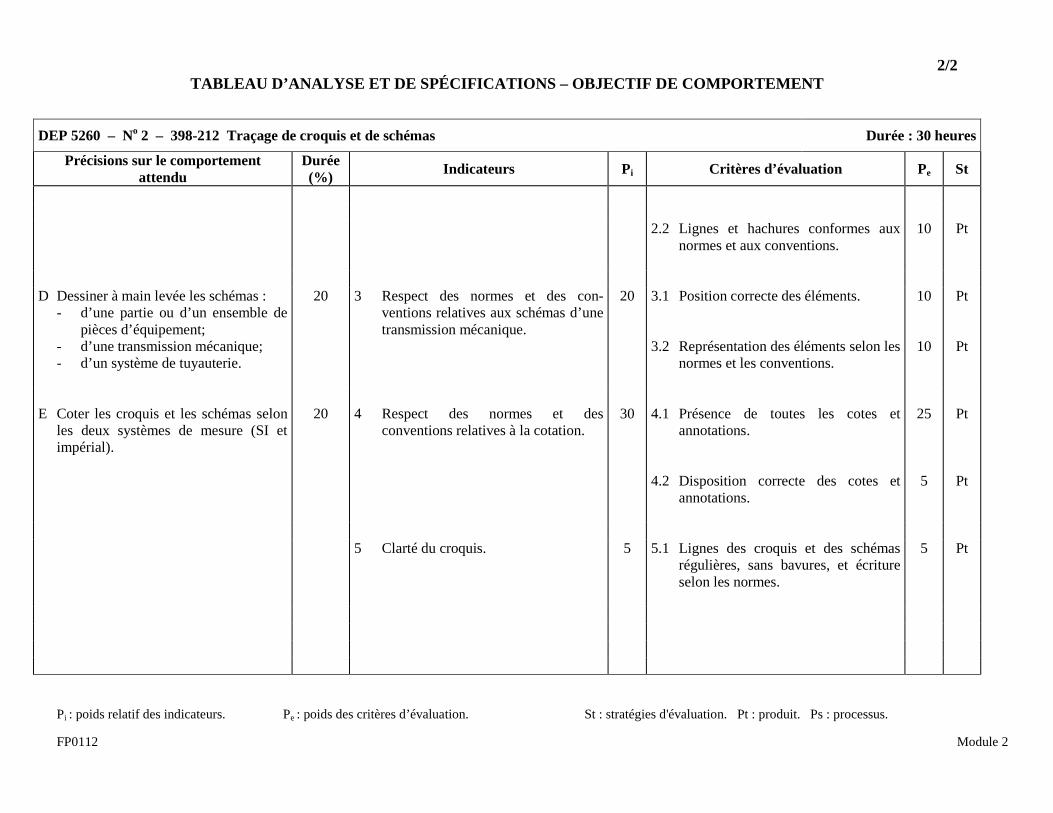
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 2 – 398-212 Traçage de croquis et de schémas Durée : 30 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
2.2 Lignes et hachures conformes aux
normes et aux conventions.
10 Pt
D Dessiner à main levée les schémas :
- d’une partie ou d’un ensemble de pièces d’équipement;
- d’une transmission mécanique; - d’un système de tuyauterie.
20 3 Respect des normes et des con-ventions relatives aux schémas d’une transmission mécanique.
20 3.1 Position correcte des éléments. 3.2 Représentation des éléments selon les
normes et les conventions.
10
10
Pt
Pt
E Coter les croquis et les schémas selon
les deux systèmes de mesure (SI et impérial).
20 4 Respect des normes et des conventions relatives à la cotation.
30 4.1 Présence de toutes les cotes et annotations.
4.2 Disposition correcte des cotes et
annotations.
25
5
Pt
Pt
5 Clarté du croquis. 5 5.1 Lignes des croquis et des schémas
régulières, sans bavures, et écriture selon les normes.
5 Pt
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 2 - Traçage de croquis et de schémas
Code de cours : 398-212
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Dessins à main levée des croquis d’une pièce
PROJECTION ORTHOGONALE 1.1 Nombre suffisant et choix judicieux des vues présentées
- nombre suffisant de vues - choix judicieux des vues 0 ou 5 1.2 Respect des proportions et disposition appropriée des vues présentées
- proportions correctes des vues - disposition appropriée des vues 0 ou 5 1.3 Respect de la technique de présentation du dessin en projection orthogonale
- détail caché - ligne de contour - ligne d’axe Tolérance : 1 manquement
- nombre exact de lignes 0 ou 15
398-212 2
OBSERVATIONS OUI NON RÉSULTAT
VUE DE COUPE 2.1 Choix et proportion de la vue de coupe
- choix correct de la vue - proportion appropriée de la vue 0 ou 10 2.2 Lignes et hachures conformes aux normes et aux conventions
- lignes conformes aux normes - hachures conformes aux normes 0 ou 10
DEUXIÈME ÉTAPE : Dessins à main levée des schémas d’une partie d’une pièce d’équipement et d’une transmission
3.1 Position correcte des éléments 0 ou 10
3.2 Représentation des éléments selon les normes et les conventions
0 ou 10
TROISIÈME ÉTAPE : Cotation des croquis et des schémas selon les deux
systèmes de mesure (SI et impérial)
4.1 Présence de toutes les cotes et annotations
- projection orthogonale - vue de coupe - schéma mécanique 0 ou 25 Tolérance : 1 manquement 4.2 Disposition correcte des cotes et annotations
- projection orthogonale - vue de coupe - schéma mécanique 0 ou 5
398-212 3
OBSERVATIONS OUI NON RÉSULTAT
5.1 Lignes des croquis et des schémas régulières, sans bavures, et écritures selon les
normes
- projection orthogonale - vue de coupe - schéma mécanique
0 ou 5
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONTRUCTION ET D’ENTRETIEN
DEP 5260
398-212 Traçage de croquis et de schémas (module no 2)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à tracer des croquis et des schémas. Cette épreuve est passée par tout le groupe de personnes en même temps.
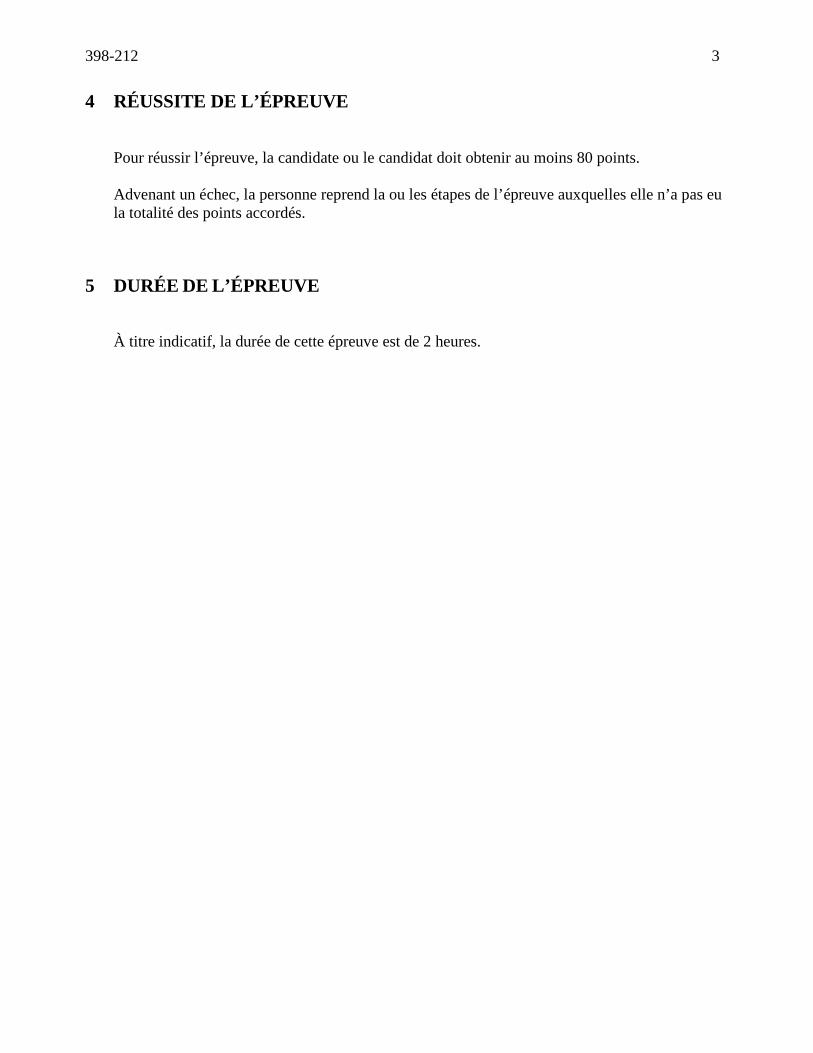
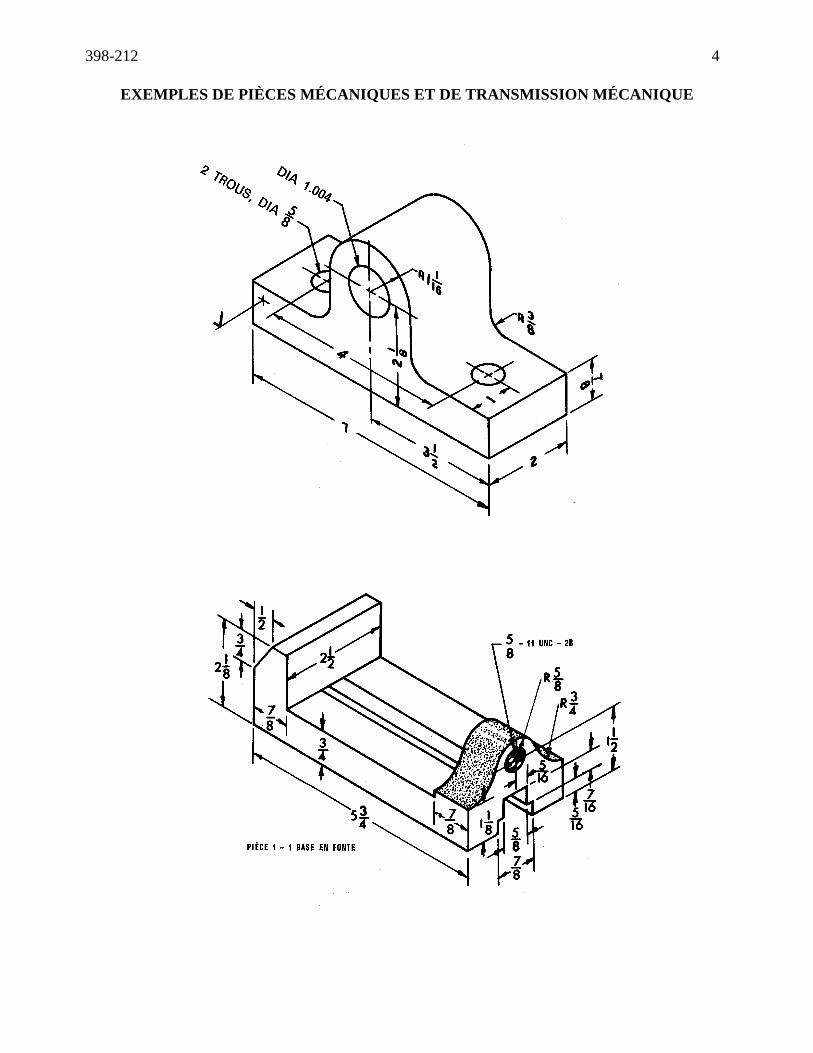
2 DESCRIPTION DE L’ÉPREUVE Pour démontrer sa compétence, la candidate ou le candidat doit tracer une pièce mécanique en projection orthogonale, une vue de coupe d’une pièce mécanique et le schéma d’une transmission mécanique à main levée en respectant les techniques de dessin. La candidate ou le candidat obtient la totalité des points alloués ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. VERSIONS DIFFÉRENTES On pourra faire des versions différentes en présentant des schémas et des dessins différents.
398-212 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer aux candidates et aux candidats les cahiers de la candidate et du candidat, les schémas et les dessins. Donner les explications nécessaires. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.3 Respect de la technique de présentation du dessin en projection orthogonale
On s’attend à ce que les détails cachés soient dessinés, ainsi que les lignes de contour et d’axe. On tolérera un manquement; par contre, on ne tolérera aucune ligne superflue.
4.1 Présence de toutes les cotes et annotations
On s’attend à ce que toutes les cotes et annotations soient présentes sur les dessins en projection orthogonale et en vue de coupe, ainsi que sur le schéma mécanique. On tolérera un manquement.
4.2 Disposition correcte de toutes les cotes et annotations
On s’attend à ce que toutes les cotes et annotations soient disposées correctement sur les dessins en projection orthogonale et en vue de coupe, ainsi que sur le schéma mécanique.
5.1 Lignes des croquis et des schémas régulières, sans bavures, et écriture selon les normes
On s’attend à ce que toutes les lignes soient régulières, sans bavures, et que l’écriture respecte les normes sur les dessins en projection orthogonale et en vue de coupe, ainsi que sur le schéma mécanique.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT -– des feuilles quadrillées; -– des crayons à la mine; -– une gomme à effacer; -– une règle 0 à 12 po et 0 à 30 cm.
398-212 3
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points. Advenant un échec, la personne reprend la ou les étapes de l’épreuve auxquelles elle n’a pas eu la totalité des points accordés.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
398-212 4
EXEMPLES DE PIÈCES MÉCANIQUES ET DE TRANSMISSION MÉCANIQUE
398-212 5
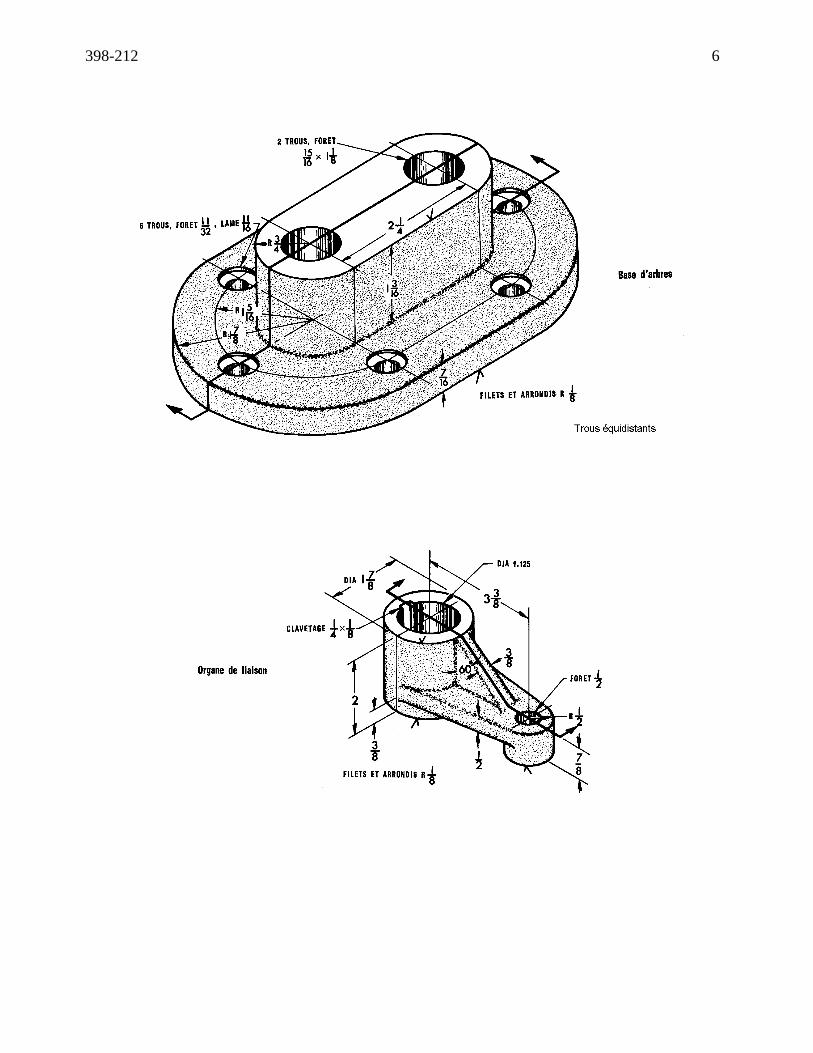
398-212 6
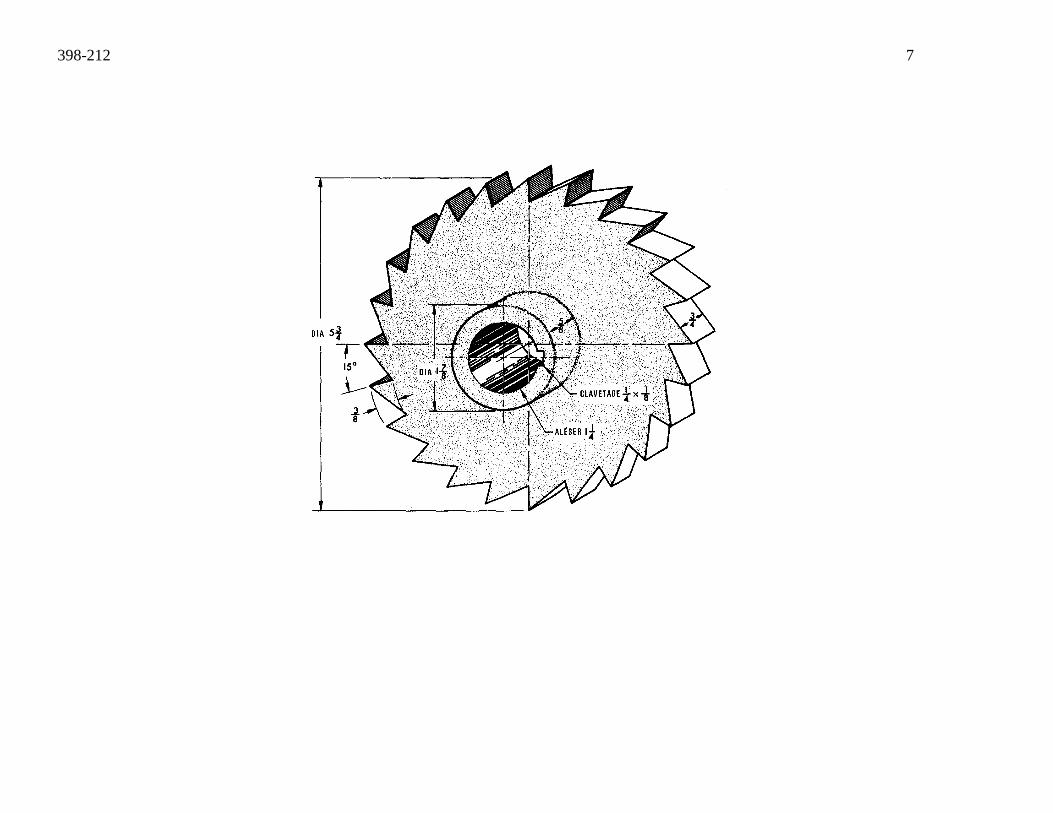
398-212 7
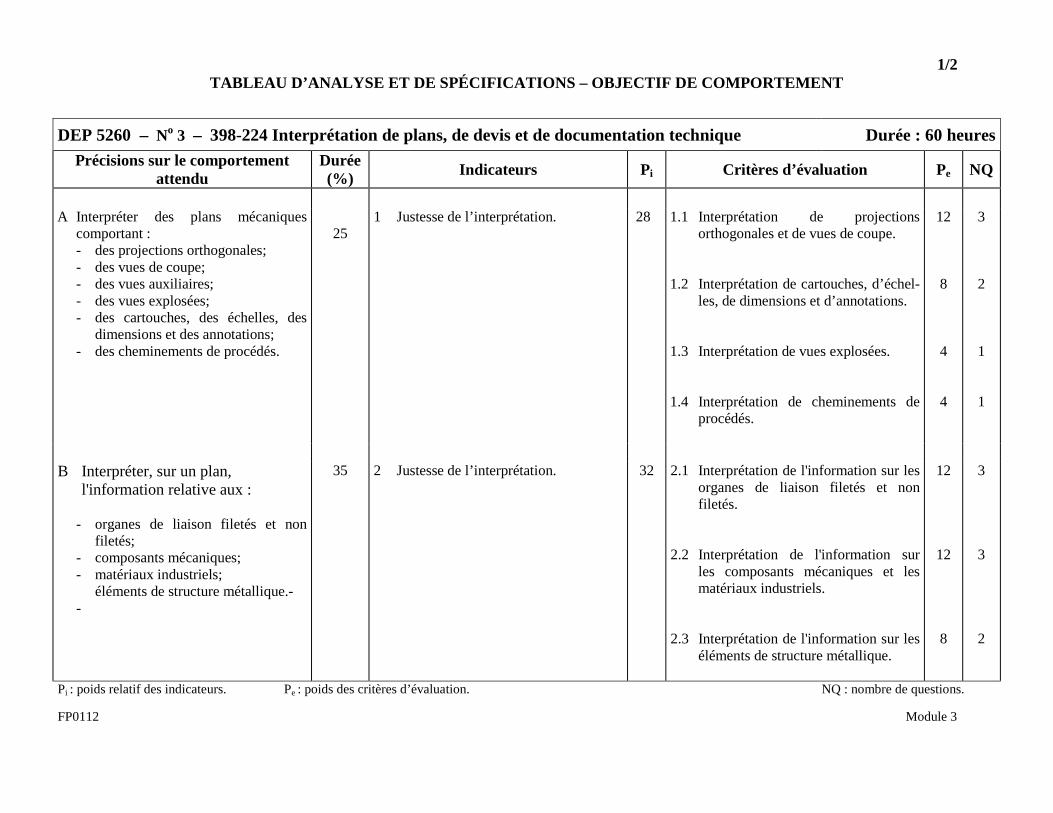
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 3 – 398-224 Interprétation de plans, de devis et de documentation technique Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
A Interpréter des plans mécaniques
comportant : - des projections orthogonales; - des vues de coupe; - des vues auxiliaires; - des vues explosées; - des cartouches, des échelles, des
dimensions et des annotations; - des cheminements de procédés.
25
1 Justesse de l’interprétation.
28
1.1 Interprétation de projections orthogonales et de vues de coupe.
1.2 Interprétation de cartouches, d’échel-
les, de dimensions et d’annotations. 1.3 Interprétation de vues explosées. 1.4 Interprétation de cheminements de
procédés.
12
8
4
4
3
2
1
1
B Interpréter, sur un plan, l'information relative aux :
- organes de liaison filetés et non
filetés; - composants mécaniques; - matériaux industriels; éléments de structure métallique.- -
35
2 Justesse de l’interprétation.
32
2.1 Interprétation de l'information sur les organes de liaison filetés et non filetés.
2.2 Interprétation de l'information sur
les composants mécaniques et les matériaux industriels.
2.3 Interprétation de l'information sur les
éléments de structure métallique.
12
12
8
3
3
2
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 3
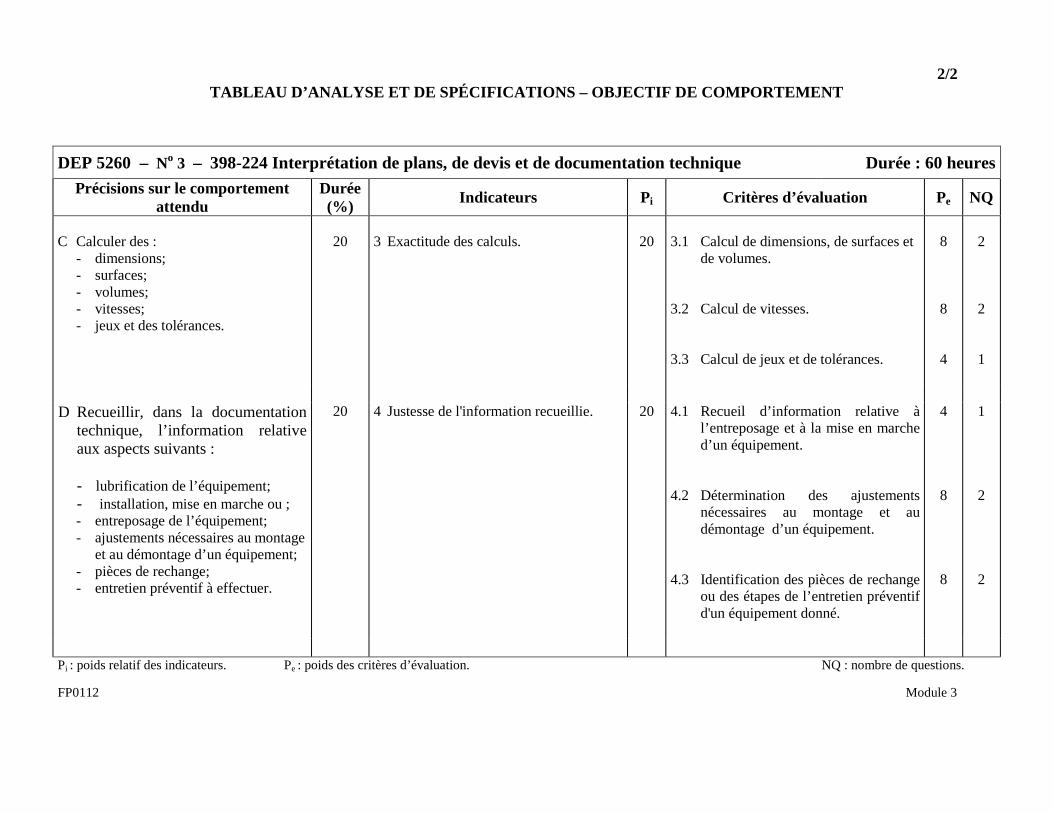
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 3 – 398-224 Interprétation de plans, de devis et de documentation technique Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
C Calculer des :
- dimensions; - surfaces; - volumes; - vitesses; - jeux et des tolérances.
20
3 Exactitude des calculs.
20
3.1 Calcul de dimensions, de surfaces et
de volumes. 3.2 Calcul de vitesses. 3.3 Calcul de jeux et de tolérances.
8
8
4
2
2
1
D Recueillir, dans la documentation
technique, l’information relative aux aspects suivants :
- lubrification de l’équipement; - installation, mise en marche ou ; - entreposage de l’équipement; - ajustements nécessaires au montage
et au démontage d’un équipement; - pièces de rechange; - entretien préventif à effectuer.
20
4 Justesse de l'information recueillie.
20
4.1 Recueil d’information relative à l’entreposage et à la mise en marche d’un équipement.
4.2 Détermination des ajustements
nécessaires au montage et au démontage d’un équipement.
4.3 Identification des pièces de rechange
ou des étapes de l’entretien préventif d'un équipement donné.
4
8
8
1
2
2
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 3

MÉCANIQUE INDUSTRIELLE DE CONTRUCTION ET D’ENTRETIEN
DEP 5260
398-224 Interprétation de plans, de devis
et de documentation technique (module no 3)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à interpréter des plans, des devis et de la documentation technique. Cette épreuve est passée par tout le groupe de personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit interpréter des plans mécaniques, des cheminements de procédés et de la documentation technique.
3. DÉROULEMENT DE L’ÉPREUVE
Distribuer aux candidates et aux candidates les jeux de plans, les devis, la documentation technique et les cahiers de la candidate et du candidat. La calculatrice est permise. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
398-224 2
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
À partir des plans mécaniques et de la documentation technique s’y rattachant, on construira des questions qui respectent les critères d’évaluation. 1.1 Interprétation de projections orthogonales et de vues de coupe
Symboles de forme ou de position (1 question) Détails (1 question) Matériaux selon les hachures (1 question)
1.2 Interprétation de cartouches, d’échelles, de dimensions et d’annotations
Information dans les cartouches ou les annotations (1 question) Information sur les échelles ou repérage de dimensions (1 question)
1.3 Interprétation de vues explosées
Description de la fonction d’un composant, de la séquence de montage ou de la séquence de démontage (1 question) Description de la fonction d’un composant, de
1.4 Interprétation de cheminements de procédés
Description ou explication du cheminement d'un procédé (1 question)
2.1 Interprétation de l'information sur les organes filetés et non filetés
Description de la fonction, des dimensions ou des spécifications des organes filetés ou non filetés (3 questions)
2.2 Interprétation de l'information sur les composants mécaniques et les matériaux industriels
Description de la fonction ou de la catégorie, ou identification des composants mécaniques et des matériaux (3 questions)
2.3 Interprétation de l'information sur les éléments de structure métallique
Description de la pose des éléments, de leur catégorie, ou des composants de la structure métallique (2 questions)
398-224 3
3.1 Calcul de dimensions, de surfaces et de volumes
Calcul de dimensions, de surfaces ou de volumes en fonction du plan (2 questions)
3.2 Calcul de vitesses
Calcul de vitesses en fonction du plan (2 questions)
3.3 Calcul de jeux et de tolérances
Calcul de jeux et de tolérances en fonction du plan (1 question)
4.1 Recueil d’information relative à l’entreposage ou à la mise en marche d’un
équipement
Spécifications sur l’entreposage ou la mise en marche de l’équipement (1 question)
4.2 Détermination des ajustements requis au montage ou au démontage d’un équipement
Description des ajustements à faire au moment du montage ou du démontage d’un équipement (2 questions)
4.3 Identification des pièces de rechange ou des étapes de l’entretien préventif d'un équipement donné
Identification des composants de rechange ou des étapes d’entretien préventif (2 questions)
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit avoir au moins 18 bonnes réponses sur 25.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
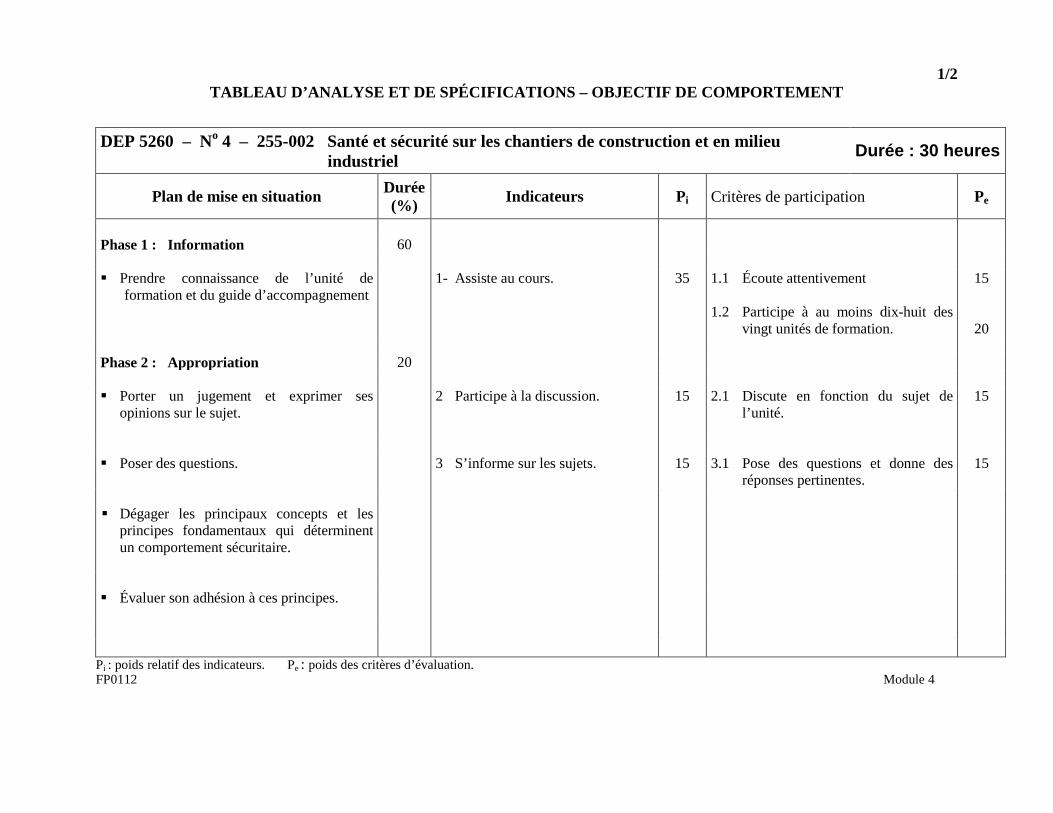
DEP 5260 – No 4 – 255-002 Santé et sécurité sur les chantiers de construction et en milieu industriel Durée : 30 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
Phase 1 : Information 60 Prendre connaissance de l’unité de
formation et du guide d’accompagnement 1- Assiste au cours. 35 1.1 Écoute attentivement
1.2 Participe à au moins dix-huit des
vingt unités de formation.
15
20 Phase 2 : Appropriation 20 Porter un jugement et exprimer ses
opinions sur le sujet. 2 Participe à la discussion.
15 2.1 Discute en fonction du sujet de
l’unité.
15
Poser des questions. 3 S’informe sur les sujets. 15 3.1 Pose des questions et donne des
réponses pertinentes. 15
Dégager les principaux concepts et les
principes fondamentaux qui déterminent un comportement sécuritaire.
Évaluer son adhésion à ces principes.
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 4
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – NO 4 – 255-002 Santé et sécur ité sur les chantiers de construction Durée : 30 heures Plan de mise en situation
Durée (%)
Indicateurs
Pi
Critères de participation
Pe
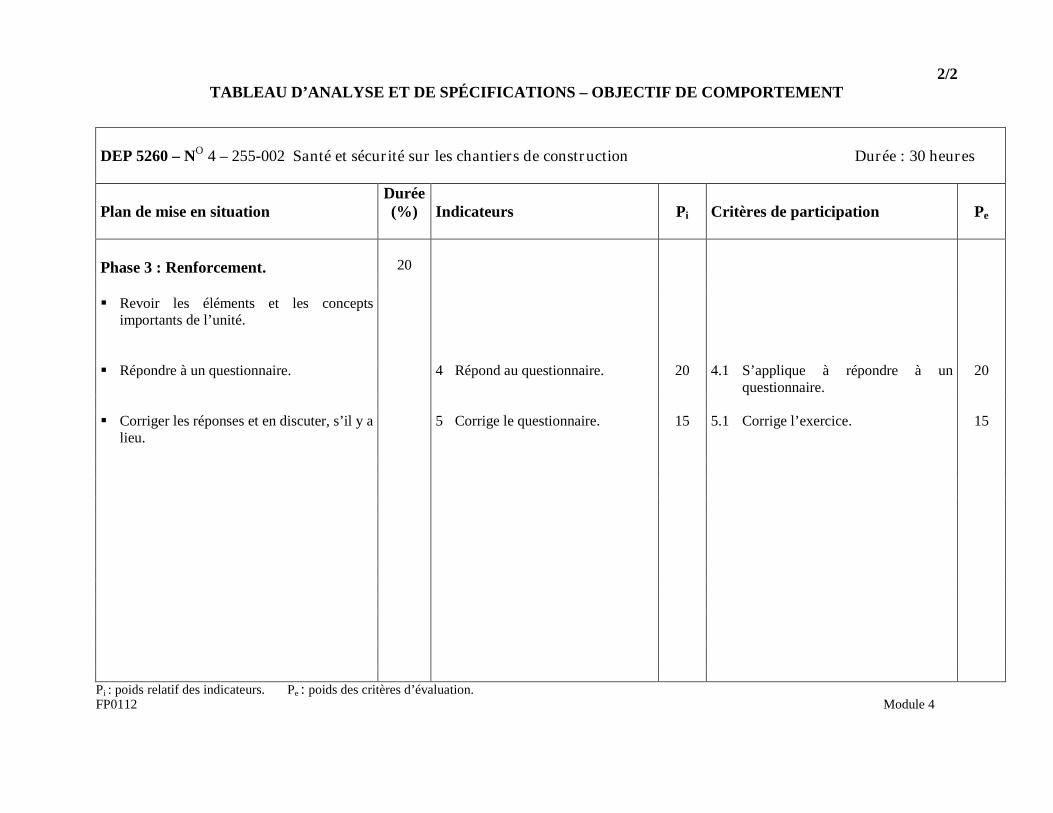
Phase 3 : Renforcement.
20
Revoir les éléments et les concepts
importants de l’unité.
Répondre à un questionnaire.
4 Répond au questionnaire. 20 4.1 S’applique à répondre à un questionnaire.
20
Corriger les réponses et en discuter, s’il y a
lieu.
5 Corrige le questionnaire. 15 5.1 Corrige l’exercice. 15
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 4
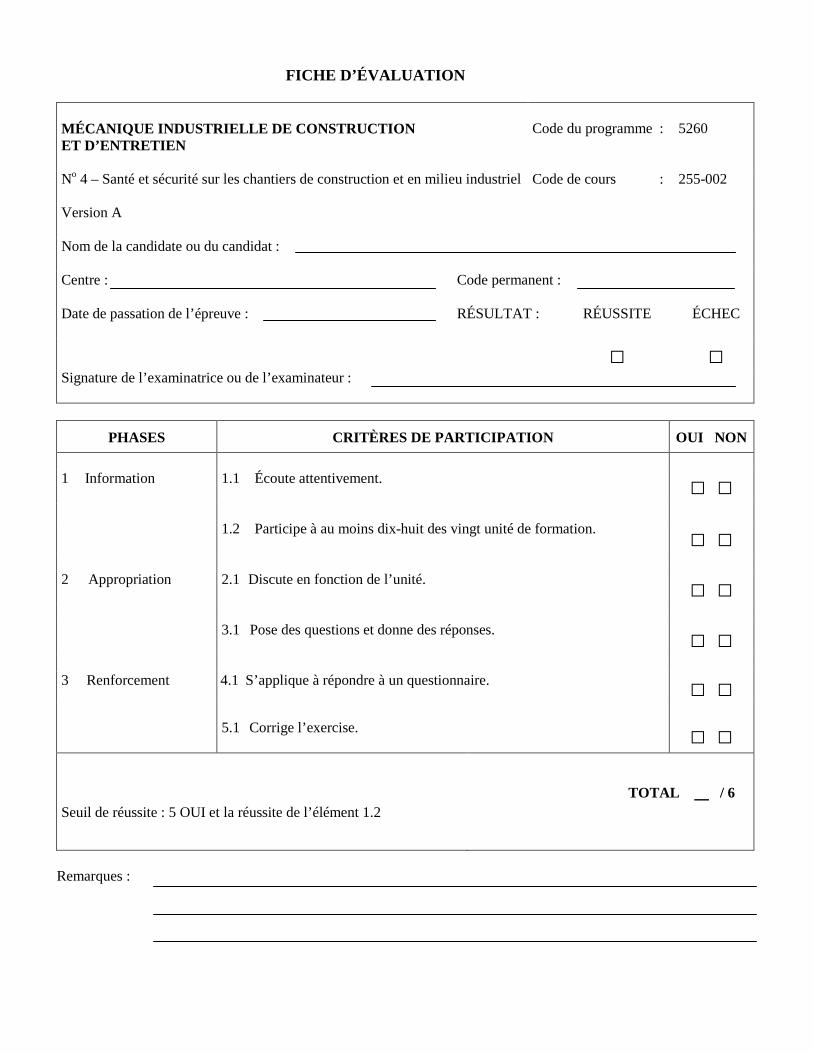
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 4 – Santé et sécurité sur les chantiers de construction et en milieu industriel
Code de cours : 255-002
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
PHASES CRITÈRES DE PARTICIPATION OUI NON 1 Information 1.1 Écoute attentivement.
1.2 Participe à au moins dix-huit des vingt unité de formation.
2 Appropriation 2.1 Discute en fonction de l’unité.
3.1 Pose des questions et donne des réponses.
3 Renforcement 4.1 S’applique à répondre à un questionnaire. 5.1 Corrige l’exercise.
Seuil de réussite : 5 OUI et la réussite de l’élément 1.2
TOTAL / 6
Remarques :
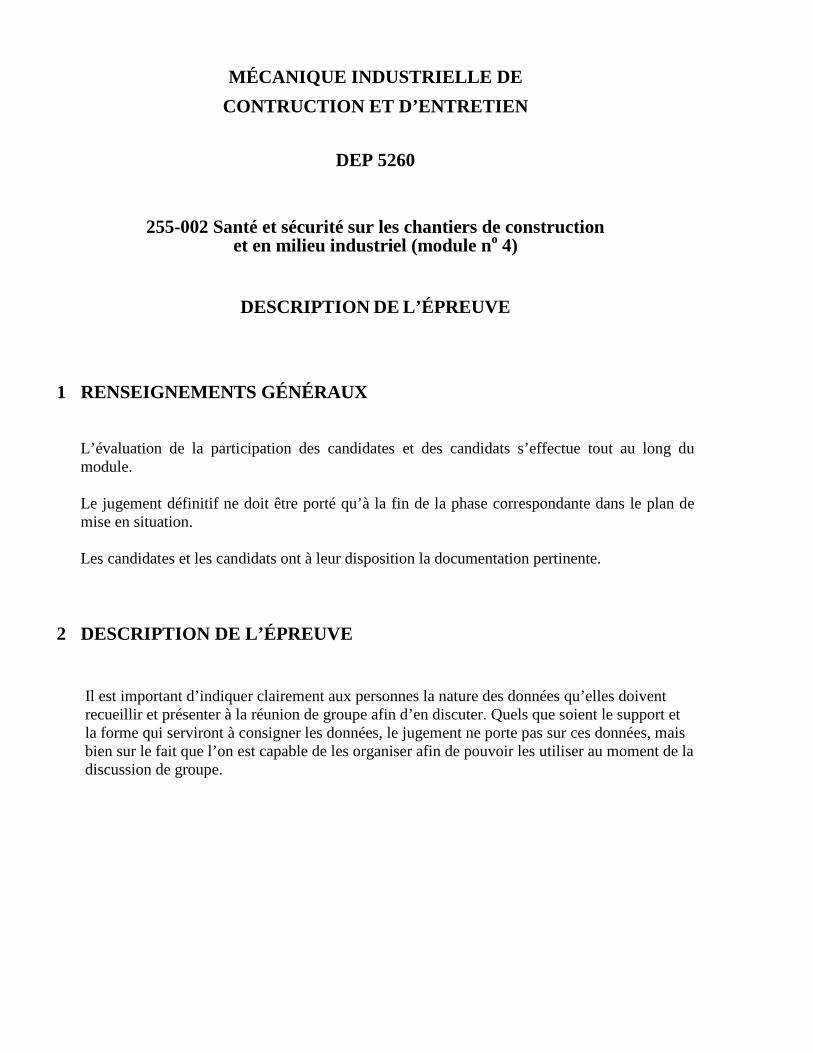
MÉCANIQUE INDUSTRIELLE DE CONTRUCTION ET D’ENTRETIEN
DEP 5260
255-002 Santé et sécurité sur les chantiers de construction et en milieu industriel (module no 4)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX L’évaluation de la participation des candidates et des candidats s’effectue tout au long du
module. Le jugement définitif ne doit être porté qu’à la fin de la phase correspondante dans le plan de
mise en situation. Les candidates et les candidats ont à leur disposition la documentation pertinente. 2 DESCRIPTION DE L’ÉPREUVE
Il est important d’indiquer clairement aux personnes la nature des données qu’elles doivent recueillir et présenter à la réunion de groupe afin d’en discuter. Quels que soient le support et la forme qui serviront à consigner les données, le jugement ne porte pas sur ces données, mais bien sur le fait que l’on est capable de les organiser afin de pouvoir les utiliser au moment de la discussion de groupe.
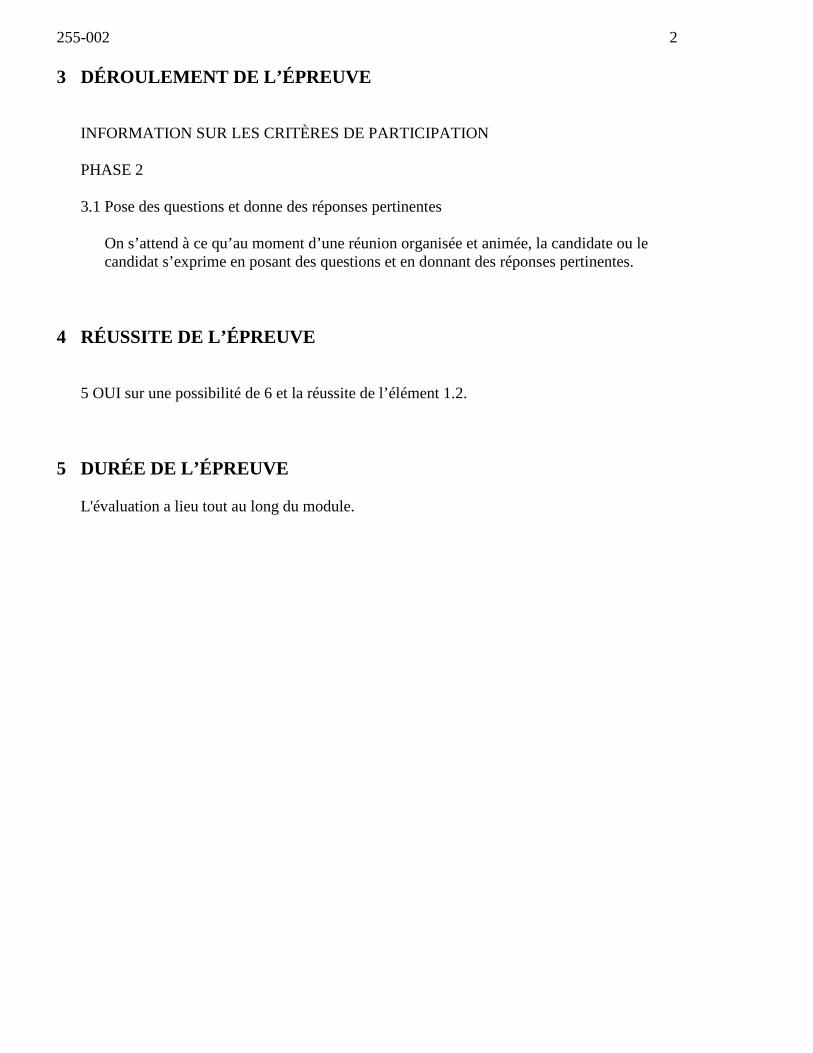
255-002 2
3 DÉROULEMENT DE L’ÉPREUVE INFORMATION SUR LES CRITÈRES DE PARTICIPATION PHASE 2 3.1 Pose des questions et donne des réponses pertinentes
On s’attend à ce qu’au moment d’une réunion organisée et animée, la candidate ou le candidat s’exprime en posant des questions et en donnant des réponses pertinentes.
4 RÉUSSITE DE L’ÉPREUVE 5 OUI sur une possibilité de 6 et la réussite de l’élément 1.2. 5 DURÉE DE L’ÉPREUVE
L'évaluation a lieu tout au long du module.
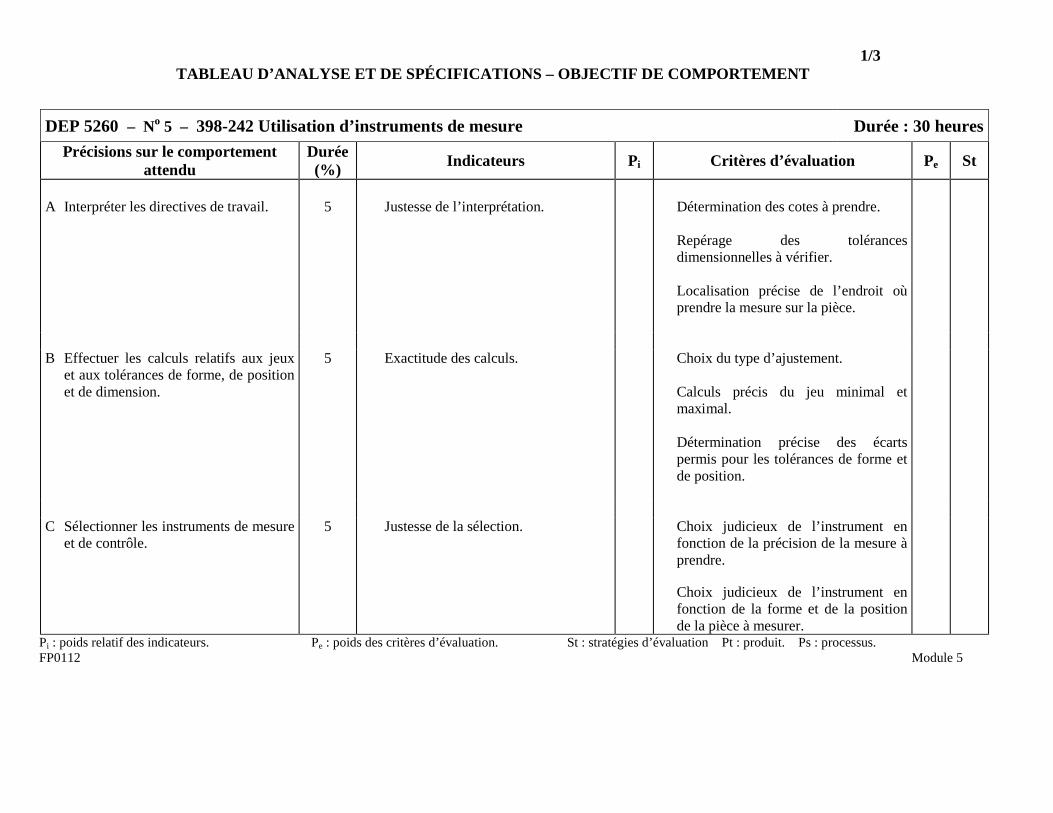
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 5 – 398-242 Utilisation d’instruments de mesure Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail. 5 Justesse de l’interprétation.
Détermination des cotes à prendre. Repérage des tolérances
dimensionnelles à vérifier. Localisation précise de l’endroit où
prendre la mesure sur la pièce.
B Effectuer les calculs relatifs aux jeux
et aux tolérances de forme, de position et de dimension.
5 Exactitude des calculs. Choix du type d’ajustement. Calculs précis du jeu minimal et
maximal. Détermination précise des écarts
permis pour les tolérances de forme et de position.
C Sélectionner les instruments de mesure
et de contrôle. 5 Justesse de la sélection. Choix judicieux de l’instrument en
fonction de la précision de la mesure à prendre.
Choix judicieux de l’instrument en
fonction de la forme et de la position de la pièce à mesurer.
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation Pt : produit. Ps : processus. FP0112 Module 5
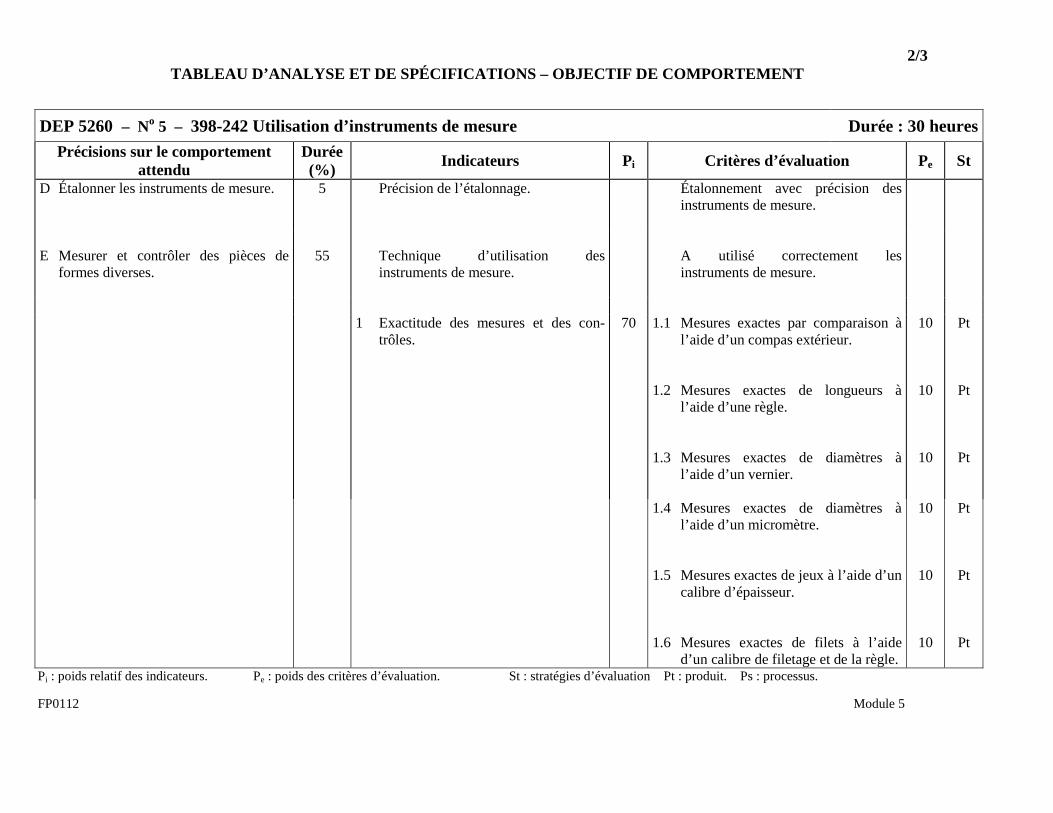
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 5 – 398-242 Utilisation d’instruments de mesure Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Étalonner les instruments de mesure. 5 Précision de l’étalonnage. Étalonnement avec précision des instruments de mesure.
E Mesurer et contrôler des pièces de
formes diverses. 55 Technique d’utilisation des
instruments de mesure. A utilisé correctement les
instruments de mesure.
1 Exactitude des mesures et des con-
trôles. 70 1.1 Mesures exactes par comparaison à
l’aide d’un compas extérieur. 1.2 Mesures exactes de longueurs à
l’aide d’une règle. 1.3 Mesures exactes de diamètres à
l’aide d’un vernier.
10
10
10
Pt
Pt
Pt
1.4 Mesures exactes de diamètres à l’aide d’un micromètre.
1.5 Mesures exactes de jeux à l’aide d’un
calibre d’épaisseur. 1.6 Mesures exactes de filets à l’aide
d’un calibre de filetage et de la règle.
10
10
10
Pt
Pt
Pt
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation Pt : produit. Ps : processus. FP0112 Module 5
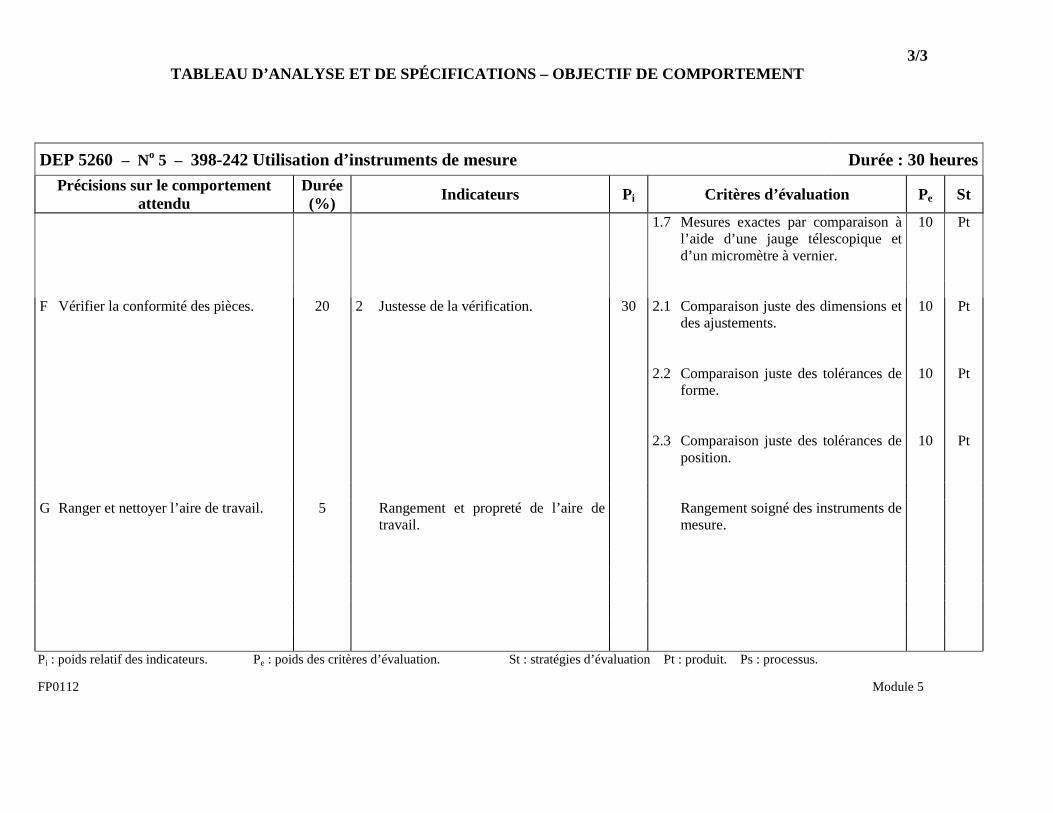
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
DEP 5260 – No 5 – 398-242 Utilisation d’instruments de mesure Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
1.7 Mesures exactes par comparaison à l’aide d’une jauge télescopique et d’un micromètre à vernier.
10 Pt
F Vérifier la conformité des pièces. 20 2 Justesse de la vérification. 30 2.1 Comparaison juste des dimensions et
des ajustements. 2.2 Comparaison juste des tolérances de
forme. 2.3 Comparaison juste des tolérances de
position.
10
10
10
Pt
Pt
Pt
G Ranger et nettoyer l’aire de travail. 5 Rangement et propreté de l’aire de
travail. Rangement soigné des instruments de
mesure.
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation Pt : produit. Ps : processus. FP0112 Module 5
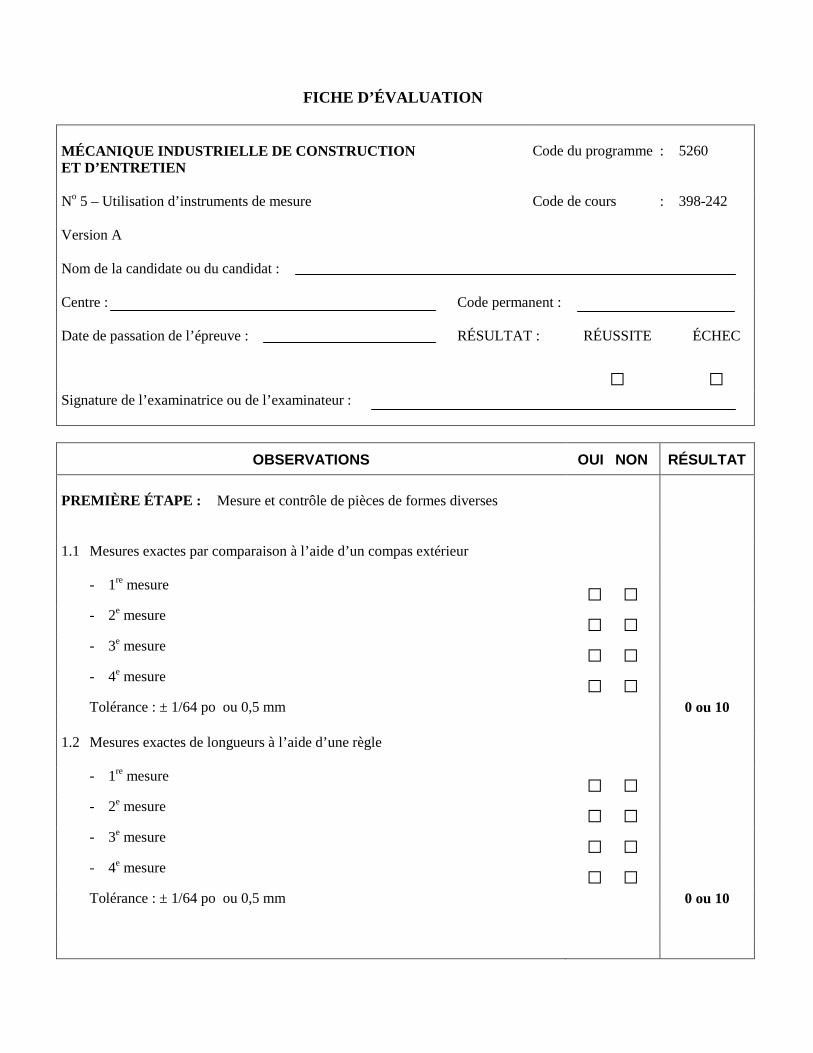
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 5 – Utilisation d’instruments de mesure
Code de cours : 398-242
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Mesure et contrôle de pièces de formes diverses
1.1 Mesures exactes par comparaison à l’aide d’un compas extérieur
- 1re mesure - 2e mesure - 3e mesure - 4e mesure Tolérance : ± 1/64 po ou 0,5 mm 0 ou 10 1.2 Mesures exactes de longueurs à l’aide d’une règle
- 1re mesure
- 2e mesure
- 3e mesure
- 4e mesure
Tolérance : ± 1/64 po ou 0,5 mm 0 ou 10
398-242 2
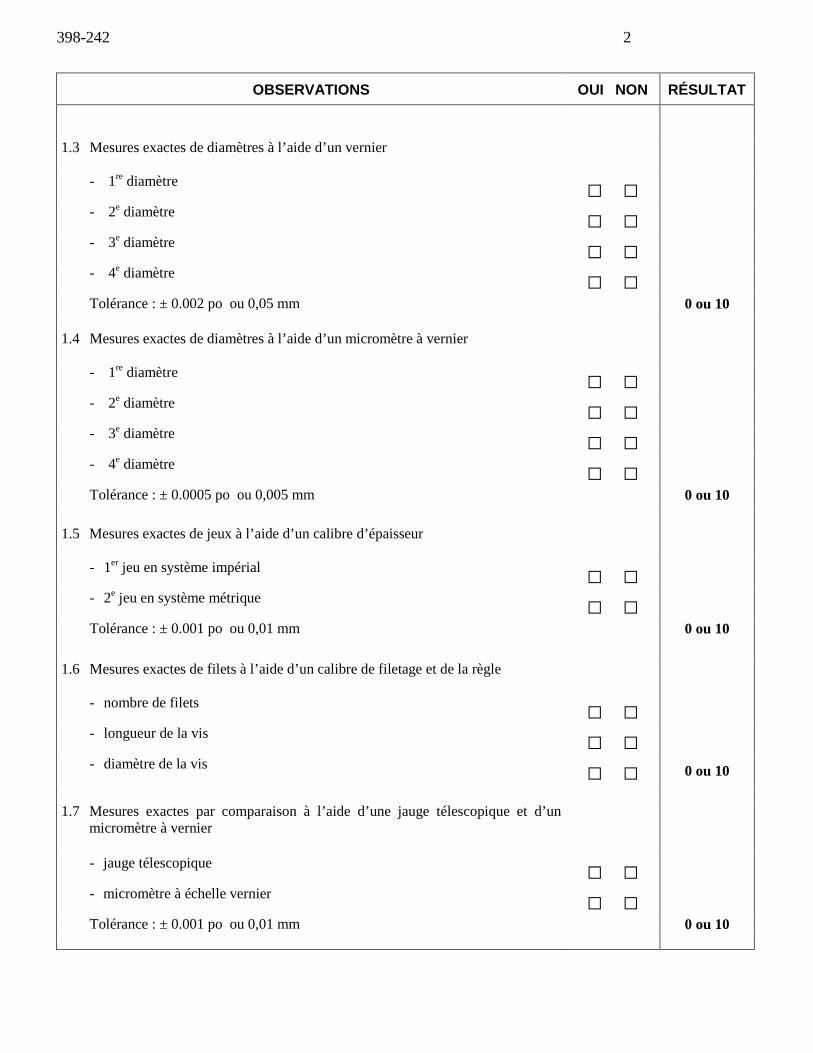
OBSERVATIONS OUI NON RÉSULTAT 1.3 Mesures exactes de diamètres à l’aide d’un vernier
- 1re diamètre - 2e diamètre - 3e diamètre - 4e diamètre Tolérance : ± 0.002 po ou 0,05 mm 0 ou 10 1.4 Mesures exactes de diamètres à l’aide d’un micromètre à vernier
- 1re diamètre - 2e diamètre - 3e diamètre - 4e diamètre Tolérance : ± 0.0005 po ou 0,005 mm 0 ou 10 1.5 Mesures exactes de jeux à l’aide d’un calibre d’épaisseur
- 1er jeu en système impérial
- 2e jeu en système métrique
Tolérance : ± 0.001 po ou 0,01 mm 0 ou 10 1.6 Mesures exactes de filets à l’aide d’un calibre de filetage et de la règle
- nombre de filets - longueur de la vis - diamètre de la vis 0 ou 10 1.7 Mesures exactes par comparaison à l’aide d’une jauge télescopique et d’un
micromètre à vernier
- jauge télescopique - micromètre à échelle vernier Tolérance : ± 0.001 po ou 0,01 mm 0 ou 10
398-242 3
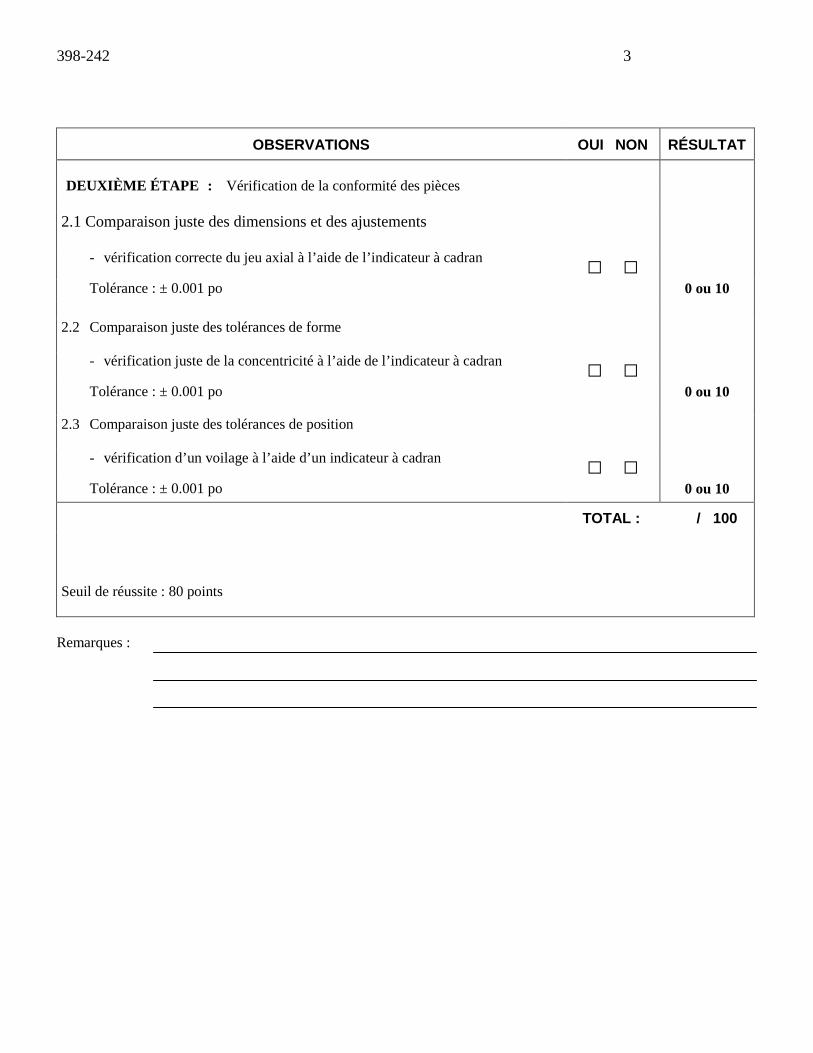
OBSERVATIONS OUI NON RÉSULTAT DEUXIÈME ÉTAPE : Vérification de la conformité des pièces
2.1 Comparaison juste des dimensions et des ajustements
- vérification correcte du jeu axial à l’aide de l’indicateur à cadran Tolérance : ± 0.001 po 0 ou 10 2.2 Comparaison juste des tolérances de forme
- vérification juste de la concentricité à l’aide de l’indicateur à cadran
Tolérance : ± 0.001 po 0 ou 10
2.3 Comparaison juste des tolérances de position
- vérification d’un voilage à l’aide d’un indicateur à cadran
Tolérance : ± 0.001 po 0 ou 10 TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-242 Utilisation d’instruments de mesure (module no 5)
DESCRIPTION DE L’ÉPREUVE
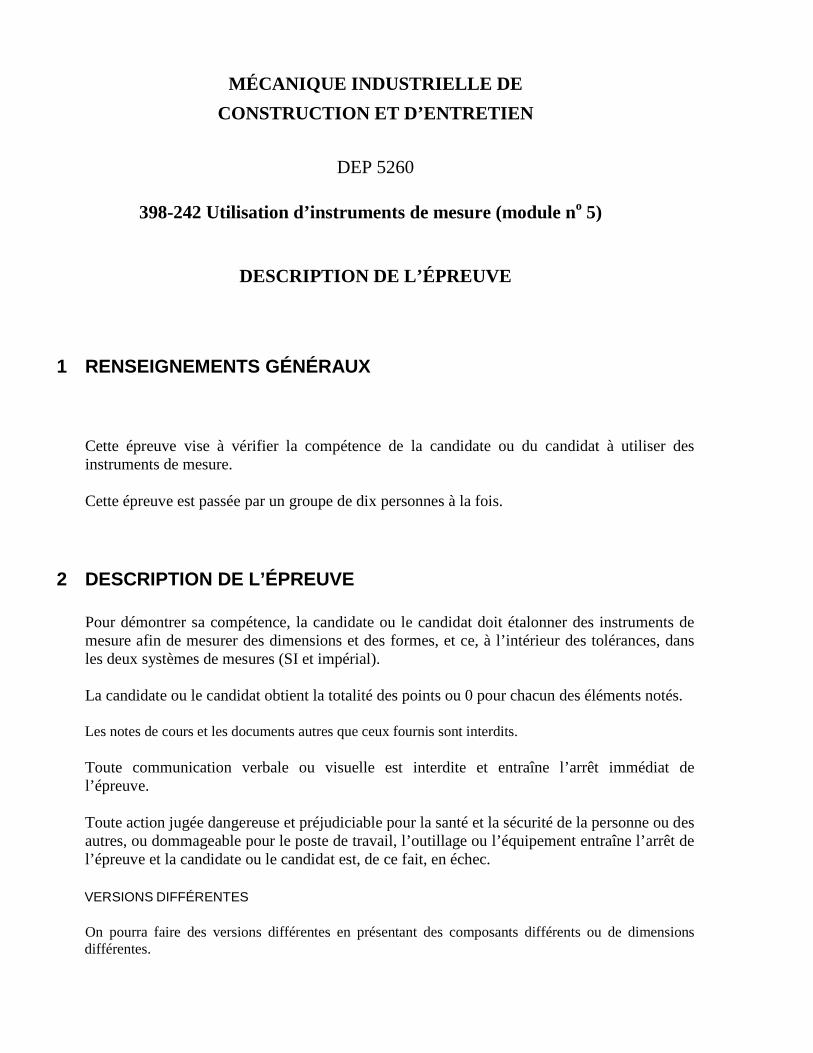
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à utiliser des
instruments de mesure. Cette épreuve est passée par un groupe de dix personnes à la fois. 2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit étalonner des instruments de mesure afin de mesurer des dimensions et des formes, et ce, à l’intérieur des tolérances, dans les deux systèmes de mesures (SI et impérial).
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
VERSIONS DIFFÉRENTES On pourra faire des versions différentes en présentant des composants différents ou de dimensions différentes.
398-242 2
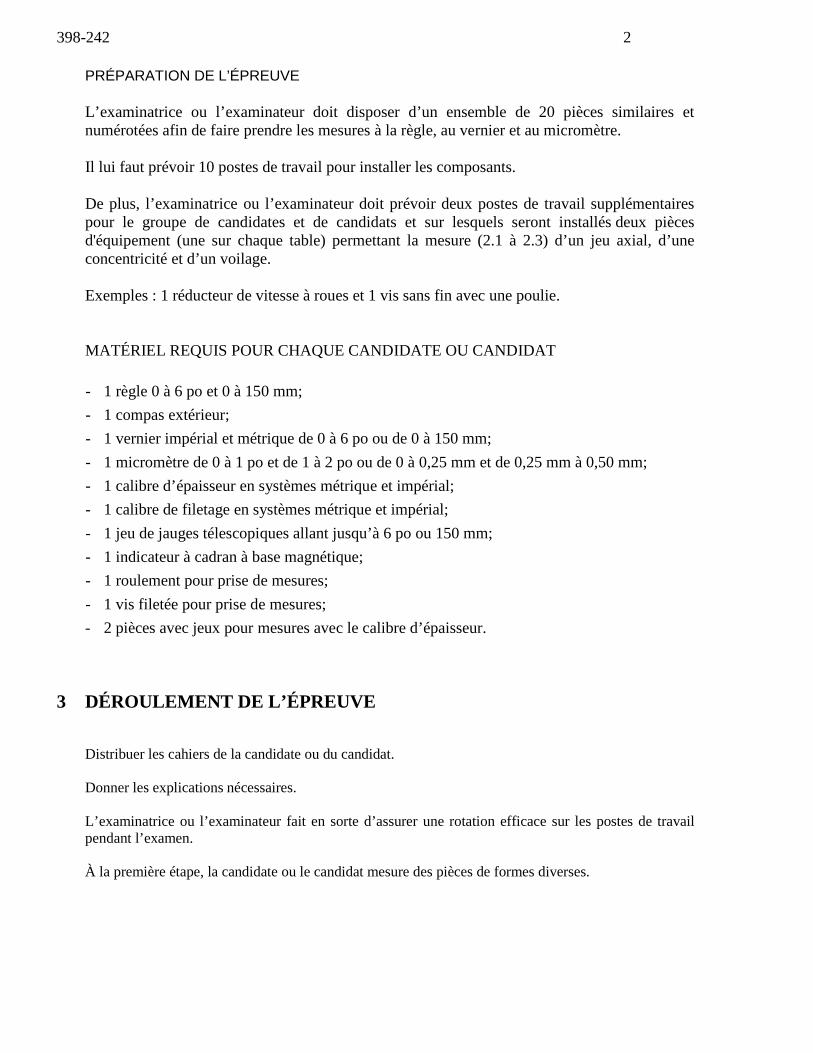
PRÉPARATION DE L’ÉPREUVE
L’examinatrice ou l’examinateur doit disposer d’un ensemble de 20 pièces similaires et numérotées afin de faire prendre les mesures à la règle, au vernier et au micromètre. Il lui faut prévoir 10 postes de travail pour installer les composants.
De plus, l’examinatrice ou l’examinateur doit prévoir deux postes de travail supplémentaires pour le groupe de candidates et de candidats et sur lesquels seront installés deux pièces d'équipement (une sur chaque table) permettant la mesure (2.1 à 2.3) d’un jeu axial, d’une concentricité et d’un voilage. Exemples : 1 réducteur de vitesse à roues et 1 vis sans fin avec une poulie.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
- 1 règle 0 à 6 po et 0 à 150 mm; - 1 compas extérieur; - 1 vernier impérial et métrique de 0 à 6 po ou de 0 à 150 mm; - 1 micromètre de 0 à 1 po et de 1 à 2 po ou de 0 à 0,25 mm et de 0,25 mm à 0,50 mm; - 1 calibre d’épaisseur en systèmes métrique et impérial; - 1 calibre de filetage en systèmes métrique et impérial; - 1 jeu de jauges télescopiques allant jusqu’à 6 po ou 150 mm; - 1 indicateur à cadran à base magnétique; - 1 roulement pour prise de mesures; - 1 vis filetée pour prise de mesures; - 2 pièces avec jeux pour mesures avec le calibre d’épaisseur.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. L’examinatrice ou l’examinateur fait en sorte d’assurer une rotation efficace sur les postes de travail pendant l’examen.
À la première étape, la candidate ou le candidat mesure des pièces de formes diverses.
398-242 3
À la deuxième étape, la personne vérifie la conformité des pièces.
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Mesures exactes par comparaison à l’aide d’un compas extérieur
On fera prendre 4 mesures, dont 2 en système métrique et 2 en système impérial, et l'on tolérera une différence de ± 1/64 po ou 0,5 mm.
1.2 Mesures exactes de longueurs à l’aide d’une règle
On fera prendre 4 mesures, dont 2 en système métrique et 2 en système impérial, et l'on tolérera une différence de ± 1/64 po ou 0,5 mm.
1.3 Mesures exactes de diamètres à l’aide d’un vernier On fera prendre 4 mesures, dont 2 en système métrique et 2 en système impérial, et l'on tolérera une différence de ± 0.002 po ou 0,05 mm.
1.4 Mesures exactes de diamètres à l’aide d’un micromètre à vernier On fera prendre 4 mesures, dont 2 en système métrique et 2 en système impérial, et l'on tolérera une différence de ± 0.0005 po ou 0,005 mm.
1.5 Mesures exactes de jeux à l’aide d’un calibre d’épaisseur
On fera prendre 2 mesures, une en système impérial et une en système métrique, et l'on tolérera une différence de ± 0.001 po ou 0,01 mm.
1.6 Mesures exactes de filets à l’aide d’un calibre de filetage et de la règle
On fera mesurer la longueur de la vis, son diamètre et le nombre de filets. 1.7 Mesures exactes par comparaison à l’aide d’une jauge télescopique et d’un micromètre à échelle vernier
On fera prendre une même mesure avec une jauge télescopique et un micromètre à échelle vernier, et l'on tolérera une différence de ± 0.001 po ou 0,01 mm.
À l’aide des spécifications du fabricant, on vérifiera ce qui suit.
2.1 Comparaison juste des dimensions et des ajustements Le jeu axial à l’aide de l’indicateur à cadran, et l'on tolérera une différence de ± 0.001 po.
398-242 4
2.2 Comparaison juste des tolérances de forme
La concentricité à l’aide de l’indicateur à cadran, et l'on tolérera une différence de ± 0.001 po.
2.3 Comparaison juste des tolérances de position
Le voilage à l’aide de l’indicateur à cadran, et l'on tolérera une différence de ± 0.001 po. 4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la personne doit avoir au moins 80 points sur une possibilité de 100.
Advenant un échec, la personne reprend la ou les étapes auxquelles elle a échoué. 5 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de cette épreuve est de 1 h 30 min.
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus.
FP0112 Module 6
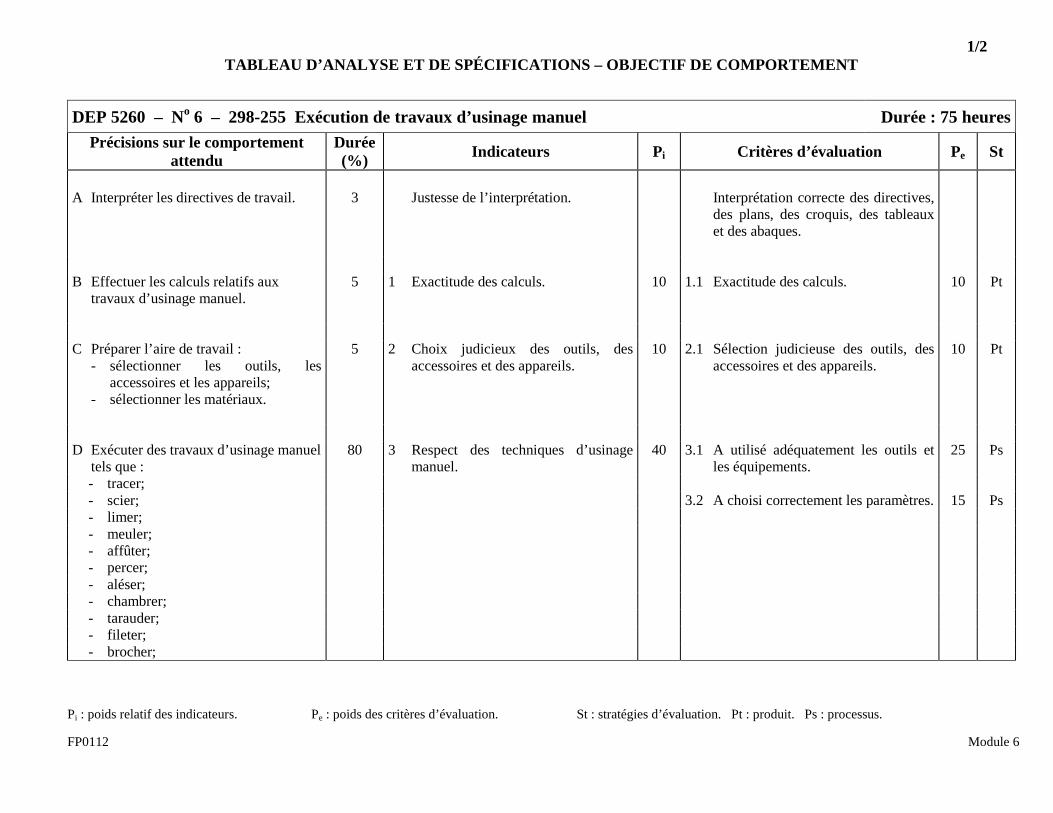
DEP 5260 – No 6 – 298-255 Exécution de travaux d’usinage manuel Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail.
3
Justesse de l’interprétation. Interprétation correcte des directives, des plans, des croquis, des tableaux et des abaques.
B Effectuer les calculs relatifs aux
travaux d’usinage manuel.
5 1 Exactitude des calculs. 10 1.1 Exactitude des calculs. 10 Pt
C Préparer l’aire de travail :
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les matériaux.
5 2 Choix judicieux des outils, des accessoires et des appareils.
10 2.1 Sélection judicieuse des outils, des accessoires et des appareils.
10 Pt
D Exécuter des travaux d’usinage manuel
tels que : 80 3 Respect des techniques d’usinage
manuel. 40 3.1 A utilisé adéquatement les outils et
les équipements. 25 Ps
- tracer; - scier; 3.2 A choisi correctement les paramètres. 15 Ps - limer; - meuler; - affûter; - percer; - aléser; - chambrer; - tarauder; - fileter; - brocher;
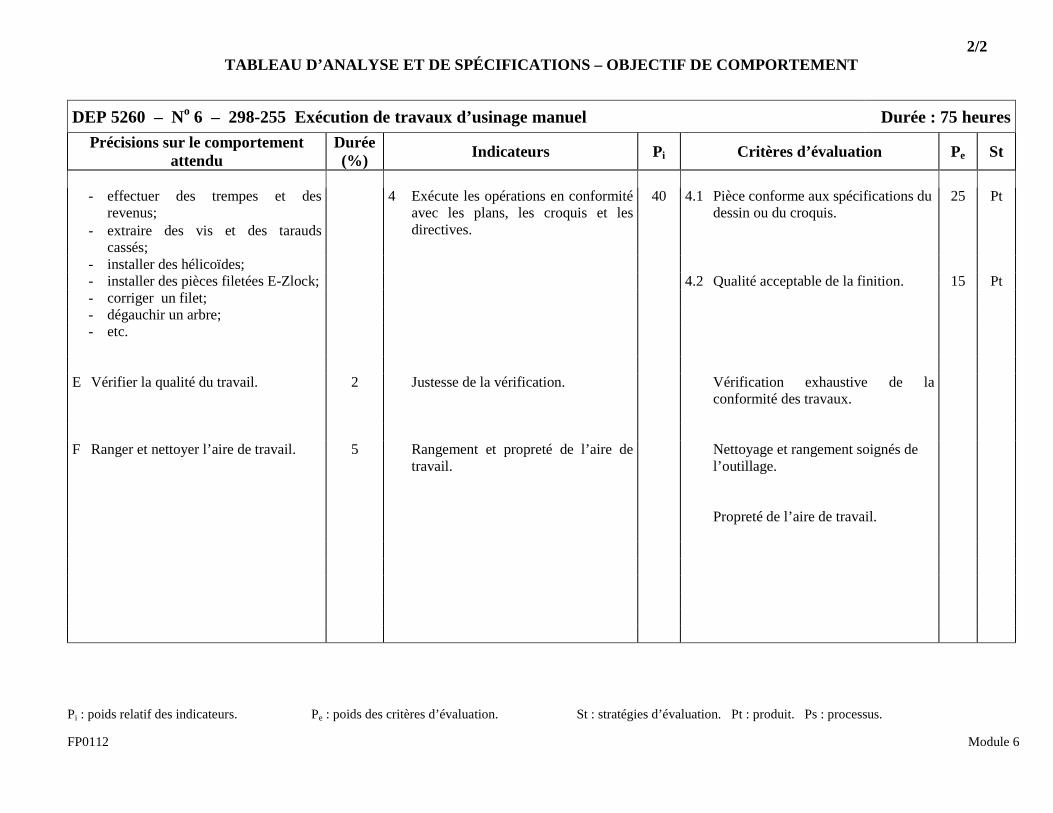
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus.
FP0112 Module 6
DEP 5260 – No 6 – 298-255 Exécution de travaux d’usinage manuel Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
- effectuer des trempes et des
revenus; 4 Exécute les opérations en conformité
avec les plans, les croquis et les directives.
40 4.1 Pièce conforme aux spécifications du dessin ou du croquis.
25 Pt
- extraire des vis et des tarauds cassés;
- installer des hélicoïdes; - installer des pièces filetées E-Zlock; 4.2 Qualité acceptable de la finition. 15 Pt - corriger un filet; - dégauchir un arbre; - etc.
E Vérifier la qualité du travail. 2 Justesse de la vérification. Vérification exhaustive de la
conformité des travaux.
F Ranger et nettoyer l’aire de travail.
5 Rangement et propreté de l’aire de travail.
Nettoyage et rangement soignés de l’outillage.
Propreté de l’aire de travail.
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 6 – Exécution de travaux d’usinage manuel
Code de cours : 398-255
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PARTIE 1
PREMIÈRE ÉTAPE : Calculs relatifs au travaux d’usinage manuel
1.1 Exactitude des calculs
- vitesse de rotation - avance de foret
- diamètre de perçage 0 ou 10 DEUXIÈME ÉTAPE : Préparation de l’aire de travail
2.1 Sélection judicieuse des outils, des accessoires et des appareils
- choix judicieux des outils - dimension appropriée des outils - choix judicieux des accessoires 0 ou 10
398-225
OBSERVATIONS OUI NON RÉSULTAT
PARTIE II
TROISIÈME ÉTAPE : Exécution des travaux d’usinage
3.1 A utilisé adéquatement les outils et les équipements
- utilisation correcte des outils - utilisation correcte de l’équipement 0 ou 25
3.2 A choisi correctement les paramètres
- vitesse de rotation - avance 0 ou 10
4.1 Pièce conforme aux spécifications du dessin ou du croquis
- traçage correctement effectué - diamètre correct des perçages et des alésages - filetage droit et de la bonne dimension - chemin de clé conforme au schéma - fraisage correctement effectué - qualité de limage acceptable 0 ou 25
4.2 Qualité acceptable de la finition
- absence de stries - uniformité des filets - alésages propres
0 ou 20
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :___________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-255 Exécution de travaux d’usinage manuel (module no 6)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à exécuter des travaux d’usinage manuel. Elle est divisée en deux parties.
Tout le groupe passe la première partie en même temps, et cinq personnes à la fois pour la deuxième partie.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, le candidat ou la candidate doit planifier et exécuter des travaux d’usinage manuel. La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-255 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. PREMIÈRE PARTIE La première partie consiste à planifier l’usinage d’une pièce à fabriquer. La personne doit déterminer les outils qui seront utilisés ainsi que tous les paramètres nécessaires au bon déroulement de l’usinage de la pièce. DEUXIÈME PARTIE La deuxième partie consiste à usiner une pièce simple à partir d’un plan de travail que l’examinatrice ou l’examinateur remet à la candidate ou au candidat. Cette pièce devra être réalisable à l’intérieur de 2 h 30 min. Ce plan de travail devra contenir toute l'information nécessaire à la fabrication de la pièce : régime-moteur, diamètres de perçage, avances et liste de tous les outils requis pour le travail. La pièce à fabriquer doit inclure les opérations suivantes :
- traçage; - perçage; - taraudage ou filetage; - fraisage; - brochage; - limage; - alésage à l’alésoir. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION PREMIÈRE PARTIE DE L’ÉPREUVE 1.1 Exactitude des calculs
À l’aide d’un plan de travail sur lequel certaines cases seront vides, on demandera d’effectuer des calculs.
398-255 3
2.1 Sélection judicieuse des outils, des accessoires et des appareils
On doit choisir les outils à utiliser, la dimension des outils et les accessoires nécessaires.
DEUXIÈME PARTIE DE L’ÉPREUVE
3.1 A utilisé adéquatement les outils et les équipements.
On vérifiera l’utilisation des outils et de l’équipement.
3.2 A choisi correctement les paramètres.
On vérifiera si les choix relatifs à la vitesse de rotation et à l’avance sont corrects.
4.1 Pièce conforme aux spécifications du dessin ou du croquis
On vérifiera que le positionnement est bon, que les diamètres des perçages et des alésages sont corrects, que le filetage est droit et de la bonne dimension, que le chemin de clé est conforme, que le fraisage est correctement effectué et que l’équerrage est acceptable.
4.2 Qualité acceptable de la finition
On vérifiera s’il n’y a pas de stries, si les filets sont uniformes et si les alésages sont propres. MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT - des instruments de mesure; - une perceuse; - un établi avec étau; - une calculatrice; - des forets; - des alésoirs; - des instruments de traçage; - des tarauds ou des filières; - des fraises; - un ensemble de broches; - une lime douce et une lime rude; - un tourne-à-gauche; - un porte-filières; - un étau de perceuse; - un plan de travail.
398-255 4
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points. Advenant un échec, la personne reprend la ou les parties auxquelles elle a échoué.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de l’épreuve est de 1 heure pour la première partie et 2 h 30 min pour la deuxième.
398-255 5
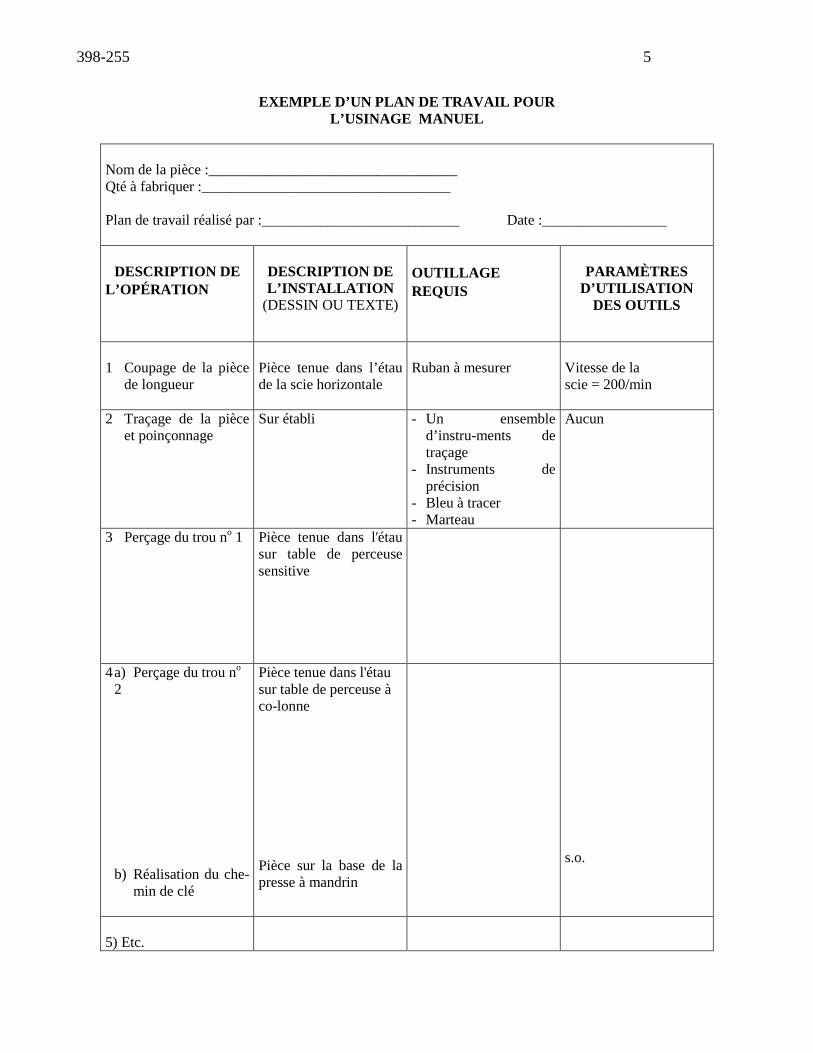
EXEMPLE D’UN PLAN DE TRAVAIL POUR
L’USINAGE MANUEL
Nom de la pièce :__________________________________ Qté à fabriquer :__________________________________ Plan de travail réalisé par :___________________________ Date :_________________
DESCRIPTION DE
L’OPÉRATION
DESCRIPTION DE L’INSTALLATION
(DESSIN OU TEXTE)
OUTILLAGE REQUIS
PARAMÈTRES
D’UTILISATION DES OUTILS
1 Coupage de la pièce
de longueur Pièce tenue dans l’étau de la scie horizontale
Ruban à mesurer
Vitesse de la scie = 200/min
2 Traçage de la pièce et poinçonnage
Sur établi - Un ensemble d’instru-ments de traçage
- Instruments de précision
- Bleu à tracer - Marteau
Aucun
3 Perçage du trou no 1
Pièce tenue dans l'étau sur table de perceuse sensitive
4 a) Perçage du trou no 2
b) Réalisation du che-
min de clé
Pièce tenue dans l'étau sur table de perceuse à co-lonne
Pièce sur la base de la presse à mandrin
s.o.
5) Etc.
398-255 6
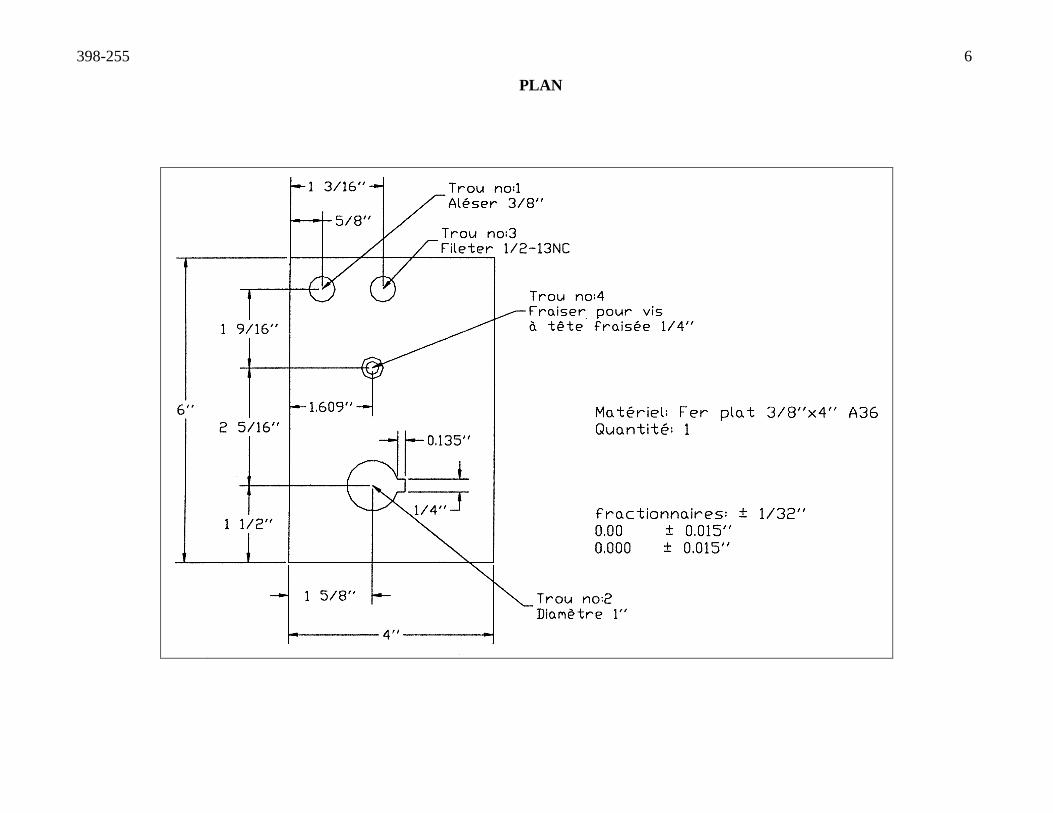
PLAN
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 7
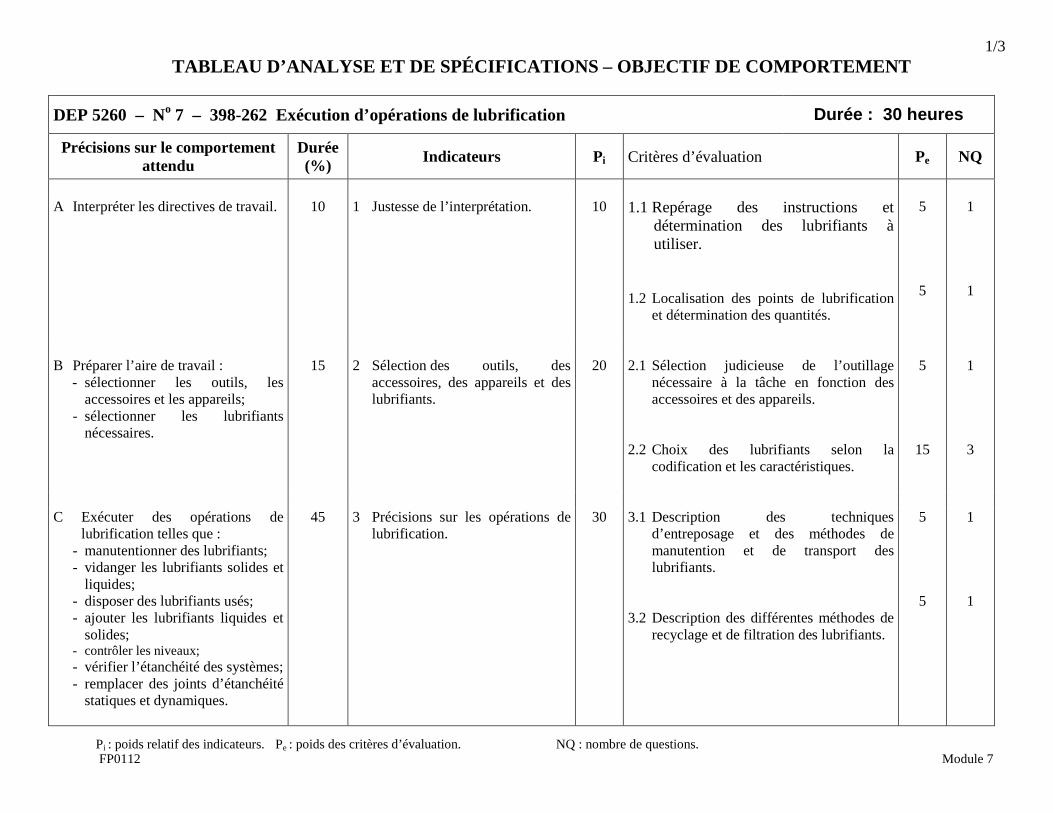
DEP 5260 – No 7 – 398-262 Exécution d’opérations de lubrification Durée : 30 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
A Interpréter les directives de travail. 10 1 Justesse de l’interprétation. 10 1.1 Repérage des instructions et détermination des lubrifiants à utiliser.
1.2 Localisation des points de lubrification
et détermination des quantités.
5
5
1
1
B Préparer l’aire de travail :
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les lubrifiants nécessaires.
15 2 Sélection des outils, des accessoires, des appareils et des lubrifiants.
20 2.1 Sélection judicieuse de l’outillage nécessaire à la tâche en fonction des accessoires et des appareils.
2.2 Choix des lubrifiants selon la
codification et les caractéristiques.
5
15
1
3
C Exécuter des opérations de
lubrification telles que : - manutentionner des lubrifiants; - vidanger les lubrifiants solides et
liquides; - disposer des lubrifiants usés; - ajouter les lubrifiants liquides et
solides; - contrôler les niveaux; - vérifier l’étanchéité des systèmes; - remplacer des joints d’étanchéité
statiques et dynamiques.
45 3 Précisions sur les opérations de lubrification.
30 3.1 Description des techniques d’entreposage et des méthodes de manutention et de transport des lubrifiants.
3.2 Description des différentes méthodes de recyclage et de filtration des lubrifiants.
5
5
1
1
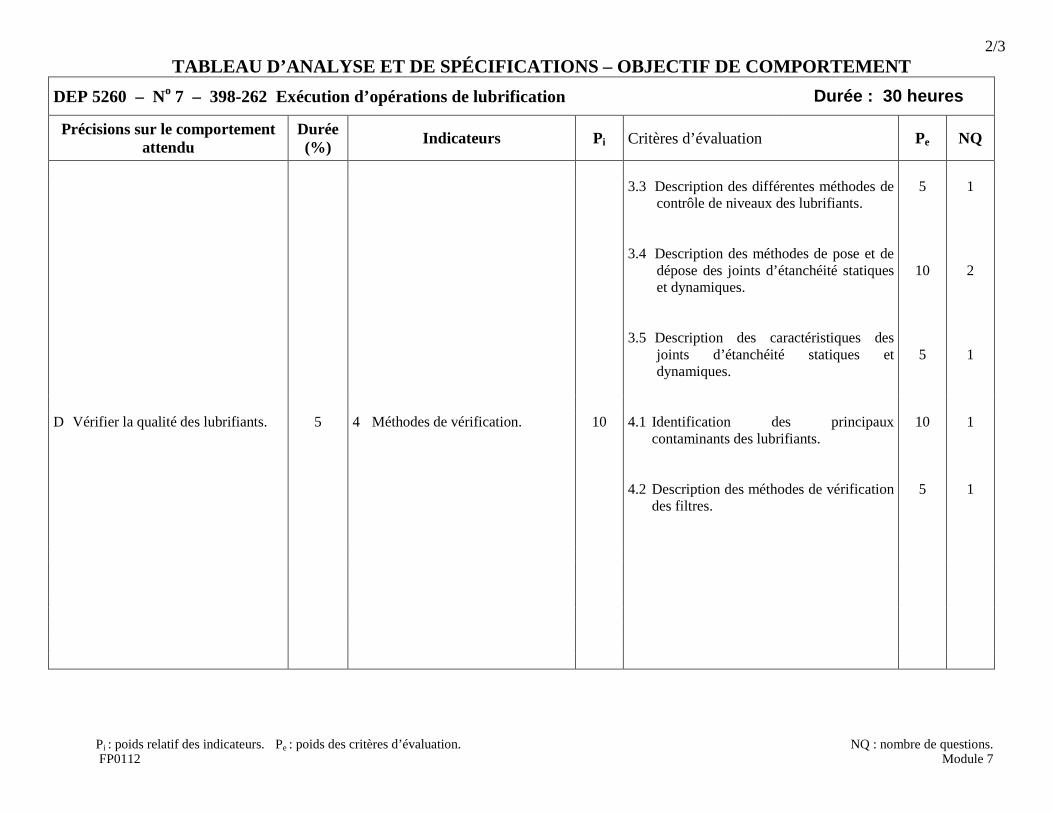
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 7
DEP 5260 – No 7 – 398-262 Exécution d’opérations de lubrification Durée : 30 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
3.3 Description des différentes méthodes de
contrôle de niveaux des lubrifiants. 3.4 Description des méthodes de pose et de
dépose des joints d’étanchéité statiques et dynamiques.
3.5 Description des caractéristiques des
joints d’étanchéité statiques et dynamiques.
5
10
5
1
2
1
D Vérifier la qualité des lubrifiants. 5 4 Méthodes de vérification. 10 4.1 Identification des principaux
contaminants des lubrifiants. 4.2 Description des méthodes de vérification
des filtres.
10
5
1
1
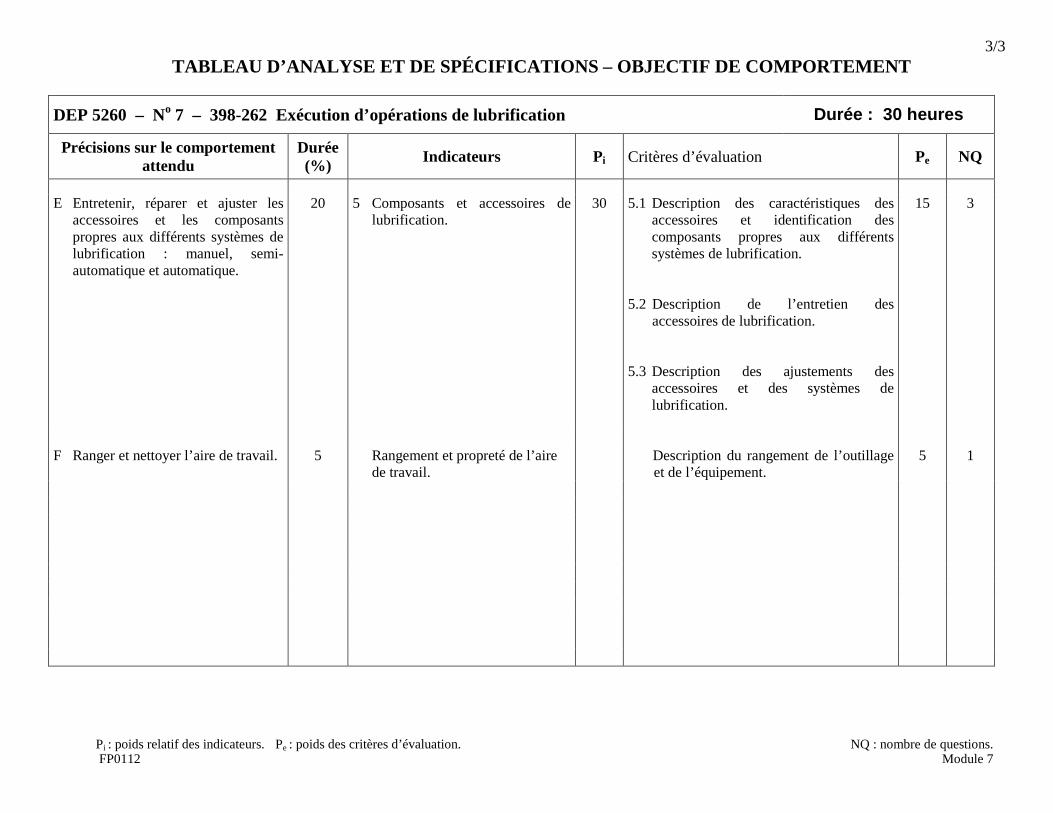
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 7
DEP 5260 – No 7 – 398-262 Exécution d’opérations de lubrification Durée : 30 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
E Entretenir, réparer et ajuster les
accessoires et les composants propres aux différents systèmes de lubrification : manuel, semi-automatique et automatique.
20 5 Composants et accessoires de lubrification.
30 5.1 Description des caractéristiques des accessoires et identification des composants propres aux différents systèmes de lubrification.
5.2 Description de l’entretien des
accessoires de lubrification. 5.3 Description des ajustements des
accessoires et des systèmes de lubrification.
15
3
F Ranger et nettoyer l’aire de travail. 5 Rangement et propreté de l’aire
de travail. Description du rangement de l’outillage
et de l’équipement. 5 1

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-262 Exécution d’opérations de lubrification (module no 7)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à effectuer des opérations de lubrification. Cette épreuve est passée par tout le groupe de personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit répondre à des questions portant sur la lubrification industrielle et découlant de mises en situation. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat, les tableaux et les abaques requis ainsi que la documentation technique.
398-262 2
RENSEIGNEMENTS SUR LES ÉLÉMENTS DE CONNAISSANCES À partir de la documentation fournie et de mises en situation, on construira des questions qui respectent les éléments de connaissances.
1.1 Repérage des instructions et détermination des lubrifiants à utiliser (1 question) 1.2 Localisation des points de lubrification et détermination des quantités (1 question)
À partir d'une fiche de lubrification, construire deux questions portant sur :
- le type de lubrifiant à utiliser; - la quantité de lubrifiant à utiliser; - l’endroit où l’appliquer; - la méthode à employer.
2.1 Sélection judicieuse de l’outillage nécessaire à la tâche en fonction des accessoires et des appareils (1 question)
2.2 Choix des lubrifiants selon la codification et les caractéristiques (3 questions)
À partir de tableaux ou d’abaques concernant les lubrifiants, formuler trois questions pour la sélection d’un lubrifiant en fonction de spécifications précises.
3.1 Description des techniques d’entreposage et des méthodes de manutention et de transport des
lubrifiants (1 question)
Construire une question sur les techniques d’entreposage, de manutention ou de transport des lubrifiants.
3.2 Description des différentes méthodes de recyclage et de filtration des lubrifiants (1 question)
À partir d’un schéma ou d’une mise en situation, préparer une question se rattachant aux méthodes de filtration ou de recyclage des lubrifiants.
398-262 3
3.3 Description des différentes méthodes de contrôle de niveaux des lubrifiants (1 question)
Construire une question sur les méthodes de contrôle de niveaux des lubrifiants.
3.4 Description des méthodes de pose et de dépose des joints d’étanchéité statiques et dynamiques (2 questions)
À partir d’une mise en situation ou d’un schéma, formuler deux questions sur la pose et la dépose des joints d’étanchéité statiques et dynamiques.
3.5 Description des caractéristiques des joints d’étanchéité statiques et dynamiques (1 question)
À l’aide d’un schéma, formuler une question sur les caractéristiques des joints d’étanchéité statiques et dynamiques.
4.1 Identification des principaux contaminants des lubrifiants (1 question)
Faire identifier ce qui peut contaminer les lubrifiants.
4.2 Description des méthodes de vérification des filtres (1 question)
Faire décrire les méthodes de vérification des filtres.
5.1 Description des caractéristiques des accessoires et identification des composants propres aux différents systèmes de lubrification (3 questions)
À l’aide de schémas ou de dessins, préparer trois questions sur la description des caractéristiques des accessoires ou l’identification des différents composants des systèmes de lubrification.
5.2 Description de l’entretien des accessoires de lubrification (1 question)
À l’aide d’une mise en situation, faire décrire l’entretien des accessoires de lubrification.
398-262 4
5.3 Description des ajustements des accessoires et des systèmes de lubrification (2 questions)
À l’aide de schémas, faire décrire les ajustements nécessaires pour les accessoires et les systèmes de lubrification.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit avoir au moins 15 bonnes réponses sur 20.
5 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de cette épreuve est de 1 h 30 min.
398-262 Annexe 1/10
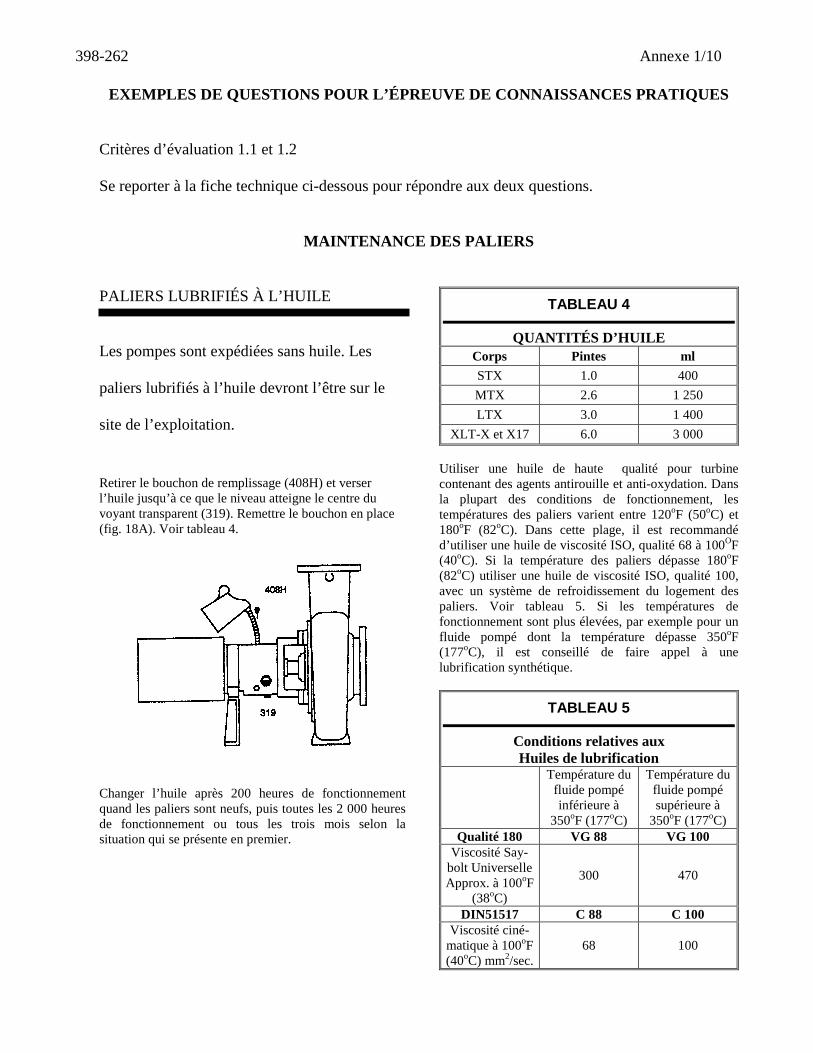
EXEMPLES DE QUESTIONS POUR L’ÉPREUVE DE CONNAISSANCES PRATIQUES Critères d’évaluation 1.1 et 1.2 Se reporter à la fiche technique ci-dessous pour répondre aux deux questions.
MAINTENANCE DES PALIERS
PALIERS LUBRIFIÉS À L’HUILE Les pompes sont expédiées sans huile. Les
paliers lubrifiés à l’huile devront l’être sur le
site de l’exploitation.
Retirer le bouchon de remplissage (408H) et verser l’huile jusqu’à ce que le niveau atteigne le centre du voyant transparent (319). Remettre le bouchon en place (fig. 18A). Voir tableau 4.
Changer l’huile après 200 heures de fonctionnement quand les paliers sont neufs, puis toutes les 2 000 heures de fonctionnement ou tous les trois mois selon la situation qui se présente en premier.
TABLEAU 4
QUANTITÉS D’HUILE Corps Pintes ml STX 1.0 400 MTX 2.6 1 250 LTX 3.0 1 400
XLT-X et X17 6.0 3 000 Utiliser une huile de haute qualité pour turbine contenant des agents antirouille et anti-oxydation. Dans la plupart des conditions de fonctionnement, les températures des paliers varient entre 120oF (50oC) et 180oF (82oC). Dans cette plage, il est recommandé d’utiliser une huile de viscosité ISO, qualité 68 à 100OF (40oC). Si la température des paliers dépasse 180oF (82oC) utiliser une huile de viscosité ISO, qualité 100, avec un système de refroidissement du logement des paliers. Voir tableau 5. Si les températures de fonctionnement sont plus élevées, par exemple pour un fluide pompé dont la température dépasse 350oF (177oC), il est conseillé de faire appel à une lubrification synthétique.
TABLEAU 5
Conditions relatives aux Huiles de lubrification
Température du fluide pompé inférieure à
350oF (177oC)
Température du fluide pompé supérieure à
350oF (177oC) Qualité 180 VG 88 VG 100
Viscosité Say-bolt Universelle Approx. à 100oF
(38oC)
300 470
DIN51517 C 88 C 100 Viscosité ciné-
matique à 100oF (40oC) mm2/sec.
68 100
398-262 Annexe 2/10
1 Déterminer la quantité de lubrifiant (en litres) que l’on doit utiliser si le corps de la pompe est de type MTX. 2 Quel type de lubrifiant doit-on employer si la température de fonctionnement est de 195 oC? Critère d’évaluation 2.1 3 Lequel des pistolets graisseurs illustrés ci-dessous doit-on utiliser pour appliquer de la graisse de
haute consistance sur un système de canalisation (tuyauterie flexible)?
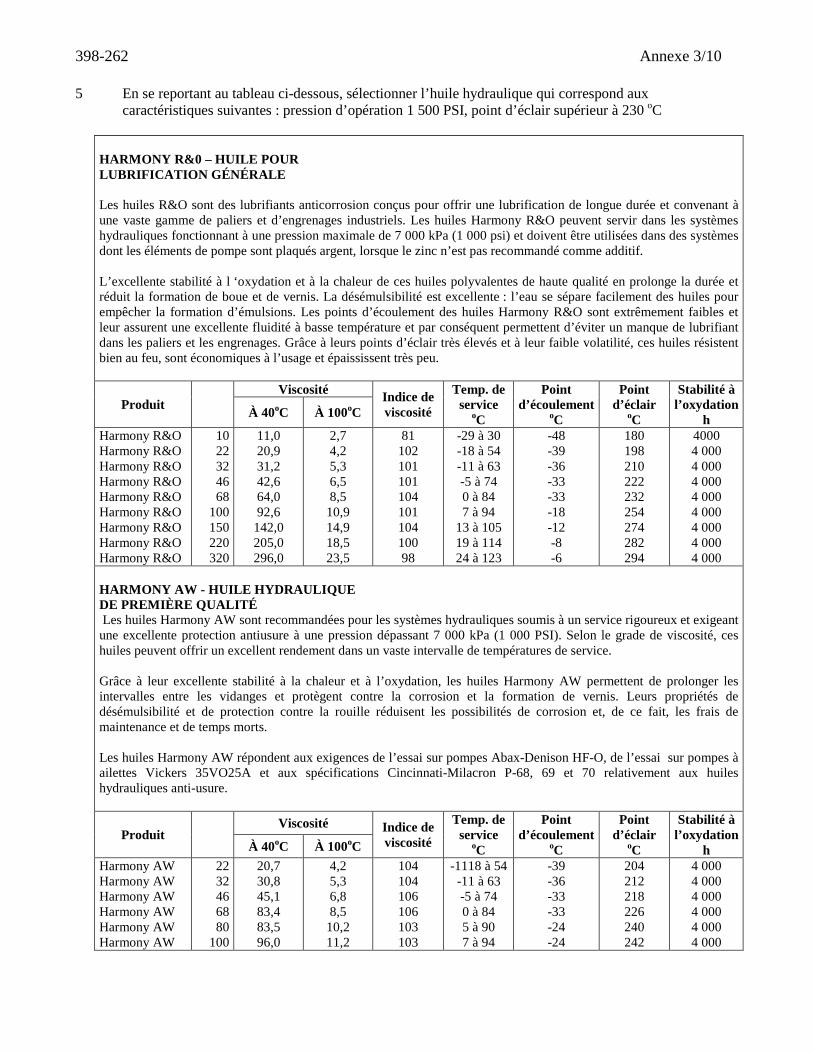
Critère d’évaluation 2.2 4 En se reportant au tableau ci-dessous, déterminer la viscosité équivalente dans la classification SAE d’une
huile de viscosité 4 dans la classification AGMA.
398-262 Annexe 3/10
5 En se reportant au tableau ci-dessous, sélectionner l’huile hydraulique qui correspond aux caractéristiques suivantes : pression d’opération 1 500 PSI, point d’éclair supérieur à 230 oC
HARMONY R&0 – HUILE POUR LUBRIFICATION GÉNÉRALE Les huiles R&O sont des lubrifiants anticorrosion conçus pour offrir une lubrification de longue durée et convenant à une vaste gamme de paliers et d’engrenages industriels. Les huiles Harmony R&O peuvent servir dans les systèmes hydrauliques fonctionnant à une pression maximale de 7 000 kPa (1 000 psi) et doivent être utilisées dans des systèmes dont les éléments de pompe sont plaqués argent, lorsque le zinc n’est pas recommandé comme additif. L’excellente stabilité à l ‘oxydation et à la chaleur de ces huiles polyvalentes de haute qualité en prolonge la durée et réduit la formation de boue et de vernis. La désémulsibilité est excellente : l’eau se sépare facilement des huiles pour empêcher la formation d’émulsions. Les points d’écoulement des huiles Harmony R&O sont extrêmement faibles et leur assurent une excellente fluidité à basse température et par conséquent permettent d’éviter un manque de lubrifiant dans les paliers et les engrenages. Grâce à leurs points d’éclair très élevés et à leur faible volatilité, ces huiles résistent bien au feu, sont économiques à l’usage et épaississent très peu.
Produit Viscosité Indice de
viscosité
Temp. de service
oC
Point d’écoulement
oC
Point d’éclair
oC
Stabilité à l’oxydation
h À 40oC À 100oC
Harmony R&O Harmony R&O Harmony R&O Harmony R&O Harmony R&O Harmony R&O Harmony R&O Harmony R&O Harmony R&O
10 22 32 46 68
100 150 220 320
11,0 20,9 31,2 42,6 64,0 92,6
142,0 205,0 296,0
2,7 4,2 5,3 6,5 8,5
10,9 14,9 18,5 23,5
81 102 101 101 104 101 104 100 98
-29 à 30 -18 à 54 -11 à 63 -5 à 74 0 à 84 7 à 94
13 à 105 19 à 114 24 à 123
-48 -39 -36 -33 -33 -18 -12 -8 -6
180 198 210 222 232 254 274 282 294
4000 4 000 4 000 4 000 4 000 4 000 4 000 4 000 4 000
HARMONY AW - HUILE HYDRAULIQUE DE PREMIÈRE QUALITÉ Les huiles Harmony AW sont recommandées pour les systèmes hydrauliques soumis à un service rigoureux et exigeant une excellente protection antiusure à une pression dépassant 7 000 kPa (1 000 PSI). Selon le grade de viscosité, ces huiles peuvent offrir un excellent rendement dans un vaste intervalle de températures de service. Grâce à leur excellente stabilité à la chaleur et à l’oxydation, les huiles Harmony AW permettent de prolonger les intervalles entre les vidanges et protègent contre la corrosion et la formation de vernis. Leurs propriétés de désémulsibilité et de protection contre la rouille réduisent les possibilités de corrosion et, de ce fait, les frais de maintenance et de temps morts. Les huiles Harmony AW répondent aux exigences de l’essai sur pompes Abax-Denison HF-O, de l’essai sur pompes à ailettes Vickers 35VO25A et aux spécifications Cincinnati-Milacron P-68, 69 et 70 relativement aux huiles hydrauliques anti-usure.
Produit Viscosité Indice de
viscosité
Temp. de service
oC
Point d’écoulement
oC
Point d’éclair
oC
Stabilité à l’oxydation
h À 40oC À 100oC Harmony AW Harmony AW Harmony AW Harmony AW Harmony AW Harmony AW
22 32 46 68 80
100
20,7 30,8 45,1 83,4 83,5 96,0
4,2 5,3 6,8 8,5
10,2 11,2
104 104 106 106 103 103
-1118 à 54 -11 à 63 -5 à 74 0 à 84 5 à 90 7 à 94
-39 -36 -33 -33 -24 -24
204 212 218 226 240 242
4 000 4 000 4 000 4 000 4 000 4 000
398-262 Annexe 4/10
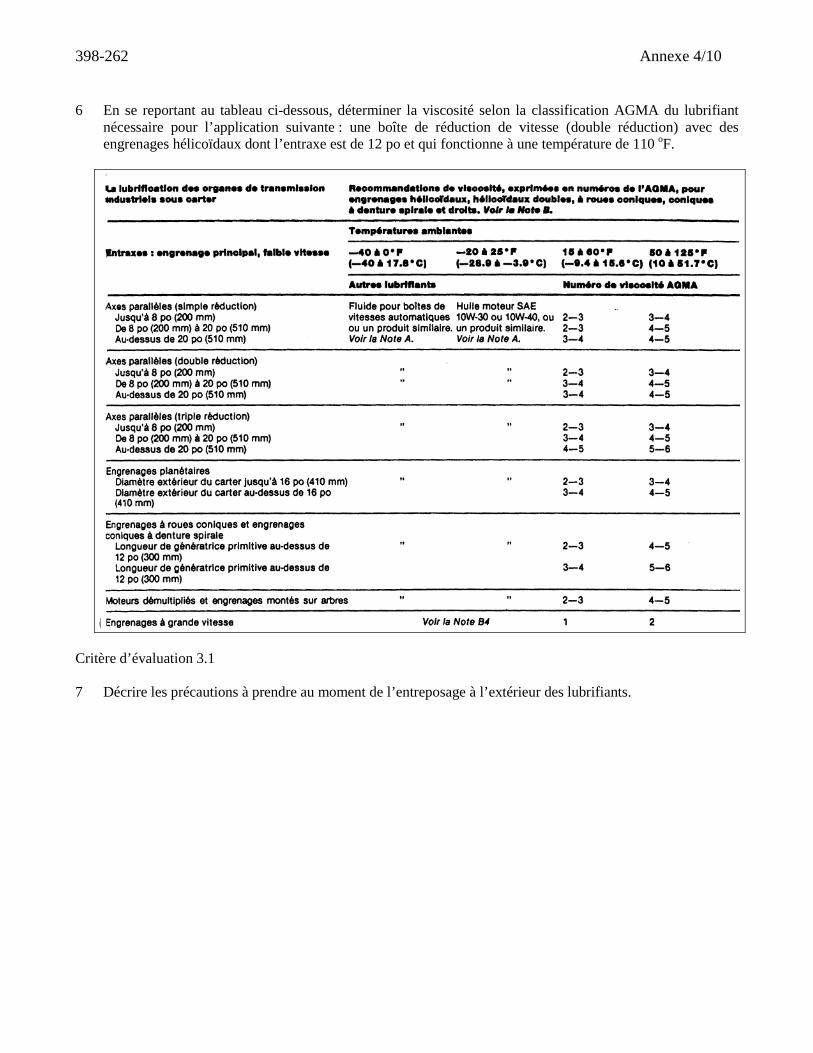
6 En se reportant au tableau ci-dessous, déterminer la viscosité selon la classification AGMA du lubrifiant
nécessaire pour l’application suivante : une boîte de réduction de vitesse (double réduction) avec des engrenages hélicoïdaux dont l’entraxe est de 12 po et qui fonctionne à une température de 110 oF.
Critère d’évaluation 3.1
7 Décrire les précautions à prendre au moment de l’entreposage à l’extérieur des lubrifiants.
398-262 Annexe 5/10
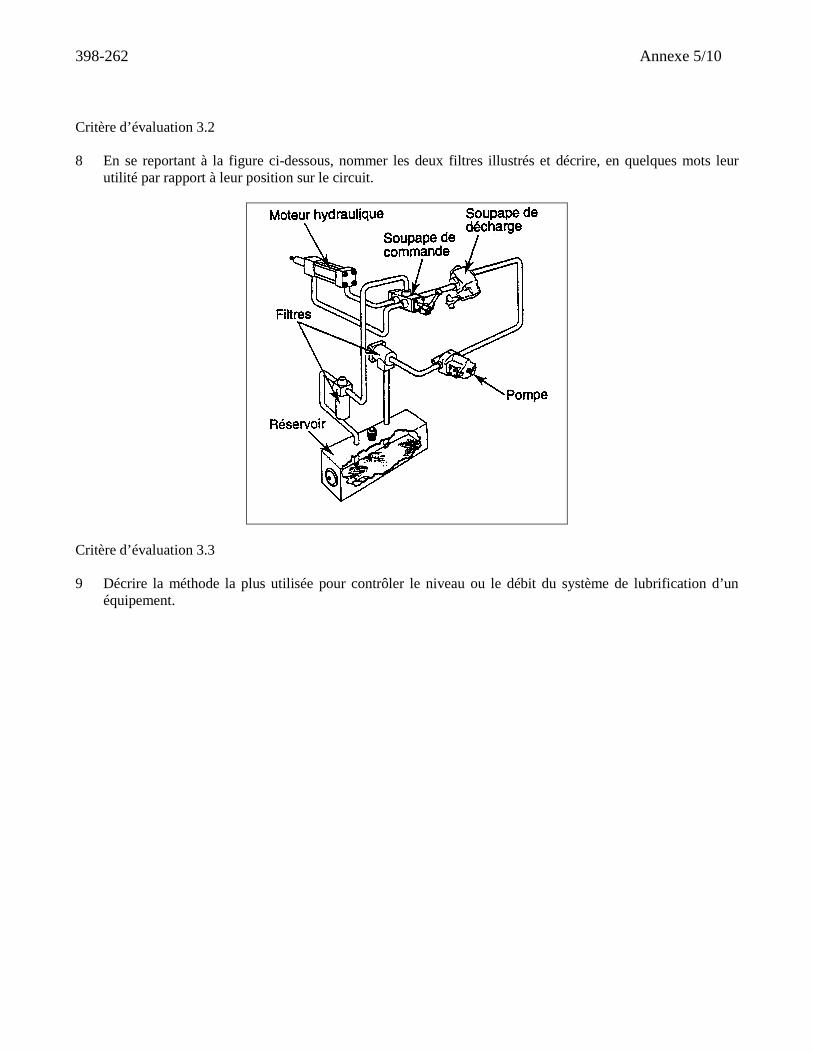
Critère d’évaluation 3.2 8 En se reportant à la figure ci-dessous, nommer les deux filtres illustrés et décrire, en quelques mots leur
utilité par rapport à leur position sur le circuit.
Critère d’évaluation 3.3
9 Décrire la méthode la plus utilisée pour contrôler le niveau ou le débit du système de lubrification d’un
équipement.
398-262 Annexe 6/10
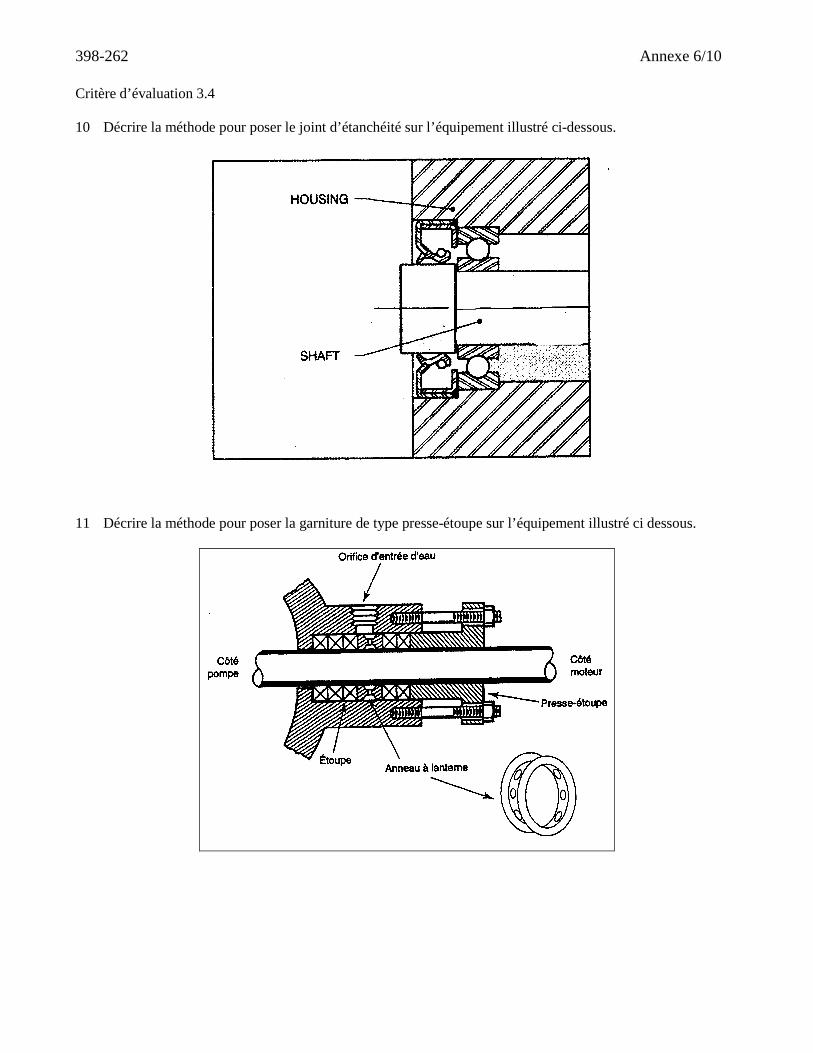
Critère d’évaluation 3.4
10 Décrire la méthode pour poser le joint d’étanchéité sur l’équipement illustré ci-dessous.
11 Décrire la méthode pour poser la garniture de type presse-étoupe sur l’équipement illustré ci dessous.
398-262 Annexe 7/10
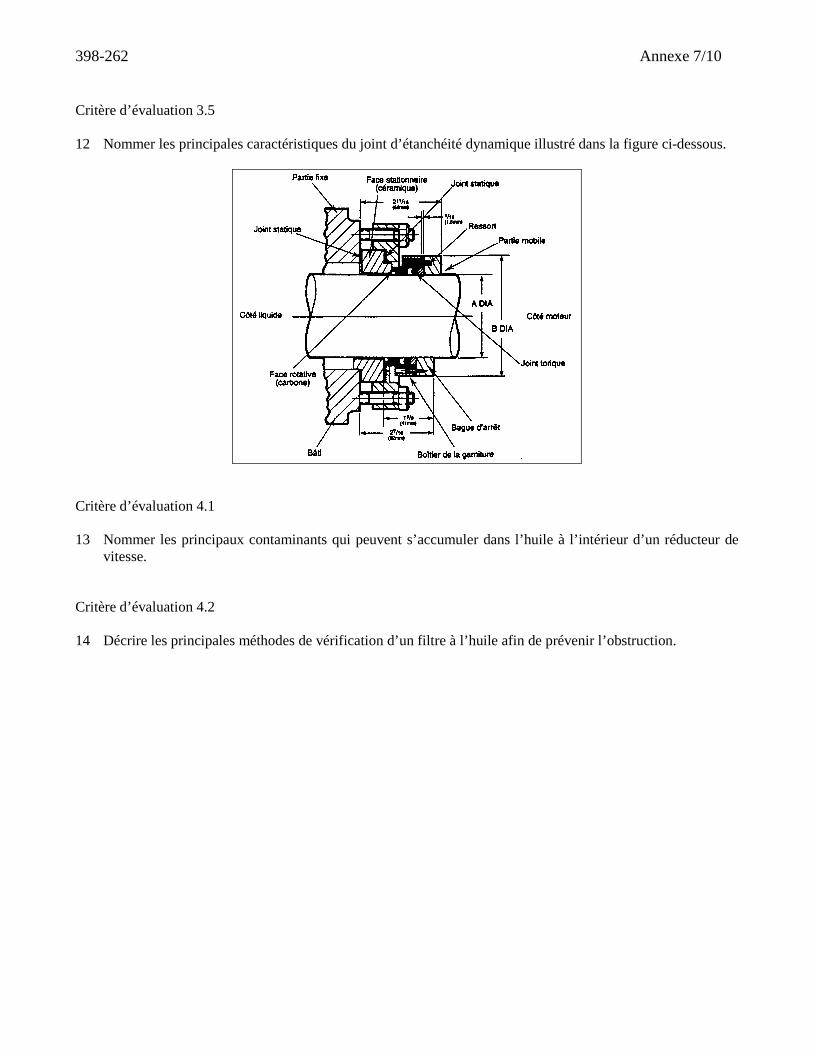
Critère d’évaluation 3.5 12 Nommer les principales caractéristiques du joint d’étanchéité dynamique illustré dans la figure ci-dessous.
Critère d’évaluation 4.1
13 Nommer les principaux contaminants qui peuvent s’accumuler dans l’huile à l’intérieur d’un réducteur de vitesse.
Critère d’évaluation 4.2 14 Décrire les principales méthodes de vérification d’un filtre à l’huile afin de prévenir l’obstruction.
398-262 Annexe 8/10
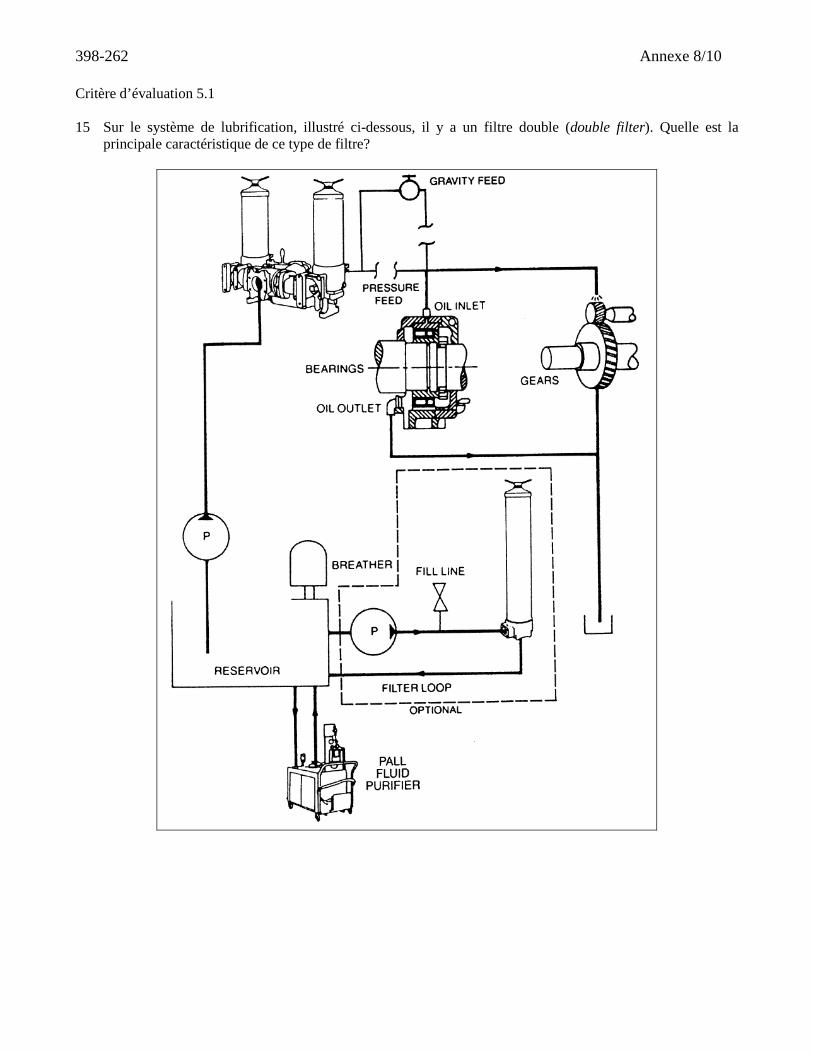
Critère d’évaluation 5.1 15 Sur le système de lubrification, illustré ci-dessous, il y a un filtre double (double filter). Quelle est la
principale caractéristique de ce type de filtre?
398-262 Annexe 9/10
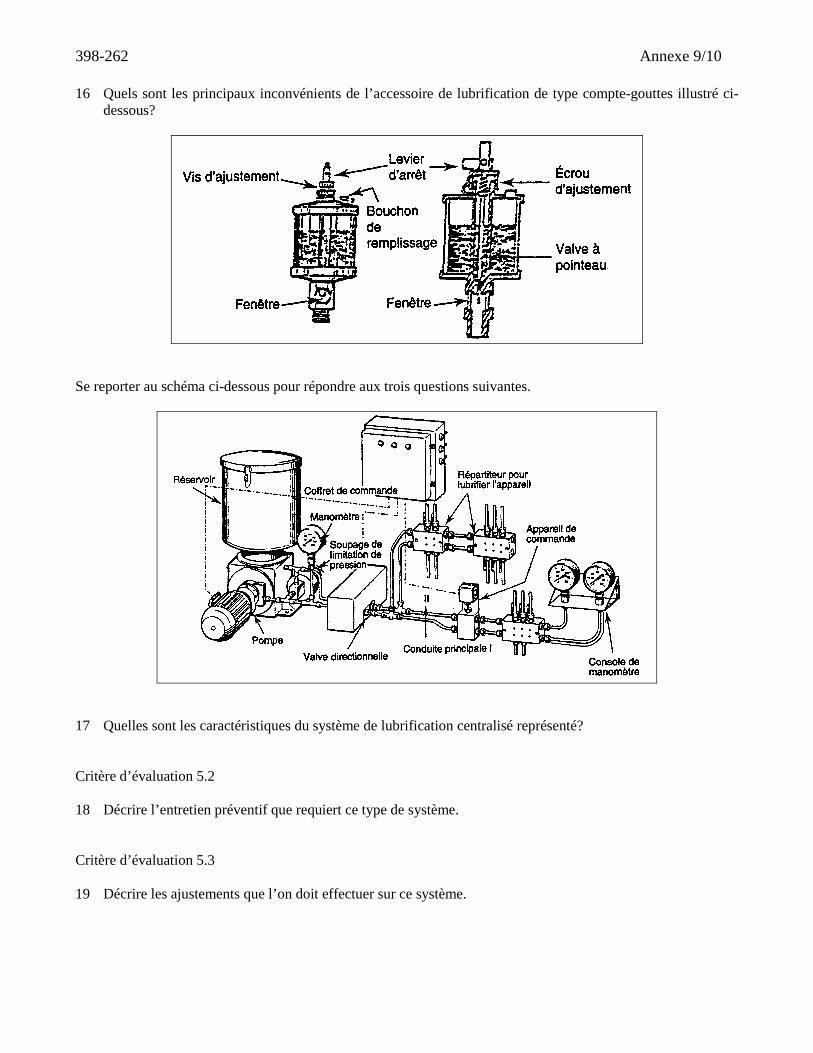
16 Quels sont les principaux inconvénients de l’accessoire de lubrification de type compte-gouttes illustré ci-dessous?
Se reporter au schéma ci-dessous pour répondre aux trois questions suivantes.
17 Quelles sont les caractéristiques du système de lubrification centralisé représenté?
Critère d’évaluation 5.2 18 Décrire l’entretien préventif que requiert ce type de système.
Critère d’évaluation 5.3 19 Décrire les ajustements que l’on doit effectuer sur ce système.
398-262 Annexe 10/10
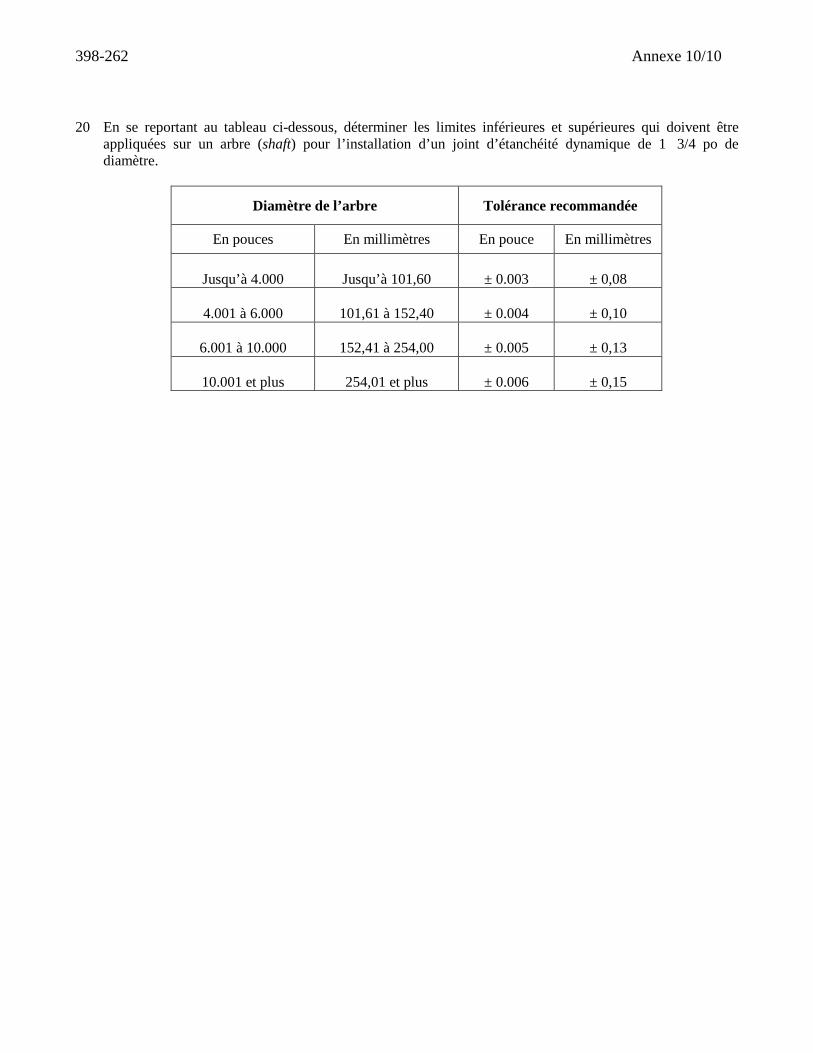
20 En se reportant au tableau ci-dessous, déterminer les limites inférieures et supérieures qui doivent être appliquées sur un arbre (shaft) pour l’installation d’un joint d’étanchéité dynamique de 1 3/4 po de diamètre.
Diamètre de l’arbre Tolérance recommandée
En pouces En millimètres En pouce En millimètres
Jusqu’à 4.000
Jusqu’à 101,60
± 0.003
± 0,08
4.001 à 6.000
101,61 à 152,40
± 0.004
± 0,10
6.001 à 10.000
152,41 à 254,00
± 0.005
± 0,13
10.001 et plus
254,01 et plus
± 0.006
± 0,15
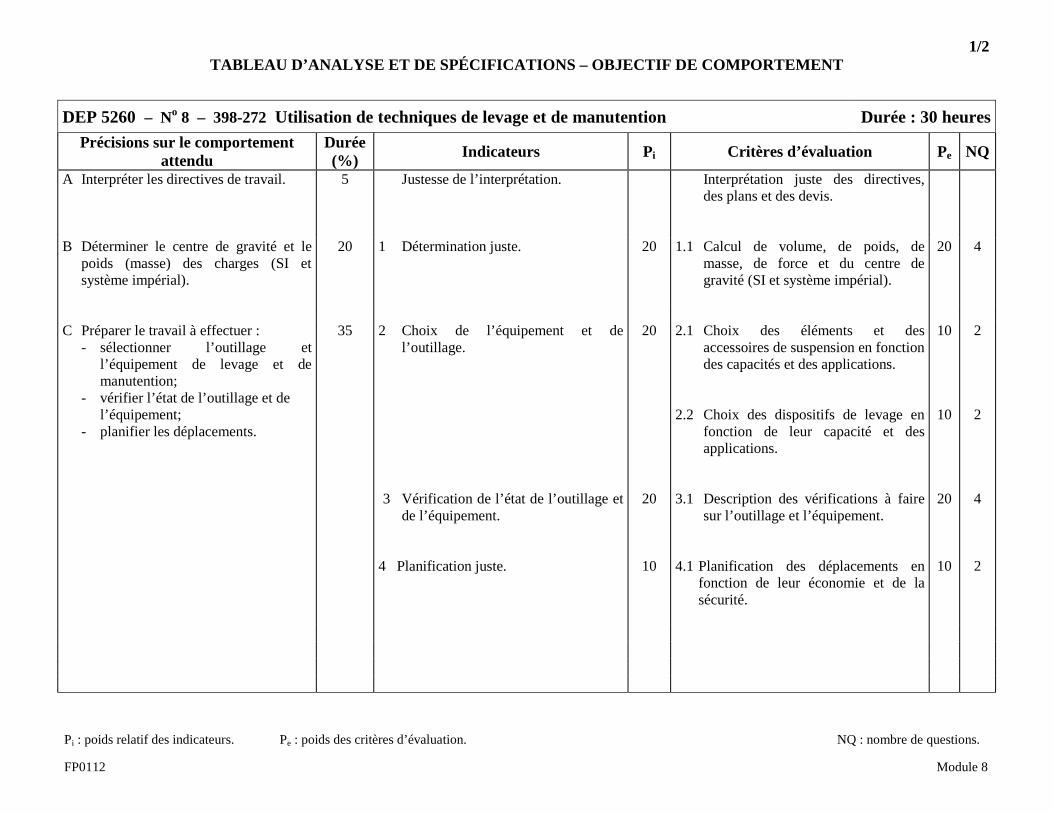
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 8
DEP 5260 – No 8 – 398-272 Utilisation de techniques de levage et de manutention Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
A Interpréter les directives de travail.
5
Justesse de l’interprétation. Interprétation juste des directives, des plans et des devis.
B Déterminer le centre de gravité et le
poids (masse) des charges (SI et système impérial).
20 1 Détermination juste. 20 1.1 Calcul de volume, de poids, de masse, de force et du centre de gravité (SI et système impérial).
20
4
C Préparer le travail à effectuer :
- sélectionner l’outillage et l’équipement de levage et de manutention;
- vérifier l’état de l’outillage et de l’équipement;
- planifier les déplacements.
35 2 Choix de l’équipement et de l’outillage.
3 Vérification de l’état de l’outillage et
de l’équipement.
4 Planification juste.
20
20
10
2.1 Choix des éléments et des accessoires de suspension en fonction des capacités et des applications.
2.2 Choix des dispositifs de levage en
fonction de leur capacité et des applications.
3.1 Description des vérifications à faire
sur l’outillage et l’équipement. 4.1 Planification des déplacements en
fonction de leur économie et de la sécurité.
10 10
20
10
2
2
4
2
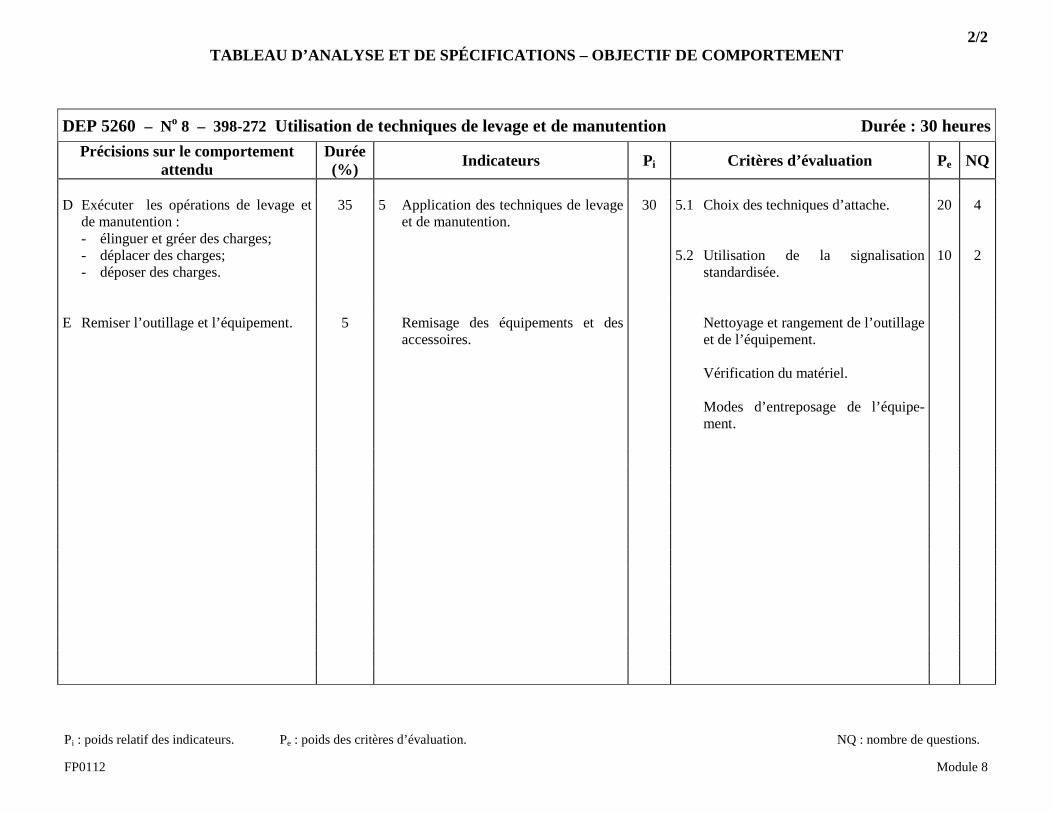
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 8
DEP 5260 – No 8 – 398-272 Utilisation de techniques de levage et de manutention Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
D Exécuter les opérations de levage et
de manutention : - élinguer et gréer des charges; - déplacer des charges; - déposer des charges.
35 5 Application des techniques de levage et de manutention.
30 5.1 Choix des techniques d’attache. 5.2 Utilisation de la signalisation
standardisée.
20
10
4
2
E Remiser l’outillage et l’équipement.
5 Remisage des équipements et des accessoires.
Nettoyage et rangement de l’outillage et de l’équipement.
Vérification du matériel. Modes d’entreposage de l’équipe-
ment.
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-272 Utilisation de techniques de levage et de manutention (module no 8)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à utiliser des techniques de levage et de manutention. Cette épreuve est passée par tout le groupe de personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit répondre à des questions portant sur des mises en situation au regard du levage et de la manutention. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
La calculatrice est permise.
VERSIONS DIFFÉRENTES On pourra faire des versions différentes en présentant des plans, des schémas différents et de la documentation technique adaptée.
398-272 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat, les plans, les schémas et la documentation. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
À partir de plans de locaux, de schémas d’équipement et de la documentation technique s’y rattachant, on construira des questions qui respectent les critères d’évaluation.
1.1 Calcul de volume, de poids, de masse, de force et du centre de gravité
Volumes (1 question) Poids (1 question) Masses ou forces (1 question) Centre de gravité (1 question) Les unités doivent être en systèmes international et impérial.
2.1 Choix des éléments et des accessoires de suspension en fonction des capacités et des applications Choix des éléments (1 question) Choix des accessoires (1 question)
2.2 Choix des dispositifs de levage en fonction de leur capacité et des applications (2 questions) 3.1 Description des vérifications à faire sur l’outillage et l’équipement (4 questions) 4.1 Planification des déplacements en fonction de leur économie et de la sécurité (2 questions) 5.1 Choix des techniques d’attache (4 questions) 5.2 Utilisation de la signalisation standardisée (2 questions)
398-272 3
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit avoir au moins 15 bonnes réponses sur 20.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 1 h 30 min.
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 9
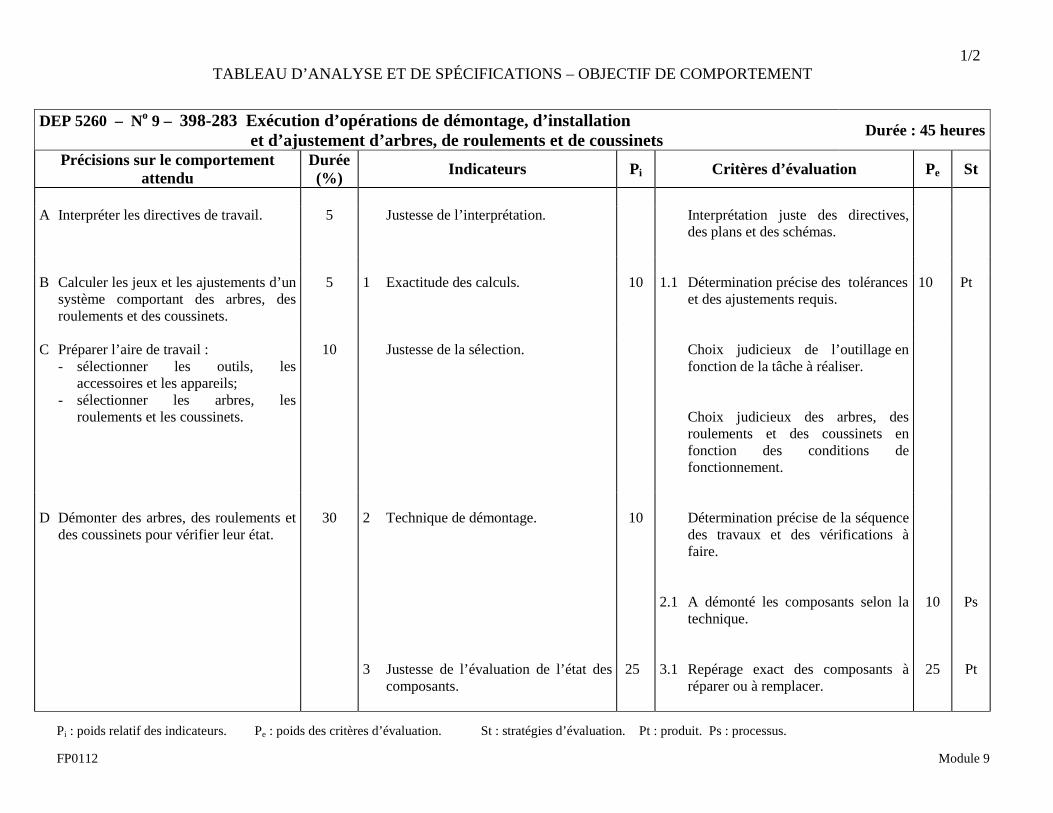
DEP 5260 – No 9 – 398-283 Exécution d’opérations de démontage, d’installation et d’ajustement d’arbres, de roulements et de coussinets Durée : 45 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail. 5 Justesse de l’interprétation. Interprétation juste des directives,
des plans et des schémas.
B Calculer les jeux et les ajustements d’un
système comportant des arbres, des roulements et des coussinets.
5 1 Exactitude des calculs. 10 1.1 Détermination précise des tolérances et des ajustements requis.
10 Pt
C Préparer l’aire de travail :
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les arbres, les roulements et les coussinets.
10 Justesse de la sélection. Choix judicieux de l’outillage en fonction de la tâche à réaliser.
Choix judicieux des arbres, des
roulements et des coussinets en fonction des conditions de fonctionnement.
D Démonter des arbres, des roulements et
des coussinets pour vérifier leur état. 30 2 Technique de démontage.
3 Justesse de l’évaluation de l’état des
composants.
10
25
Détermination précise de la séquence des travaux et des vérifications à faire.
2.1 A démonté les composants selon la
technique. 3.1 Repérage exact des composants à
réparer ou à remplacer.
10
25
Ps
Pt
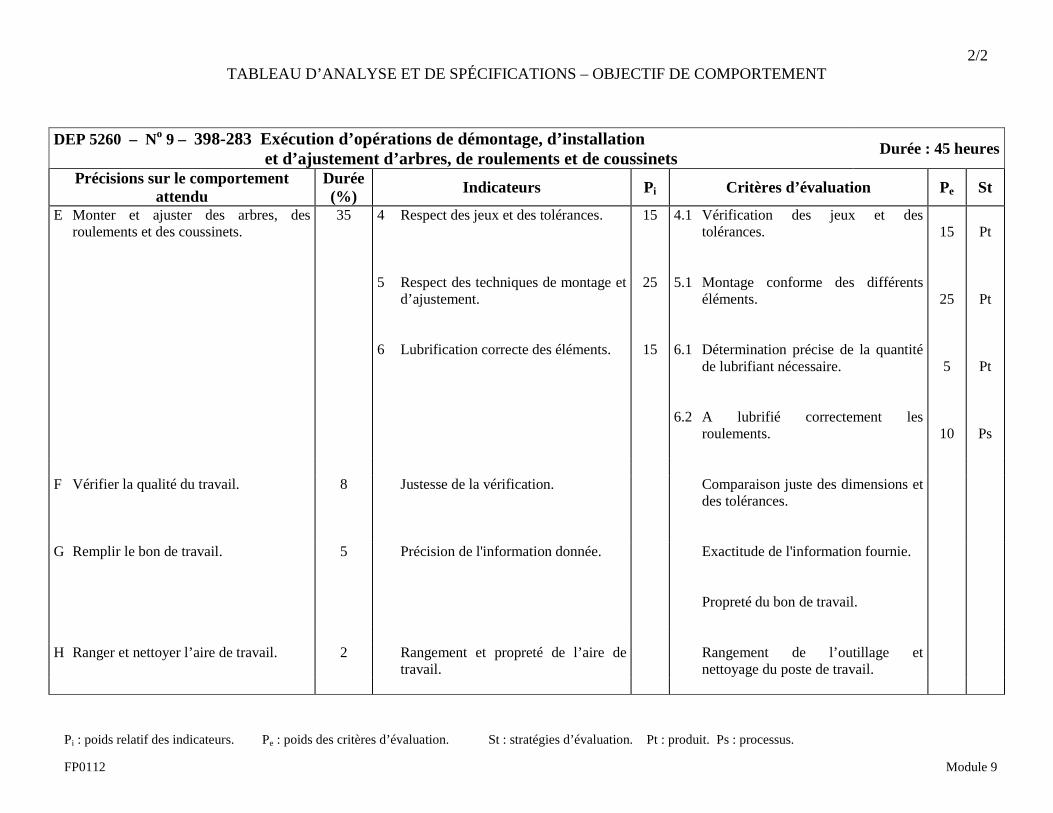
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 9
DEP 5260 – No 9 – 398-283 Exécution d’opérations de démontage, d’installation
et d’ajustement d’arbres, de roulements et de coussinets Durée : 45 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
E Monter et ajuster des arbres, des roulements et des coussinets.
35 4 Respect des jeux et des tolérances. 5 Respect des techniques de montage et
d’ajustement. 6 Lubrification correcte des éléments.
15
25
15
4.1 Vérification des jeux et des tolérances.
5.1 Montage conforme des différents
éléments. 6.1 Détermination précise de la quantité
de lubrifiant nécessaire. 6.2 A lubrifié correctement les
roulements.
15
25
5
10
Pt
Pt
Pt
Ps
F Vérifier la qualité du travail. 8 Justesse de la vérification. Comparaison juste des dimensions et
des tolérances.
G Remplir le bon de travail. 5 Précision de l'information donnée. Exactitude de l'information fournie.
Propreté du bon de travail.
H Ranger et nettoyer l’aire de travail. 2 Rangement et propreté de l’aire de
travail. Rangement de l’outillage et
nettoyage du poste de travail.
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 9 – Exécution d’opérations de démontage, d’installation et d’ajustement d’arbres, de roulements et de coussinets
Code de cours : 398-283
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Calcul des jeux et des ajustements d’un système
comportant des arbres, des roulements et des coussinets
1.1 Détermination précise des tolérances et des ajustements requis
- détermination de la dimension des roulements - détermination des tolérances des roulements à l’aide des tableaux - détermination des ajustements des roulements à l’aide des tableaux 0 ou 10
DEUXIÈME ÉTAPE : Démontage des arbres, des roulements et des coussinets
pour vérifier leur état
2.1 A démonté les composants selon la technique
- respect de la séquence de démontage du moteur électrique - utilisation correcte de l’outillage - disposition appropriée des pièces sur l’établi 0 ou 10
3.1 Repérage exact des composants à réparer ou à remplacer 0 ou 25
398-283 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE : Montage et ajustement des arbres, des roulements et des
coussinets
4.1 Vérification des jeux et des tolérances
- mesures des portées de l’arbre, des logements et des roulements dans les tolérances spécifiées
- comparaison des dimensions avec les ajustements calculés 0 ou 15 5.1 Montage conforme des différents éléments
- respect de la séquence de montage de l’arbre rotor, des roulements, des couvercles, des ressorts et des boulons
- utilisation correcte de l’outillage - remontage et ajustement conformes du moteur électrique - manipulation des roulements avec soin et propreté 0 ou 25
6.1 Détermination précise de la quantité de lubrifiant nécessaire pour les
roulements 0 ou 5
6.2 A lubrifié correctement les roulements 0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-283 Exécution d’opérations de démontage, d’installation et d’ajustement d’arbres, de roulements et de coussinets (module no 9)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à effectuer des opérations de démontage, d’installation et d’ajustement d’arbres, de roulements et de coussinets.
Cette épreuve ne peut être passée par plus de cinq personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit effectuer le démontage et l’installation d’un arbre rotor, des roulements et des coussinets d’un moteur électrique, en vérifier les dimensions ainsi qu'en faire les ajustements.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés.
Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-283 2
PRÉPARATION DE L’ÉPREUVE S’assurer d’avoir des roulements, des arbres rotors, des ressorts, et autres pièces de remplacement.
Avant de faire passer l’épreuve, ouvrir les moteurs électriques afin d’y provoquer certaines anomalies comme :
- enlever 0.001 à 0.003 po sur une des deux portées de l’arbre; - endommager un des deux roulements, soit : les billes, la cage d’espacement, la bague intérieure
ou extérieure; - endommager un ressort Belleville, le logement de couvercle avant ou arrière, le chemin de clé
de l’arbre d’entraînement, le ventilateur arrière ou une patte de la base du moteur. Numéroter les moteurs électriques afin de les relier aux bris que vous avez provoqués.
3 DÉROULEMENT DE L’ÉPREUVE Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. La première étape de l’épreuve consiste à effectuer des calculs d’ajustement en fonction des tolérances de montage d’arbres et de roulements. À la deuxième étape, la candidate ou le candidat démonte le moteur électrique en respectant la séquence de démontage des éléments et l’utilisation correcte de l’outillage. Elle ou il évalue l’état de l’arbre rotor ainsi que des roulements et pose un diagnostic. Ensuite, elle ou il prend les dimensions des portées d’arbres et des logements ainsi que les dimensions des roulements afin de comparer les valeurs obtenues et les valeurs calculées. À la troisième étape, la personne remonte le moteur électrique en respectant les techniques de montage et d’ajustement. Elle calcule la quantité de graisse nécessaire aux roulements et les graisse suffisamment.
398-283 3
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT – un moteur électrique avec roulements que l’on peut graisser; – un ensemble d’extracteurs; – un ensemble de douilles de montage; – un ensemble de micromètres; – un ensemble de jauges télescopiques; – un étau avec mordaches; – un huilier ou une burette; – un coffre d’outils complet; – une pompe manuelle à graissage; – une balance en grammes; – un catalogue de roulements; – un ensemble de tableaux pour l’ajustement des roulements avec l’arbre et le logement
( Shaft and housing fit).
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Détermination précise des tolérances et des ajustements requis On demandera de donner les dimensions des roulements et de déterminer les tolérances et
les ajustements des roulements à l’aide de tableaux. 2.1 A démonté les composants selon la technique On vérifiera si la séquence de démontage du moteur électrique est respectée, si on utilise
correctement l’outillage et si les pièces sont disposées correctement sur l’établi. 4.1 Vérification des jeux et des tolérances On observera si les jeux et les tolérances des portées de l’arbre, des logements et des
roulements ont été vérifiés et si les dimensions ont été comparées avec les ajustements calculés.
5.1 Montage conforme des différents éléments On vérifiera si la séquence de montage le l’arbre rotor, des roulements, des couvercles, des
ressorts et des boulons a été respectée, si on a utilisé correctement l’outillage, si le remontage et l’ajustement du moteur électrique sont conformes et si les roulements ont été manipulés avec soin et propreté.
398-283 4
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
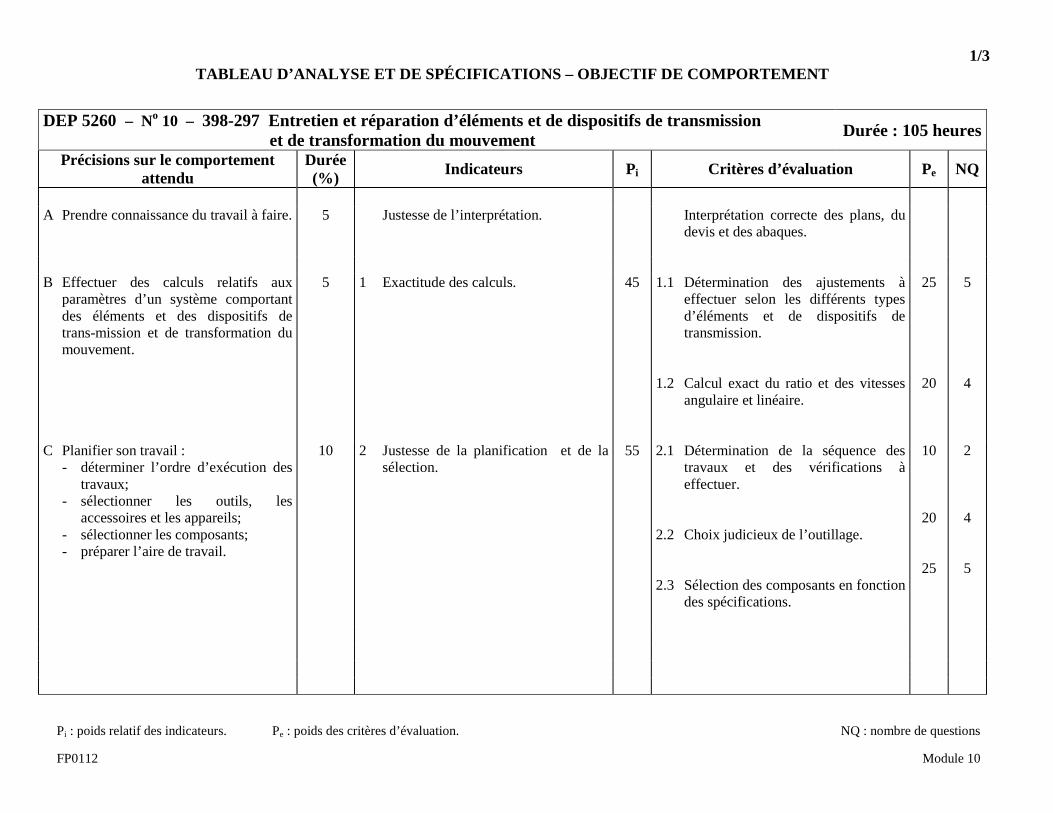
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions FP0112 Module 10
DEP 5260 – No 10 – 398-297 Entretien et réparation d’éléments et de dispositifs de transmission et de transformation du mouvement Durée : 105 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
A Prendre connaissance du travail à faire. 5 Justesse de l’interprétation. Interprétation correcte des plans, du
devis et des abaques.
B Effectuer des calculs relatifs aux
paramètres d’un système comportant des éléments et des dispositifs de trans-mission et de transformation du mouvement.
5 1 Exactitude des calculs. 45 1.1 Détermination des ajustements à effectuer selon les différents types d’éléments et de dispositifs de transmission.
1.2 Calcul exact du ratio et des vitesses
angulaire et linéaire.
25
20
5
4
C Planifier son travail :
- déterminer l’ordre d’exécution des travaux;
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les composants; - préparer l’aire de travail.
10 2 Justesse de la planification et de la sélection.
55 2.1 Détermination de la séquence des travaux et des vérifications à effectuer.
2.2 Choix judicieux de l’outillage. 2.3 Sélection des composants en fonction
des spécifications.
10
20
25
2
4
5
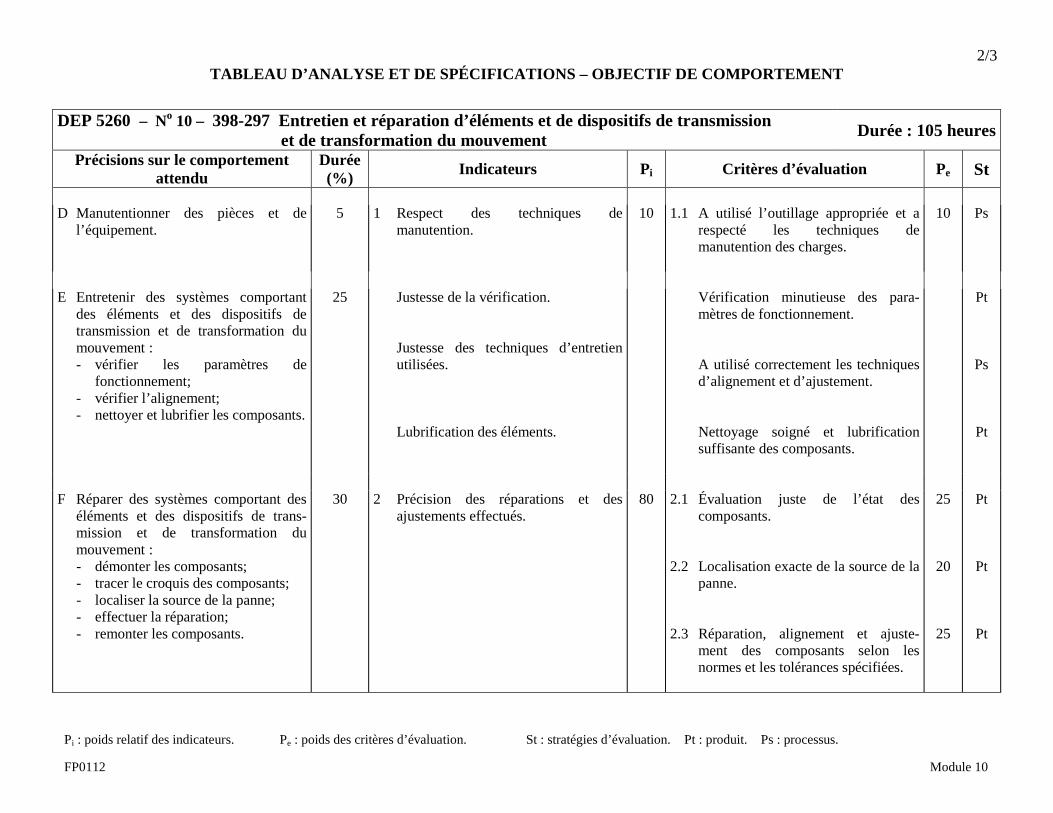
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 10
DEP 5260 – No 10 – 398-297 Entretien et réparation d’éléments et de dispositifs de transmission et de transformation du mouvement
Durée : 105 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Manutentionner des pièces et de
l’équipement.
5 1 Respect des techniques de manutention.
10 1.1 A utilisé l’outillage appropriée et a respecté les techniques de manutention des charges.
10 Ps
E Entretenir des systèmes comportant
des éléments et des dispositifs de transmission et de transformation du mouvement : - vérifier les paramètres de
fonctionnement; - vérifier l’alignement; - nettoyer et lubrifier les composants.
25 Justesse de la vérification. Justesse des techniques d’entretien
utilisées. Lubrification des éléments.
Vérification minutieuse des para-mètres de fonctionnement.
A utilisé correctement les techniques
d’alignement et d’ajustement. Nettoyage soigné et lubrification
suffisante des composants.
Pt
Ps
Pt
F Réparer des systèmes comportant des
éléments et des dispositifs de trans-mission et de transformation du mouvement : - démonter les composants; - tracer le croquis des composants; - localiser la source de la panne; - effectuer la réparation; - remonter les composants.
30 2 Précision des réparations et des ajustements effectués.
80 2.1 Évaluation juste de l’état des composants.
2.2 Localisation exacte de la source de la
panne. 2.3 Réparation, alignement et ajuste-
ment des composants selon les normes et les tolérances spécifiées.
25
20
25
Pt
Pt
Pt
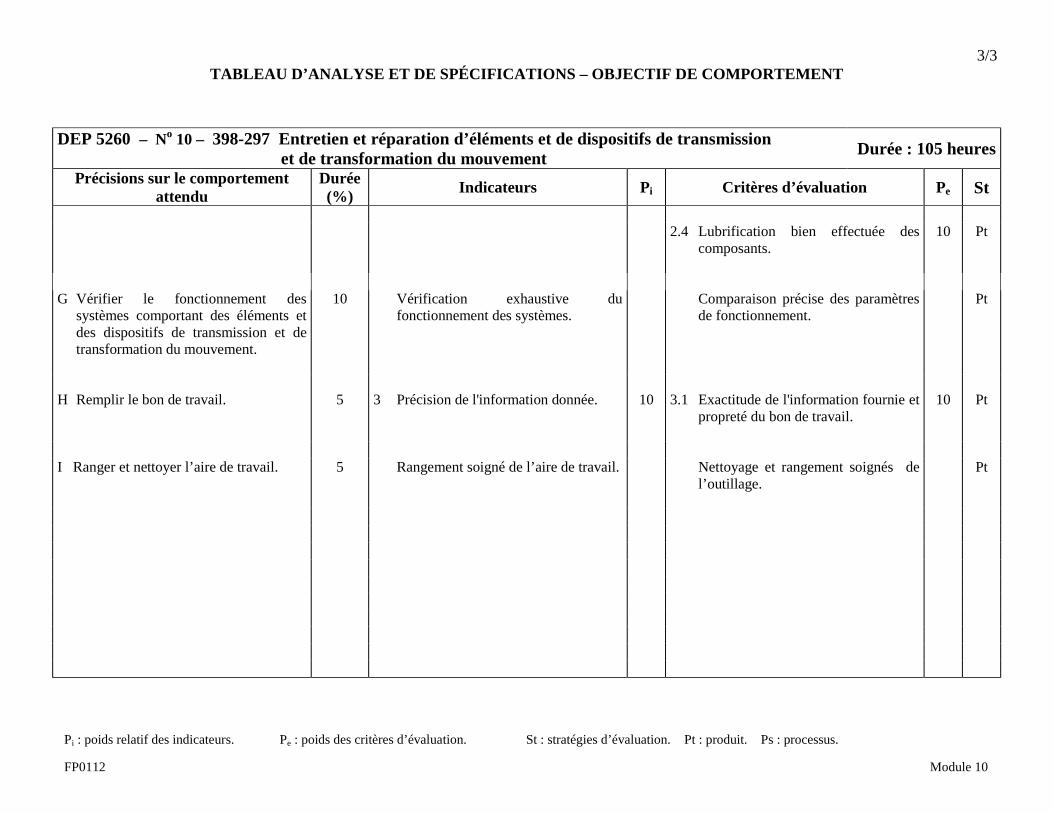
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 10
DEP 5260 – No 10 – 398-297 Entretien et réparation d’éléments et de dispositifs de transmission
et de transformation du mouvement Durée : 105 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
2.4 Lubrification bien effectuée des
composants.
10 Pt
G Vérifier le fonctionnement des
systèmes comportant des éléments et des dispositifs de transmission et de transformation du mouvement.
10 Vérification exhaustive du fonctionnement des systèmes.
Comparaison précise des paramètres de fonctionnement.
Pt
H Remplir le bon de travail. 5 3 Précision de l'information donnée. 10 3.1 Exactitude de l'information fournie et
propreté du bon de travail. 10 Pt
I Ranger et nettoyer l’aire de travail. 5 Rangement soigné de l’aire de travail. Nettoyage et rangement soignés de
l’outillage.
Pt
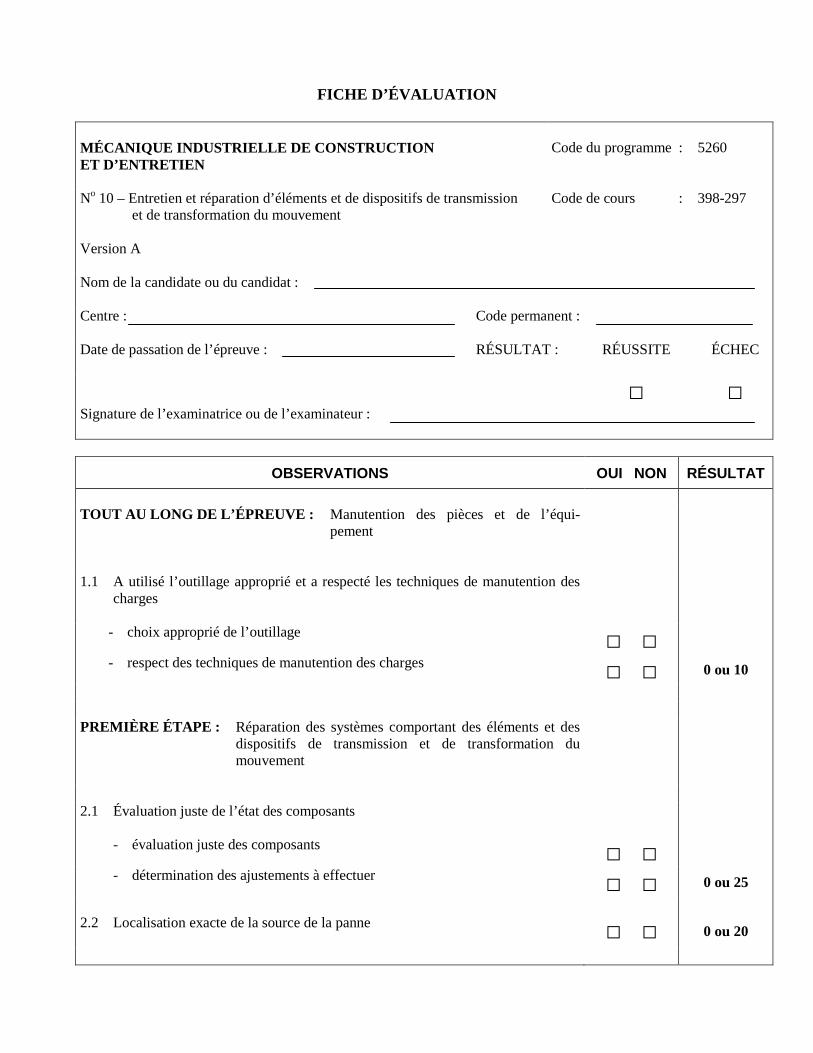
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 10 – Entretien et réparation d’éléments et de dispositifs de transmission et de transformation du mouvement
Code de cours : 398-297
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT TOUT AU LONG DE L’ÉPREUVE : Manutention des pièces et de l’équi-
pement
1.1 A utilisé l’outillage approprié et a respecté les techniques de manutention des
charges
- choix approprié de l’outillage - respect des techniques de manutention des charges 0 ou 10 PREMIÈRE ÉTAPE : Réparation des systèmes comportant des éléments et des
dispositifs de transmission et de transformation du mouvement
2.1 Évaluation juste de l’état des composants
- évaluation juste des composants - détermination des ajustements à effectuer 0 ou 25
2.2 Localisation exacte de la source de la panne 0 ou 20
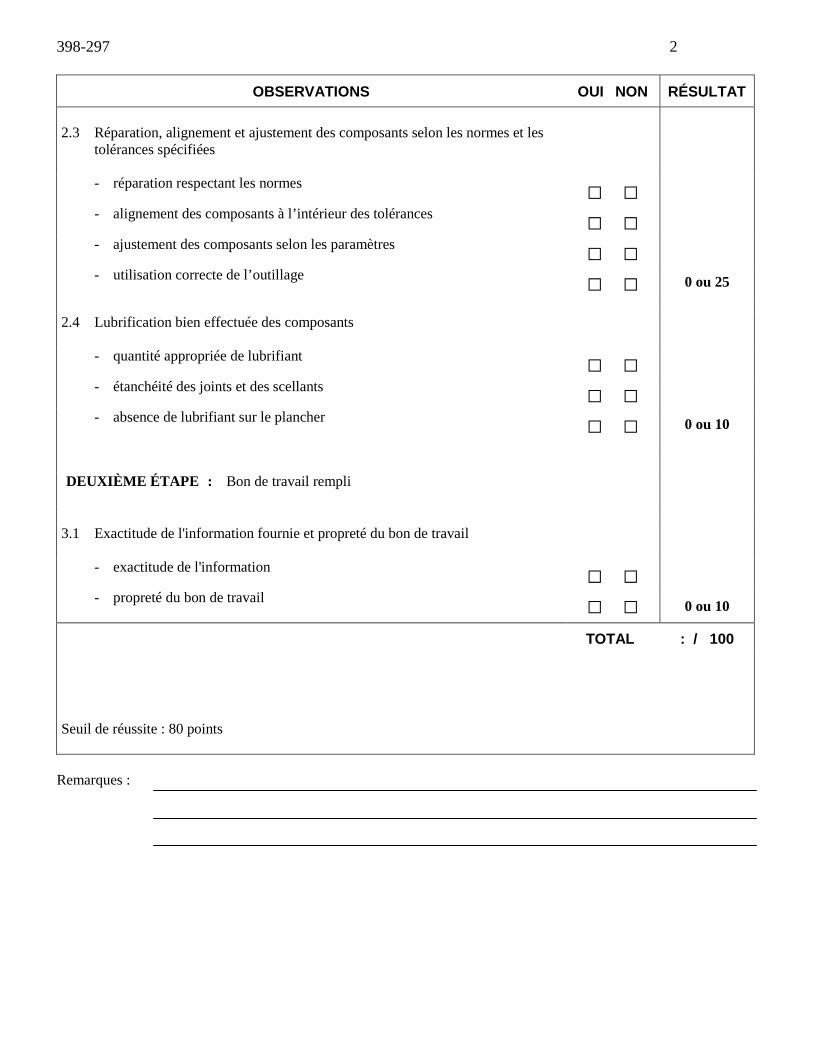
398-297 2
OBSERVATIONS OUI NON RÉSULTAT
2.3 Réparation, alignement et ajustement des composants selon les normes et les
tolérances spécifiées
- réparation respectant les normes - alignement des composants à l’intérieur des tolérances - ajustement des composants selon les paramètres - utilisation correcte de l’outillage 0 ou 25
2.4 Lubrification bien effectuée des composants
- quantité appropriée de lubrifiant - étanchéité des joints et des scellants - absence de lubrifiant sur le plancher 0 ou 10
DEUXIÈME ÉTAPE : Bon de travail rempli
3.1 Exactitude de l'information fournie et propreté du bon de travail
- exactitude de l'information - propreté du bon de travail
0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-297 Entretien et réparation d’éléments et de dispositifs de transmission et de transformation du mouvement (module no 10)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à entretenir et à réparer des éléments et des dispositifs de transmission et de transformation du mouvement. Elle est divisée en deux parties : une première partie portant sur les connaissances pratiques et une deuxième, axée sur la pratique. Cette épreuve peut être passée par tout le groupe à la première partie et seulement cinq personnes à la fois à la deuxième partie.
2 DESCRIPTION DE L’ÉPREUVE
Partie sur les connaissances pratiques : Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
398-297 2
Partie sur la pratique : Pour démontrer sa compétence, la candidate ou le candidat doit effectuer des opérations de réparation et d’entretien sur une unité de transmission d’énergie mécanique ainsi que sur des éléments de transmission et de transformation du mouvement. Pour ce faire, la personne doit établir un diagnostic, sélectionner l’outillage requis, remplacer, remonter et ajuster des pièces, faire des vérifications et remplir un bon de travail. La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
PRÉPARATION DE L’ÉPREUVE
L’intervention de réparation doit inclure un remplacement de roulement et de joint d’étanchéité, l’ajout de lubrifiant, par exemple sur un réducteur de vitesse, au moins une vérification d’une tension de courroie, du jeu de la chaîne ou d’un jeu d’engrenage avec le repérage d’une pièce défectueuse (poulie, roue dentée, engrenage usé, voilage excessif, serrage défectueux, etc.) ou d’une pièce manquante (clavette, vis de pression, etc.).
3 DÉROULEMENT DE L’ÉPREUVE PREMIÈRE PARTIE : Connaissances pratiques
Distribuer les cahiers de la candidate ou du candidat.
398-297 3
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Détermination des ajustements à effectuer selon les différents types d’éléments et de
dispositifs de transmission À l’aide de schémas, de tableaux et d’abaques, construire cinq questions portant sur la détermination des ajustements à effectuer sur des éléments et des dispositifs de transmission et de transformation du mouvement.
1.2 Calcul exact du ratio et des vitesses angulaire et linéaire (4 questions)
À l’aide de schémas, préparer quatre questions sur le calcul du ratio et des vitesses angulaire et linéaire.
2.1 Détermination de la séquence des travaux et des vérifications à effectuer (2 questions)
Formuler deux questions sur la séquence des travaux et des vérifications à effectuer.
2.2 Choix judicieux de l’outillage (4 questions)
À l’aide de schémas, construire quatre questions sur la sélection de l’outillage.
2.3 Sélection des composants en fonction des spécifications (5 questions)
À l’aide de schémas, de tableaux et d’abaques, préparer cinq questions pour sélectionner des composants tels que : courroie, chaîne, accouplement, etc., et ce, en fonction de spéci-fications précises.
DEUXIÈME PARTIE : Pratique Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires.
398-297 4
À la première étape, la candidate ou le candidat doit procéder à une vérification des éléments de transmission et de transformation du mouvement, poser un diagnostic et ensuite effectuer une réparation sur une unité de transmission d’énergie ainsi qu’ajuster et remplacer des composants au regard du diagnostic posé. On lui fournit toute l’information relative aux valeurs des ajustements à faire ou à vérifier. La candidate ou le candidat peut faire fonctionner l’unité pour l’aider dans son diagnostic et pour vérifier des éléments. L’intervention de réparation doit inclure un remplacement de roulement et de joint d’étanchéité, l’ajout de lubrifiant, par exemple sur un réducteur de vitesse, au moins une vérification d’une tension de courroie, du jeu de la chaîne ou d’un jeu d’engrenage avec le repérage d’une pièce défectueuse (poulie, roue dentée, engrenage usé, un voilage excessif, un serrage défectueux, etc.) ou d'une pièce manquante (clavette, vis de pression, etc.). À la deuxième étape, la personne remplit le bon de travail et range son poste de travail. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 2.1 Évaluation juste de l’état des composants
On s’attend à ce que la personne évalue l’état des composants et détermine les ajustements à effectuer.
2.3 Réparation, alignement et ajustement des composants selon les normes et les tolérances spécifiées
On s’attend à ce que la réparation respecte les normes, que les alignements soient à l’intérieur des tolérances spécifiées, que les ajustements respectent les paramètres et que l’outillage soit utilisé correctement.
2.4 Lubrification correcte des composants
On s’attend à ce que la quantité de lubrifiant soit appropriée, que les joints et les scellants soient étanches et qu’il n’y ait pas de lubrifiant sur le plancher.
398-297 5
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT − un banc mécanique comprenant une unité de transmission d’énergie mécanique ainsi que des
éléments de transmission et de transformation du mouvement; − un coffre d’outils de base. POUR LE GROUPE DE CANDIDATES ET DE CANDIDATS − 5 indicateurs à cadran; − 5 clés dynamométriques; − 5 tensiomètres; − 2 ensembles d’extracteurs de roulements; − 5 calibres d’épaisseur; − des lubrifiants; − 1 micromètre : un de 0 à 1 po, 1 à 2 po et 2 à 3 po; − 1 burette ou un huilier; − 1 règle de 6 po; − 5 niveaux; − 5 ensembles d’outillage pour le travail sur la chaîne; − des chiffons; − les composants de remplacement.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve théorique, la candidate ou le candidat doit avoir au moins 14 bonnes réponses sur 20 et pour l’épreuve pratique au moins 80 points sur une possibilité de 100. Advenant un échec, la personne reprend l’épreuve à laquelle elle a échoué. L’échec de l’épreuve théorique ne bloque pas l’accès à l’épreuve pratique, elle pourra être reprise plus tard.
5 DURÉE DE L’ÉPREUVE
La durée de l’épreuve théorique est de 1 h 30 min et celle de l’épreuve pratique est de 3 heures.
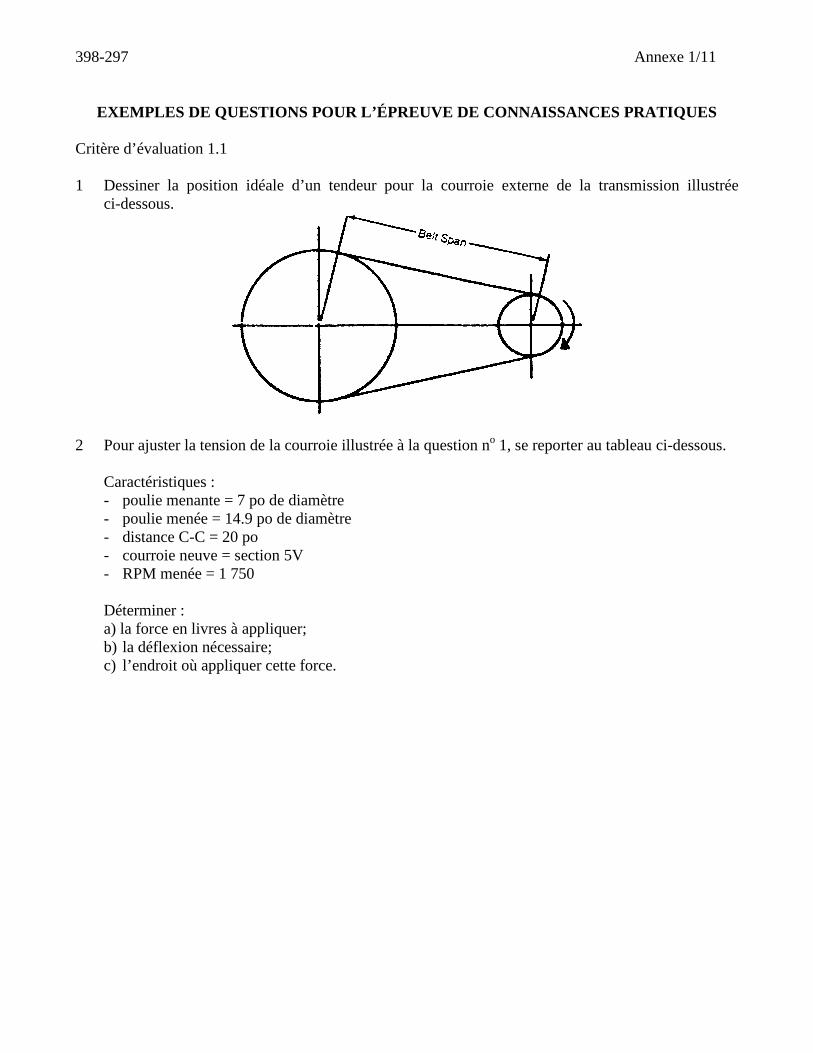
398-297 Annexe 1/11
EXEMPLES DE QUESTIONS POUR L’ÉPREUVE DE CONNAISSANCES PRATIQUES
Critère d’évaluation 1.1
1 Dessiner la position idéale d’un tendeur pour la courroie externe de la transmission illustrée ci-dessous.
2 Pour ajuster la tension de la courroie illustrée à la question no 1, se reporter au tableau ci-dessous.
Caractéristiques : - poulie menante = 7 po de diamètre - poulie menée = 14.9 po de diamètre - distance C-C = 20 po - courroie neuve = section 5V - RPM menée = 1 750
Déterminer :
a) la force en livres à appliquer; b) la déflexion nécessaire; c) l’endroit où appliquer cette force.
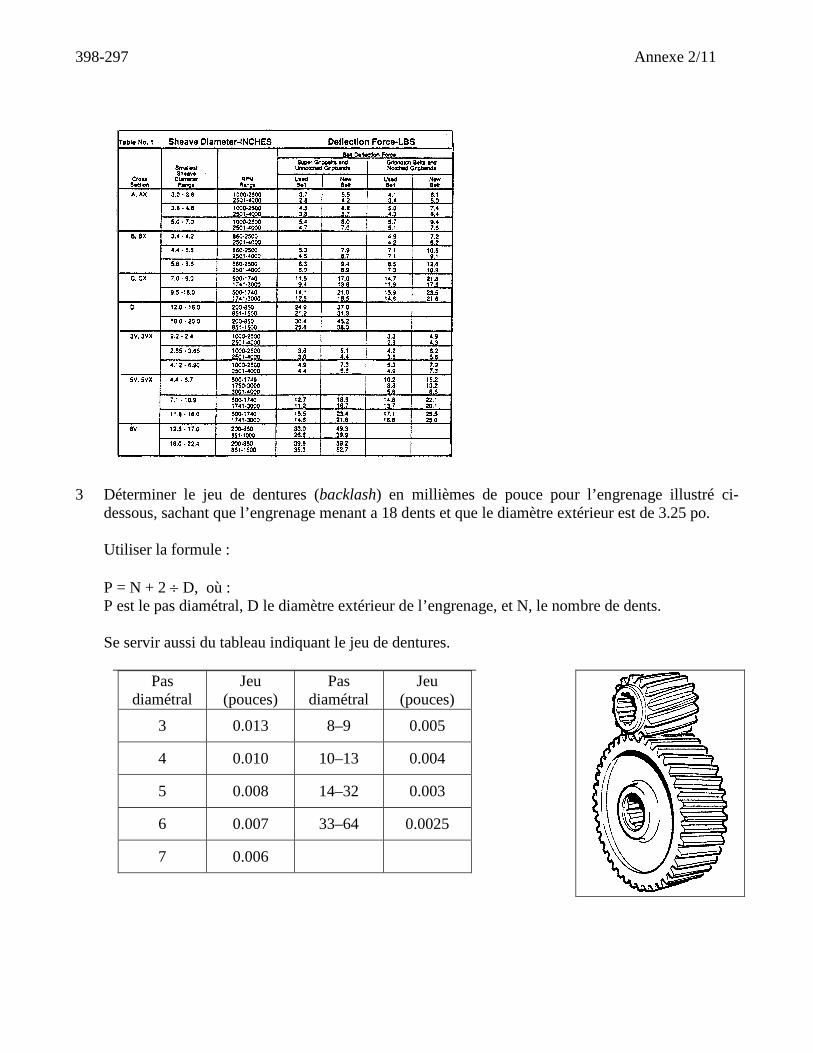
398-297 Annexe 2/11
3 Déterminer le jeu de dentures (backlash) en millièmes de pouce pour l’engrenage illustré ci-dessous, sachant que l’engrenage menant a 18 dents et que le diamètre extérieur est de 3.25 po.
Utiliser la formule : P = N + 2 ÷ D, où : P est le pas diamétral, D le diamètre extérieur de l’engrenage, et N, le nombre de dents. Se servir aussi du tableau indiquant le jeu de dentures.
Pas diamétral
Jeu (pouces)
Pas diamétral
Jeu (pouces)
3 0.013 8–9 0.005
4 0.010 10–13 0.004
5 0.008 14–32 0.003
6 0.007 33–64 0.0025
7 0.006
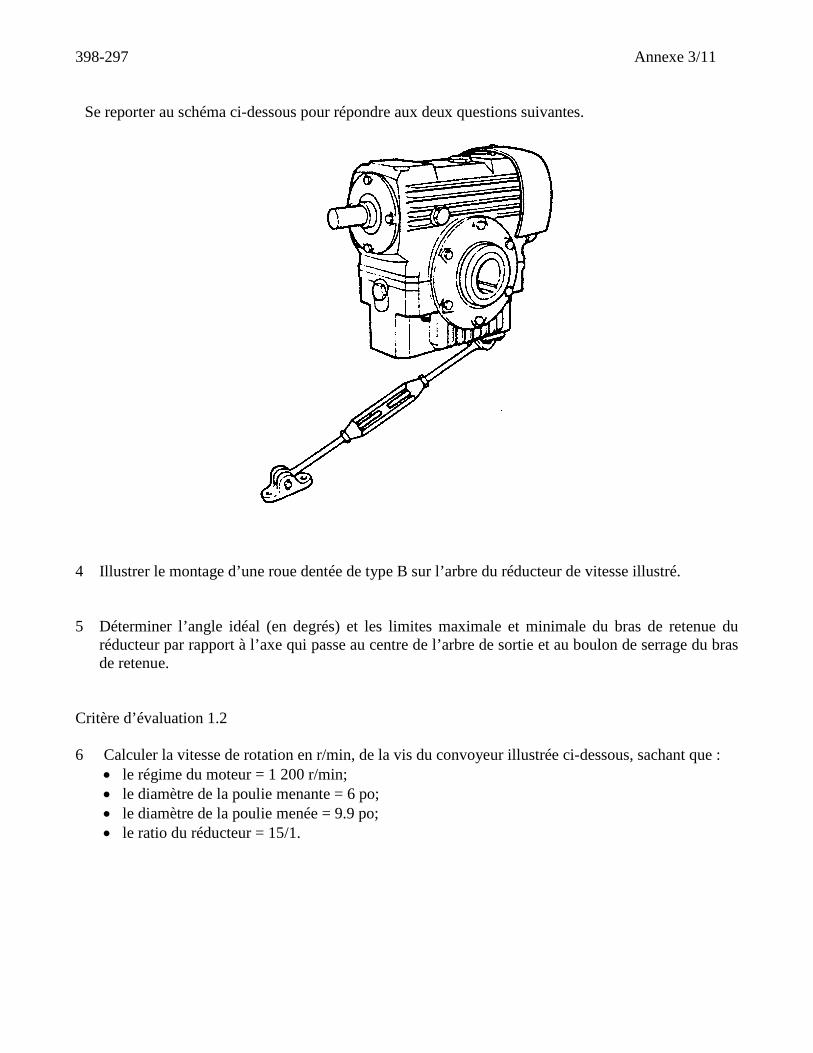
398-297 Annexe 3/11
Se reporter au schéma ci-dessous pour répondre aux deux questions suivantes.
4 Illustrer le montage d’une roue dentée de type B sur l’arbre du réducteur de vitesse illustré. 5 Déterminer l’angle idéal (en degrés) et les limites maximale et minimale du bras de retenue du
réducteur par rapport à l’axe qui passe au centre de l’arbre de sortie et au boulon de serrage du bras de retenue.
Critère d’évaluation 1.2 6 Calculer la vitesse de rotation en r/min, de la vis du convoyeur illustrée ci-dessous, sachant que :
• le régime du moteur = 1 200 r/min; • le diamètre de la poulie menante = 6 po; • le diamètre de la poulie menée = 9.9 po; • le ratio du réducteur = 15/1.
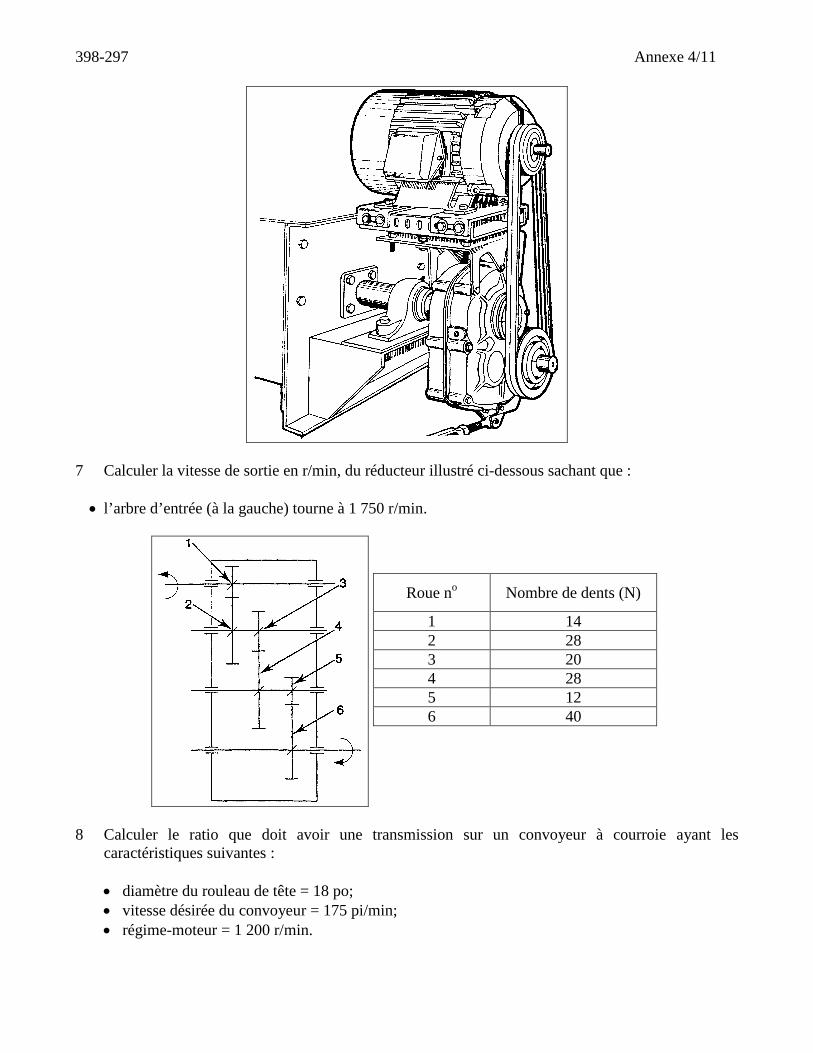
398-297 Annexe 4/11
7 Calculer la vitesse de sortie en r/min, du réducteur illustré ci-dessous sachant que : • l’arbre d’entrée (à la gauche) tourne à 1 750 r/min.
Roue no Nombre de dents (N)
1 14 2 28 3 20 4 28 5 12 6 40
8 Calculer le ratio que doit avoir une transmission sur un convoyeur à courroie ayant les
caractéristiques suivantes :
• diamètre du rouleau de tête = 18 po; • vitesse désirée du convoyeur = 175 pi/min; • régime-moteur = 1 200 r/min.
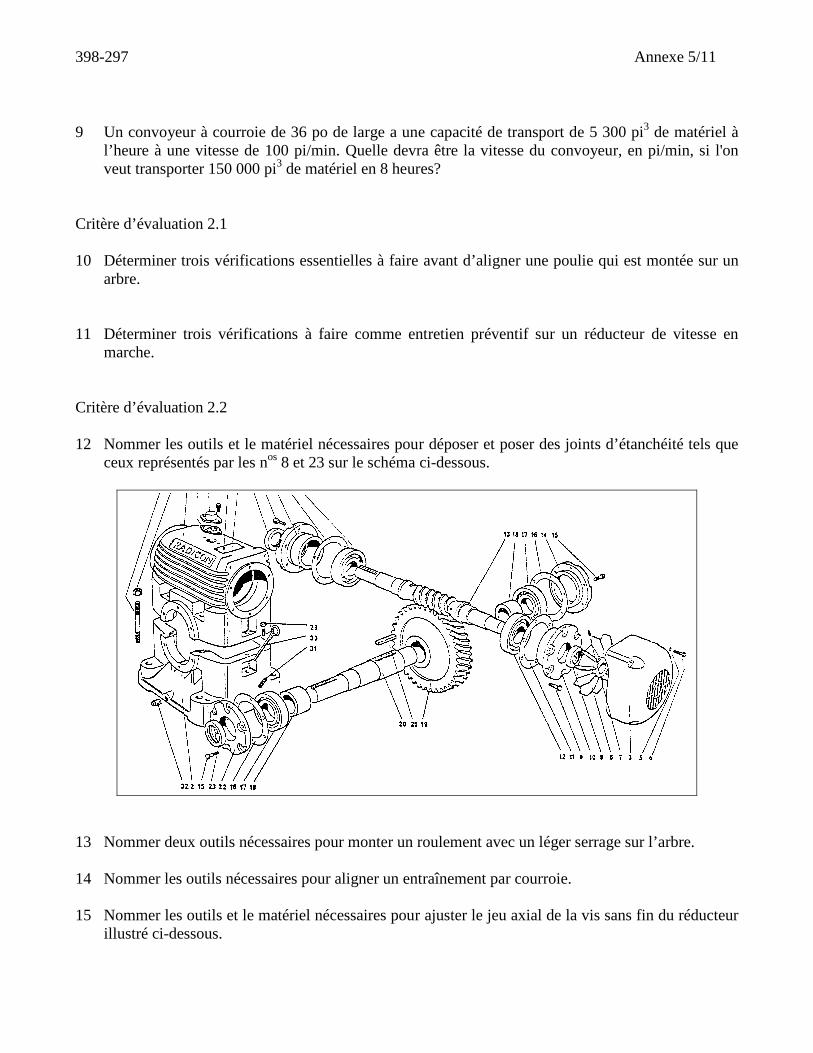
398-297 Annexe 5/11
9 Un convoyeur à courroie de 36 po de large a une capacité de transport de 5 300 pi3 de matériel à
l’heure à une vitesse de 100 pi/min. Quelle devra être la vitesse du convoyeur, en pi/min, si l'on veut transporter 150 000 pi3 de matériel en 8 heures?
Critère d’évaluation 2.1 10 Déterminer trois vérifications essentielles à faire avant d’aligner une poulie qui est montée sur un
arbre. 11 Déterminer trois vérifications à faire comme entretien préventif sur un réducteur de vitesse en
marche. Critère d’évaluation 2.2 12 Nommer les outils et le matériel nécessaires pour déposer et poser des joints d’étanchéité tels que
ceux représentés par les nos 8 et 23 sur le schéma ci-dessous.
13 Nommer deux outils nécessaires pour monter un roulement avec un léger serrage sur l’arbre. 14 Nommer les outils nécessaires pour aligner un entraînement par courroie. 15 Nommer les outils et le matériel nécessaires pour ajuster le jeu axial de la vis sans fin du réducteur
illustré ci-dessous.
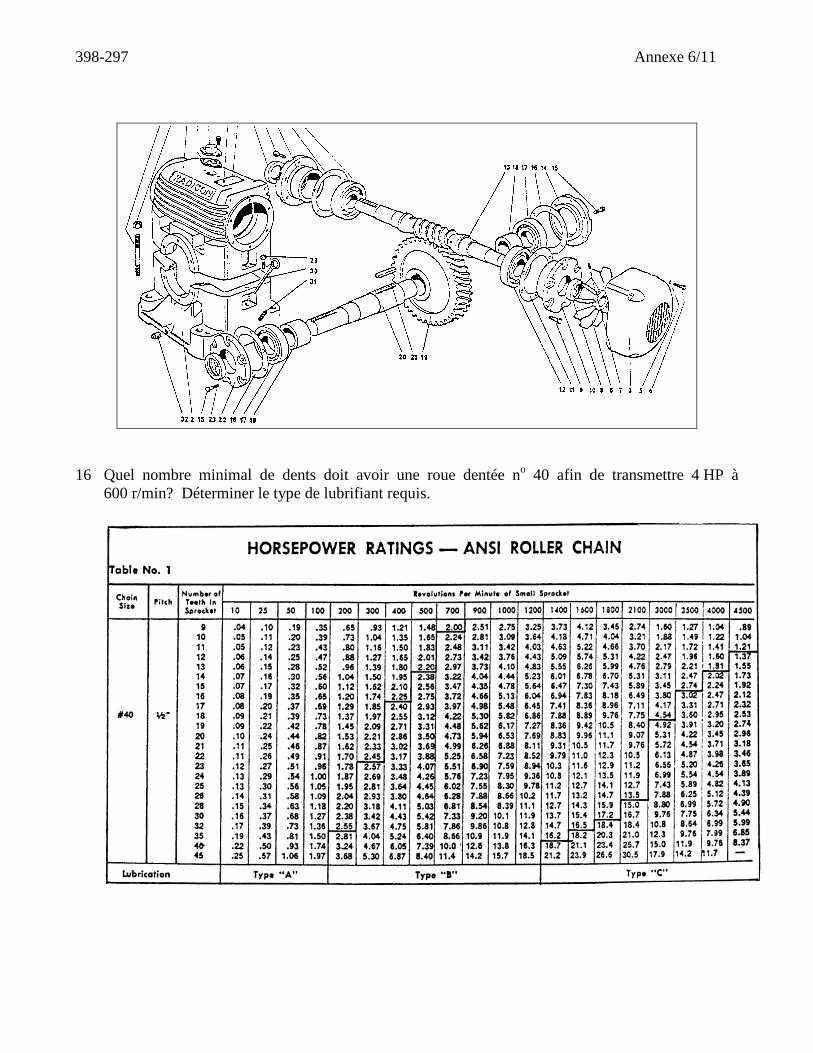
398-297 Annexe 6/11
16 Quel nombre minimal de dents doit avoir une roue dentée no 40 afin de transmettre 4 HP à 600 r/min? Déterminer le type de lubrifiant requis.
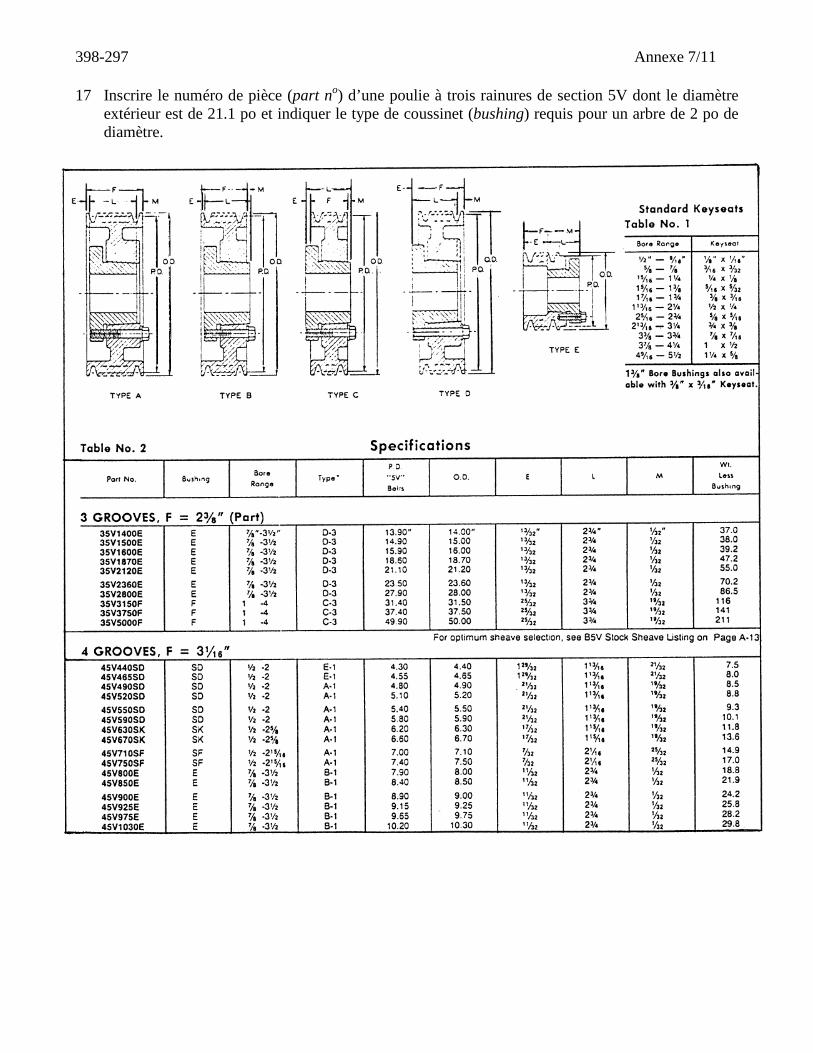
398-297 Annexe 7/11
17 Inscrire le numéro de pièce (part no) d’une poulie à trois rainures de section 5V dont le diamètre extérieur est de 21.1 po et indiquer le type de coussinet (bushing) requis pour un arbre de 2 po de diamètre.
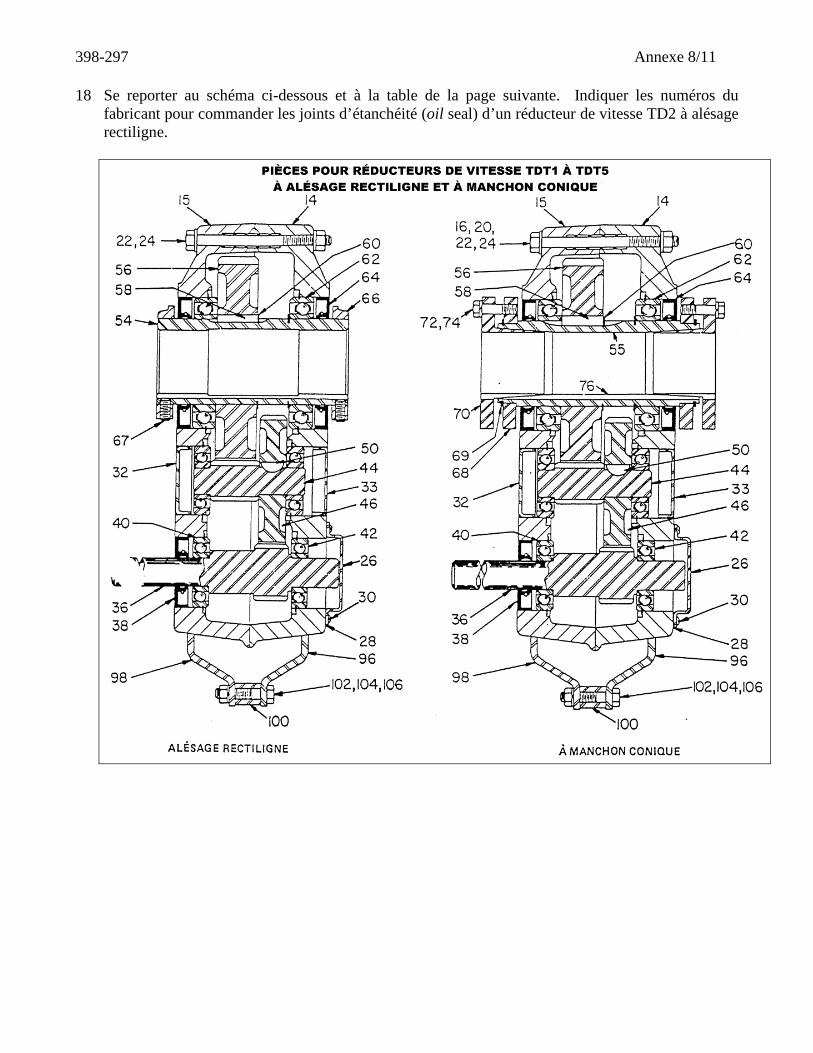
398-297 Annexe 8/11
18 Se reporter au schéma ci-dessous et à la table de la page suivante. Indiquer les numéros du fabricant pour commander les joints d’étanchéité (oil seal) d’un réducteur de vitesse TD2 à alésage rectiligne.
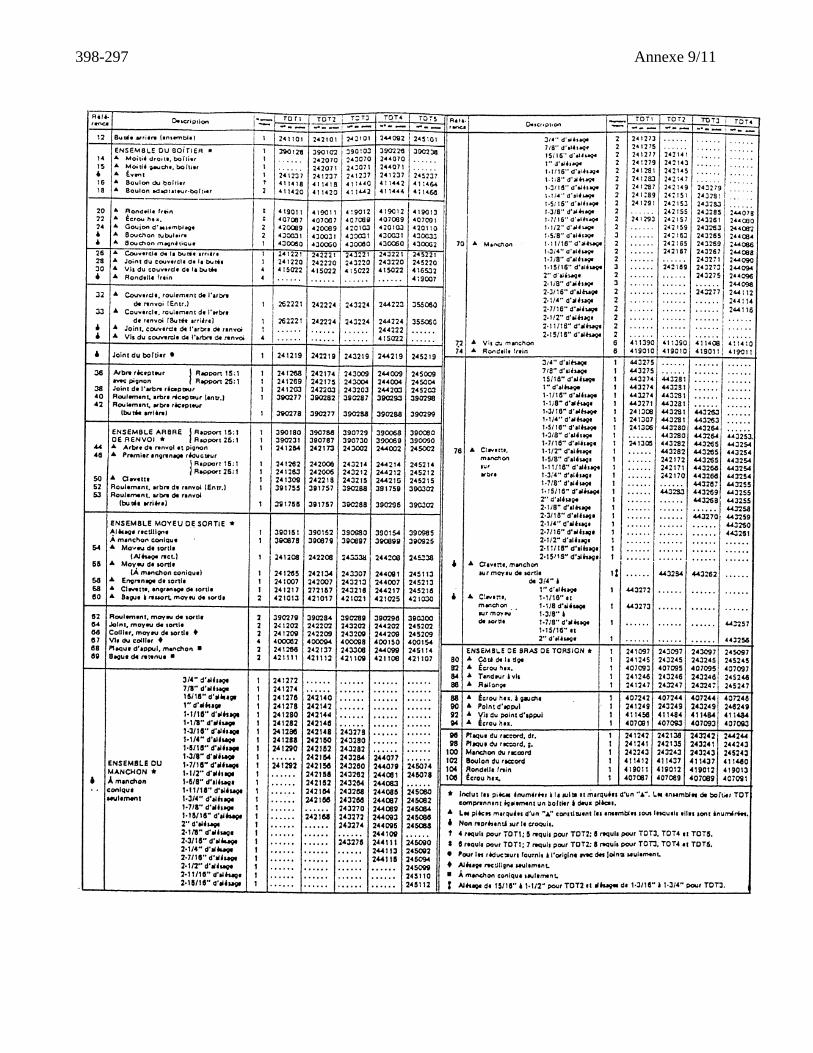
398-297 Annexe 9/11
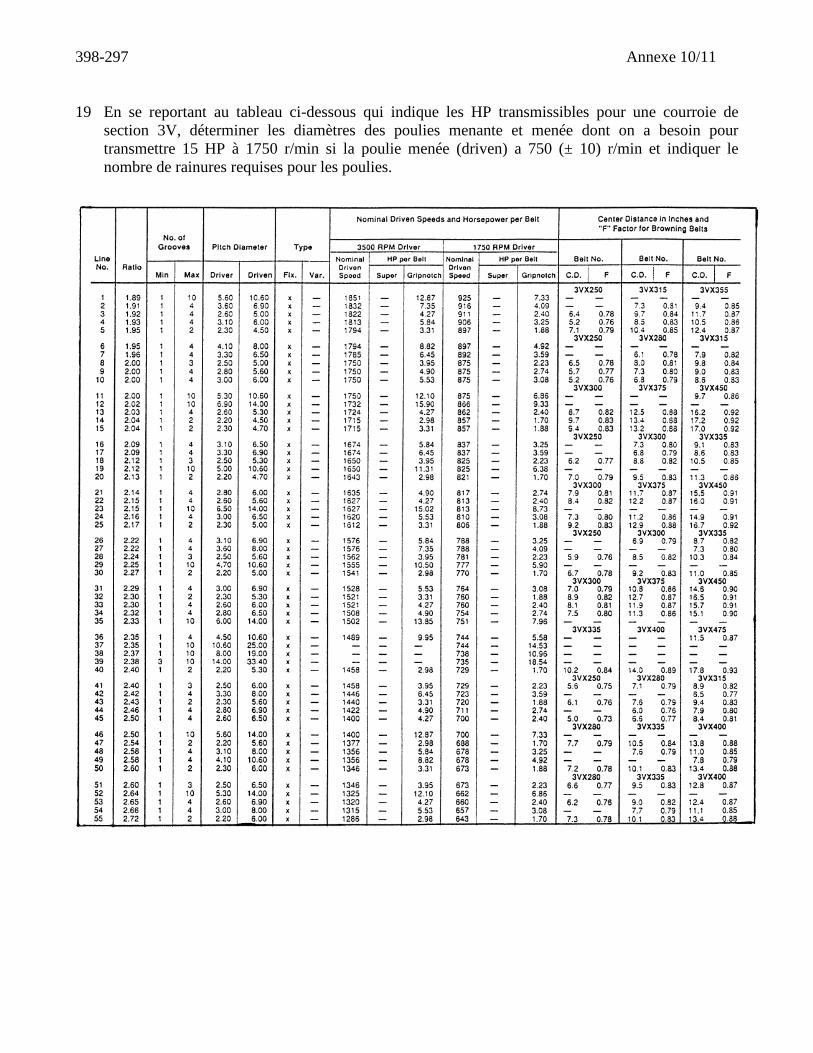
398-297 Annexe 10/11
19 En se reportant au tableau ci-dessous qui indique les HP transmissibles pour une courroie de section 3V, déterminer les diamètres des poulies menante et menée dont on a besoin pour transmettre 15 HP à 1750 r/min si la poulie menée (driven) a 750 (± 10) r/min et indiquer le nombre de rainures requises pour les poulies.
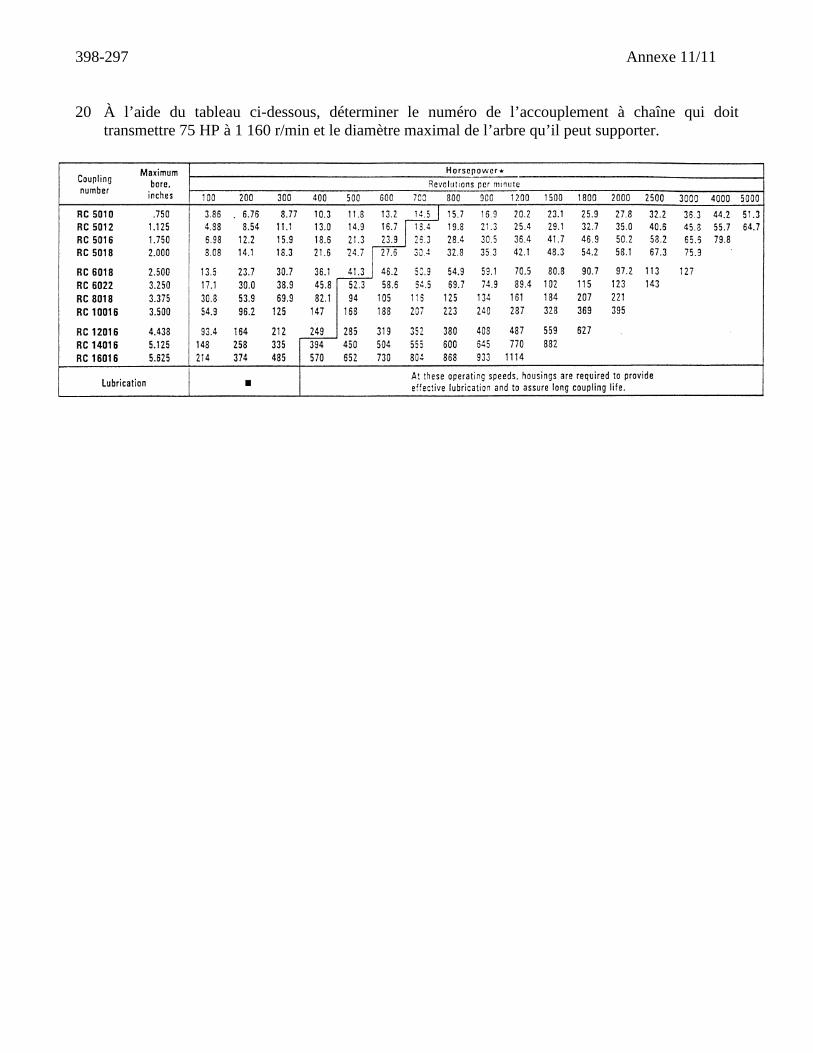
398-297 Annexe 11/11
20 À l’aide du tableau ci-dessous, déterminer le numéro de l’accouplement à chaîne qui doit transmettre 75 HP à 1 160 r/min et le diamètre maximal de l’arbre qu’il peut supporter.
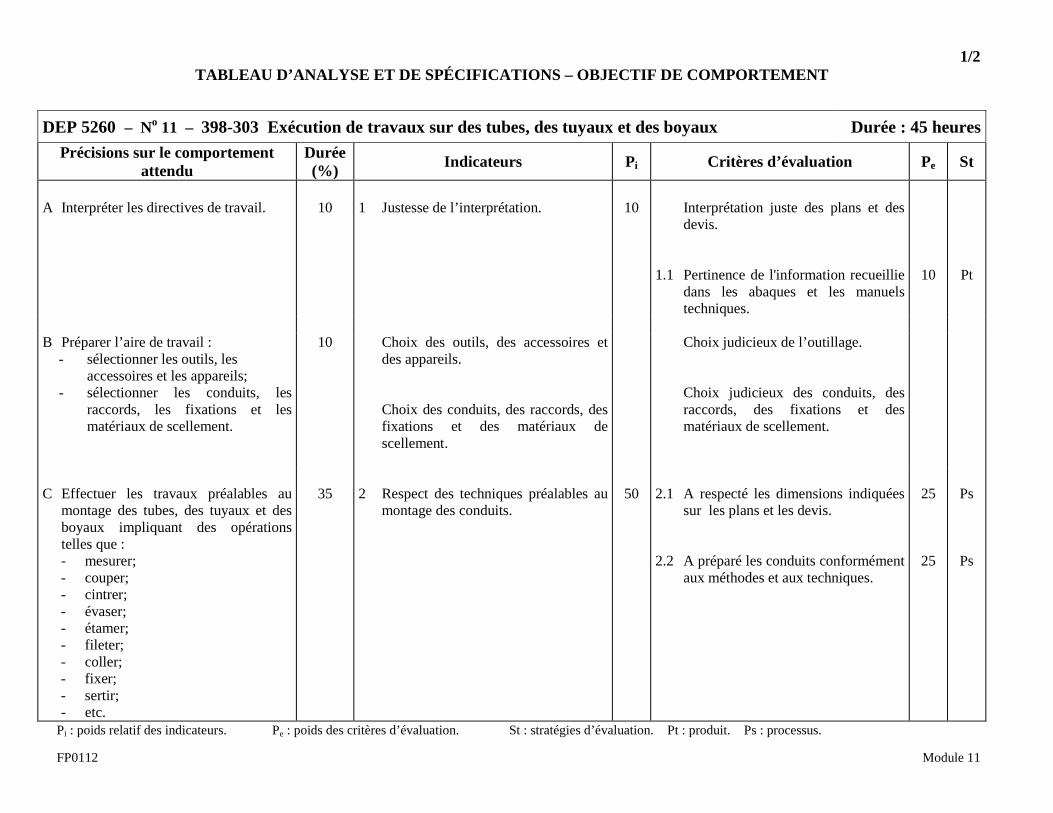
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 11
DEP 5260 – No 11 – 398-303 Exécution de travaux sur des tubes, des tuyaux et des boyaux Durée : 45 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail.
10 1 Justesse de l’interprétation. 10 Interprétation juste des plans et des devis.
1.1 Pertinence de l'information recueillie
dans les abaques et les manuels techniques.
10
Pt
B Préparer l’aire de travail :
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les conduits, les raccords, les fixations et les matériaux de scellement.
10 Choix des outils, des accessoires et des appareils.
Choix des conduits, des raccords, des
fixations et des matériaux de scellement.
Choix judicieux de l’outillage. Choix judicieux des conduits, des
raccords, des fixations et des matériaux de scellement.
C Effectuer les travaux préalables au
montage des tubes, des tuyaux et des boyaux impliquant des opérations telles que : - mesurer; - couper; - cintrer; - évaser; - étamer; - fileter; - coller; - fixer; - sertir; - etc.
35 2 Respect des techniques préalables au montage des conduits.
50
2.1 A respecté les dimensions indiquées sur les plans et les devis.
2.2 A préparé les conduits conformément
aux méthodes et aux techniques.
25
25
Ps
Ps
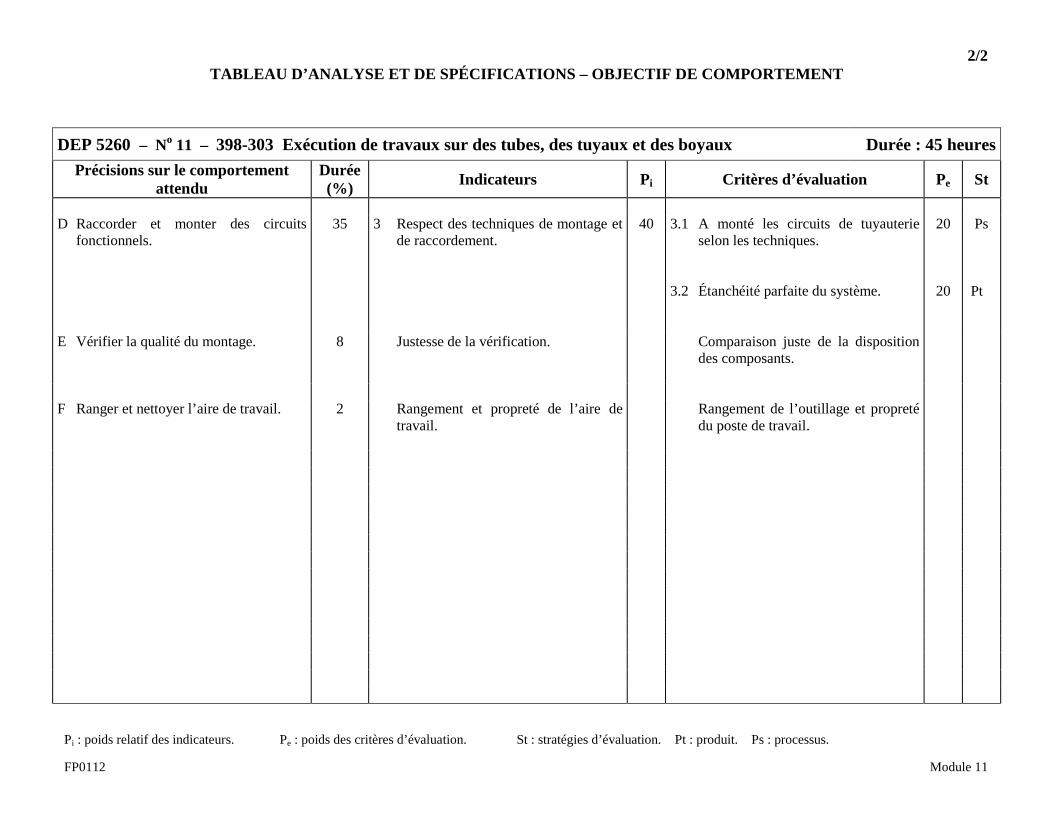
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 11
DEP 5260 – No 11 – 398-303 Exécution de travaux sur des tubes, des tuyaux et des boyaux Durée : 45 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Raccorder et monter des circuits
fonctionnels.
35 3 Respect des techniques de montage et de raccordement.
40
3.1 A monté les circuits de tuyauterie selon les techniques.
3.2 Étanchéité parfaite du système.
20
20
Ps
Pt
E Vérifier la qualité du montage.
8 Justesse de la vérification. Comparaison juste de la disposition des composants.
F Ranger et nettoyer l’aire de travail.
2 Rangement et propreté de l’aire de travail.
Rangement de l’outillage et propreté du poste de travail.
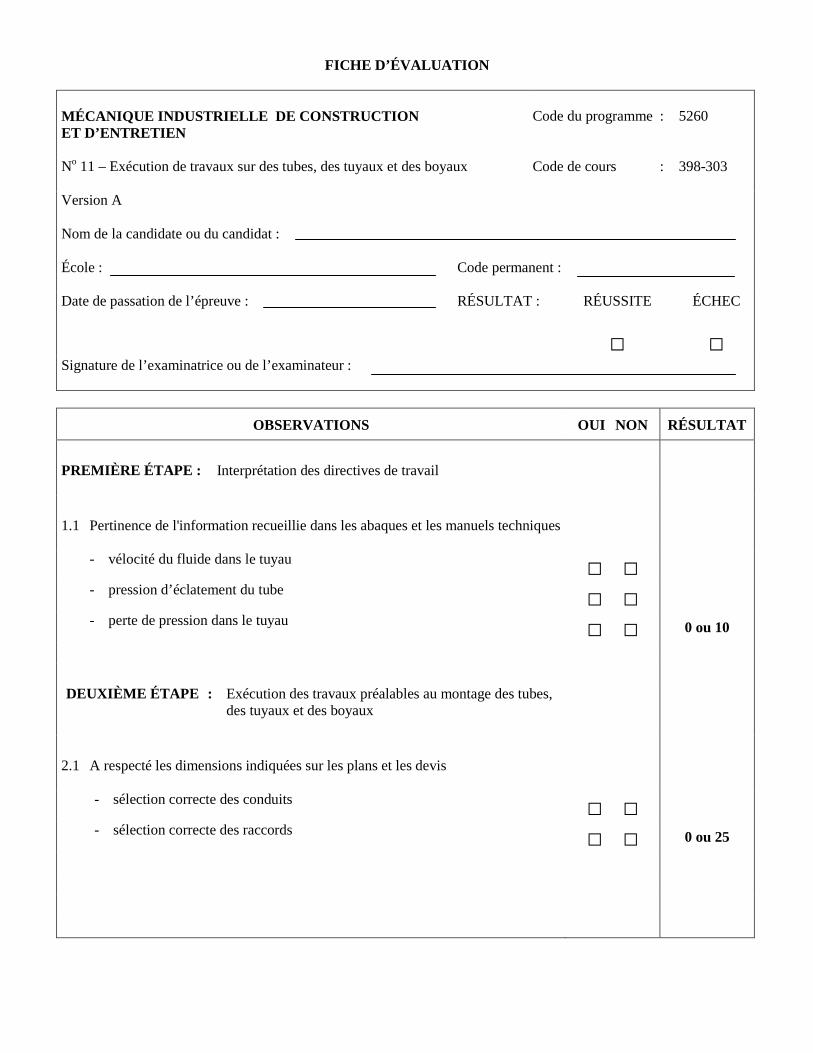
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 11 – Exécution de travaux sur des tubes, des tuyaux et des boyaux
Code de cours : 398-303
Version A Nom de la candidate ou du candidat : École :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Interprétation des directives de travail
1.1 Pertinence de l'information recueillie dans les abaques et les manuels techniques
- vélocité du fluide dans le tuyau - pression d’éclatement du tube - perte de pression dans le tuyau 0 ou 10 DEUXIÈME ÉTAPE : Exécution des travaux préalables au montage des tubes,
des tuyaux et des boyaux
2.1 A respecté les dimensions indiquées sur les plans et les devis
- sélection correcte des conduits - sélection correcte des raccords 0 ou 25
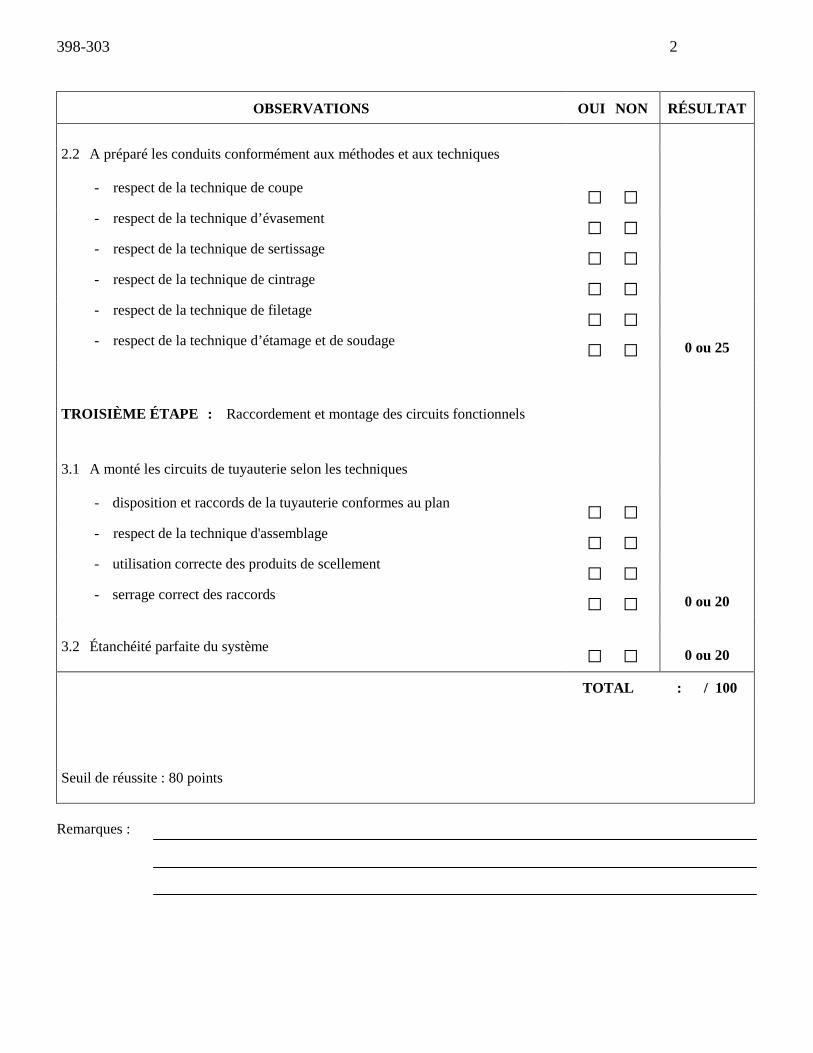
398-303 2
OBSERVATIONS OUI NON RÉSULTAT 2.2 A préparé les conduits conformément aux méthodes et aux techniques
- respect de la technique de coupe - respect de la technique d’évasement - respect de la technique de sertissage - respect de la technique de cintrage - respect de la technique de filetage - respect de la technique d’étamage et de soudage 0 ou 25
TROISIÈME ÉTAPE : Raccordement et montage des circuits fonctionnels
3.1 A monté les circuits de tuyauterie selon les techniques
- disposition et raccords de la tuyauterie conformes au plan - respect de la technique d'assemblage - utilisation correcte des produits de scellement - serrage correct des raccords 0 ou 20
3.2 Étanchéité parfaite du système 0 ou 20
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-303 Exécution de travaux sur des tubes, des tuyaux et des boyaux (module no 11)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à effectuer des travaux sur des tubes, des tuyaux et des boyaux.
Cette épreuve ne peut être passée par plus de cinq personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit effectuer le montage d’un système de tuyauterie conformément au plan.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours ou les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-303 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat, les plans et la documentation technique. Donner les explications nécessaires. La première étape de l’épreuve consiste à effectuer une recherche d’information dans des abaques et des manuels techniques. À la deuxième étape de l’épreuve, la personne doit sélectionner les conduits et les raccords pour monter le circuit et ensuite préparer les tubes, les tuyaux et les boyaux. À la troisième étape, la candidate ou le candidat monte le circuit conformément au plan. Elle ou il doit faire les raccordements en respectant le serrage et utiliser des produits de scellement. Pour terminer, la personne s’assure que le système de tuyauterie est étanche, et ce, sous pression. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Pertinence de l'information recueillie dans les abaques et les manuels techniques
On demandera à la personne de trouver la vélocité du fluide dans les abaques, la pression d’éclatement du tube et la perte de pression dans le tuyau.
2.1 A respecté les dimensions indiquées sur les plans et les devis On vérifiera la sélection des conduits et des raccords. 2.2 A préparé les conduits conformément aux méthodes et aux techniques On observera les techniques de coupe, d’évasement, de sertissage, de cintrage, de filetage, d’étamage et de soudage. 3.1 A monté les circuits de tuyauterie selon les techniques On vérifiera si la disposition de la tuyauterie et les raccords sont conformes au plan, si
l’assemblage est bien fait, si les produits de scellement ont été utilisés correctement et si le serrage des raccords est correct.
398-303 3
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
− 1 filière à tuyau; − 1 évaseur de tuyaux; − 1 coupe-tuyau; − 1 étau à tuyaux; − 1 huilier ou une burette; − 1 cintreuse; − 1 coupe-tube avec évaseur; − 1 contenant de gaz propane; − 1 allumeur; − 1 laine d’acier; − 1 rouleau d’étain; − 1 clé dynamométrique; − de la pâte à souder; − 1 ensemble de raccords; − 1 ensemble de conduits; − 1 ensemble de produits de scellement; − 1 plaque de montage pour la tuyauterie; − 1 source d’alimentation en air ou en eau.
POUR LE GROUPE DE CANDIDATES OU DE CANDIDATS
− 1 presse hydraulique à boyaux avec un jeu de matrices et de tableaux; − 1 pied à coulisse à vernier; − 1 tube de pâte lubrifiante; − 1 scie électrique pour boyaux hydrauliques; − 1 ligne à air avec sifflet; − 1 ensemble de boyaux et de raccords hydrauliques.
398-303 4
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
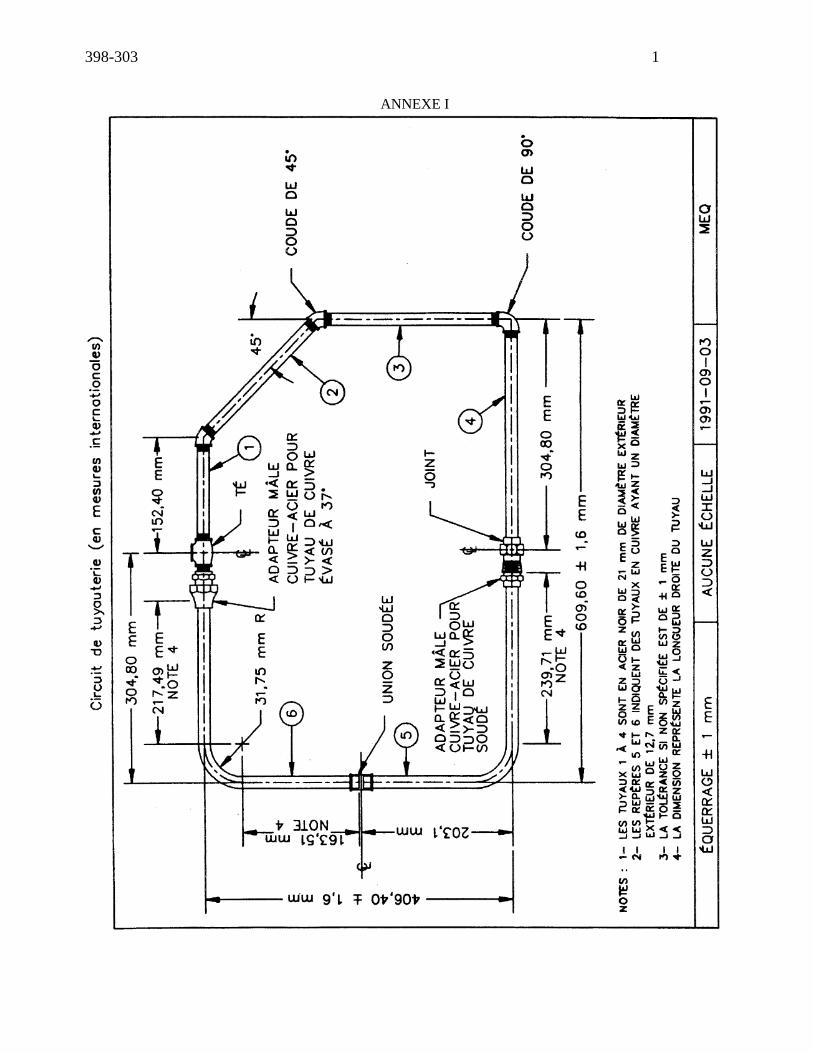
398-303 1
ANNEXE I
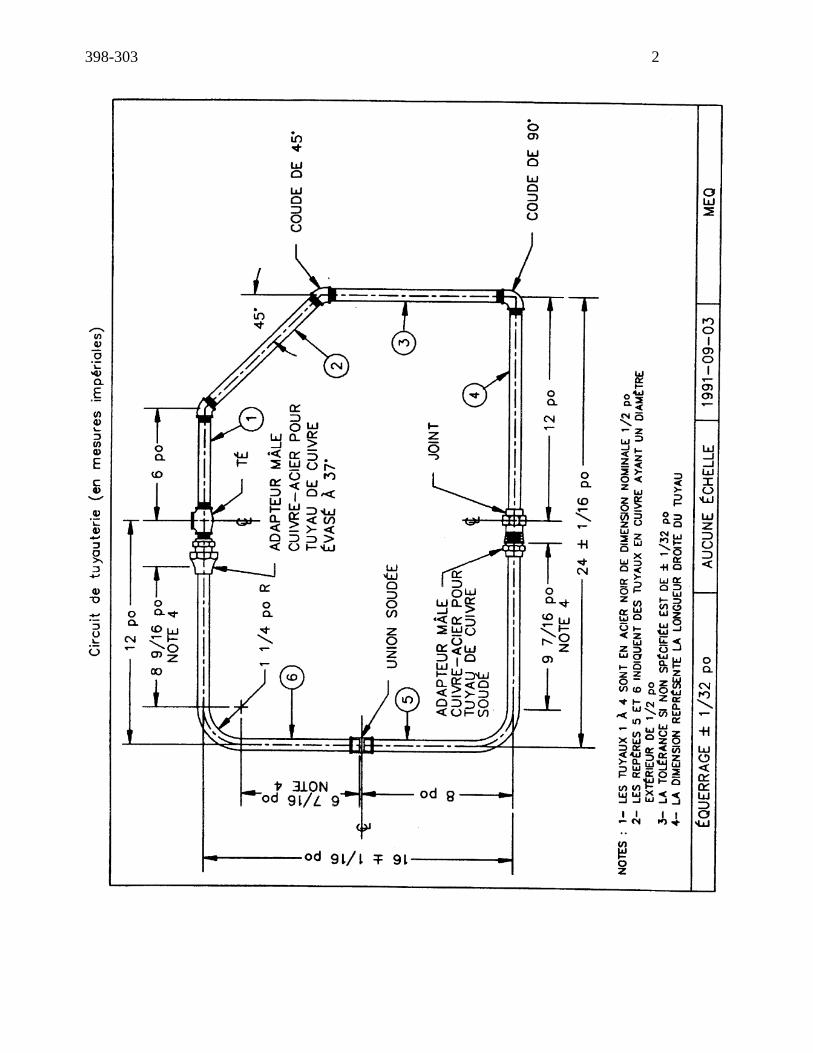
398-303 2
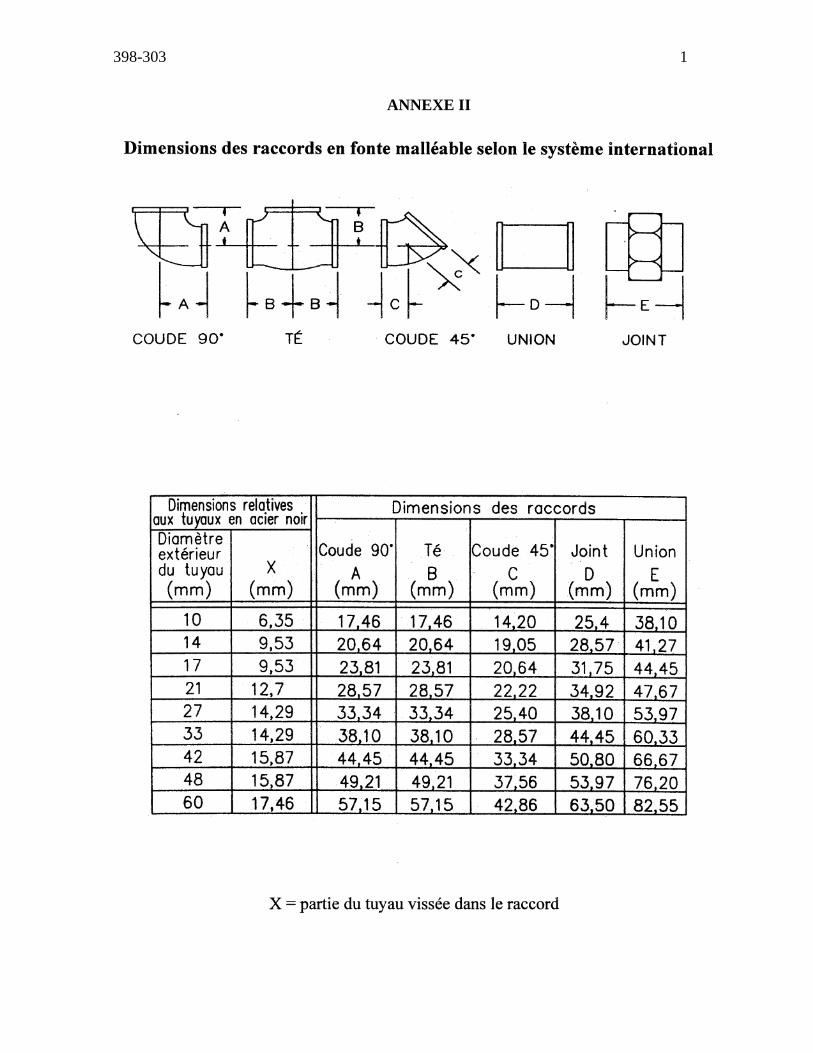
398-303 1
ANNEXE II
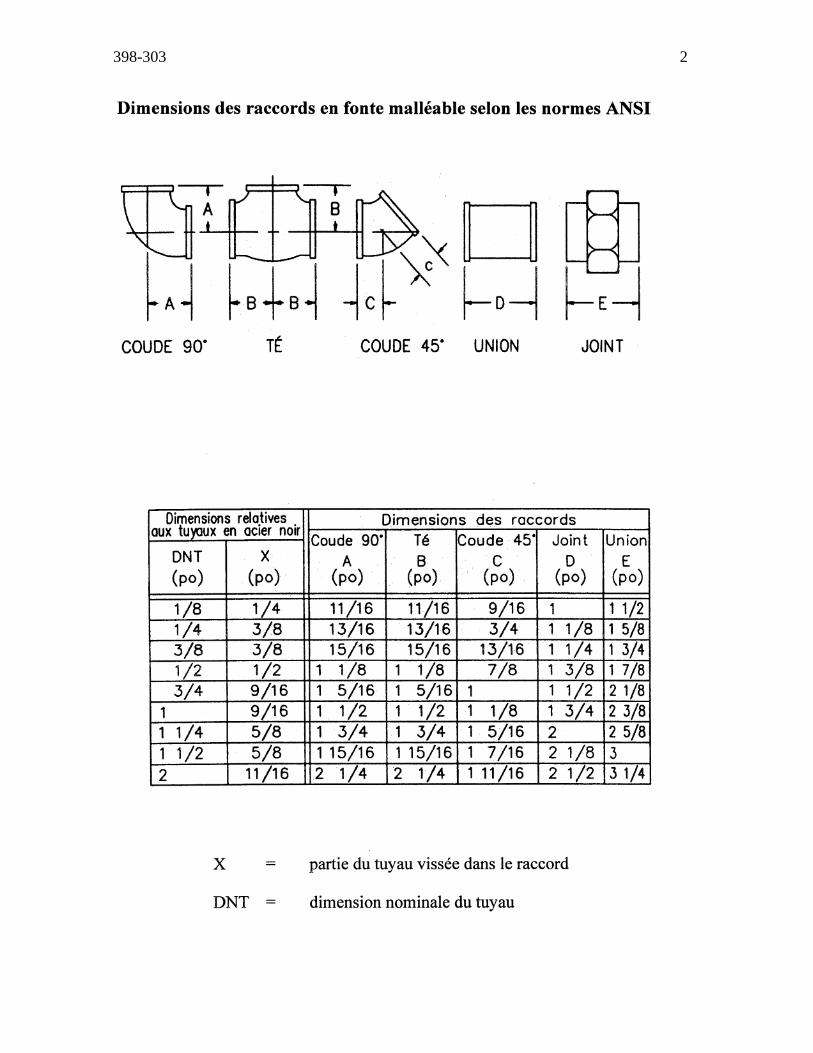
398-303 2
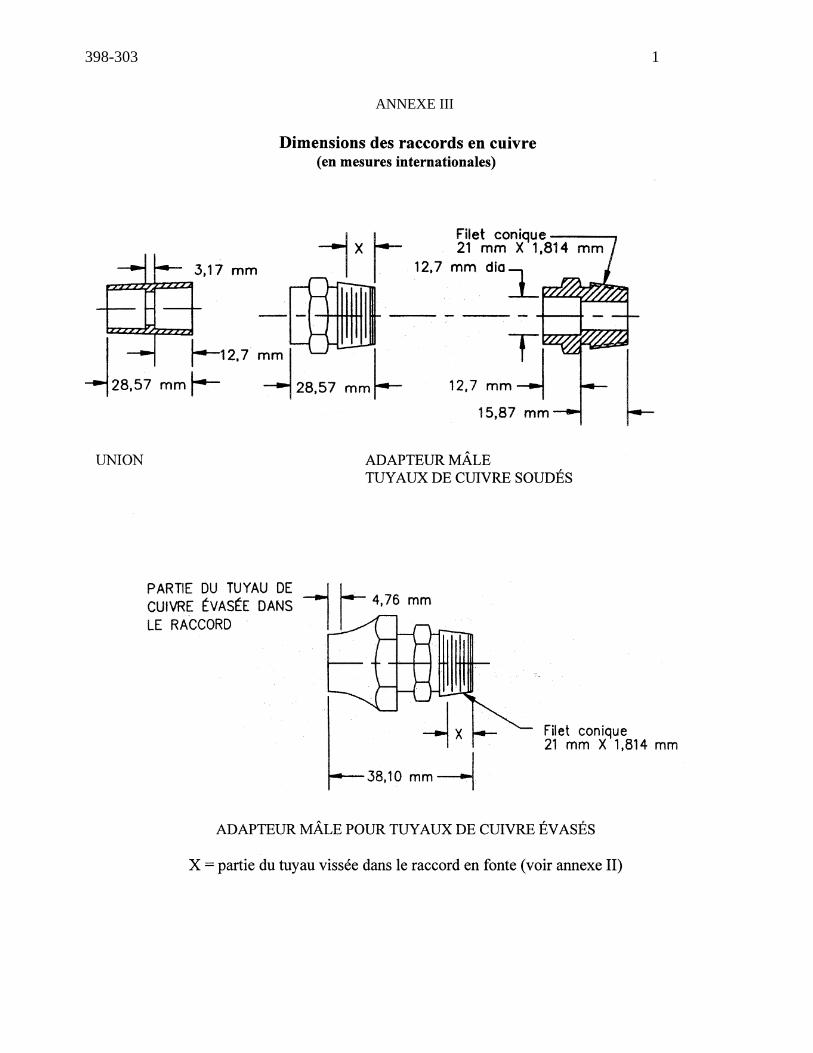
398-303 1
ANNEXE III
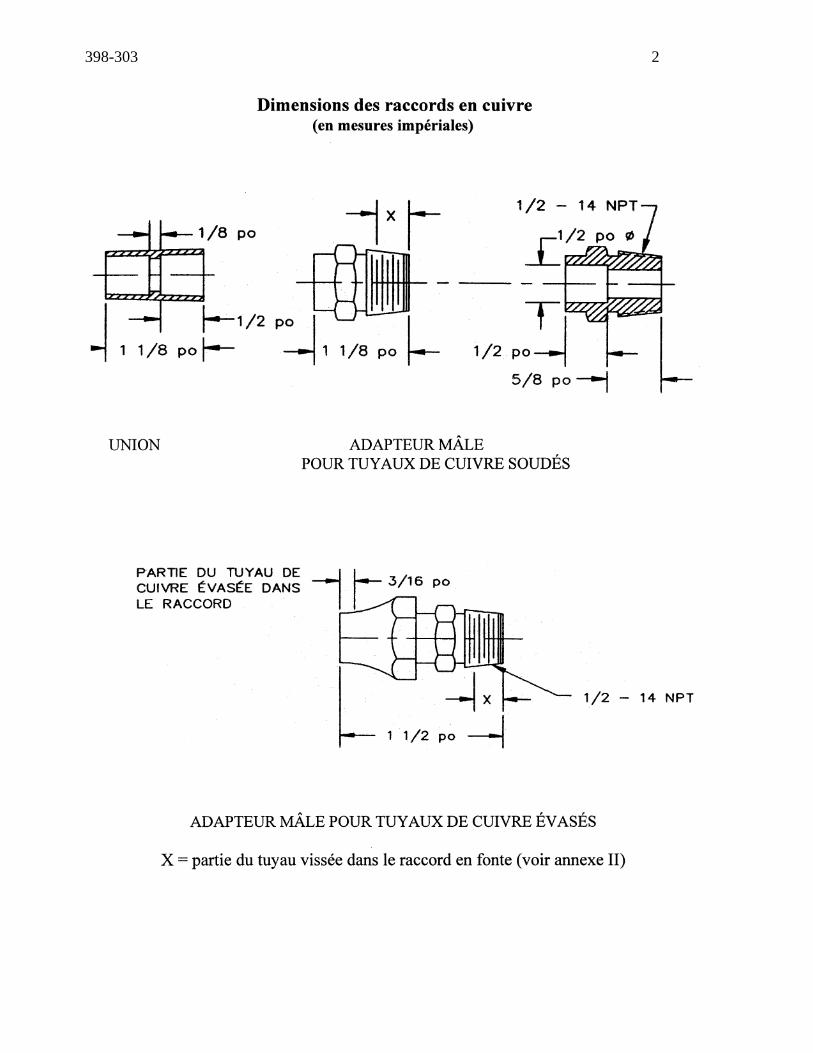
398-303 2
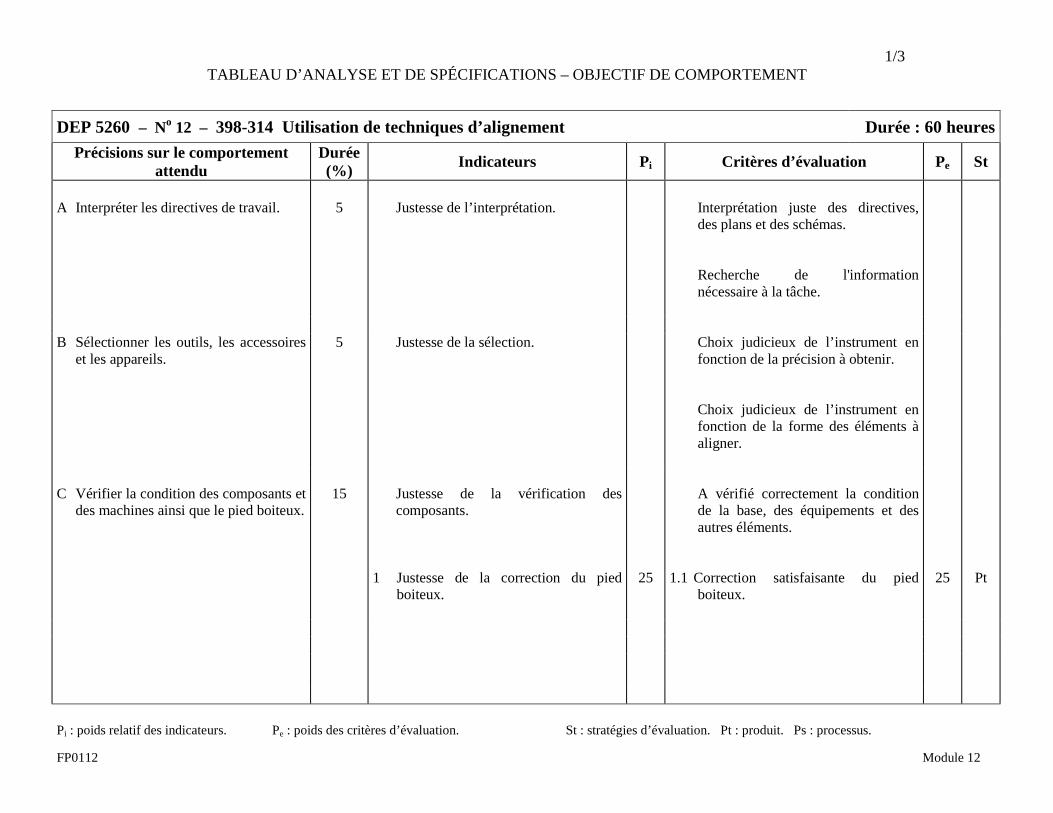
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 12
DEP 5260 – No 12 – 398-314 Utilisation de techniques d’alignement Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail. 5
Justesse de l’interprétation. Interprétation juste des directives,
des plans et des schémas. Recherche de l'information
nécessaire à la tâche.
B Sélectionner les outils, les accessoires
et les appareils. 5 Justesse de la sélection. Choix judicieux de l’instrument en
fonction de la précision à obtenir. Choix judicieux de l’instrument en
fonction de la forme des éléments à aligner.
C Vérifier la condition des composants et
des machines ainsi que le pied boiteux. 15 Justesse de la vérification des
composants. 1 Justesse de la correction du pied
boiteux.
25
A vérifié correctement la condition de la base, des équipements et des autres éléments.
1.1 Correction satisfaisante du pied
boiteux.
25
Pt
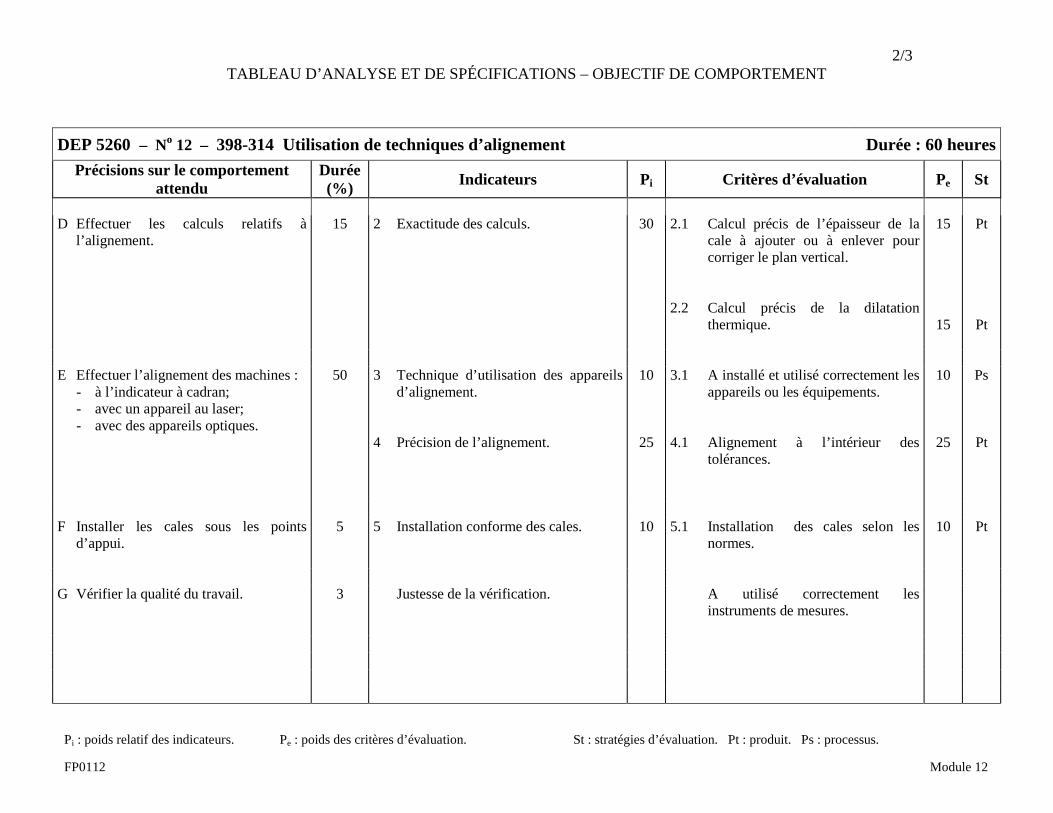
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 12
DEP 5260 – No 12 – 398-314 Utilisation de techniques d’alignement Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Effectuer les calculs relatifs à
l’alignement. 15 2 Exactitude des calculs. 30
2.1 Calcul précis de l’épaisseur de la
cale à ajouter ou à enlever pour corriger le plan vertical.
2.2 Calcul précis de la dilatation
thermique.
15
15
Pt
Pt
E Effectuer l’alignement des machines :
- à l’indicateur à cadran; - avec un appareil au laser; - avec des appareils optiques.
50 3 Technique d’utilisation des appareils d’alignement.
4 Précision de l’alignement.
10
25
3.1 A installé et utilisé correctement les appareils ou les équipements.
4.1 Alignement à l’intérieur des
tolérances.
10
25
Ps
Pt
F Installer les cales sous les points
d’appui. 5 5 Installation conforme des cales. 10
5.1 Installation des cales selon les normes.
10
Pt
G Vérifier la qualité du travail.
3 Justesse de la vérification.
A utilisé correctement les instruments de mesures.
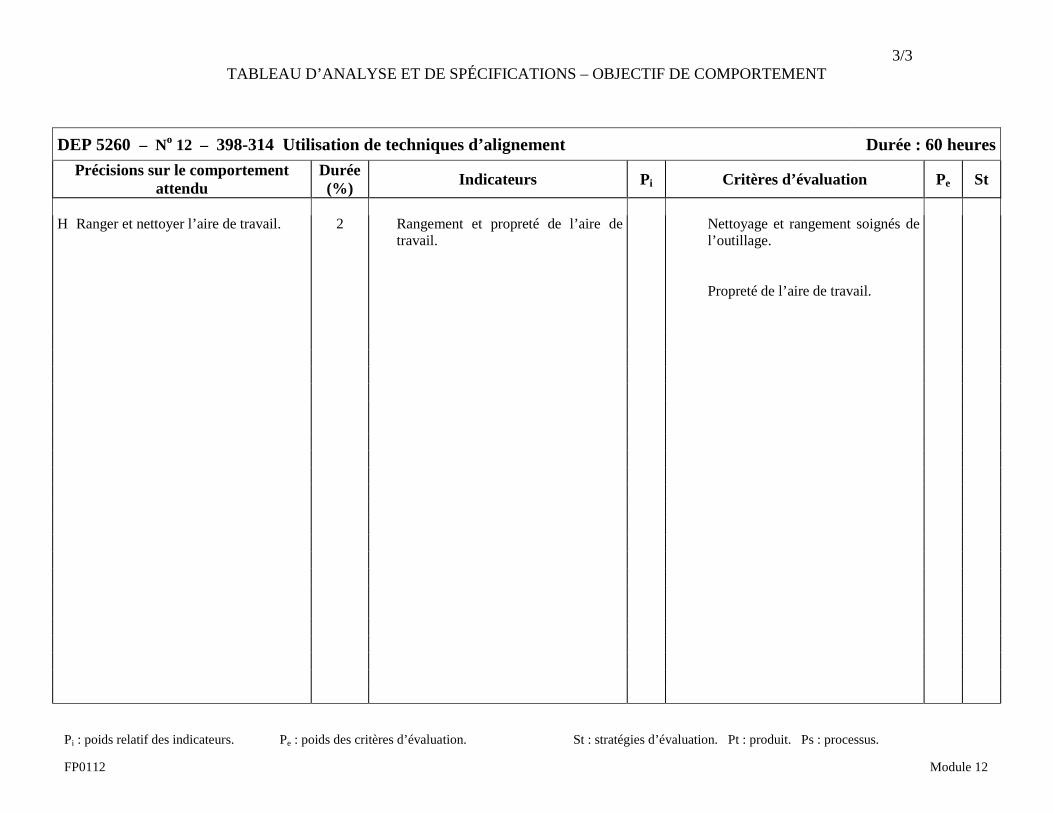
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 12
DEP 5260 – No 12 – 398-314 Utilisation de techniques d’alignement Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
H Ranger et nettoyer l’aire de travail. 2 Rangement et propreté de l’aire de
travail.
Nettoyage et rangement soignés de l’outillage.
Propreté de l’aire de travail.
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 12 – Utilisation de techniques d’alignement
Code de cours : 398-314
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Vérification de la condition des composants et des
machines ainsi que du pied boiteux
1.1 Correction satisfaisante du pied boiteux
- lecture correcte des défauts - combinaison appropriée de cales pour la correction en fonction des lectures 0 ou 25 DEUXIÈME ÉTAPE : Calculs relatifs à l’alignement
2.1 Calcul précis de l’épaisseur de cale à ajouter ou à enlever pour corriger
le plan vertical
0 ou 15
2.2 Calcul précis de la dilatation thermique 0 ou 15
398-314 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE : Exécution de l’alignement des machines 3.1 A installé et utilisé correctement les appareils ou les équipements
- respect des distances minimales de certains appareils - rigidité appropriée - prise de lecture à des endroits fiables - appareils montés du bon côté (fixe versus mobile) 0 ou 10
4.1 Alignement à l’intérieur des tolérances
- respect des tolérances angulaires - respect des tolérances sur les parallélismes 0 ou 25
5.1 Installation des cales selon les normes
- maximum de quatre cales par pied, incluant la correction du pied boiteux - installation droite et bien insérée 0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-314 Utilisation de techniques d’alignement (module no 12)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à utiliser des techniques d’alignement. Cette épreuve peut être passée par un groupe de cinq personnes à la fois.
2 DESCRIPTION DE L’ÉPREUVE Pour démontrer sa compétence, le candidat ou la candidate doit utiliser des techniques d’aligne-ment de machines rotatives horizontales et atteindre les cotes de précision demandées. La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours ou les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
VERSIONS DIFFÉRENTES À la version A, on effectuera l’alignement avec un appareil au laser, et à la version B, on utilisera un indicateur à cadran.
398-314 2
PRÉPARATION DE L’ÉPREUVE
On s’assurera que les machines à aligner ont besoin d’un alignement; sinon, on provoquera un désalignement.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat, les fiches techniques de l’équipement et la documentation technique, s’il y a lieu. Donner les explications nécessaires. À la première étape, la candidate ou le candidat doit d’abord procéder à la vérification de la condition des composants et de la machine, et corriger le pied boiteux. À la deuxième étape, la personne fait les calculs relatifs à l’alignement. À la troisième étape, la candidate ou le candidat procède à l’alignement des machines en considérant la dilatation thermique possible sur les différents appareils. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Correction satisfaisante du pied boiteux On vérifiera si la lecture des défauts est exacte et si la combinaison des cales est en fonction
des lectures. 3.1 A installé et utilisé correctement les appareils ou les équipements On vérifiera si les distances minimales de certains appareils ont été respectées, si la rigidité
est appropriée, si les lectures sont prises à des endroits fiables et si les appareils sont montés du bon côté.
4.1 Alignement à l’intérieur des tolérances On vérifiera si les tolérances angulaires et des parallélismes ont été respectées. La tolérance
sera fournie par l’examinatrice ou l’examinateur selon l'équipement utilisé. 5.1 Installation des cales selon les normes On s’assurera qu’un maximum de quatre cales par pied, y compris celles de la correction du
pied boiteux, ont été installées, et que l’installation est droite et bien insérée.
398-314 3
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT − 1 banc d’alignement;
− 1 appareil d’alignement au laser ou des indicateurs à cadran, selon la méthode évaluée;
− 1 jeu complet d’outils pour réaliser des alignements;
− 1 calculatrice;
− 1 jeu de cales d’épaisseur appropriée.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
Advenant un échec, la personne reprend l’examen au complet.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 h 30 min.
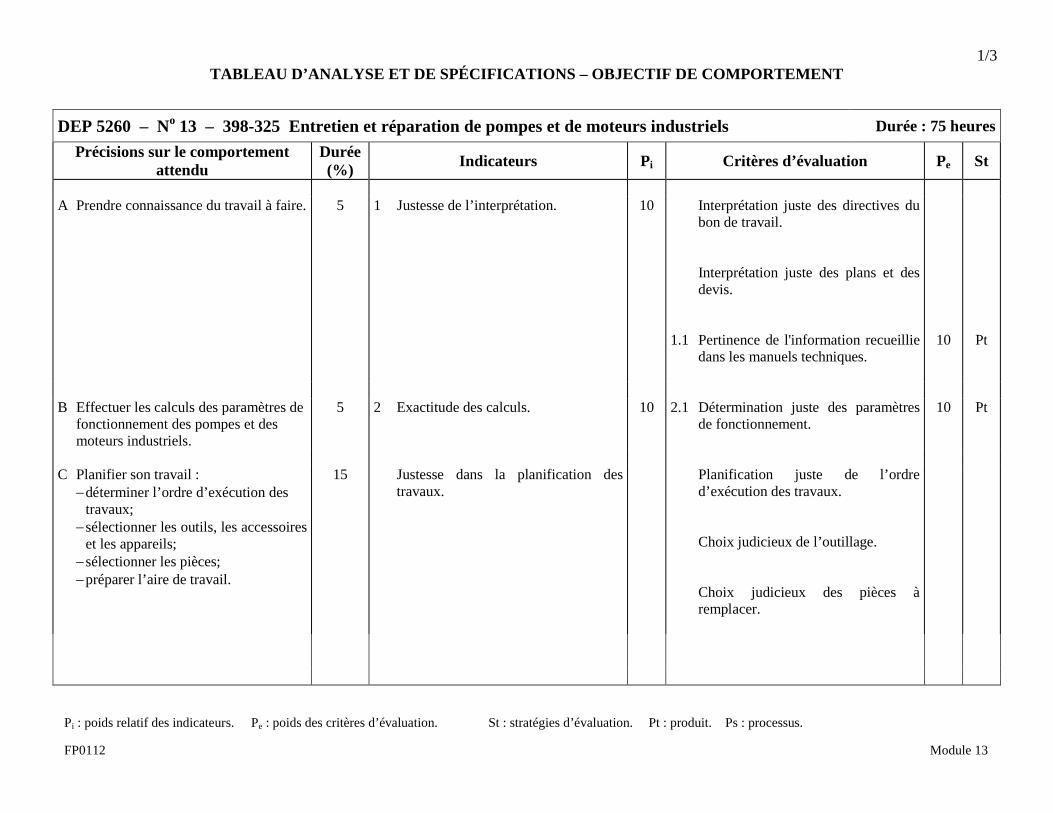
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 13
DEP 5260 – No 13 – 398-325 Entretien et réparation de pompes et de moteurs industriels Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire. 5 1 Justesse de l’interprétation. 10 Interprétation juste des directives du
bon de travail. Interprétation juste des plans et des
devis. 1.1 Pertinence de l'information recueillie
dans les manuels techniques.
10
Pt
B Effectuer les calculs des paramètres de
fonctionnement des pompes et des moteurs industriels.
5 2 Exactitude des calculs. 10 2.1 Détermination juste des paramètres de fonctionnement.
10 Pt
C Planifier son travail :
− déterminer l’ordre d’exécution des travaux;
− sélectionner les outils, les accessoires et les appareils;
− sélectionner les pièces; − préparer l’aire de travail.
15 Justesse dans la planification des travaux.
Planification juste de l’ordre d’exécution des travaux.
Choix judicieux de l’outillage. Choix judicieux des pièces à
remplacer.
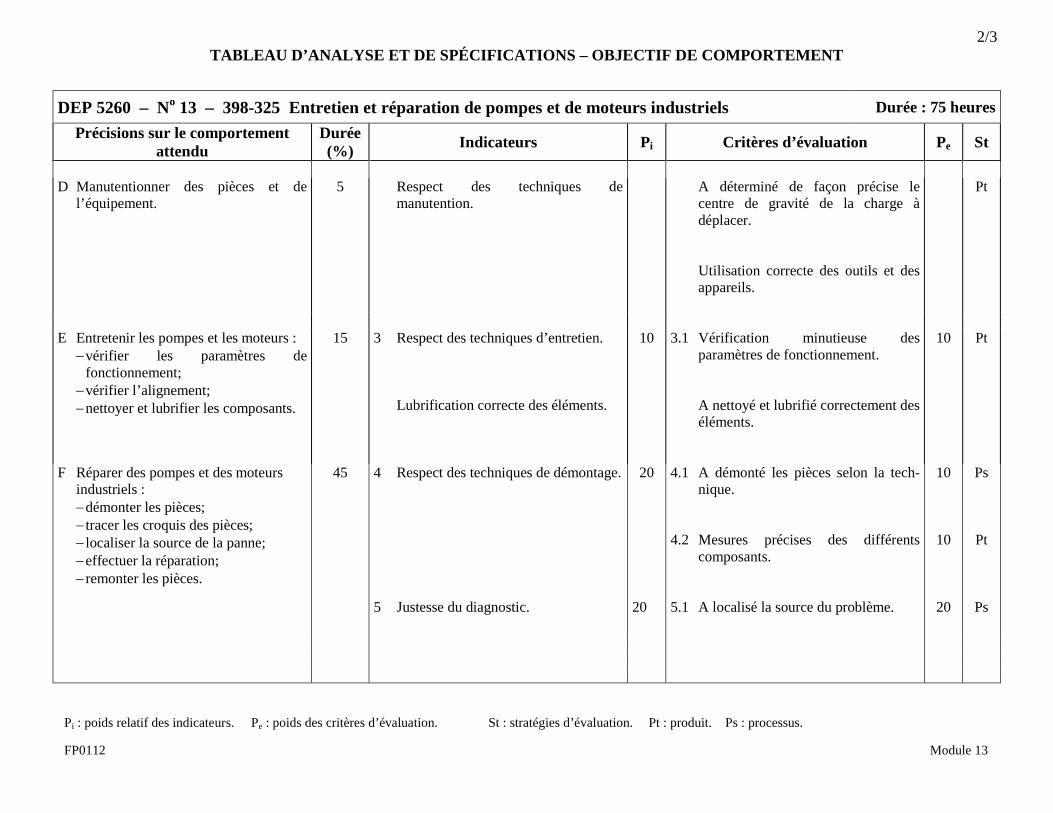
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 13
DEP 5260 – No 13 – 398-325 Entretien et réparation de pompes et de moteurs industriels Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Manutentionner des pièces et de
l’équipement. 5 Respect des techniques de
manutention. A déterminé de façon précise le
centre de gravité de la charge à déplacer.
Utilisation correcte des outils et des
appareils.
Pt
E Entretenir les pompes et les moteurs :
− vérifier les paramètres de fonctionnement;
− vérifier l’alignement; − nettoyer et lubrifier les composants.
15 3 Respect des techniques d’entretien. Lubrification correcte des éléments.
10 3.1 Vérification minutieuse des paramètres de fonctionnement.
A nettoyé et lubrifié correctement des
éléments.
10
Pt
F Réparer des pompes et des moteurs
industriels : − démonter les pièces; − tracer les croquis des pièces; − localiser la source de la panne; − effectuer la réparation; − remonter les pièces.
45 4 Respect des techniques de démontage. 5 Justesse du diagnostic.
20
20
4.1 A démonté les pièces selon la tech-nique.
4.2 Mesures précises des différents
composants. 5.1 A localisé la source du problème.
10
10
20
Ps
Pt
Ps
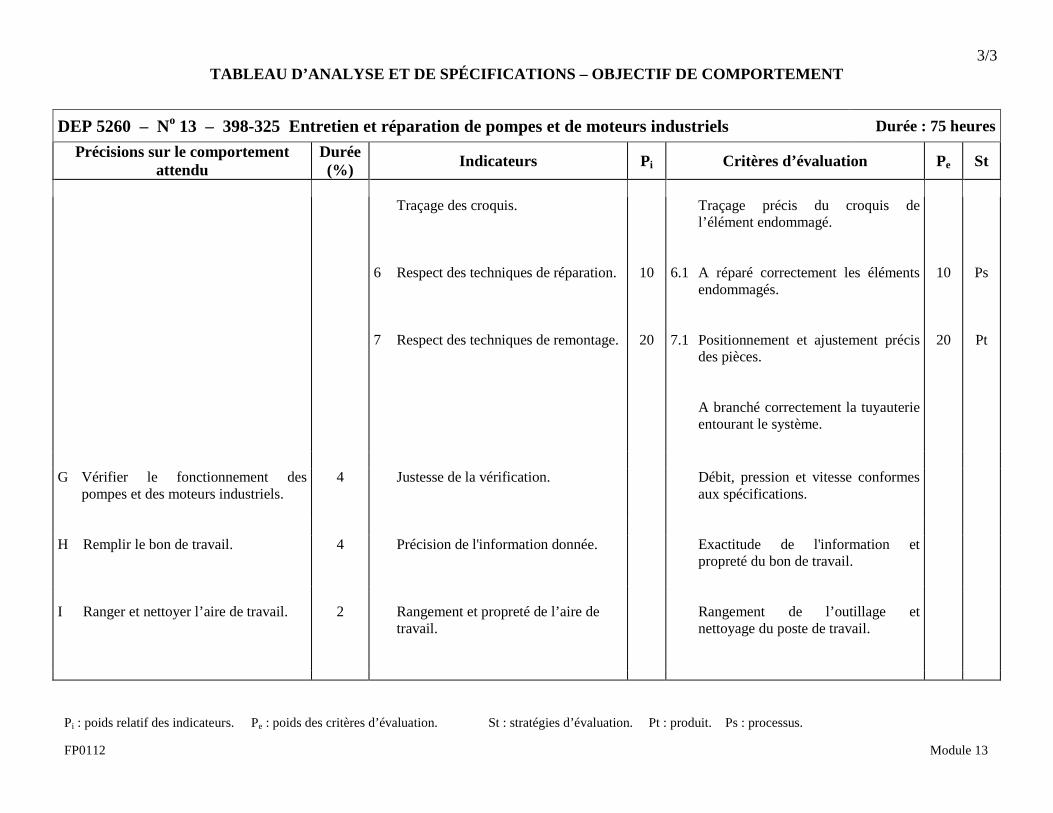
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 13
DEP 5260 – No 13 – 398-325 Entretien et réparation de pompes et de moteurs industriels Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
Traçage des croquis.
6 Respect des techniques de réparation. 7 Respect des techniques de remontage.
10
20
Traçage précis du croquis de l’élément endommagé.
6.1 A réparé correctement les éléments
endommagés. 7.1 Positionnement et ajustement précis
des pièces. A branché correctement la tuyauterie
entourant le système.
10
20
Ps
Pt
G Vérifier le fonctionnement des
pompes et des moteurs industriels. 4 Justesse de la vérification. Débit, pression et vitesse conformes
aux spécifications.
H Remplir le bon de travail. 4 Précision de l'information donnée. Exactitude de l'information et
propreté du bon de travail.
I Ranger et nettoyer l’aire de travail. 2 Rangement et propreté de l’aire de
travail. Rangement de l’outillage et
nettoyage du poste de travail.
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 13 – Entretien et réparation de pompes et de moteurs industriels
Code de cours : 398-325
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Reconnaissance du travail à faire
1.1 Pertinence de l'information recueillie dans les manuels techniques
- détermination de la pompe cylindrée - détermination de la pression maximale d’opération - détermination de la vitesse maximale d’opération
- détermination du sens de rotation de la pompe 0 ou 10 DEUXIÈME ÉTAPE : Calcul des paramètres de fonctionnement
2.1 Détermination des paramètres de fonctionnement
- débit en fonction de la révolution du moteur (RPM) - puissance (HP) d’entraînement de la pompe en fonction de la pression 0 ou 10
398-325 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE : Entretien des pompes et des moteurs
3.1 Vérification minutieuse des paramètres de fonctionnement
- ajustement précis de la pression du système - mesure exacte de la révolution (RPM) de l’arbre d’entraînement de la pompe - mesure exacte du débit de la pompe 0 ou 10
QUATRIÈME ÉTAPE : Réparer les pompes et les moteurs industriels
4.1 A démonté les pièces selon la technique
- respect de la technique - disposition appropriée des pièces sur l’établi 0 ou 10
4.2 Meures précises des différents composants
- roulements et coussinets - diamètre de l’arbre d’entraînement - dimension du chemin de clé - mesure des orifices d’aspiration et de refoulement 0 ou 10
5.1 A localisé la source du problème
- repérage des éléments à changer - repérage des éléments à réparer 0 ou 20
6.1 A réparé correctement les éléments endommagés
- réparation ou changement correct des éléments endommagés 0 ou 10
398-325 3
OBSERVATIONS OUI NON RÉSULTAT
7.1 Positionnement et ajustement conformes des composants
- remontage des composants dans une séquence logique - lubrification des composants - serrage correct des boulons 0 ou 20
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-325 Entretien et réparation de pompes et de moteurs industriels (module no 13)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à entretenir et à réparer des pompes et des moteurs industriels.
Cette épreuve est passée par un groupe de cinq personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit déterminer et vérifier des paramètres de fonctionnement du système, effectuer des calculs et réparer une pompe et un moteur.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours ou les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
398-325 2
Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec. PRÉPARATION DE L’ÉPREUVE Désajuster la pression sur le banc d’essai hydraulique et placer une ou deux pièces endommagées sur la pompe qui servira au démontage.
3 DÉROULEMENT DE L’ÉPREUVE
La première étape de l’épreuve consiste à rechercher de l'information dans un manuel technique. À la deuxième étape, la candidate ou le candidat doit effectuer des calculs relatifs aux données techniques de la première étape. À la troisième étape, la personne doit effectuer, sur un banc d’essai hydraulique, l’ajustement de la pression conformément aux recommandations du fabricant, prendre des mesures du RPM de l’arbre d’entraînement de la pompe à l’aide d’un tachymètre et de débit de la pompe à l’aide d’un débitmètre.
La quatrième étape de l’épreuve consiste à démonter la pompe, à mesurer les roulements, les coussinets, l’arbre d’entraînement ainsi que la dimension des orifices d’aspiration et de refoulement de la pompe, et à identifier le type de filets sur celle-ci. Ensuite, la candidate ou le candidat procède à l’analyse des différentes pièces de la pompe afin de déterminer les éléments endommagés et ceux qui doivent être changés ou réparés. Enfin, elle ou il remonte la pompe selon les techniques.
398-325 3
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
− 1 pompe hydraulique avec sa plaque signalétique;
− 1 manuel technique correspondant à la pompe;
− 1 banc d’essai hydraulique (si possible, avec la même pompe);
− 1 débitmètre;
− 1 tachymètre;
− 1 manomètre;
− 1 pied à coulisse;
− 1 ensemble de micromètres;
− 1 ensemble de jauges télescopiques;
− 1 règle en acier de 6 pouces;
− 1 ensemble de jauges à filets en systèmes métrique et impérial;
− 1 catalogue de raccords hydrauliques;
− 1 petit huilier ou une burette;
− 1 ensemble d’extracteurs de roulements;
− 1 clé dynamométrique;
− 1 coffre d’outils de base.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, le candidat ou la candidate doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 h 30 min.
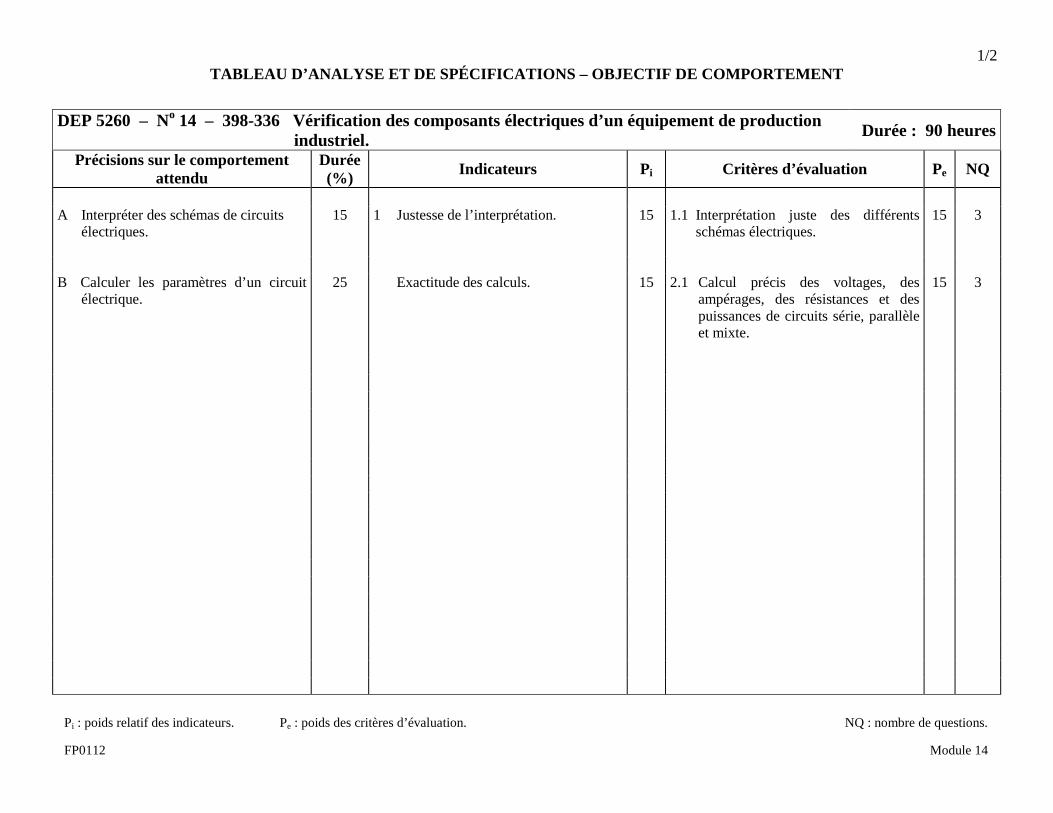
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 14
DEP 5260 – No 14 – 398-336 Vérification des composants électriques d’un équipement de production industriel. Durée : 90 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
A Interpréter des schémas de circuits
électriques. 15 1 Justesse de l’interprétation.
15 1.1 Interprétation juste des différents
schémas électriques.
15 3
B Calculer les paramètres d’un circuit
électrique. 25 Exactitude des calculs.
15 2.1 Calcul précis des voltages, des
ampérages, des résistances et des puissances de circuits série, parallèle et mixte.
15
3
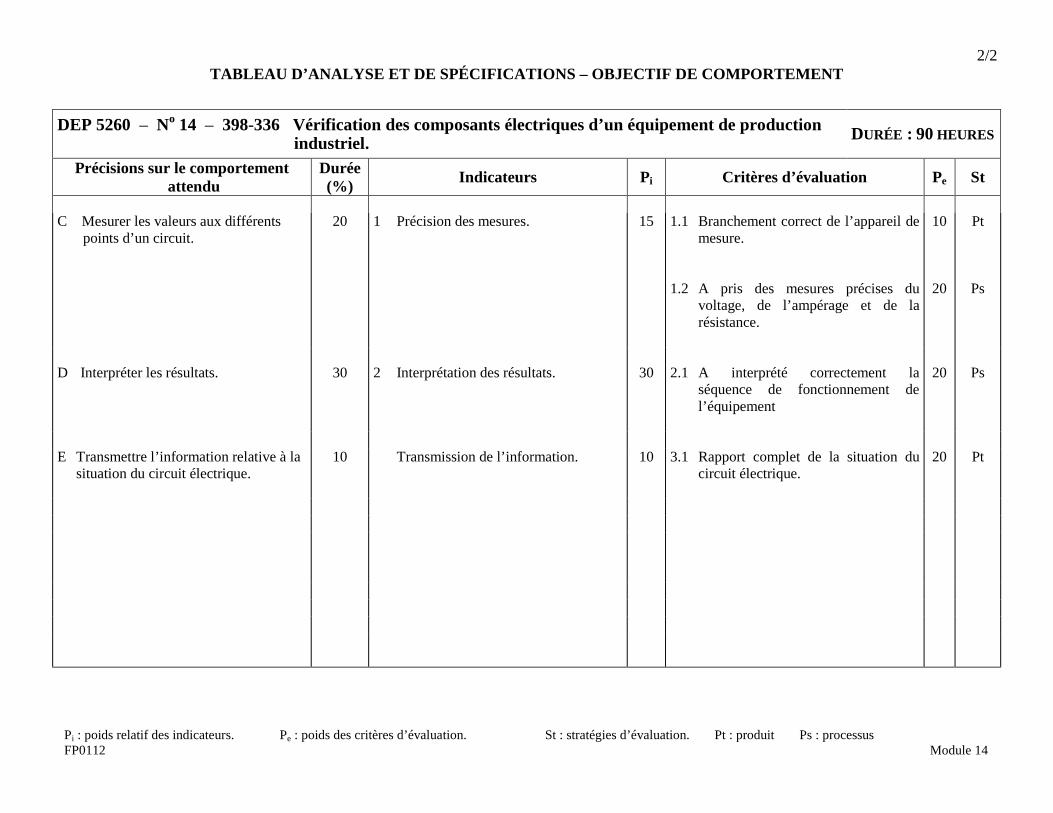
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit Ps : processus FP0112 Module 14
DEP 5260 – No 14 – 398-336 Vérification des composants électriques d’un équipement de production industriel. DURÉE : 90 HEURES
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
C Mesurer les valeurs aux différents
points d’un circuit. 20 1 Précision des mesures.
15 1.1 Branchement correct de l’appareil de mesure.
1.2 A pris des mesures précises du
voltage, de l’ampérage et de la résistance.
10
20
Pt
Ps
D Interpréter les résultats. 30 2 Interprétation des résultats.
30 2.1 A interprété correctement la
séquence de fonctionnement de l’équipement
20
Ps
E Transmettre l’information relative à la
situation du circuit électrique. 10 Transmission de l’information. 10 3.1 Rapport complet de la situation du
circuit électrique.
20 Pt
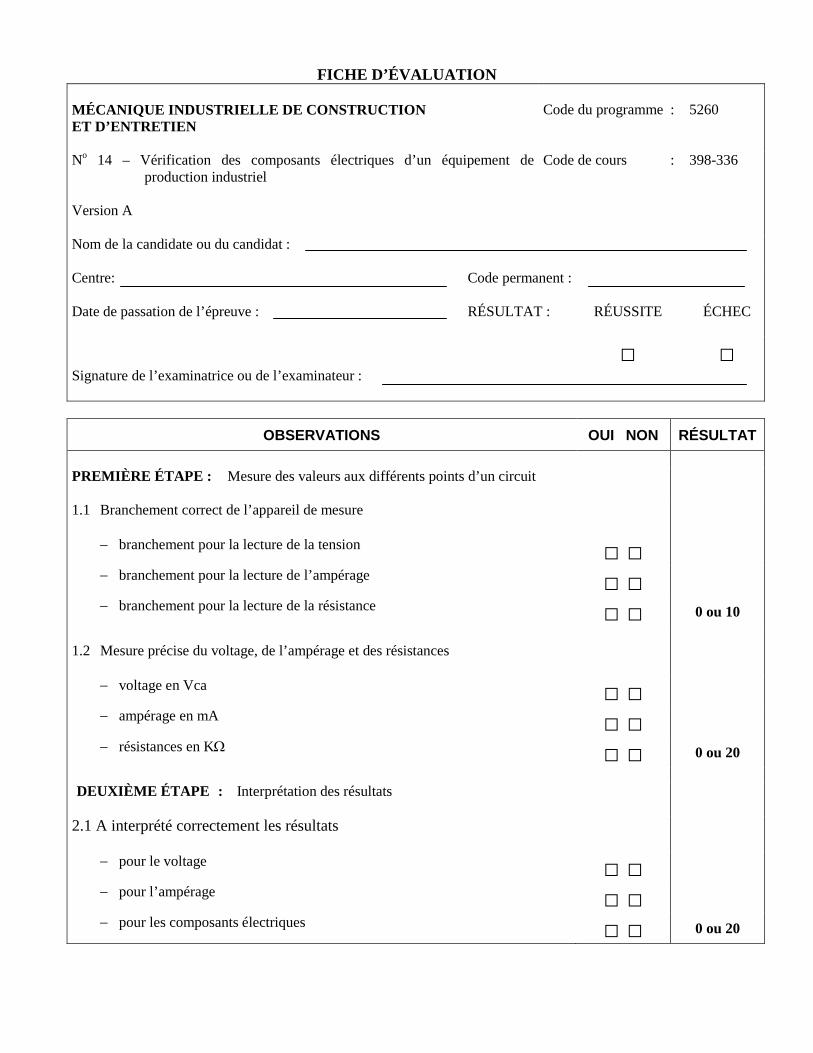
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 14 – Vérification des composants électriques d’un équipement de production industriel
Code de cours : 398-336
Version A Nom de la candidate ou du candidat : Centre:
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Mesure des valeurs aux différents points d’un circuit
1.1 Branchement correct de l’appareil de mesure
− branchement pour la lecture de la tension
− branchement pour la lecture de l’ampérage
− branchement pour la lecture de la résistance 0 ou 10 1.2 Mesure précise du voltage, de l’ampérage et des résistances
− voltage en Vca
− ampérage en mA
− résistances en KΩ 0 ou 20 DEUXIÈME ÉTAPE : Interprétation des résultats
2.1 A interprété correctement les résultats
− pour le voltage
− pour l’ampérage
− pour les composants électriques 0 ou 20
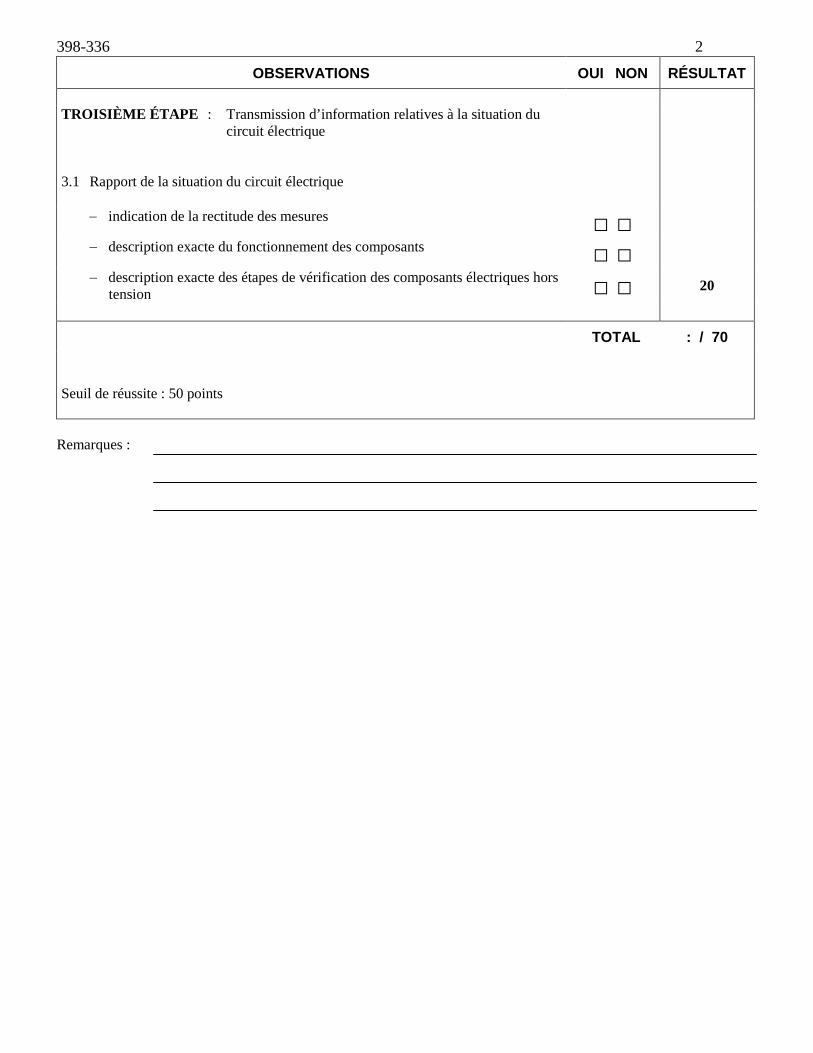
398-336 2
OBSERVATIONS OUI NON RÉSULTAT TROISIÈME ÉTAPE : Transmission d’information relatives à la situation du
circuit électrique
3.1 Rapport de la situation du circuit électrique
− indication de la rectitude des mesures
− description exacte du fonctionnement des composants
− description exacte des étapes de vérification des composants électriques hors tension 20
TOTAL : / 70 Seuil de réussite : 50 points
Remarques :
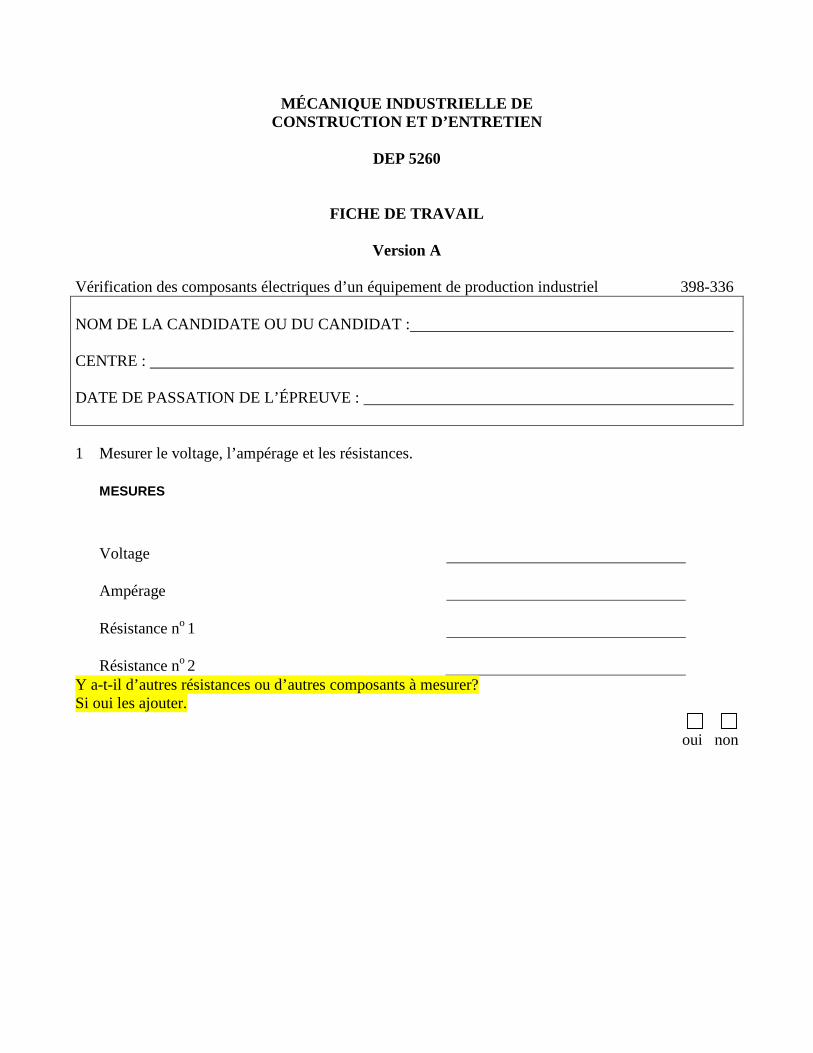
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
FICHE DE TRAVAIL
Version A Vérification des composants électriques d’un équipement de production industriel 398-336 NOM DE LA CANDIDATE OU DU CANDIDAT : CENTRE : DATE DE PASSATION DE L’ÉPREUVE : 1 Mesurer le voltage, l’ampérage et les résistances.
MESURES
Voltage
Ampérage
Résistance no 1
Résistance no 2
Y a-t-il d’autres résistances ou d’autres composants à mesurer? Si oui les ajouter.
oui non
398-336 Fiche de travail 2
2 Interpréter les résultats des mesures. INTERPRÉTATION
CORRECT INCORRECT
Voltage
Ampérage
Résistance no 1
Résistance no 2
Ajouter les autres composants, s’il y a lieu. oui non
Note pour l’examinatrice ou l’examinateur : Reporter les résultats aux points 1.2 et 2.1 de la fiche
d’évaluation.
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
RAPPORT
Version A Vérification des composants électriques d’un équipement de production industriel 398-336 NOM DE LA CANDIDATE OU DU CANDIDAT : CENTRE : DATE DE PASSATION DE L’ÉPREUVE : 1
LES MESURES DU CIRCUIT SONT : CORRECTE INCORRECTE
Voltage
Ampérage
Résistance no 1
Résistance no 2
oui non
2 Décrire le fonctionnement de chacun des composants.
oui non
398-336 Rapport 2
3 Décrire les étapes de vérification de chacun des composant électriques hors tension.
oui non Note pour l’examinatrice ou l’examinateur : Reporter les résultats au point 3.1 de la fiche
d’évaluation.

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-336 Vérification des composants électriques d’un équipement de production industriel (module no 14)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à vérifier les composants électriques d’un équipement industriel. L’épreuve se divise en deux parties : la première est axée sur les connaissances pratiques et la deuxième, sur la pratique. L’épreuve est passée par tout le groupe de personnes en même temps à la première partie et par cinq candidates ou candidats à la deuxième partie. L’épreuve sur les connaissances pratiques peut se dérouler en même temps que l’épreuve pratique ou quelques jours avant.
2 DESCRIPTION DE L’ÉPREUVE
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve
398-336 2
Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
Épreuve de connaissances pratiques : À partir de schémas électriques de circuits parallèle, série et mixte, on demandera aux candidates et aux candidats : 1.1 d’interpréter différents schémas électriques en identifiant des symboles et en décrivant la
fonction de certains composants (3 questions); 2.1 de calculer des tensions, des intensités de courant et des résistances (3 questions). Épreuve pratique : La candidate ou le candidat devra mesurer des valeurs dans un circuit électrique fonctionnel, interpréter les résultats et transmettre l’information relative à la situation du circuit électrique. Note : Le circuit électrique utilisé peut être différent de celui qui a servi à l’épreuve de
connaissances pratiques. PRÉPARARATION DE L’ÉPREUVE PRATIQUE Provoquer des pannes.
3 DÉROULEMENT DE L’ÉPREUVE PREMIÈRE PARTIE : Épreuve de connaissances pratiques
Distribuer les cahiers de la candidate ou du candidat et les plans. DEUXIÈME PARTIE : Épreuve pratique Distribuer les cahiers de la candidate ou du candidat, la fiche de travail et le rapport. Donner les explications nécessaires. À la première étape de l’épreuve, on doit prendre des mesures dans un circuit électrique à l’aide d’un multimètre et du plan du circuit électrique. Le branchement de l’appareil de mesure et les différentes lectures devront être effectués avec précision. À la deuxième étape de l’épreuve, la personne doit interpréter les résultats obtenus.
398-336 3
À la troisième étape, la candidate ou le candidat doit remplir un rapport sur la situation du circuit électrique. .RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Branchement correct de l’appareil de mesure On vérifiera le branchement pour la lecture de la tension, de l’ampérage et de la
résistance. 2.1 A interprété les résultats On s’attend à ce que chacun des résultats soit interprété. 3.1 Rapport de la situation du circuit électrique On s’attend à ce que le rapport soit précis et complet. MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT - 1 multimètre;
- 1 pince ampèremétrique;
- 1 banc d’essai électrique ou un équipement d’atelier complet comprenant : - des boutons-poussoirs pour le départ et l'arrêt; - un sélecteur 2 ou 3 positions; - un interrupteur de fin de course; - une photocellule; - un capteur capacitif ou inductif; - un temporisateur; - un ensemble de relais de contrôle; - un démarreur pour moteur 600 Vca; - un moteur 3 phases 600 Vca; - un disjoncteur; - des borniers;
- 1 plan électrique;
- 1 cadenas;
- 1 roulette avec autocollant pour la numérotation du filage;
- 1 petit tournevis pour les borniers;
- 1 ensemble de terminaux et de marettes;
- 1 ensemble de fils;
- 1 rouleau de corde;
398-336 4
- 1 coffre d’outils complet;
- 1 paire de lunettes de sécurité.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 4 bonnes réponses à la première partie et 50 points sur 60 à la deuxième.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée cette épreuve est de 30 min pour la première partie et de 1 heure pour la deuxième.
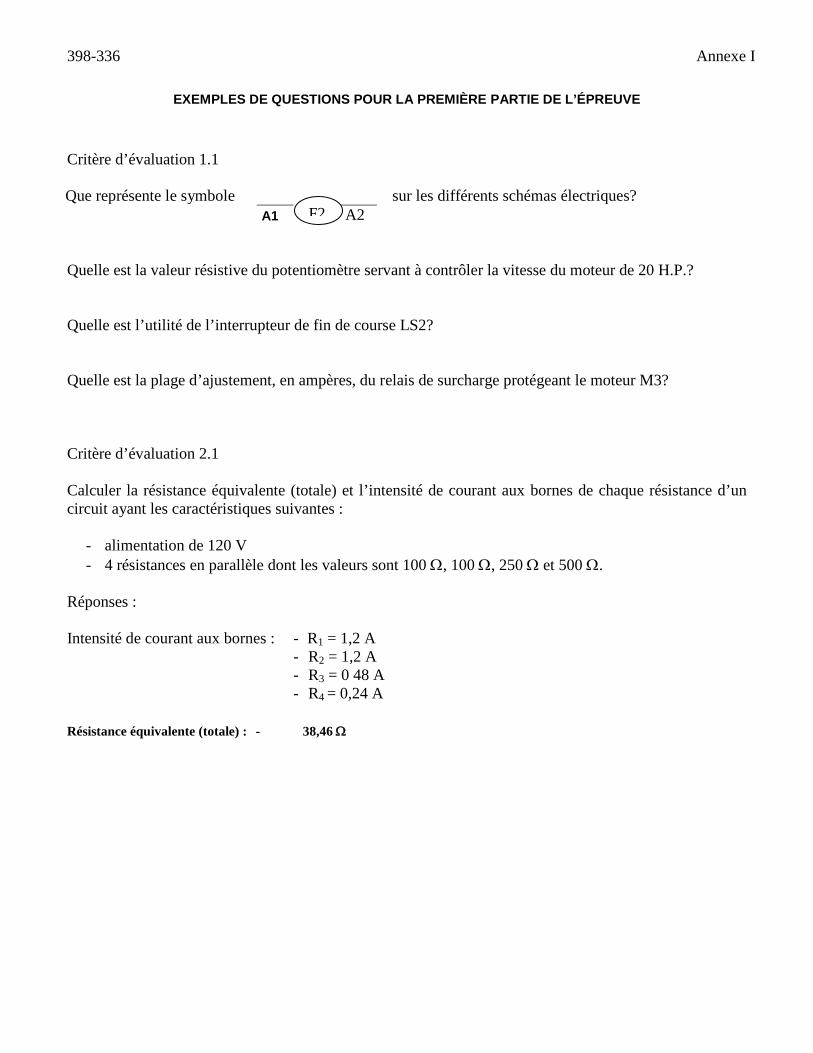
398-336 Annexe I
EXEMPLES DE QUESTIONS POUR LA PREMIÈRE PARTIE DE L’ÉPREUVE
Critère d’évaluation 1.1 Que représente le symbole sur les différents schémas électriques? A1 A2 Quelle est la valeur résistive du potentiomètre servant à contrôler la vitesse du moteur de 20 H.P.? Quelle est l’utilité de l’interrupteur de fin de course LS2? Quelle est la plage d’ajustement, en ampères, du relais de surcharge protégeant le moteur M3? Critère d’évaluation 2.1 Calculer la résistance équivalente (totale) et l’intensité de courant aux bornes de chaque résistance d’un circuit ayant les caractéristiques suivantes :
- alimentation de 120 V - 4 résistances en parallèle dont les valeurs sont 100 Ω, 100 Ω, 250 Ω et 500 Ω.
Réponses : Intensité de courant aux bornes : - R1 = 1,2 A
- R2 = 1,2 A - R3 = 0 48 A - R4 = 0,24 A
Résistance équivalente (totale) : - 38,46 Ω
F2
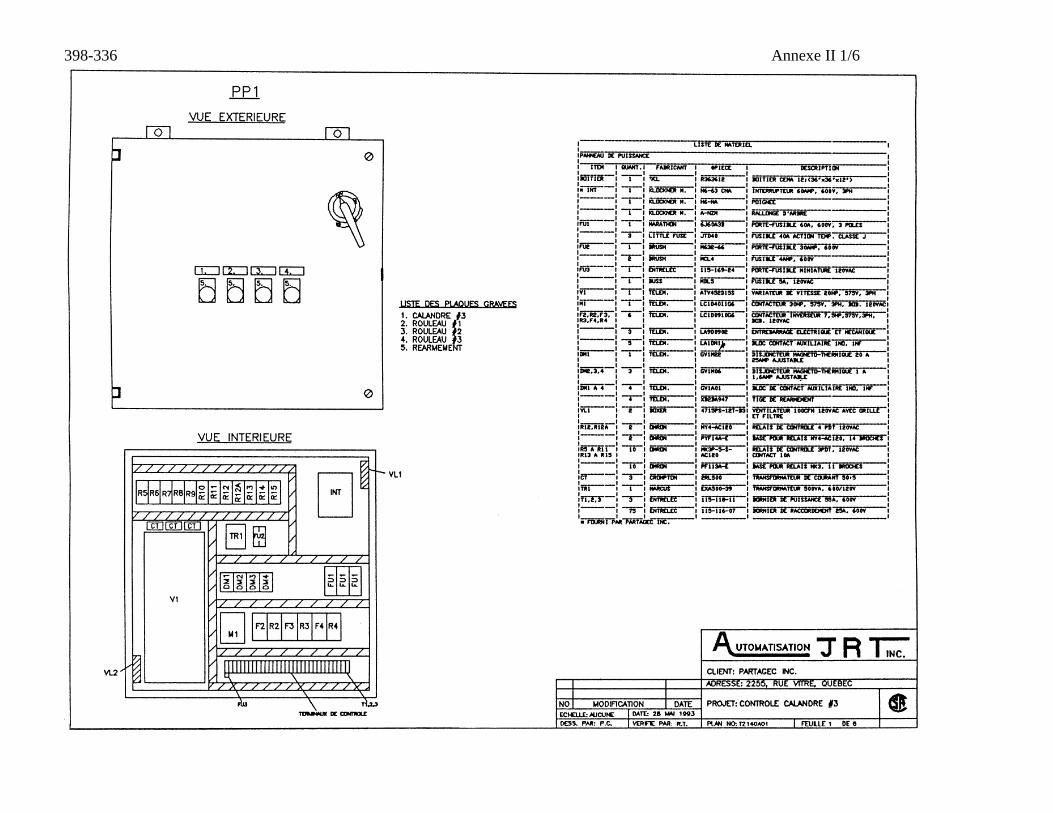
398-336 Annexe II 1/6
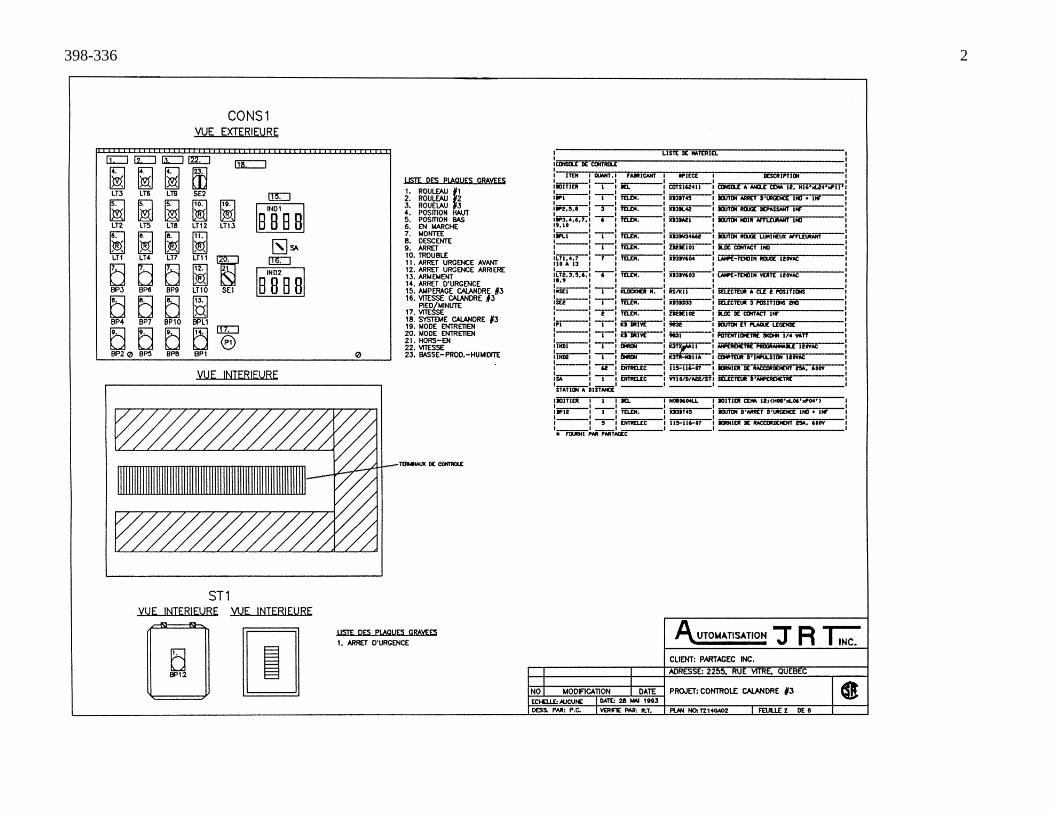
398-336 2
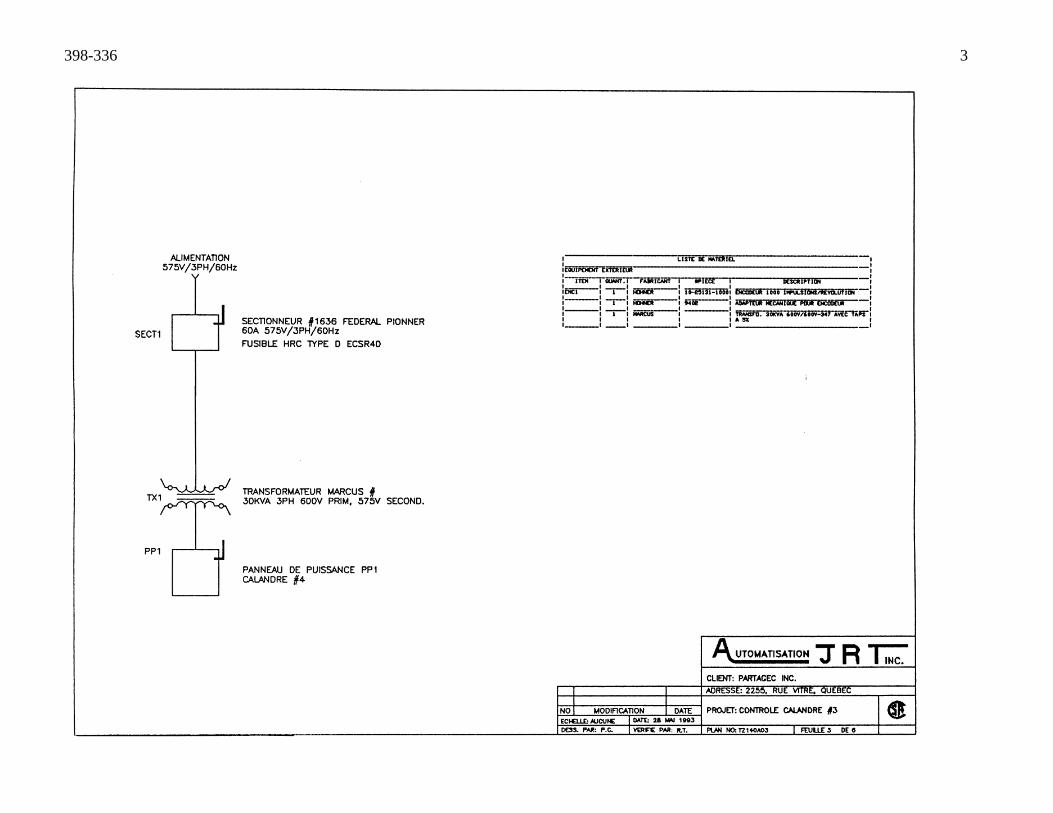
398-336 3
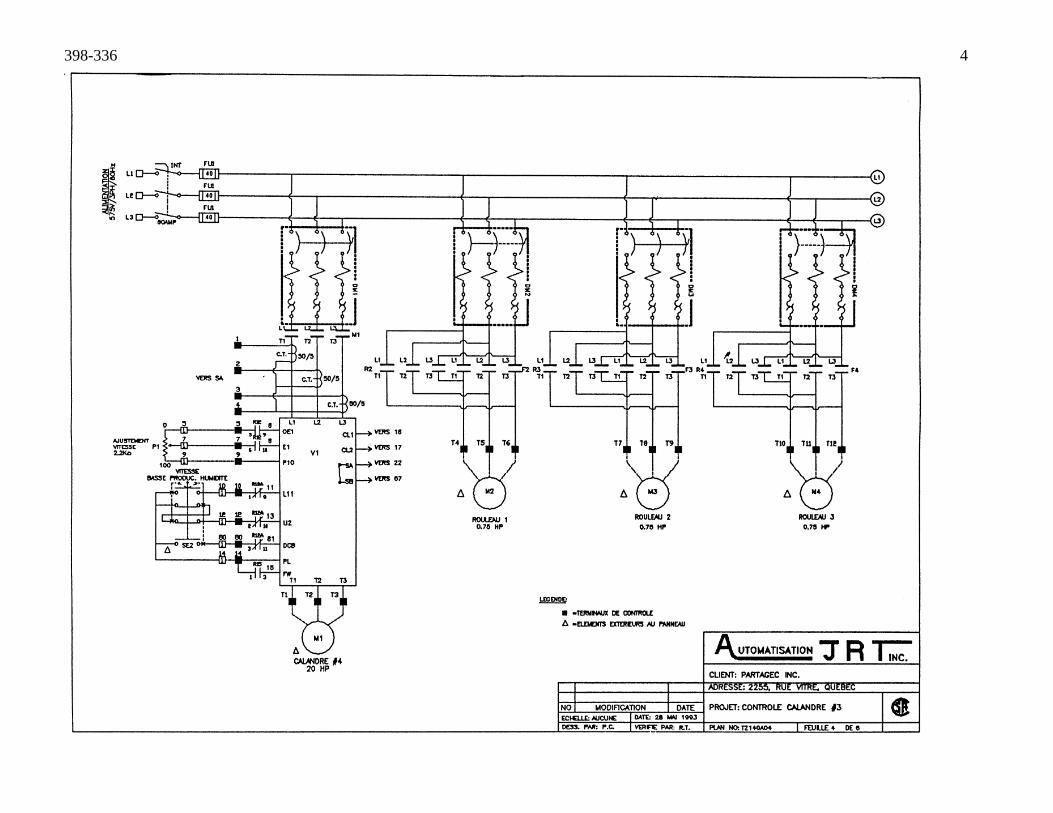
398-336 4
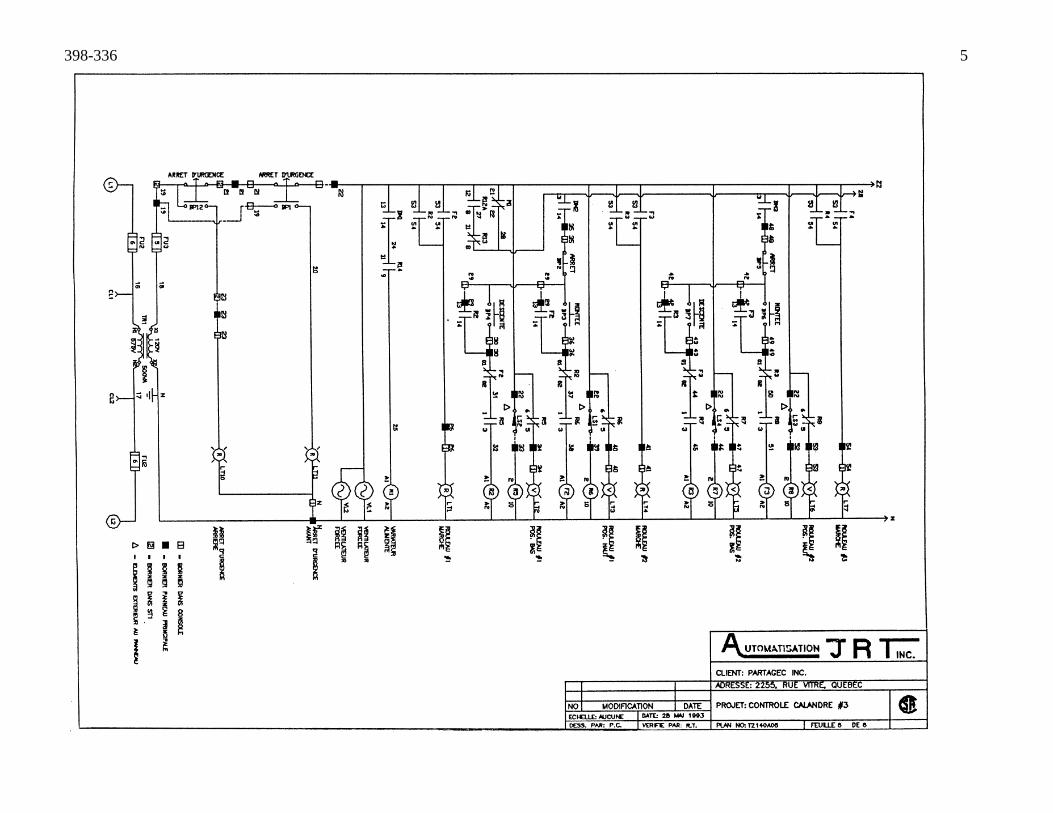
398-336 5
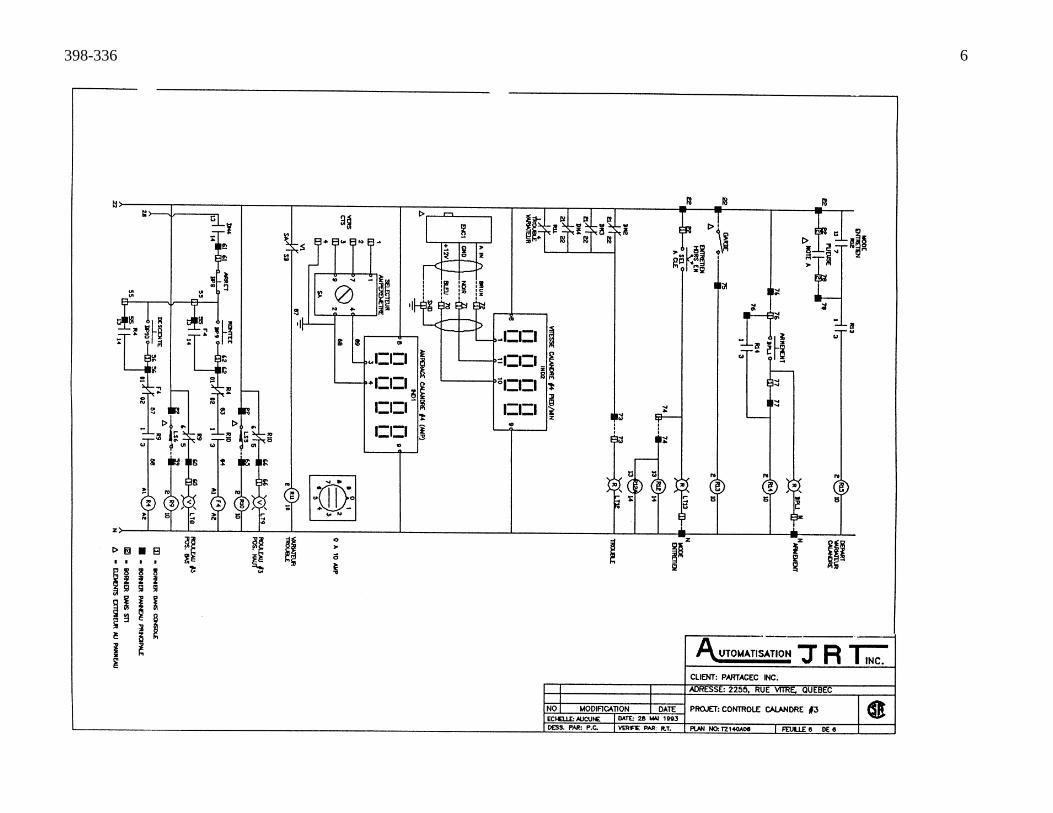
398-336 6
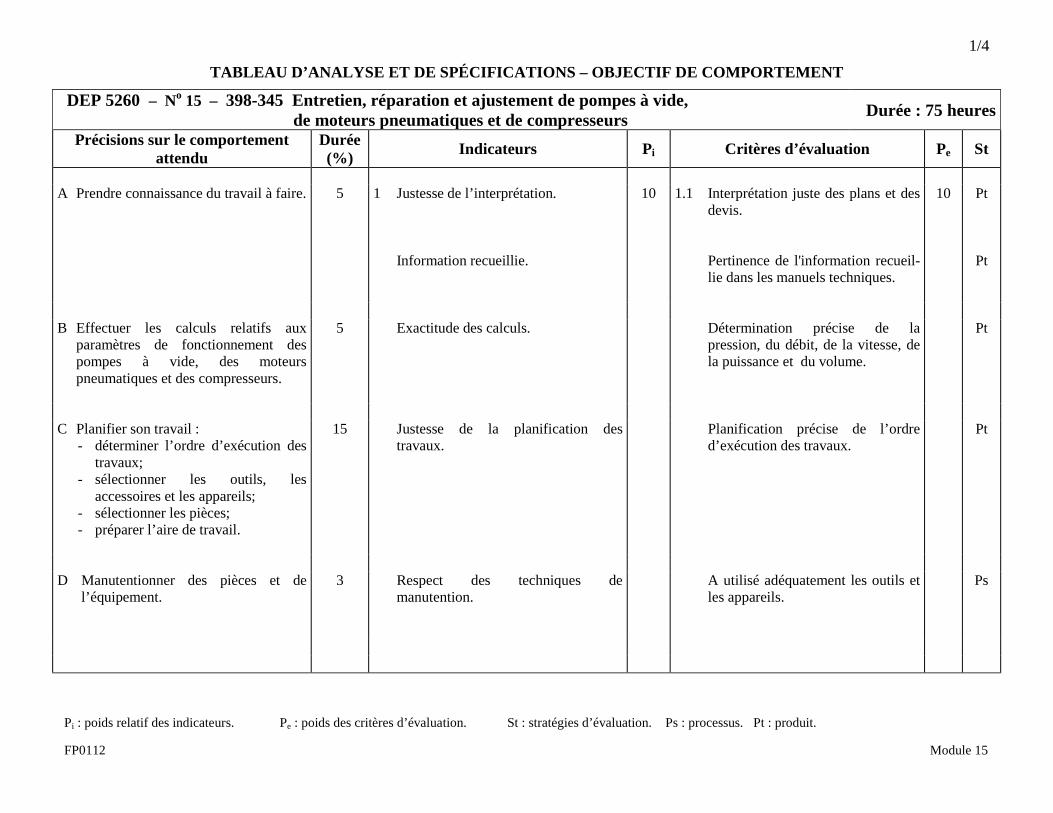
1/4
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 15
DEP 5260 – No 15 – 398-345 Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire. 5 1 Justesse de l’interprétation.
Information recueillie.
10 1.1 Interprétation juste des plans et des devis.
Pertinence de l'information recueil-
lie dans les manuels techniques.
10
Pt
Pt
B Effectuer les calculs relatifs aux
paramètres de fonctionnement des pompes à vide, des moteurs pneumatiques et des compresseurs.
5 Exactitude des calculs.
Détermination précise de la pression, du débit, de la vitesse, de la puissance et du volume.
Pt
C Planifier son travail :
- déterminer l’ordre d’exécution des travaux;
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les pièces; - préparer l’aire de travail.
15 Justesse de la planification des travaux.
Planification précise de l’ordre d’exécution des travaux.
Pt
D Manutentionner des pièces et de
l’équipement. 3 Respect des techniques de
manutention.
A utilisé adéquatement les outils et les appareils.
Ps
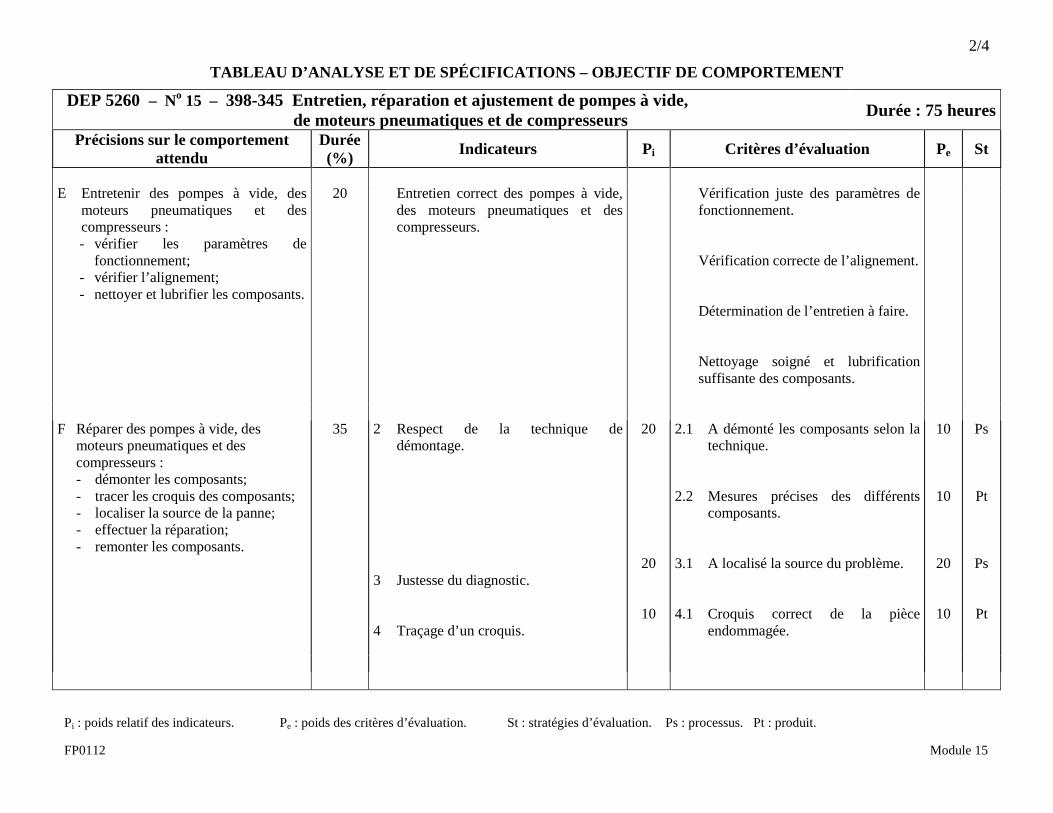
2/4
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 15
DEP 5260 – No 15 – 398-345 Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
E Entretenir des pompes à vide, des
moteurs pneumatiques et des compresseurs : - vérifier les paramètres de
fonctionnement; - vérifier l’alignement; - nettoyer et lubrifier les composants.
20 Entretien correct des pompes à vide, des moteurs pneumatiques et des compresseurs.
Vérification juste des paramètres de fonctionnement.
Vérification correcte de l’alignement. Détermination de l’entretien à faire. Nettoyage soigné et lubrification
suffisante des composants.
F Réparer des pompes à vide, des
moteurs pneumatiques et des compresseurs : - démonter les composants; - tracer les croquis des composants; - localiser la source de la panne; - effectuer la réparation; - remonter les composants.
35 2 Respect de la technique de démontage.
3 Justesse du diagnostic. 4 Traçage d’un croquis.
20
20
10
2.1 A démonté les composants selon la technique.
2.2 Mesures précises des différents
composants. 3.1 A localisé la source du problème. 4.1 Croquis correct de la pièce
endommagée.
10
10
20
10
Ps
Pt
Ps
Pt
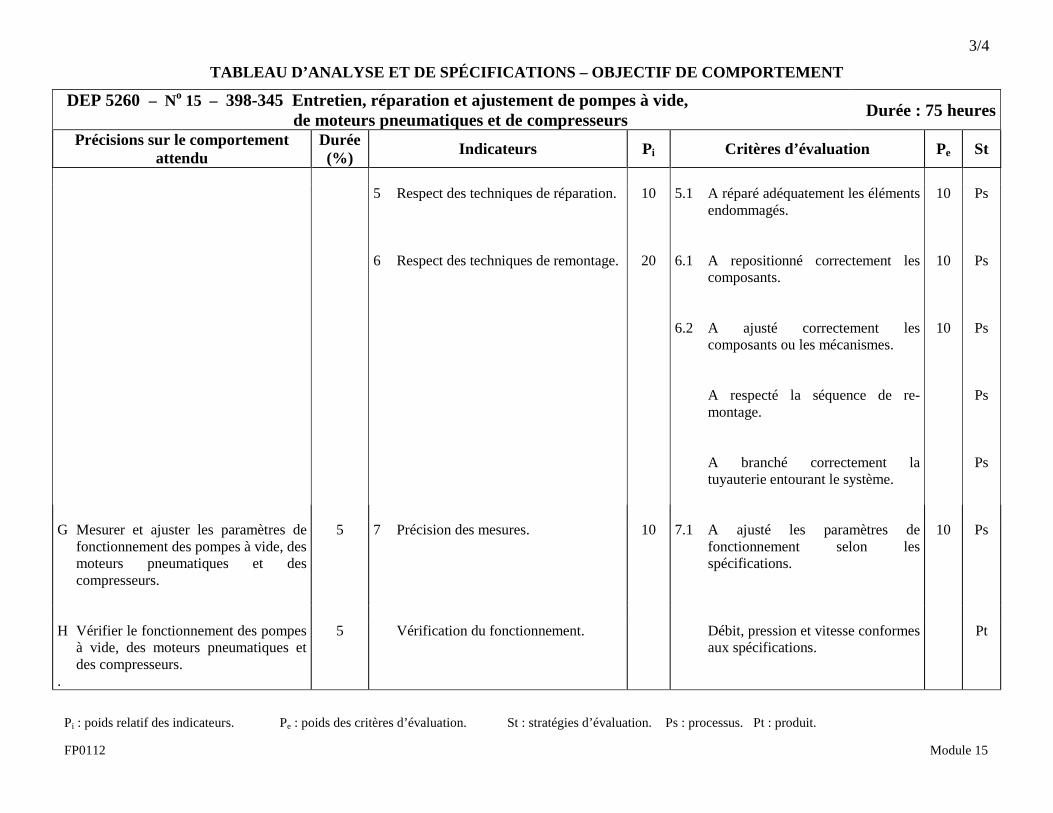
3/4
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 15
DEP 5260 – No 15 – 398-345 Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
5 Respect des techniques de réparation.
6 Respect des techniques de remontage.
10
20
5.1 A réparé adéquatement les éléments endommagés.
6.1 A repositionné correctement les
composants. 6.2 A ajusté correctement les
composants ou les mécanismes. A respecté la séquence de re-
montage. A branché correctement la
tuyauterie entourant le système.
10
10
10
Ps
Ps
Ps
Ps
Ps
G Mesurer et ajuster les paramètres de
fonctionnement des pompes à vide, des moteurs pneumatiques et des compresseurs.
5 7 Précision des mesures.
10 7.1 A ajusté les paramètres de fonctionnement selon les spécifications.
10 Ps
H Vérifier le fonctionnement des pompes
à vide, des moteurs pneumatiques et des compresseurs.
.
5 Vérification du fonctionnement.
Débit, pression et vitesse conformes aux spécifications.
Pt
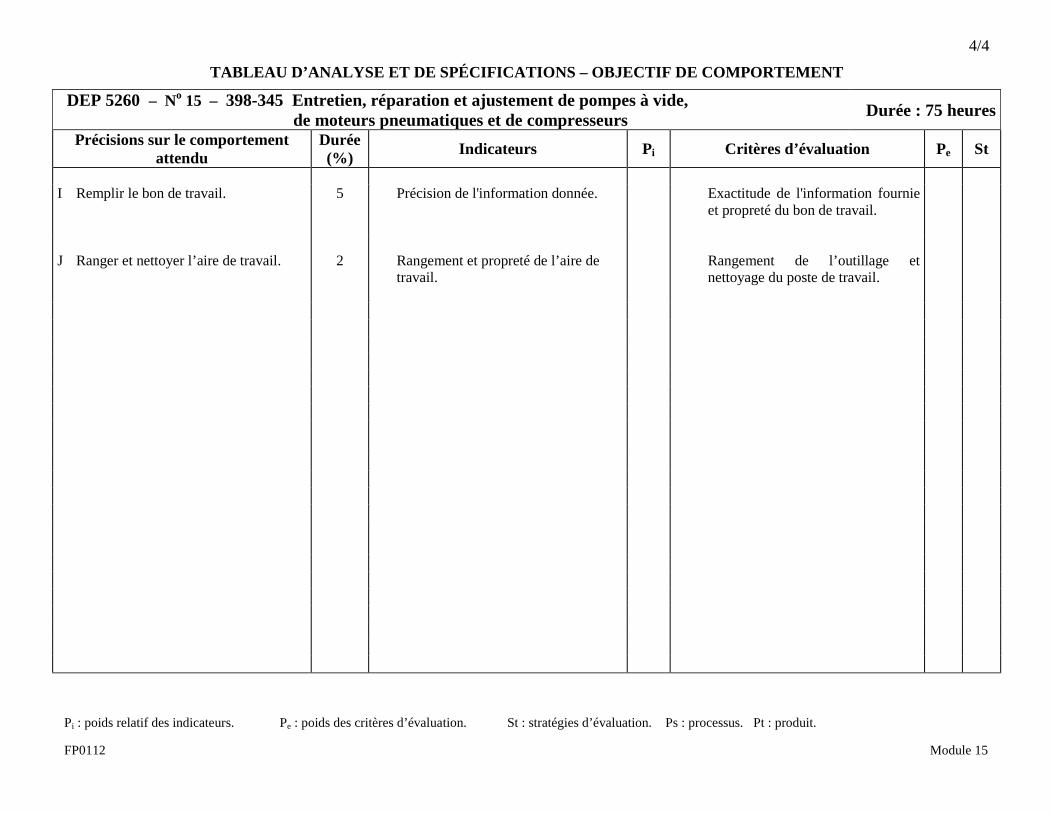
4/4
TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 15
DEP 5260 – No 15 – 398-345 Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
I Remplir le bon de travail. 5 Précision de l'information donnée.
Exactitude de l'information fournie
et propreté du bon de travail.
J Ranger et nettoyer l’aire de travail. 2 Rangement et propreté de l’aire de
travail.
Rangement de l’outillage et nettoyage du poste de travail.
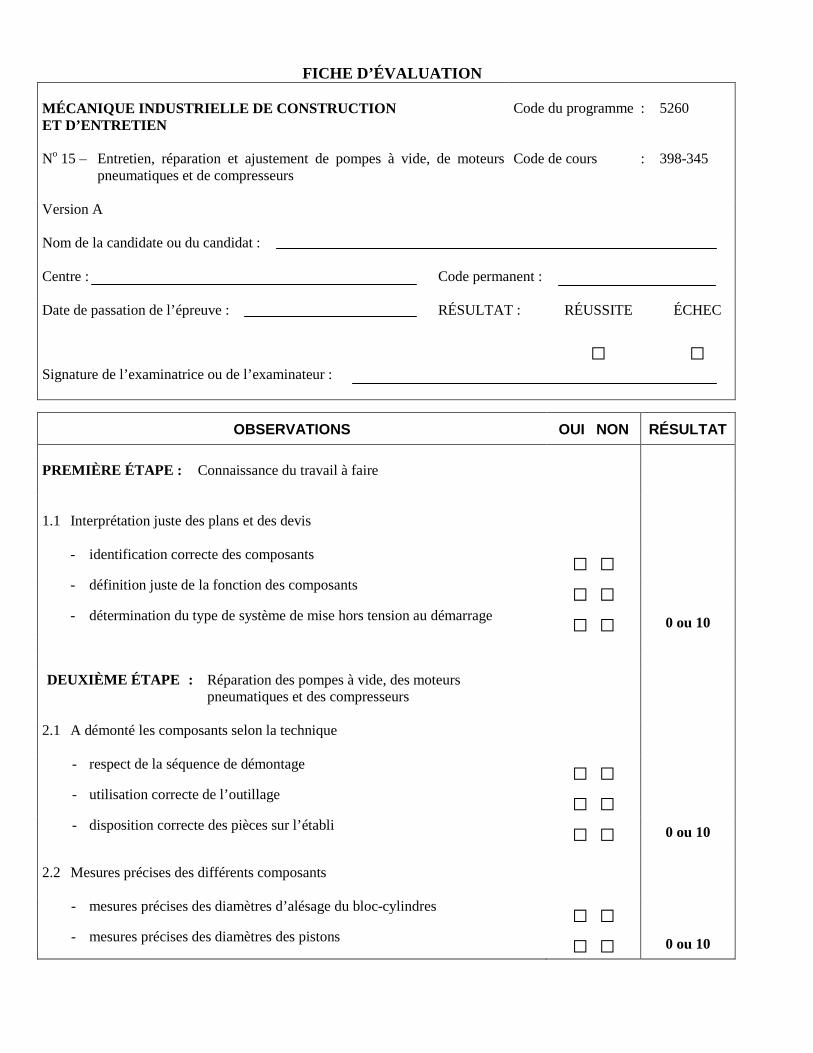
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 15 – Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs
Code de cours : 398-345
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Connaissance du travail à faire
1.1 Interprétation juste des plans et des devis
- identification correcte des composants - définition juste de la fonction des composants - détermination du type de système de mise hors tension au démarrage 0 ou 10 DEUXIÈME ÉTAPE : Réparation des pompes à vide, des moteurs
pneumatiques et des compresseurs
2.1 A démonté les composants selon la technique
- respect de la séquence de démontage - utilisation correcte de l’outillage - disposition correcte des pièces sur l’établi 0 ou 10
2.2 Mesures précises des différents composants
- mesures précises des diamètres d’alésage du bloc-cylindres - mesures précises des diamètres des pistons 0 ou 10
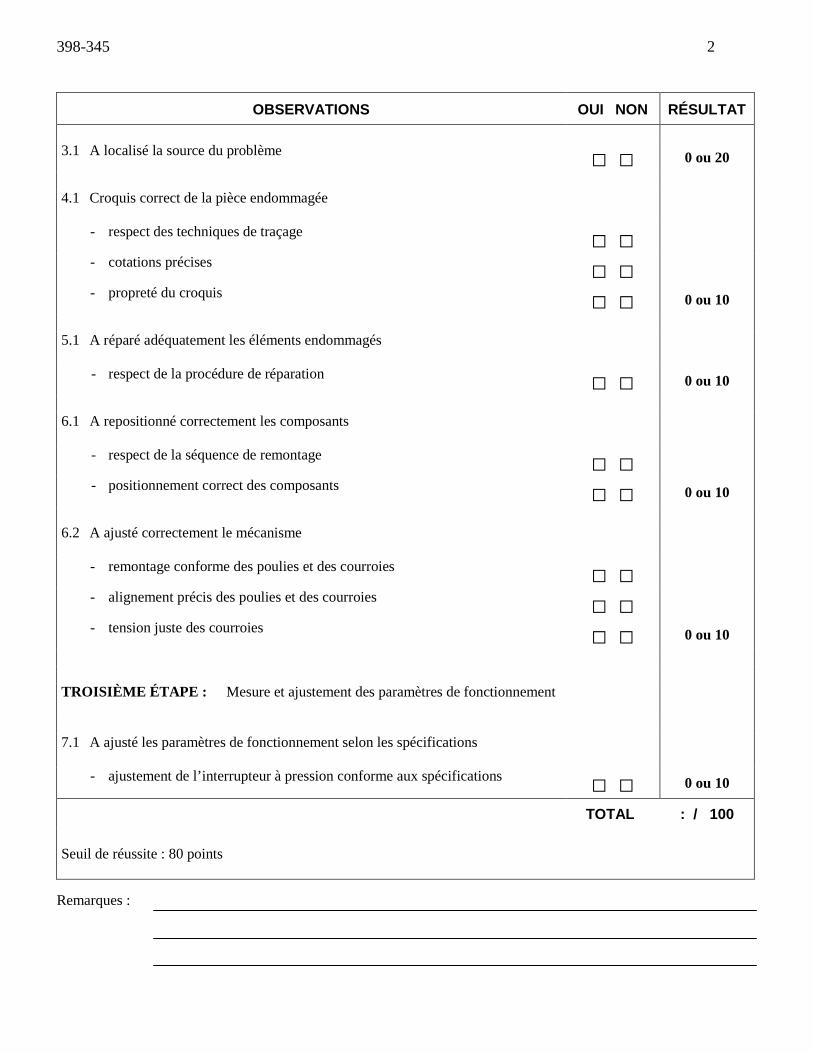
398-345 2
OBSERVATIONS OUI NON RÉSULTAT
3.1 A localisé la source du problème 0 ou 20 4.1 Croquis correct de la pièce endommagée
- respect des techniques de traçage - cotations précises - propreté du croquis 0 ou 10
5.1 A réparé adéquatement les éléments endommagés
- respect de la procédure de réparation 0 ou 10 6.1 A repositionné correctement les composants
- respect de la séquence de remontage - positionnement correct des composants 0 ou 10
6.2 A ajusté correctement le mécanisme
- remontage conforme des poulies et des courroies - alignement précis des poulies et des courroies - tension juste des courroies 0 ou 10
TROISIÈME ÉTAPE : Mesure et ajustement des paramètres de fonctionnement
7.1 A ajusté les paramètres de fonctionnement selon les spécifications
- ajustement de l’interrupteur à pression conforme aux spécifications 0 ou 10 TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
FICHE DE TRAVAIL
Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs 398-345 NOM DE LA CANDIDATE OU DU CANDIDAT : CENTRE : DATE DE PASSATION DE L’ÉPREUVE :
1 a) Nommer les composants et décrire leur fonction.
COMPOSANTS FONCTION
oui non oui non
b) Déterminer le type de système de mise hors tension au démarrage.
oui non
398-345 Fiche de travail 2
2 Mesurer les diamètres d’alésage du bloc-cylindres et les diamètres des pistons.
MESURES DES DIAMÈTRES D’ALÉSAGE DU BLOC-CYLINDRES
oui non
MESURES DES DIAMÈTRES DES PISTONS
oui non 3 Localiser la source du problème. oui non
398-345 Fiche de travail 3
4 Faire le croquis de la pièce endommagée.
oui non
5 Inscrire les spécifications données par l’examinatrice ou l’examinateur. Spécifications : Note pour l’examinatrice ou l’examinateur : Reporter les résultats aux points 1.1, 2.2, 3.1 et 4.1 de la fiche d’évaluation.
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-345 Entretien, réparation et ajustement de pompes à vide, de moteurs pneumatiques et de compresseurs (module no 15)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à entretenir, à réparer et à ajuster des pompes à vide, des moteurs pneumatiques et des compresseurs. Cette épreuve ne peut être passée par plus de cinq personnes à la fois.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit diagnostiquer une anomalie, démonter, remonter et ajuster un compresseur à pistons.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés.
Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
Note : Pour l’ajustement, on peut utiliser un compresseur différent de celui qui a été démonté et
remonté.
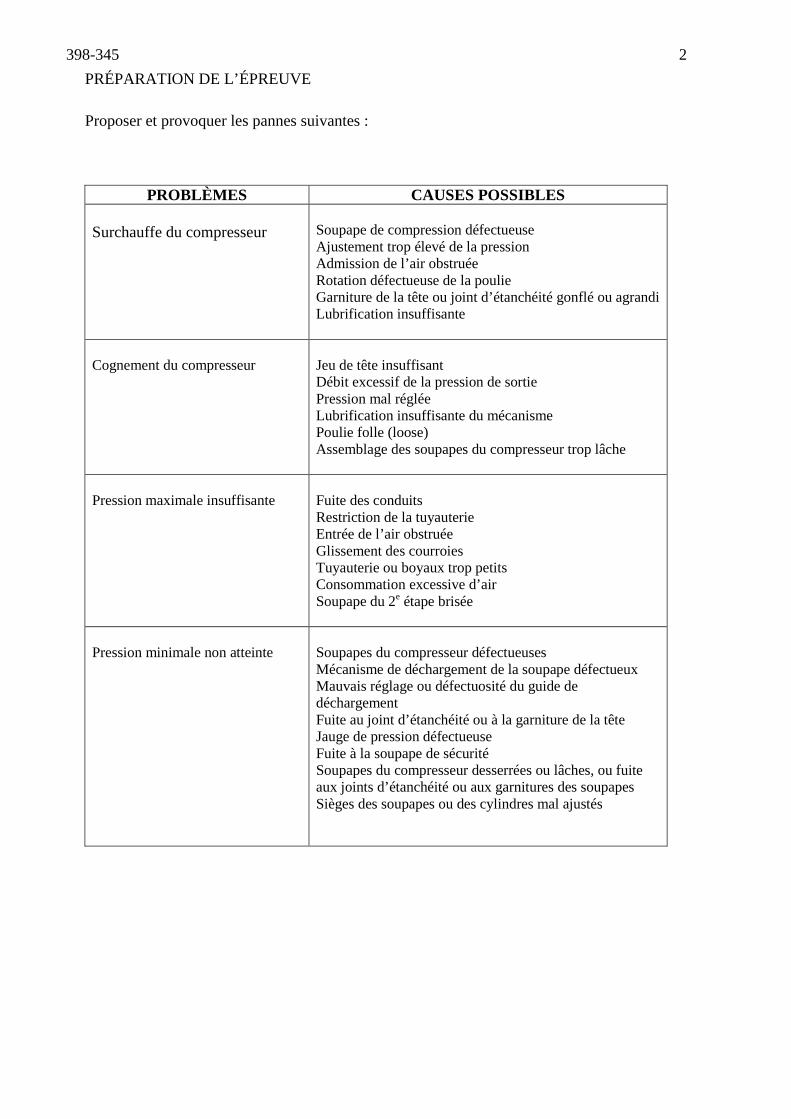
398-345 2
PRÉPARATION DE L’ÉPREUVE Proposer et provoquer les pannes suivantes :
PROBLÈMES CAUSES POSSIBLES Surchauffe du compresseur
Soupape de compression défectueuse Ajustement trop élevé de la pression Admission de l’air obstruée Rotation défectueuse de la poulie Garniture de la tête ou joint d’étanchéité gonflé ou agrandi Lubrification insuffisante
Cognement du compresseur
Jeu de tête insuffisant Débit excessif de la pression de sortie Pression mal réglée Lubrification insuffisante du mécanisme Poulie folle (loose) Assemblage des soupapes du compresseur trop lâche
Pression maximale insuffisante
Fuite des conduits Restriction de la tuyauterie Entrée de l’air obstruée Glissement des courroies Tuyauterie ou boyaux trop petits Consommation excessive d’air Soupape du 2e étape brisée
Pression minimale non atteinte
Soupapes du compresseur défectueuses Mécanisme de déchargement de la soupape défectueux Mauvais réglage ou défectuosité du guide de déchargement Fuite au joint d’étanchéité ou à la garniture de la tête Jauge de pression défectueuse Fuite à la soupape de sécurité Soupapes du compresseur desserrées ou lâches, ou fuite aux joints d’étanchéité ou aux garnitures des soupapes Sièges des soupapes ou des cylindres mal ajustés
398-345 3
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. La première étape de l’épreuve consiste à effectuer la recherche d’information dans le manuel technique du compresseur à pistons. À la deuxième étape, la candidate ou le candidat doit démonter le compresseur selon les techniques et, par la suite, prendre certaines mesures de pièces à l’aide d’instruments de mesure. Elle ou il doit poser un diagnostic sur l’élément défectueux du compresseur. Ensuite, la personne doit faire un croquis de la pièce défectueuse en respectant les techniques et les cotations, décrire les différentes étapes à franchir pour réparer l’élément défectueux, remonter le compresseur à pistons correctement et aligner les poulies et les courroies. À la troisième étape, la candidate ou le candidat ajuste l’interrupteur à pression selon les spécifications données.
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
1.1 Interprétation juste des plans et des devis
On fera identifier les composants, en décrire la fonction et déterminer le type de système de mise hors tension au démarrage.
2.1 A démonté les composants selon la technique
On vérifiera si la personne respecte la séquence de démontage, si elle utilise correctement l’outillage et si elle dispose correctement les pièces sur l’établi.
2.2 Mesures précises des différents composants
On demandera de mesurer les diamètres d’alésage du bloc-cylindres et des pistons.
4.1 Croquis correct de la pièce endommagée On vérifiera si les techniques de traçage ont été respectées, si les cotations sont précises
et si le croquis est propre.
398-345 4
6.1 A repositionné correctement les composants On vérifiera si la séquence de remontage a été respectée et si les composants sont positionnés
correctement. 6.2 A ajusté correctement le mécanisme On vérifiera le remontage et l’alignement des poulies et des courroies ainsi que la tension des
courroies. MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT − 1 compresseur à pistons complet de 1 à 2 H.P;
− 1 manuel technique correspondant au compresseur;
− 1 pied à coulisse;
− 1 ensemble de micromètres;
− 1 ensemble de jauges télescopiques;
− 1 ensemble d’extracteurs;
− 1 établi avec étau;
− 1 corde;
− 1 barre rectifiée;
− 1 tensiomètre;
− 1 bac pour l’huile;
− 1 quantité d’huile de remplacement;
− 1 petit huilier ou une burette;
− 1 clé dynamométrique;
− 1 coffre d’outils complet.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
398-345 5
5 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de cette épreuve est de 3 heures.
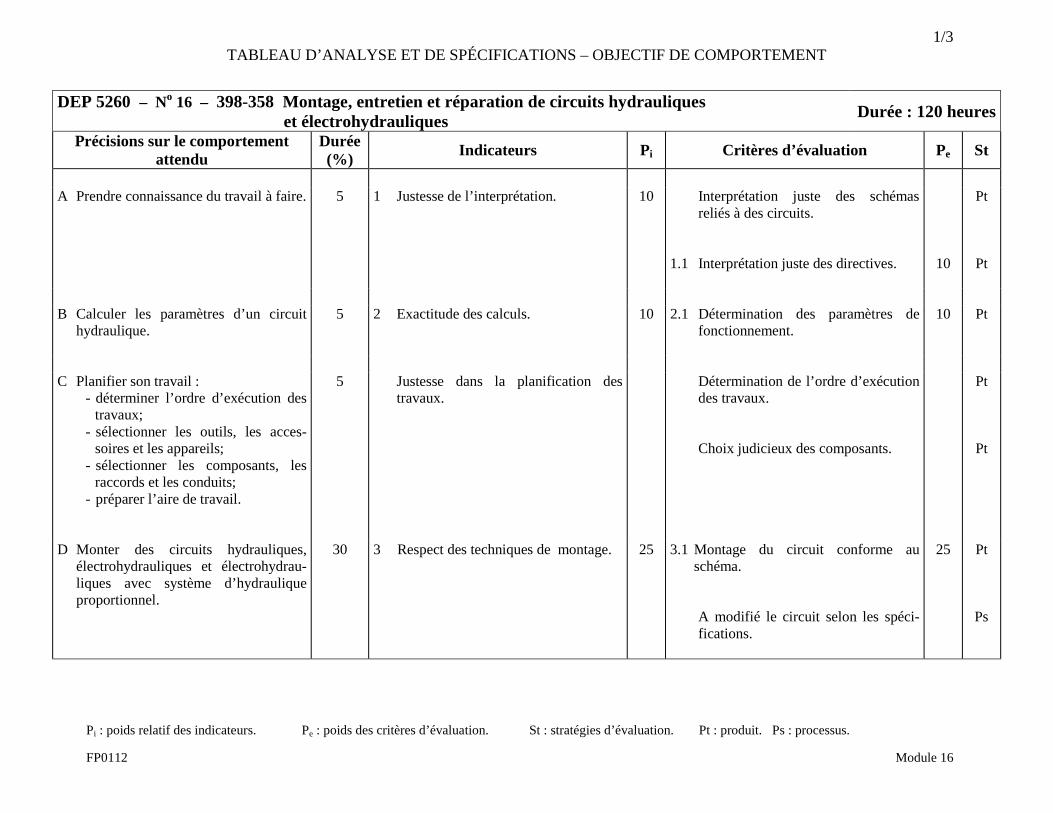
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 16
DEP 5260 – No 16 – 398-358 Montage, entretien et réparation de circuits hydrauliques et électrohydrauliques Durée : 120 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire. 5 1 Justesse de l’interprétation.
10 Interprétation juste des schémas
reliés à des circuits. 1.1 Interprétation juste des directives.
10
Pt
Pt
B Calculer les paramètres d’un circuit
hydraulique. 5 2 Exactitude des calculs.
10 2.1 Détermination des paramètres de
fonctionnement.
10 Pt
C Planifier son travail :
- déterminer l’ordre d’exécution des travaux;
- sélectionner les outils, les acces-soires et les appareils;
- sélectionner les composants, les raccords et les conduits;
- préparer l’aire de travail.
5 Justesse dans la planification des travaux.
Détermination de l’ordre d’exécution des travaux.
Choix judicieux des composants.
Pt
Pt
D Monter des circuits hydrauliques,
électrohydrauliques et électrohydrau-liques avec système d’hydraulique proportionnel.
30 3 Respect des techniques de montage.
25 3.1 Montage du circuit conforme au schéma.
A modifié le circuit selon les spéci-
fications.
25
Pt
Ps
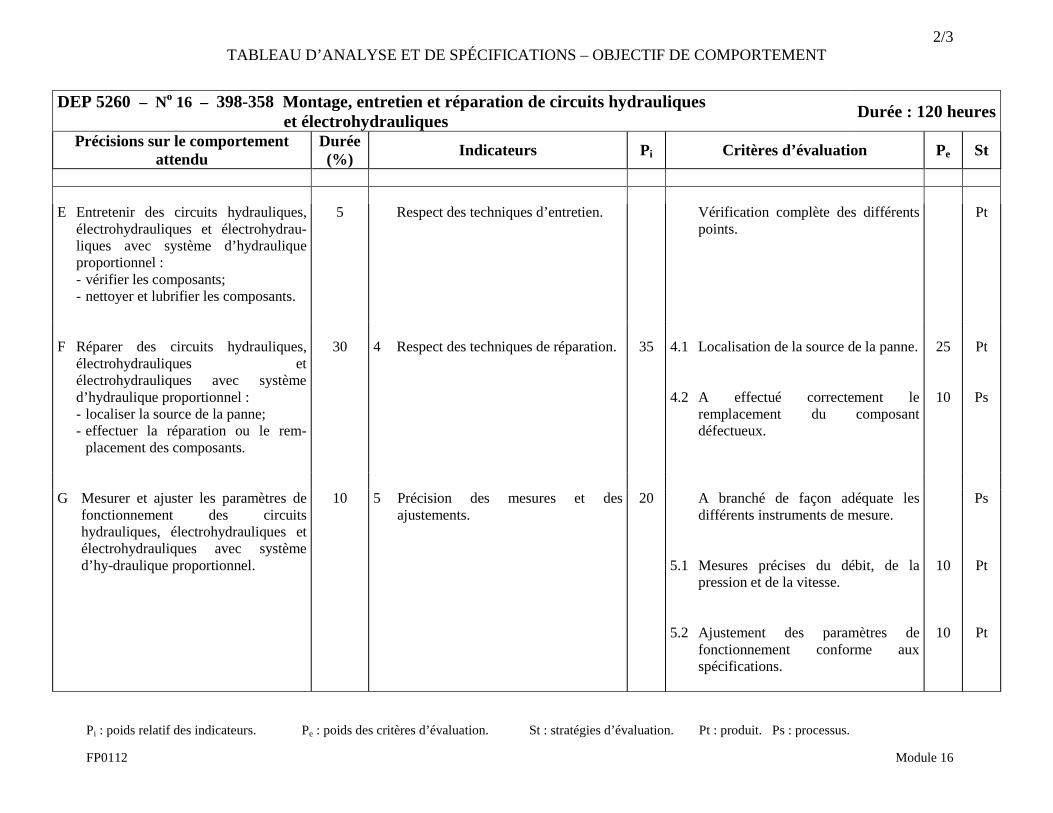
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 16
DEP 5260 – No 16 – 398-358 Montage, entretien et réparation de circuits hydrauliques et électrohydrauliques Durée : 120 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
E Entretenir des circuits hydrauliques,
électrohydrauliques et électrohydrau-liques avec système d’hydraulique proportionnel : - vérifier les composants; - nettoyer et lubrifier les composants.
5 Respect des techniques d’entretien.
Vérification complète des différents points.
Pt
F Réparer des circuits hydrauliques,
électrohydrauliques et électrohydrauliques avec système d’hydraulique proportionnel : - localiser la source de la panne; - effectuer la réparation ou le rem-
placement des composants.
30 4 Respect des techniques de réparation.
35 4.1 Localisation de la source de la panne. 4.2 A effectué correctement le
remplacement du composant défectueux.
25
10
Pt
Ps
G Mesurer et ajuster les paramètres de
fonctionnement des circuits hydrauliques, électrohydrauliques et électrohydrauliques avec système d’hy-draulique proportionnel.
10 5 Précision des mesures et des ajustements.
20 A branché de façon adéquate les différents instruments de mesure.
5.1 Mesures précises du débit, de la pression et de la vitesse.
5.2 Ajustement des paramètres de
fonctionnement conforme aux spécifications.
10
10
Ps
Pt
Pt
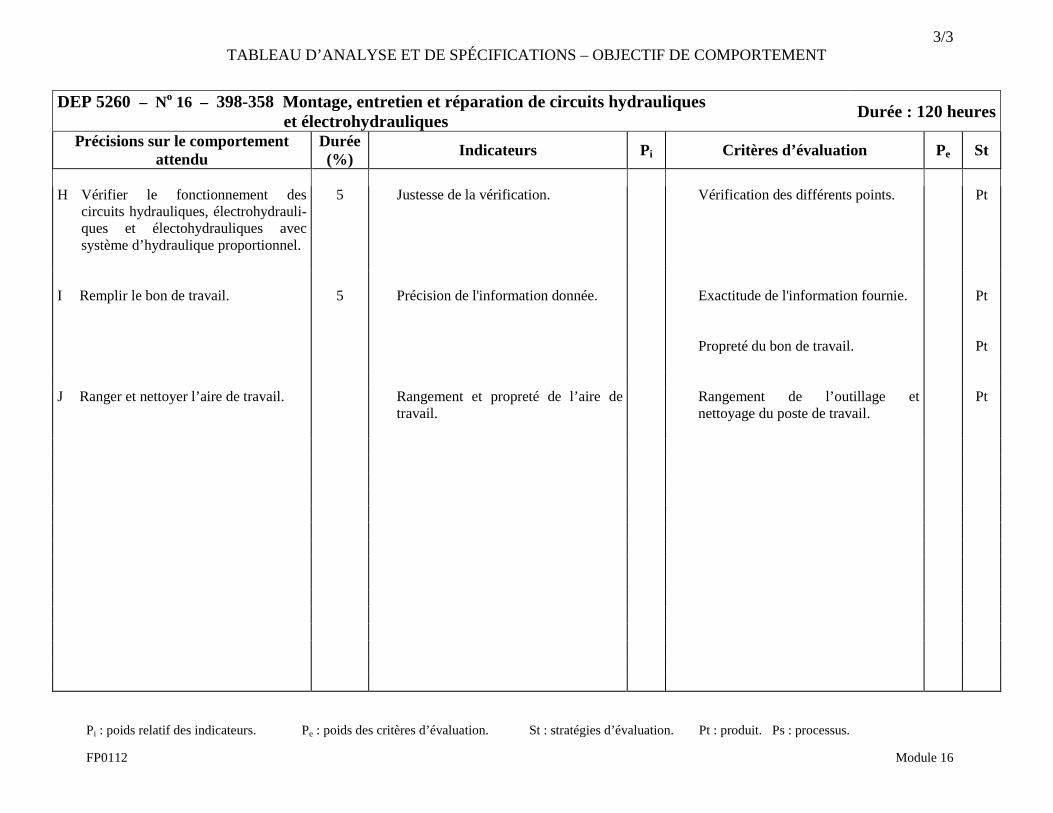
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 16
DEP 5260 – No 16 – 398-358 Montage, entretien et réparation de circuits hydrauliques et électrohydrauliques Durée : 120 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
H Vérifier le fonctionnement des
circuits hydrauliques, électrohydrauli-ques et électohydrauliques avec système d’hydraulique proportionnel.
5 Justesse de la vérification.
Vérification des différents points.
Pt
I Remplir le bon de travail. 5 Précision de l'information donnée.
Exactitude de l'information fournie.
Propreté du bon de travail.
Pt
Pt
J Ranger et nettoyer l’aire de travail. Rangement et propreté de l’aire de
travail.
Rangement de l’outillage et nettoyage du poste de travail.
Pt
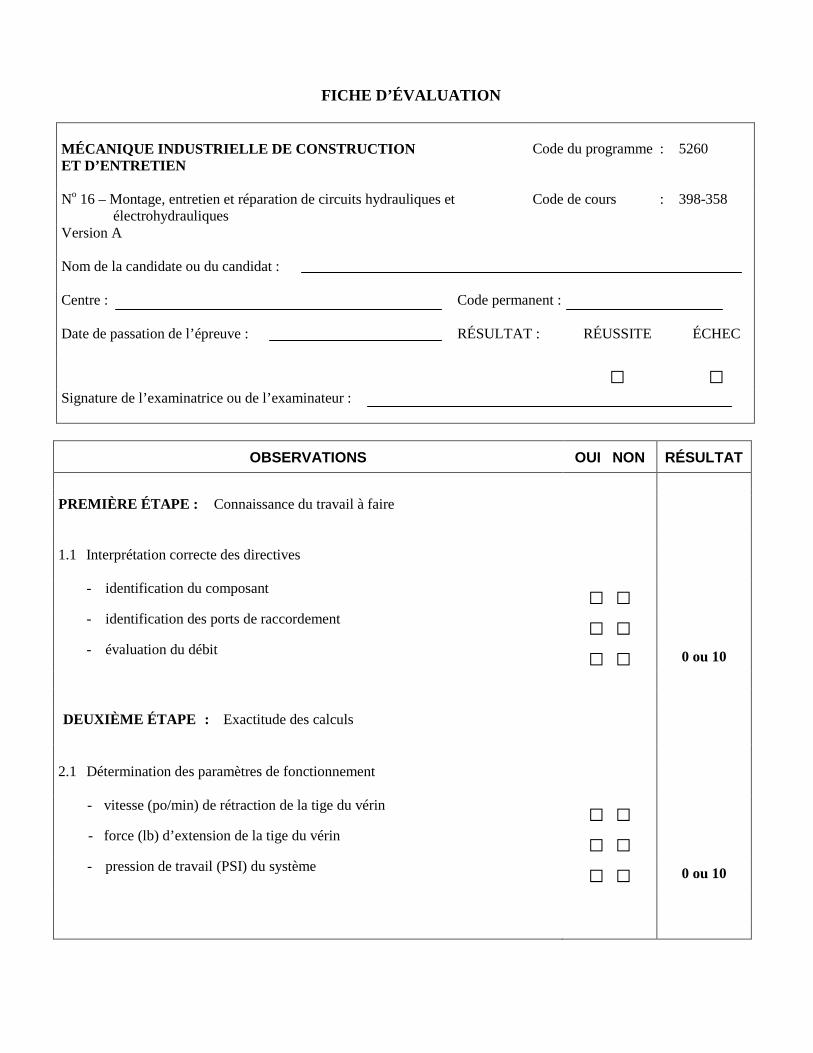
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 16 – Montage, entretien et réparation de circuits hydrauliques et électrohydrauliques
Code de cours : 398-358
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Connaissance du travail à faire
1.1 Interprétation correcte des directives
- identification du composant - identification des ports de raccordement - évaluation du débit 0 ou 10 DEUXIÈME ÉTAPE : Exactitude des calculs
2.1 Détermination des paramètres de fonctionnement
- vitesse (po/min) de rétraction de la tige du vérin - force (lb) d’extension de la tige du vérin - pression de travail (PSI) du système 0 ou 10
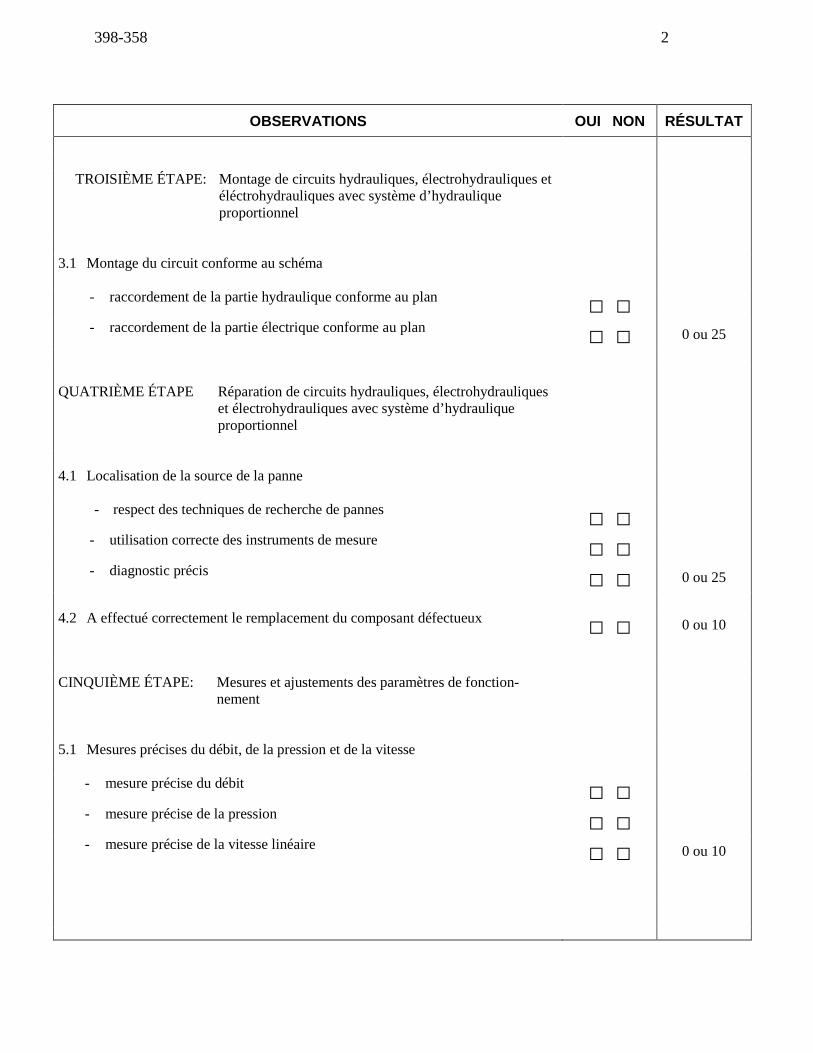
398-358 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE: Montage de circuits hydrauliques, électrohydrauliques et éléctrohydrauliques avec système d’hydraulique proportionnel
3.1 Montage du circuit conforme au schéma
- raccordement de la partie hydraulique conforme au plan - raccordement de la partie électrique conforme au plan 0 ou 25
QUATRIÈME ÉTAPE Réparation de circuits hydrauliques, électrohydrauliques et électrohydrauliques avec système d’hydraulique proportionnel
4.1 Localisation de la source de la panne
- respect des techniques de recherche de pannes - utilisation correcte des instruments de mesure - diagnostic précis 0 ou 25
4.2 A effectué correctement le remplacement du composant défectueux 0 ou 10 CINQUIÈME ÉTAPE: Mesures et ajustements des paramètres de fonction- nement
5.1 Mesures précises du débit, de la pression et de la vitesse
- mesure précise du débit - mesure précise de la pression - mesure précise de la vitesse linéaire 0 ou 10
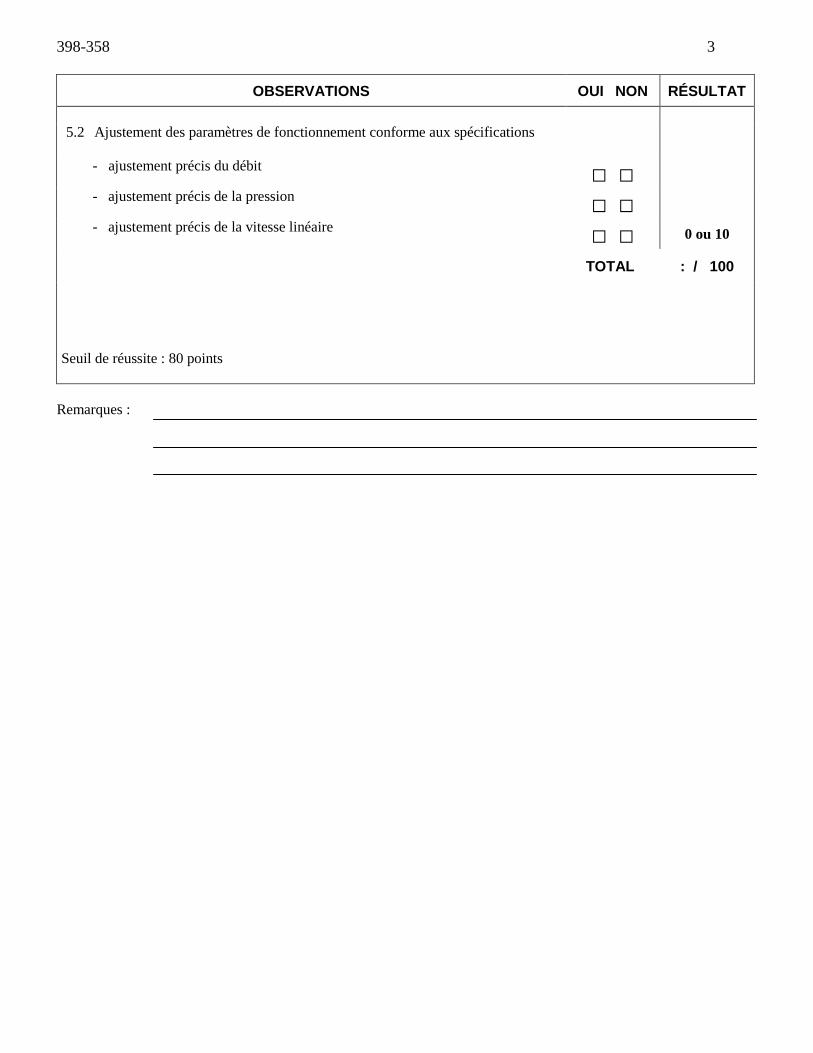
398-358 3
OBSERVATIONS OUI NON RÉSULTAT 5.2 Ajustement des paramètres de fonctionnement conforme aux spécifications
- ajustement précis du débit - ajustement précis de la pression - ajustement précis de la vitesse linéaire 0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-358 Montage, entretien et réparation de circuits hydrauliques et électrohydrauliques (module no 16)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à effectuer des travaux de montage, de réparation et d’ajustement sur un circuit électrohydraulique.
On ne peut faire passer l’épreuve à plus de cinq personnes à la fois.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit monter et réparer un circuit électrohydraulique à partir d’un plan.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-358 2
3 DÉROULEMENT DE L’ÉPREUVE
La première étape de l’épreuve consiste à effectuer une recherche d’information dans un manuel technique. À la deuxième étape de l’épreuve, la personne doit effectuer différents calculs pour déterminer les paramètres de fonctionnement à partir des données techniques du circuit électrohydraulique. À la troisième étape, la candidate ou le candidat monte le circuit électrohydraulique conformément aux plans. À la quatrième étape de cette épreuve, la candidate ou le candidat doit localiser la source du problème d’un circuit électrohydraulique, puis remplacer le composant défectueux selon les normes. À la cinquième étape de l’épreuve, la personne doit effectuer la prise de lectures à l’aide de différents instruments de mesure et ajuster des composants du circuit électrohydraulique qu’elle a réparé. PRÉPARATION DE L’ÉPREUVE L’élément 1.1 peut être vérifié à partir d’un composant placé sur un établi, et l’élément 2.1, à partir d’une mise en situation. Pour vérifier l’élément 4.1, l’examinatrice ou l’examinateur doit provoquer une panne sur le circuit.
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
1.1 Interprétation juste des directives
On fera identifier un composant et les ports de raccordement, et l'on demandera d'en évaluer le débit.
2.1 Détermination des paramètres de fonctionnement
On demandera de calculer la vitesse (po/min) de rétraction de la tige du vérin, la force (lb) d’extension de la tige du vérin et la pression de travail (PSI) du système.
3.1 Montage du circuit conforme au schéma On vérifiera si les raccordements des parties hydraulique et électrique sont conformes au plan.
398-358 3
4.1 Localisation de la source de la panne
On vérifiera si les techniques de recherche de pannes ont été respectées, si les instruments de mesure ont été utilisés correctement et si le diagnostic est précis.
5.1 Mesures précises du débit, de la pression et de la vitesse
On vérifiera si les mesures du débit, de la pression et de la vitesse linéaire sont précises.
5.2 Ajustement des paramètres de fonctionnement conforme aux spécifications
On vérifiera le débit, la pression et la vitesse.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
- 1 banc de montage de circuit électrohydraulique;
- 1 ensemble de boyaux pour le raccordement;
- 1 ensemble de fils pour le raccordement électrique;
- 1 débitmètre;
- 2 manomètres;
- 1 tachymètre;
- 1 multimètre;
- 1 cadenas;
- 1 document technique sur les composants du banc électrohydraulique;
- 1 plan électrohydraulique;
1 calculatrice.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 3 heures.
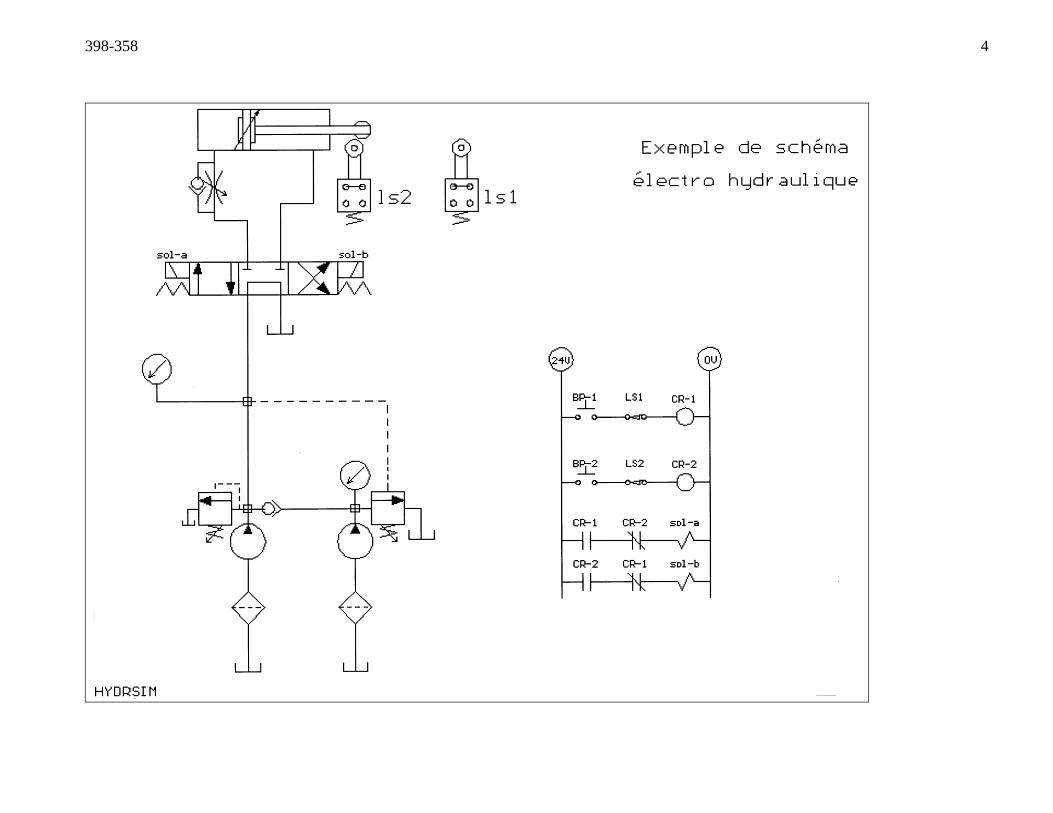
398-358 4
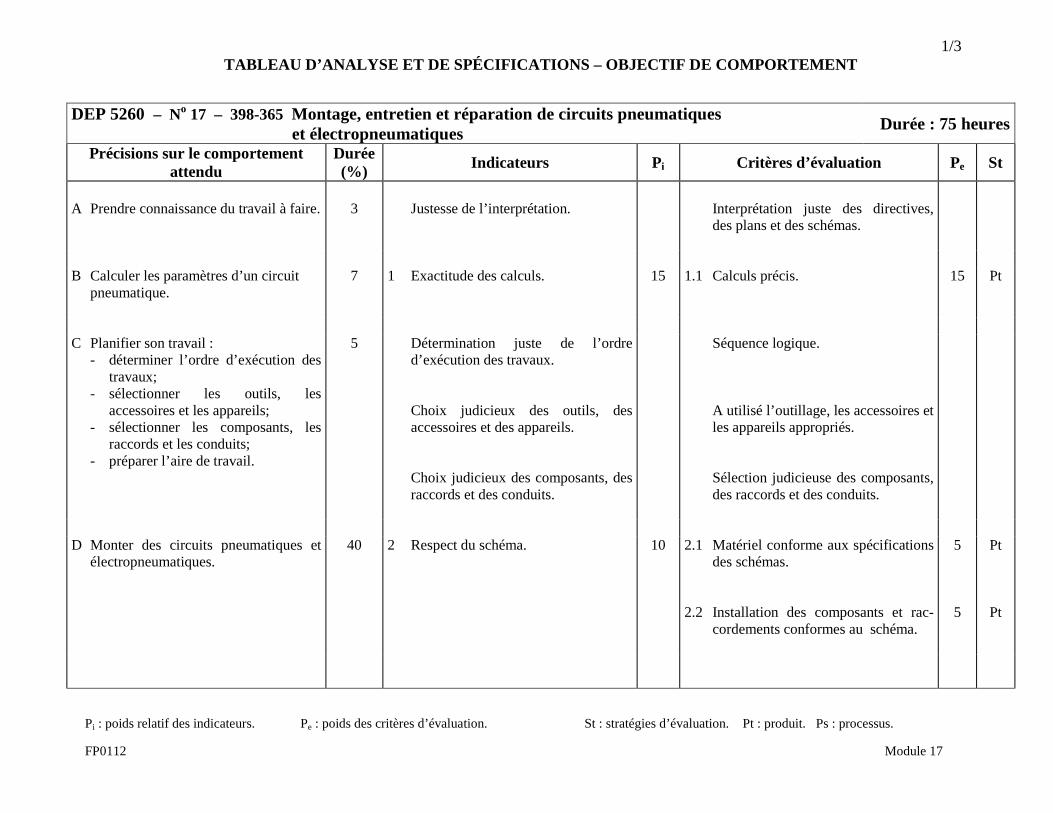
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 17
DEP 5260 – No 17 – 398-365 Montage, entretien et réparation de circuits pneumatiques et électropneumatiques Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire.
3
Justesse de l’interprétation. Interprétation juste des directives, des plans et des schémas.
B Calculer les paramètres d’un circuit
pneumatique.
7 1 Exactitude des calculs. 15 1.1 Calculs précis.
15 Pt
C Planifier son travail :
- déterminer l’ordre d’exécution des travaux;
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les composants, les raccords et les conduits;
- préparer l’aire de travail.
5 Détermination juste de l’ordre d’exécution des travaux.
Choix judicieux des outils, des
accessoires et des appareils. Choix judicieux des composants, des
raccords et des conduits.
Séquence logique. A utilisé l’outillage, les accessoires et
les appareils appropriés. Sélection judicieuse des composants,
des raccords et des conduits.
D Monter des circuits pneumatiques et
électropneumatiques.
40 2 Respect du schéma.
10 2.1 Matériel conforme aux spécifications des schémas.
2.2 Installation des composants et rac-
cordements conformes au schéma.
5
5
Pt
Pt
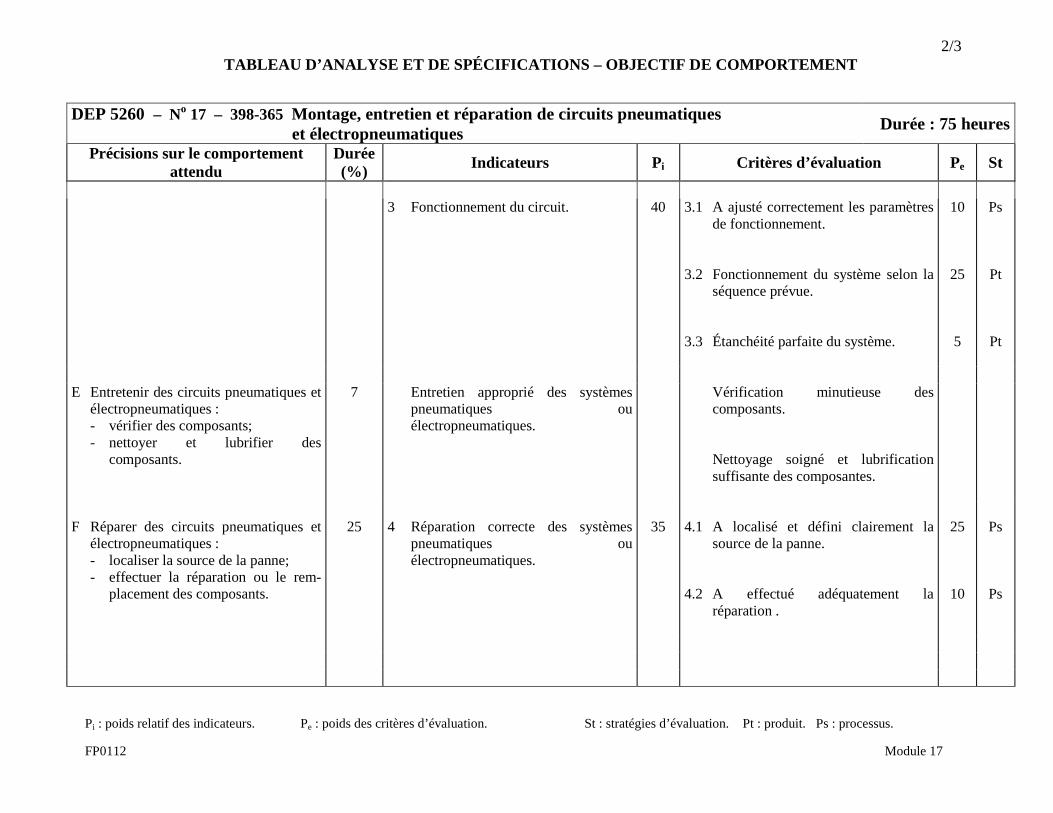
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 17
DEP 5260 – No 17 – 398-365 Montage, entretien et réparation de circuits pneumatiques et électropneumatiques Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
3 Fonctionnement du circuit. 40 3.1 A ajusté correctement les paramètres
de fonctionnement. 3.2 Fonctionnement du système selon la
séquence prévue. 3.3 Étanchéité parfaite du système.
10
25
5
Ps
Pt
Pt
E Entretenir des circuits pneumatiques et
électropneumatiques : - vérifier des composants; - nettoyer et lubrifier des
composants.
7 Entretien approprié des systèmes pneumatiques ou électropneumatiques.
Vérification minutieuse des composants.
Nettoyage soigné et lubrification
suffisante des composantes.
F Réparer des circuits pneumatiques et
électropneumatiques : - localiser la source de la panne; - effectuer la réparation ou le rem-
placement des composants.
25 4 Réparation correcte des systèmes pneumatiques ou électropneumatiques.
35 4.1 A localisé et défini clairement la source de la panne.
4.2 A effectué adéquatement la
réparation .
25
10
Ps
Ps
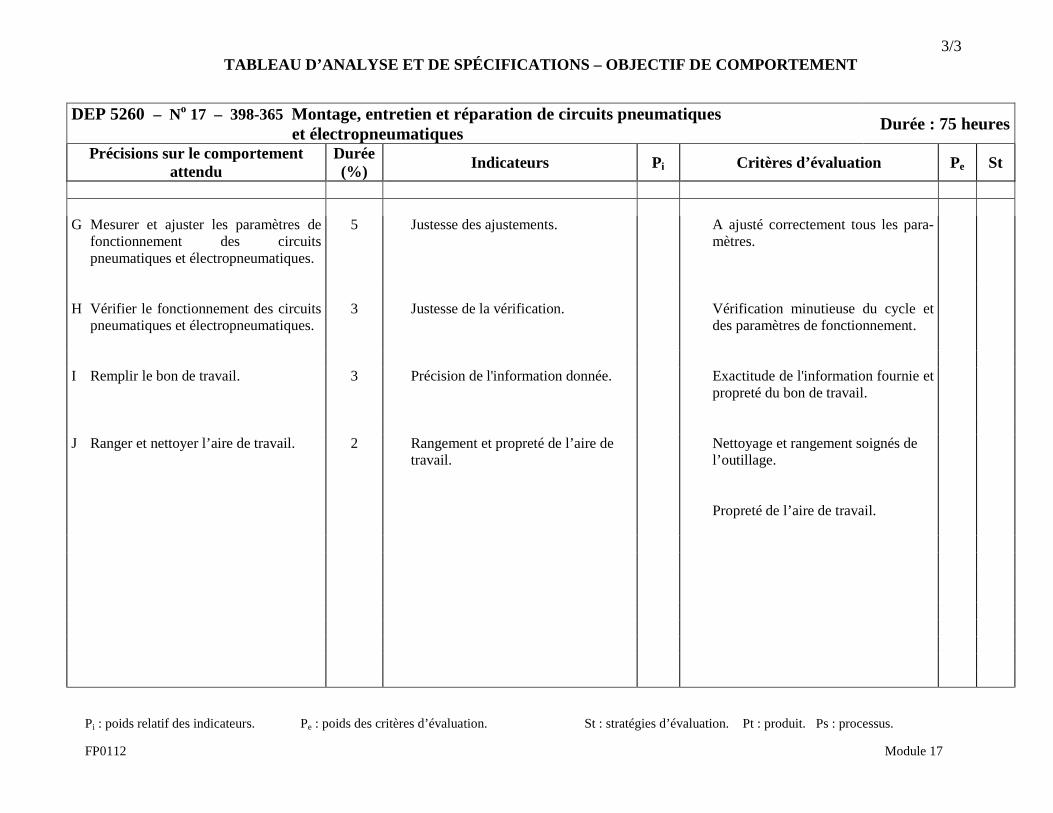
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 17
DEP 5260 – No 17 – 398-365 Montage, entretien et réparation de circuits pneumatiques et électropneumatiques Durée : 75 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
G Mesurer et ajuster les paramètres de
fonctionnement des circuits pneumatiques et électropneumatiques.
5 Justesse des ajustements.
A ajusté correctement tous les para-mètres.
H Vérifier le fonctionnement des circuits
pneumatiques et électropneumatiques.
3 Justesse de la vérification.
Vérification minutieuse du cycle et des paramètres de fonctionnement.
I Remplir le bon de travail.
3 Précision de l'information donnée. Exactitude de l'information fournie et propreté du bon de travail.
J Ranger et nettoyer l’aire de travail.
2 Rangement et propreté de l’aire de travail.
Nettoyage et rangement soignés de l’outillage.
Propreté de l’aire de travail.
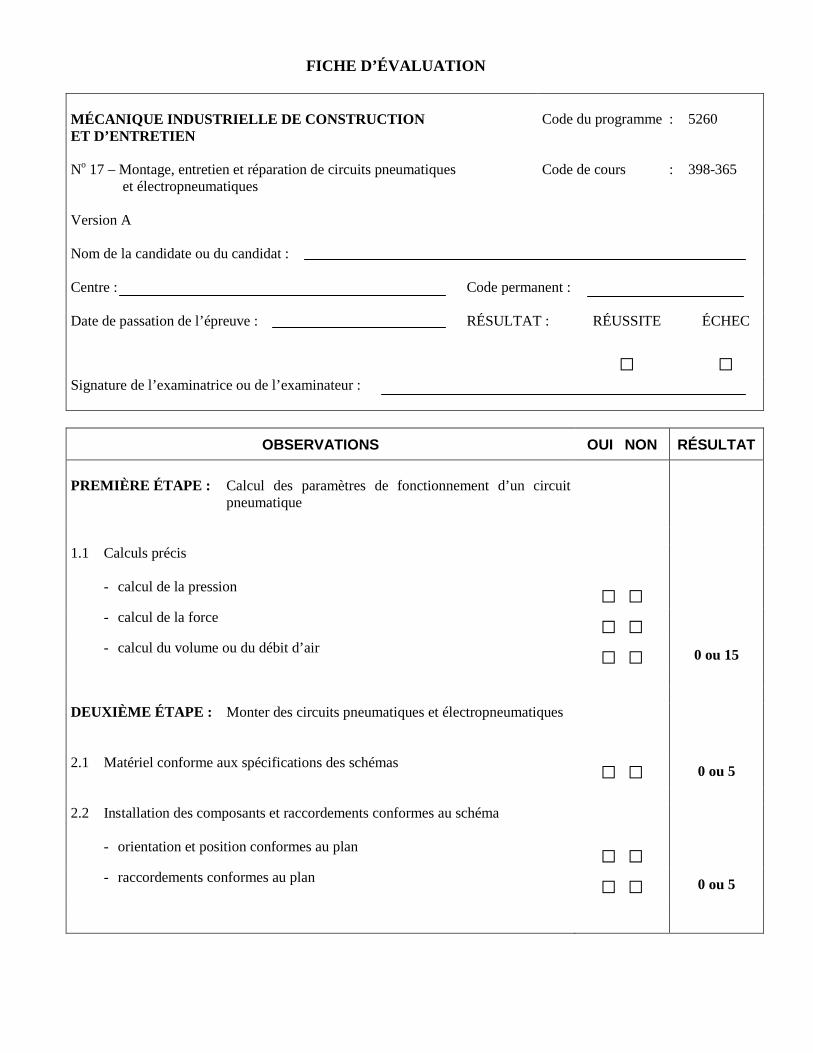
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 17 – Montage, entretien et réparation de circuits pneumatiques et électropneumatiques
Code de cours : 398-365
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Calcul des paramètres de fonctionnement d’un circuit
pneumatique
1.1 Calculs précis
- calcul de la pression - calcul de la force
- calcul du volume ou du débit d’air 0 ou 15 DEUXIÈME ÉTAPE : Monter des circuits pneumatiques et électropneumatiques
2.1 Matériel conforme aux spécifications des schémas 0 ou 5
2.2 Installation des composants et raccordements conformes au schéma
- orientation et position conformes au plan - raccordements conformes au plan 0 ou 5
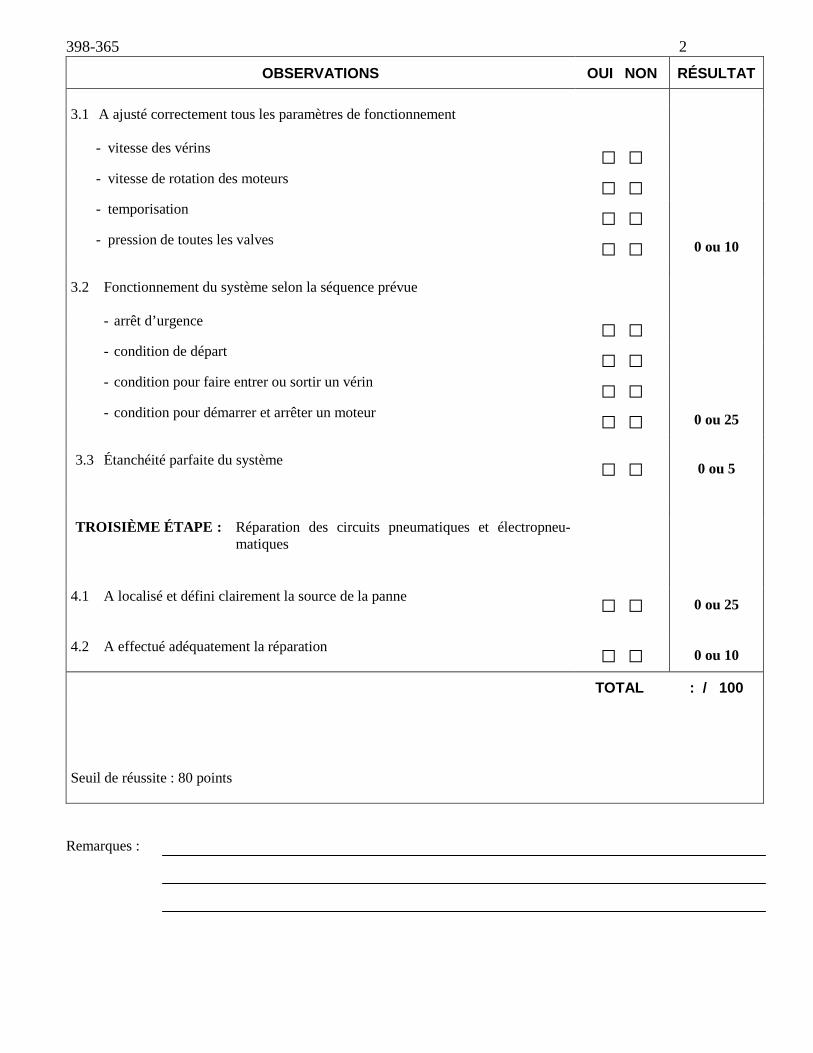
398-365 2
OBSERVATIONS OUI NON RÉSULTAT 3.1 A ajusté correctement tous les paramètres de fonctionnement
- vitesse des vérins - vitesse de rotation des moteurs - temporisation - pression de toutes les valves 0 ou 10
3.2 Fonctionnement du système selon la séquence prévue
- arrêt d’urgence - condition de départ - condition pour faire entrer ou sortir un vérin - condition pour démarrer et arrêter un moteur 0 ou 25
3.3 Étanchéité parfaite du système 0 ou 5
TROISIÈME ÉTAPE : Réparation des circuits pneumatiques et électropneu-
matiques
4.1 A localisé et défini clairement la source de la panne 0 ou 25
4.2 A effectué adéquatement la réparation 0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-365 Montage, entretien et réparation de circuits pneumatiques et électropneumatiques (module no 17)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à monter des circuits pneumatiques et à réparer des circuits électropneumatiques. Elle peut être passée par un groupe de cinq personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, le candidat ou la candidate doit monter, ajuster et mettre en fonction un circuit pneumatique, puis dépanner un circuit électropneumatique. La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours ou autres documents sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec. PRÉPARATION DE L’EXAMEN Provoquer une panne sur le circuit électropneumatique.
398-365 2
Le circuit devrait comprendre minimalement les composants suivants :
- 1 arrêt d’urgence; - 2 vérins; - 1 moteur; - 1 temporisateur; - 1 régulateur de débit; - 1 valve de pression; - 1 unité de conditionnement (FRL).
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat et les plans du circuit. Donner les explications nécessaires. À la première étape, la candidate ou le candidat doit d’abord effectuer les calculs demandés et les faire corriger immédiatement par l’examinatrice ou l’examinateur. À la deuxième étape, la personne doit monter, ajuster et mettre en fonction un circuit pneumatique conformément aux conditions et au plan fourni dans l’épreuve. À la troisième étape, la candidate ou le candidat doit réparer un problème de fonctionnement sur un
système électropneumatique. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Calculs précis On demandera de calculer la pression, la force et le volume ou le débit d’air. 2.2 Installation des composants et raccordements conformes au schéma On vérifiera si l’orientation et la position des composants ainsi que les raccordements
sont conformes au plan. 3.1 A ajusté correctement les paramètres de fonctionnement On vérifiera la vitesse de déplacement des vérins et de rotation des moteurs, les
temporisations et les pressions.
398-365 3
3.2 Fonctionnement du système selon la séquence prévue On vérifiera si le montage fait bien le cycle prévu, si les conditions de départ, les conditions
pour commander les vérins ou les moteurs, les conditions d’arrêt et d’arrêt d’urgence sont respectées.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT − 1 banc de pneumatique; − 1 montage électropneumatique; − 1 jeu complet d’outils pour la réparation de composants pneumatiques et le dépannage
électrique; − 1 calculatrice.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points. Advenant un échec, la personne reprend la ou les étapes auxquelles elle a échoué.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 h 30 min
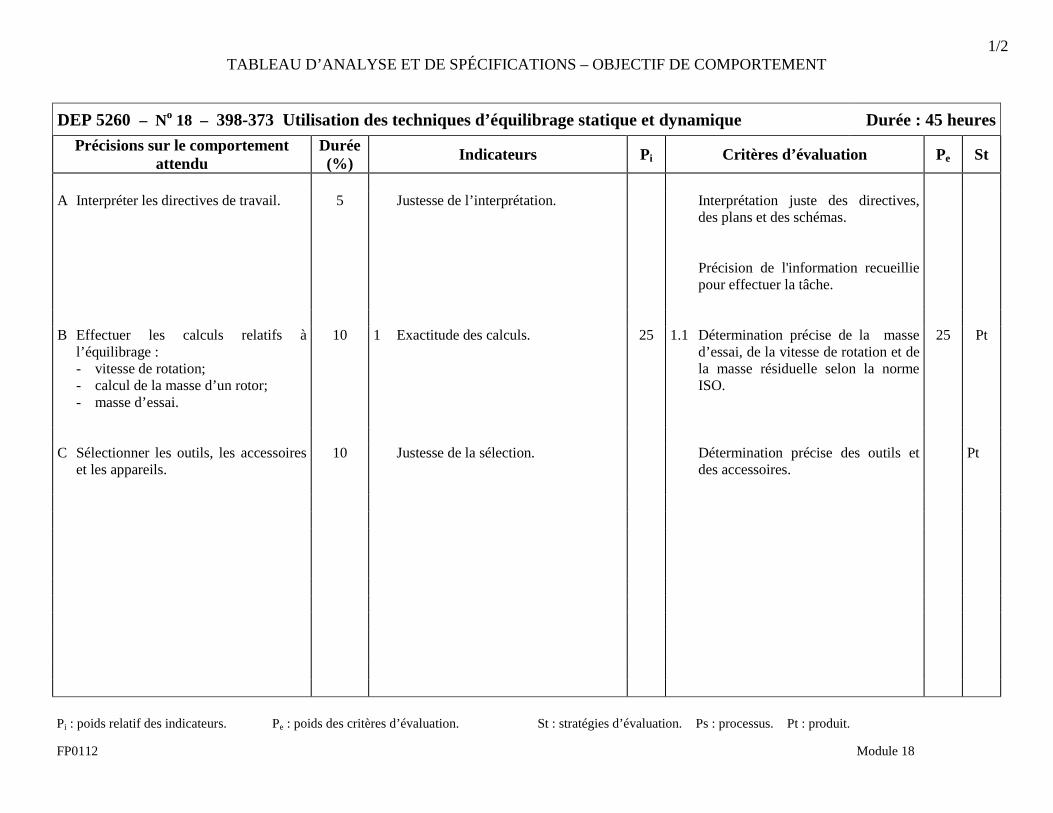
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 18
DEP 5260 – No 18 – 398-373 Utilisation des techniques d’équilibrage statique et dynamique Durée : 45 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail. 5 Justesse de l’interprétation. Interprétation juste des directives,
des plans et des schémas. Précision de l'information recueillie
pour effectuer la tâche.
B Effectuer les calculs relatifs à
l’équilibrage : - vitesse de rotation; - calcul de la masse d’un rotor; - masse d’essai.
10 1 Exactitude des calculs. 25 1.1 Détermination précise de la masse d’essai, de la vitesse de rotation et de la masse résiduelle selon la norme ISO.
25 Pt
C Sélectionner les outils, les accessoires
et les appareils. 10 Justesse de la sélection.
Détermination précise des outils et
des accessoires.
Pt
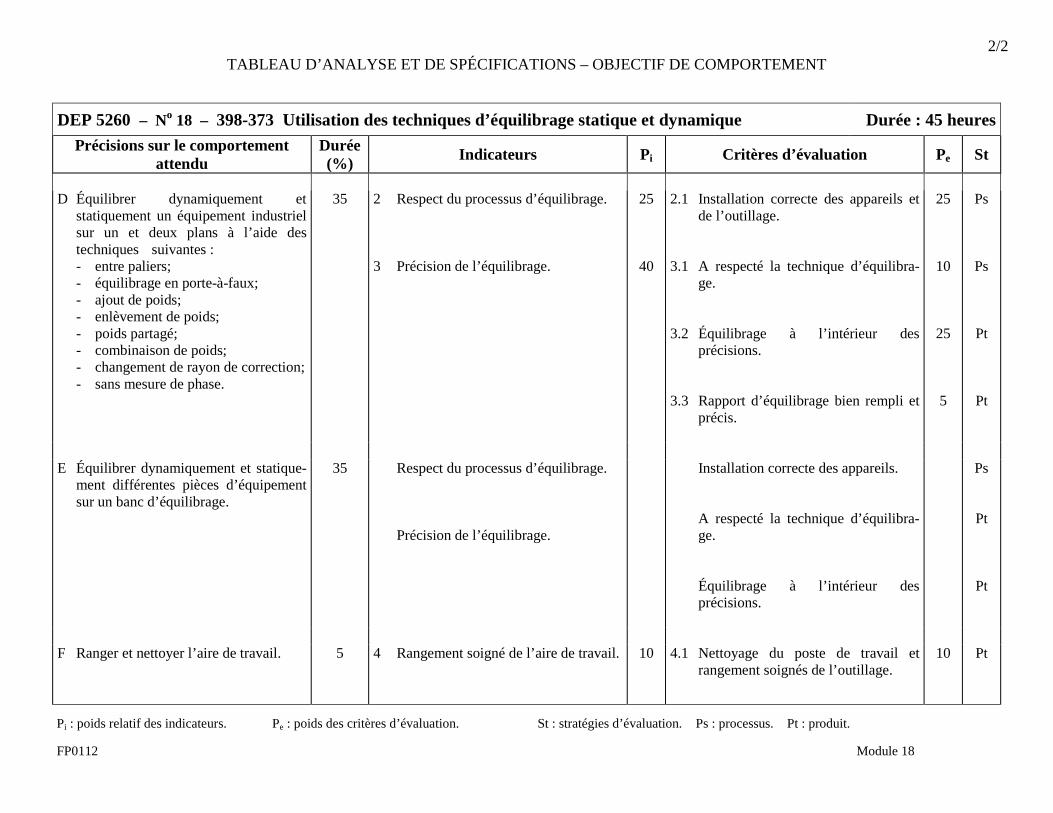
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 18
DEP 5260 – No 18 – 398-373 Utilisation des techniques d’équilibrage statique et dynamique Durée : 45 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Équilibrer dynamiquement et
statiquement un équipement industriel sur un et deux plans à l’aide des techniques suivantes : - entre paliers; - équilibrage en porte-à-faux; - ajout de poids; - enlèvement de poids; - poids partagé; - combinaison de poids; - changement de rayon de correction; - sans mesure de phase.
35 2 Respect du processus d’équilibrage. 3 Précision de l’équilibrage.
25
40
2.1 Installation correcte des appareils et de l’outillage.
3.1 A respecté la technique d’équilibra-
ge. 3.2 Équilibrage à l’intérieur des
précisions. 3.3 Rapport d’équilibrage bien rempli et
précis.
25
10
25
5
Ps
Ps
Pt
Pt
E Équilibrer dynamiquement et statique-
ment différentes pièces d’équipement sur un banc d’équilibrage.
35 Respect du processus d’équilibrage. Précision de l’équilibrage.
Installation correcte des appareils. A respecté la technique d’équilibra-
ge. Équilibrage à l’intérieur des
précisions.
Ps
Pt
Pt
F Ranger et nettoyer l’aire de travail. 5 4 Rangement soigné de l’aire de travail. 10 4.1 Nettoyage du poste de travail et
rangement soignés de l’outillage.
10 Pt
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 18 – Utilisation de techniques d’équilibrage statique et dynamique
Code de cours : 398-373
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Calculs relatifs à l’équilibrage
1.1 Détermination précise de la masse d’essai, de la vitesse de rotation et de la
masse résiduelle selon la norme ISO
- vitesse de rotation - rayon de correction - masse d’essai
- masse résiduelle 0 ou 25 DEUXIÈME ÉTAPE : Équilibrage dynamique et statique d’un équipement
industriel sur un et deux plans
2.1 Installation correcte des appareils et de l’outillage
− installation correcte des capteurs
− installation correcte de la photocellule
− raccordement correct avec l’appareil d’équilibrage 0 ou 25
398-373 2
OBSERVATIONS OUI NON RÉSULTAT
3.1 A respecté la technique d’équilibrage
− utilisation correcte de l’appareil d’équilibrage
− positionnement correct des poids d’essai et de correction 0 ou 10
3.2 Équilibrage à l’intérieur des précisions
− plan 1
− plan 2 0 ou 25 3.3 Rapport d’équilibrage bien rempli et précis
− information complète et précise
− écriture propre et soignée 0 ou 5 TROISIÈME ÉTAPE : Rangement et nettoyage de l’aire de travail
4.1 Nettoyage du poste de travail et rangement soignés de l’outillage
− rangement de l’appareil d’équilibrage et de ses accessoires
− nettoyage soigné du poste de travail 0 ou 10 TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-373 Utilisation de techniques d’équilibrage statique et dynamique (module no 18)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à utiliser des techniques d’équilibrage dynamique. Cette épreuve est passée par un groupe de cinq personnes à la fois.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, le candidat ou la candidate doit équilibrer dynamiquement sur deux plans un ventilateur industriel en utilisant la norme ISO. La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
PRÉPARATION DE L’EXAMEN Provoquer un déséquilibre sur les ventilateurs industriels.
398-373 2
3- DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires.
À la première étape de l’épreuve, on effectue les calculs relatifs à l’équilibrage à faire.
À la deuxième étape, on installe l'appareil d’équilibrage et ses accessoires de manière fonctionnelle et on réalise l’équilibrage dynamique sur deux plans en utilisant la norme ISO. À la troisième étape, on procède au rangement de l’outillage, des appareils d’équilibrage et au nettoyage du poste de travail. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 2.1 Installation correcte des appareils et de l’outillage On vérifiera l’installation des capteurs, de la photocellule et le raccordement de l’appareil
d’équilibrage. 3.1 A respecté la technique d’équilibrage On vérifiera l’utilisation de l’appareil d’équilibrage et le positionnement des poids d’essai
et de correction. 3.2 Équilibrage à l’intérieur des précisions On vérifiera cet aspect sur les deux plans. 3.3 Rapport d’équilibrage bien rempli et précis On vérifiera si l’information est complète et précise, et si l’écriture est propre et soignée. MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT − 1 ventilateur industriel;
− 1 appareil d’équilibrage avec accessoires rangés dans leur coffret;
− 1 balance à plateau avec ensemble de poids;
− 1 rapport d’équilibrage;
− 1 calculatrice.
398-373 3
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, le candidat ou la candidate doit obtenir au moins 80 points. 5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
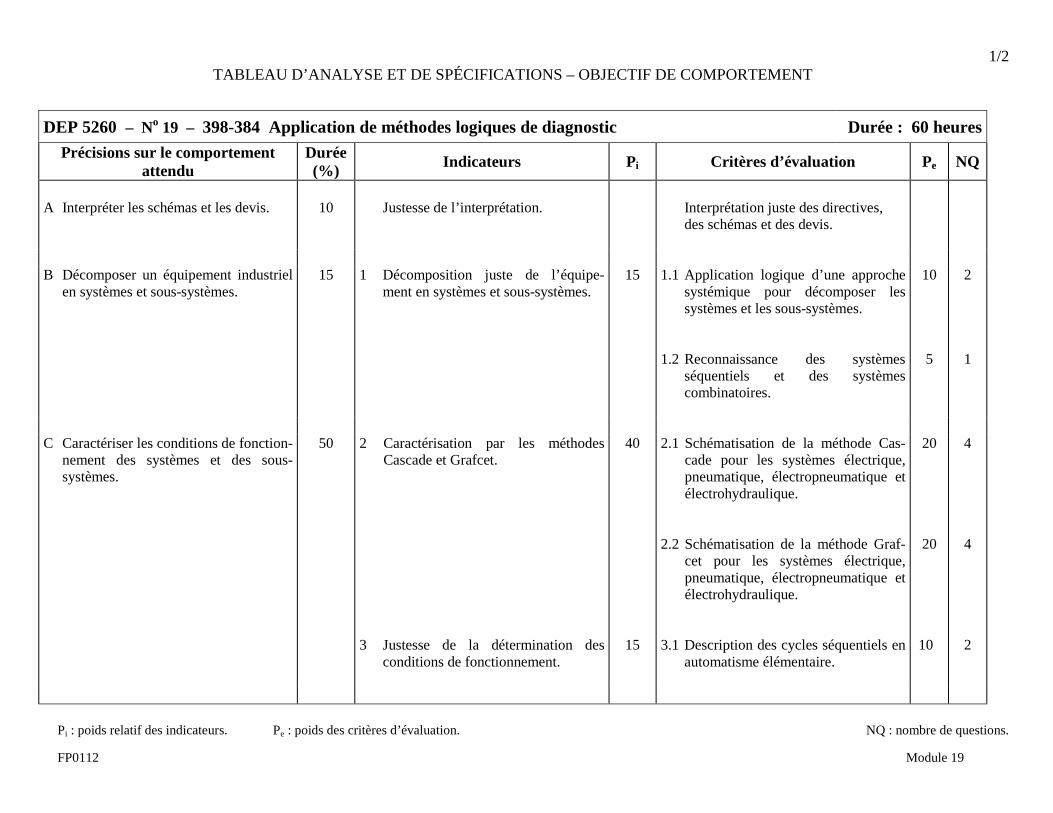
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 19
DEP 5260 – No 19 – 398-384 Application de méthodes logiques de diagnostic Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
A Interpréter les schémas et les devis.
10
Justesse de l’interprétation.
Interprétation juste des directives, des schémas et des devis.
B Décomposer un équipement industriel
en systèmes et sous-systèmes.
15 1 Décomposition juste de l’équipe-ment en systèmes et sous-systèmes.
15 1.1 Application logique d’une approche systémique pour décomposer les systèmes et les sous-systèmes.
1.2 Reconnaissance des systèmes
séquentiels et des systèmes combinatoires.
10
5
2
1
C Caractériser les conditions de fonction-
nement des systèmes et des sous-systèmes.
50
2 Caractérisation par les méthodes Cascade et Grafcet.
3 Justesse de la détermination des
conditions de fonctionnement.
40
15
2.1 Schématisation de la méthode Cas-cade pour les systèmes électrique, pneumatique, électropneumatique et électrohydraulique.
2.2 Schématisation de la méthode Graf-
cet pour les systèmes électrique, pneumatique, électropneumatique et électrohydraulique.
3.1 Description des cycles séquentiels en
automatisme élémentaire.
20 20
10
4
4
2
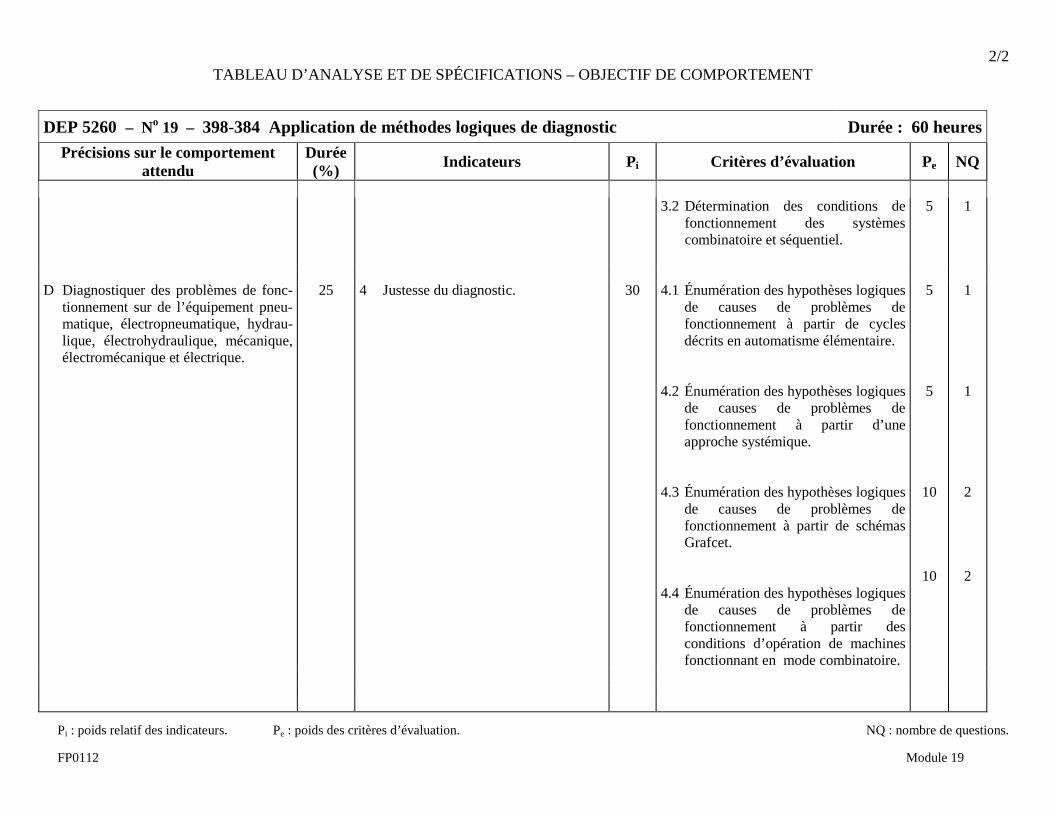
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. NQ : nombre de questions. FP0112 Module 19
DEP 5260 – No 19 – 398-384 Application de méthodes logiques de diagnostic Durée : 60 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe NQ
3.2 Détermination des conditions de
fonctionnement des systèmes combinatoire et séquentiel.
5 1
D Diagnostiquer des problèmes de fonc-
tionnement sur de l’équipement pneu-matique, électropneumatique, hydrau-lique, électrohydraulique, mécanique, électromécanique et électrique.
25
4 Justesse du diagnostic.
30
4.1 Énumération des hypothèses logiques de causes de problèmes de fonctionnement à partir de cycles décrits en automatisme élémentaire.
4.2 Énumération des hypothèses logiques
de causes de problèmes de fonctionnement à partir d’une approche systémique.
4.3 Énumération des hypothèses logiques
de causes de problèmes de fonctionnement à partir de schémas Grafcet.
4.4 Énumération des hypothèses logiques
de causes de problèmes de fonctionnement à partir des conditions d’opération de machines fonctionnant en mode combinatoire.
5
5
10
10
1
1
2
2

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-384 Application de méthodes logiques de diagnostic (module no 19)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence de la candidate ou du candidat à appliquer des méthodes logiques de diagnostic.
Cette épreuve est passée par tout le groupe de personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit répondre à des questions portant sur les différentes méthodes logiques de diagnostic. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat, les plans et les dessins requis.
398-384 2
RENSEIGNEMENTS SUR LES ÉLÉMENTS D’ÉVALUATION
2.1 Schématisation de la méthode Cascade pour les systèmes électrique, pneumatique,
électropneumatique et électrohydraulique
2.2 Schématisation de la méthode Grafcet pour les systèmes électrique, pneumatique, électropneumatique et électrohydraulique
Pour les critères 2.1 et 2.2, il ne s’agit pas de faire schématiser 4 fois une séquence ou un cycle. On demandera de schématiser deux séquences, à partir d’une mise en situation selon la méthode Cascade et la méthode Grafcet, mais la correction portera sur 4 éléments, soit : Pour l’élément 2.1 - 5 points pour les commandes (conditions de pilotage ou d’alimentation et de coupure
d’alimentation des relais); - 5 points pour les conditions de départ; - 5 points pour les parties relatives à la puissance; - 5 points pour le respect et le fonctionnement du cycle.
Pour l’élément 2.2 - 5 points pour les commandes (conditions de pilotage ou d’alimentation et de coupure
d’alimentation des relais, partie logique); - 5 points pour le graphe; - 5 points pour les parties relatives à la puissance; - 5 points pour le respect et le fonctionnement du cycle.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit avoir au moins 16 bonnes réponses sur 20.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
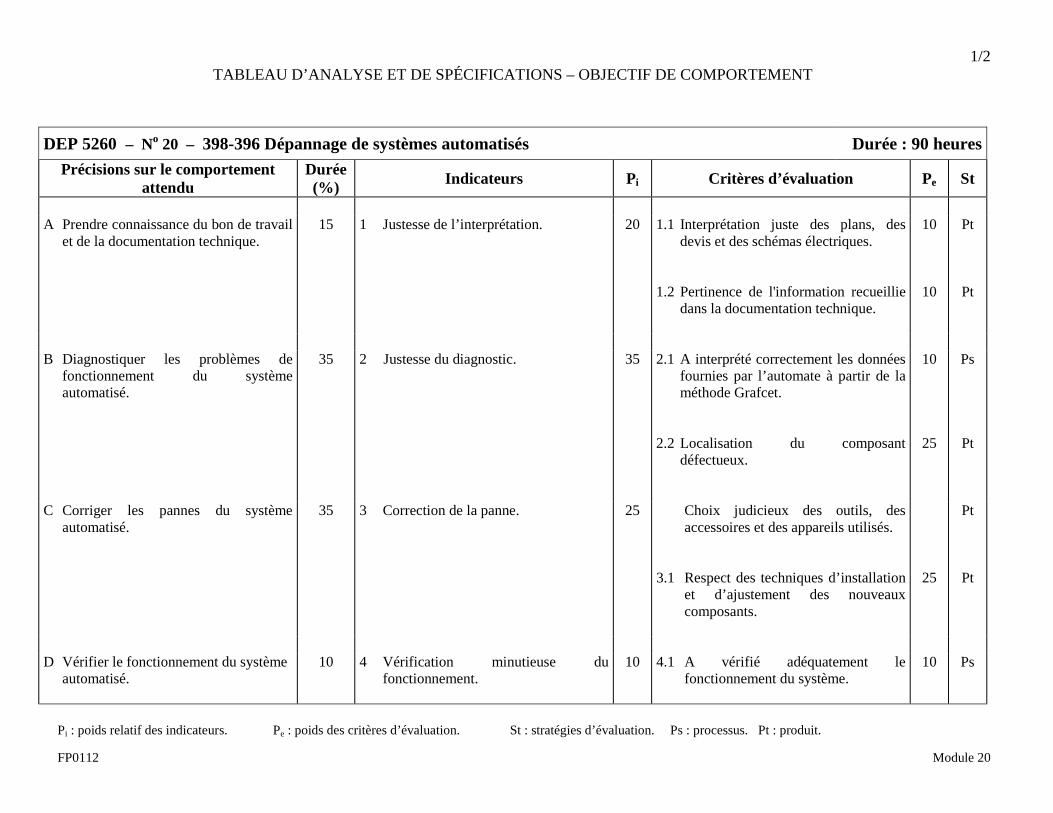
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 20
DEP 5260 – No 20 – 398-396 Dépannage de systèmes automatisés Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du bon de travail
et de la documentation technique. 15 1 Justesse de l’interprétation.
20 1.1 Interprétation juste des plans, des
devis et des schémas électriques.
1.2 Pertinence de l'information recueillie dans la documentation technique.
10
10
Pt
Pt
B Diagnostiquer les problèmes de
fonctionnement du système automatisé.
35 2 Justesse du diagnostic.
35 2.1 A interprété correctement les données fournies par l’automate à partir de la méthode Grafcet.
2.2 Localisation du composant
défectueux.
10
25
Ps
Pt
C Corriger les pannes du système
automatisé. 35 3 Correction de la panne.
25 Choix judicieux des outils, des
accessoires et des appareils utilisés. 3.1 Respect des techniques d’installation
et d’ajustement des nouveaux composants.
25
Pt
Pt
D Vérifier le fonctionnement du système
automatisé. 10
4 Vérification minutieuse du
fonctionnement.
10 4.1 A vérifié adéquatement le fonctionnement du système.
10 Ps
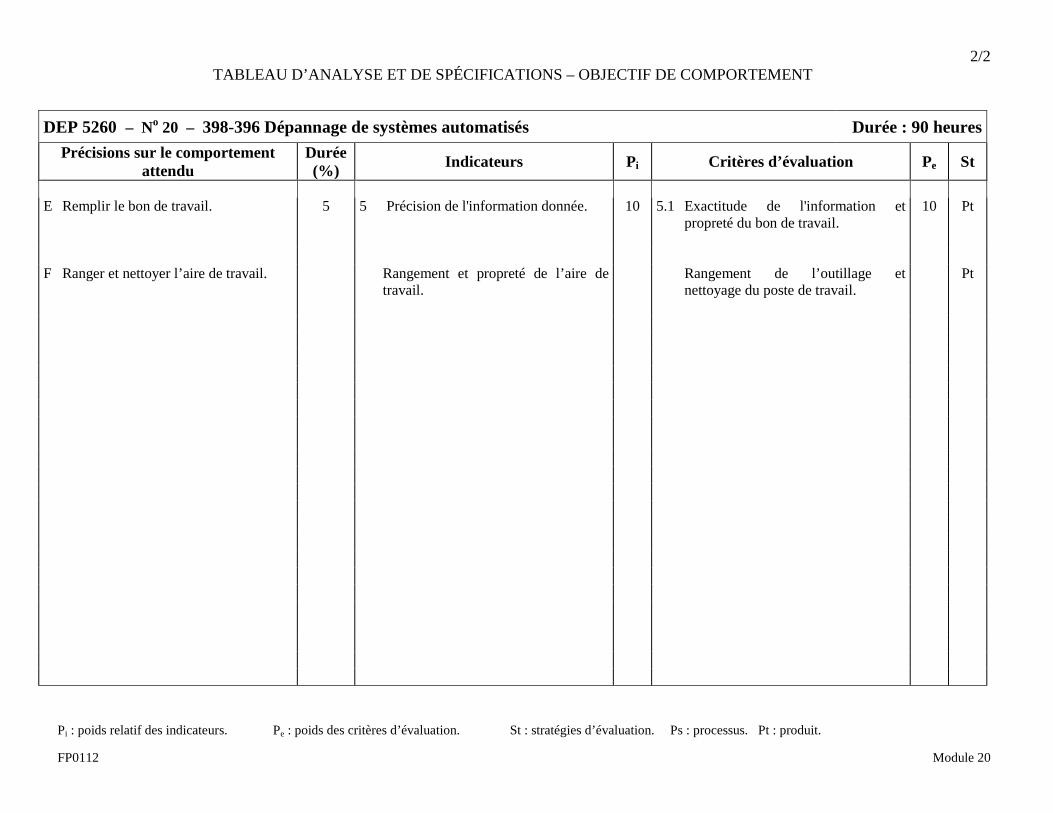
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 20
DEP 5260 – No 20 – 398-396 Dépannage de systèmes automatisés Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
E Remplir le bon de travail. 5 5 Précision de l'information donnée.
10 5.1 Exactitude de l'information et
propreté du bon de travail.
10 Pt
F Ranger et nettoyer l’aire de travail. Rangement et propreté de l’aire de
travail. Rangement de l’outillage et
nettoyage du poste de travail.
Pt
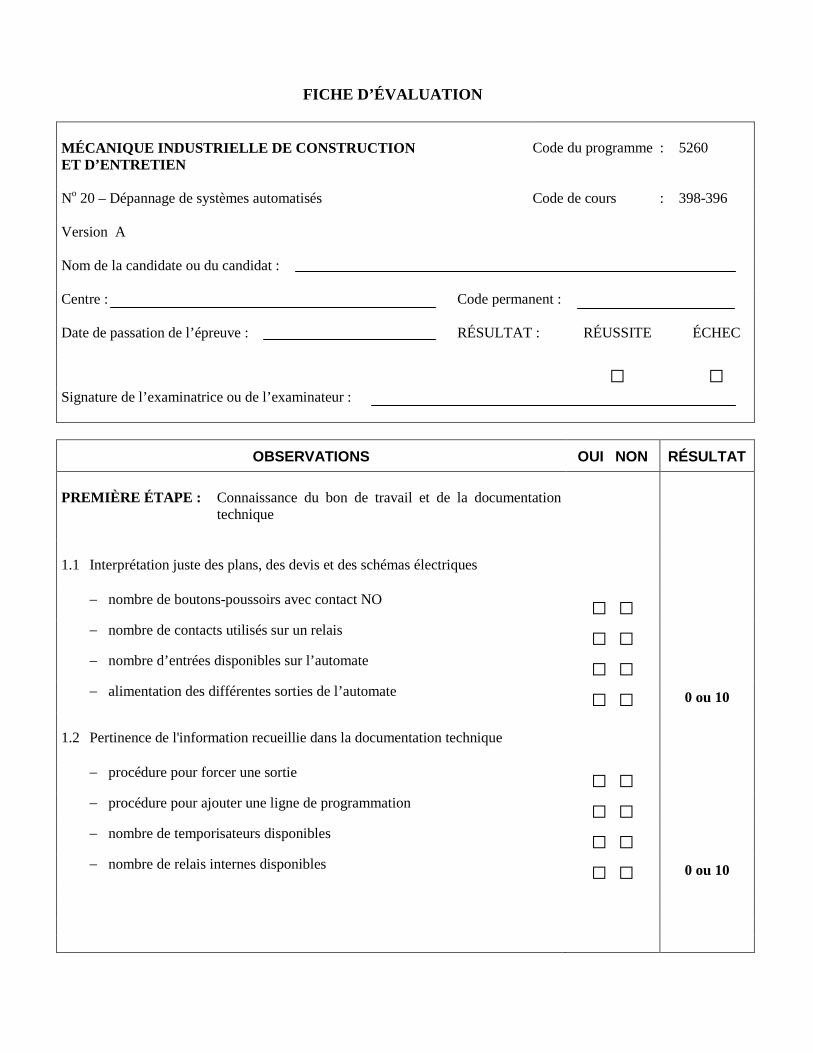
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 20 – Dépannage de systèmes automatisés
Code de cours : 398-396
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Connaissance du bon de travail et de la documentation
technique
1.1 Interprétation juste des plans, des devis et des schémas électriques
− nombre de boutons-poussoirs avec contact NO
− nombre de contacts utilisés sur un relais
− nombre d’entrées disponibles sur l’automate − alimentation des différentes sorties de l’automate 0 ou 10
1.2 Pertinence de l'information recueillie dans la documentation technique
− procédure pour forcer une sortie
− procédure pour ajouter une ligne de programmation − nombre de temporisateurs disponibles
− nombre de relais internes disponibles 0 ou 10
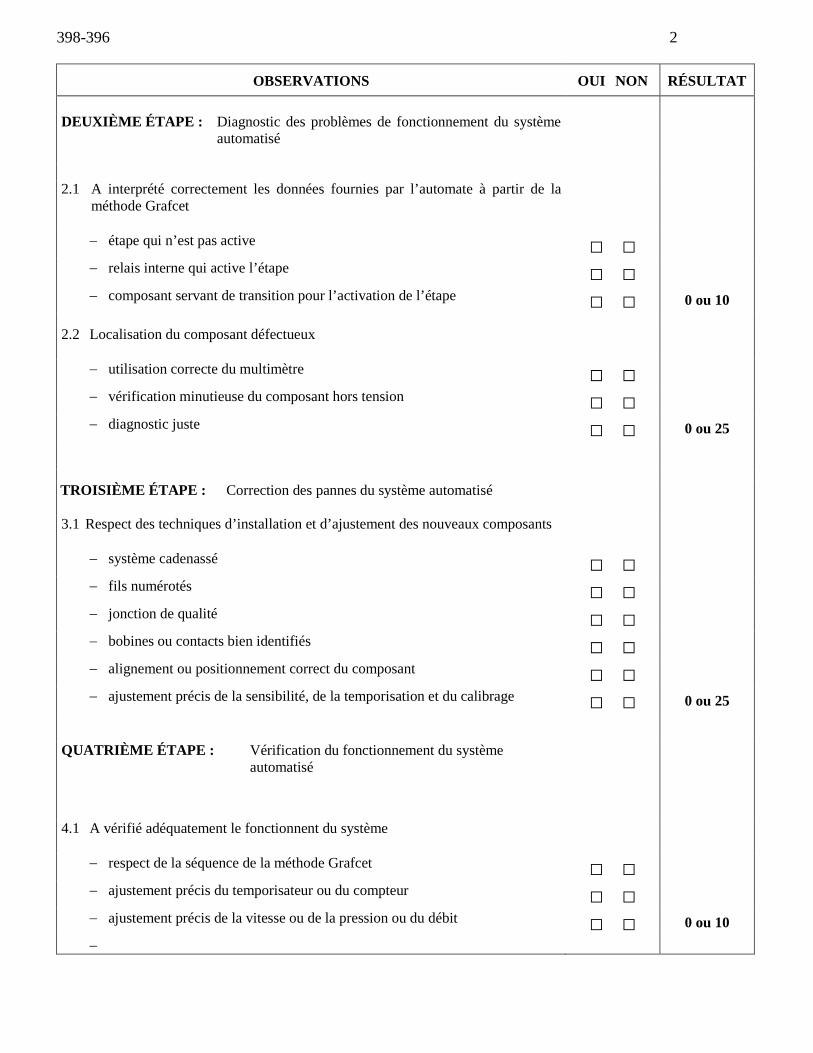
398-396 2
OBSERVATIONS OUI NON RÉSULTAT DEUXIÈME ÉTAPE : Diagnostic des problèmes de fonctionnement du système
automatisé
2.1 A interprété correctement les données fournies par l’automate à partir de la
méthode Grafcet
− étape qui n’est pas active
− relais interne qui active l’étape − composant servant de transition pour l’activation de l’étape 0 ou 10
2.2 Localisation du composant défectueux
− utilisation correcte du multimètre
− vérification minutieuse du composant hors tension − diagnostic juste 0 ou 25
TROISIÈME ÉTAPE : Correction des pannes du système automatisé
3.1 Respect des techniques d’installation et d’ajustement des nouveaux composants
− système cadenassé
− fils numérotés − jonction de qualité
− bobines ou contacts bien identifiés − alignement ou positionnement correct du composant − ajustement précis de la sensibilité, de la temporisation et du calibrage 0 ou 25
QUATRIÈME ÉTAPE : Vérification du fonctionnement du système automatisé
4.1 A vérifié adéquatement le fonctionnent du système
− respect de la séquence de la méthode Grafcet
− ajustement précis du temporisateur ou du compteur − ajustement précis de la vitesse ou de la pression ou du débit 0 ou 10 −
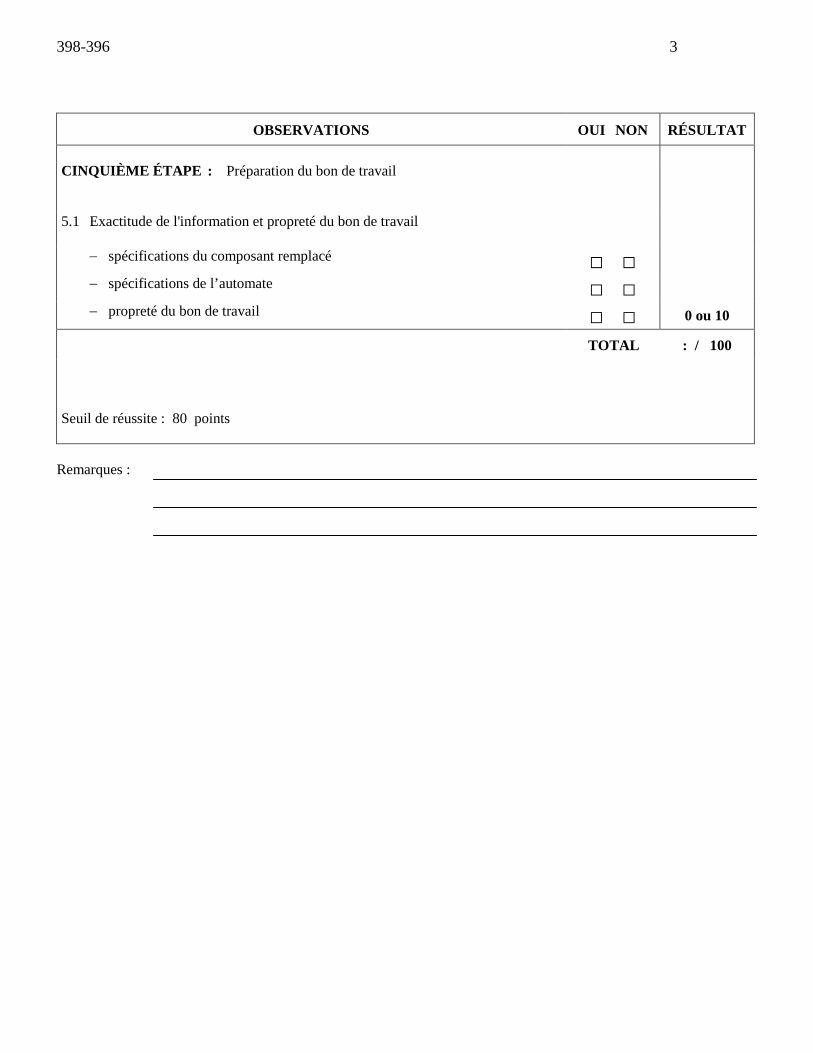
398-396 3
OBSERVATIONS OUI NON RÉSULTAT CINQUIÈME ÉTAPE : Préparation du bon de travail
5.1 Exactitude de l'information et propreté du bon de travail
− spécifications du composant remplacé
− spécifications de l’automate − propreté du bon de travail 0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
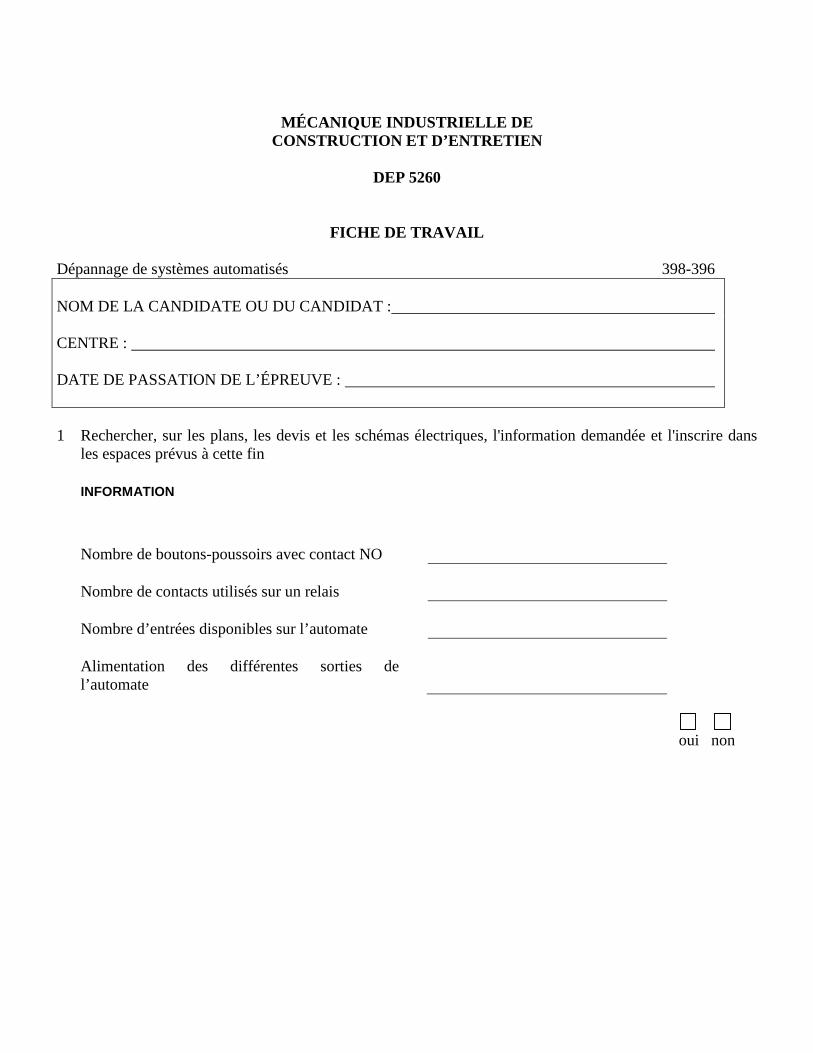
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
FICHE DE TRAVAIL Dépannage de systèmes automatisés 398-396 NOM DE LA CANDIDATE OU DU CANDIDAT : CENTRE : DATE DE PASSATION DE L’ÉPREUVE : 1 Rechercher, sur les plans, les devis et les schémas électriques, l'information demandée et l'inscrire dans
les espaces prévus à cette fin
INFORMATION
Nombre de boutons-poussoirs avec contact NO
Nombre de contacts utilisés sur un relais
Nombre d’entrées disponibles sur l’automate
Alimentation des différentes sorties de l’automate
oui non
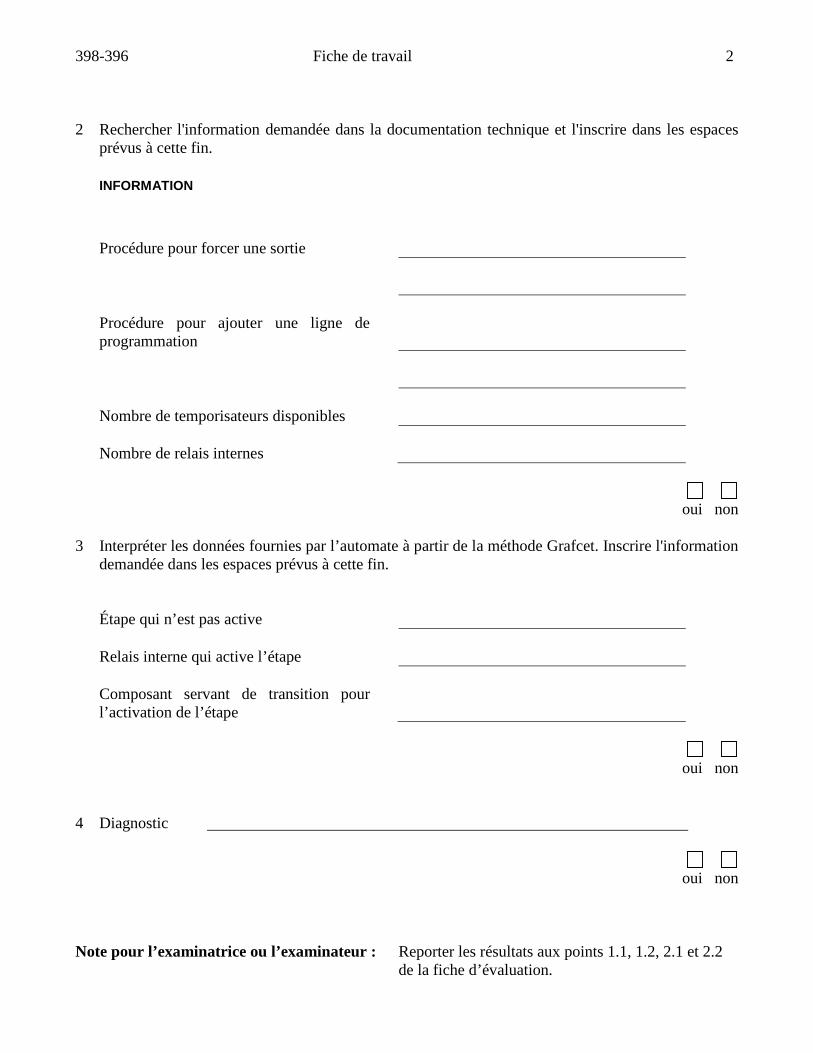
398-396 Fiche de travail 2
2 Rechercher l'information demandée dans la documentation technique et l'inscrire dans les espaces prévus à cette fin. INFORMATION
Procédure pour forcer une sortie
Procédure pour ajouter une ligne de programmation
Nombre de temporisateurs disponibles
Nombre de relais internes
oui non
3 Interpréter les données fournies par l’automate à partir de la méthode Grafcet. Inscrire l'information
demandée dans les espaces prévus à cette fin.
Étape qui n’est pas active
Relais interne qui active l’étape
Composant servant de transition pour l’activation de l’étape
oui non
4 Diagnostic
oui non
Note pour l’examinatrice ou l’examinateur : Reporter les résultats aux points 1.1, 1.2, 2.1 et 2.2
de la fiche d’évaluation.

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-396 Dépannage de systèmes automatisés (module no 20)
DESCRIPTON DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à effectuer des travaux de dépannage sur des systèmes automatisés.
L’épreuve est passée par cinq candidates ou candidats en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit diagnostiquer correctement une panne sur un système automatisé, procéder au remplacement du composant et l’ajuster correctement.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
PRÉPARATION DE L’ÉPREUVE
Provoquer une panne sur un système automatisé en plaçant un composant défectueux.
398-396 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers du candidat ou de la candidate, les plans et la documentation technique. Donner les explications nécessaires. À la première étape de l’épreuve, on effectue une recherche d’information sur des plans d’un système automatisé et dans les documents techniques de l’automate programmable.
À la deuxième étape de l’épreuve, la personne doit rechercher la source d’une panne sur le système automatisé à partir des méthodes Grafcet et Ladder, localiser la source du problème et vérifier le système pour en arriver à un diagnostic précis.
À la troisième étape, la candidate ou le candidat doit remplacer le composant défectueux tout en respectant les techniques d’installation et d’ajustement.
À la quatrième étape de l’épreuve, on doit vérifier le fonctionnement du système automatisé avec la méthode Grafcet et procéder aux ajustements qui s’imposent afin de respecter les spécifications et la séquence demandée.
La cinquième étape consiste à remplir un bon de travail en inscrivant de façon précise les éléments demandés.
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
1.1 Interprétation juste des plans, des devis et des schémas électriques
On demandera de préciser le nombre de boutons-poussoirs avec contact NO, le nombre de contacts sur un relais, le nombre d’entrées disponibles sur l’automate ainsi que de désigner l’alimentation des différentes sorties de l’automate.
1.2 Pertinence de l'information recueillie dans la documentation technique
On demandera d’inscrire la procédure pour forcer une sortie et pour ajouter une ligne de programmation, ainsi que le nombre de temporisateurs et de relais internes disponibles.
2.1 A interprété correctement les données fournies par l’automate à partir de la méthode
Grafcet
On demandera d’indiquer l’étape qui n’est pas active, le relais interne qui active l’étape et le composant qui sert de transition pour activer l’étape.
2.2 Localisation du composant défectueux
On vérifiera si le multimètre est utilisé correctement, si la vérification du composant se fait hors tension et si le diagnostic est bon.
398-396 3
3.1 Respect des techniques d’installation et d’ajustement des nouveaux composants On vérifiera si le système est cadenassé, si les fils sont numérotés, si les jonctions sont de
qualité, si les contacts ou la bobine sont identifiés, si le composant est positionné ou aligné correctement et si la sensibilité, la temporisation et le calibrage sont ajustés correctement.
4.1 A vérifié adéquatement le fonctionnement du système On évaluera si la séquence de la méthode Grafcet est respectée, si le temporisateur ou le
compteur ainsi que la vitesse ou la pression ou le débit sont ajustés correctement. 5.1 Exactitude de l'information et propreté du bon de travail On vérifiera si les spécifications du composant remplacé sont inscrites, si les
spécifications de l’automate sont indiquées et si le bon de travail est propre.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT
- 1 système automatisé comprenant de l’électropneumatique ou de l’électrohydraulique ou
électromécanique; - 1 ensemble de plans du système automatisé; - GRAFCET; - LADDER; - schémas électriques; - branchement des entrées et des sorties de l’automate; - schémas électrohydrauliques, électropneumatiques ou électromécaniques; - 1 ensemble de documents techniques de l’automate; - 1 multimètre; - 1 cadenas; - 1 rouleau de collants numérotés; - 1 corde; - 1 coffre d’outils de base; - 1 bon de travail.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.

398-396 4
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 h 30 min.
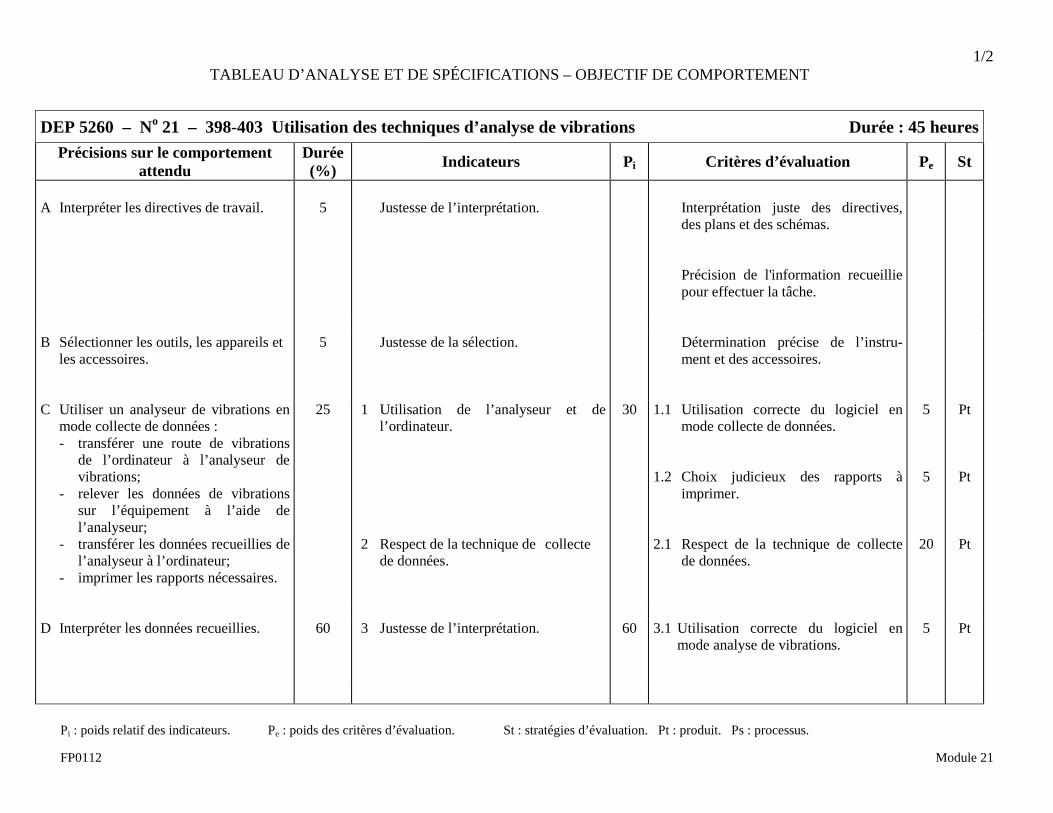
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 21
DEP 5260 – No 21 – 398-403 Utilisation des techniques d’analyse de vibrations Durée : 45 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail. 5 Justesse de l’interprétation. Interprétation juste des directives,
des plans et des schémas. Précision de l'information recueillie
pour effectuer la tâche.
B Sélectionner les outils, les appareils et
les accessoires. 5 Justesse de la sélection. Détermination précise de l’instru-
ment et des accessoires.
C Utiliser un analyseur de vibrations en
mode collecte de données : - transférer une route de vibrations
de l’ordinateur à l’analyseur de vibrations;
- relever les données de vibrations sur l’équipement à l’aide de l’analyseur;
- transférer les données recueillies de l’analyseur à l’ordinateur;
- imprimer les rapports nécessaires.
25 1 Utilisation de l’analyseur et de l’ordinateur.
2 Respect de la technique de collecte
de données.
30 1.1 Utilisation correcte du logiciel en mode collecte de données.
1.2 Choix judicieux des rapports à
imprimer. 2.1 Respect de la technique de collecte
de données.
5
5
20
Pt
Pt
Pt
D Interpréter les données recueillies. 60 3 Justesse de l’interprétation. 60 3.1 Utilisation correcte du logiciel en
mode analyse de vibrations.
5
Pt
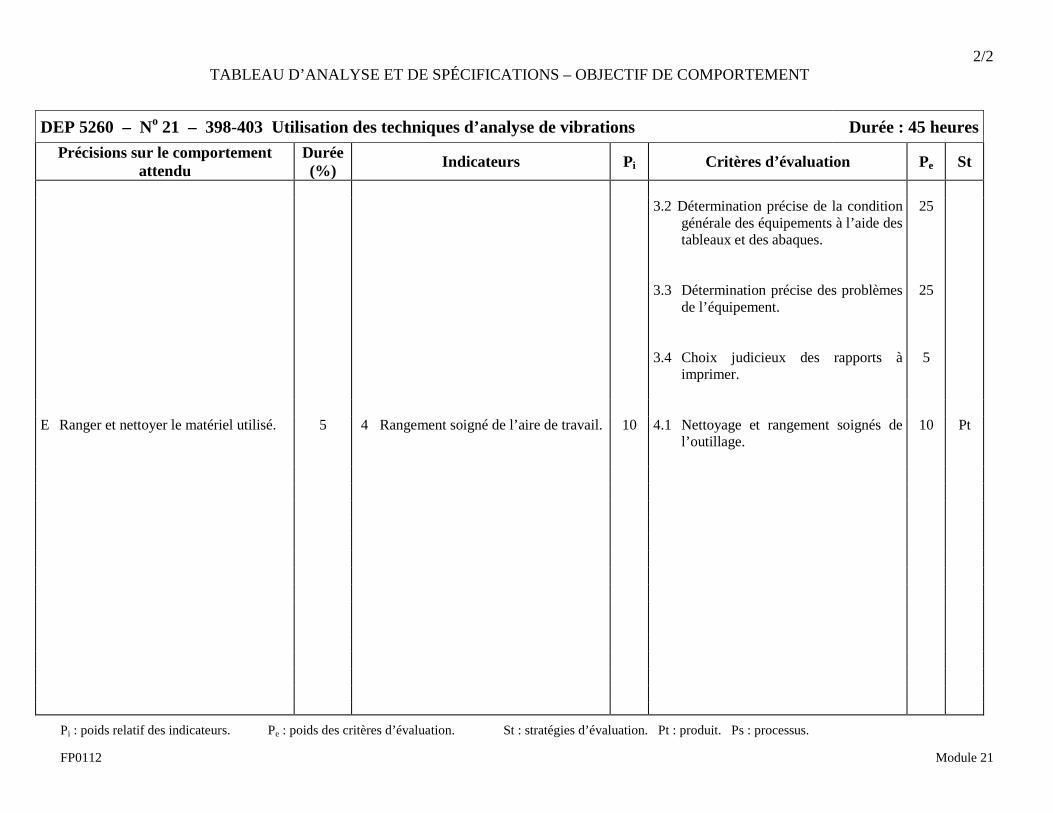
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 21
DEP 5260 – No 21 – 398-403 Utilisation des techniques d’analyse de vibrations Durée : 45 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
3.2 Détermination précise de la condition
générale des équipements à l’aide des tableaux et des abaques.
3.3 Détermination précise des problèmes
de l’équipement. 3.4 Choix judicieux des rapports à
imprimer.
25
25
5
E Ranger et nettoyer le matériel utilisé.
5 4 Rangement soigné de l’aire de travail.
10 4.1 Nettoyage et rangement soignés de l’outillage.
10
Pt
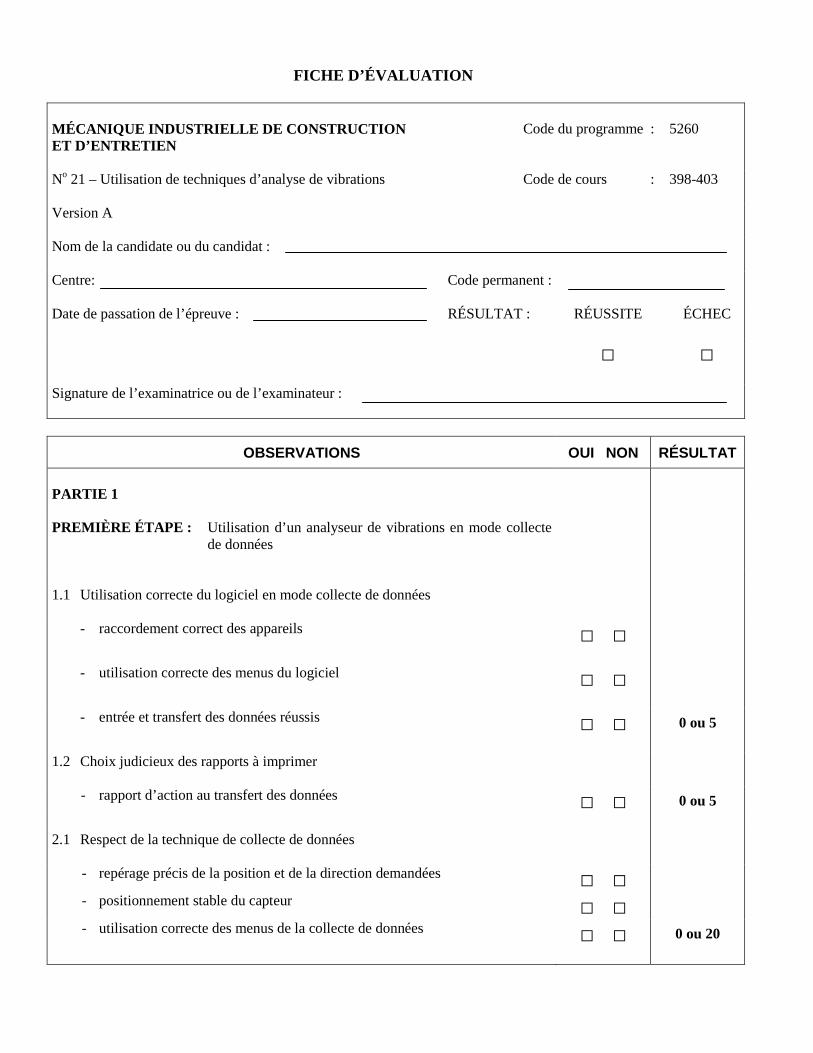
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 21 – Utilisation de techniques d’analyse de vibrations
Code de cours : 398-403
Version A Nom de la candidate ou du candidat : Centre:
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PARTIE 1 PREMIÈRE ÉTAPE : Utilisation d’un analyseur de vibrations en mode collecte
de données
1.1 Utilisation correcte du logiciel en mode collecte de données
- raccordement correct des appareils
- utilisation correcte des menus du logiciel
- entrée et transfert des données réussis 0 ou 5 1.2 Choix judicieux des rapports à imprimer
- rapport d’action au transfert des données 0 ou 5 2.1 Respect de la technique de collecte de données
- repérage précis de la position et de la direction demandées - positionnement stable du capteur - utilisation correcte des menus de la collecte de données 0 ou 20
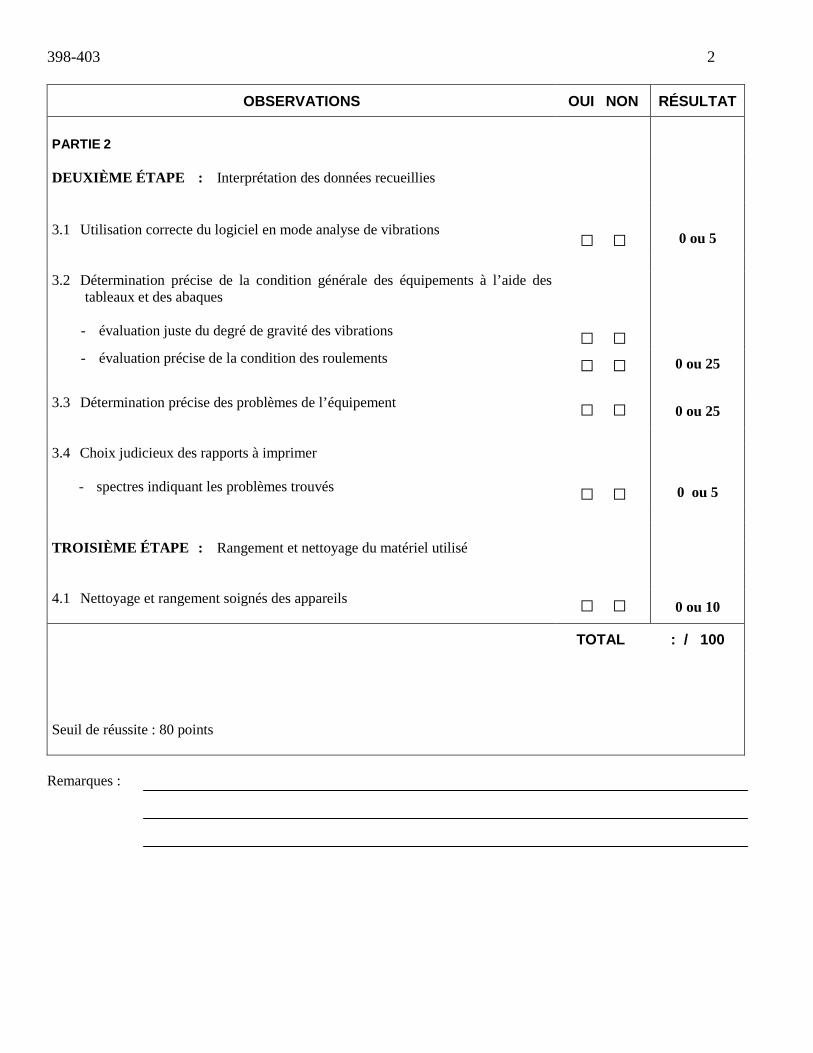
398-403 2
OBSERVATIONS OUI NON RÉSULTAT
PARTIE 2 DEUXIÈME ÉTAPE : Interprétation des données recueillies
3.1 Utilisation correcte du logiciel en mode analyse de vibrations 0 ou 5
3.2 Détermination précise de la condition générale des équipements à l’aide des
tableaux et des abaques
- évaluation juste du degré de gravité des vibrations - évaluation précise de la condition des roulements 0 ou 25
3.3 Détermination précise des problèmes de l’équipement 0 ou 25
3.4 Choix judicieux des rapports à imprimer
- spectres indiquant les problèmes trouvés 0 ou 5 TROISIÈME ÉTAPE : Rangement et nettoyage du matériel utilisé
4.1 Nettoyage et rangement soignés des appareils 0 ou 10
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-403 Utilisation de techniques d’analyse de vibrations (module no 21)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à utiliser des techniques d’analyse de vibrations.
Elle est divisée en deux parties.
Cette épreuve peut être passée par un groupe de cinq personnes à la première partie, et de dix à la deuxième partie.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit utiliser des techniques d’analyse de vibrations dans le but d’évaluer la condition générale d’un équipement et d'en déceler les problèmes.
Note : On suggère de présenter des problèmes de nature mécanique.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours ou autres documents sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-403 2
PRÉPARATION DE L’EXAMEN Provoquer des problèmes de vibrations sur les équipements.
3 DÉROULEMENT DE L’ÉPREUVE
PREMIÈRE PARTIE
La première partie consiste à utiliser un logiciel d’analyse de vibrations afin d'y entrer une série d’équipements pour une prise de mesures et à prendre ensuite ces mesures sur les équipements tout en respectant la technique de collecte de données, puis à transférer ces mesures dans le logiciel. Cette partie de l’épreuve peut être passée à l’intérieur du module au moment ou les personnes se sentiront prêtes pour l’épreuve. DEUXIÈME PARTIE La deuxième partie consiste à utiliser un logiciel d’analyse de vibrations avec des tableaux et des abaques dans le but d’évaluer la condition générale des équipements et d'en déceler les problèmes. Cette partie de l’épreuve se déroule dans le laboratoire informatique. Les tableaux et abaques nécessaires sont fournis par l’examinatrice ou l’examinateur. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Utilisation correcte du logiciel en mode collecte de données On vérifiera le raccordement des appareils, l’utilisation des menus du logiciel, la durée,
l'entrée et le transfert des données. 1.2 Choix judicieux des rapports à imprimer On s’attend à ce que le rapport d’action à l'entrée des données soit présent dans les rapports
imprimés. 2.1 Respect de la technique de collecte de données On vérifiera si le repérage de la position et de la direction est précis, si le positionnement
du capteur est stable et si l'on a utilisé correctement les menus pour la collecte des données.
398-403 3
3.2 Détermination précise de la condition générale des équipements à l'aide des tableaux et des
abaques On s’attend à ce que les évaluations du degré de gravité des vibrations et de la condition
des roulements soient justes et précises. 3.5 Choix judicieux des rapports à imprimer
On s’attend à ce que les spectres indiquant le problème trouvé soient imprimés.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT
− 1 banc mécanique fonctionnel; − 1 analyseur de vibrations; − 1 ordinateur avec le logiciel d’analyse installé; − 1 calculatrice.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
Advenant un échec, la personne reprend la ou les étapes auxquelles elle a échoué.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de la première partie de l’épreuve est de 30 min, et de 1 h 30 pour la deuxième partie.
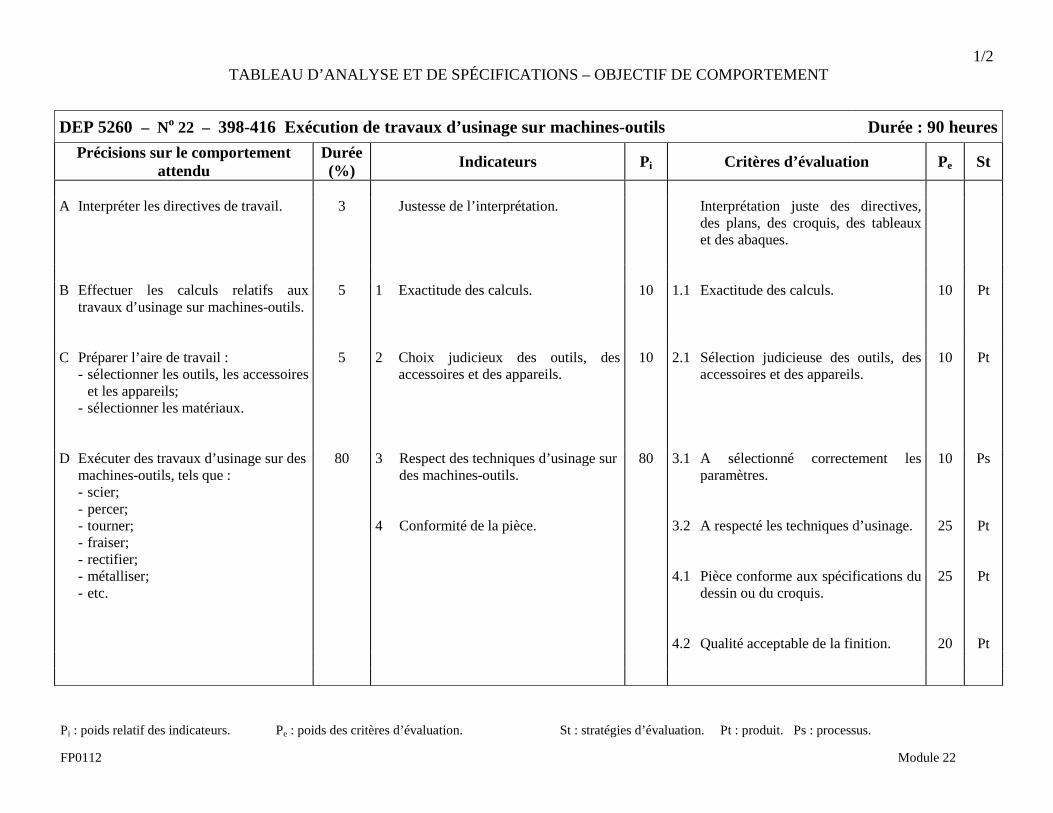
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 22
DEP 5260 – No 22 – 398-416 Exécution de travaux d’usinage sur machines-outils Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les directives de travail.
3
Justesse de l’interprétation. Interprétation juste des directives, des plans, des croquis, des tableaux et des abaques.
B Effectuer les calculs relatifs aux
travaux d’usinage sur machines-outils.
5 1 Exactitude des calculs. 10 1.1 Exactitude des calculs.
10 Pt
C Préparer l’aire de travail :
- sélectionner les outils, les accessoires et les appareils;
- sélectionner les matériaux.
5 2 Choix judicieux des outils, des accessoires et des appareils.
10 2.1 Sélection judicieuse des outils, des accessoires et des appareils.
10
Pt
D Exécuter des travaux d’usinage sur des
machines-outils, tels que : - scier; - percer; - tourner; - fraiser; - rectifier; - métalliser; - etc.
80 3 Respect des techniques d’usinage sur des machines-outils.
4 Conformité de la pièce.
80 3.1 A sélectionné correctement les paramètres.
3.2 A respecté les techniques d’usinage. 4.1 Pièce conforme aux spécifications du
dessin ou du croquis. 4.2 Qualité acceptable de la finition.
10
25
25
20
Ps
Pt
Pt
Pt
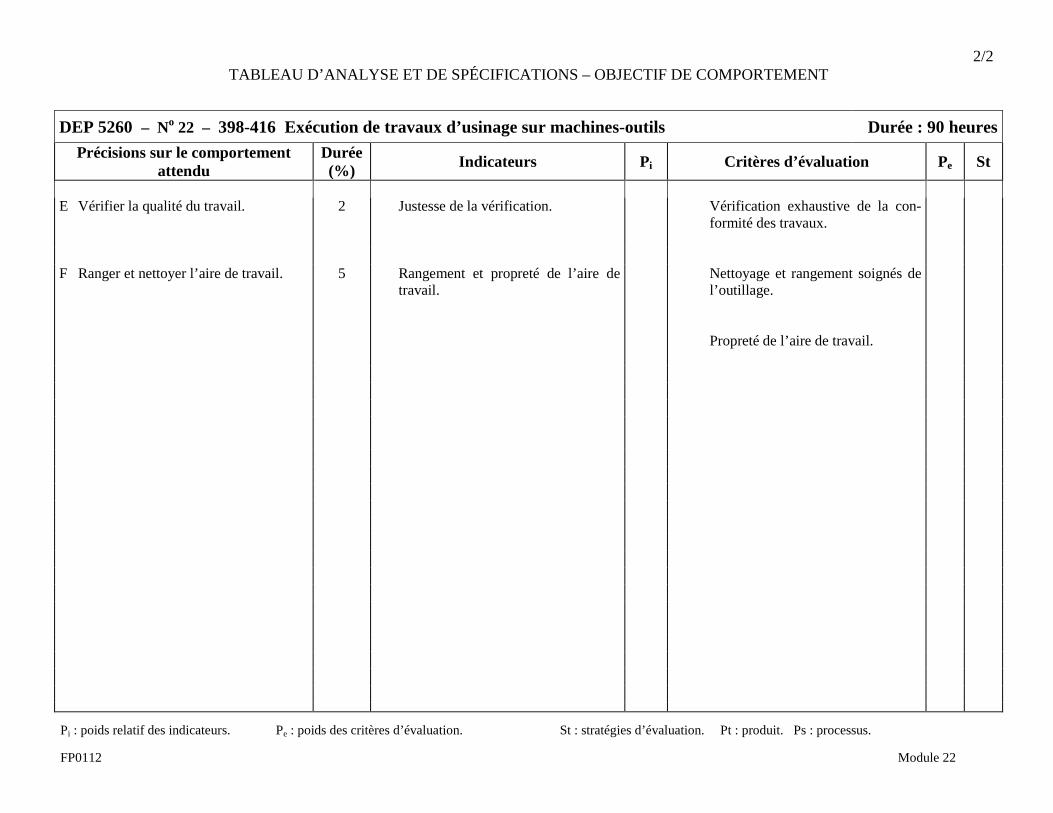
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 22
DEP 5260 – No 22 – 398-416 Exécution de travaux d’usinage sur machines-outils Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
E Vérifier la qualité du travail. 2 Justesse de la vérification.
Vérification exhaustive de la con-
formité des travaux.
F Ranger et nettoyer l’aire de travail.
5 Rangement et propreté de l’aire de travail.
Nettoyage et rangement soignés de l’outillage.
Propreté de l’aire de travail.
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 22 – Exécution de travaux d’usinage sur machines-outils
Code de cours : 398-416
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PARTIE 1
PREMIÈRE ÉTAPE : Calculs relatifs aux travaux d’usinage sur machines-outils
1.1 Exactitude des calculs
- vitesse de rotation - avance - diamètre de perçage 0 ou 10
DEUXIÈME ÉTAPE : Préparation de l’aire de travail
2.1 Sélection judicieuse des outils, des accessoires et des appareils
- choix judicieux des outils - dimension appropriée des outils - choix judicieux des accessoires 0 ou 10
398-416 2
OBSERVATIONS OUI NON RÉSULTAT
PARTIE 2
TROISIÈME ÉTAPE : EXÉCUTION DES TRAVAUX D’USINAGE SUR MACHINES-OUTILS
3.2 A SÉLECTIONNÉ CORRECTEMENT LES PARAMÈTRES 0 ou 10
3.2 A respecté les techniques d’usinage
- utilisation correcte des outils - manipulation correcte des machines-outils 0 ou 25
4.1 Pièce conforme aux spécifications du dessin ou du croquis
- respect des dimensions - forme cylindrique des diamètres - diamètre exact des alésages - tournage correct de la saignée - filetage droit et bonne dimension 0 ou 25
4.3 Qualité acceptable de la finition
- absence de stries - uniformité des filets
alésage propre 0 ou 20 TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-416 Exécution de travaux d’usinage sur machines-outils (module no 22)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à exécuter des travaux d’usinage sur des machines-outils. Elle est divisée en deux parties. On peut faire passer la première partie à vingt-deux personnes à la fois, et la deuxième, à cinq personnes.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit planifier et exécuter des travaux d’usinage sur des machines-outils.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-416 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat.
Donner les explications nécessaires.
PREMIÈRE PARTIE
La première partie consiste à planifier l’usinage d’une pièce à fabriquer. La personne doit déterminer les outils qui seront utilisés ainsi que tous les paramètres nécessaires au bon déroulement de l’usinage de la pièce. Le candidat ou la candidate doit préparer un plan de travail pour l’exécution de la pièce demandée. Dans ce plan de travail, on devra vérifier les connaissances de la candidate ou du candidat sur les types d’opérations suivantes : - tournage général; - tournage conique; - perçage au tour; - alésage au tour avec barre à aléser; - alésage au tour avec alésoir; - tronçonnage au tour; - différents types de montage sur un tour; - réalisation d’un chemin de clé sur une fraiseuse verticale.
DEUXIÈME PARTIE
La deuxième partie consiste à usiner une pièce à partir d’un plan de travail que l’examinatrice ou l’examinateur remet à la candidate ou au candidat. Ce plan de travail devra contenir toute l’information nécessaire à la fabrication de la pièce, régime-moteur, diamètres de perçage, avances et liste de tous les outils requis pour le travail. La pièce à fabriquer doit minimalement comprendre ces types d’opérations : - tournage de différents diamètres externes et internes avec des cotes de précision à
respecter; - chemin de clé en bout de pièce.
398-416 3
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
1.1 Exactitude des calculs
On demandera de calculer la vitesse de rotation, l’avance et le diamètre de perçage. 3.2 A respecté les techniques d’usinage On vérifiera l’utilisation des outils et la manipulation des machines-outils. 4.1 Pièce conforme aux spécifications du dessin ou du croquis On vérifiera les dimensions, la forme cylindrique des diamètres, le diamètre des alésages, le
tournage de la saignée et le filetage. 4.2 Qualité acceptable de la finition On vérifiera l’absence de stries, l’uniformité des filets et la propreté de l’alésage.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
− des instruments de mesure;
− une ou plusieurs machines-outils, selon la pièce à réaliser;
− une calculatrice.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de la première partie de l’épreuve est de 1 heure, et de 3 heures pour la deuxième partie.
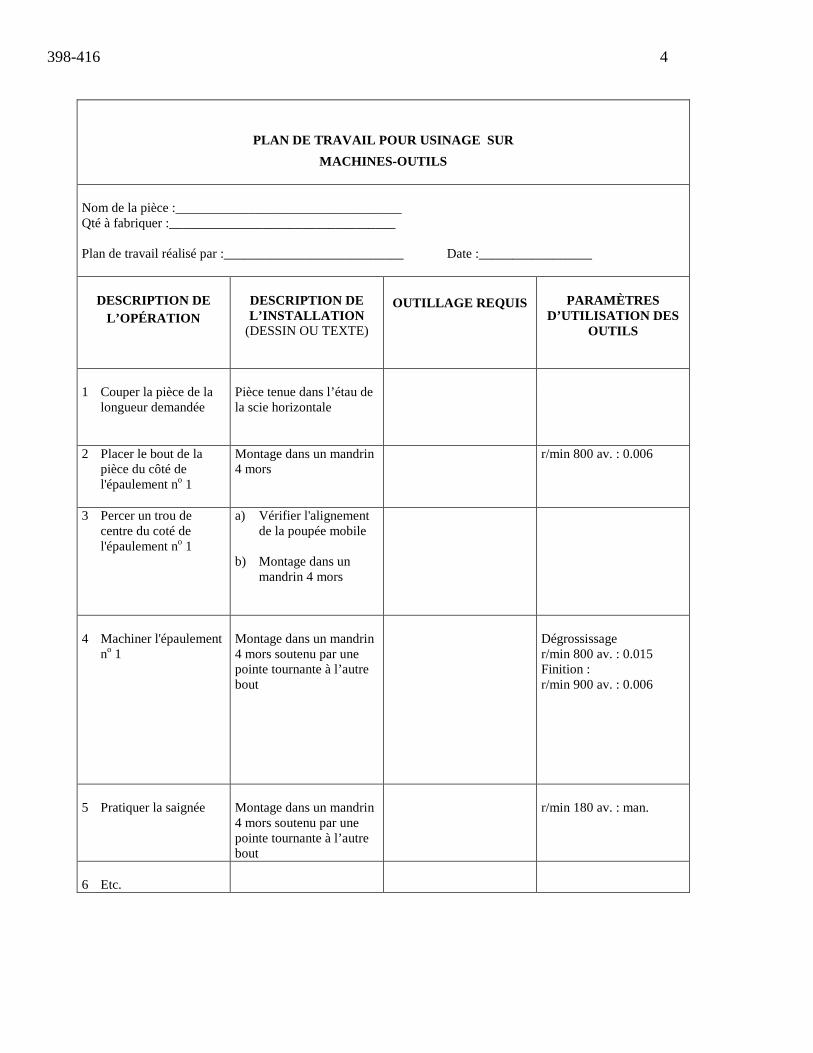
398-416 4
PLAN DE TRAVAIL POUR USINAGE SUR MACHINES-OUTILS
Nom de la pièce :__________________________________ Qté à fabriquer :__________________________________ Plan de travail réalisé par :___________________________ Date :_________________
DESCRIPTION DE
L’OPÉRATION
DESCRIPTION DE L’INSTALLATION
(DESSIN OU TEXTE)
OUTILLAGE REQUIS
PARAMÈTRES
D’UTILISATION DES OUTILS
1 Couper la pièce de la
longueur demandée Pièce tenue dans l’étau de la scie horizontale
2 Placer le bout de la pièce du côté de l'épaulement no 1
Montage dans un mandrin 4 mors
r/min 800 av. : 0.006
3 Percer un trou de centre du coté de l'épaulement no 1
a) Vérifier l'alignement de la poupée mobile
b) Montage dans un
mandrin 4 mors
4 Machiner l'épaulement
no 1
Montage dans un mandrin 4 mors soutenu par une pointe tournante à l’autre bout
Dégrossissage r/min 800 av. : 0.015 Finition : r/min 900 av. : 0.006
5 Pratiquer la saignée
Montage dans un mandrin 4 mors soutenu par une pointe tournante à l’autre bout
r/min 180 av. : man.
6 Etc.
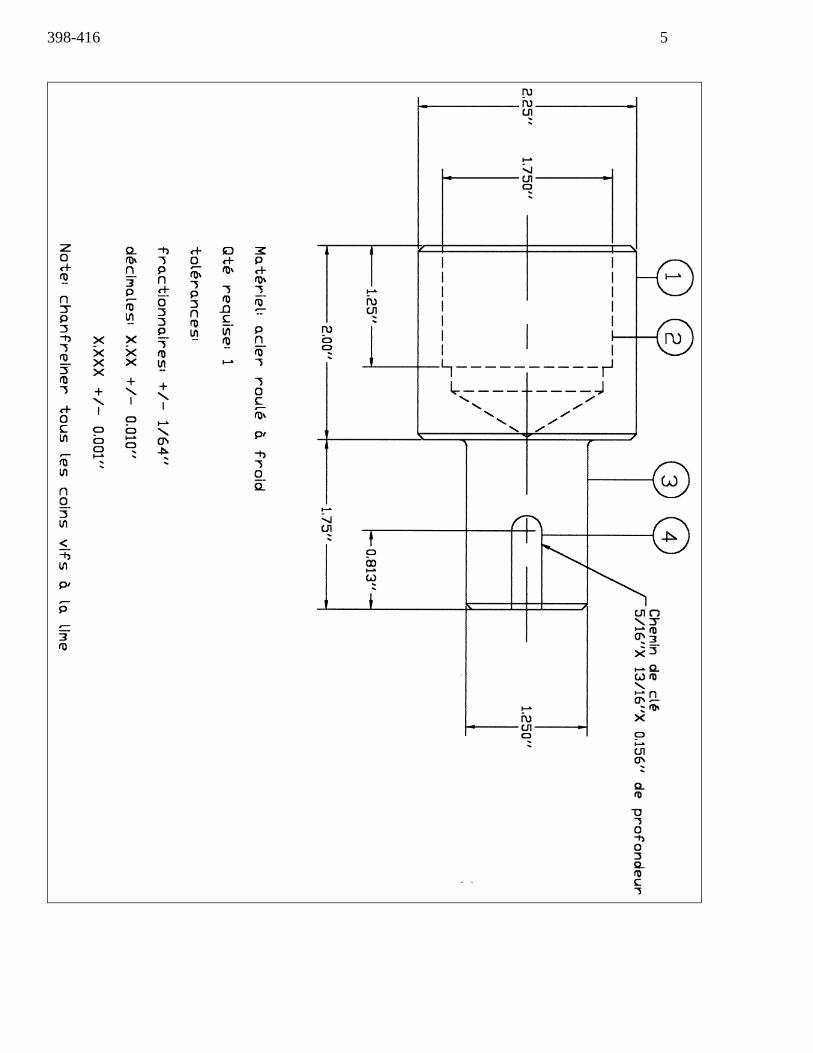
398-416 5
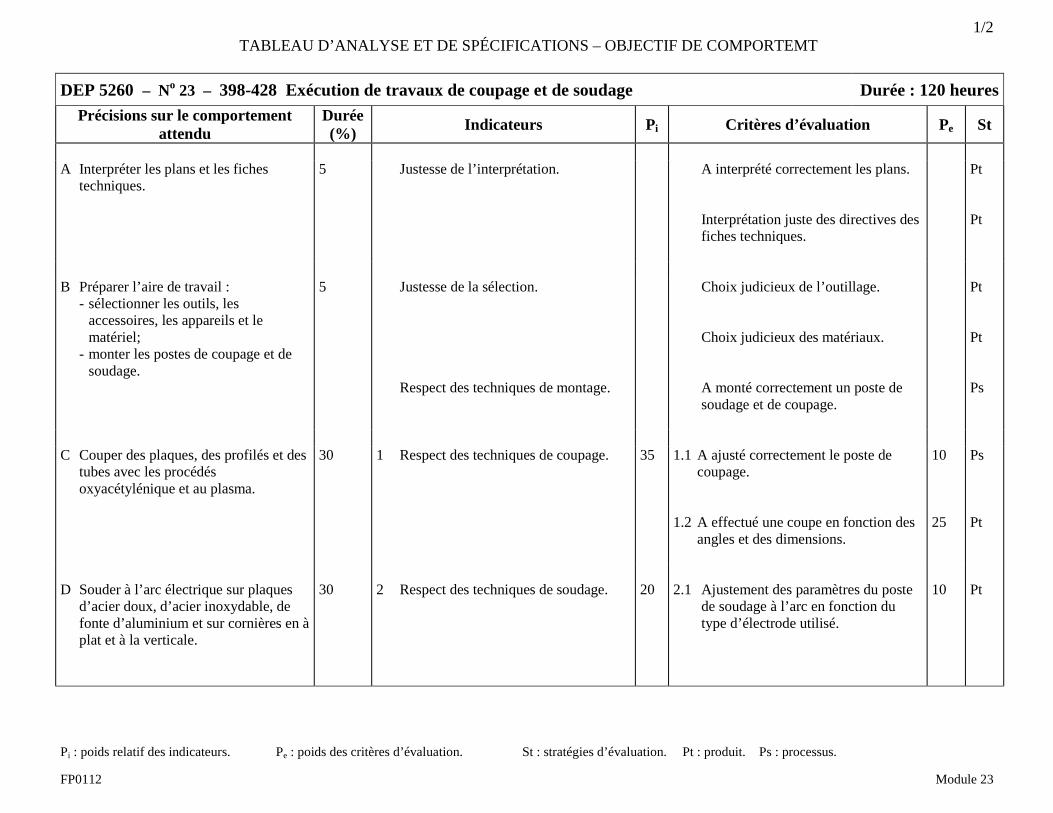
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 23
DEP 5260 – No 23 – 398-428 Exécution de travaux de coupage et de soudage Durée : 120 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter les plans et les fiches
techniques. 5 Justesse de l’interprétation.
A interprété correctement les plans.
Interprétation juste des directives des
fiches techniques.
Pt Pt
B Préparer l’aire de travail :
- sélectionner les outils, les accessoires, les appareils et le matériel;
- monter les postes de coupage et de soudage.
5
Justesse de la sélection. Respect des techniques de montage.
Choix judicieux de l’outillage. Choix judicieux des matériaux. A monté correctement un poste de
soudage et de coupage.
Pt Pt Ps
C Couper des plaques, des profilés et des
tubes avec les procédés oxyacétylénique et au plasma.
30 1 Respect des techniques de coupage.
35 1.1 A ajusté correctement le poste de coupage.
1.2 A effectué une coupe en fonction des
angles et des dimensions.
10 25
Ps Pt
D Souder à l’arc électrique sur plaques
d’acier doux, d’acier inoxydable, de fonte d’aluminium et sur cornières en à plat et à la verticale.
30 2 Respect des techniques de soudage.
20 2.1 Ajustement des paramètres du poste de soudage à l’arc en fonction du type d’électrode utilisé.
10
Pt
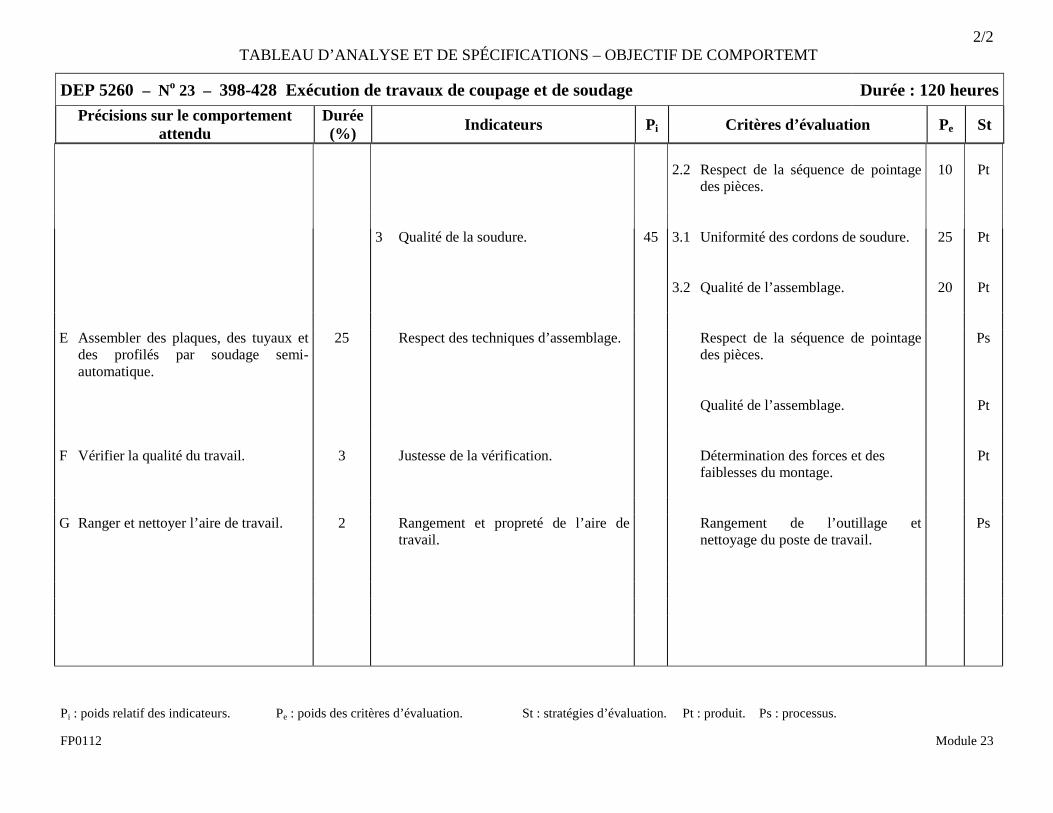
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 23
2.2 Respect de la séquence de pointage
des pièces.
10 Pt
3 Qualité de la soudure. 45 3.1 Uniformité des cordons de soudure.
3.2 Qualité de l’assemblage.
25
20
Pt
Pt
E Assembler des plaques, des tuyaux et
des profilés par soudage semi-automatique.
25 Respect des techniques d’assemblage.
Respect de la séquence de pointage des pièces.
Qualité de l’assemblage.
Ps
Pt
F Vérifier la qualité du travail.
3 Justesse de la vérification.
Détermination des forces et des faiblesses du montage.
Pt
G Ranger et nettoyer l’aire de travail.
2 Rangement et propreté de l’aire de travail.
Rangement de l’outillage et nettoyage du poste de travail.
Ps
DEP 5260 – No 23 – 398-428 Exécution de travaux de coupage et de soudage Durée : 120 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
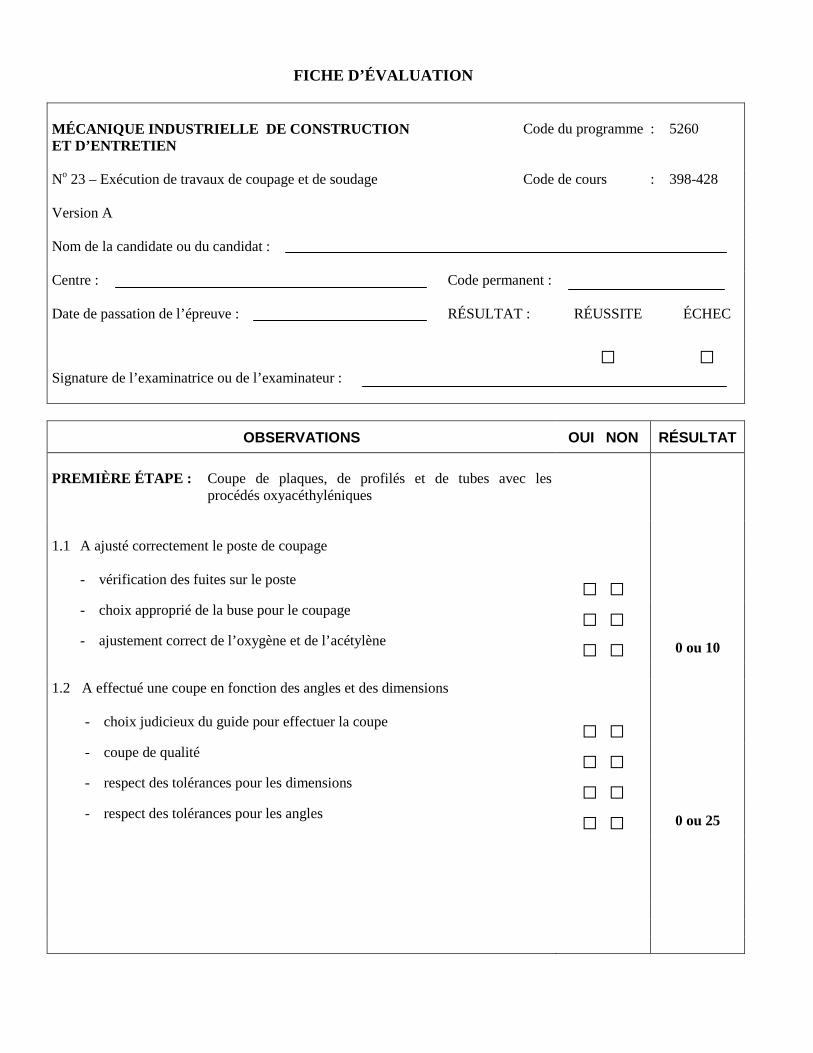
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 23 – Exécution de travaux de coupage et de soudage
Code de cours : 398-428
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Coupe de plaques, de profilés et de tubes avec les
procédés oxyacéthyléniques
1.1 A ajusté correctement le poste de coupage
- vérification des fuites sur le poste - choix approprié de la buse pour le coupage - ajustement correct de l’oxygène et de l’acétylène 0 ou 10
1.2 A effectué une coupe en fonction des angles et des dimensions
- choix judicieux du guide pour effectuer la coupe - coupe de qualité - respect des tolérances pour les dimensions - respect des tolérances pour les angles 0 ou 25
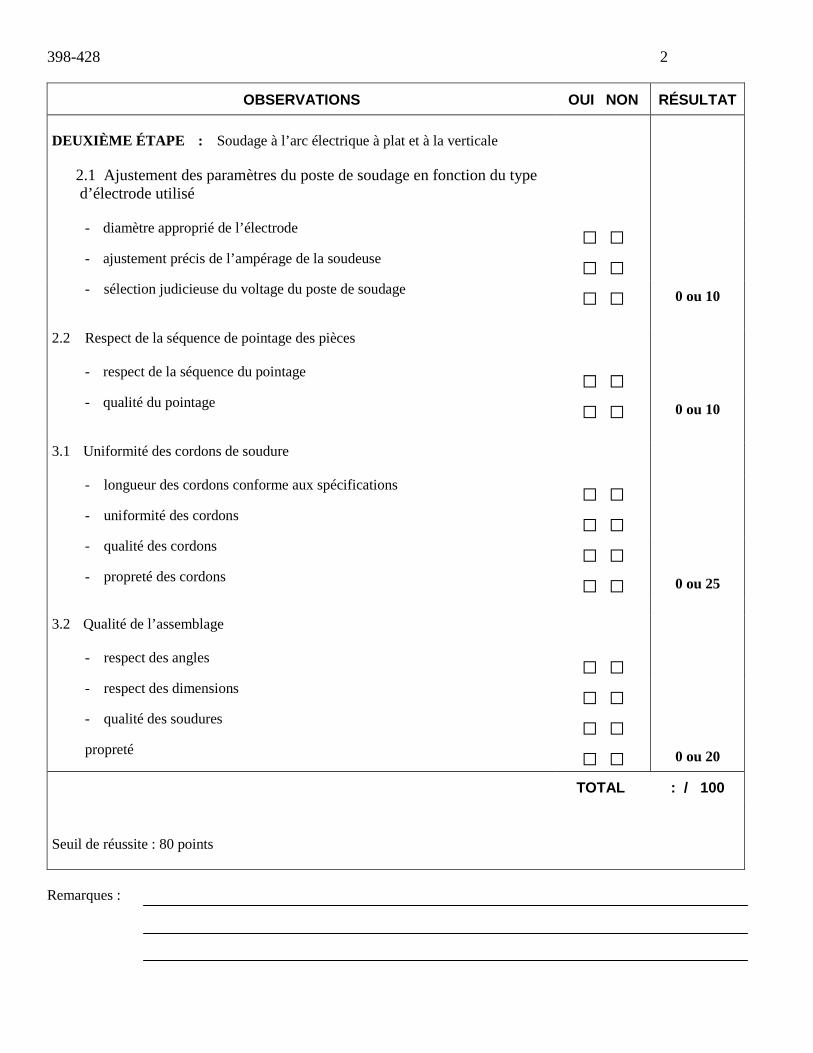
398-428 2
OBSERVATIONS OUI NON RÉSULTAT DEUXIÈME ÉTAPE : Soudage à l’arc électrique à plat et à la verticale
2.1 Ajustement des paramètres du poste de soudage en fonction du type d’électrode utilisé
- diamètre approprié de l’électrode - ajustement précis de l’ampérage de la soudeuse - sélection judicieuse du voltage du poste de soudage 0 ou 10
2.2 Respect de la séquence de pointage des pièces
- respect de la séquence du pointage - qualité du pointage 0 ou 10
3.1 Uniformité des cordons de soudure
- longueur des cordons conforme aux spécifications - uniformité des cordons - qualité des cordons - propreté des cordons 0 ou 25
3.2 Qualité de l’assemblage
- respect des angles - respect des dimensions - qualité des soudures propreté 0 ou 20
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-428 Exécution de travaux de coupage et de soudage (module no 23)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à couper, souder et assembler des pièces.
Cette épreuve ne peut être passée par plus de cinq personnes en même temps. 2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit couper des pièces à partir d’un poste au gaz et les souder à partir d’un poste de soudage à l’arc électrique, et ce, à l’aide d’un plan et de l’outillage.
- soudage à l’horizontale et à la verticale; - assemblage; - coupes droite et angulaire.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés.
Les notes de cours et les documents autres que ceux fournis sont interdits.
Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-428 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires.
La première étape de l’épreuve consiste à couper correctement différentes pièces à partir d’un poste de coupage oxyacétylénique, d’un plan et des tableaux d’ajustement en fonction des épaisseurs d’acier.
À la deuxième étape, la candidate ou le candidat doit souder des pièces à partir d’un poste de soudage à l’arc électrique, du plan et des tableaux d’ajustement en fonction de l’électrode utilisée.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
- 1 poste de soudage au gaz complet;
- 1 poste de soudure à l’arc électrique complet;
- 1 ensemble de buses pour le coupage;
- 1 ensemble de tableaux pour le coupage et le soudage;
- 1 ensemble de matériaux (acier);
- 1 ensemble de serres;
- 1 ensemble pour le traçage (rapporteur d’angles, compas, crayon, etc.);
- 1 équerre;
- 1 ensemble d’électrodes;
- 1 marteau piqueur;
- 1 brosse en acier. 4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 3 heures.
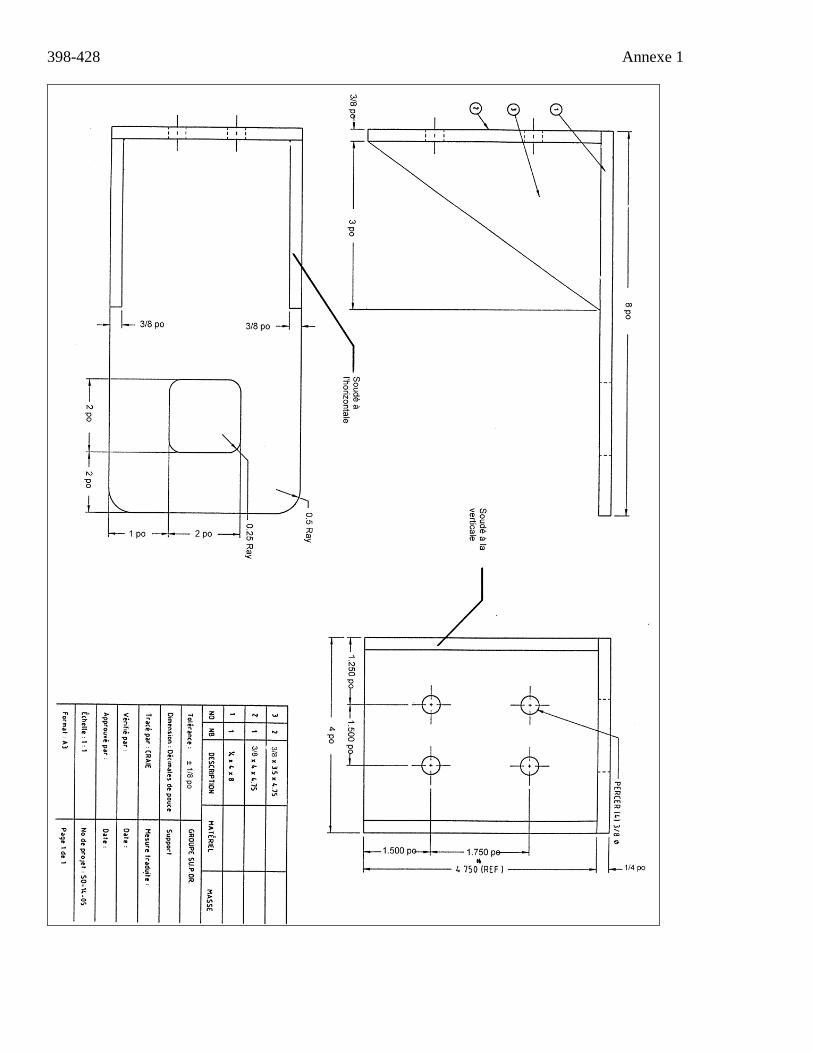
398-428 Annexe 1
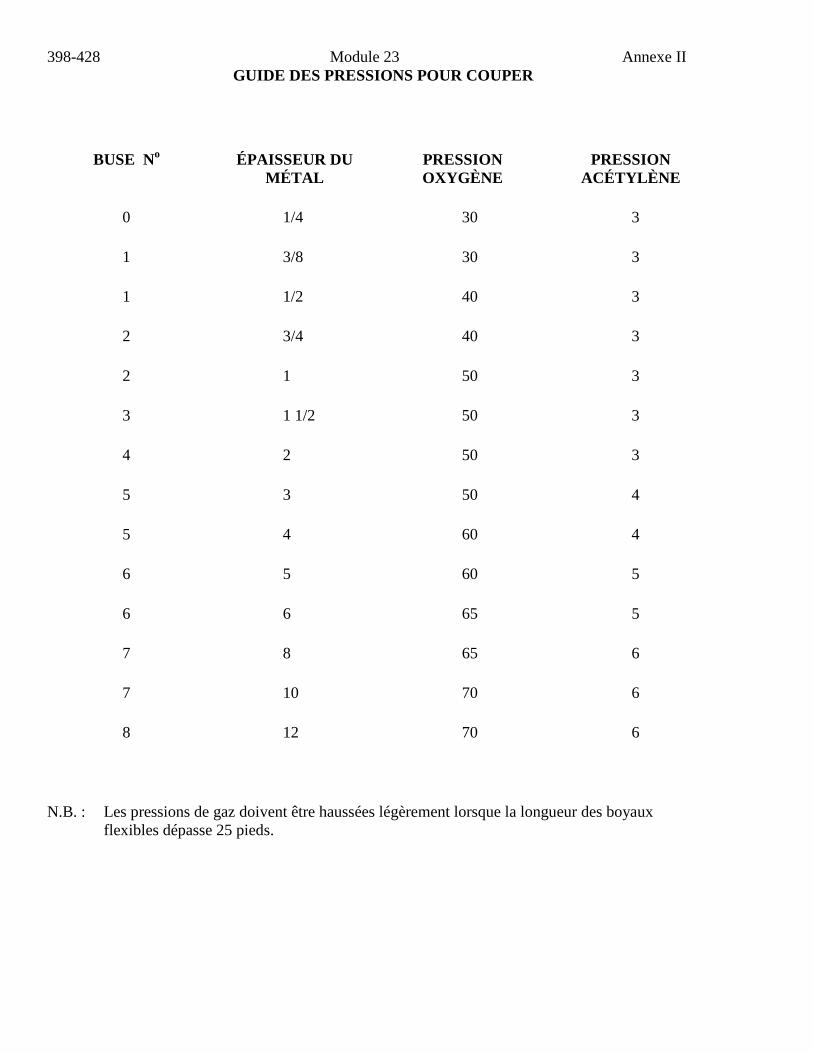
398-428 Module 23 Annexe II
GUIDE DES PRESSIONS POUR COUPER
BUSE No ÉPAISSEUR DU MÉTAL
PRESSION OXYGÈNE
PRESSION ACÉTYLÈNE
0 1/4 30 3
1 3/8 30 3
1 1/2 40 3
2 3/4 40 3
2 1 50 3
3 1 1/2 50 3
4 2 50 3
5 3 50 4
5 4 60 4
6 5 60 5
6 6 65 5
7 8 65 6
7 10 70 6
8 12 70 6
N.B. : Les pressions de gaz doivent être haussées légèrement lorsque la longueur des boyaux flexibles dépasse 25 pieds.
398-428 Module 23 Annexe III
SOUDAGE À L'ARC Les électrodes d'acier doux (E-41010) E-6010 L'électrode est recouverte d'un enrobage à base de cellulose contenant un léger pourcentage de poudre de fer qui sert à atténuer et à stabiliser l'arc particulièrement strident des électrodes du type E-41010. Elle est utilisée pour le soudage en toutes positions et sa pénétration profonde dans le métal de base engendre un cordon de soudure à ondulations rugueuses recouvert d'un laitier friable. Le cordon de soudure d'angle horizontal sera de forme plate, ce qui est typique des cordons effectués à partir d'électrodes à enrobage à base de cellulose; les autres caractéristiques sont la vitesse lente de soudage et les bonnes propriétés mécaniques et radiographiques. L'application Grâce aux bonnes propriétés de ces électrodes, on les utilise pour le soudage des coques de navires, des tuyaux et des conduits tubulaires, des récipients sous pression chauffés ou non chauffés, des garnitures de récipients sous pression, des réservoirs en tôle ordinaire ou galvanisée, de l'acier de construction (en particulier au cours d'érection sur chantier), etc. N'utiliser que le courant continu polarité inversée (CCPI) avec un arc variant de moyen à long. Pour le soudage sur un plan ascendant vertical, le soudage en lacet est recommandé. L'électrode E-6011 (E-41011) a été conçue pour souder avec le courant alternatif (CA) et le CCPI. Elle possède les mêmes caractéristiques que l'électrode E 6010 (E-41010) et conserve les mêmes champs d'application. E-6012 (E-41012) L'électrode E-6012 (E-41012) est recouverte d'un enrobage à base de rutile et peut être employée pour souder en toutes positions. Les soudures sur des plans horizontaux sont légèrement convexes, leurs surfaces sont homogènes avec de minces ondulations, et leurs pénétrations, moyennes. L'arc est stable; le crachement est léger; le cordon de soudure, complètement recouvert d'un laitier lourd et épais, est facile à enlever. Les vitesses sont moyennes et l'on considère les propriétés mécaniques des électrodes de cette classification comme faibles. La capacité que possède cette électrode de relier les bords des pièces mal ajustées fait qu'elle convient aux travaux en atelier sur l'acier de construction, les bases et les pièces de machines, les récipients, en particulier, et les fonds et les couvercles de gros réservoirs. Elle convient également pour les travaux
398-428 Module 23 Annexe III
de soudage général et lorsqu'il faut effectuer des soudures sur un plan horizontal en une seule passe et de belle apparence. On peut l'utiliser avec le courant continu polarité normale (CCPN) ou le CA pour donner les mêmes bons résultats, en maintenant un arc moyen. E-6013 (E-41013) L'électrode E-6013 (E-41013) est recouverte d'un enrobage à base de rutile et est conçue essentiellement pour le soudage en CA en toutes positions. L'arc est stable et produit des soudures dont la pénétration est peu profonde, tout en ayant un crachement très réduit et une vitesse moyenne de déplacement. Les cordons de soudure sur un plan horizontal ont une surface variant de plate à convexe avec des ondulations très minces, totalement enveloppées d'un laitier épais. Avec l'emploi d'une machine à CA, cette électrode est très populaire pour les travaux de soudage en général. Les plus petits diamètres conviennent particulièrement pour le soudage des tôles à l'horizontale et à la verticale. Les plus grands diamètres sont indiqués pour le soudage par aboutement et en corniche de pièces de machines, de réservoirs et pour des travaux de réparation générale. Utiliser le CA ou le CCPN et garder l'arc court. E-7016 (E-48016) Cette électrode possède un enrobage à basse teneur en hydrogène, sans poudre de fer. Elle peut être utilisée pour le soudage sur des plans horizontaux ou verticaux afin de réaliser des soudures possédant des propriétés mécaniques et radiographiques de qualité. Les soudures ont une pénétration moyenne. Les ondulations minces sont recouvertes d'un épais laitier, et la déposition de métal se fait à des vitesses de déplacement moyennes, avec un minimum de crachement. La possibilité qu'offre cette électrode de souder des aciers à teneur moyenne de carbone et d'autres aciers trempés, sans nécessité de préchauffage, des aciers contenant du soufre, usinables automatiquement, et des aciers laminés à froid en fait un choix idéal pour le soudage de pièces de machines et autres joints soudés soumis à un rude travail. Les excellentes caractéristiques de soudage à la verticale et en montant permettent d'effectuer rapidement des soudures de très bonne qualité sur les coques de brise-glace et autres navires, sur des pièces de machines pour la fabrication et la réparation des équipements lourds de construction, sur les récipients sous pression chauffés ou non et leurs accessoires, sur les tuyaux et à haute pression. Il faut utiliser le CA ou le CCPI à la plus forte intensité possible en maintenant, en tout temps, un arc aussi court que possible, c'est-à-dire au point de laisser frotter l'enrobage sur la pièce. E-7018 (E 48018) L'électrode E-7018 (E 48018) possède un enrobage à basse teneur d'hydrogène contenant de la poudre de fer qui permet, dans le cas du soudage sur différents plans, permettant de faire des soudures possédant d'excellentes propriétés mécaniques. Les soudures sur un plan horizontal sont légèrement convexes, de pénétration moyenne et à surface homogène légèrement ondulée, recouvertes d'un laitier épais mais aisé à enlever. L'arc est stable, le crachement, réduit et les vitesses de soudage, rapides.
398-428 Module 23 Annexe III
Les fortes vitesses de dépôt de métal d'apport à basse teneur d'hydrogène en font une électrode qui convient pour les travaux de soudage en général tels : - le soudage de haute qualité; - le soudage, en particulier, des aciers à teneur moyenne de carbone et des aciers trempés sans
préchauffage; - les aciers usinables automatiquement (haute teneur en soufre); - les aciers laminés à froid, comme ceux utilisés dans la fabrication de machines lourdes et de
récipients sous pression chauffés ou non; - le soudage en atelier ou sur chantier de ponts et d'aciers de construction; - les tuyaux et les accessoires pour haute pression; - les navires et les équipements de terrassement. Utiliser le CA ou le CCPI à polarité inversée seulement. Garder, en tout temps, l'arc aussi court que possible, au risque de faire toucher la pièce par l'enrobage. Dans le soudage sur un plan vertical, on ne doit jamais faire de laçage. Il est recommandé de déplacer l'électrode en ligne droite en maintenant toujours un arc court et, pour le soudage à passes multiples, d'hésiter en atteignant les bords de la soudure. E-7024 (E-48024) Cette électrode possède un enrobage à base de rutile à haute teneur en poudre de fer qui permet de faire le soudage à plat sur un plan horizontal à haute vitesse. Elle réalise des soudures à l'horizontale dépourvues de caniveaux. La pénétration est moyenne, et la surface des cordons, finement ondulée, est recouverte d'un épais laitier qui se détache de lui-même. L'intensité de crachement est très basse, alors que les propriétés mécaniques, pour cette classe d'électrodes, sont excellentes. C'est une électrode populaire dans les ateliers où l'on fabrique de l'acier de construction, dans les chantiers navals et chez les fabricants de matériel roulant pour chemins de fer, en raison de sa haute vitesse de dépôt de métal au cours du soudage sur un plan horizontal. Cette électrode est également recherchée pour le soudage de réservoirs de capacités et de types divers pour les bases de machines et pour le soudage général de série avec des machines à souder à CA et CC. Utiliser le CA ou le CC à l'une ou l'autre des polarités. Les meilleurs résultats sont obtenus en utilisant la technique du « frottement », avec l'électrode maintenue suffisamment inclinée en avant pour empêcher le laitier fondu d'étouffer l'arc. Le CA réduit le soufflage de l'arc, surtout aux fortes intensités de courant exigées avec les plus grands diamètres d'électrodes.
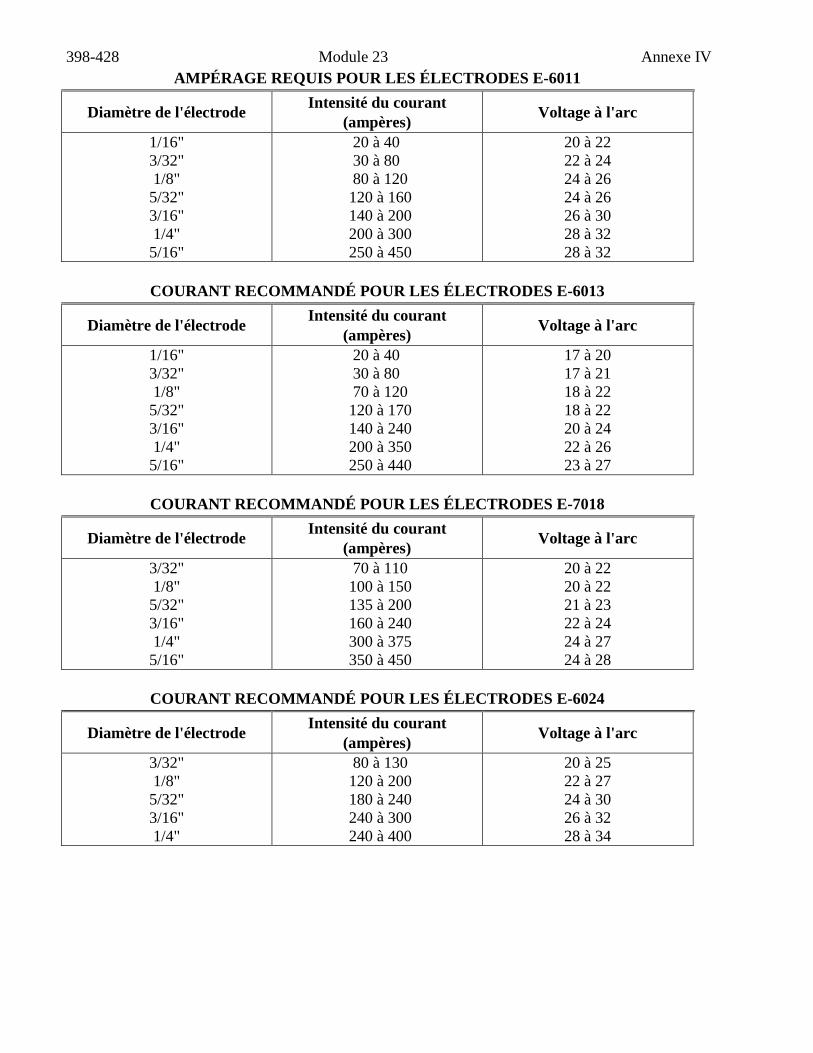
398-428 Module 23 Annexe IV
AMPÉRAGE REQUIS POUR LES ÉLECTRODES E-6011
Diamètre de l'électrode Intensité du courant (ampères) Voltage à l'arc
1/16" 3/32" 1/8" 5/32" 3/16" 1/4" 5/16"
20 à 40 30 à 80 80 à 120 120 à 160 140 à 200 200 à 300 250 à 450
20 à 22 22 à 24 24 à 26 24 à 26 26 à 30 28 à 32 28 à 32
COURANT RECOMMANDÉ POUR LES ÉLECTRODES E-6013
Diamètre de l'électrode Intensité du courant (ampères) Voltage à l'arc
1/16" 3/32" 1/8" 5/32" 3/16" 1/4" 5/16"
20 à 40 30 à 80 70 à 120 120 à 170 140 à 240 200 à 350 250 à 440
17 à 20 17 à 21 18 à 22 18 à 22 20 à 24 22 à 26 23 à 27
COURANT RECOMMANDÉ POUR LES ÉLECTRODES E-7018
Diamètre de l'électrode Intensité du courant (ampères) Voltage à l'arc
3/32" 1/8" 5/32" 3/16" 1/4" 5/16"
70 à 110 100 à 150 135 à 200 160 à 240 300 à 375 350 à 450
20 à 22 20 à 22 21 à 23 22 à 24 24 à 27 24 à 28
COURANT RECOMMANDÉ POUR LES ÉLECTRODES E-6024
Diamètre de l'électrode Intensité du courant (ampères) Voltage à l'arc
3/32" 1/8" 5/32" 3/16" 1/4"
80 à 130 120 à 200 180 à 240 240 à 300 240 à 400
20 à 25 22 à 27 24 à 30 26 à 32 28 à 34
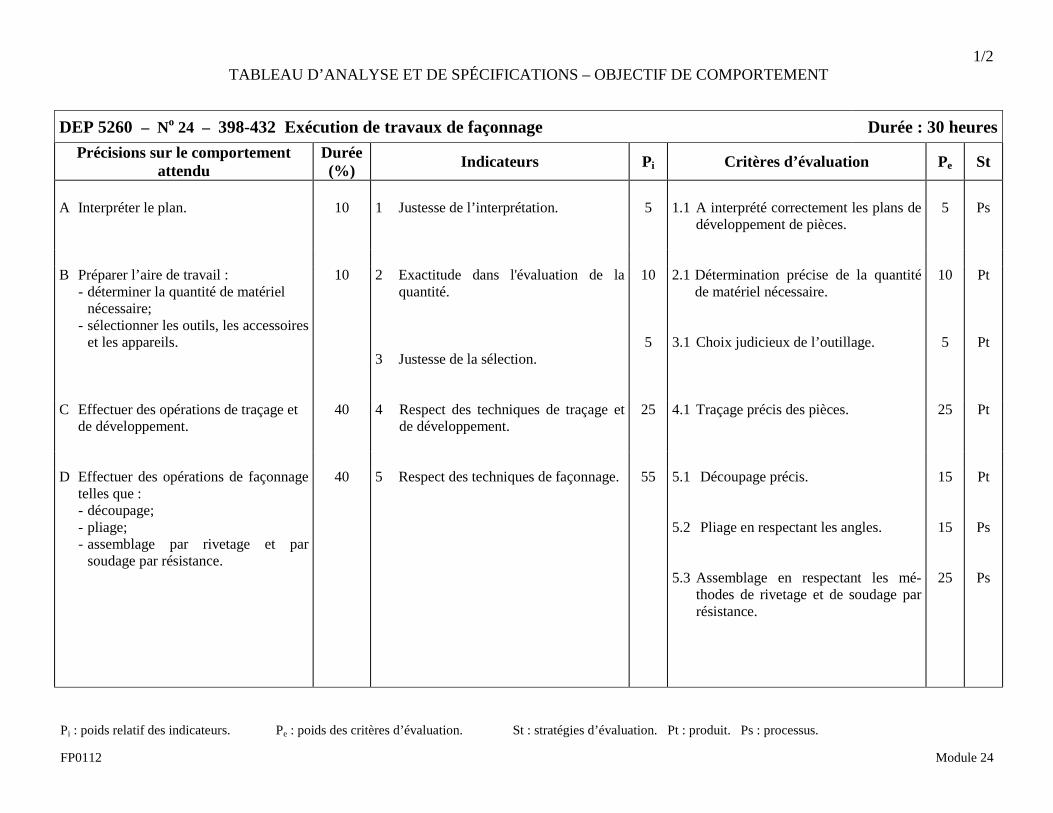
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 24
DEP 5260 – No 24 – 398-432 Exécution de travaux de façonnage Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Interpréter le plan.
10 1 Justesse de l’interprétation.
5 1.1 A interprété correctement les plans de développement de pièces.
5 Ps
B Préparer l’aire de travail :
- déterminer la quantité de matériel nécessaire;
- sélectionner les outils, les accessoires et les appareils.
10 2 Exactitude dans l'évaluation de la quantité.
3 Justesse de la sélection.
10
5
2.1 Détermination précise de la quantité de matériel nécessaire.
3.1 Choix judicieux de l’outillage.
10
5
Pt
Pt
C Effectuer des opérations de traçage et
de développement.
40 4 Respect des techniques de traçage et de développement.
25 4.1 Traçage précis des pièces.
25 Pt
D Effectuer des opérations de façonnage
telles que : - découpage; - pliage; - assemblage par rivetage et par
soudage par résistance.
40 5 Respect des techniques de façonnage.
55 5.1 Découpage précis. 5.2 Pliage en respectant les angles. 5.3 Assemblage en respectant les mé-
thodes de rivetage et de soudage par résistance.
15
15
25
Pt
Ps
Ps
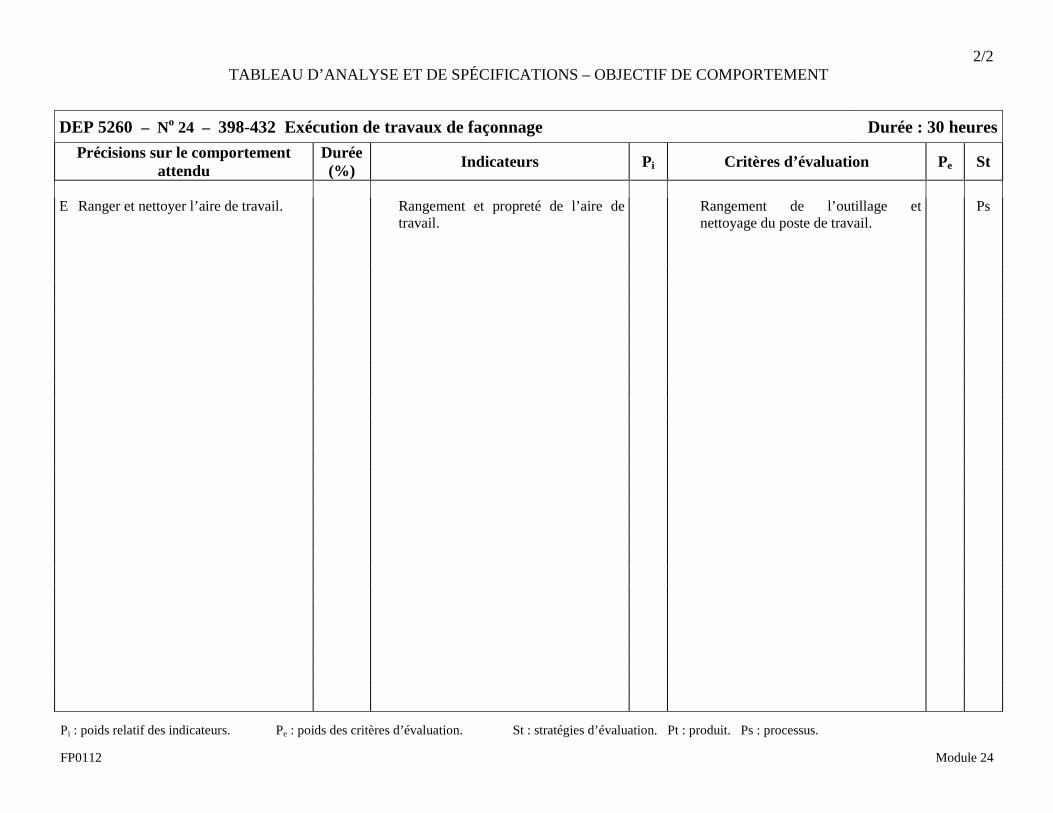
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 24
DEP 5260 – No 24 – 398-432 Exécution de travaux de façonnage Durée : 30 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
E Ranger et nettoyer l’aire de travail.
Rangement et propreté de l’aire de travail.
Rangement de l’outillage et nettoyage du poste de travail.
Ps
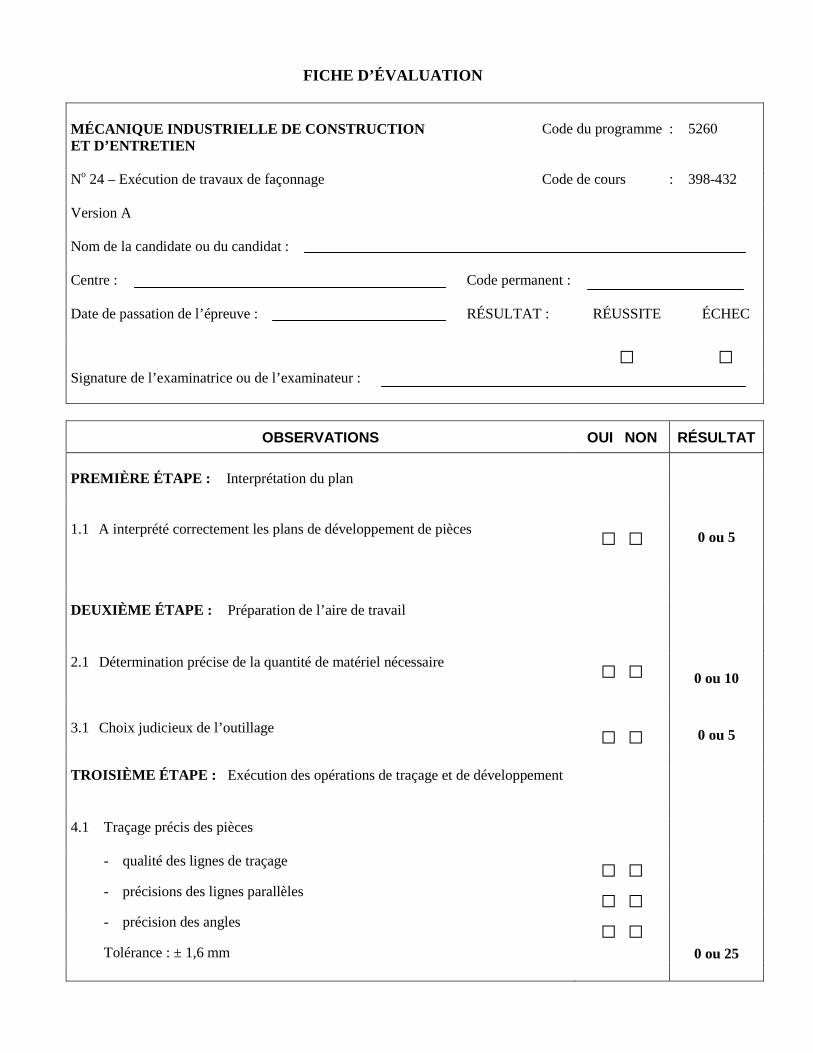
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 24 – Exécution de travaux de façonnage
Code de cours : 398-432
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Interprétation du plan
1.1 A interprété correctement les plans de développement de pièces
0 ou 5
DEUXIÈME ÉTAPE : Préparation de l’aire de travail
2.1 Détermination précise de la quantité de matériel nécessaire
0 ou 10
3.1 Choix judicieux de l’outillage 0 ou 5 TROISIÈME ÉTAPE : Exécution des opérations de traçage et de développement
4.1 Traçage précis des pièces
- qualité des lignes de traçage - précisions des lignes parallèles - précision des angles
Tolérance : ± 1,6 mm 0 ou 25
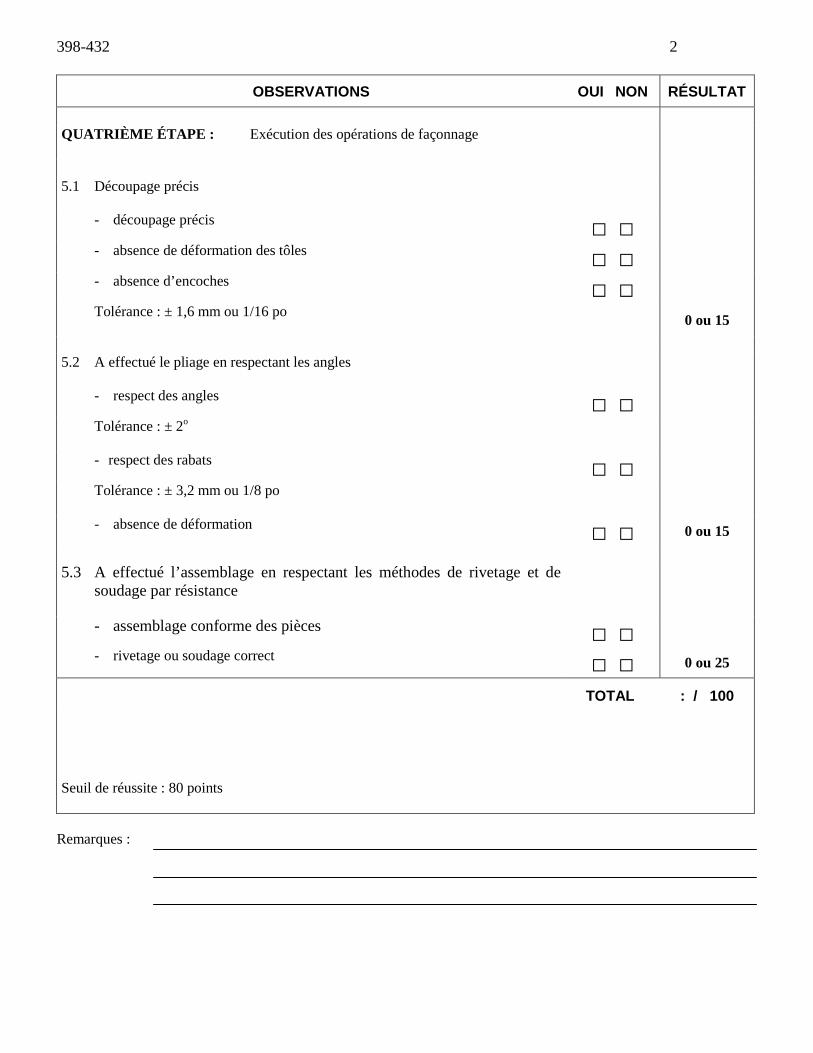
398-432 2
OBSERVATIONS OUI NON RÉSULTAT
QUATRIÈME ÉTAPE : Exécution des opérations de façonnage
5.1 Découpage précis
- découpage précis - absence de déformation des tôles - absence d’encoches
Tolérance : ± 1,6 mm ou 1/16 po 0 ou 15
5.2 A effectué le pliage en respectant les angles
- respect des angles Tolérance : ± 2o
- respect des rabats Tolérance : ± 3,2 mm ou 1/8 po
- absence de déformation 0 ou 15 5.3 A effectué l’assemblage en respectant les méthodes de rivetage et de
soudage par résistance
- assemblage conforme des pièces - rivetage ou soudage correct 0 ou 25
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-432 Exécution de travaux de façonnage (module no 24)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à effectuer des travaux de façonnage.
L’épreuve est passée par cinq candidates ou candidats en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit tracer, découper, plier et assembler des pièces de tôle à partir d’un plan de développement.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés.
Les notes de cours et les documents autres que ceux fournis sont interdits.
Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-432 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat et le matériel. Donner les explications nécessaires.
La première étape de l’épreuve consiste à interpréter l'information inscrite sur le plan de développement.
À la deuxième étape, la candidate ou le candidat calcule la quantité de matériau nécessaire.
À la troisième étape, la personne doit effectuer le traçage des pièces du plan de développement en respectant les dimensions et les angles qui y sont indiqués.
À la quatrième étape, la candidate ou le candidat doit effectuer le découpage précis des différentes pièces tracées à la deuxième étape, les plier et enfin, les assembler selon les spécifications du plan.
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
4.1 Traçage précis des pièces
On évaluera la qualité des lignes de traçage et la précision des lignes parallèles et des angles.
5.1 Découpage précis
On vérifiera la précision du découpage, l’absence de déformation des tôles ainsi que l’absence d’encoches.
5.2 A effectué le pliage en respectant les angles
On vérifiera les angles, les rabats et l’absence de déformation.
5.3 A effectué l’assemblage des pièces en respectant les méthodes de rivetage et de soudage par résistance
On vérifiera si l’assemblage, le rivetage et le soudage des pièces sont bien faits.
398-432 3
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT
- 1 plan de développement;
- 1 ensemble de traçage pour la tôlerie;
- 1 plieuse;
- 1 tranche pour la tôle;
- 1 cintreuse pour la tôle;
- 1 ensemble pour le rivetage;
- 1 équerre.
POUR L’ENSEMBLE DES CANDIDATES ET DES CANDIDATS
- 1 soudeuse par résistance; - 1 cisaille pour la tôle.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
5 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de cette épreuve est de 2 heures.
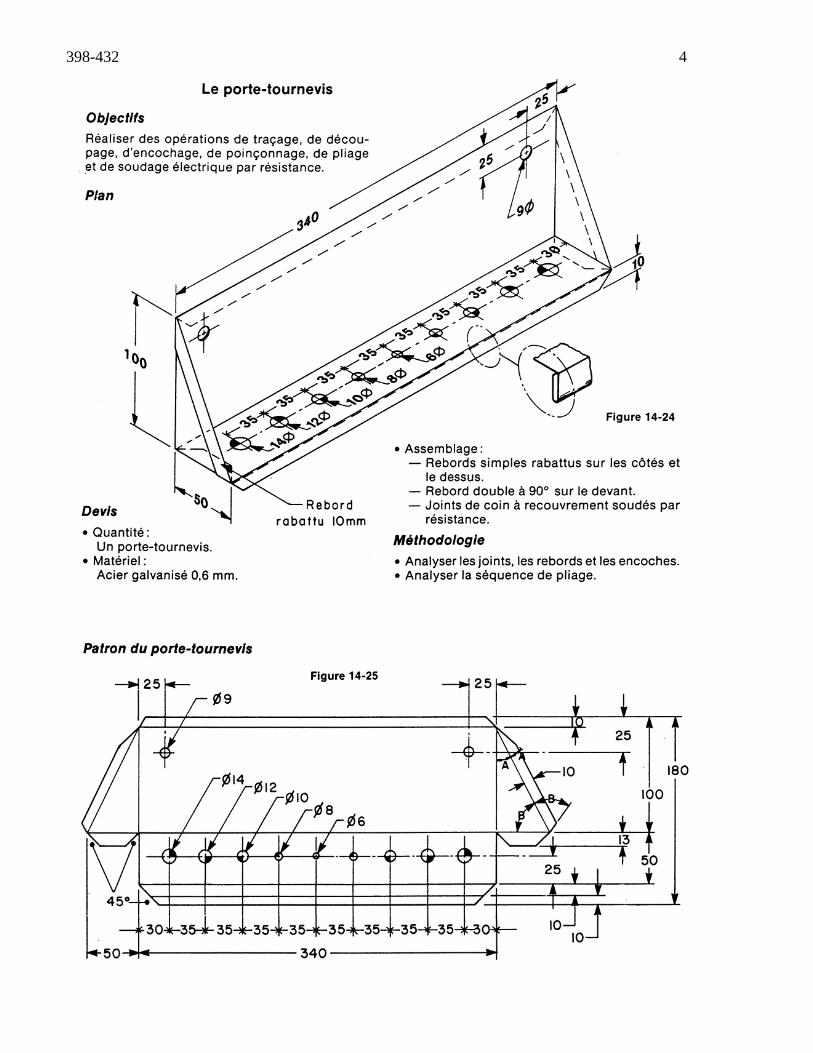
398-432 4
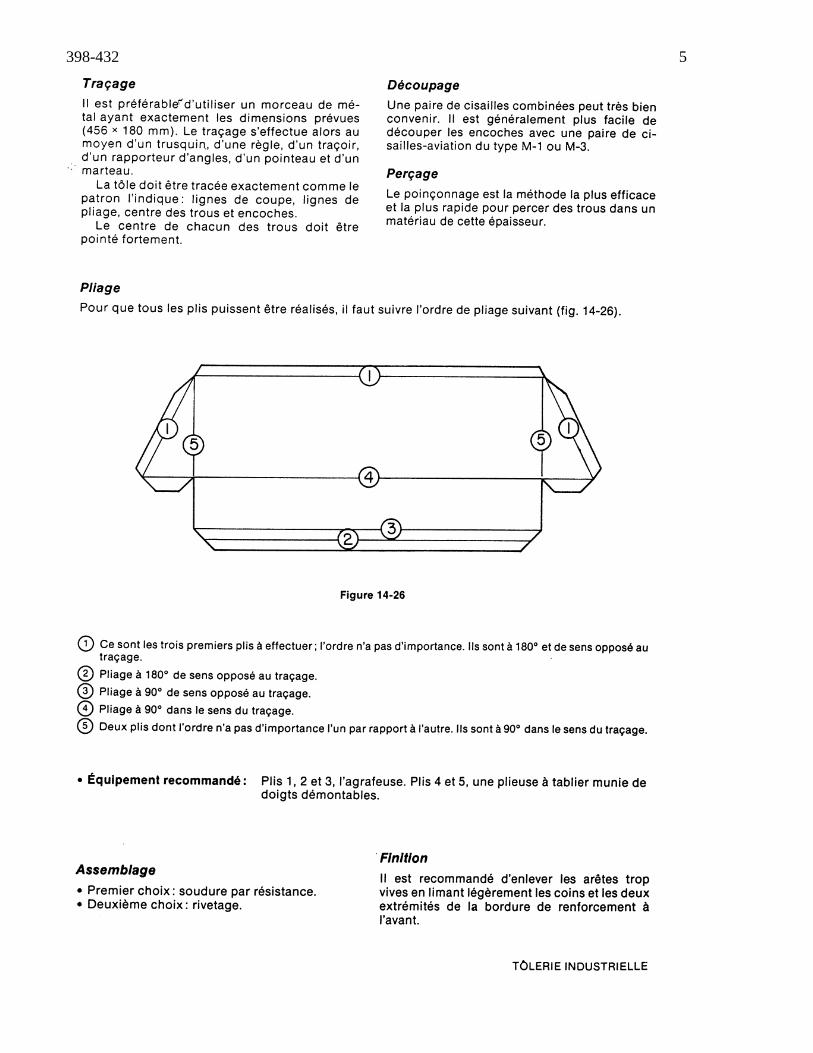
398-432 5
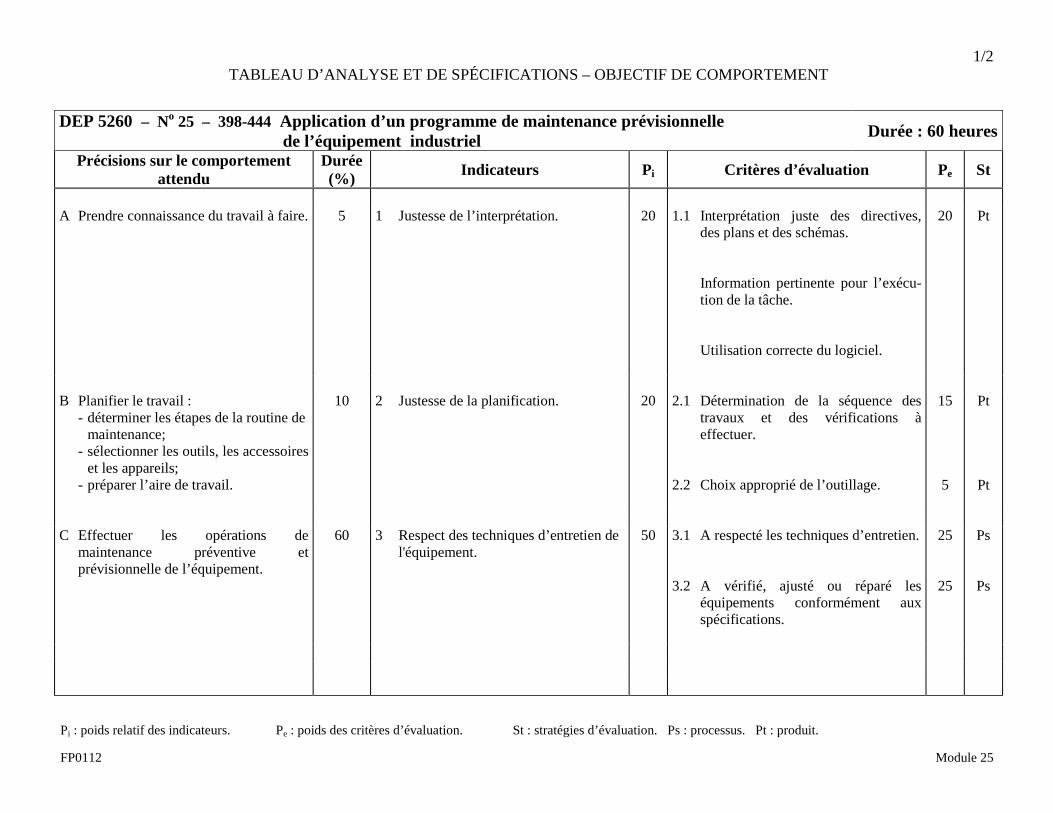
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 25
DEP 5260 – No 25 – 398-444 Application d’un programme de maintenance prévisionnelle de l’équipement industriel Durée : 60 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire. 5 1 Justesse de l’interprétation. 20 1.1 Interprétation juste des directives,
des plans et des schémas. Information pertinente pour l’exécu-
tion de la tâche. Utilisation correcte du logiciel.
20 Pt
B Planifier le travail :
- déterminer les étapes de la routine de maintenance;
- sélectionner les outils, les accessoires et les appareils;
- préparer l’aire de travail.
10 2 Justesse de la planification. 20 2.1 Détermination de la séquence des travaux et des vérifications à effectuer.
2.2 Choix approprié de l’outillage.
15
5
Pt
Pt
C Effectuer les opérations de
maintenance préventive et prévisionnelle de l’équipement.
60 3 Respect des techniques d’entretien de l'équipement.
50 3.1 A respecté les techniques d’entretien. 3.2 A vérifié, ajusté ou réparé les
équipements conformément aux spécifications.
25
25
Ps
Ps
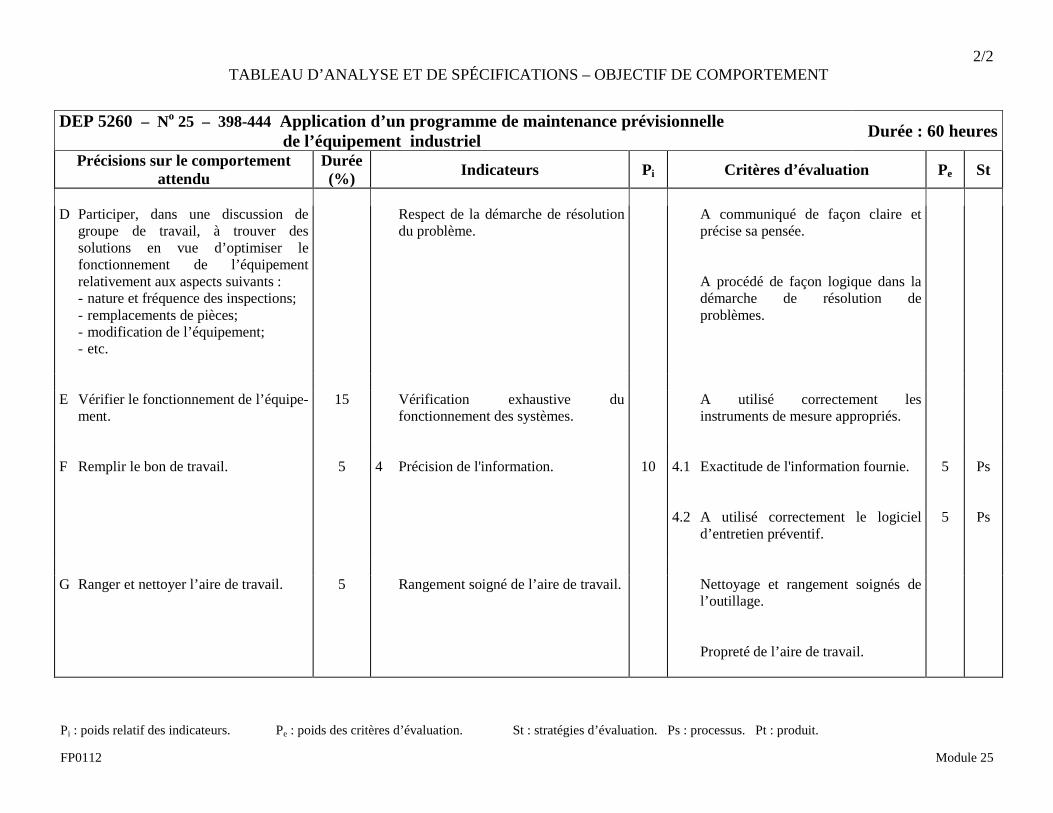
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Ps : processus. Pt : produit. FP0112 Module 25
DEP 5260 – No 25 – 398-444 Application d’un programme de maintenance prévisionnelle de l’équipement industriel Durée : 60 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Participer, dans une discussion de
groupe de travail, à trouver des solutions en vue d’optimiser le fonctionnement de l’équipement relativement aux aspects suivants : - nature et fréquence des inspections; - remplacements de pièces; - modification de l’équipement; - etc.
Respect de la démarche de résolution du problème.
A communiqué de façon claire et précise sa pensée.
A procédé de façon logique dans la
démarche de résolution de problèmes.
E Vérifier le fonctionnement de l’équipe-
ment. 15 Vérification exhaustive du
fonctionnement des systèmes. A utilisé correctement les
instruments de mesure appropriés.
F Remplir le bon de travail. 5 4 Précision de l'information. 10 4.1 Exactitude de l'information fournie.
4.2 A utilisé correctement le logiciel
d’entretien préventif.
5
5
Ps
Ps
G Ranger et nettoyer l’aire de travail. 5 Rangement soigné de l’aire de travail. Nettoyage et rangement soignés de
l’outillage. Propreté de l’aire de travail.
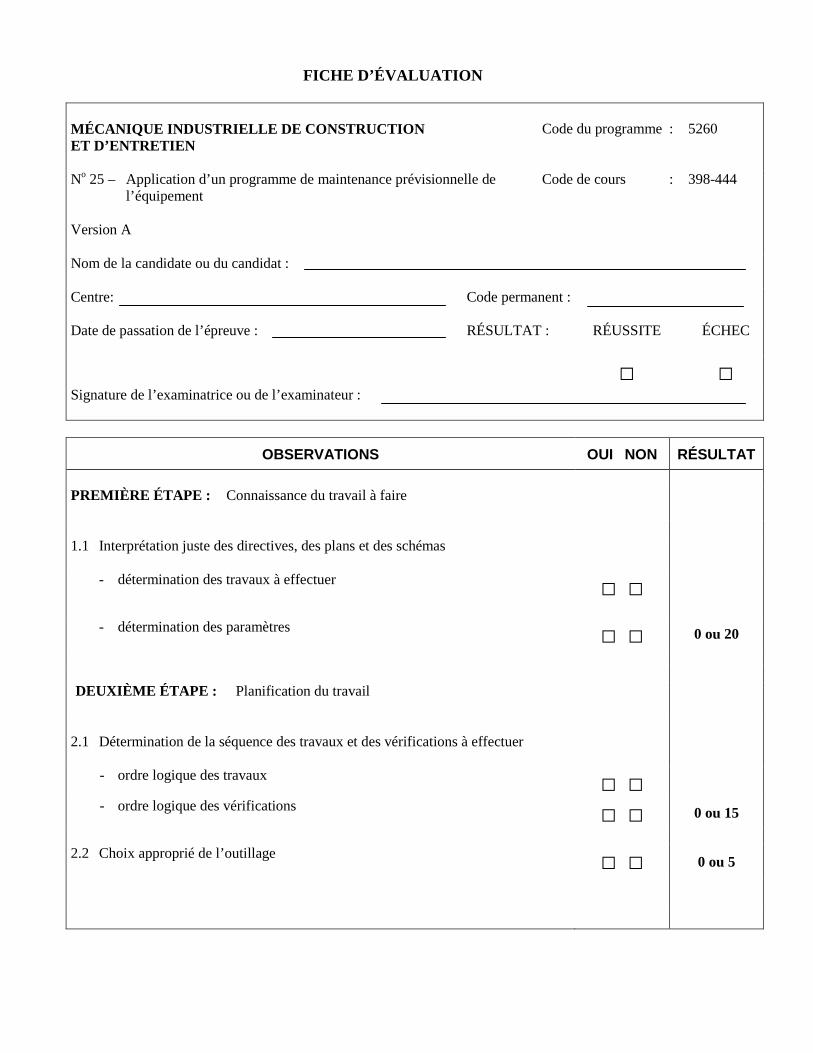
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 25 – Application d’un programme de maintenance prévisionnelle de l’équipement
Code de cours : 398-444
Version A Nom de la candidate ou du candidat : Centre:
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Connaissance du travail à faire
1.1 Interprétation juste des directives, des plans et des schémas
- détermination des travaux à effectuer
- détermination des paramètres 0 ou 20 DEUXIÈME ÉTAPE : Planification du travail
2.1 Détermination de la séquence des travaux et des vérifications à effectuer
- ordre logique des travaux - ordre logique des vérifications 0 ou 15
2.2 Choix approprié de l’outillage 0 ou 5
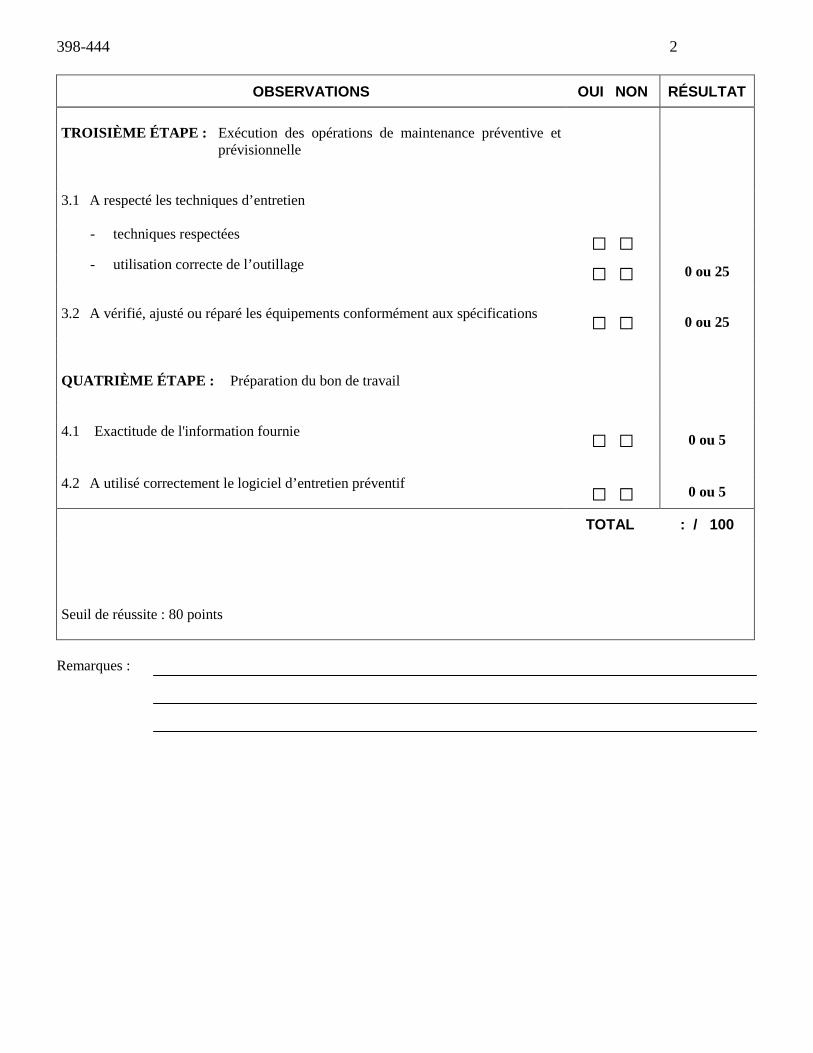
398-444 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE : Exécution des opérations de maintenance préventive et
prévisionnelle
3.1 A respecté les techniques d’entretien
- techniques respectées - utilisation correcte de l’outillage 0 ou 25
3.2 A vérifié, ajusté ou réparé les équipements conformément aux spécifications 0 ou 25
QUATRIÈME ÉTAPE : Préparation du bon de travail
4.1 Exactitude de l'information fournie 0 ou 5
4.2 A utilisé correctement le logiciel d’entretien préventif 0 ou 5
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-444 Application d’un programme de maintenance prévisionnelle de l’équipement (module no 25)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à réaliser des opérations d’entretien préventif sur des équipements industriels. Cette épreuve est passée par un groupe de cinq personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit déterminer la séquence de la tâche à effectuer sur un système électromécanique, recueillir l'information nécessaire à l’exécution de la tâche et sélectionner l’outillage. Elle ou il réalise ensuite les opérations d’entretien préventif, vérifie la qualité de ses interventions et remplit le bon de travail. À titre indicatif, l’épreuve devrait inclure des vérifications de paramètres électriques de même que des vérifications et des ajustements mécaniques. L’épreuve devra être adaptée à la réalité des équipements disponibles. La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
398-444 2
Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. À la première étape, la candidate ou le candidat interprète la fiche et la documentation techniques afin de déterminer précisément les travaux à effectuer et les paramètres de fonctionnement. À la deuxième étape, la personne détermine la séquence des travaux et choisit l’outillage dont elle aura besoin pour réaliser les travaux d’entretien. À la troisième étape, la candidate ou le candidat exécute les travaux d’entretien préventif prescrits sur la fiche technique et vérifie le fonctionnement du système. À la quatrième étape, la candidate ou le candidat range et nettoie l’outillage utilisé ainsi que son poste de travail et remplit le bon de travail. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Interprétation juste des directives, des plans et des schémas La candidate ou le candidat devra déterminer les travaux d’entretien à effectuer ainsi que les
paramètres de fonctionnement. 2.1 Détermination de la séquence des travaux et des vérifications à effectuer On s’attend à ce que les vérifications et les travaux et soient faits dans un ordre logique. 3.1 A respecté les techniques d’entretien On vérifiera si les techniques d’entretien sont respectées et si l’outillage est utilisé
correctement.
398-444 3
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE ET CANDIDAT Prévoir le matériel et les outils nécessaires en fonction de l’équipement utilisé.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points. 5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée de cette épreuve est de 2 heures.
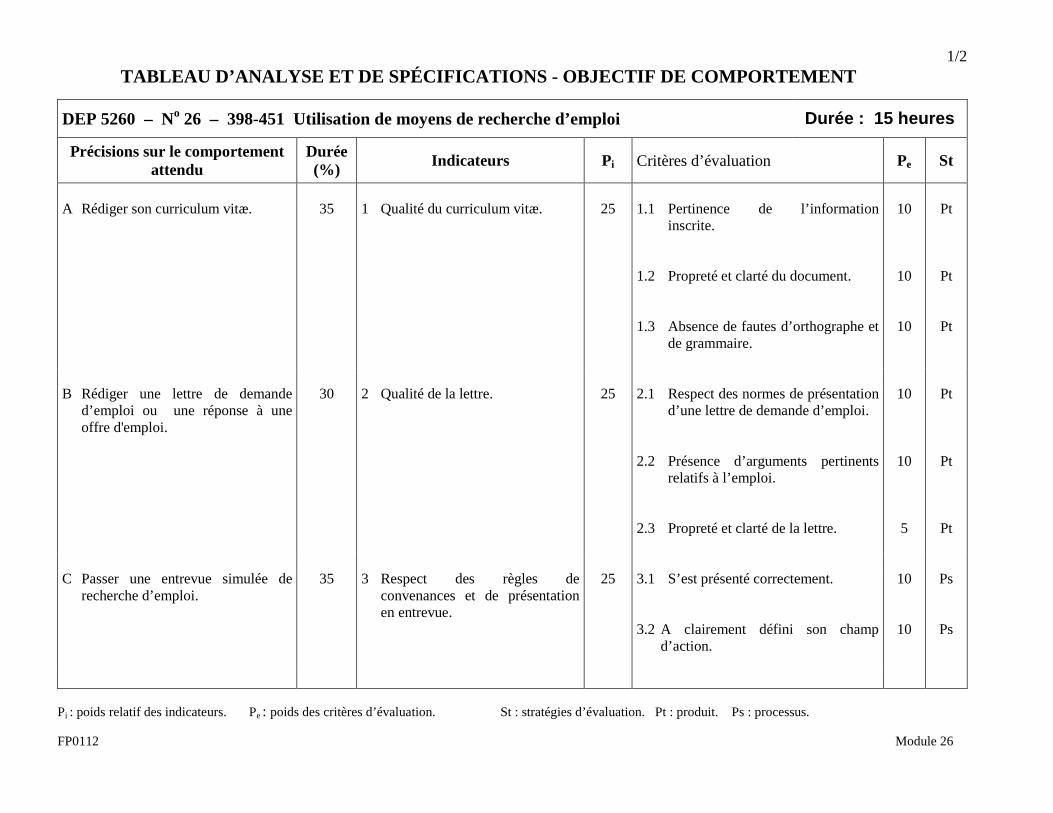
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS - OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 26
DEP 5260 – No 26 – 398-451 Utilisation de moyens de recherche d’emploi Durée : 15 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Rédiger son curriculum vitæ. 35 1 Qualité du curriculum vitæ. 25 1.1 Pertinence de l’information
inscrite. 1.2 Propreté et clarté du document. 1.3 Absence de fautes d’orthographe et
de grammaire.
10
10
10
Pt
Pt
Pt
B Rédiger une lettre de demande
d’emploi ou une réponse à une offre d'emploi.
30 2 Qualité de la lettre. 25 2.1 Respect des normes de présentation d’une lettre de demande d’emploi.
2.2 Présence d’arguments pertinents
relatifs à l’emploi. 2.3 Propreté et clarté de la lettre.
10
10
5
Pt
Pt
Pt
C Passer une entrevue simulée de
recherche d’emploi. 35 3 Respect des règles de
convenances et de présentation en entrevue.
25 3.1 S’est présenté correctement. 3.2 A clairement défini son champ
d’action.
10
10
Ps
Ps
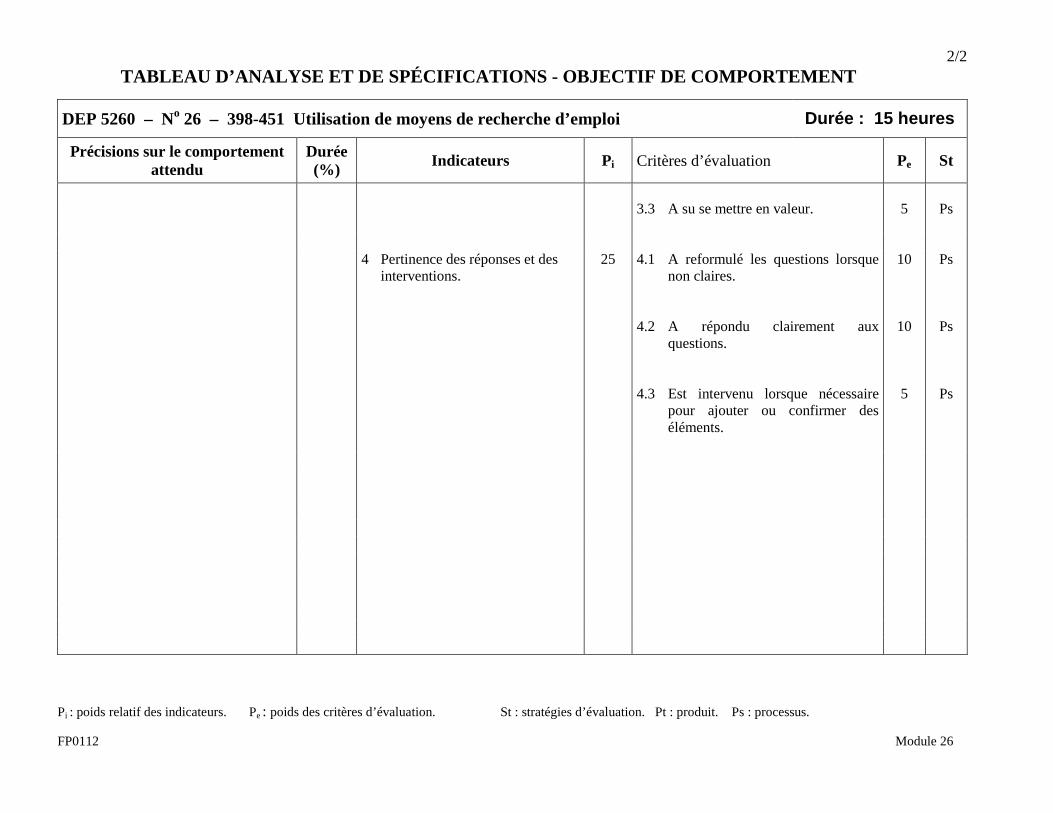
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS - OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 26
DEP 5260 – No 26 – 398-451 Utilisation de moyens de recherche d’emploi Durée : 15 heures
Précisions sur le comportement attendu
Durée (%) Indicateurs Pi Critères d’évaluation Pe St
3.3 A su se mettre en valeur.
5 Ps
4 Pertinence des réponses et des
interventions. 25 4.1 A reformulé les questions lorsque
non claires. 4.2 A répondu clairement aux
questions. 4.3 Est intervenu lorsque nécessaire
pour ajouter ou confirmer des éléments.
10
10
5
Ps
Ps
Ps
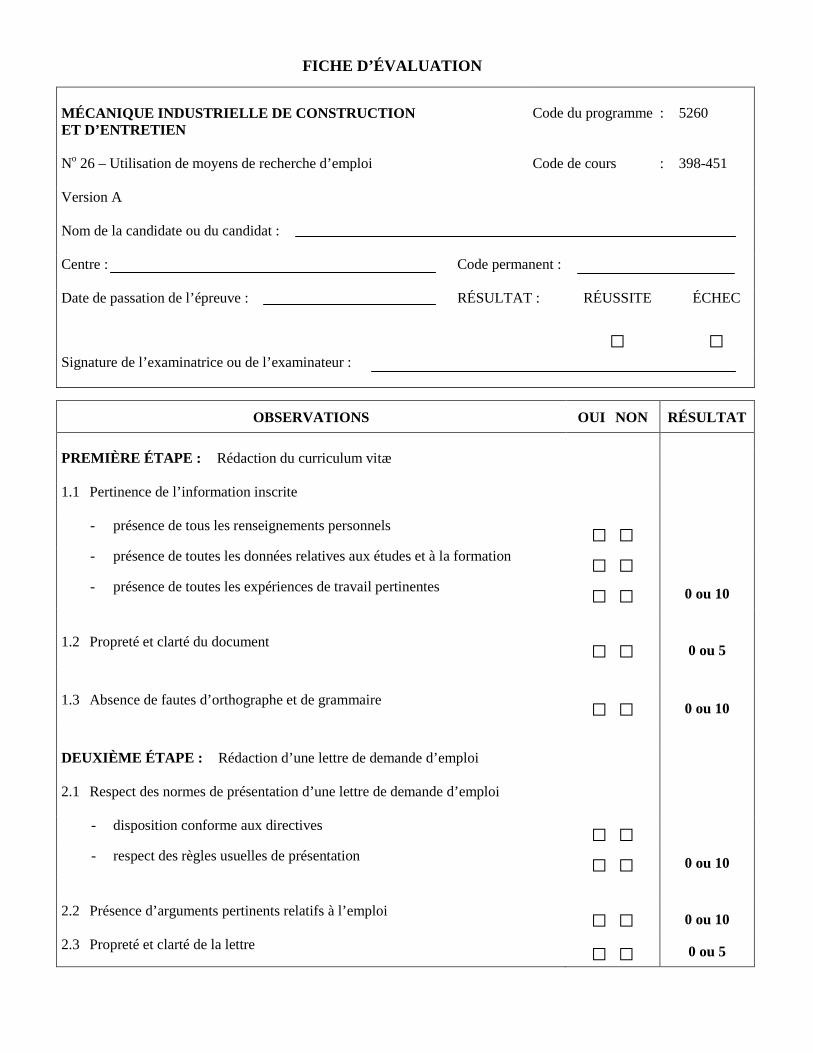
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 26 – Utilisation de moyens de recherche d’emploi
Code de cours : 398-451
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Rédaction du curriculum vitæ
1.1 Pertinence de l’information inscrite
- présence de tous les renseignements personnels - présence de toutes les données relatives aux études et à la formation - présence de toutes les expériences de travail pertinentes 0 ou 10
1.2 Propreté et clarté du document 0 ou 5
1.3 Absence de fautes d’orthographe et de grammaire 0 ou 10
DEUXIÈME ÉTAPE : Rédaction d’une lettre de demande d’emploi
2.1 Respect des normes de présentation d’une lettre de demande d’emploi
- disposition conforme aux directives - respect des règles usuelles de présentation 0 ou 10
2.2 Présence d’arguments pertinents relatifs à l’emploi 0 ou 10
2.3 Propreté et clarté de la lettre 0 ou 5
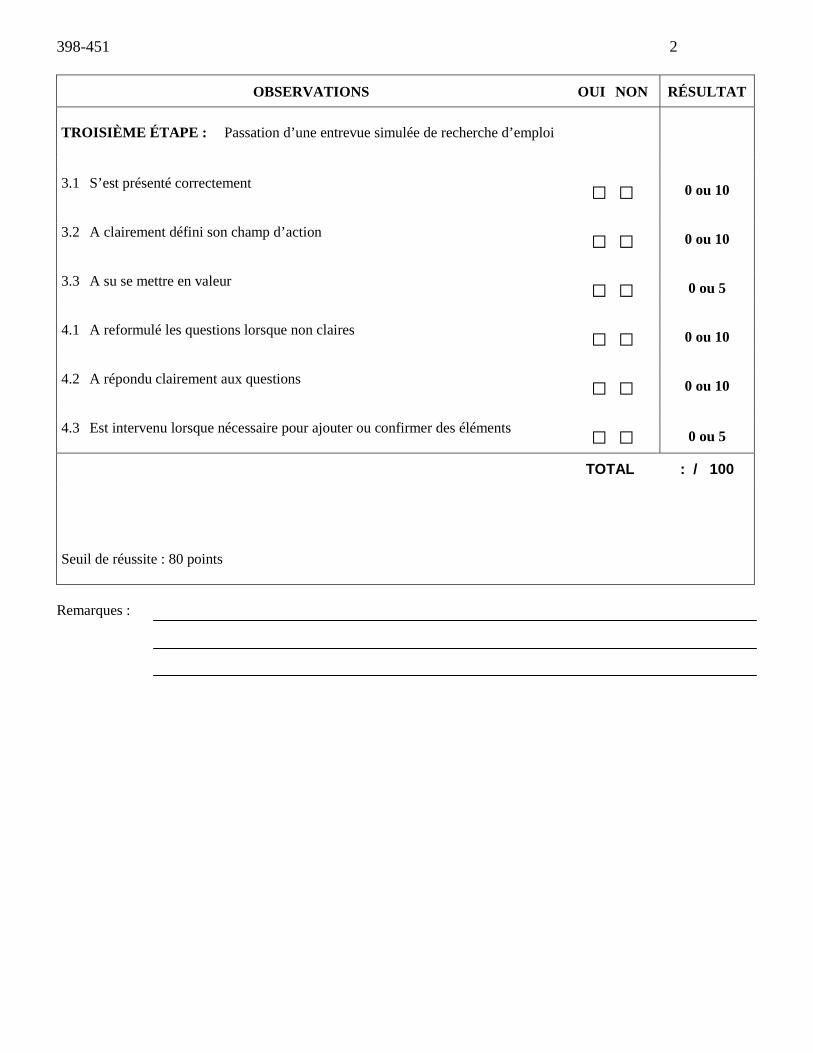
398-451 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE : Passation d’une entrevue simulée de recherche d’emploi
3.1 S’est présenté correctement 0 ou 10 3.2 A clairement défini son champ d’action 0 ou 10 3.3 A su se mettre en valeur 0 ou 5 4.1 A reformulé les questions lorsque non claires 0 ou 10 4.2 A répondu clairement aux questions 0 ou 10 4.3 Est intervenu lorsque nécessaire pour ajouter ou confirmer des éléments 0 ou 5
TOTAL : / 100 Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-451 Utilisation de moyens de recherche d’emploi (module no 26)
DESCRIPTION DE L’ÉPREUVE 1 RENSEIGNEMENTS GÉNÉRAUX Cette épreuve vise à vérifier la compétence à utiliser des moyens de recherche d’emploi.
Elle est divisée en deux parties. Cette épreuve peut être passée par tout le groupe de personnes à la première partie et par une personne à la deuxième partie.
2 DESCRIPTION DE L’ÉPREUVE Pour démontrer sa compétence, la candidate ou le candidat doit rédiger son curriculum vitæ et une lettre
de présentation. De plus, elle ou il doit passer une entrevue de sélection simulée.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires.
398-451 2
PREMIÈRE PARTIE À la première étape, la candidate ou le candidat rédige son curriculum vitæ. Note : On évaluera le curriculum vitae qui a été rédigé pendant l’apprentissage. À la deuxième étape, la personne rédige une lettre de demande d’emploi suite aux offres d’emploi présentées.
DEUXIÈME PARTIE La candidate ou le candidat passe une entrevue simulée. PRÉPARATION DE L’ÉPREUVE Préparer au moins cinq offres d’emploi et des questions pour l’entrevue de sélection. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 Pertinence de l’information inscrite On s’attend à ce que les renseignements personnels, les données relatives aux études et à la
formation ainsi que les expériences de travail soient présents dans le curriculum vitae. 2.1 Respect des normes de présentation d’une lettre de demande d’emploi On vérifiera si la disposition est conforme aux directives et si l'on a respecté les règles
usuelles de présentation.
4 RÉUSSITE DE L’ÉPREUVE Pour réussir l’épreuve, on doit obtenir 80 points.
5 DURÉE DE L’ÉPREUVE
À titre indicatif, la durée totale de l’épreuve est de 2 heures, réparties comme suit : 1 h 45 pour la rédaction du curriculum vitæ et de la lettre, et 15 min pour l’entrevue simulée.
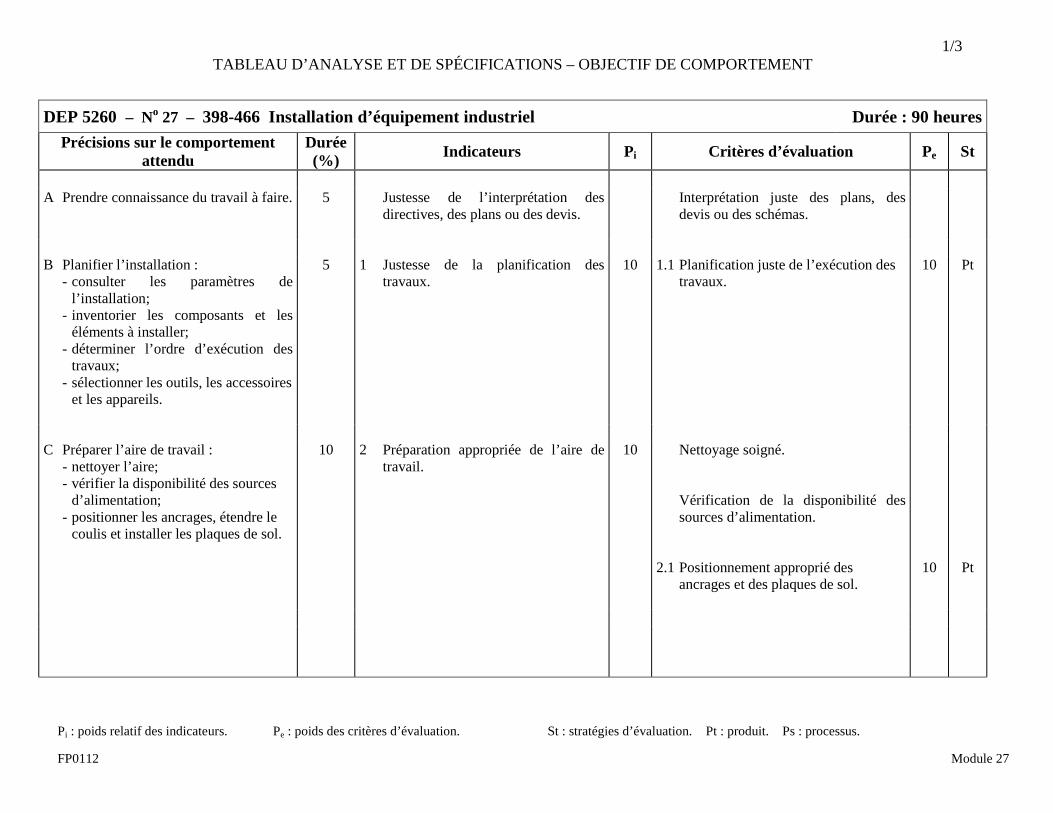
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 27
DEP 5260 – No 27 – 398-466 Installation d’équipement industriel Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire.
5
Justesse de l’interprétation des directives, des plans ou des devis.
Interprétation juste des plans, des devis ou des schémas.
B Planifier l’installation :
- consulter les paramètres de l’installation;
- inventorier les composants et les éléments à installer;
- déterminer l’ordre d’exécution des travaux;
- sélectionner les outils, les accessoires et les appareils.
5 1 Justesse de la planification des travaux.
10 1.1 Planification juste de l’exécution des travaux.
10
Pt
C Préparer l’aire de travail :
- nettoyer l’aire; - vérifier la disponibilité des sources
d’alimentation; - positionner les ancrages, étendre le
coulis et installer les plaques de sol.
10
2 Préparation appropriée de l’aire de travail.
10 Nettoyage soigné. Vérification de la disponibilité des
sources d’alimentation. 2.1 Positionnement approprié des
ancrages et des plaques de sol.
10
Pt
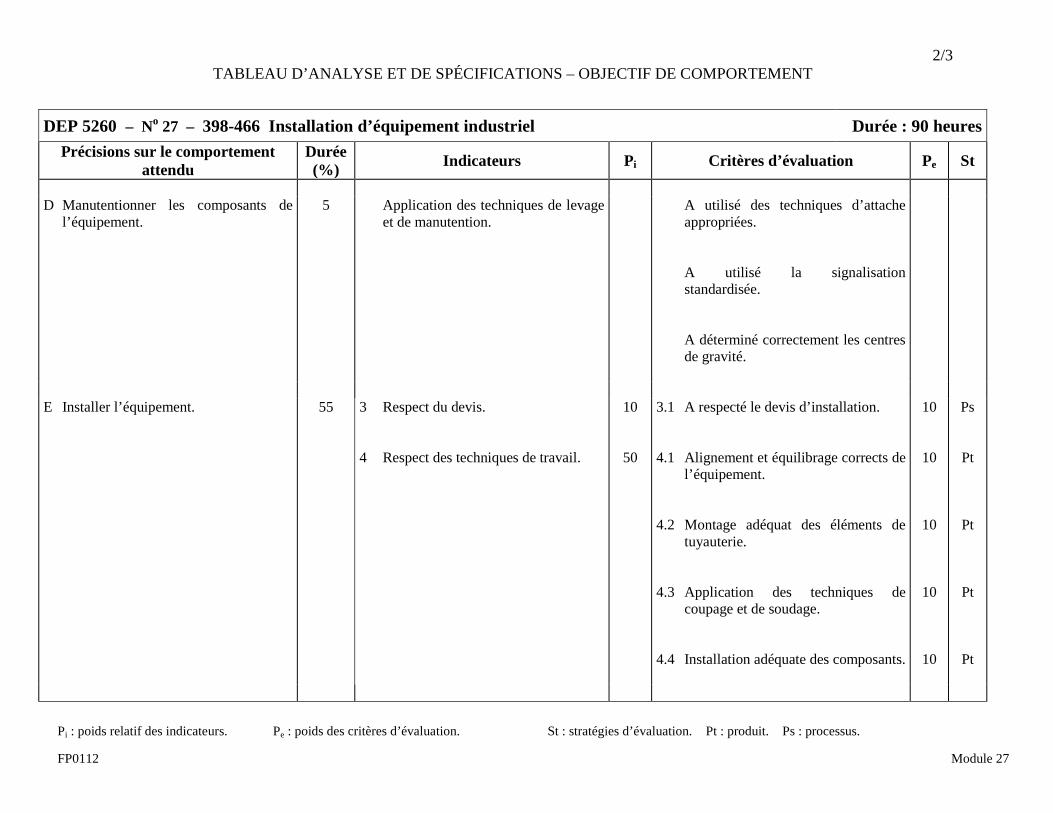
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 27
DEP 5260 – No 27 – 398-466 Installation d’équipement industriel Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
D Manutentionner les composants de
l’équipement.
5 Application des techniques de levage et de manutention.
A utilisé des techniques d’attache appropriées.
A utilisé la signalisation
standardisée. A déterminé correctement les centres
de gravité.
E Installer l’équipement.
55 3 Respect du devis. 4 Respect des techniques de travail.
10
50
3.1 A respecté le devis d’installation. 4.1 Alignement et équilibrage corrects de
l’équipement. 4.2 Montage adéquat des éléments de
tuyauterie. 4.3 Application des techniques de
coupage et de soudage. 4.4 Installation adéquate des composants.
10
10
10
10
10
Ps
Pt
Pt
Pt
Pt
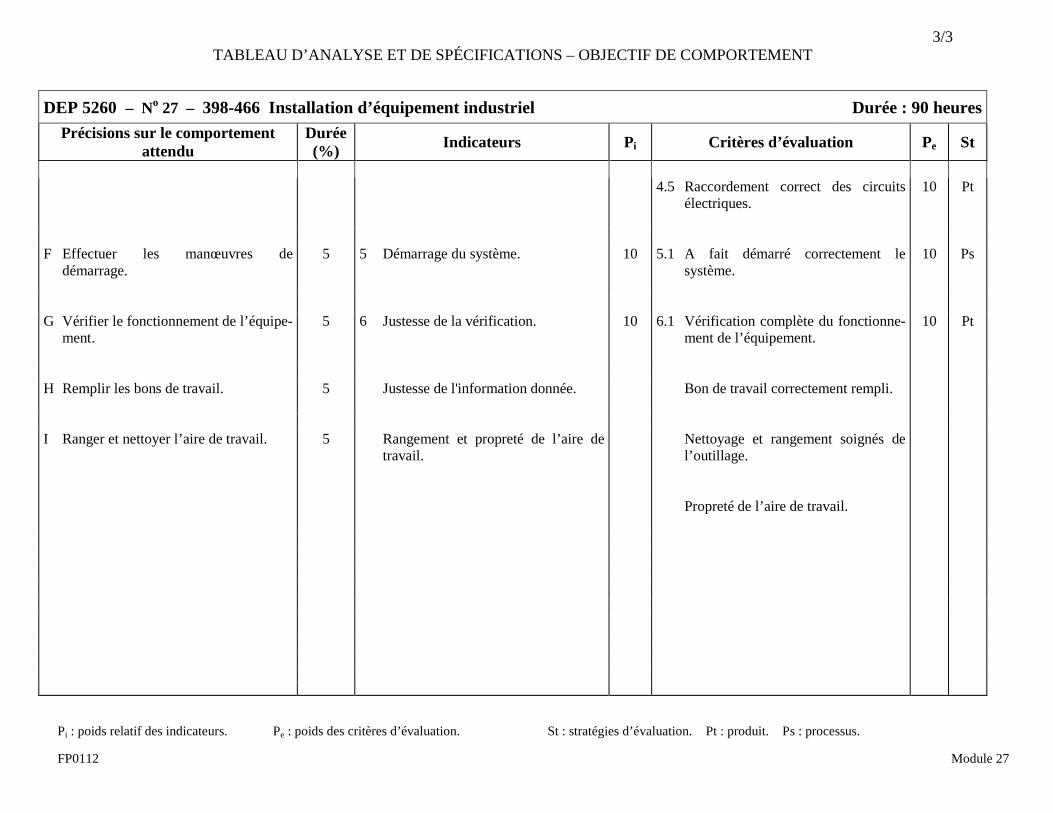
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus. FP0112 Module 27
DEP 5260 – No 27 – 398-466 Installation d’équipement industriel Durée : 90 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
4.5 Raccordement correct des circuits
électriques.
10 Pt
F Effectuer les manœuvres de
démarrage.
5 5 Démarrage du système. 10 5.1 A fait démarré correctement le système.
10 Ps
G Vérifier le fonctionnement de l’équipe-
ment.
5 6 Justesse de la vérification. 10
6.1 Vérification complète du fonctionne-ment de l’équipement.
10 Pt
H Remplir les bons de travail.
5 Justesse de l'information donnée. Bon de travail correctement rempli.
I Ranger et nettoyer l’aire de travail.
5 Rangement et propreté de l’aire de travail.
Nettoyage et rangement soignés de l’outillage.
Propreté de l’aire de travail.
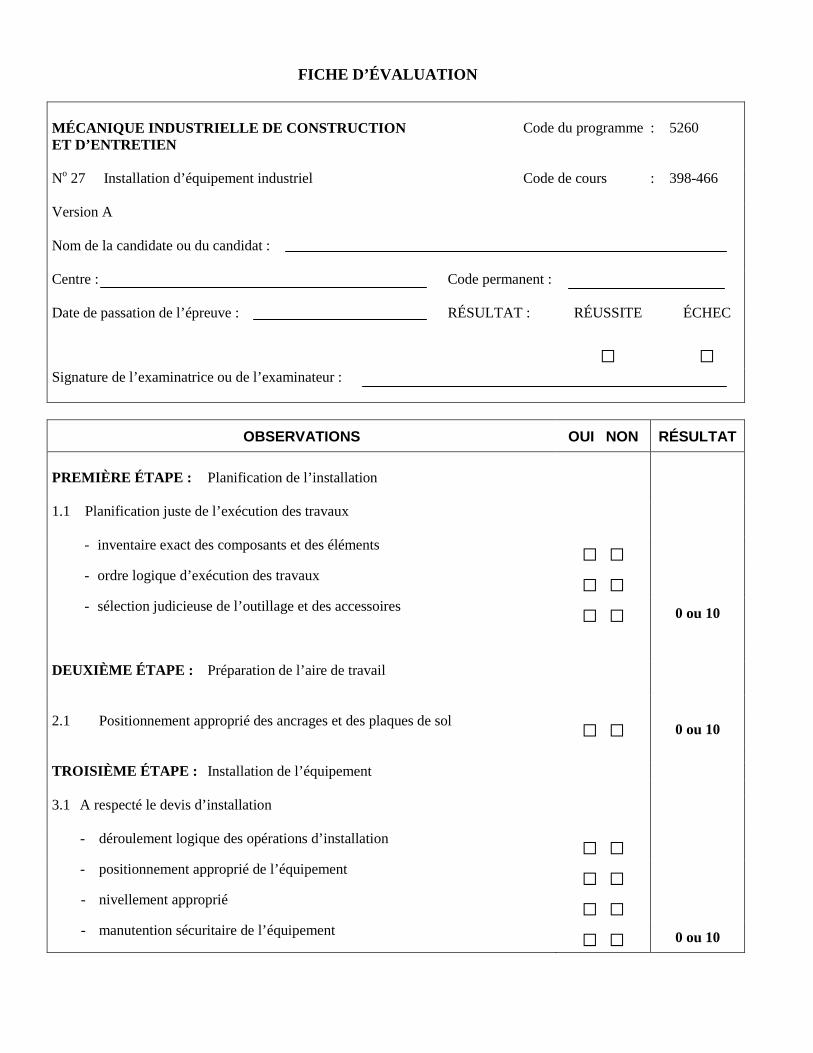
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 27 Installation d’équipement industriel
Code de cours : 398-466
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Planification de l’installation
1.1 Planification juste de l’exécution des travaux
- inventaire exact des composants et des éléments - ordre logique d’exécution des travaux - sélection judicieuse de l’outillage et des accessoires 0 ou 10
DEUXIÈME ÉTAPE : Préparation de l’aire de travail
2.1 Positionnement approprié des ancrages et des plaques de sol 0 ou 10
TROISIÈME ÉTAPE : Installation de l’équipement 3.1 A respecté le devis d’installation
- déroulement logique des opérations d’installation - positionnement approprié de l’équipement
- nivellement approprié - manutention sécuritaire de l’équipement 0 ou 10
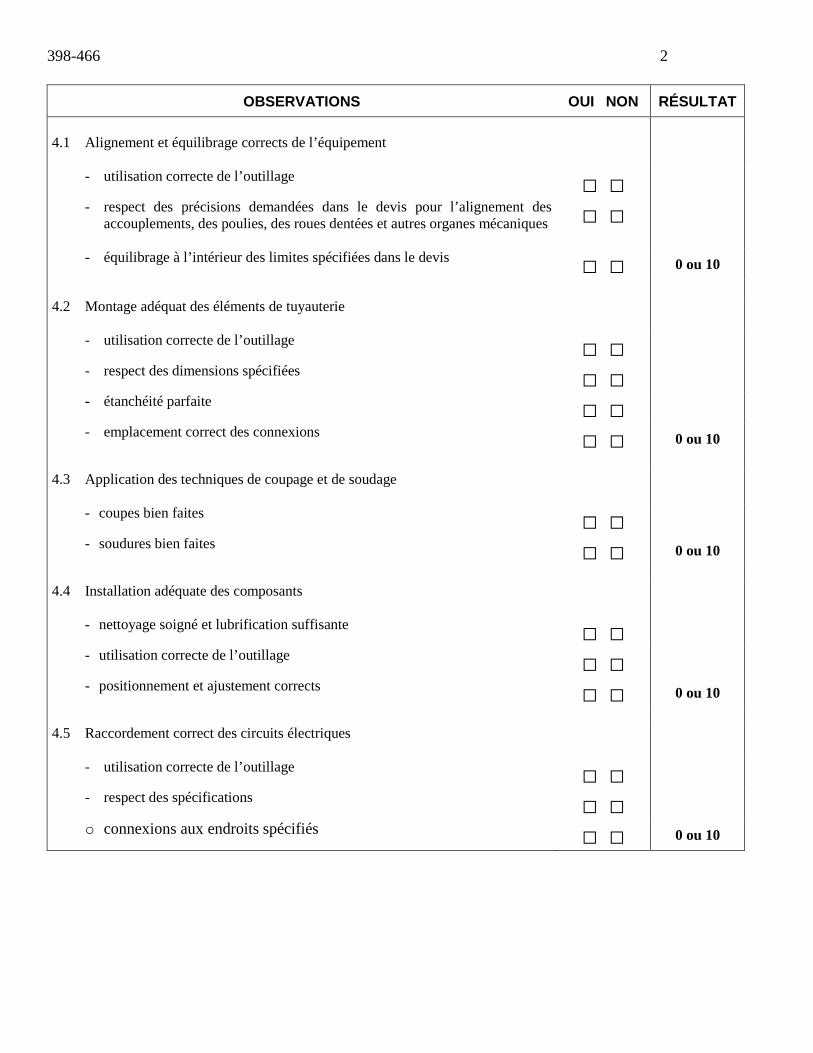
398-466 2
OBSERVATIONS OUI NON RÉSULTAT 4.1 Alignement et équilibrage corrects de l’équipement
- utilisation correcte de l’outillage - respect des précisions demandées dans le devis pour l’alignement des
accouplements, des poulies, des roues dentées et autres organes mécaniques
- équilibrage à l’intérieur des limites spécifiées dans le devis 0 ou 10
4.2 Montage adéquat des éléments de tuyauterie
- utilisation correcte de l’outillage - respect des dimensions spécifiées - étanchéité parfaite - emplacement correct des connexions 0 ou 10
4.3 Application des techniques de coupage et de soudage
- coupes bien faites - soudures bien faites 0 ou 10
4.4 Installation adéquate des composants
- nettoyage soigné et lubrification suffisante - utilisation correcte de l’outillage - positionnement et ajustement corrects 0 ou 10
4.5 Raccordement correct des circuits électriques
- utilisation correcte de l’outillage - respect des spécifications
o connexions aux endroits spécifiés 0 ou 10
398-466 3
OBSERVATIONS OUI NON RÉSULTAT
QUATRIÈME ÉTAPE :Manœuvres de démarrage 5.1 A fait démarré correctement le système
- fonctionnement selon les spécifications et la séquence demandée 0 ou 10 CINQUIÈME ÉTAPE : Vérification du fonctionnement de l’équipement
6.1 Vérification complète du fonctionnement de l’équipement
- fonctionnement des conditions d’opération - fonctionnement des conditions d’arrêt - pression, vitesse, tension et débit ajustés correctement 0 ou 10
TOTAL :
/100
Seuil de réussite : 100 points
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-466 Installation d’équipement industriel (module no 27)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à installer l'équipement industriel.
Les travaux d’installation sont effectués en équipe de deux personnes, et chacune d’elles est évaluée individuellement. L'évaluation a lieu tout au long du module, étant donné le temps requis pour installer ces équipements.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit planifier l’installation, préparer l’aire de travail, installer l’équipement, faire démarrer le système et en vérifie le fonctionnement.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec. Chaque personne est responsable de son évaluation : c’est-à-dire qu’elle doit demander d’être évaluée au moment où elle est prête. Si une personne oublie de se faire évaluer, elle perd tous les points visés.
PRÉPARATION DE L’ÉPREUVE
L’examinatrice ou l’examinateur prévoit dix équipements à installer, s’assure que le devis de chaque équipement est disponible ainsi que les outils, les accessoires et les appareils.
398-466 2
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. À la première étape, la personne doit planifier l’exécution des travaux. À la deuxième étape, la candidate ou le candidat doit préparer l’aire de travail en positionnant les ancrages et les plaques de sol. À la troisième étape, la personne installe l’équipement. À la quatrième étape, la candidate ou le candidat fait démarrer le système et, à la cinquième étape, elle ou il doit vérifier les conditions de fonctionnement de l’équipement. RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION
1.1 Planification juste des travaux
On s’attend à ce que la personne fasse l’inventaire des composants et des éléments, qu’elle décrive l’ordre d’exécution des travaux et qu’elle sélectionne l’outillage et les accessoires dont elle aura besoin.
3.1 A respecté le devis d’installation
On vérifiera le déroulement des opérations, le positionnement de l’équipement, le nivellement de même que la manutention sécuritaire de l’équipement.
4.1 Alignement et équilibrage corrects de l'équipement
On s’attend à ce que les précisions demandées dans le devis pour l’alignement soient respectées, que les équilibrages soient à l’intérieur des limites spécifiées et que l’outillage soit utilisé correctement.
4.2 Montage conforme des éléments de tuyauterie
On vérifiera si les dimensions sont respectées, si les connexions sont faites aux bons endroits, si le circuit est étanche et si l’outillage a été utilisé correctement.
4.3 Application des techniques de coupage et de soudage
On vérifiera si les coupes et les soudures sont bien faites.
398-466 3
4.4 Installation adéquate des composants
On vérifiera l’utilisation des outils, le nettoyage et la lubrification des composants, le positionnement et l’ajustement.
4.5 Raccordement correct des circuits électriques
On vérifiera si les spécifications sont respectées, si les connexions sont faites aux bons endroits et si l’outillage est utilisé correctement.
6.1 Vérification complète du fonctionnement de l’équipement
On s’attend à ce que la candidate ou le candidat vérifie si toutes les conditions d’opération et d’arrêt fonctionnent, et si la pression, la vitesse, la tension et le débit sont ajustés correctement.
MATÉRIEL REQUIS POUR CHAQUE ÉQUIPE
- 1 équipement industriel non installé; - pour le reste, les personnes sélectionnent les instruments de mesure, l’outillage, les
accessoires et l’équipement de sécurité dont elles ont besoin. 4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la personne doit obtenir la totalité des points. En cas d’échec, elle reprendra la ou les étapes auxquelles elle a échoué.
5 DURÉE DE L’ÉPREUVE
L’évaluation se fait tout au long du module.
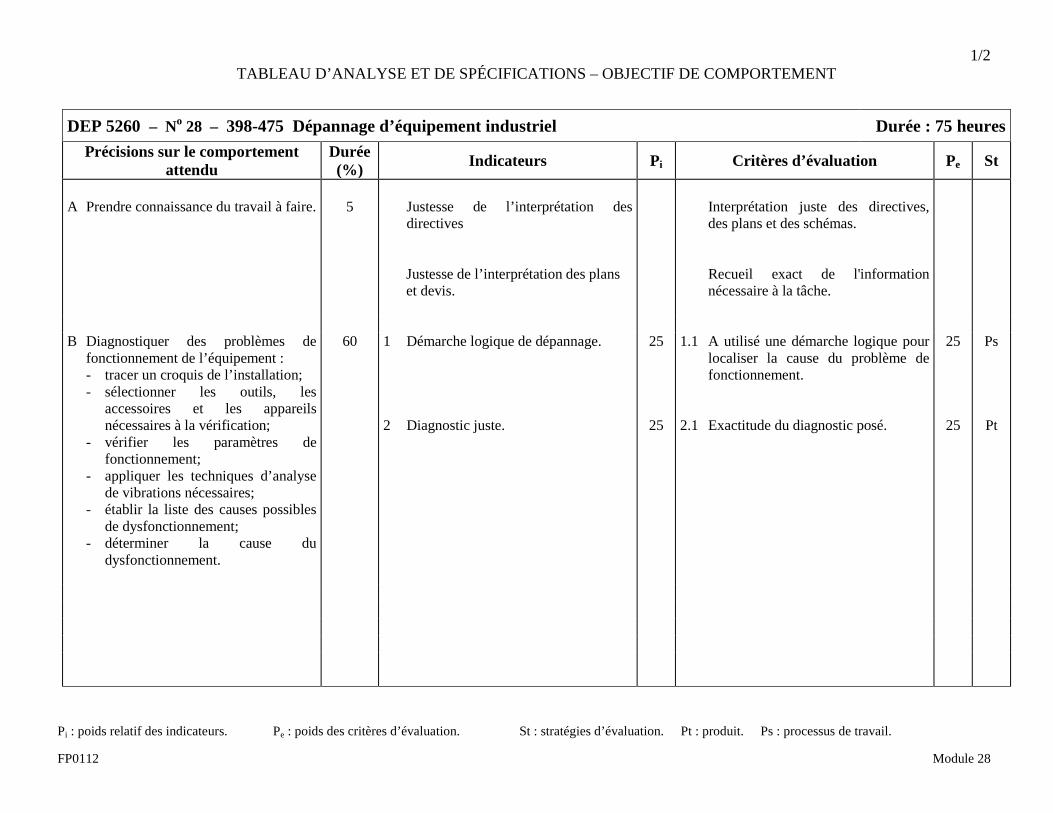
1/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus de travail. FP0112 Module 28
DEP 5260 – No 28 – 398-475 Dépannage d’équipement industriel Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
A Prendre connaissance du travail à faire.
5 Justesse de l’interprétation des directives
Justesse de l’interprétation des plans et devis.
Interprétation juste des directives, des plans et des schémas.
Recueil exact de l'information
nécessaire à la tâche.
B Diagnostiquer des problèmes de
fonctionnement de l’équipement : - tracer un croquis de l’installation; - sélectionner les outils, les
accessoires et les appareils nécessaires à la vérification;
- vérifier les paramètres de fonctionnement;
- appliquer les techniques d’analyse de vibrations nécessaires;
- établir la liste des causes possibles de dysfonctionnement;
- déterminer la cause du dysfonctionnement.
60 1 Démarche logique de dépannage. 2 Diagnostic juste.
25
25
1.1 A utilisé une démarche logique pour localiser la cause du problème de fonctionnement.
2.1 Exactitude du diagnostic posé.
25
25
Ps
Pt
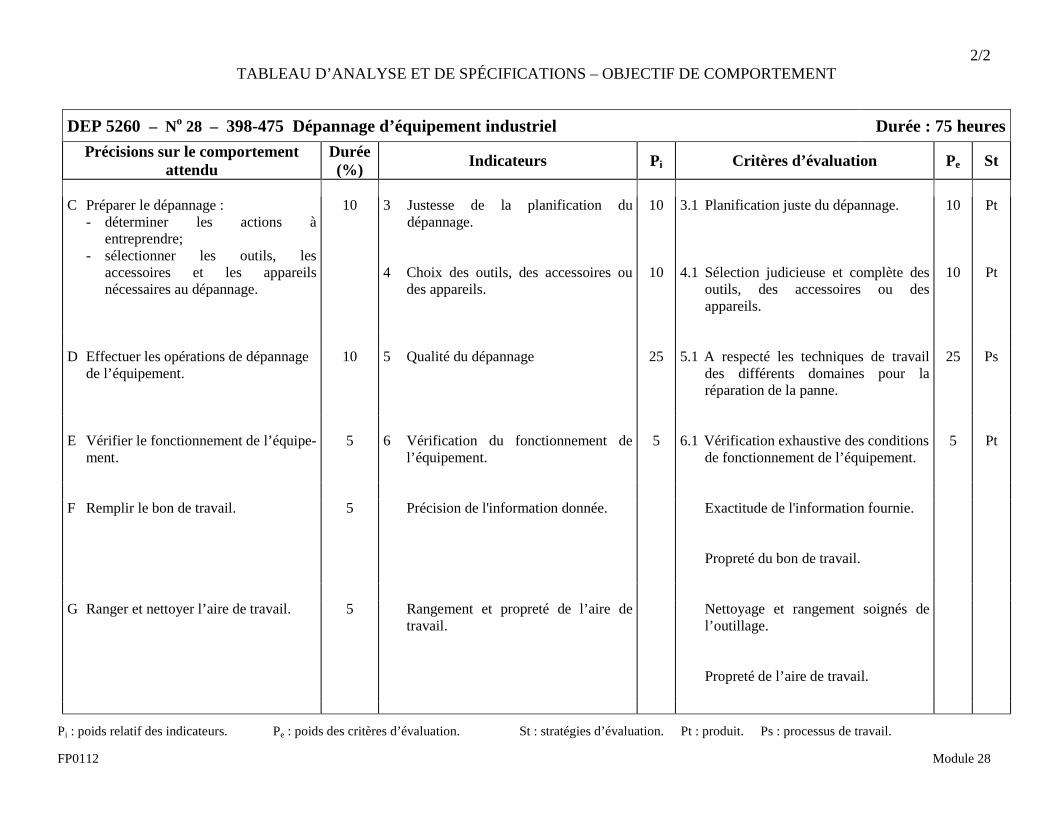
2/2 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS – OBJECTIF DE COMPORTEMENT
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. St : stratégies d’évaluation. Pt : produit. Ps : processus de travail. FP0112 Module 28
DEP 5260 – No 28 – 398-475 Dépannage d’équipement industriel Durée : 75 heures Précisions sur le comportement
attendu Durée (%) Indicateurs Pi Critères d’évaluation Pe St
C Préparer le dépannage :
- déterminer les actions à entreprendre;
- sélectionner les outils, les accessoires et les appareils nécessaires au dépannage.
10 3 Justesse de la planification du dépannage.
4 Choix des outils, des accessoires ou
des appareils.
10
10
3.1 Planification juste du dépannage. 4.1 Sélection judicieuse et complète des
outils, des accessoires ou des appareils.
10
10
Pt
Pt
D Effectuer les opérations de dépannage
de l’équipement.
10 5 Qualité du dépannage 25 5.1 A respecté les techniques de travail des différents domaines pour la réparation de la panne.
25 Ps
E Vérifier le fonctionnement de l’équipe-
ment.
5 6 Vérification du fonctionnement de l’équipement.
5 6.1 Vérification exhaustive des conditions de fonctionnement de l’équipement.
5 Pt
F Remplir le bon de travail. 5 Précision de l'information donnée. Exactitude de l'information fournie.
Propreté du bon de travail.
G Ranger et nettoyer l’aire de travail. 5 Rangement et propreté de l’aire de
travail.
Nettoyage et rangement soignés de l’outillage.
Propreté de l’aire de travail.
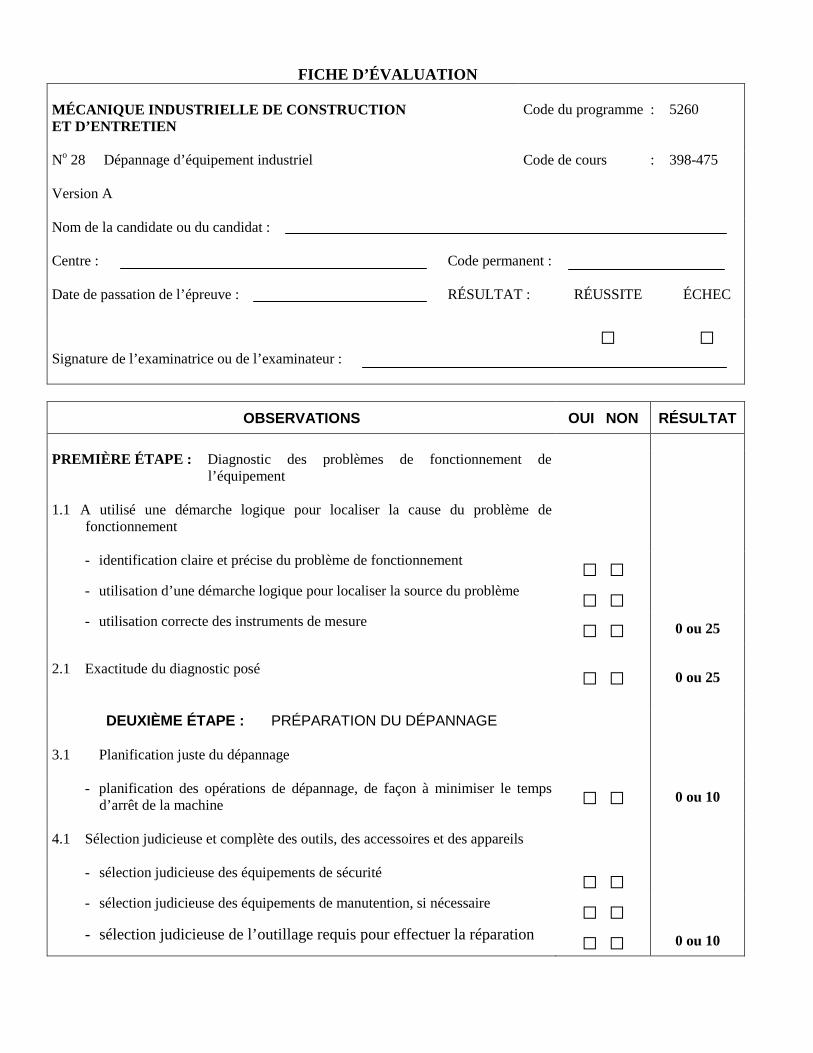
FICHE D’ÉVALUATION MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
Code du programme : 5260
No 28 Dépannage d’équipement industriel
Code de cours : 398-475
Version A Nom de la candidate ou du candidat : Centre :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
OBSERVATIONS OUI NON RÉSULTAT PREMIÈRE ÉTAPE : Diagnostic des problèmes de fonctionnement de
l’équipement
1.1 A utilisé une démarche logique pour localiser la cause du problème de fonctionnement
- identification claire et précise du problème de fonctionnement - utilisation d’une démarche logique pour localiser la source du problème - utilisation correcte des instruments de mesure 0 ou 25
2.1 Exactitude du diagnostic posé 0 ou 25
DEUXIÈME ÉTAPE : PRÉPARATION DU DÉPANNAGE
3.1 Planification juste du dépannage
- planification des opérations de dépannage, de façon à minimiser le temps d’arrêt de la machine 0 ou 10
4.1 Sélection judicieuse et complète des outils, des accessoires et des appareils
- sélection judicieuse des équipements de sécurité - sélection judicieuse des équipements de manutention, si nécessaire
- sélection judicieuse de l’outillage requis pour effectuer la réparation 0 ou 10
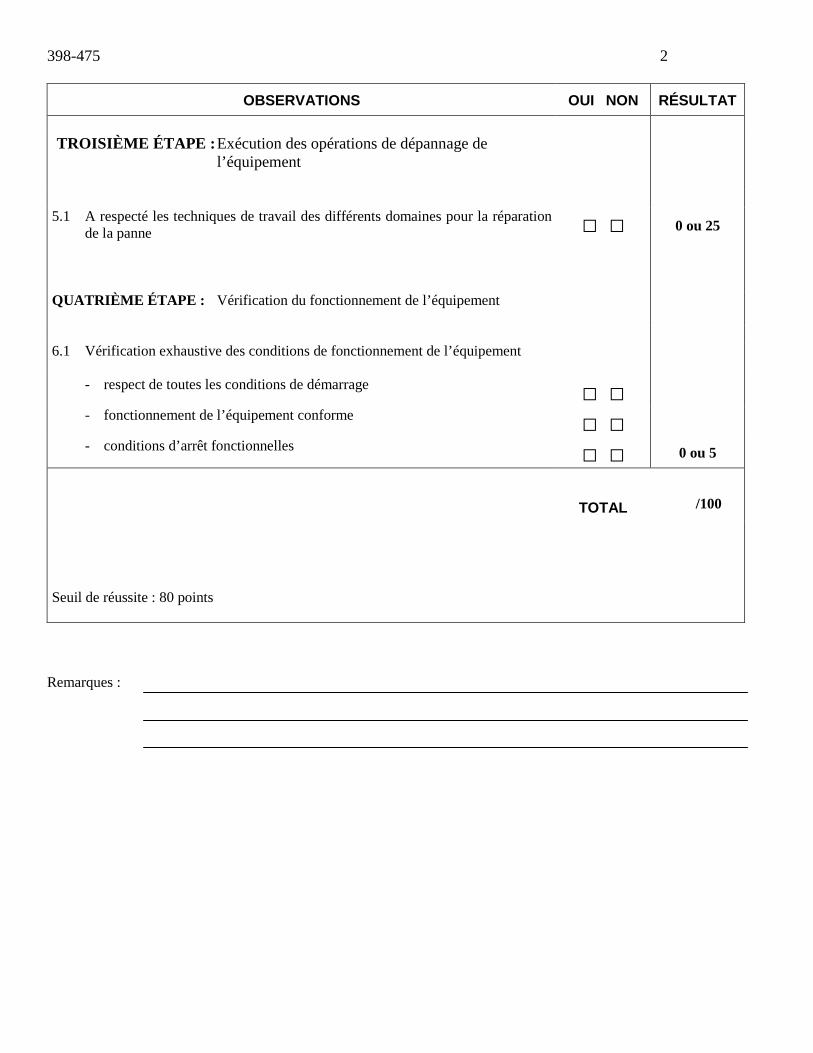
398-475 2
OBSERVATIONS OUI NON RÉSULTAT
TROISIÈME ÉTAPE : Exécution des opérations de dépannage de
l’équipement
5.1 A respecté les techniques de travail des différents domaines pour la réparation
de la panne
0 ou 25
QUATRIÈME ÉTAPE : Vérification du fonctionnement de l’équipement
6.1 Vérification exhaustive des conditions de fonctionnement de l’équipement
- respect de toutes les conditions de démarrage - fonctionnement de l’équipement conforme - conditions d’arrêt fonctionnelles 0 ou 5
TOTAL
/100
Seuil de réussite : 80 points
Remarques :

MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-475 Dépannage d’équipement industriel (module no 28)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la compétence à exécuter des travaux de dépannage d'équipement industriel.
On ne peut faire passer l’épreuve à plus de cinq personnes en même temps.
2 DESCRIPTION DE L’ÉPREUVE
Pour démontrer sa compétence, la candidate ou le candidat doit localiser de façon logique la cause du mauvais fonctionnement de l’équipement industriel et poser un diagnostic. De plus, elle ou il doit planifier, dépanner l’équipement et le mettre en marche. Enfin, elle ou il procédera à toutes les vérifications de fonctionnement et d’ajustement.
La candidate ou le candidat obtient la totalité des points ou 0 pour chacun des éléments notés. Les notes de cours et les documents autres que ceux fournis sont interdits. Toute communication verbale ou visuelle est interdite et entraîne l’arrêt immédiat de l’épreuve. Toute action jugée dangereuse et préjudiciable pour la santé et la sécurité de la personne ou des autres, ou dommageable pour le poste de travail, l’outillage ou l’équipement entraîne l’arrêt de l’épreuve et la candidate ou le candidat est, de ce fait, en échec.
398-475 2
PRÉPARATION DE L’ÉPREUVE L’examinatrice ou l’examinateur prévoit cinq équipements qui comportent des anomalies de fonctionnement. À chaque groupe de personnes, elle ou il doit recréer de nouveau ces problèmes sur les équipements, étant donné qu’ils auront été dépannés.
3 DÉROULEMENT DE L’ÉPREUVE
Distribuer les cahiers de la candidate ou du candidat. Donner les explications nécessaires. À la première étape, la personne doit suivre une démarche logique pour localiser de façon précise le
problème de fonctionnement de l’équipement et ensuite poser un diagnostic. À la deuxième étape, la candidate ou le candidat doit préparer le dépannage en planifiant l'ordre des travaux ainsi que les besoins en outillage, en accessoires et en appareils. À la troisième étape, la personne doit dépanner l’équipement. À la quatrième étape, la candidate ou le candidat doit vérifier les conditions de fonctionnement de l’équipement.
RENSEIGNEMENTS SUR LES CRITÈRES D’ÉVALUATION 1.1 A utilisé une démarche logique pour localiser la cause du problème de fonctionnement
On s’attend à ce que la personne décèle la source du problème en utilisant une démarche logique et les instruments de mesure correctement.
3.1 Planification juste du dépannage
La candidate ou le candidat devra planifier le dépannage de façon à minimiser le temps d’arrêt de la machine.
4.1 Sélection judicieuse et complète des outils, des accessoires ou des appareils
On demande à la personne de sélectionner les équipements de sécurité et, s'il y a lieu, les équipements de manutention, de même que l’outillage nécessaire pour effectuer le dépannage.
398-475 3
6.1 Vérification exhaustive des conditions de fonctionnement de l’équipement On s’attend à ce que la candidate ou le candidat vérifie si les conditions de démarrage sont respectées, si les conditions d’arrêt sont activées et si le fonctionnement est conforme.
MATÉRIEL REQUIS POUR CHAQUE CANDIDATE OU CANDIDAT - 1 équipement industriel en panne; - pour le reste, la personne sélectionne les instruments de mesure, l’outillage, les accessoires et
l’équipement de sécurité dont elle a besoin.
4 RÉUSSITE DE L’ÉPREUVE Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 80 points.
Advenant un échec, la personne reprend l’épreuve en entier.
5 DURÉE DE L’ÉPREUVE À titre indicatif, la durée de cette épreuve est de 2 h 30 min.
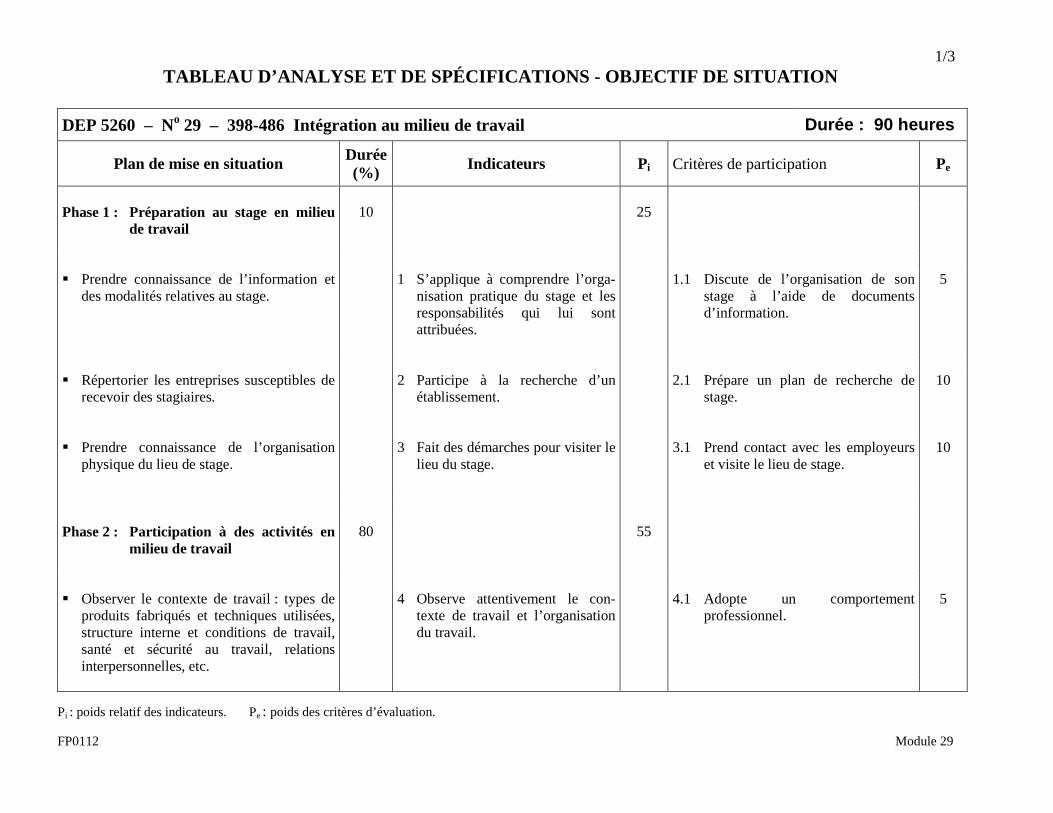
1/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS - OBJECTIF DE SITUATION
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 29
DEP 5260 – No 29 – 398-486 Intégration au milieu de travail Durée : 90 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
Phase 1 : Préparation au stage en milieu
de travail
10 25
Prendre connaissance de l’information et
des modalités relatives au stage. 1 S’applique à comprendre l’orga-
nisation pratique du stage et les responsabilités qui lui sont attribuées.
1.1 Discute de l’organisation de son stage à l’aide de documents d’information.
5
Répertorier les entreprises susceptibles de
recevoir des stagiaires. 2 Participe à la recherche d’un
établissement. 2.1 Prépare un plan de recherche de
stage.
10
Prendre connaissance de l’organisation
physique du lieu de stage. 3 Fait des démarches pour visiter le
lieu du stage. 3.1 Prend contact avec les employeurs
et visite le lieu de stage.
10
Phase 2 : Participation à des activités en
milieu de travail
80 55
Observer le contexte de travail : types de
produits fabriqués et techniques utilisées, structure interne et conditions de travail, santé et sécurité au travail, relations interpersonnelles, etc.
4 Observe attentivement le con-texte de travail et l’organisation du travail.
4.1 Adopte un comportement professionnel.
5
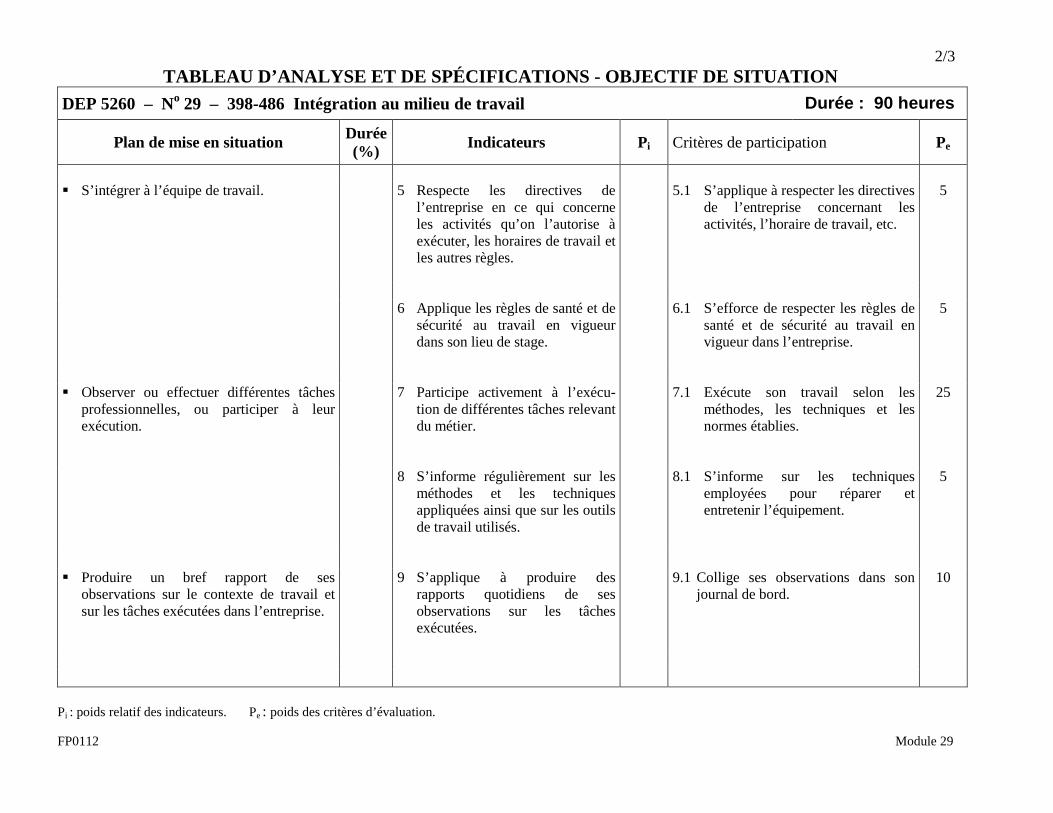
2/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS - OBJECTIF DE SITUATION
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 29
DEP 5260 – No 29 – 398-486 Intégration au milieu de travail Durée : 90 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
S’intégrer à l’équipe de travail. 5 Respecte les directives de
l’entreprise en ce qui concerne les activités qu’on l’autorise à exécuter, les horaires de travail et les autres règles.
5.1 S’applique à respecter les directives de l’entreprise concernant les activités, l’horaire de travail, etc.
5
6 Applique les règles de santé et de
sécurité au travail en vigueur dans son lieu de stage.
6.1 S’efforce de respecter les règles de santé et de sécurité au travail en vigueur dans l’entreprise.
5
Observer ou effectuer différentes tâches
professionnelles, ou participer à leur exécution.
7 Participe activement à l’exécu-tion de différentes tâches relevant du métier.
7.1 Exécute son travail selon les méthodes, les techniques et les normes établies.
25
8 S’informe régulièrement sur les
méthodes et les techniques appliquées ainsi que sur les outils de travail utilisés.
8.1 S’informe sur les techniques employées pour réparer et entretenir l’équipement.
5
Produire un bref rapport de ses
observations sur le contexte de travail et sur les tâches exécutées dans l’entreprise.
9 S’applique à produire des rapports quotidiens de ses observations sur les tâches exécutées.
9.1 Collige ses observations dans son journal de bord.
10
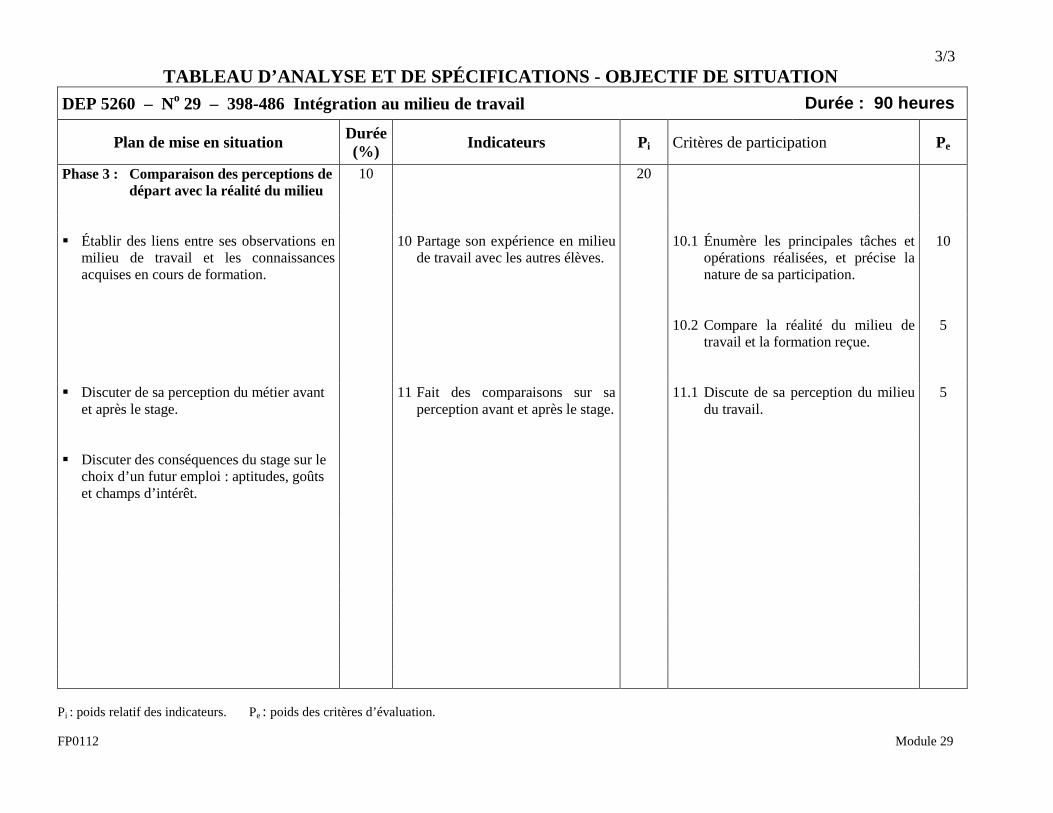
3/3 TABLEAU D’ANALYSE ET DE SPÉCIFICATIONS - OBJECTIF DE SITUATION
Pi : poids relatif des indicateurs. Pe : poids des critères d’évaluation. FP0112 Module 29
DEP 5260 – No 29 – 398-486 Intégration au milieu de travail Durée : 90 heures
Plan de mise en situation Durée (%) Indicateurs Pi Critères de participation Pe
Phase 3 : Comparaison des perceptions de départ avec la réalité du milieu
10 20
Établir des liens entre ses observations en
milieu de travail et les connaissances acquises en cours de formation.
10 Partage son expérience en milieu de travail avec les autres élèves.
10.1 Énumère les principales tâches et opérations réalisées, et précise la nature de sa participation.
10.2 Compare la réalité du milieu de
travail et la formation reçue.
10
5
Discuter de sa perception du métier avant
et après le stage. 11 Fait des comparaisons sur sa
perception avant et après le stage. 11.1 Discute de sa perception du milieu
du travail.
5
Discuter des conséquences du stage sur le
choix d’un futur emploi : aptitudes, goûts et champs d’intérêt.
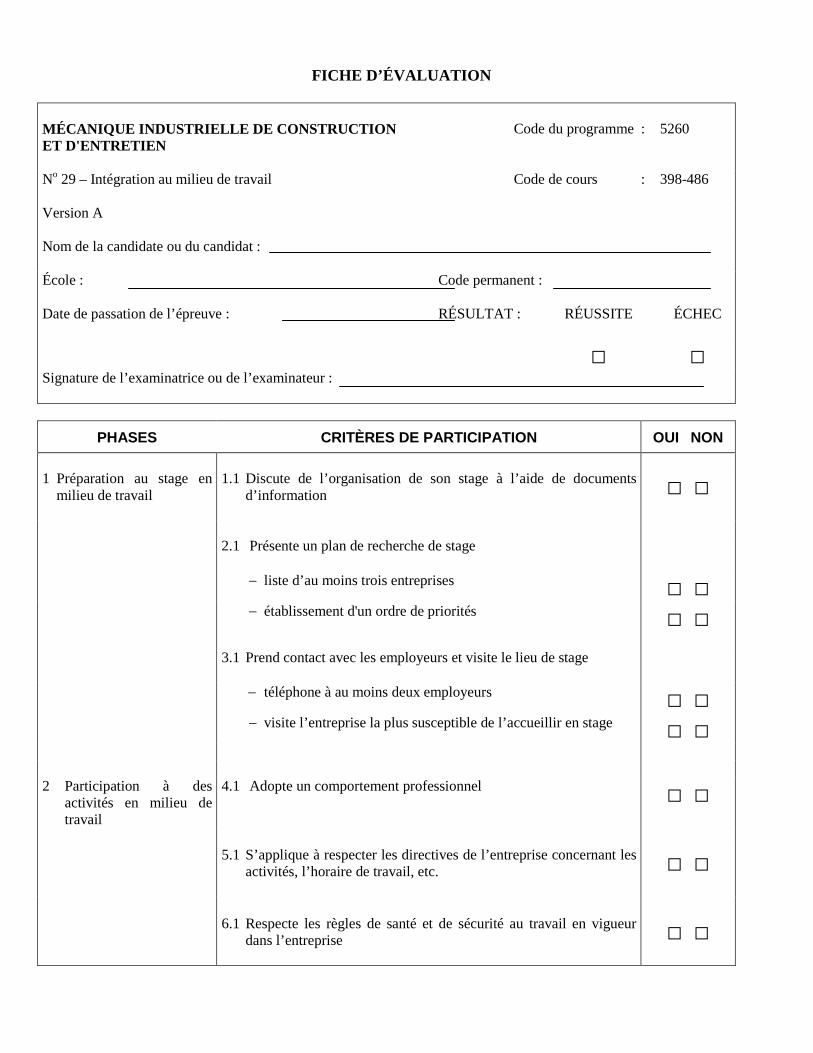
FICHE D’ÉVALUATION
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D'ENTRETIEN
Code du programme : 5260
No 29 – Intégration au milieu de travail
Code de cours : 398-486
Version A Nom de la candidate ou du candidat : École :
Code permanent :
Date de passation de l’épreuve :
RÉSULTAT : RÉUSSITE ÉCHEC
Signature de l’examinatrice ou de l’examinateur :
PHASES CRITÈRES DE PARTICIPATION OUI NON 1 Préparation au stage en
milieu de travail 1.1 Discute de l’organisation de son stage à l’aide de documents
d’information
2.1 Présente un plan de recherche de stage
− liste d’au moins trois entreprises − établissement d'un ordre de priorités 3.1 Prend contact avec les employeurs et visite le lieu de stage
− téléphone à au moins deux employeurs − visite l’entreprise la plus susceptible de l’accueillir en stage 2 Participation à des
activités en milieu de travail
4.1 Adopte un comportement professionnel
5.1 S’applique à respecter les directives de l’entreprise concernant les
activités, l’horaire de travail, etc.
6.1 Respecte les règles de santé et de sécurité au travail en vigueur
dans l’entreprise
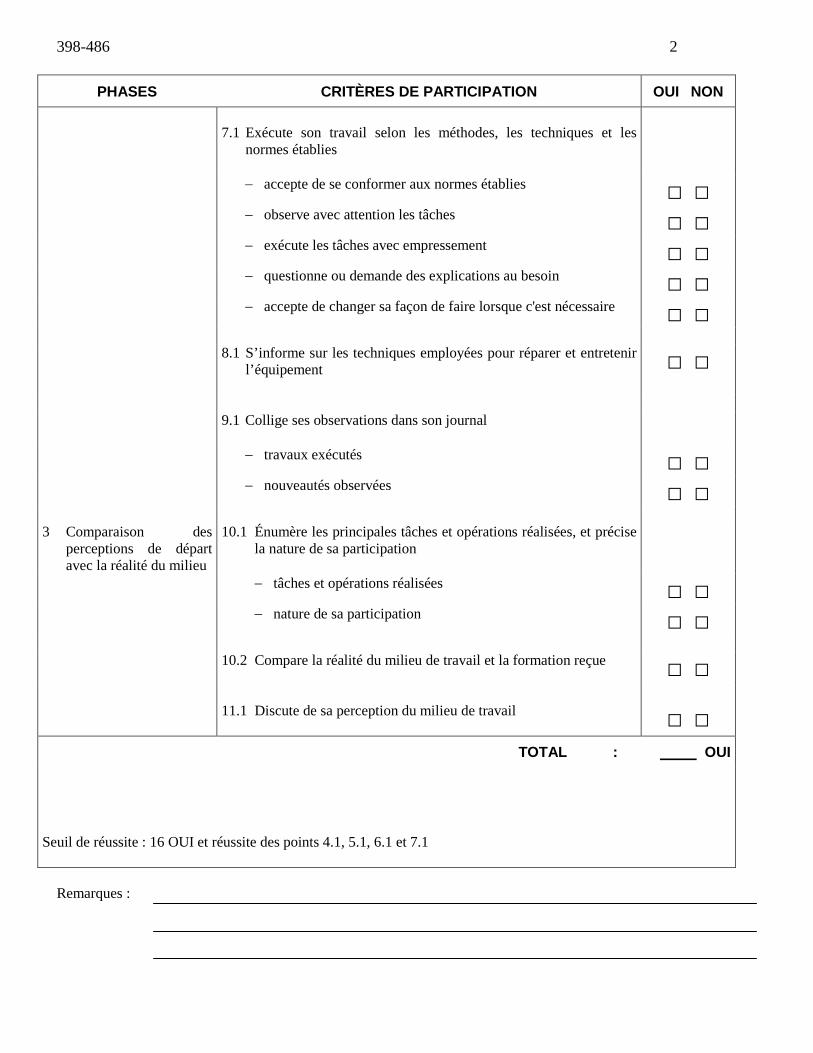
398-486 2
PHASES CRITÈRES DE PARTICIPATION OUI NON
7.1 Exécute son travail selon les méthodes, les techniques et les
normes établies
− accepte de se conformer aux normes établies − observe avec attention les tâches − exécute les tâches avec empressement − questionne ou demande des explications au besoin − accepte de changer sa façon de faire lorsque c'est nécessaire 8.1 S’informe sur les techniques employées pour réparer et entretenir
l’équipement
9.1 Collige ses observations dans son journal
− travaux exécutés − nouveautés observées 3 Comparaison des
perceptions de départ avec la réalité du milieu
10.1 Énumère les principales tâches et opérations réalisées, et précise la nature de sa participation
− tâches et opérations réalisées − nature de sa participation 10.2 Compare la réalité du milieu de travail et la formation reçue
11.1 Discute de sa perception du milieu de travail
TOTAL : OUI Seuil de réussite : 16 OUI et réussite des points 4.1, 5.1, 6.1 et 7.1
Remarques :
MÉCANIQUE INDUSTRIELLE DE CONSTRUCTION ET D’ENTRETIEN
DEP 5260
398-486 Intégration au milieu de travail (module no 29)
DESCRIPTION DE L’ÉPREUVE
1 RENSEIGNEMENTS GÉNÉRAUX
Cette épreuve vise à vérifier la participation de la candidate ou du candidat au stage en milieu de travail.
Le jugement définitif ne doit être porté qu’à la fin de la phase correspondante dans le plan de mise en situation.
L’évaluation de la participation des candidates et des candidats s’appuie sur des données recueillies à divers moments du déroulement des activités de formation et sur sa participation aux activités en milieu de travail.
2 DESCRIPTION DE L’ÉPREUVE
Il est important d’indiquer clairement aux personnes la nature des données qu’elles doivent recueillir et présenter à la réunion de groupe. Quels que soient le support et la forme qui serviront à consigner les données, le jugement ne porte pas sur la précision, la qualité ou la présentation des données recueillies, mais bien sur le fait qu’on a pris la peine de colliger une quantité suffisante de données pertinentes sur tous les sujets et que l’on est capable de les organiser afin de pouvoir les utiliser au moment de la réunion de groupe.
La candidate ou le candidat obtient un OUI ou un NON pour chacun des critères évalués.
398-486 2
3 DÉROULEMENT DE L’ÉPREUVE
INFORMATION SUR LES CRITÈRES DE PARTICIPATION PHASE 1 2.1 Présente un plan de recherche de stage On demandera de présenter une liste d’au moins trois entreprises possibles comme milieu de
stage et de les ordonner selon ses priorités. 3.1 Prend contact avec les employeurs et visite le lieu de stage On s’attend à ce que la personne téléphone à au moins deux employeurs et qu'elle visite l’entreprise la
plus susceptible de l’accueillir. PHASE 2 7.1 Exécute son travail selon les méthodes, les techniques et les normes établies On observera que la personne accepte de se conformer aux normes établies, observe avec attention les
tâches, les exécute avec empressement, questionne ou demande des explications au besoin et accepte de changer sa façon de faire lorsque c'est nécessaire.
9.1 Collige ses observations dans son journal On devra trouver, dans le journal de bord, les travaux exécutés et les nouveautés observées. PHASE 3 Pour comparer ses perceptions de départ avec la réalité du milieu, la candidate ou le candidat doit consulter : - son journal de bord; - son auto-évaluation.
4 RÉUSSITE DE L’ÉPREUVE
Pour réussir l’épreuve, la candidate ou le candidat doit obtenir au moins 16 OUI et avoir fait tout le stage.

398-486 3
5 DURÉE DE L’ÉPREUVE
L'évaluation se fait tout au long du module.


Éducation
17-1409-04